supplier quality reference book 2013/14
TRANSCRIPT
SUPPLIER QUALITY REFERENCE BOOK
2013/14 www.hotwater.com/procurement-and-supplier-quality
September 2013 Revision 4

2013/14 Reference Book Summary of Changes / Updates:
• NOTE: All PAP/PPAP approvals after September 1, 2013 will require the NAFTA Country of Originand Conflict Minerals to be complete and submitted (copies if previously completed) as part ofthe PAP/PPAP data package.
• Supplier Quality Program Overview updated• Supplier Quality Improvements section updated to reflect 2013/14 objectives• Suppler Expectations Manual section
o Note added that these requirements are subordinate to drawing and purchase order• Supplier Expectations Supplement Section:
o Quality and Reliability Assurance processes updated• Key characteristics Section added
o Describes requirements for managing Key/Critical to Quality characteristics• Corrective Action Section updated• PAP Procedure updated
o Appendix B table updated to reflect compliance requirements• Compliance & Regulatory Section added• Supplier Reporting of ORT Section removed and integrated into Supplier Quality and Reliability
section
2012 Reference Book Summary of Changes / Updates:
• 2012 Supplier Quality Improvement Program overview addedo Includes Scorecard interpretation detail
• PAP (Part Assessment Process) addedo New A.O. Smith program requirementso PPAP is a subset of this process
• Supplier Reporting of Production ORT (Ongoing Reliability Testing) addedo Requirements for reporting and report format

Introduction
A.O. Smith’s product Quality and Reliability is a direct reflection of our suppliers’ Quality and Reliability programs. Product Quality, Reliability and manufacturability needs to be an inherent characteristic of the product’s design and production processes. In order to effectively design in and maintain the highest levels of Quality, Reliability and manufacturability, a strong communication channel must be established between A.O. Smith and our supply partners.
This Supplier Quality Reference Manual provides the details of the essential elements of A.O. Smith’s Supplier Quality Program. The manual details the requirements which each of our supply partners are expected to meet. The manual also includes a number of tools derived from ISO, TS and Six Sigma principals. We encourage you to utilize these tools in achieving the overall A.O. Smith Supplier Requirements.
The entire contents of this manual and individual files of the forms can be found at www.hotwater.com/procurement-and-supplier-quality. As a supplier to A.O. Smith, you may use or incorporate any of this content without modification into your Quality System.
Please contact your A.O. Smith Commodity Manager with any comments or questions you may have.
Michael Rosenstock Steve McBrayer Director of Supplier Quality Vice President Global Procurement A.O. Smith A.O. Smith 500 Tennessee Waltz Pkwy 1100 East Fairview Avenue Ashland City, TN 37015 Johnson City, TN 37601 [email protected] [email protected] (o) 615.792.8170 (o) 423.434.1523
SUPPLIER QUALITY REFERENCE BOOK 2013/14 TABLE OF CONTENTS
• Summary of Updates/Changes……………………………………………………………. inside front cover • Introduction …………………………………………………………………………………………………………………….• Supplier Quality Program Overview………………………………………………………………………………… 1• Supplier Quality Improvement Program Overview 2012 ………………………………………………… 7• Compliance and Regulatory Programs ……………………………………………………………………………. 11• Supplier Expectations Manual ………………………………………………………………………………………… 15• Supplier Expectations Supplement: Quality and Reliability Assurance……………………………. 27
o Appendix A: Production Part Quality Plan Implementation Assessment ………….. 35 o Appendix B: Quality Control Plans ……………………………………………………………………… 38o Appendix C: Change Request Notification …………………………………………………………. 44o Appendix D: Product Qualification and Reliability Assessment …………………………. 46
• Key Product Characteristics …………………………………………………………………………………………….. 51• Supplier Assessment ………………………………………………………………………………………………………. 57• Part Assessment Procedure (PAP) ………………………………………………………………………………… 81
o PPAP Requirements …………………………..……………………………………………………………… 87• Corrective Action System ………………………………………………………………………………………………… 97
Forms:
• Production Part Quality Plan Implementation Assessment ………………………………………….... 35• Quality Control Plan ………………………………………………………………………………………………………… 38• Change Notification Request …………………………………………………………………………………………….. 44• Product Qualification and Reliability Assessment …………………………………………..………………. 46• Supplier Assessment ……………………………………………………………………………………………………….. 60• PPAP Waiver Request ………………………………………………………………………………………………………. 91• Supplier PPAP Checklist and Submission Warrant ……………………………………………………………. 95• Corrective Action Request ………………………………………………………………………………………………… 100• Corrective / Preventive Action – 8D …………………………………………………………………………………… 101

Supplier Quality
Program Overview
Page 1

Page 2
The final Quality and performance of A.O. Smith products is directly related to the Quality and performance of the materials and components received from our suppliers. Our mutual success is dependent upon assuring Quality from raw materials to the final customer experience.
Assuring Quality is an effort shared by A.O. Smith and our suppliers. A.O. Smith’s has established a program to focus on our Supplier’s Quality efforts.
Objective:
The objective of the program is to create a total value proposition. It starts with assuring that 100% of the products received from our suppliers conform to specification.
Next, the product needs to be available when required. A.O. Smith employs numerous Kanban and lean
methodologies and accordingly it is essential that deliveries are 100% on time.
Cost is also a consideration. Product cost needs to be fair and competitive. We expect our suppliers to also be applying best practices to continually improve Quality, Reliability and productivity to lower total cost of manufacture, purchase and overall “cost of ownership” over the lifetime of the product.
Finally, all successful relationships have open communication lines. Open communications eliminate surprises and provides a means of mutual finding solutions to issues.
If we achieve these objectives we are assured mutual success.
Core Program Elements:
A number of systems and documents make up the backbone of the Supplier Quality Management System:
A.O. Smith Supplier Expectation Manual
This document, which is part of the Supplier Quality Reference Book, provides the total Quality Management System requirements expected of our suppliers. The content of this Manual are subordinate to A.O. Smith drawings, Contracts and Purchase orders.
Supplier Quality Reference Book
This publication is a total Supplier Quality Management Primer. The book provides guidance on all A.O. Smith Supplier Quality requirements, forms and communication.
Page 3
Supplier’s Quality System
The system you employ is the baseline for Quality management. It is this system upon which A.O. Smith will base our site audits and Quality assessment. As a minimum the system should have regimented means for controlling process and product Quality, change control, PAP/PPAP, corrective action management and as appropriate, Reliability assessment.
Compliance and Regulatory
As appropriate, systems for managing compliance and regulatory requirements are part of our Supplier Quality Management System.
Management of the System:
As detailed earlier, communication is fundamental to the success of any business relationship. Communication needs to be Timely, Open and Proactive.
Identifying the proper channel for communication is also key. The following group has the core responsibility for Supplier Quality communications:
Commodity Manager: Focal point for all communication
Site Quality Manager: Focal point for all technical assessments
Supplier Quality Director: Coordination of all Supplier and technical assessments, focal point for Quality issues and corrective action
Site Material Manager: Focal point for production material transactions
Change Control:
One of the keys to success is continuous improvement. By definition this means change. The means by which change is managed can be the difference in future success or an unforeseen set of problems. Most companies manage the major changes very well. Subtle changes are the ones which do not always get the same level of scrutiny and consequent become a major source of subsequent issues.
In order to minimize the risk of a change, however subtle from having a potential impact, A.O. Smith has defined a rigid requirement for the management of change. Our requirement goes beyond the traditional form, fit, function and is as follows:
NO CHANGES ALLOWED WITHOUT AOS APPROVAL
Page 4
• ANY DEVIATION FROM THE PRODUCTION METHODS UTILIZED FOR PPAP QUALIFICATION MUSTBE COMMUNICATED TO AOS PRIOR TO IMPLEMENTATION:
o DESIGNo MATERIALSo PROCESSo EQUIPMENTo INSPECTION / TESTo LOCATION
• AOS will provide criteria for approval of change
Quality Assurance:
A.O. Smith expects their suppliers to employ methods for Quality Assurance. This is more than a fundamental Quality System. Quality Assurance refers to the means by which Quality is designed into the product and processes such that it does not require means of Quality Control such as inspections, rework and repetitive testing. This reference book is a primer in many of these Quality Assurance Methodologies.
A Quality Assurance methodology takes an approach to Quality which utilizes the concepts of:
• Define• Measure• Analyze• Improve/Implement
• Control
For complex products a Reliability methodology is also followed:
• Designed in:o DFMEA, PFMEA
• Assessed:o Historical performanceo HALT and related methods to prove
• Monitored:o Establish ongoing assessment of reliability of production partso Testing based upon HALT and FMEA assessments
• Improved:o Results of assessment and monitors utilized for Quality and Reliability improvements
Page 5

And finally, data is gathered to measure the effectiveness of the system and identify areas for improvement:
• Qualityo Process controls, yields, reworko DPM: AOS Productiono Field Incidents
• Reliabilityo Actual vs Target
• Delivery• Cost
• Change Control
Page 6

Supplier Quality
Improvement Program
2013/14
Page 7

Page 8

Overview:
Continuous Improvement is fundamental to Quality. A.O. Smith expects their suppliers to embrace this core philosophy. In support of this, A.O. Smith will collaborate with our suppliers to identify Quality Improvement opportunities. As part of this effort Quality objectives and programs / projects to meet and exceed the objective will be established.
2013/14 PROGRAM:
The specific efforts in Continuous Improvement at each of our suppliers will be specific to the operation and the quality performance history. While there may be programs established to focus on specific quality issues, the general program for 2013/14 will be focused as follows:
Objective: Defect reduction/elimination through Quality Assurance methodologies Primary Metric: Frequency/number of SCARs/NCRs at AOS Secondary Metric: Incoming and line ppm level at AOS Reporting period: Monthly
Goals:
The ultimate goal of any Quality Program is 0 defects. This should always be the goal of continuous improvement.
A.O. Smith understands that their suppliers are at different points in the Quality journey. To this end metrics for measuring improvement will be as follows:
• 50% reduction in SCARs/NCRs over 2012/13 results• 25% reduction in adjusted PPM over 2012/13 results
Process:
During the 4th Quarter of each year, Quality Data for the year will be reviewed to identify areas for improvement. Each supplier will be provided this data and will be expected to provide a continuous improvement plan for the upcoming year. Data which may be provided includes:
• Previous site assessments/audits• Quality and reliability system assessment• Recent quality issue and corrective action review• Review of current scorecard
Page 9
A.O. Smith will review the plan and collaboratively work with each supplier to establish the targets for the year. As appropriate, site visits/audits, Quality reviews and training will be scheduled.
Reporting:
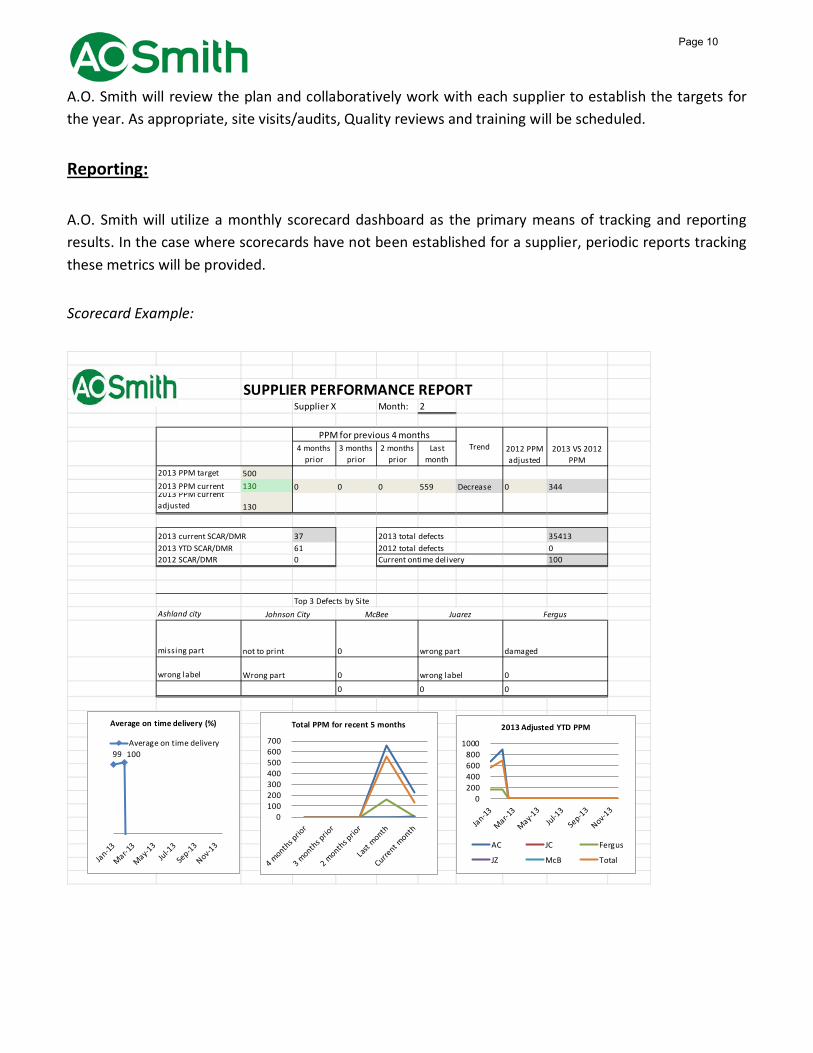
A.O. Smith will utilize a monthly scorecard dashboard as the primary means of tracking and reporting results. In the case where scorecards have not been established for a supplier, periodic reports tracking these metrics will be provided.
Scorecard Example:
SUPPLIER PERFORMANCE REPORTSupplier X Month: 2
4 months prior
3 months prior
2 months prior
Last month
2013 PPM target 5002013 PPM current 130 0 0 0 559 Decrease 0 3442013 PPM current adjusted 130
2013 current SCAR/DMR 37 2013 total defects 354132013 YTD SCAR/DMR 61 2012 total defects 02012 SCAR/DMR 0 Current ontime delivery 100
Top 3 Defects by SiteAshland city
missing part
wrong label
PPM for previous 4 months
Johnson City McBee Juarez Fergus
Trend 2012 PPM adjusted
2013 VS 2012 PPM
damaged
0
0
Wrong part
not to print 0
0
0
wrong part
wrong label
0
99 100
Average on time delivery (%)
Average on time delivery
0100200300400500600700
Total PPM for recent 5 months
0200400600800
1000
2013 Adjusted YTD PPM
AC JC Fergus
JZ McB Total
Page 10
Compliance and Regulatory Programs
Page 11

