tata steel' s experiences
TRANSCRIPT

National Workshop on Boiler Corrosion , 11-12th April, 1995, NML Jamshedpur, INDIA
WATER SIDE CORROSION IN BOILERS -TATA STEEL' S EXPERIENCES
N. KRISHNASWAMY AND P.S. BHATTACHARYATata Steel , Jamshedpur - 831 001
Introduction
Captive power plants in an inte-
grated steel Plant like Tata Steel
have got two basic functions to per-form, viz. meeting the essential
power requirement and supplying
the process steam. Process steam
requirement gets the first priority
and has to be met under all condi-
tions. Even though the steel plant
may have a tie-up with the utility for
getting a certain contracted power
supply, the captive power plants
have to produce the base load-thesum of the most essential loads which
cannot be shed-off from equipment
and process safety point of view-
after meeting process steam demand.
Under the present scenario of eco-
nomic liberalisation, the cost of op-
erations has to be brought down and
kept at the lowest levels dictated by
market forces. The capitve power
plants can meet all these objectives
only if all the boilers are operated at
a high efficiency, availability and
reliability.
Corrosion and other related prob-lems are of great concern to powerplant operators. A proper under-standing of these aspects will go along way in achieving the perfor-mance levels expected from theboilers and the machines they serve.
This paper attempts to throw somelight on some of the important areaswhich a boiler engineer must knowfor getting a high level of perfor-mance from the boilers.
Iron Contamination In Boilers -The Sources, The Problem And
Its Control
It is well known to all boiler op-
erators that many problems in boil-
ers are directly related to corrosion
or deposition of both soluble andinsoluble iron and considerable time,
effort and money are spent in fight-
ing the battle of iron. Hence a sound
understanding of the nature and
sources of iron and the methodology
of preventing its deposition on heat
transfer surfaces is essential for ef-
ficient and reliable boiler operation.
Sources of Iron
Iron compounds contaminate theboiler from installation . The millscale on the plates and pipes, weldslag and splatter, etc., are the initialsource of iron, and if not removedcompletely, it will start a cycle ofiron fouling. Initial hydrostatic testsare often carried out using oxygenladen water which results in the for-mation of rust on the
G-1

N. KRISHNASWAMY AND P.S. BHATTACHARYA
J
boiler internal surfaces. Improper
lay-up procedures followed during
long lay-off of a boiler also bring in
significant quantity of iron into the
boiler. During normal operation,
corrosion in pre-boiler, boiler and
after-boiler systems produce oxides
of iron in varying degrees depend-
ing upon the competency of opera-
tion. Although boiler manufactur-
ers spell out procedures for boiler
start-up and shutdown, these are not
always followed exactly as given.
Sudden thermal expansions and con-
tractions fracture the protective mag-
netite film leading to further corro-
sion and generating more oxide.
Although excessive iron can
cause many problems, the worst is
the formation of a constantly grow-
ing insulating deposit- on a boiler
tube in high heat flux area. If al-
lowed to continue, failure of the tube
will result due to overheating.
It is often said that a boiler is
merely a film of magnetite supported
by structural steel. The ideal mag-
netite film is thin, adherent and of
constant thickness and texture. It is
this film that protects the boiler dur-
ing operation from further corro-
sion. Deposits of iron can destroy
this protective film.
Salts present in boiler water can
concentrate beneath the iron deposit
and this too can cause failure through
many mechanisms such as caustic
corrosion, low pH corrosion, hydro-
gen damage, etc.
Transported iron oxide can
foul Ion Exchange resin beds but
this contamination can be controlledwith proper cleaning of the resin.
Controlling the Problem of Iron
,With boiler systems demand-ing greater reliability and efficiency,iron contamination heads the list ofoperator's concerns. Good practicesand proper treatment can bring itunder control. Some of the prac-tices, followed with benefit in TataSteel to combat this problem, are :
I. Precommissioning chemi-
cal cleaning of pre-boiler,
boiler and some of the af-
ter-boiler systems.
For the intermediate pres-
sure boilers that we have,
this was not considered es-
sential some fifteen years.
back. But now , this is con-sidered as an essential stepin commissioning.
2. Proper commissioning toensure clean passivated in-ternal surfaces in the boiler.
3. Maintenance of make-upwater quality stringently.
As our boilers have to supply a
significant quantity of process steam
to the steel plant, DM water make-
up is of the order 40 to 45%. Com-
promise in quality of make-up can
lead to very serious problems reduc-
ing availability of boilers and tur-bines which we can ill-afford.
