taller logística tableta sa
TRANSCRIPT

1
TALLER DIAGNOSTICO Y DISEÑO DE SISTEMA LOGISTICOS
TABLETA SA
JEFFERSON CHICUE FLORIANO
UNIVERSIDAD AUTONOMA DE COLOMBIA
FACULTAD DE INGENIERIA INDUSTRIAL
LOGISTICA
BOGOTA, 2014

2
TALLER DIAGNOSTICO Y DISEÑO DE SISTEMA LOGISTICOS
TABLETA SA
JEFFERSON CHICUE FLORIANO
ING. ANDRES VELASQUEZ
UNIVERSIDAD AUTONOMA DE COLOMBIA
FACULTAD DE INGENIERIA INDUSTRIAL
LOGISTICA
BOGOTA, 2014

3
TABLA DE CONTENIDO
INTRODUCCION…………………………………………………………………………. 4
OBEJTIVOS……………….……………………………………………………………… 5
1. IDENTIFICACIÓN DEL SISTEMA LOGÍSTICO Y DE LA CADENA
DE ABASTECIMIENTOS………………………………………….…………… 6
2. IDENTIFICACIÓN Y DESCRIPCIÓN DEL PROBLEMA……………..…….. 11
3. DIAGNÓSTICO DEL SISTEMA DE LOGÍSTICA………………….………… 14
4. ANÁLISIS DEL SISTEMA DE PLANEACIÓN DE OPERACIONES………. 17
5. REALICE UN REDISEÑO DEL SISTEMA DE LOGÍSTICA……………….. 28
CONCLUSIONES…………………………….…………………..……………………. 32
BIBLIOGRAFIA…………………………………………………………….…………… 33

4
INTRODUCCION
En la siguientes páginas, se podrá identificar la problemática por la que pasa la
empresa TABLETA SA, que se asemeja a situaciones de la vida real; esta con el fin de
identificar las situaciones y hallar procesos que logren dar solución.

5
OBETIVOS
Identificar la problemática de la empresa TABLETA SA.
Analizar cada situación, detectando la organización de la empresa, metas,
objetivos y actividades operaciones y organizacionales.
Hallar parámetros que logren dar solución a la amenaza.
Analizar la información suministrada.

6
COMPAÑÍA TABLETA SA
1. IDENTIFICACIÓN DEL SISTEMA LOGÍSTICO Y DE LA CADENA DE
ABASTECIMIENTOS.
1.1 Sistema Logístico

7
1.2 Sistema de la Cadena de Abastecimientos
1.3 Método TASCOI
Transformación
Las actividades de manufactura se hacen en cinco secciones:
1. Almacenamiento de materias primas, que hace referencia al almacenaje
de las materias primas que llegan del proveedor y que estas pasan por un
proceso de inspección y calidad para luego ser almacenadas en la
bodega.
2. Alistamiento; se encuentra orientada al alistamiento de las meterías
primas para entrar a su respectivo proceso de transformación.

8
3. Sección de Mezclas; Conocido también como el proceso de producción,
en donde las materias primas entran al proceso de mezclas, siendo estas
transformadas en el producto final.
4. Tableteo; Este proceso de maquinaria se encuentra orientado a unas de
las fases del producto final, donde una vez realiza la mezcla, pasa por
unos moldes que hacen la forma de la tableta.
5. Empaque; Este proceso está orientado al empaque del producto, desde
su blíster hasta su correspondiente caja.
Actores
El personal representado para la labor de la transformación se encontraba
conformado por:
Técnicos; Son los responsables de obtener las mezclas o los componentes
necesarios para fabricar los productos finales y de vigilar la línea de
producción y por ultimo de asignar operarios a las diversas tableteadoras de
producción, almacén y empaque.
Operario; Es el personal encargado de realiza todo el proceso de producción
de la tableta.
Son las personas de la organización que hacen la transformación.
Suministradores o Proveedores
Se clasifican en proveedores de materias primas y de insumos
complementarios.
Proveedores Materias Primas; Son los que proporcionan el compuesto
principal del producto y que esta directamente relacionados con su
producción.
Proveedores de Insumos; Son aquellos que aportan los elementos que no
está directamente relacionados con la producción.
Clientes o Usuarios

9
El producto final son comercializados a:
Distribuidores, quienes colocaron tiendas
Cadenas de droguerías
Owners o Dueño
La empresa TABLETA SA, es una empresa de sociedad Anónima, por lo
tanto todas las decisiones que contengan cambios en la organización tienen
que ser tomadas en la junta.
Intervinientes
Las instituciones que tiene por función regular la empresa de TABLETA SA,
es el INVIMA que es un ente que se encarga de regular los procesos de
producción, empaque, comercialización y expedición de los mismo. De igual
manera esta también está regulada por el Comité Técnico Científico que
valida los insumos y componentes del producto y por ultimo esta también se
encuentra vigilada por el Ministerio de Salud.
1.4 Red Uci net

10
1.5 Modelo Lambert, Douglas. Cooper, Martha. Pagh, James
2
.
1.5 Amenazas, Oportunidades y Estrategia de la Cadena de Suministro y
Logística.
Amenazas: Faltante de inventarios de materiales para fabricar,
ordenes en espera, altos stock de materiales equivocados.
Oportunidades: Rotación de inventarios, mejoramiento de las ordenes
en espera, implementación de ERP.
Estrategias de la Cadena de Abastecimientos: Comunicación continúa
con los actores de los procesos.
Estrategias de Logística: Comunicación, estrategias de control y
trabajo en el requerimiento de materiales y rotación de los mismos.