Page 12

Compliance and Regulatory Programs 2013/2014: Conflict Minerals
As part of A.O. Smith’s values, A.O. Smith monitors and complies with the applicable laws and regulatory, environmental and social responsibility programs.
In support of these efforts a web site has been established to provide the latest information and guidance on these programs. The web site is:
www.hotwater.com/compliance
There is also a general mailbox for correspondence:
The Conflict Minerals legislation was established in 2012. The law requires that all U.S. publicly traded companies determine if specific minerals from the DRC region of Africa are contained in their product. (Complete details can be found on our compliance web site).
In order to comply with this law, A.O. Smith will require the following:
• Existing suppliers and products:o Complete EICC Conflict Minerals survey by September 30, 2013
• Existing supplier, new product or new suppliero Completion of the EICC Conflict Minerals surveyo Completion of the A.O. Smith NAFTA Questionnaireo Note: Completion of these documents is a condition of PAP/PPAP approval
The web portal will contain links to all compliance documentation as well as FAQs to assist you. If you have addition questions or concerns, contact A.O. Smith by sending an email to:
Page 13

Page 14

Supplier Expectations Manual
Page 15

Supplier Expectations Manual
AOS-WPC-001 Revision 4- 09/04/13 Page 2 of 12
TABLE OF CONTENTS
Page
1. Management Philosophy ................................................................................ 3
2. A.O. Smith Goal .............................................................................................. 4
3. Objectives and Application ............................................................................ 4
4. Supplier Responsibility
4.1. Approved Supplier Assessment and Capability Verification ............ 5
4.2. Documented Program ......................................................................... 6
4.3. Organization ....................................................................................... 6
4.4. Quality Assurance Planning ............................................................... 7
4.5. Statistical Techniques ......................................................................... 7
4.6. Notification of Changes ...................................................................... 9
4.7. Reliability Requirements .................................................................... 9
4.8. Logistics and Delivery ........................................................................ 10
4.9. Nonconforming Material ................................................................... 11
4.10. Deviation Requests............................................................................. 11
4.11. Cost Reduction Activities .................................................................. 12
5. Supplier Performance .................................................................................... 12
Page 16
Supplier Expectations Manual
AOS-WPC-001 Revision 4- 09/04/13 Page 3 of 12
1. MANAGEMENT PHILOSOPHY
1.1. This document defines and communicates the expectations of A. O. Smith to our suppliers. These expectations are in effect regardless of the brand name that may be associated with a particular component or product that a purchased part is ultimately incorporated into.
1.2. Understanding and compliance with these requirements is integral to a successful long-term partnership between A.O. Smith and our valued suppliers. The requirements stated in this manual are in addition to and do not replace any of the purchase order, engineering drawing, or specification requirements.
1.3. Our policy is to consider suppliers as an extension of our manufacturing operations. Underlying this relationship is a mutual commitment to assure that quality, delivery and cost requirements are completely defined and agreed to before production begins.
1.4. A. O. Smith maintains high ethical standards, adheres to sound business principles, and strictly follows all applicable laws. As a principle of sound management, all business affairs are to be conducted within the spirit, intent, and appearance of the highest levels of honesty and integrity. We expect our suppliers to commit to the same levels of integrity when dealing with A. O. Smith. Any supplier found to be in violation or not operating within the spirit of these principles, in any manner, will be subject to review, which could include a complete termination of business.
1.4.1. Suppliers shall not take any action that violates the law and never encourage anyone else to violate the law on behalf of A. O. Smith.
1.4.2. Suppliers must avoid any activity that may compromise, or even appear to compromise, the integrity of A. O. Smith or any employee of A. O. Smith.
1.4.3. Suppliers must ensure that they do not place any A. O. Smith employee in a position that could be considered to be a conflict of interest. Common examples of creating a conflict of interest include, but are not limited to, the following:
• Offering direct or indirect financial benefit.
• Inappropriately providing non-public information whether about the supplier's firm,or any competitor or potential competitor of A. O. Smith.
Page 17
Supplier Expectations Manual
AOS-WPC-001 Revision 4- 09/04/13 Page 4 of 12
• Conducting business with anyone at A. O. Smith who has a relative who is aprincipal or officer at your firm, or who is one of your relatives.
• Offering gifts of more than a token value. Giving inexpensive gifts, such as pens,coffee mugs, baseball caps, food baskets, etc. could be part of establishing a goodbusiness relationship.
• Similarly, simple business entertainment, such as buying meals or taking a customerto a sporting event, can be a normal part of the business relationship. However,offering expensive gifts or larger forms of entertainment, such as paying for a trip,are prohibited.
1.4.4. Suppliers shall not reveal any information that is confidential to A. O. Smith to anyone outside of A. O. Smith. Confidential information may only be discussed with the A. O. Smith employee(s) who disclosed the information to the supplier.
2. A.O. SMITH GOAL
2.1. A.O. Smith promises our customers that we will provide them with products and services that satisfy their requirements and expectations. Our products and services will be delivered on time, quality right the first time, and customer focused every time. We are committed to meeting our objectives by optimizing the total Quality performance of our company through Continuous Improvement, teamwork, training, innovation, and utilizing the skills of our people.
2.2. Our goal is continued growth in our global markets. This requires that we not only meet our customer needs and expectations, but we exceed them while adding value through enhanced products and services.
3. OBJECTIVES AND APPLICATION
3.1. Assure that our requirements are accurately specified and communicated.
3.2. 100% conformance to specifications.
3.3. Certification of suppliers to reduce non-value added inspections and cost associated with non-compliance.
3.4. Quality and Reliability levels are improved on a continuous basis.
3.5. Eliminate incoming inspection through supplier certification.
Page 18

Supplier Expectations Manual
AOS-WPC-001 Revision 4- 09/04/13 Page 5 of 12
3.6. 100% on-time delivery, cost containment, cost reduction programs and innovation.
3.7. Conformance to all policies and procedures outlined in this manual.
4. SUPPLIER RESPONSIBILITY
4.1. Approved Supplier Assessment and Capability Verification
4.1.1. Candidate suppliers must complete the Supplier Self-Assessment. The A.O. Smith Commodity Manager will provide the Supplier Self Assessment or instructions for completion on- line.
4.1.2. Documentation may be requested as proof that the supplier’s quality system is as stated in the submitted self-assessment. A.O. Smith will review all supplier qualification requirements.
4.1.3. If additional clarification is needed to confirm a requirement, procedures or data will be requested.
4.1.4. A.O. Smith reserves the right to conduct an on-site evaluation of prospective or existing Suppliers to verify compliance with stated quality systems or product requirements. In the event of an on-site evaluation the Supplier shall make available procedures, processes, employees and records that provide objective evidence to demonstrate the level of compliance.
4.1.5. Upon review of either Supplier Self-Assessment or on-site evaluation results corrective action plans may be requested. The supplier is expected to provide root cause and corrective action plans to A.O. Smith to prevent recurrence of the nonconformance.
4.1.6. Upon successful review and A.O. Smith approval, the supplier will be added to the Approved Supplier List. This allows A.O. Smith site Materials Departments to purchase materials from only approved suppliers. The following types of Suppliers are exempt from this approval process:
4.1.6.1. Catalog or shelf items 4.1.6.2. General expense items 4.1.6.3. Tooling and maintenance items 4.1.6.4. MRO items
4.1.7. A supplier who fails to meet acceptable quality, delivery, or cost levels may be disqualified for continued use and removed from the Approved Supplier List at any time.
Page 19

Supplier Expectations Manual
AOS-WPC-001 Revision 4- 09/04/13 Page 6 of 12
4.2. Documented Program
4.2.1. A.O. Smith expects suppliers to have a documented quality program committed to the improvement of the quality and reliability of their products. The documentation will include all parts of the quality system from contract review through manufacturing up to delivery and service of their product.
4.2.2. A.O. Smith may request at any time, necessary records and documentation needed to fulfill the requirements stipulated in this manual.
4.2.3. A.O. Smith has available recommended forms for use by suppliers. The supplier may use their own form, providing that it contains all of the required information, or obtain the A.O. Smith form from the site quality department. Available forms are the supplier control plan and the supplier corrective action form. Note that some forms are required and cannot be substituted (i.e. Supplier Self – Assessment Form).
4.2.4. A.O. Smith expects suppliers to supply products/services that are compliant with all applicable environmental, governmental, jurisdictional and/or regulatory requirements for the commodity or service being provided. A.O. Smith Commodity Managers, in conjunction with site material management, will include any pertinent details to Suppliers as required. Where applicable, Suppliers will comply with the requirements of Customs Trade Partnership Against Terrorism (C-TPAT).
4.2.5. Management of product quality depends on effective management of documents, data and other relevant information related to purchasing control and to the continuous monitoring of product conformance to customer requirements through inspection, testing and verification operations. A.O. Smith expects our Suppliers to maintain an effective system for the management, retention and disposition of documents and data related to purchasing control and to the Supplier’s product quality testing, inspection and verification operations.
4.2.6. A.O. Smith expects our Suppliers to manage documents, data and other relevant information regarding purchasing controls and product quality verification in a manner such that this information is clearly identified for its purpose and relationship to the Supplier’s product; that this information is filed, stored, or otherwise managed to maintain the information in legible and usable condition for a designated retention period; and that this information is readily retrievable and accessible for representatives of A.O. Smith to examine upon request.
4.3. Organization
Page 20
Supplier Expectations Manual
AOS-WPC-001 Revision 4- 09/04/13 Page 7 of 12
4.3.1. The supplier will have a clearly documented organizational chart that can be provided to A.O. Smith upon request.
4.3.2. Supplier associates performing quality functions will have a well-defined responsibility, authority, and organizational freedom to identify, evaluate and solve quality related issues.
4.4. Quality Assurance Planning
4.4.1. The supplier will review all requirements specified on A.O. Smith engineering drawings during the review phase to assure that compliance can be consistently attained.
4.4.2. The supplier is expected to identify and provide for the special controls, processes, test equipment and skills required for consistency in product quality. The quality program must ensure that all work affecting quality is defined in clear and completely documented instructions.
4.4.3. A.O. Smith suppliers must be committed to a quality assurance program that will provide defect prevention, problem solving, and corrective action.
4.5. Statistical Techniques
4.5.1. Statistical Process Control is not required on every dimension; however, it should be used when process variation is significant for characteristics that affect fit up, function, performance, or safety of the component.
4.5.2. Control Characteristics
4.5.2.1. A.O. Smith and the supplier must mutually identify control characteristics. Control characteristics are defined as those important to design, material, and performance characteristics of a commercial grade item that, once verified, will provide reasonable assurance that the item will perform its intended function. Typical critical characteristics may be attributes such as form, fit, dimensions, material properties (physical, chemical), electrical, thermal, or other functional parameters.
4.5.2.2. A.O. Smith Product Engineering, Quality Assurance, and the supplier will identify critical characteristics through formal and informal design reviews.
4.5.2.3. All control characteristics will be documented on an A.O. Smith engineering drawing.
4.5.2.4. The control characteristics will be identified in the supplier control plan.
Page 21

Supplier Expectations Manual
AOS-WPC-001 Revision 4- 09/04/13 Page 8 of 12
4.5.2.5. The supplier must understand and accept the following:
• Safety Control Characteristics (1.67 Cpk)• Control Characteristics (1.33 Cpk)• Other non-control characteristics (1.00 Cpk)• Material specifications• Component and reliability specifications• Test criteria and methods of measurement• Measurement System requirements
4.5.2.6. Whenever there are revisions to the part or changes in the supplier’s processes, it is the responsibility of the supplier to update the list of control characteristics and communicate any changes to A.O. Smith.
4.5.3. Quality Control Plan
4.5.3.1. The supplier must establish an overall quality control plan for each part or family of parts when control characteristics are identified. This plan will include but not be limited to the following:
Part Identification Analysis method Control characteristics Cpk index Other part characteristics Action for nonconformance Frequency and sample size Supporting documentation
4.5.3.2. The control plan must be submitted to A.O. Smith via PPAP for approval, along with other detailed information requested on the PPAP warrant.
4.5.3.3. The control plan will be a “living” document and must be updated as result of information gained from capability studies, A.O. Smith engineering changes, and/or A.O. Smith Quality Assurance supplier surveillance actions. The supplier will maintain a current control plan at all times.
4.5.4. Process Capability and Process Control
4.5.4.1. The supplier must demonstrate process potential / capability on those control characteristics identified in the control plan. The supplier must provide documentation, when requested through the PPAP warrant.
Page 22

Supplier Expectations Manual
AOS-WPC-001 Revision 4- 09/04/13 Page 9 of 12
4.5.4.2. After statistical process control is implemented to deal with assignable causes, the use of statistical problem solving methods, such as design of experiments or global 8D programs are encouraged for reduction of variation due to common causes.
4.6. Notification of Changes
4.6.1. No revisions to design, materials, tooling, processes, or production location are acceptable without prior approval from A.O. Smith through the use of the Change Notification Form
4.6.2. The supplier is responsible for notifying the Commodity Manager in writing of any changes affecting product quality, performance, reliability, packaging, delivery, or workmanship. If a change occurs without prior A.O. Smith approval, the supplier will be held responsible for all costs associated with the change.
4.7. Reliability Requirements
4.7.1. AOSWPC strives to provide products that meet or exceed the reliability requirements of our customers. To properly support this effort it is expected that suppliers will demonstrate the reliability of their product as specified by AOS at a minimum.
4.7.2. Proof of reliability will be required prior to part approval and may also be required on an ongoing basis. The following items are a minimum set of requirements and further information may be required as determined by the critical nature of the parts delivered.
4.7.2.1. Design Development:
• Develop and maintain the subsystem / component design failure modes andeffects analysis.
• Identify design controls from the FMEA requiring support by othersubsystems.
• Identify validation controls from the FMEA requiring complete productvalidation testing.
• Identify potential critical characteristics requiring manufacturing processcontrols.
• Develop Manufacturing Process Failure Modes and Effects Analysis andidentify any process controls required for critical characteristics.
4.7.2.2. Design Verification, launch and post-launch:
Page 23

Supplier Expectations Manual
AOS-WPC-001 Revision 4- 09/04/13 Page 10 of 12
• Develop and maintain the subsystem/component design verification plan andreport. Review with A. O. Smith Reliability Engineering for approval prior toconducting test.
• Identify and develop any new tests required for validating the subsystem /components.
• Conduct subsystem / component design verification plan. Create report andreview with A.O. Smith Reliability Engineering.
• Conduct design verification tests and maintain throughout product life forsubsystem/components. Verification test to be approved by A. O. SmithReliability engineering and may contain specific reliability targets.
• Participate in failure reviews for A. O. Smith design verification testing.• Lead the resolution of any subsystem/component design verification test
failures with the use of 8D analysis methodology.• Provide test details including quantities of components tested, number of
passes/failures for reliability assessment.• Suppo rt A.O. Smith Reliability Field Testing with prototype subsystem /
components as required.• Support A.O. Smith in conducting subsystem / component warranty tracking
and problem resolution.
4.8. Logistics and Delivery
4.8.1. The supplier must maintain on time delivery rate of 99%. A delivery will be considered on time as follows:
4.8.1.1. Delivery arrives not more than 2 days early for domestic shipments, 3 days early for shipments from Mexico or Canada and 5 days early for shipments arriving from overseas and not later than the due date on the supplier’s acknowledged delivery date.
4.8.1.2. Delivery quantity is no more than ±5% of the quantity stated on the Purchase Order.
4.8.2. Packaging:
4.8.2.1. If packaging instructions are not specified, the supplier must ensure that good commercial packaging techniques are followed. Improper packaging, inadequate packaging, or the lack of proper identification will be cause for rejection. A.O. Smith asks that suppliers utilize recyclable containers wherever appropriate.
Page 24