4. Use of stainless steel lines totransfer DM water to deaerators.
G-2

N. KRISHNASWAMY AND P.S. BHATTACHARYA
5. Select deaerators of provendesign and monitor perfor-mance constantly.
The performace of a deaerator
is as good as its design and hence
a lot of care has to be taken while
selecting the design and make.
Spray type deaerators give more
reliable and better performacne
than try type.
6. Chemical cleaning ofoperating boilers basedon deposit density moni-toring.
Boiler Corrosion
To maintain reliable boiler op-eration, corrosion of boiler metalby the water used to generate steammust be prevented. Dissolved oxy-gen, high temperatures, and acidand caustic in the water can, ifuncontrolled, severely pit, gougeor embrittle boiler tube metal andeventually lead to tube failure. Itis necessary to understand the typesof corrosion that can occur, theircauses and - more importantly -their prevention.
It is a good practice to takesample pieces of furnace tubes fromhigh heat flux areas during annualturnarounds to monitor deposit
density and chemical compositionand plan chemical cleaning when
density exceeds 40 mg/cm2. With
good operating practices , we find
need to acid clean the boilers oncein about twelve years.
7. A proper feed water con-ditioning program to con-trol corrosion in pre-boiler, boiler and after-boiler systems and peri-odic audit of the same byan expert agency.
8. Proper storage of idle boil-ers using either wet or drymethod.
In Tata Steel, we do not facethis situation normally, as boilers,whenever they are available, arekept in operation to meet powerand process steam requirements.
Corrosion Essentialto boiler operation
Since no oxygen is normallypresent, the primary corrosion re-action in an operating boiler is :
3 Fe + 4H20 -p Fe304 + 4H2Iron Water Magnetitie Hydro-
or steam gen Gas
The product of this process isblack iron oxide or magnetitie thatbuilds a tenacious layer at the steelsurface. When the magnetite layergrows to a thickness of 0.0002 in.to 0.0007 in., damaging corrosionstops. Under changing tempera-tures and dynamic boiling envi-ronment, some damage takes placeto this protective layer which isagain restored. The normal corro-sion progresses slowly at approxi-mately 1 mil. (0.001 in) per year.The primary objective of boilerwater treatment is to promote con-ditions that preserve the magnetitelayer.
G-3
N. KRISHNASWAMY AND P.S. BHATTACHARYA
Types of Corrosion
1. Caustic Corrosion
The stability of magnetite layer
is highly dependent on the pH of the
boiler water. Fig. I shows the effect
of pH on boiler corrosion or more
accurately, magnetite dissolution. It
is dissolved by both low pH and
high pH environments.
The terms 'Caustic Gouging'
and 'Ductile Gouging' refer to the
corrosion under the action of
localised concentrated sodium hy-
droxide. It is commonly encoun-
tered in :
* Water-cooled tubes in regionsof high heat flux.
* Slanted or horizontal tubes.
* Locations beneath heavydeposits.
* Heat transfer regions at or adja-
cent to backing rings at welds or
to otherdevices that disrupt flow.
Two critical factors that con-
tribute to caustic corrosion are avail-ability of sodium hydroxide or of
alkaline-producing salts and themechanism for concentration.
Some of the Mechanisms of concen-
tration are
* Departure from nucleate
boiling (DNB) : Under DNB
condition, a stable film or
blanket of steam forms on
the tube surface. Corrosives
concentrate at the edges ofthis blanket.
* Under-deposit concentra-tion. Fig. 2 explains the
mechanism of under - depositconcentration.
* Evaporation at a water line: When a waterline exists,corrosives may concentrateby evaporation resulting ingouging along the waterline.
* Indications of caustic cor-
rosion : Hemispherical or
elliptical depressions, filled
with corrosion products and
sometimes containing spar-
kling crystals of magnetite.
At times, there may be a crust
of hard deposits and corro-
sion products containing
magnetite crystals. The af-
fected metal surface gener-
ally has a smooth, rolling
contour.
Elimination
* Reduce the amount of avail-able free NaOH.
* Prevent inadvertent release
of caustic regeneration
chemicals from DM Plant.
* Prevent in-leakages of alka-
line-producing salts intocondensers.
* Prevent DNB
* Prevent excessive watersidedeposition
G-4
"111To I, qTiq"q- lip 14 11'IT 7777"*TTT'71777"^11
N. KRISHNASWAMY AND P.S. BHATTACHARYA
* Prevent the creation ofwaterlines in tubes
* Prevent process contamina-
tion.