11
2. IDENTIFICACION Y DESCRIPCION DEL PROBLEMA
En Tableta S.A. se observa que la demanda pronosticada no acertada, esto ha
generado que Camilo Arango (control de producción) cuando recibe los pronósticos no
está de acuerdo lo que lo lleva a evaluar sus saldos de inventario VS los pronósticos y
tomar la decisión de modificarlos.
El área de mercadotecnia es acertada en los pronósticos de los distribuidores pero en
cuanto a los minoristas no cuentan con el método para pronosticar cuando ellos harán
sus pedidos.

12
Los malos pronósticos han generado que se generen faltantes de materias primas,
retrasos en la producción, trabajadores desocupados y productos parcialmente
fabricados los cuales reposaban en el inventario de producción en proceso.

13
Se adquirió un ERP que tuvo un costo de $20.000.000 y no satisface las necesidades
de la compañía sino por el contrario genera más procesos ya que cada quien busca una
forma de manejarlo y adecuarlo a sus requerimientos personales.
El programa maestro de mezclas que realizan no está cumpliendo la función de
programar la cantidad, fechas de producción de las mezclas sino por el contrario lo
usan para calcular la capacidad y las prioridades de las tabletas a producir.
El modelo EOQ que utilizan para ordenar los materiales es poco confiable ya que no
logra suplir los requerimientos y genera un costo de $9375 por ordenar.
Se observa que no hay trabajo en equipo, sino que cada área se dedica a sus funciones
sin integrar las necesidades y requerimientos de la organización en general.

14
3. DIAGNÓSTICO DEL SISTEMA DE LOGÍSTICA.
3.1 Cibernética Organizacional
La problemática que asumen la empresa TABLETA SA, consiste en que
las políticas de sus procesos carecen en su totalidad de comunicación
entre los departamentos, pues como se evidencia existe faltantes de
existencias en los inventarios que ocasionan retrasos en los pedidos para
el cliente y de esa forma derivamos la existencia alta de materiales que
proceden una rotación baja, todo esto lleva que se ejecute unos altos
costos de almacenamiento y bajo estándares de cumplimiento. La
implementación para este ítem se compone de establecer parámetros de
comunicación y control sobre cada proceso con el ánimo de evitar la
llamada caja negra y que sobre cada subproceso se extienda la
retroalimentación.
3.2 Gerencia de Complejidad.
Los roles gerenciales que evidenciamos en la problemática de la
organización nos permite identificar que se presenta una series de
perturbaciones que impiden concretamente optar con el procedimiento o
modos de acción que permitan dar resultado a la consecuente situación,