Supplier Expectations Manual
AOS-WPC-001 Revision 4- 09/04/13 Page 11 of 12
4.8.2.2. The packaging used to transport goods must be suitable for the product and shipping environment so that all material and components arrive in good useable condition. All individual cartons are to be marked clearly on at least one side with the A.O. Smith part number, current revision level, P.O. number, quantity, and lot number.
4.9. Nonconforming Material
4.9.1. A.O. Smith expects defect-free product. It is the supplier’s responsibility to have effective systems and controls in place to ensure this requirement.
4.9.2. Material that is found to be nonconforming at A.O. Smith will be rejected, the supplier notified, and the material returned for full credit or refund. An immediate containment action plan and replenishment plan shall be communicated to the site(s) affected.
4.9.3. A.O. Smith will debit the supplier for full value of the nonconforming material. In addition, all expenses associated with non-standard inspection, sorting, packing, transportation, storing and shipping nonconforming materials will be the sole responsibility of the supplier.
4.9.4. A.O. Smith reserves the right to charge back suppliers for downtime, excess labor, and premium freight incurred due to supply problems and / or nonconforming materials.
4.9.5. When nonconforming material is noted at A.O. Smith it will be logged into the supplier’s history file. A Supplier Corrective Action Request may be issued to the supplier for immediate containment and corrective action. The supplier has fourteen (14) working days to respond upon notification of the Supplier Corrective Action Request. The response requires root cause identification, containment action, corrective measures, and a timeline.
4.10. Deviation Requests
4.10.1. A.O. Smith expects suppliers to manufacture all parts to Engineering specifications. If a deviation from specifications becomes necessary, a request in writing will be made through A.O. Smith Site Materials Department. The A.O. Smith Site Management will review the request. Requests for deviation are to be for a specific quantity of parts, or an identified period of time. A corrective action plan should accompany the request.
Page 25
Supplier Expectations Manual
AOS-WPC-001 Revision 4- 09/04/13 Page 12 of 12
4.10.2. A written approval must be obtained from the affected A.O. Smith site(s) before shipment. A.O. Smith will make every reasonable effort to grant deviation requests but is under no obligation to do so. A deviated shipment must be uniquely marked and method approved by the A.O. Smith site(s) affected.
4.11. Cost Reduction Activities
4.11.1. Suppliers will have a continuous improvement philosophy indoctrinated within their organization. Innovation and cost reduction activities are expected.
4.11.2. Each supplier is expected to share any cost savings with A.O. Smith via any material, process, design, or supplier changes implemented that result in an overall cost reduction.
5. SUPPLIER PERFORMANCE
5.1. A.O. Smith evaluates Supplier performance on a monthly, quarterly and yearly basis. The evaluation is based on objective performance factors (receiving inspection results, line rejects or downtime, on-time delivery), and on subjective areas including responsiveness to specific supplier issues, corrective actions, support of manufacturing plant initiatives, cost reduction identification, and / or adapting to A.O. Smith’s changing needs.
5.2. If a Supplier’s performance is not acceptable, every reasonable attempt will be made by A. O. Smith to assist the Supplier in solving the issue(s). However if the issues(s) are not resolved in a timely manner, new issues continue to occur, or the Supplier does not demonstrate the commitment to improve, then an alternate source may be evaluated.
Page 26

SUPPLIER EXPECTATIONS SUPPLEMENT:
QUALITY and RELIABILITY ASSURANCE
Page 27

Table of Contents
INTRODUCTION ................................................................................................................................................... 3
1.0 QUALITY ASSURANCE REQUIREMENTS ........................................................................................................... 3
1.1 Quality Assurance Planning ........................................................................................................................ 3
1.2 Statistical Techniques: Key/Critical Characteristics ..................................................................................... 3
1.3 Quality Control Plan ................................................................................................................................... 4
1.4 Notification of Changes .............................................................................................................................. 4
2.0 RELIABILITY ASSURANCE REQUIREMENTS ...................................................................................................... 4
2.1 RELIABILITY DEVELOPMENT PHASE ............................................................................................................ 4
2.1.2 RELIABILITY PERFORMANCE LEVEL ...................................................................................................... 5
2.1.3 RELIABILITY DEVELOPMENT PROGRAM PLAN.................................................................................... 5
2.1.4 RELIABILITY VALIDATION ..................................................................................................................... 5
2.1.5 FAILURE REPORTING............................................................................................................................ 7
2.1.6 DEVELOPMENT CORRECTIVE ACTION PLAN ......................................................................................... 7
2.2 RELIABILITY PRODUCTION PHASE ........................................................................................................... 7
2.2.1 RELIABILITY SCREENING....................................................................................................................... 7
2.2.2 PRODUCTION FAILURE REPORTING ..................................................................................................... 7
2.2.3 PRODUCTION ROOT CAUSE FAILURE ANALYSIS .................................................................................... 7
2.3 RELIABILITY PRODUCT SUPPORT PHASE...................................................................................................... 7
2.3.1 FIELD RELIABILITY FAILURE ANALYSIS .................................................................................................. 8
2.3.2 CORRECTIVE ACTION ........................................................................................................................... 8
APPENDIX A: ........................................................................................................................................................ 1
PRODUCTION PART QUALITY PLAN IMPLEMENTATION ASSESSMENT ............................................................... 1
APPENDIX B: ........................................................................................................................................................ 4
QUALITY CONTROL PLANS ................................................................................................................................ 4
APPENDIX C: ...................................................................................................................................................... 10
CHANGE REQUEST NOTIFICATION .................................................................................................................. 10
APPENDIX D: ...................................................................................................................................................... 12
PRODUCT QUALIFICATION AND RELIABILITY ASSESSMENT ............................................................................. 12
Rev 3 August 2013 Page 2
Page 28
INTRODUCTION
A.O. Smith’s philosophy is, product Quality and Reliability starts with design. The product’s functionality, manufacturability, suitability for use and overall performance lifetime can be greatly influenced by the methods employed during the design and development cycle.
This document is supplemental to the A.O. Smith Supplier Expectations Manual and contains further definition of A.O. Smith’s expectations for jointly planning, designing and maintaining product Quality and Reliability programs with our suppliers. Successful planning, implementing and validating compliance utilizing these methods will drive reliability improvement with the goal of exceeding our mutual customer’s expectations.
The level of complexity for Quality and Reliability Assurance will be dependent upon the type and complexity of component involved. The requirements will be identified on a component by component basis.
1.0 QUALITY ASSURANCE REQUIREMENTS
Section 4.4 through Section 4.6 of the Supplier Expectations Manual describes the key elements of a Quality Assurance Program:
• Quality Assurance Planning• Statistical Techniques• Quality Control Plan• Notification of Changes
1.1 Quality Assurance Planning
Appendix A provides a checklist, Production Part Quality Plan Implementation Assessment which can serve as a framework for Quality Assurance Planning
1.2 Statistical Techniques: Key/Critical Characteristics
All part drawings from A.O. Smith will identify one or more dimensions or characteristics as “Critical” or “Significant”. A “Critical” Characteristic is one which can render the part unsafe if the specification is not met. A “Significant” characteristic is one in which the part may not function or assemble properly if the specification is not met.
Accordingly process capability statistics must be met and maintained. The process capability will be validated during the initial PPAP process and then periodically as warranted after the initial study.
Process capability requirements:
• “Critical” Characteristic: Cpk = 1.67 minimum • “Significant” Characteristic: Cpk = 1.33 minimum
Rev 3 August 2013 Page 3
Page 29

1.3 Quality Control Plan
A Quality Control Plan should be established for all manufacturing processes at the supplier site.
Appendix B provides an example of a Control Plan and description of the fields.
1.4 Notification of Changes
One of the most important elements of the Quality Assurance Program is maintaining a close watch on any changes not only to form, fit and function but also to subtle changes in process, facility layout or source of production materials. A.O. Smith requires notification of any change from the baseline established during the initial approval of the part. This notification must be provided and approved prior to implementation. Notification of Changes should be sent to the A.O. Smith Commodity Manger who will submit the request into the A.O. Smith change approval process.
Appendix C provides a format for Change Request Notification.
2.0 RELIABILITY ASSURANCE REQUIREMENTS
All products provided to A.O. Smith are expected to meet or exceed the specified reliability and serviceability requirements. This document details key elements of a Reliability Program. Most of the reliability effort is required in the development phase of a component’s life cycle. Maximizing reliability into the design early in the program reduces the need for failure analysis, corrective action plans and field retrofits later in the life cycle.
Determination of Reliability falls into three phases:
• Development: Assessment / Calculation of baseline reliability• Production: Screening / Monitoring to assure baseline reliability is maintained or exceeded• Support: Continual assessment and improvement of reliability based upon actual field results
Each of these phases is described in the subsequent sections.
Appendix D provides a checklist, Product Qualification and Reliability Assessment, which can serve as a framework for assuring that all elements of Reliability Assurance have been considered.
2.1 RELIABILITY DEVELOPMENT PHASE
The Reliability Development Phase requires the establishment of a plan with an objective to meet or exceed the reliability assurance requirement through validation activities. The scope of this program should include reliability inputs from early design and development until production. This program schedule governs all developmental reliability plans, actions, milestones, and committed completion dates.
The development phase consists of the following activities:
• Specification of reliability performance level• Development of the formal plan• Testing / Validation• Analysis
Rev 3 August 2013 Page 4
Page 30
• Corrective Action• Approval of results
2.1.2 RELIABILITY PERFORMANCE LEVEL
Product Performance Specifications will be established for each component / system. The specifications will include environmental conditions which are operational limits and may not reflect the normal operating environments. Specifications should contain, as applicable:
1. Applicable statutory and regulatory requirements.2. Reliability requirements (failure rate and percent confidence)3. Durability (such as time/cycles – whichever is representative)4. Environmental requirements (temperature, humidity, vibration, etc.)
Reliability/Confidence (R/C) levels will be established for component / system. Supplier must state R/C values when not provided by A.O. Smith Product Reliability. R90/C50 unless otherwise specified.
2.1.3 RELIABILITY DEVELOPMENT PROGRAM PLAN
A Reliability Development Program Plan is a formal document submitted to A.O. Smith Product Reliability for approval. This program plan must align with the A.O. Smith development schedule.
This plan should include:
1. Activities, milestones, timing and responsibility for all items contained in section 2.2. Activities for establishing a mutual customer/supplier agreement for the following:
a. Description of Conditions of Use that identify relevant product usage profiles and environmentalconditions for all stages of the product life cycle;
b. Definition of Maintenance and Service;c. Established Metrics that assess the ability of the product to meet A.O. Smith requirements
3. A written report identifying the risk elements associated with the reliability development program. Riskelements may include activities or issues that may have an impact on the success of the ReliabilityDevelopment Program.
2.1.4 RELIABILITY VALIDATION
Reliability Validation is the activities associated with demonstrating component reliability. The supplier must show that the component(s) can meet the reliability level specified in section 2.1. The level is to be demonstrated prior to delivery of the first production components. All reliability validation plans must be submitted to A.O. Smith Product Reliability for approval before testing begins.
The Reliability Validation shall include one or more of the demonstration methods listed in “a - c” that is used to validate the design meets product performance requirements using the agreed upon sample size. The validation test demonstrating reliability must be conducted in a manner that will simulate the component in its intended use environment.
The following is the proposed order of demonstration methods.
Rev 3 August 2013 Page 5
Page 31

a) Service History b) Test Method c) Analysis
Service History is defined as historical data of component performance. Historical data is information supporting conclusions that the component will likely meet or exceed its required reliability level. This data must include the number of units in the population or sample population, the usage population, failure modes and failure analysis and any corrective action of product improvements. In addition to historical data, technical data may be requested by A.O. Smith to detail component application and usage.
Test Method is an approach in which accelerated testing techniques are utilized to substantiate the stated confidence level. The test procedure must be approved by A.O. Smith Product Reliability prior to the start of the reliability validation test. A test plan must be submitted for any method of test and must align with the development schedule. Test(s) must demonstrate reliability requirements were met in an environment that simulates intended use through Accelerated Life or Highly Accelerated Life Test (HALT). Accelerated life test can be used when it can be related to a known acceleration factor. The test is accomplished by subjecting a production unit to increased stresses outside normal operating levels. By increasing stresses, a component can demonstrate the reliability level in a shorter test time.
Highly accelerated life testing is used to insure a robust design. This testing method does not demonstrate a reliability level. HALT has the advantage of producing a robust product in a short time. The process is used in concert with FMEAs to identify potential weaknesses in the design by stressing the component until failure occurs and then designing the failure out of the component thereby increasing failure margin.
Because HALT does not demonstrate a reliability level, a reliability growth plan can be established targeting mature reliability levels for new components not currently installed on A.O. Smith products. Reliability growth is the improvement in the reliability of the product over a period of time due to changes in the product's design and/or the manufacturing process. In cases where the historical or accelerated life test methods are not applicable a reliability growth plan must be created. The Reliability Growth Plan details and governs the activities associated with maturing component reliability levels during production and in the field. If a reliability growth period is to be expected, a reliability growth plan must be clearly defined and must be addressed as part of the growth program:
• The initial reliability performance (i.e., MTBF, Mean Life) expected on the first customer units. • The reliability growth rate that is expected during the growth period. • The method of data collection that will be used to identify areas of improvement (i.e., demonstration
testing, field failure analysis, etc). • A detailed plan for product upgrade to obtain the mature reliability performance must be provided. This
should include expected costs.
Rev 3 August 2013 Page 6
Page 32
2.1.5 FAILURE REPORTING
All failures of development units that occur during testing or screening must be documented and reported to A.O. Smith. Failure Review meetings may be called at A.O. Smith’s discretion.
2.1.6 DEVELOPMENT CORRECTIVE ACTION PLAN
As part of the reliability determination plan, A.O. Smith may have components are installed into A.O. Smith’s test articles and prototypes. In the event that a component is removed and an investigation is determined to be necessary by A.O. Smith, a root cause failure analysis is required at no cost to A.O. Smith. Root cause failure analysis may include identification of failures through physical, chemical and/or electrical failure analysis techniques. In the event that corrective action is necessary and warranted, a corrective action plan must be initiated by the supplier.
2.2 RELIABILITY PRODUCTION PHASE
The Reliability Production Phase details and governs activities during component production. The reliability production plan’s objective is to detect reliability issues early and implement corrective action to minimize impact. Key activities include product screening for infant mortality, reliability screening, failure reporting, root cause failure analysis, and corrective action of production units.
2.2.1 RELIABILITY SCREENING
Reliability screening is a proactive process which detects component defects before reaching A.O. Smith and also monitors production materials for long term reliability adherence. The need for production reliability screening as well as the appropriate long term monitoring parameters will be identified through DFMEA, PFMEA and/or HALT screening methods.
Production reliability screening and long term reliability monitoring plan may also be required by Engineering Specification Drawing or purchase contract. All reliability screening and monitoring plans must be approved by A.O. Smith Product Reliability.
2.2.2 PRODUCTION REPORTING
Reliability Screening activities shall be reported on a periodic basis. The requirements for reporting are detailed in A.O. Smith specification; AOS-WPC-237. Reporting should be provided using A.O. Smith form AOS-WPC-238. All failures that occur during testing, screening or monitoring must be documented and available to A.O. Smith Product Reliability for review. Failure Review meetings may be called at A.O. Smith’s discretion.
2.2.3 PRODUCTION ROOT CAUSE FAILURE ANALYSIS
All failures that occur will have a root cause failure analysis performed. Corrective Action Plan are required to correct a deficiency identified during root cause failure analysis. All failure analysis reports must be documented and available to A.O. Smith Product Reliability for review. A.O. Smith Product Reliability must review Production Corrective Action Plans that may impact product reliability.
2.3 RELIABILITY PRODUCT SUPPORT PHASE
The Reliability Product Support Phase focuses upon measurable reliability issues of the components in the field.
Rev 3 August 2013 Page 7
Page 33