2. Low pH Corrosion
A general depression of bulk-water pH may, although very rare,occur if certain acidic contaminantsenter the boiler. The more commonlow-pH attack arises due to localisedconditions. Two circumstances mustexist simultaneously to produce thiscondition :
* Availability of acid produc-
ing salts or free acid. Acid
producing salts may find
way through condenser
leakage. Unitentional addi-
tions of free acid may arise
from inadvertent release of
acid regeneration chemicals
into DM water make-up.
followed during acid cleaning, cor-rosion of internal surfaces of a
boiler will result from low-pH ex-
posure. Thermally induced break-
down of inhibitor, inappropriate
selection of cleaning agent or its
strength, excessive exposure times,
excessive exposure temperatures,
failure to completely neutralise,
etc. are some of the factors that
lead to uncontrolled acid corro-sion.
One of the first areas to be af-
fected is the tube ends inside the
mud and steam drums. Hand-hole
covers, drum manholes, and shell
welds may also be affected. Heat
transfer surfaces and weldments may
experience vigorous attack.
Shielded regions within crevices and
under remaining deposits may pre-
vent proper neutralisation of clean-
ing acid. This results in vigorous
localised attacks when the boiler is
returned to service.
* Mechanism of concentra-
tion : This is same as in caus-tic corrosion.
To eliminate low pH attack, theabove two conditions must be tack-led. It is very difficult to distinguishlow-pH attack and caustic corro-sion as in the locations where theyare found and in visual appearancethey are the same. However, metal-lographic examination will distin-guish the two.
3. Low-pH Corrosion During AcidCleaning
If propere procedures are not
4. Hydrogen Damage
Hydrogen demage may occurwhere corrosion reactions result inthe production of atomic hydrogen.Damage may result from high-pH orlow pH corrosion reactions. Atomichydrogen liberated diffuses into thesteel. Some of this diffused atomichydrogen will combine at the grainboundaries or inclusions in the metalto produce molecular hydrogen orwill react with iron carbides in themetal to produce methane. Thesegases accumulate at the grain bound-aries producing discontinuousintegranular micro cracks. Whensuch micro cracks accumulate, a part
G-5

N. KRISHNASWAMY AND P.S. BHATTACHARYA
of the wall of the tube bursts giving
rise to a thick-walled failure.
Generally, hydrogen damage isconfined to water-cooled tubes inboilers operating above 1000 psi.Steps to eliminate caustic corrosionand low-pH attack will eliminatethe possibility of hydrogen damage.
5. Oxygen Corrosion
Oxygen corrosion is a complex
electrochemical reaction that results
in pitting in a small area of the metal
surface. If uncontrolled, it finally
leads to pin-hole type of failures of
tubes. Oxygen corrosion sites
present knoblike mounds of corro-
sion products that frequently cover
pits. These mounds are known as
tubercles which indicate presence
of oxygen corrosion.
The three critical factors for
the onset and progress of oxygen
corrosion are presence of moisture
of water, presence of dissolved oxy-
gen and an unprotected metal sur-
face.
Corrosiveness of water in-
creases as temperatue and dissolved
solids increase and as pH decreases.
Aggressiveness increases with an
increase in oxygen.
An unprotected metal surface
can be present under the following'
conditions :
* The metal surface is bare,
e.g., the surface after acid
cleaning without passiva-
tion.
* The metal surface is cov-ered with a marginally pro-tective or non-protectiveiron oxide such as hematite.
* Cracks exist in the protec-tive Magnetite film. Crack
occur due to mechanical and
thermal stresses during nor-
mal boiler operation, start-
up, shut down and rapid load
swings. When proper oper-
ating conditions are main-
tained, the cracks get re-
paired and magnetite film
reforms. However, if ex-
cessive levels of oxygen are
present , the cracks cannotbe adequately repaired and
corrosion commences.
Locations of Oxygen Corrosion : In anoperating boiler , the first areas to beaffected are the economiser and feedwater heaters . In cases of severe oxygencontamination , other areas such as wa-terline in the steam drum and steamseparation equipment are corroded.
Oxygen attack is more of a
problem in idle boilers. The entire
boiler system is susceptible but the
most common attack sites are thebends in superheater tubes wheremoisture can collect.
Control in Operating Boiler: Thisis effected by bringing down dis-solved oxygen to very low levels.