15
las diferentes opiniones e ideas que se concentra en encontrar la solución
del problema y no hallar el origen de mismo es lo que ocasiona la
inestabilidad de la gerencia en la toma de decisiones, lo que ocasiona un
desequilibrio en el entorno interno y externo; lo ideal para nuestro caso se
trata de fijar nuestras idea en el origen y detallado, y con ese fin
proporcionar ideas democráticas de solución.
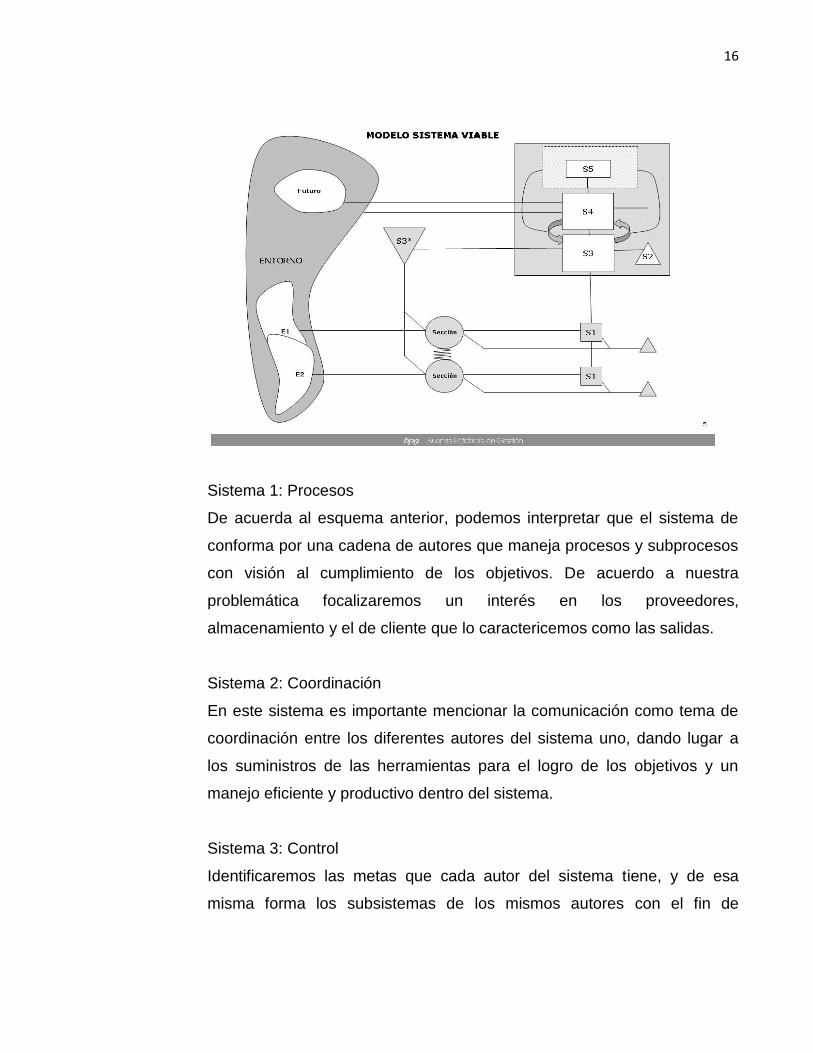
3.3 Sistemas Viable
El sistema viable es un modelo que se ha diseñado para establecer un
equilibrio en las organizaciones, en condiciones de competitividad y
eficiencia en sus mecanismos. Por tanto para llegar a este índice es
importante detallar la problemática, de la cual fue evidenciada
anteriormente; a que conducen a un fuerte estancamiento en la calidad del
servicio de los pedidos y por ende el sobre costo de los almacenamiento,
producción y mano de obra.
Ante lo anterior es importante usar el diseño del modelo viable donde nos
dará un mejor manejo de la información y en el eje central.
16
Sistema 1: Procesos
De acuerda al esquema anterior, podemos interpretar que el sistema de
conforma por una cadena de autores que maneja procesos y subprocesos
con visión al cumplimiento de los objetivos. De acuerdo a nuestra
problemática focalizaremos un interés en los proveedores,
almacenamiento y el de cliente que lo caractericemos como las salidas.
Sistema 2: Coordinación
En este sistema es importante mencionar la comunicación como tema de
coordinación entre los diferentes autores del sistema uno, dando lugar a
los suministros de las herramientas para el logro de los objetivos y un
manejo eficiente y productivo dentro del sistema.
Sistema 3: Control
Identificaremos las metas que cada autor del sistema tiene, y de esa
misma forma los subsistemas de los mismos autores con el fin de
17
establecer la viabilidad del proceso, llevando el control sobre cada
objetivo.
Sistema 4: Planeación
En este sistema, y junto con el sistema 1 y 3, permitirá planificar un futuro
viable para la organización, diagnosticando las actividades, procesos y
actividades de cada sistema, determinando los elementos que podrían
intervenir en la ejecución de los procesos.
Sistema 5: Dirección
En este sistema está orientado como la gerencia organizacional que
fundamenta las políticas y que orienta a la organización en visión al futuro,
detectando las restricciones operativas y la viabilidad de cada sistema.
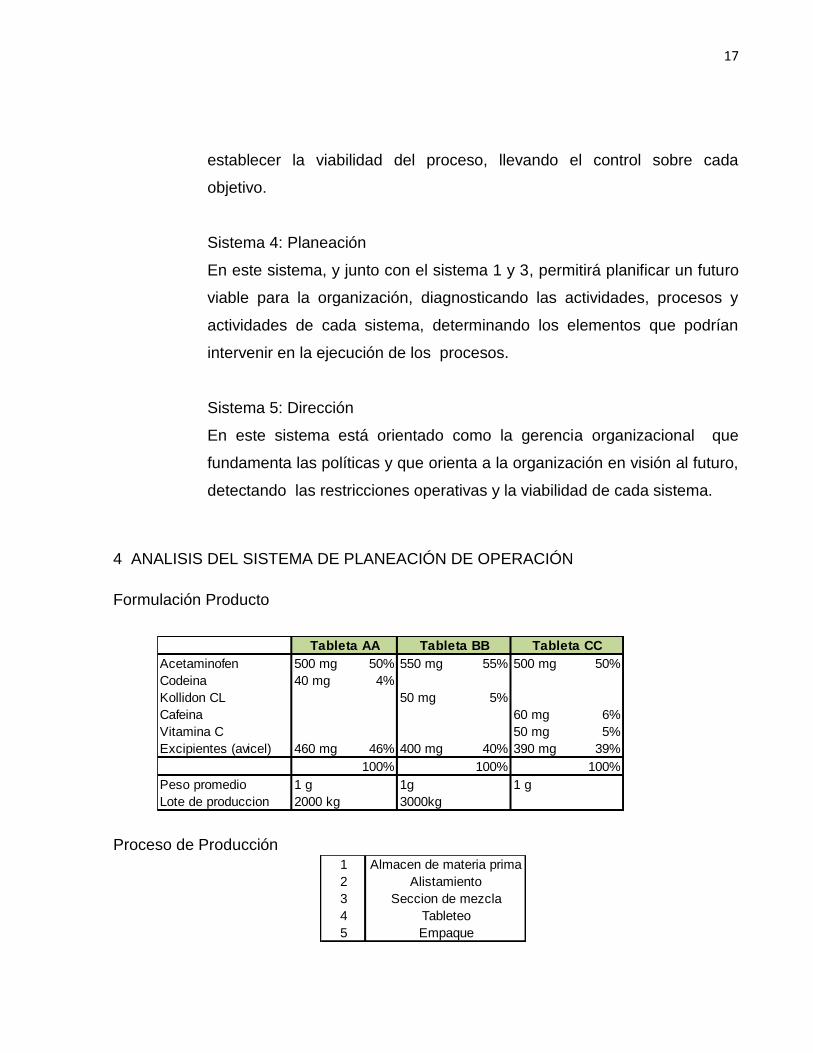
4 ANALISIS DEL SISTEMA DE PLANEACIÓN DE OPERACIÓN
Formulación Producto
Proceso de Producción
Acetaminofen 500 mg 50% 550 mg 55% 500 mg 50%
Codeina 40 mg 4%
Kollidon CL 50 mg 5%
Cafeina 60 mg 6%
Vitamina C 50 mg 5%
Excipientes (avicel) 460 mg 46% 400 mg 40% 390 mg 39%
100% 100% 100%
Peso promedio 1 g 1g 1 g
Lote de produccion 2000 kg 3000kg
Tableta AA Tableta BB Tableta CC
1 Almacen de materia prima
2 Alistamiento
3 Seccion de mezcla
4 Tableteo
5 Empaque