This program’s objective is to ensure components meet or exceed specified reliability requirements in the operational environment.
2.3.1 FIELD RELIABILITY FAILURE ANALYSIS
The tracking of reliability performance levels is the responsibility of A.O. Smith Product Reliability. In the event that the component’s reliability performance drops below the requirement, the supplier and A.O. Smith will jointly investigate to determine the causes through appropriate failure analyses. Failure Analysis reports shall be categorized and grouped by issue and sent to A.O. Smith Product Reliability for review.
A Pareto analysis by ranking the issues from greatest to least is required to address the significant issues that make up 80% of the removals. If the No Fault Found issue falls within the 80% category, the removals are considered excessive and an investigation followed by corrective action is warranted to reduce the No Fault Found rate.
2.3.2 CORRECTIVE ACTION
A.O. Smith will initiate a request for Corrective Action Plan with the supplier as appropriate. Should this review indicate the supplier is responsible or substantially responsible, the supplier shall, at no cost to A.O. Smith, initiate a field corrective action plan.
The field reliability corrective action plan should be implemented for the purpose of improving reliability to the level specified. The field corrective action plan must be continued until the reliability performance improves to the level required. All units containing the deficiencies that caused the reliability performance experience to fall short of the required level, including all future products not yet delivered to A.O. Smith, the in-service spares inventories, must be purged by either modification or replacement.
Rev 3 August 2013 Page 8
Page 34

APPENDIX A: PRODUCTION PART QUALITY PLAN IMPLEMENTATION ASSESSMENT
Question Yes No Comment/Action Required Resp Due Project Setup, Equipment, Tooling & Test Equipment
1 Has the supplier established a project file? 2 Is there a timing plan in existence at the supplier? 3 Has the supplier identified the manufacturing FLOW? 4 Has the packaging specification been determined? 5 Have lists been prepared identifying: a plant & tooling ? b test equipment ? 6 Has tool and equipment design provided for: a quick change-overs? b volume fluctuations? c mistake proofing? 7 Has acceptance criteria been agreed upon for: a new equipment? b new tooling? c new test equipment? 8 Has test equipment feasibility and accuracy been
established? 9 Is a preventative maintenance plan complete for
equipment and tooling? 10 Are set-up instructions for new equipment and tooling
complete and understandable? 11 Will capable gauges be available to conduct Pp/Ppk
studies at supplier's facility 12 Does the manufacturing equipment have sufficient
capacity to support forecasted volumes? 13 Is the testing capacity sufficient to provide adequate
testing?
Process Flowchart 1 Does the flow chart illustrate the sequence of
production and inspection stations? 2 Have all the appropriate FMEAs been used as aids to
Rev 3 August 2013 Page 1
Page 35

Question Yes No Comment/Action Required Resp Due develop the process flowchart?
3 Is the flow chart keyed to process and product checks, as detailed in the control plan?
4 Does the flow chart describe how the product will move?
5 Have provisions been made to identify and activate re-work procedures before adding further value?
6 Have potential flow/quality problems due to handling and external processing been identified and corrected?
Process/Product Quality Assurance 1 Has process capability been established for critical and
significant characteristics (I.e >1.67 CP/Cpk ) 2 Is there a documented training program that
includes: a all employees involved with AOS products and
processes? b training matrices for all relevant employees covering
all applicable disciplines? 3 Are all operations covered by process instructions that
are keyed to the Control Plan? 4 Are operation instructions available at point of use? 5 Is there a documented TPM plan for the production
equipment in use ? 6 Are material specifications that require laboratory
verification included in the Control Plan? 7 Does the Control Plan address all operations,
from incoming material to packaging and shipping?
8 Are gauging and test equipment available, as identified by the Control Plan?
9 Do inspection instructions include: a easily understood inspection/test requirements? b frequency of checks? c sample/sub-group sizes? instructions that are keyed to
the Control Plan? d responsibility? e method of check? f recording/reporting method?
10 Have R & R studies been satisfactorily completed for
Rev 3 August 2013 Page 2
Page 36
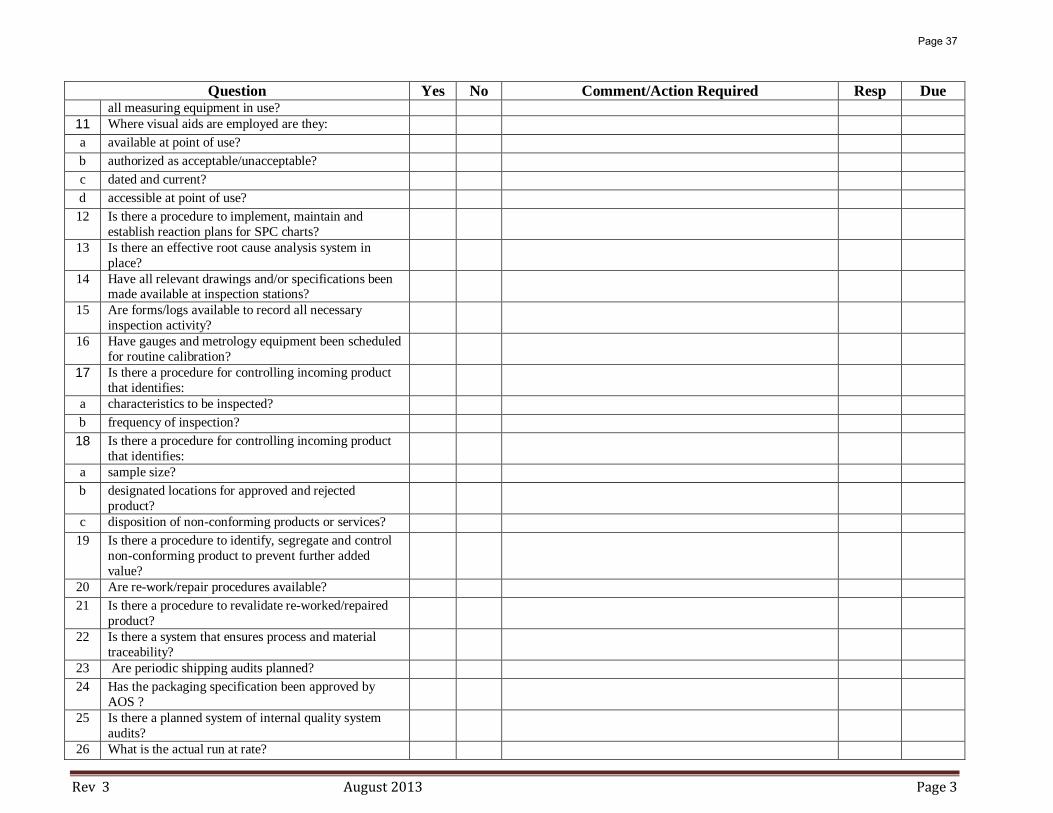
Question Yes No Comment/Action Required Resp Due all measuring equipment in use?
11 Where visual aids are employed are they: a available at point of use? b authorized as acceptable/unacceptable? c dated and current? d accessible at point of use? 12 Is there a procedure to implement, maintain and
establish reaction plans for SPC charts? 13 Is there an effective root cause analysis system in
place? 14 Have all relevant drawings and/or specifications been
made available at inspection stations? 15 Are forms/logs available to record all necessary
inspection activity? 16 Have gauges and metrology equipment been scheduled
for routine calibration? 17 Is there a procedure for controlling incoming product
that identifies: a characteristics to be inspected? b frequency of inspection?
18 Is there a procedure for controlling incoming product that identifies:
a sample size? b designated locations for approved and rejected
product? c disposition of non-conforming products or services?
19 Is there a procedure to identify, segregate and control non-conforming product to prevent further added value?
20 Are re-work/repair procedures available? 21 Is there a procedure to revalidate re-worked/repaired
product? 22 Is there a system that ensures process and material
traceability? 23 Are periodic shipping audits planned? 24 Has the packaging specification been approved by
AOS ? 25 Is there a planned system of internal quality system
audits? 26 What is the actual run at rate?
Rev 3 August 2013 Page 3
Page 37

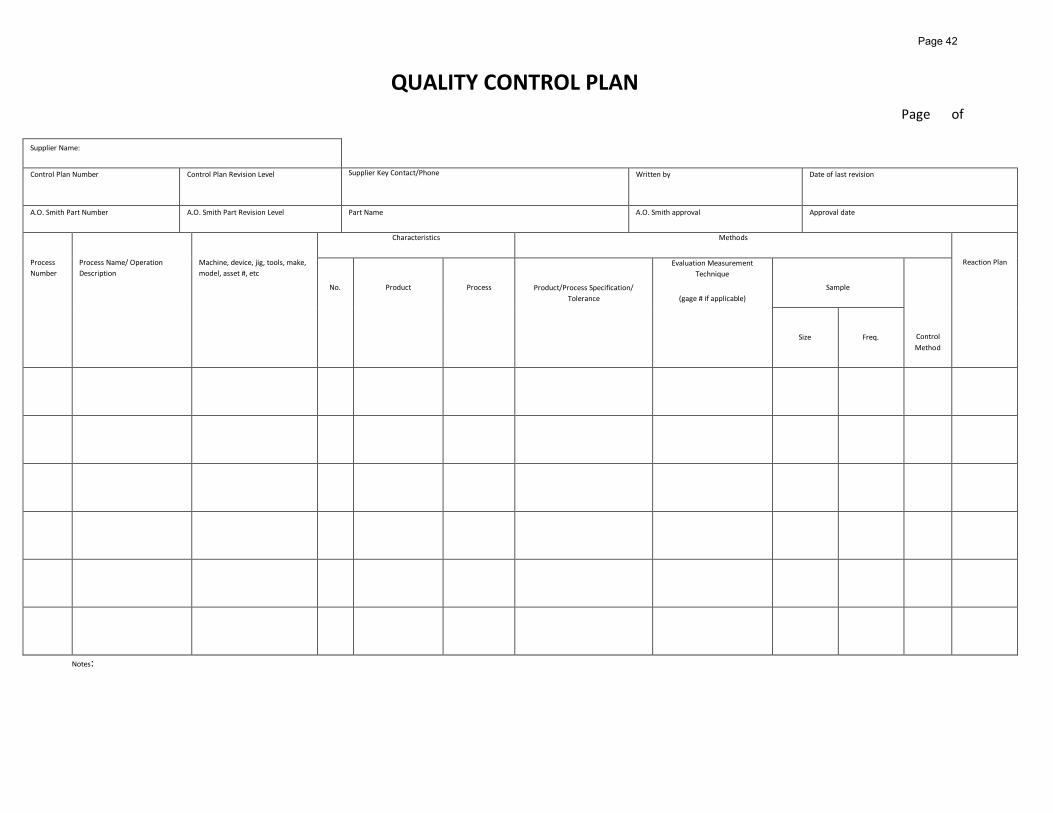
APPENDIX B: QUALITY CONTROL PLANS
Sample Control Plan Methodology (per QS9000 – APQP Reference Manual)
As part of supplier Quality Assurance, A.O. Smith requires that a Quality Control Plan Methodology be implemented. The purpose of this control plan methodology is to aid in the manufacture of quality products according to A.O. Smith requirements.
Control plans provide a written summary description of the systems used in minimizing process and product variation. The intent of the Control Plan form detailed in this Appendix is to provide an example of the methodology. Suppliers may use their format as long as it contains the same minimum set of information.
The control plan is an integral part of an overall quality process and is to be utilized as a living document.
A sample of a control plan with guidelines describing how it should be completed follows:
Rev 3 August 2013 Page 4
Page 38