To achieve this dissolved oxy-gen level , an excess of chemicaldeaerant is needed in the boiler wa-ter. Recommended residuals are 20to 60 ppm of sulphite or 0.1 to 0.5
G-6

N. KRISHNASWAMY AND P.S. BHATTACHARYA
ppm of hydrazine, depending uponthe scavenger used. Daily tests willshow the level of excess. Recordsshould be kept of the amount ofchemical deaerant fed. This recordprovides a constant efficiency checkof mechanical deaeration as well asindication of any infiltration of dis-solved oxygen into the system.
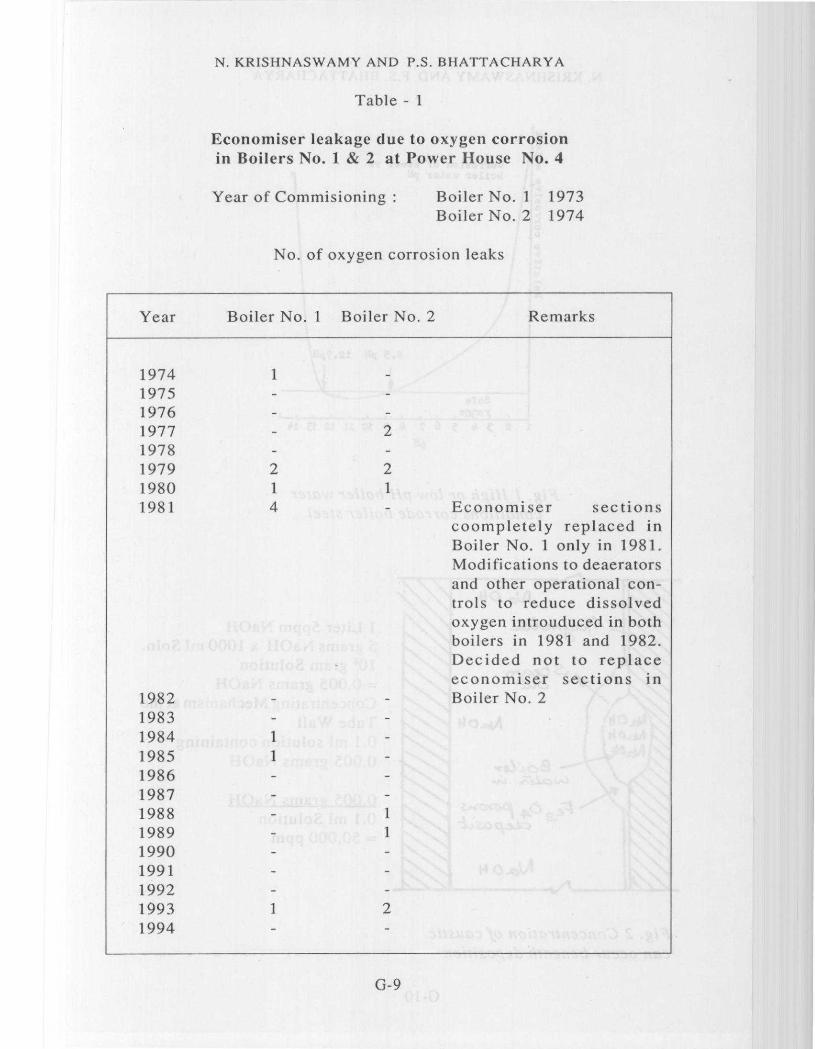
Possible causes of excessivelevels of dissolved oxygen are im-proper functioning of deaerator,improper feed of oxygen scaveng-ing chemicals and air in-leakage.Monitoring of oxygen levels at theeconomiser inlet, especially duringstart up and low load operation, isrecommended. Elimination of oxy-gen corrosion in an operating boileris achieved by looking at these as-pects very carefully and taking re-medial actions. The results thatcan be achieved could be surprisingin some cases. Table No. I indicateshow economiser leakages due tooxygen corrosion could be broughtunder control in two boilers of sameoperating life with the above men-tioned approach and in one case,costly replacement of completeeconomiser could be avoided withno difference in reliability.
Control in Idle Boiler: An idle boilerwill have to be protected by usingproper procedure of wet lay-up ordry lay-up if oxygen corrosion is tobe avoided. The wet lay-up proce-dure involves complete filling of theboiler with water of very low oxy-gen content, use of sufficiently highlevels of oxygen scavenging chemi-cals, maintenance of properly ad-justed pH levels and periodic water
circulation. Successful protectionof an idle boiler during dry lay-updepends upon consistent eliminationof moisture and/or oxygen involv-ing use of dessicants and nitrogenblanket or continuous circulation ofdry, dehumidified air (<30% RH).