18
Programación
Mantenimiento
Empaque Transporte
Unidad de venta 8 blister
Blister 10 Tabletas
Caja 45 unidades de venta
70 Cajas/viaje
4 Viajes/diarias
Furgones cargando
Zona Sur 80000
Zona Centro 70000
Zona Norte 90000
Total 240000
OFERTA
Concepto Detalle Observacion
8 horas Horas/dia
25 Dias Dias/mes
10 min Min/dia Alistamiento
15 min Min/dia (mañana) Descanso menos los viernes
15 min Min/dia (tarde) Descanso menos los viernes
2 horas Horas/miercoles Reunion Op
4 horas Horas/viernes Jornada depor Ultimo viernes del mes
2 dias dias/operario Incapacidad 1 Por mes
Preventivo 1 parada bimensual 4 Horas/linea
Correctivo 1 parada semestral 8 Horas/linea
1 20000
2 65000
3 35000
4 45000
5 75000
Distribuidor Demanda
Zona Sur Zona Centro Zona Norte
Distribuidor 1 200 100 200
Distribuidor 1 100 300 400
Distribuidor 1 150 200 100
Distribuidor 1 300 200 150
Distribuidor 1 400 300 200
Cuadro de costos por unidad de venta

19
Partes ExistenciasTiempo de
aprovisionamiento
Blister 2000000 1
Cajas de carton 20000 2
Cajas de venta ( tableta AA) 1000000 1
Cajas de venta ( tableta BB) 800000 1
Cajas de venta ( tableta CC) 600000 1
Acetaminofen 6 tn 3
Codeina 2 tn 1
Kollidon CL 3 tn 1
Cafeina 60mg 1 tn 1
Vitamina C 50mg 1 tn 3
Excipientes (Avicel) 20 tn 1
Etiquetas ( tableta AA) 1000 0
Etiquetas ( tableta BB) 3000 0
Etiquetas ( tableta CC) 40000 0
INVENTARIOS ACTUALES – MATERIAS PRIMAS- CALCULE REQUERIMIENTOS
Modelo junio julio agosto septiembre octubre noviembre
Tableta AA 60000 62000 65000 68000 70000 72000
Tableta BB 150000 180000 150000 200000 180000 220000
Tableta CC 15000 15000 12000 13000 14000 15000
Modelo junio julio agosto septiembre octubre noviembre
Tableta AA 60000 62000 65000 68000 70000 72000
Tableta BB 150000 180000 150000 200000 180000 220000
Tableta CC 15000 15000 12000 13000 14000 15000
Modelo junio julio agosto septiembre octubre noviembre
Tableta AA 70000 72000 75000 78000 80000 82000
Tableta BB 170000 190000 190000 210000 200000 220000
Tableta CC 12000 12000 18000 18000 19000 20000
Pronostico año anterior (2013) Paquetes de venta
Pronostico Propuesto – comercial (2014) paquetes de venta
Ultimo Pronostico Aprobado (2014) (para produccion) paquetes de venta