Page of
Supplier Name:
Control Plan Number Control Plan Revision Level Supplier Key Contact/Phone Written by Date of last revision
A.O. Smith Part Number A.O. Smith Part Revision Level Part Name A.O. Smith approval Approval date
Process Number
Process Name/ Operation Description
Machine, device, jig, tools, make, model, asset #, etc
Characteristics Methods
Reaction Plan
No. Product Process Product/Process Specification/ Tolerance
Evaluation Measurement Technique
(gage # if applicable) Sample
Control Method
Size Freq.
Notes:
1
2
8
1 1 1 1 1 1 1 2 2 2 2 2
2
4
9
131
5 7
6 1
QUALITY CONTROL PLAN
Rev 3 August 2013 Page 5
Page 39
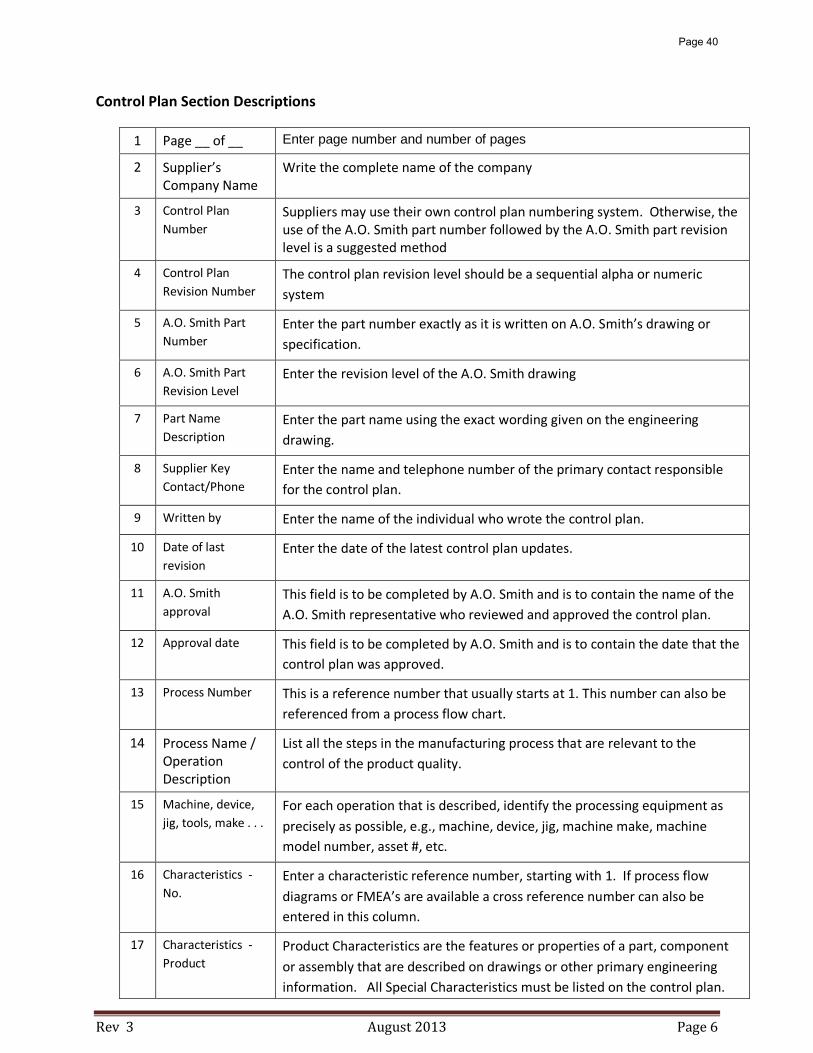
Control Plan Section Descriptions
1 Page __ of __ Enter page number and number of pages
2 Supplier’s Company Name
Write the complete name of the company
3 Control Plan Number
Suppliers may use their own control plan numbering system. Otherwise, the use of the A.O. Smith part number followed by the A.O. Smith part revision level is a suggested method
4 Control Plan Revision Number
The control plan revision level should be a sequential alpha or numeric system
5 A.O. Smith Part Number
Enter the part number exactly as it is written on A.O. Smith’s drawing or specification.
6 A.O. Smith Part Revision Level
Enter the revision level of the A.O. Smith drawing
7 Part Name Description
Enter the part name using the exact wording given on the engineering drawing.
8 Supplier Key Contact/Phone
Enter the name and telephone number of the primary contact responsible for the control plan.
9 Written by Enter the name of the individual who wrote the control plan.
10 Date of last revision
Enter the date of the latest control plan updates.
11 A.O. Smith approval
This field is to be completed by A.O. Smith and is to contain the name of the A.O. Smith representative who reviewed and approved the control plan.
12 Approval date This field is to be completed by A.O. Smith and is to contain the date that the control plan was approved.
13 Process Number This is a reference number that usually starts at 1. This number can also be referenced from a process flow chart.
14 Process Name / Operation Description
List all the steps in the manufacturing process that are relevant to the control of the product quality.
15 Machine, device, jig, tools, make . . .
For each operation that is described, identify the processing equipment as precisely as possible, e.g., machine, device, jig, machine make, machine model number, asset #, etc.
16 Characteristics - No.
Enter a characteristic reference number, starting with 1. If process flow diagrams or FMEA’s are available a cross reference number can also be entered in this column.
17 Characteristics - Product
Product Characteristics are the features or properties of a part, component or assembly that are described on drawings or other primary engineering information. All Special Characteristics must be listed on the control plan.
Rev 3 August 2013 Page 6
Page 40

In addition, the Control Plan Team may list other Product Characteristics for which process controls are routinely tracked during normal operations.
18 Characteristics - Process
Process Characteristics are the process variables (input variables) that have a cause and effect relationship with the identified Product Characteristic. A Process Characteristic can only be measured at the time it occurs (e.g., weld machine voltage setting, paint gun air pressure, torque wrench setting). The Control Plan Team should identify Process Characteristics for which variation must be controlled to minimize product variation. There could be one or more Process Characteristics listed for each Product Characteristic. In some processes one Process Characteristic may affect several Product Characteristics.
19 Product/Process Specification / Tolerance
Specifications/tolerances may be obtained from various engineering documents, such as, drawings and work instructions.
20 Evaluation / Measurement Technique
This column identifies the measurement system being used. This could be gages, fixtures, tools, and/or test equipment required to measure the part or process. An analysis of the linearity, reproducibility, repeatability, stability and accuracy of the measurement system should be done prior to relying on a measurement system. Where dedicated gages are used, the gage number should be referenced.
21 Sample - size When sampling is required, list the corresponding sample size.
22 Sample – freq. When sampling is required, list the corresponding frequency.
23 Control Method This column contains a brief description of how the operation will be controlled, including work instruction numbers where applicable. The control method utilized should be based on effective analysis of the process (including PFMEA). The control method is determined by the type of process that exists. Operations may be controlled by, but are not limited to statistical process control, inspection, attribute data, mistake-proofing and sampling plans.
24 Reaction Plan The reaction plan specifies the corrective actions necessary to avoid producing nonconforming product or operating out of control. The actions should normally be the responsibility of the people closest to the process, the operator or supervisor, and be clearly designated in the plan. Nonconformities shall be documented per company procedures.
In all cases, suspect and nonconforming product must be clearly identified and quarantined, and disposition made by the responsible person designated in the reaction plan. This column may also refer to a specific reaction plan or work instruction number and identify the person responsible for the reaction plan.
25 Notes Write any special notes in this area.
Rev 3 August 2013 Page 7
Page 41
Page of
Supplier Name:
Control Plan Number Control Plan Revision Level Supplier Key Contact/Phone Written by Date of last revision
A.O. Smith Part Number A.O. Smith Part Revision Level Part Name A.O. Smith approval Approval date
Process Number
Process Name/ Operation Description
Machine, device, jig, tools, make, model, asset #, etc
Characteristics Methods
Reaction Plan
No. Product Process Product/Process Specification/ Tolerance
Evaluation Measurement Technique
(gage # if applicable) Sample
Control Method
Size Freq.
Notes:
QUALITY CONTROL PLAN
Page 42
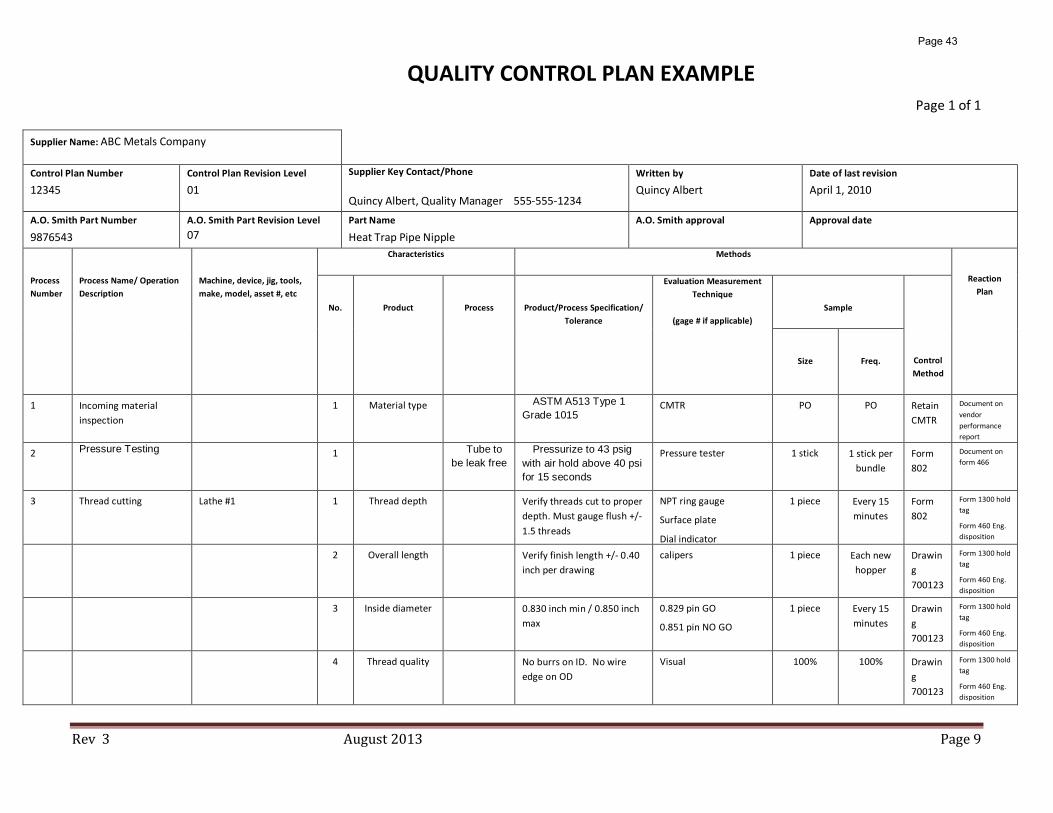
Page 1 of 1
Supplier Name: ABC Metals Company
Control Plan Number
12345
Control Plan Revision Level
01
Supplier Key Contact/Phone
Quincy Albert, Quality Manager 555-555-1234
Written by
Quincy Albert
Date of last revision
April 1, 2010
A.O. Smith Part Number
9876543
A.O. Smith Part Revision Level 07
Part Name
Heat Trap Pipe Nipple
A.O. Smith approval Approval date
Process Number
Process Name/ Operation Description
Machine, device, jig, tools, make, model, asset #, etc
Characteristics Methods
Reaction Plan
No. Product Process Product/Process Specification/ Tolerance
Evaluation Measurement Technique
(gage # if applicable) Sample
Control Method
Size Freq.
1 Incoming material inspection
1 Material type ASTM A513 Type 1 Grade 1015
CMTR PO PO Retain CMTR
Document on vendor performance report
2 Pressure Testing 1 Tube to be leak free
Pressurize to 43 psig with air hold above 40 psi for 15 seconds
Pressure tester 1 stick 1 stick per bundle
Form 802
Document on form 466
3 Thread cutting Lathe #1 1 Thread depth Verify threads cut to proper depth. Must gauge flush +/- 1.5 threads
NPT ring gauge
Surface plate
Dial indicator
1 piece Every 15 minutes
Form 802
Form 1300 hold tag
Form 460 Eng. disposition
2 Overall length Verify finish length +/- 0.40 inch per drawing
calipers 1 piece Each new hopper
Drawing 700123
Form 1300 hold tag
Form 460 Eng. disposition
3 Inside diameter 0.830 inch min / 0.850 inch max
0.829 pin GO
0.851 pin NO GO
1 piece Every 15 minutes
Drawing 700123
Form 1300 hold tag
Form 460 Eng. disposition
4 Thread quality No burrs on ID. No wire edge on OD
Visual 100% 100% Drawing 700123
Form 1300 hold tag
Form 460 Eng. disposition
QUALITY CONTROL PLAN EXAMPLE
Rev 3 August 2013 Page 9
Page 43
APPENDIX C:
CHANGE REQUEST NOTIFICATION
Page 44
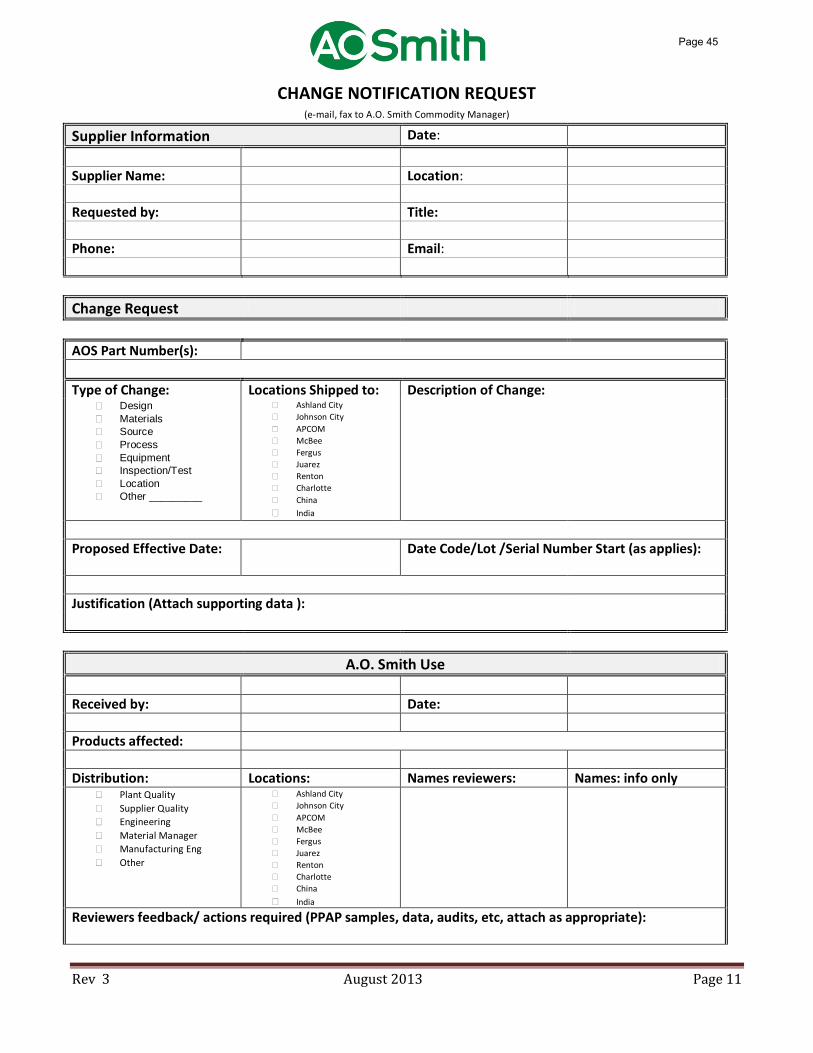
CHANGE NOTIFICATION REQUEST (e-mail, fax to A.O. Smith Commodity Manager)
Supplier Information Date:
Supplier Name: Location:
Requested by: Title:
Phone: Email:
Change Request
AOS Part Number(s):
Type of Change: Locations Shipped to: Description of Change: � Design � Materials � Source � Process � Equipment � Inspection/Test � Location � Other _________
� Ashland City � Johnson City � APCOM � McBee � Fergus � Juarez � Renton � Charlotte � China � India
Proposed Effective Date: Date Code/Lot /Serial Number Start (as applies):
Justification (Attach supporting data ):
A.O. Smith Use
Received by: Date:
Products affected:
Distribution: Locations: Names reviewers: Names: info only � Plant Quality � Supplier Quality � Engineering � Material Manager � Manufacturing Eng � Other
� Ashland City � Johnson City � APCOM � McBee � Fergus � Juarez � Renton � Charlotte � China � India
Reviewers feedback/ actions required (PPAP samples, data, audits, etc, attach as appropriate):
Rev 3 August 2013 Page 11
Page 45