Protection of a Boiler After AcidCleaning: This is achieved by de-veloping a protective magnetite filmcoating on the metal surfae throughrinsing followed by a post boilout-passivating step.
6. Corrosion due to Copper
Pitting of boiler drums and tubebanks has been encountered due tometallic copper deposits formedduring acid cleaning procedureswhich do not completely compen-sate for the amount of copper oxidesin the original deposits. Dissolvedcopper may be plated out on freshlycleaned steel surfaces, eventally es-tablishing anodic corrosion areas andforming pits very similar to oxygenin form and appearance. In mostcases, it is localised in certain tubebanks, giving rise to random pittingin those particular areas. Wheneverdeposits are formed containing largequantities of copper oxide or metal-lic copper, special precautions arerequired to prevent plating out ofcopper during cleaning operations.
7. Corrosion Fatigue Cracking
Corrosion fatigue failures mostfrequently occur in boilers that arein "peaking" service. used discon-tinuously or otherwise operated cy-clically. Rapid start -up or shutdown
G-7

N. KRISHNASWAMY AND P.S. BHATTACHARYA
can greatly increase the possibility
of corrosion fatigue.
Corrosion fatigue refers to
cracks propagating through a metal
as a result of cyclic tensile stresses
operating in an environment that is
corrosive to the metal. Two com-
mon sources of cyclic tensile stresses
are cyclically fluctuating internal
pressure and constrained thermal
expansion and contraction. Opera-
tion at low-pH levels or with exces-
sively high levels of dissolved oxy-
gen may induce pitting. The pits act
as stress concentrators for the initia-
tion of corrosion-fatigue cracks.
The sequence of crack de-velopment is
* During first phase of cyclic
stress, the tithe wall under-
goes expansion when the
oxide layer which is brittle
may fracture.
* The exposed metal surfaceat the root of the crackoxidesess forming a micro-scopic notch in the metal sur-face.
* During the expansion cycle,
the oxide layer will tend to
fracture along this notch,
causing it to deepen.
* As this cyclic process con-tinues, a wedge shapedcrack propagates through thetithe wall until rupture occurs.
The cracks always propagate in a
direction perpendicular to the direction
of the principal stress. They are typi-
cally straight and unbranched, are
needle or wedge-shaped and propa-
gate perfpendicular to the metal sur-
face. They often occur in families of
parallel cracks.
Reduction or elimination of cor-rosion-fatigue cracking is achi-eved by controlling cyclic tensilestresses, controlling environmentalfactors and boiler design.
Conclusion
Of all the problems in boiler
operation, corrosion and corrosion-
related problems are, by far, the most
serious. If they are allowed to con-
tinue unchecked, the direct and in-
direct monetary loss to theorganisation on account of them can
be very substantial. However, if
proper care is taken during
commisioning and subsequent op-
eration of the boiler, corrosion and
its effects can be kept at a low level
and a long, efficient and trouble-
free life of the boiler and all associ-
ated equipment can be ensured.
G-8
N. KRISHNASWAMY AND P.S. BHATTACHARYA
Table - 1
Economiser leakage due to oxygen corrosionin Boilers No. 1 & 2 at Power House No. 4
Year of Commisioning : Boiler No. 1 1973
Boiler No. 2 1974
No. of oxygen corrosion leaks
Year Boiler No. I Boiler No. 2
1974 11975 -1976 -1977 -1978 -1979 21980 11981 4
2
2
Remarks
1Economiser sectionscoompletely replaced inBoiler No. 1 only in 1981.Modifications to deaeratorsand other operational con-trols to reduce dissolvedoxygen introuduced in bothboilers in 1981 and 1982.Decided not to replaceeconomiser sections in
1982 - - Boiler No. 21983 - -1984 1 -
1985 1 -1986 - -1987 - -1988 - 11989 - 11990 - -1991 - -
1992 - -1993 1 2
1994 - -
G-9

N. KRISHNASWAMY AND P.S. BHATTACHARYA
rMge
2 3 4 5 6 7 S 9 10 ii 12 13 14
PH
Fig. 1 High or low pH boiler waterconditions corrode boiler steel
1 Liter 5ppm NaOH5 grams NaOH x 1000 ml Soln.106 gram Solution= 0.005 grams NaOHConcentrating Mechanism at theTube Wall0.1 ml solution containing
0.005 grams NaOH
0.005 grams NaOH0.1 ml Solution= 50,000 ppm
Fig. 2 Concentration of causticcan occur beneath deposition
G-10