20
Periodos Tableta AA Tableta BB Tableta CC
1-ene- 1900 133480
02-FEB 152114
03-MAR 155604
04-ABR 154414
05-MAY 159498
06-JUN 138382
07-JUL 156776
08-AGO 158656
09-SEP 154404
10-OCT 154556 225799
11-NOV 125422 189620
12-DIC 141310 197631
1-ene- 2012 125046 162117
02-FEB 143486 216030
03-MAR 149996 226578
04-ABR 134880 195406 70170
05-MAY 139124 221461 72900
06-JUN 121748 178925 67060
07-JUL 134490 198844 73520
08-AGO 127422 201859 70900
09-SEP 124484 207317 74130
10-OCT 129932 205043 73680
11-NOV 111892 170289 67110
12-DIC 114524 172756 67210
1-ene- 2013 104166 157321 63650
02-FEB 126812 209437 76940
03-MAR 129030 213026 85560
04-ABR 118986 190596 80440
05-MAY 116772 190608 81480
06-JUN 106880 164079 74130
07-JUL 116408 175544 73680
08-AGO 117754 193818 67110
09-SEP 125036 218966 67210
10-OCT 117190 211649 63650
11-NOV 108098 163677 76940
12-DIC 110396 173412 85560
1-ene- 2014 112880 173859 96660
02-FEB 126454 205954 103380
03-MAR 139490 225172 116900
04-ABR 119596 179872 111710
05-MAY 121616 199430 115520
06-JUN 112644 187663 70295
07-JUL 109247 168545 81250
08-AGO 111638 173636 91110
09-SEP 119667 189907 100020
10-OCT 132972 215563 110140
11-NOV 129543 202522 114305
12-DIC 120606 189651 113615
Unidades de venta

21
Modelo junio julio agosto septiembre octubre noviembre Diciembre
Tableta AA 112644 109247 111638 119667 132972 129543 120606
Tableta BB 187663 168545 173636 189907 215563 202522 189651
Tableta CC 70295 81250 91110 100020 110140 114305 113615

22
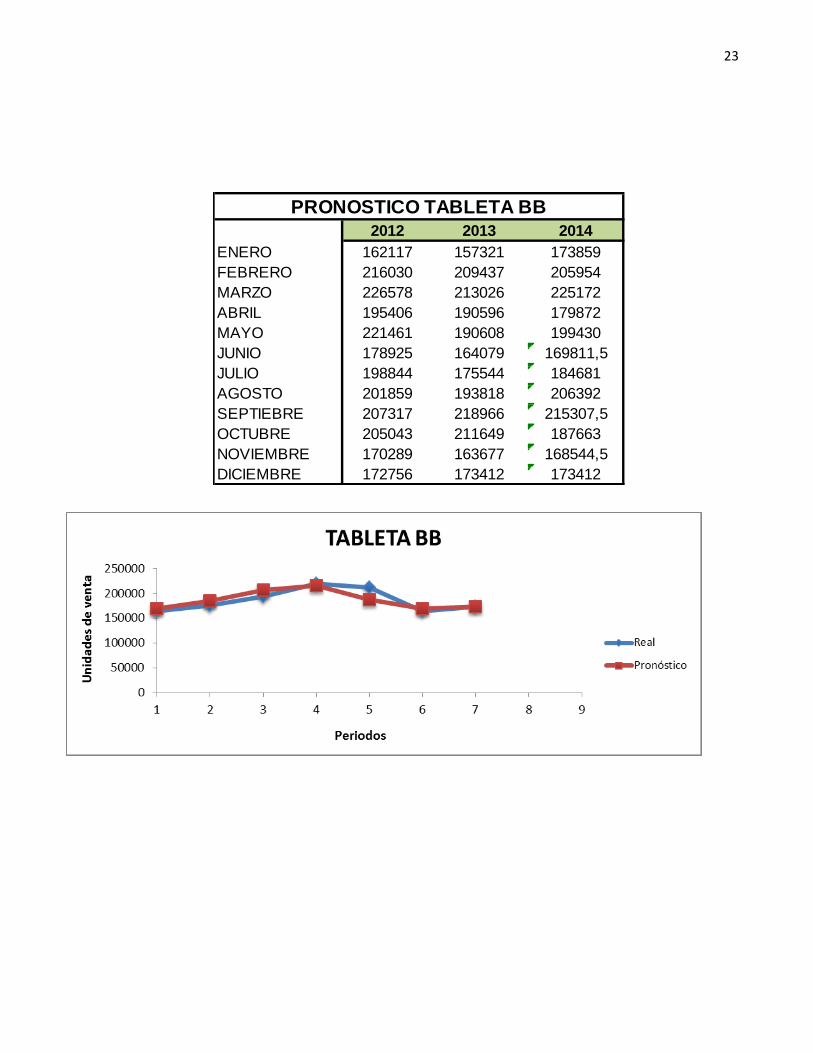
4.1 Pronósticos
2012 2013 2014
ENERO 125046 104166 112880
FEBRERO 143486 126812 126454
MARZO 149996 129030 139490
ABRIL 134880 118986 119596
MAYO 139124 116772 121616
JUNIO 121748 106880 111644
JULIO 134490 116408 117081
AGOSTO 127422 117754 121395
SEPTIEBRE 124484 125036 121113
OCTUBRE 129932 117190 112644
NOVIEMBRE 111892 108098 109247
DICIEMBRE 114524 110396 110396
PRONOSTICO TABLETA AA
23
2012 2013 2014
ENERO 162117 157321 173859
FEBRERO 216030 209437 205954
MARZO 226578 213026 225172
ABRIL 195406 190596 179872
MAYO 221461 190608 199430
JUNIO 178925 164079 169811,5
JULIO 198844 175544 184681
AGOSTO 201859 193818 206392
SEPTIEBRE 207317 218966 215307,5
OCTUBRE 205043 211649 187663
NOVIEMBRE 170289 163677 168544,5
DICIEMBRE 172756 173412 173412
PRONOSTICO TABLETA BB