APPENDIX D: PRODUCT QUALIFICATION AND RELIABILITY ASSESSMENT
Question Yes No Comment/Action Required Resp Due Design & Specification Verification
1 Is the supplier in receipt of all the latest issue drawings, product specifications and process specifications (where applicable)?
2 Is the supplier aware of all critical/significant characteristics?
3 Have all pass-through characteristics been identified? 4 Have severity ratings been provided by AOS Engineering to
assist the preparation of the process FMEA? 5 Has the design provided for ease of manufacture? 6 Is the supplier aware of the function of the product & design
intent? 7 Has AOS provided the supplier with a project timing plan
identifying key dates to the supplier?
Design FMEA 1 Has the Design FMEA been completed? 2 Have all factors affecting fit, function, durability,
statutory/regulatory and safety been considered? 3 Have similar part FMEAs been considered? 4 Has historical customer complaint or warranty data been
reviewed? 5 Were high severity numbers revised through a design
change? (where applicable) 6 Have appropriate corrective actions been planned or taken
for high severity ratings? 7 Have appropriate corrective actions been planned or taken
for high RPN ratings? 8 Were RPN revised when corrective actions have been
completed? 9 Do the effects consider the customer in terms of subsequent
operation, assembly and product usage? 10 Have the causes been adequately described in order to
encourage improvements and control? 11 Where detection is defined as the major control factor, has
provision been made to eliminate the root cause?
Page 46
Question Yes No Comment/Action Required Resp Due
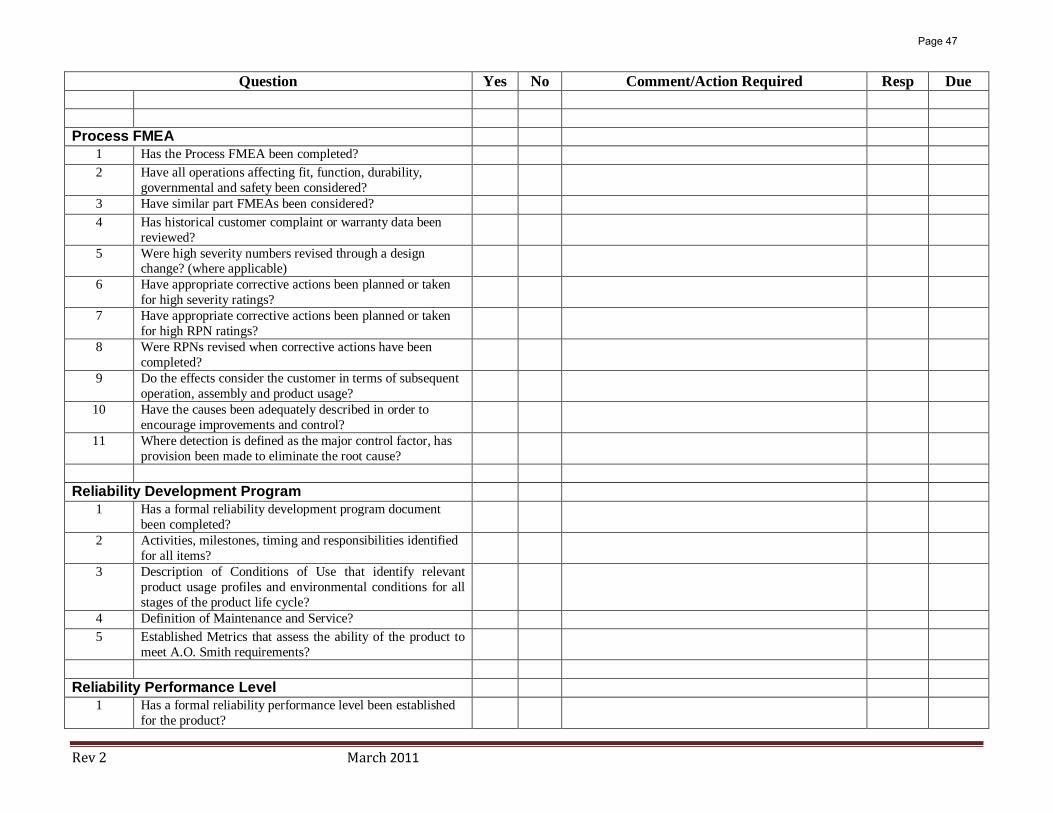
Process FMEA
1 Has the Process FMEA been completed? 2 Have all operations affecting fit, function, durability,
governmental and safety been considered?
3 Have similar part FMEAs been considered? 4 Has historical customer complaint or warranty data been
reviewed?
5 Were high severity numbers revised through a design change? (where applicable)
6 Have appropriate corrective actions been planned or taken for high severity ratings?
7 Have appropriate corrective actions been planned or taken for high RPN ratings?
8 Were RPNs revised when corrective actions have been completed?
9 Do the effects consider the customer in terms of subsequent operation, assembly and product usage?
10 Have the causes been adequately described in order to encourage improvements and control?
11 Where detection is defined as the major control factor, has provision been made to eliminate the root cause?
Reliability Development Program
1 Has a formal reliability development program document been completed?
2 Activities, milestones, timing and responsibilities identified for all items?
3 Description of Conditions of Use that identify relevant product usage profiles and environmental conditions for all stages of the product life cycle?
4 Definition of Maintenance and Service? 5 Established Metrics that assess the ability of the product to
meet A.O. Smith requirements?
Reliability Performance Level
1 Has a formal reliability performance level been established for the product?
Rev 2 March 2011
Page 47

Question Yes No Comment/Action Required Resp Due 1a reliability requirements (failure rate and percent
confidence)?
1b durability (such as time/cycles – whichever is representative)?
1c environmental requirements (temperature, humidity, vibration, etc.)?
1d applicable statutory and regulatory requirements?
Reliability Validation Plan 1 Has a reliability validation methodology been established? 2 Describe the methodology?
3 Will the testing be performed internally or at outside test facilities?
4 Are there adequate test stations to perform validation testing?
5 Was service history used as part of the validation? (is a report available)?
6 Was HALT testing performed? 7 Are HALT test results available? Conclusions, resulting
actions?
Reliability Growth 1 Is a reliability growth plan required? 2 What is the initial reliability performance (i.e., MTBF,
Mean Life) expected on the first production units? 3 What is the reliability growth rate that is expected during the
growth? The growth rate must reflect a rate indicative of an on-purpose reliability improvement program.
4 What is the method of data collection that will be used to identify areas of improvement? (i.e., demonstration testing, field failure analysis and etc.)
5 Is a detailed plan for product upgrade to obtain the mature reliability performance available? This should include expected costs and service requirements
Rev 2 March 2011
Page 48

Question Yes No Comment/Action Required Resp Due
Reliability Production Support 1 Is reliability screening required as part of the production
process? 2 Are adequate test capabilities in place to support production
screening? 3 Has a reliability monitoring program been established? 4 What is the sampling plan for the reliability monitoring
program? 5 Are adequate test stations available to meet the reliability
monitoring plan? 6 Do the screening and monitoring plans cover all issues
identified by the DFMEA?
Rev 2 March 2011
Page 49
Rev 2 March 2011
Page 50
Key Product Characteristics (CTQ)
Page 51

Page 52

One of the basic elements of the definition of Quality is conformance to specifications. There is an expectation for performance and physical characteristics. This can range from a single characteristic to hundreds for a complex component or system. In virtually every case there are a handful of these characteristics, which if not met, will result in the product not being suitable for use.
The concept of Key Characteristics (CTQ) serves to specifically identify those characteristics on the drawing/specifications. This serves as a means to focus on design and process to assure that tight control is maintained in the manufacture of the product. It also serves as a means to assure that A.O. Smith and the supplier use a common characteristic to track vital manufacturing and design characteristics.
Key Characteristics Program Summary:
All A.O. Smith product drawings created after January 1, 2013 will identify the key characteristics associated with the part.
A Key Characteristic (CTQ) on a drawing denotes: – A product feature, dimension or note– Directly affects compliance safety or reliabilityAnd/or – Directly affects the manufacturability / processing
The purpose of the key characteristic:
Identify features / characteristics which: – Require minimum levels of statistical process capability– In themselves affect performance / manufacturability– Are a minimum set of dimensions for establishing QC requirements
Key characteristics can be specific dimensional features or can be a performance or other standard called out in the notes. Dimensional characteristics must meet the statistical control standards detailed in this document. Other requirements such as performance characteristics will require appropriate documentation to assure that the standard was met (C of C, test documentation, etc.).
Suppliers shall insure that their internal drawings and documentation reflect the A.O. Smith key characteristics.
Page 53

KEY CHARACTERISTIC DEFINITIONS:
Level One: Critical Characteristic:
A Critical Characteristic is a product feature, dimension, or note, which directly affects compliance with government regulations or safe operation of the appliance and therefore requires specific controls from a manufacturing, assembly, packaging/shipping, and quality standpoint.
Critical Characteristics Symbol
CC
Level One Specifications must demonstrate a long-term Process Capability Index (Cpk) of 1.67 or greater.
Level Two: Significant Characteristic:
A Significant Characteristic is a feature, dimension, or note, which establishes a principle fit/function relationship within the assembly or to the appliance’s environment.
Significant Characteristics Symbol
SC
Level Two specifications must demonstrate a long-term Cpk of 1.33 or greater.
Notes:
All dimensions not categorized as a level 1 or level 2 must demonstrate a long-term capability index of 1.0 Cpk Minimum when run at rate using no special considerations.
In cases where the calculation of a Cpk is not possible or appropriate, Quality and/or Engineering may specify an alternative
Page 54

method of determining process capability.
Example: The product is sorted/graded during the manufacturing process and as a result is a subset of the total distribution. In this case a gage R&R study and evaluation of the guard band may be an appropriate alternative.
Process Control:
Suppliers and AOS internal operations shall demonstrate process capability with appropriate statistical sampling methods. Typically, data from a minimum of 30 sequential parts is used to establish the process capability (Cpk). Parts used for Cpk study must be run at rate on production tooling apparatus by production workers, with no special considerations. Cpk data shall be generated for each mold, machining center, fixture, etc. which is used to manufacture AOS parts.
Suppliers and AOS internal operations shall perform periodic verification of process capability and must be able to provide records of these studies upon request.
Process Capability Index (Cpk):
The process capability index, or Cpk, measures a process’s ability to create product within specification limits. This index measure how much “natural variation” (i.e. Process Yield) a process experiences relative to its specification limits.
Cpk Sigma level
(σ) Process yield
Process fallouts (in terms of
DPMO/PPM)
1 3 93.320% 66,800
1.33 4 99.379% 6,200
1.67 5 99.977% 230
2.00 6 99.999% 3.4
Page 55

Note: This chart is based upon the “Motorola” process capability with the 1.5σ process shift which allows for an adverse process drift while still achieving the expected level of yield / DPMO.
Process fallout quantifies how many defects a process produces and is measured by Defects Per Million Opportunities (DPMO) or Parts Per Million (PPM).
A.O. Smith Legacy Parts/Drawings:
Legacy parts and/or engineering drawings will be updated to the key characteristic requirements detailed in this specification as manufacturing or engineering ECR/ECN revisions occur.
Page 56

Supplier Assessment
Page 57

Page 58

Supplier Assessment
A company’s Manufacturing and Quality Systems are the foundation which will determine a supplier’s ability to produce a product with consistency as well as on time. The systems also provide insight as to how the company manages their materials, analyzes issues and translates the information into actions and improvements.
As part of A.O. Smith’s Supplier Quality Program an assessment of the Supplier’s system is conducted for all new suppliers. This is a mandatory step in the Supplier and part approval process. The requirements for approving a supplier vary based upon the product which is to be supplied, but in most every case starts with a Supplier Self-Assessment. The Self-Assessment Survey follows in this section of the manual.
The Self-Assessment provides a baseline view of a supplier’s systems. The overall score is a reference point, however, it is not the single determining factor in the overall supplier assessment and qualification process. Other tools and factors are also utilized in determining the supplier’s capabilities; site audits, trial runs, PAP/PPAP, cost and delivery are also considerations.
The Supplier Assessment and audit methodology is not limited to new suppliers. All suppliers will be reviewed utilizing these tools on a periodic basis. A supplier experiencing inconsistent Quality or continuing Quality issues will also be selected for these processes.
As you complete the survey pay close attention to the stage your system is at versus the level which yields the highest score. Understanding the gap can provide direction for potential continuous improvement activities. Most importantly, insure that your answer reflects where you are at today, not what is planned for the future.
Page 59

SUPPLIER ASSESSMENT - GENERAL
The AOSWPC Commodity Manager will notify affected Suppliers if a Supplier Assessment is required. Supplier Assessments are required for new Suppliers or may be requested to update the status of existing Suppliers. If a Supplier Assessment is requested the Commodity Manager will provide the Supplier with a website and password for completing the questionnaire or instructions for returning this document. AOS-WPC also reserves the right to conduct on-site assessments of the Suppliers quality systems.
COMPLETE SUPPLIER INFORMATION
The Supplier or Lead Auditor (if on-site assessment) completes the Supplier Information (yellow cells) to briefly describe the Supplier to be assessed.
COMPLETE ASSESSMENT RESULTS
The Supplier or Lead Auditor (if on-site assessment) complete the Assessment Results questionnaire by scoring each question. There are 3 levels of system compliance for each question High, Moderate or Low. Each question describes the items required to achieve Low, Moderate or high levels of compliance. Select the actual score from the drop down (yellow cells) menu that best describes the current level of compliance. Insert comments to clarify responses or if information is requested in the question. See the guidelines below:
Que
stio
n
High Level System
Compliance
High Score (+) Select High (+) score if all criteria for High level has been met.
High Score (-)
Select High (-) score if all criteria for Moderate level has been met & and some items in the High level have been achieved.
Moderate Level System
Compliance
Moderate Score (+) Select Moderate (+) score if all criteria for Moderate level has been met.
Moderate Score (-)
Select Moderate (-) score if all criteria for Low level has been met and some items in the Moderate level have been achieved.
System Lacks Development
Low Score
Select Low score if the criteria described for High or Moderate levels of compliance are not achieved.
AOS-WPC ASSESSMENT REVIEW & CORRECTIVE ACTION
Page 60

AOSWPC Quality Assurance will review the results of the Assessment. If action is required to improve the level of system implementation a corrective action request will be generated.
Page 61