24
2012 2013 2014
ENERO 63650 96660
FEBRERO 76940 103380
MARZO 85560 116900
ABRIL 70170 80440 111710
MAYO 72900 81480 115520
JUNIO 67060 74130 73905
JULIO 73520 73680 70395
AGOSTO 70900 67110 67160
SEPTIEBRE 74130 67210 65430
OCTUBRE 73680 63650 70295
NOVIEMBRE 67110 76940 81250
DICIEMBRE 67210 85560 85560
PRONOSTICO TABLETA CC
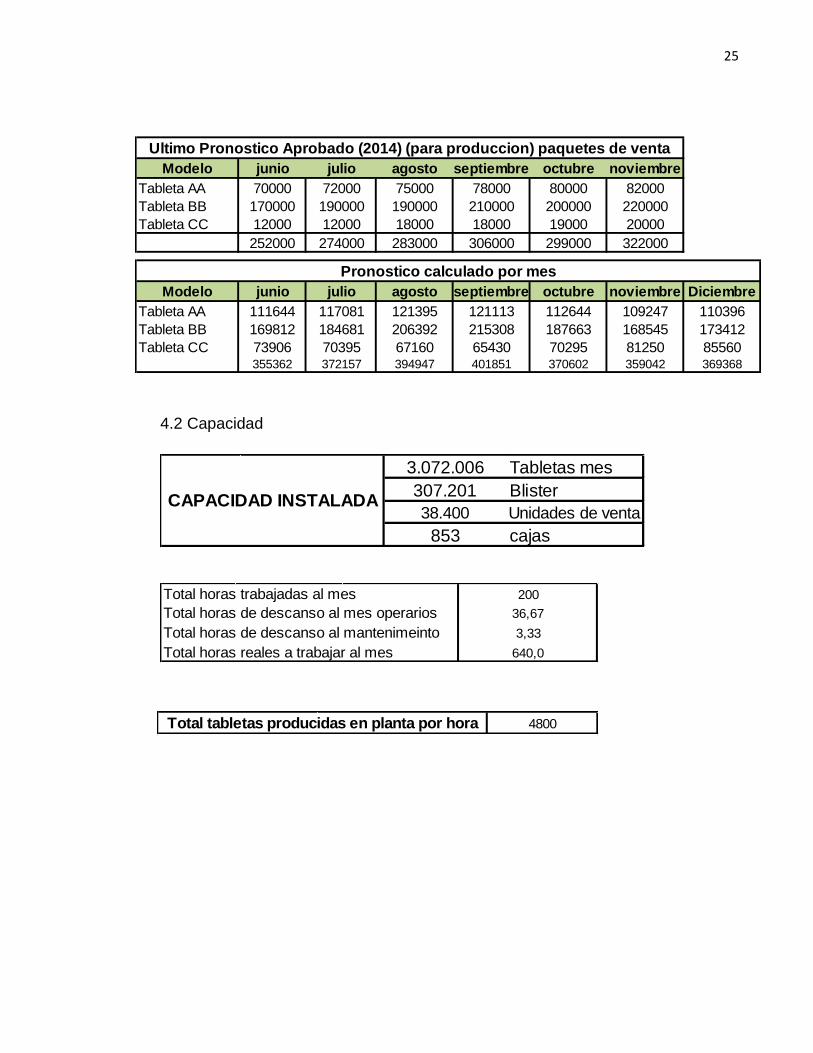
25
4.2 Capacidad
3.072.006 Tabletas mes
307.201 Blister
38.400 Unidades de venta
853 cajas
CAPACIDAD INSTALADA
Modelo junio julio agosto septiembre octubre noviembre
Tableta AA 70000 72000 75000 78000 80000 82000
Tableta BB 170000 190000 190000 210000 200000 220000
Tableta CC 12000 12000 18000 18000 19000 20000
252000 274000 283000 306000 299000 322000
Modelo junio julio agosto septiembre octubre noviembre Diciembre
Tableta AA 111644 117081 121395 121113 112644 109247 110396
Tableta BB 169812 184681 206392 215308 187663 168545 173412
Tableta CC 73906 70395 67160 65430 70295 81250 85560355362 372157 394947 401851 370602 359042 369368
Ultimo Pronostico Aprobado (2014) (para produccion) paquetes de venta
Pronostico calculado por mes
200
36,67
3,33
640,0
Total horas de descanso al mantenimeinto
Total horas trabajadas al mes
Total horas de descanso al mes operarios
Total horas reales a trabajar al mes
4800Total tabletas producidas en planta por hora

26
4.2 Cantidad a producir
Modelo junio porcenataje cantidades a producir
Tableta AA 111644 31% 12064
Tableta BB 169812 48% 18350
Tableta CC 73906 21% 7986
355362 100% 38400
Modelo julio porcenataje cantidades a producir
Tableta AA 117081 31% 12081
Tableta BB 184681 50% 19056
Tableta CC 70395 19% 7264372157 100% 38400
Modelo agosto porcenataje cantidades a producir
Tableta AA 121395 31% 11803
Tableta BB 206392 52% 20067
Tableta CC 67160 17% 6530394947 100% 38400
Modelo septiembre porcenataje cantidades a producir
Tableta AA 121113 30% 11573
Tableta BB 215307,5 54% 20574
Tableta CC 65430 16% 6252401851 100% 38400
Modelo octubre porcenataje cantidades a producir
Tableta AA 112644 30% 11672
Tableta BB 187663 51% 19445
Tableta CC 70295 19% 7284370602 100% 38400
Modelo noviembre porcenataje cantidades a producir
Tableta AA 109247 30% 11684
Tableta BB 168544,5 47% 18026
Tableta CC 81250 23% 8690359042 100% 38400
Pronostico calculado por mes

27
4.3 Plan de Requerimiento de Materiales
1.5 Plan de Compras
junio julio agosto septiembre octubre noviembre
Blister 2000000 1 0 0 0 0 0 0 156794
Cajas de carton 20000 2 0 0 0 0 0 853 14882
Cajas de venta ( tableta AA) 1000000 1 0 0 0 0 0 0 929123
Cajas de venta ( tableta BB) 800000 1 0 0 0 0 0 0 684482
Cajas de venta ( tableta CC) 600000 1 0 0 0 0 0 0 555994
Acetaminofen 6 tn 3
Codeina 2 tn 1
Kollidon CL 3 tn 1
Cafeina 60mg 1 tn 1
Vitamina C 50mg 1 tn 3
Excipientes (Avicel) 20 tn 1
Etiquetas ( tableta AA) 1000 0 12064 12081 11803 11573 11672 11684 1000
Etiquetas ( tableta BB) 3000 0 18350 19056 20067 20574 19445 16026 2000
Etiquetas ( tableta CC) 40000 0 0 0 0 0 0 6006 2000
cantidades a comprarinvnetario a
noviembre
PLAN DE COMRPAS
Partes ExistenciasTiempo de
aprovisionamiento
junio julio agosto septiembre octubre noviembre
Blister 307.201 307.201 307.201 307.201 307.201 307.201 1.843.206
Cajas de carton 853 853 853 853 853 853 5.118
Cajas de venta ( tableta AA) 12.064 12.081 11.803 11.573 11.672 11.684 70.877
Cajas de venta ( tableta BB) 18.350 19.056 20.067 20.574 19.445 18.026 115.518
Cajas de venta ( tableta CC) 7.986 7.264 6.530 6.252 7.284 8.690 44.006
Acetaminofen 0 20 20 20 20 20 101
Codeina 482.565 0 0 0 0 0 482.568
Kollidon CL 1 1 1 1 1 1 6
Cafeina 60mg 7.986 7.264 6.530 6.252 7.284 8.690 44.006
Vitamina C 50mg 0 363.200 326.500 312.600 364.200 434.500 1.801.000
Excipientes (Avicel) 7.339.863 7.622.400 8.026.800 8.229.600 7.778.000 7.210.400 46.207.063
Etiquetas ( tableta AA) 12.064 12.081 11.803 11.573 11.672 11.684 70.877
Etiquetas ( tableta BB) 18.350 19.056 20.067 20.574 19.445 18.026 115.518
Etiquetas ( tableta CC) 7.986 7.264 6.530 6.252 7.284 8.690 44.006
PartesRequerimiento de materiales
Total