SUPPLIER INFORMATION Supplier ID Date Completed Company Name
Assessment Type Supplier Self AOS-WPC ON Site
Street Address City State Zip Code
Type of Business Phone Fax Service Material Union? Contract Expiration Date
Plant Size # Shifts
# Direct Labor # QA
Total Employees
Primary Sales Contact Office Cell e-mail
Quality Contact Name Order Entry Contact Name Plant Manager Name
Office Office Office Cell Cell Cell e-mail e-mail e-mail
List Quality System / Process / Product Certifications or Awards Expiration Date
Supplier Assessment Personnel (Not Listed Above) Name Title e-mail
AOS-WPC Assessment Personnel Commodity Manager Quality Manager
Supplier Assessment Section Possible Score Actual Score
% Score Corrective Action #
In-Process Control 135 0 0% Statistical Analysis & Control 155 0 0% Final Inspection / Packaging & Audit Control 120 0 0% Administrative 85 0 0% Drawing & Change Control 70 0 0% Procurement Control 100 0 0% Incoming Material Control 70 0 0% Nonconforming & Corrective Action Control 95 0 0% Gauge & Test Equipment Control 80 0 0% Continuous Improvement 90 0 0% Assessment Total 1000 0 0%
Quality Review By: Status
Page 62
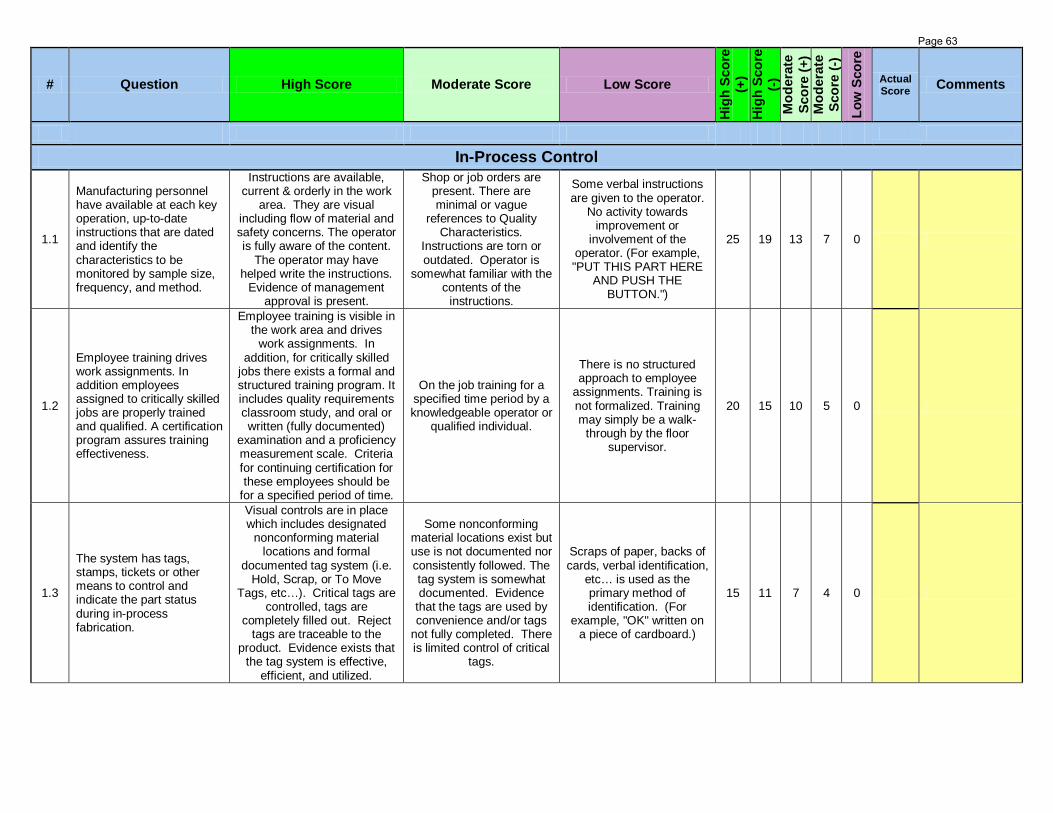
# Question High Score Moderate Score Low Score
Hig
h Sc
ore
(+)
Hig
h Sc
ore
(-)
Mod
erat
e Sc
ore
(+)
Mod
erat
e Sc
ore
(-)
Low
Sco
re
Actual Score Comments
In-Process Control
1.1
Manufacturing personnel have available at each key operation, up-to-date instructions that are dated and identify the characteristics to be monitored by sample size, frequency, and method.
Instructions are available, current & orderly in the work
area. They are visual including flow of material and safety concerns. The operator is fully aware of the content.
The operator may have helped write the instructions.
Evidence of management approval is present.
Shop or job orders are present. There are minimal or vague
references to Quality Characteristics.
Instructions are torn or outdated. Operator is
somewhat familiar with the contents of the
instructions.
Some verbal instructions are given to the operator.
No activity towards improvement or
involvement of the operator. (For example, "PUT THIS PART HERE
AND PUSH THE BUTTON.")
25 19 13 7 0
1.2
Employee training drives work assignments. In addition employees assigned to critically skilled jobs are properly trained and qualified. A certification program assures training effectiveness.
Employee training is visible in the work area and drives
work assignments. In addition, for critically skilled
jobs there exists a formal and structured training program. It includes quality requirements classroom study, and oral or written (fully documented)
examination and a proficiency measurement scale. Criteria for continuing certification for these employees should be
for a specified period of time.
On the job training for a specified time period by a knowledgeable operator or
qualified individual.
There is no structured approach to employee
assignments. Training is not formalized. Training may simply be a walk-
through by the floor supervisor.
20 15 10 5 0
1.3
The system has tags, stamps, tickets or other means to control and indicate the part status during in-process fabrication.
Visual controls are in place which includes designated
nonconforming material locations and formal
documented tag system (i.e. Hold, Scrap, or To Move
Tags, etc…). Critical tags are controlled, tags are
completely filled out. Reject tags are traceable to the
product. Evidence exists that the tag system is effective,
efficient, and utilized.
Some nonconforming material locations exist but use is not documented nor consistently followed. The tag system is somewhat documented. Evidence
that the tags are used by convenience and/or tags
not fully completed. There is limited control of critical
tags.
Scraps of paper, backs of cards, verbal identification,
etc… is used as the primary method of identification. (For
example, "OK" written on a piece of cardboard.)
15 11 7 4 0
Page 63
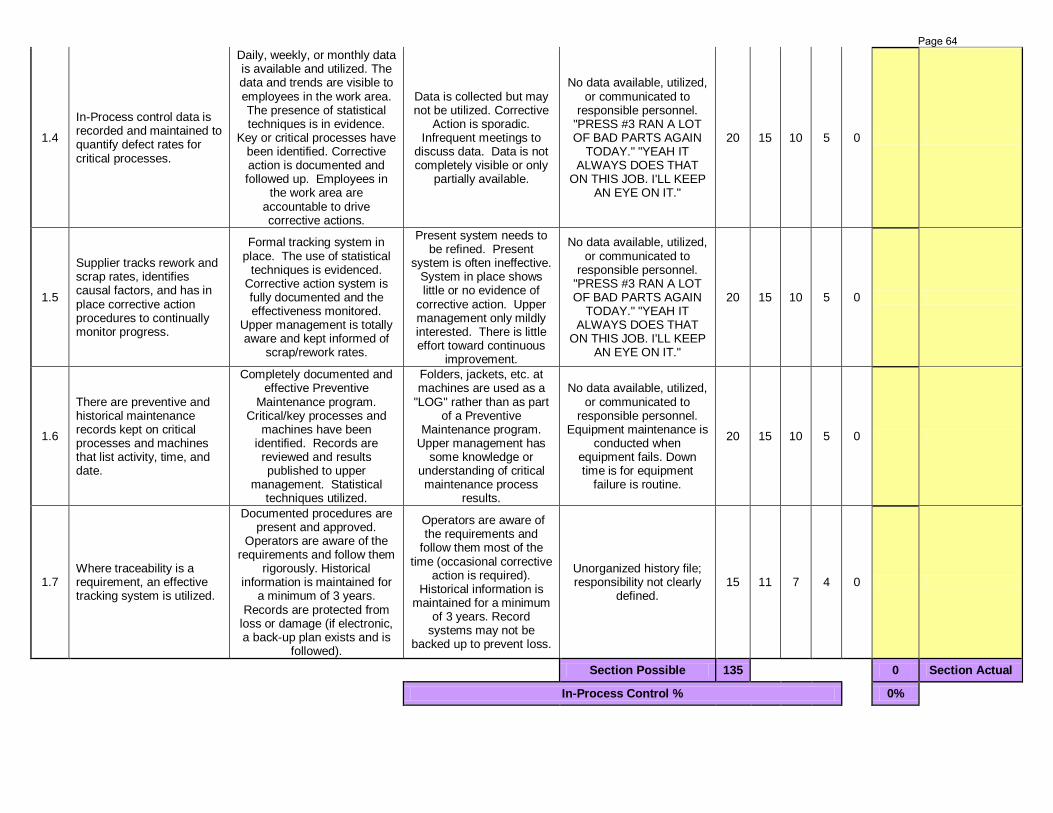
1.4
In-Process control data is recorded and maintained to quantify defect rates for critical processes.
Daily, weekly, or monthly data is available and utilized. The data and trends are visible to employees in the work area. The presence of statistical techniques is in evidence.
Key or critical processes have been identified. Corrective action is documented and followed up. Employees in
the work area are accountable to drive corrective actions.
Data is collected but may not be utilized. Corrective
Action is sporadic. Infrequent meetings to
discuss data. Data is not completely visible or only
partially available.
No data available, utilized, or communicated to
responsible personnel. "PRESS #3 RAN A LOT OF BAD PARTS AGAIN
TODAY." "YEAH IT ALWAYS DOES THAT
ON THIS JOB. I'LL KEEP AN EYE ON IT."
20 15 10 5 0
1.5
Supplier tracks rework and scrap rates, identifies causal factors, and has in place corrective action procedures to continually monitor progress.
Formal tracking system in place. The use of statistical
techniques is evidenced. Corrective action system is fully documented and the effectiveness monitored.
Upper management is totally aware and kept informed of
scrap/rework rates.
Present system needs to be refined. Present
system is often ineffective. System in place shows little or no evidence of
corrective action. Upper management only mildly interested. There is little effort toward continuous
improvement.
No data available, utilized, or communicated to
responsible personnel. "PRESS #3 RAN A LOT OF BAD PARTS AGAIN
TODAY." "YEAH IT ALWAYS DOES THAT
ON THIS JOB. I'LL KEEP AN EYE ON IT."
20 15 10 5 0
1.6
There are preventive and historical maintenance records kept on critical processes and machines that list activity, time, and date.
Completely documented and effective Preventive
Maintenance program. Critical/key processes and
machines have been identified. Records are reviewed and results published to upper
management. Statistical techniques utilized.
Folders, jackets, etc. at machines are used as a
"LOG" rather than as part of a Preventive
Maintenance program. Upper management has
some knowledge or understanding of critical maintenance process
results.
No data available, utilized, or communicated to
responsible personnel. Equipment maintenance is
conducted when equipment fails. Down time is for equipment
failure is routine.
20 15 10 5 0
1.7 Where traceability is a requirement, an effective tracking system is utilized.
Documented procedures are present and approved.
Operators are aware of the requirements and follow them
rigorously. Historical information is maintained for
a minimum of 3 years. Records are protected from
loss or damage (if electronic, a back-up plan exists and is
followed).
Operators are aware of the requirements and
follow them most of the time (occasional corrective
action is required). Historical information is
maintained for a minimum of 3 years. Record
systems may not be backed up to prevent loss.
Unorganized history file; responsibility not clearly
defined. 15 11 7 4 0
Section Possible 135 0 Section Actual
In-Process Control % 0%
Page 64
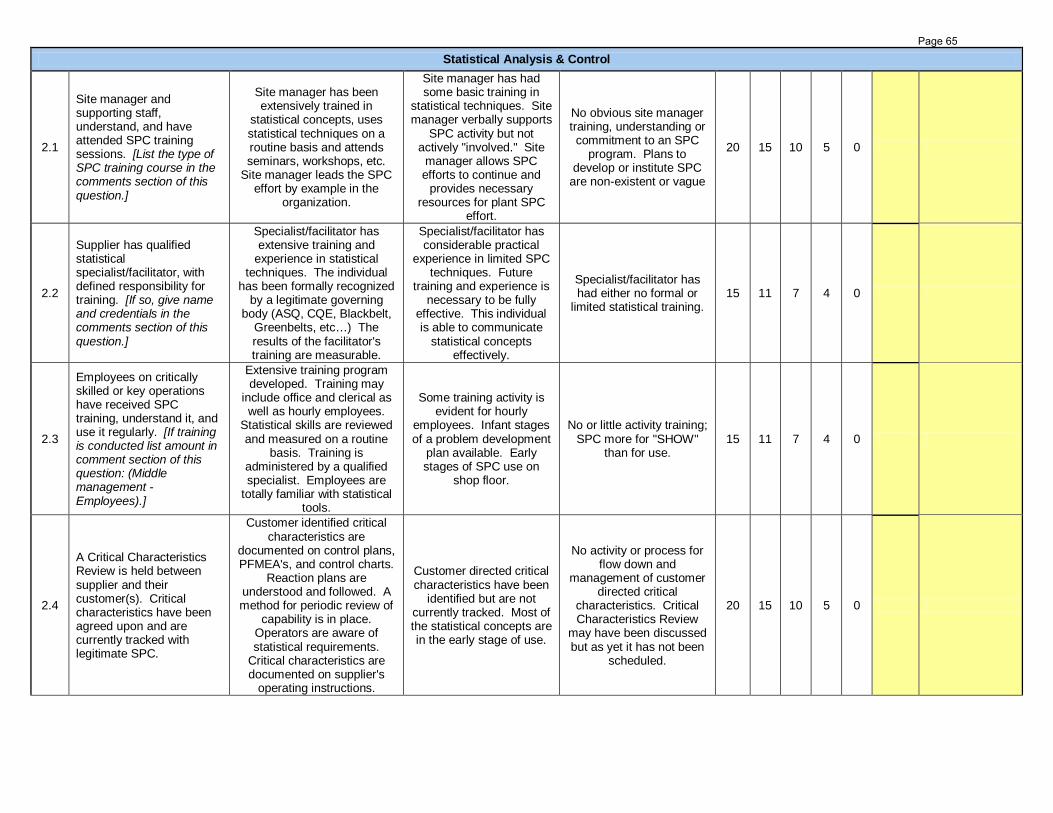
Statistical Analysis & Control
2.1
Site manager and supporting staff, understand, and have attended SPC training sessions. [List the type of SPC training course in the comments section of this question.]
Site manager has been extensively trained in
statistical concepts, uses statistical techniques on a routine basis and attends seminars, workshops, etc.
Site manager leads the SPC effort by example in the
organization.
Site manager has had some basic training in
statistical techniques. Site manager verbally supports
SPC activity but not actively "involved." Site
manager allows SPC efforts to continue and
provides necessary resources for plant SPC
effort.
No obvious site manager training, understanding or commitment to an SPC
program. Plans to develop or institute SPC
are non-existent or vague
20 15 10 5 0
2.2
Supplier has qualified statistical specialist/facilitator, with defined responsibility for training. [If so, give name and credentials in the comments section of this question.]
Specialist/facilitator has extensive training and
experience in statistical techniques. The individual
has been formally recognized by a legitimate governing
body (ASQ, CQE, Blackbelt, Greenbelts, etc…) The results of the facilitator's training are measurable.
Specialist/facilitator has considerable practical
experience in limited SPC techniques. Future
training and experience is necessary to be fully
effective. This individual is able to communicate
statistical concepts effectively.
Specialist/facilitator has had either no formal or
limited statistical training. 15 11 7 4 0
2.3
Employees on critically skilled or key operations have received SPC training, understand it, and use it regularly. [If training is conducted list amount in comment section of this question: (Middle management - Employees).]
Extensive training program developed. Training may
include office and clerical as well as hourly employees.
Statistical skills are reviewed and measured on a routine
basis. Training is administered by a qualified specialist. Employees are
totally familiar with statistical tools.
Some training activity is evident for hourly
employees. Infant stages of a problem development
plan available. Early stages of SPC use on
shop floor.
No or little activity training; SPC more for "SHOW"
than for use. 15 11 7 4 0
2.4
A Critical Characteristics Review is held between supplier and their customer(s). Critical characteristics have been agreed upon and are currently tracked with legitimate SPC.
Customer identified critical characteristics are
documented on control plans, PFMEA's, and control charts.
Reaction plans are understood and followed. A method for periodic review of
capability is in place. Operators are aware of statistical requirements.
Critical characteristics are documented on supplier's
operating instructions.
Customer directed critical characteristics have been
identified but are not currently tracked. Most of the statistical concepts are in the early stage of use.
No activity or process for flow down and
management of customer directed critical
characteristics. Critical Characteristics Review
may have been discussed but as yet it has not been
scheduled.
20 15 10 5 0
Page 65
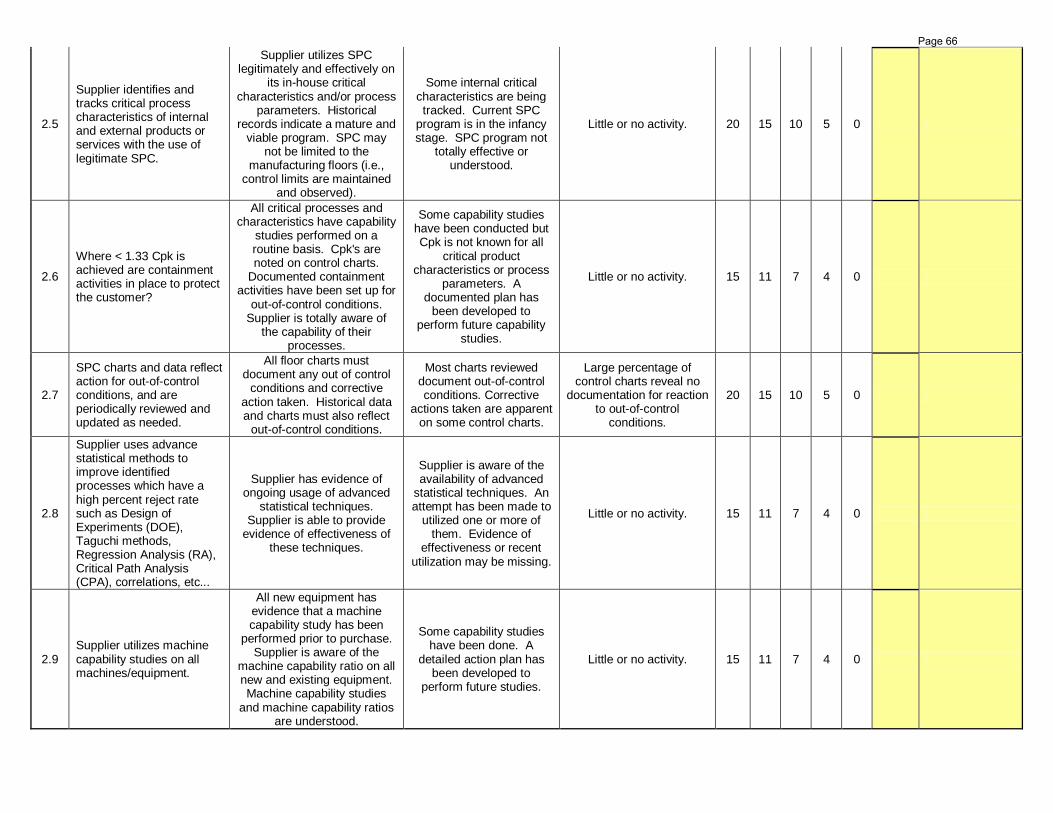
2.5
Supplier identifies and tracks critical process characteristics of internal and external products or services with the use of legitimate SPC.
Supplier utilizes SPC legitimately and effectively on
its in-house critical characteristics and/or process
parameters. Historical records indicate a mature and
viable program. SPC may not be limited to the
manufacturing floors (i.e., control limits are maintained
and observed).
Some internal critical characteristics are being tracked. Current SPC
program is in the infancy stage. SPC program not
totally effective or understood.
Little or no activity. 20 15 10 5 0
2.6
Where < 1.33 Cpk is achieved are containment activities in place to protect the customer?
All critical processes and characteristics have capability
studies performed on a routine basis. Cpk's are noted on control charts.
Documented containment activities have been set up for
out-of-control conditions. Supplier is totally aware of
the capability of their processes.
Some capability studies have been conducted but Cpk is not known for all
critical product characteristics or process
parameters. A documented plan has
been developed to perform future capability
studies.
Little or no activity. 15 11 7 4 0
2.7
SPC charts and data reflect action for out-of-control conditions, and are periodically reviewed and updated as needed.
All floor charts must document any out of control
conditions and corrective action taken. Historical data and charts must also reflect
out-of-control conditions.
Most charts reviewed document out-of-control conditions. Corrective
actions taken are apparent on some control charts.
Large percentage of control charts reveal no
documentation for reaction to out-of-control
conditions.
20 15 10 5 0
2.8
Supplier uses advance statistical methods to improve identified processes which have a high percent reject rate such as Design of Experiments (DOE), Taguchi methods, Regression Analysis (RA), Critical Path Analysis (CPA), correlations, etc...
Supplier has evidence of ongoing usage of advanced
statistical techniques. Supplier is able to provide
evidence of effectiveness of these techniques.
Supplier is aware of the availability of advanced
statistical techniques. An attempt has been made to
utilized one or more of them. Evidence of
effectiveness or recent utilization may be missing.
Little or no activity. 15 11 7 4 0
2.9 Supplier utilizes machine capability studies on all machines/equipment.
All new equipment has evidence that a machine capability study has been
performed prior to purchase. Supplier is aware of the
machine capability ratio on all new and existing equipment. Machine capability studies
and machine capability ratios are understood.
Some capability studies have been done. A
detailed action plan has been developed to
perform future studies.
Little or no activity. 15 11 7 4 0
Page 66
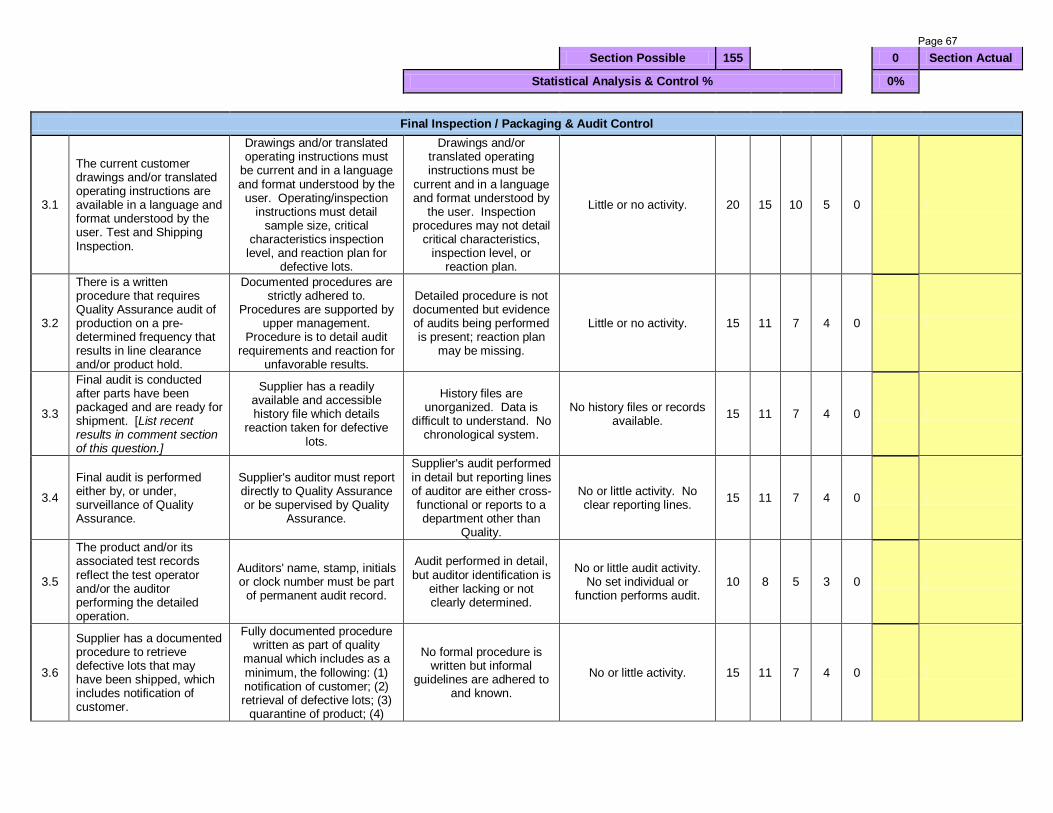
Section Possible 155 0 Section Actual
Statistical Analysis & Control % 0%
Final Inspection / Packaging & Audit Control
3.1
The current customer drawings and/or translated operating instructions are available in a language and format understood by the user. Test and Shipping Inspection.
Drawings and/or translated operating instructions must
be current and in a language and format understood by the user. Operating/inspection
instructions must detail sample size, critical
characteristics inspection level, and reaction plan for
defective lots.
Drawings and/or translated operating instructions must be
current and in a language and format understood by
the user. Inspection procedures may not detail
critical characteristics, inspection level, or
reaction plan.
Little or no activity. 20 15 10 5 0
3.2
There is a written procedure that requires Quality Assurance audit of production on a pre-determined frequency that results in line clearance and/or product hold.
Documented procedures are strictly adhered to.
Procedures are supported by upper management.
Procedure is to detail audit requirements and reaction for
unfavorable results.
Detailed procedure is not documented but evidence of audits being performed is present; reaction plan
may be missing.
Little or no activity. 15 11 7 4 0
3.3
Final audit is conducted after parts have been packaged and are ready for shipment. [List recent results in comment section of this question.]
Supplier has a readily available and accessible history file which details
reaction taken for defective lots.
History files are unorganized. Data is
difficult to understand. No chronological system.
No history files or records available. 15 11 7 4 0
3.4
Final audit is performed either by, or under, surveillance of Quality Assurance.
Supplier's auditor must report directly to Quality Assurance or be supervised by Quality
Assurance.
Supplier's audit performed in detail but reporting lines of auditor are either cross-functional or reports to a department other than
Quality.
No or little activity. No clear reporting lines. 15 11 7 4 0
3.5
The product and/or its associated test records reflect the test operator and/or the auditor performing the detailed operation.
Auditors' name, stamp, initials or clock number must be part
of permanent audit record.
Audit performed in detail, but auditor identification is
either lacking or not clearly determined.
No or little audit activity. No set individual or
function performs audit. 10 8 5 3 0
3.6
Supplier has a documented procedure to retrieve defective lots that may have been shipped, which includes notification of customer.
Fully documented procedure written as part of quality
manual which includes as a minimum, the following: (1) notification of customer; (2) retrieval of defective lots; (3)
quarantine of product; (4)
No formal procedure is written but informal
guidelines are adhered to and known.
No or little activity. 15 11 7 4 0
Page 67