28
5 REDISEÑO DEL SISTEMA DE LOGISTICA
5.1 Propuesta de la Administración de Logística y Rediseño de las
Operaciones.
Como sabemos logística está definida como una disciplina que abarca
diferentes actividades de sistemas y de subsistemas que pasan por procesos
para el logro de los objetivos.
Para nuestro caso, es importante agregar dos propuestas a la cadena que
aunque no son influyentes directamente en los procesos, pero si se debe
considera un ítem para que la cadena tenga comunicación de los hechos,
eficiencia en los procesos y en el producto final
Podemos interpretar que si dentro la administración de la logística se incluye
procesos como Auditoria y Calidad, daremos lugar a que los procesos restantes
que se alinea la producción, almacenamiento y distribución sean más efectivos
pues existirá una constante regulación y control de cada procesos y subproceso,

29
con el único fin de logra la optimización en la producción y eficiencia ante el
cliente externo.
De acuerdo a la siguiente gráfica, podemos analizar que el valor agregado para
cada operación es la auditoria, en donde se realizara el control de cada función
de obrero, maquinaria y de quienes determinan las decisiones en la operación,
estos con índice de calidad para eficiencia y eficacia.
5.2 Estructura y Mapa de Procesos
Estructura
Calidad
Auditoria

30
Mapa de Procesos
5. 3 Exactitud de los Pronósticos
Para lograr una mayor exactitud en los pronóstico, es deseable que en la
compañía como primera medida establezca un ERP que pueda suplir todas las
necesidades del sistema y de esa manera que la información suministrada al
sistema sea confiable y verídica; de esa misma forma que la información que se
trasluce de manera manual sea relevante, lógica y clara con el fin de que sea
equivalente a la del sistema.
Un indicador importante es identificar el objetivo de la organización, partiendo de
ello como cumplimiento de metas.
Y por último establecer conexión con el área de mercadotécnica, con el fin de
identificar las ventas y de esta manera realizar un análisis del departamento y de
lo que nos arroje el sistema.
C
L
I
E
N
T
E
C
L
I
E
N
T
E

31
5.4 Solución a Problemas
Partiendo de lo anterior, para dar solución a la problemática que sucede en la
empresa, es importante establecer una herramienta que permita suplir con los
requerimientos de la operación, una herramienta que permita aportar la
confiabilidad de los procesos; por consiguiente soy insistente en que deben
establecer una fuerte comunicación entre los diferentes departamentos que se
encuentran directamente relacionados con la misión de la organización, ya que
esto permitirá ejecutar trabajo entre departamentos en un solo objetivo, también
debe existir una fuerte relación entre subordinados y líderes, con el fin de
detallar las necesidades del proceso.
Por último, creo que la empresa debería establecer políticas de contingencia,
evaluando los riesgos a los cuales son decadentes, con el fin de establecer
parámetros que restrinja dichos casos.
5.5 Ciclo OEDI (AC, Evaluar- Diseñar. AO Observar – Implementar)
Aprendizaje Conceptual: La problemática de la empresa TABLETA SA, permite
dar un enfoque a las amenazas que ataca a los procesos de la organización,
evaluando el origen de las causas y diseñando modelos de apoyo.
Aprendizaje Operacional: Nos permite distinguir los parámetros de la
operatividad, que nos permite observar con detalle la cadena de cada proceso y
subproceso, implementando mediante el aprendizaje tareas de mejoras.

32
CONCLUSIONES
Los procesos logísticos de una empresa tienden a presentar diferentes
inconvenientes que se convierte en problemática que perjudican a cada uno de
los procesos, en el trabajo anterior se identificó dicha problemática encajando el
origen de este, que se fundamentaba en una no valida organización del sistema
logístico.
Supongo que algo importante, ante cualquier situación o amenaza que
represente a la empresa, es ideal identificar los objetivos de la misma, teniendo
en cuenta su misión y la meta.
Considero que para cualquier esquema que se presente, la empresa debe
considera la idea de la implementar sistemas que permitan ser una ayuda antes
los procesos que se encuentra en la cadena de suministros, esto con el fin de
que la información sea consolidada, en línea y que permita que los procesos de
logística tenga un buen manejo.

33
BIBLIOGRAFIA
http://journal.ean.edu.co/index.php/Revista/article/viewFile/322/313
OEDI
Administración, diseño y modelación de la cadena de abastecimientos
Andrés Velásquez
Sistemas de Modelos Viables
Administración de Operaciones
Richard Chase
Conceptos Generales
http://www.quiminet.com.mx/ar0/ar_%25BD%2594%258A%25D4%2529%258Dw
X.htm
Taller.