follow-up corrective action.
3.7
Supplier tracks its outgoing quality index and trends, and is aware of its customer's line rejects.
Outgoing quality index published on a routine basis.
Outgoing audit results are visible to all employees. All employees are aware of and
understand the index measurement.
Outgoing quality index may be published infrequently and
informally. Quality Index is not available to all
employees.
No or little activity. 20 15 10 5 0
3.8
Records of audits and shipments are kept for a minimum of three years if a cross-reference is required.
Audit shipment results must be kept for a minimum of 3
years.
Audit shipment results kept, but for less than 3
years. Audit records not retained. 10 8 5 3 0
Section Possible 120 0 Section Actual
Final Inspection / Packaging & Audit Control % 0%
Administrative
4.1
A quality manual/quality plan exists and is supported by top management.
Detailed quality manual exists with a policy statement
signifying top management's support. The quality manual
is endorsed (in writing) by site's top manager.
Quality manual is in the developmental stages and is supported verbally or in
writing by top management.
No plans for a quality manual. No support. No
activity. 15 11 7 4 0
4.2
The quality manual/quality plan has controlled copies that state latest revisions and dates.
Copies of the quality manual/quality plan must be
under both revision and distribution control.
Quality manual is written, but revision records and/or distribution control needs
improvement.
No apparent revision or distribution control.
Quality manual is used more as a sales tool than
a working document.
20 15 10 5 0
4.3 Quality procedures are implemented throughout the manufacturing area.
Detailed examination reveal that all policy and procedures are implemented throughout
the manufacturing area.
Some quality procedures are implemented and
adhered to throughout the manufacturing area;
however, areas of non-compliance are in
evidence.
Little evidence that employees know and/or
adhere to a quality manual/plan.
10 8 5 3 0
Page 68

4.4
Quality-related PFMEA's and control plans include process flow and identify critical characteristics. Controls, including procedure numbers, from the quality plan are available.
Control plans and PFMEA's are developed referencing critical characteristics and
relevant sections of the quality plan.
Process flows are either partially developed, confusing, or are not
definitive. PFMEA's/control plans do
not list all critical characteristic or pertinent
sections of the quality plan.
Process flows are not developed nor are there plans to develop one.
Vague or casual understanding of purpose for documenting process flow and determining risk
and controls for each stage of the process.
10 8 5 3 0
4.5
Quality and production departments have functional relationships CLEARLY defined.
Organizational chart or responsibility matrix is
available with clear reporting separation of quality and
production.
Organizational chart or responsibility matrix is available with either
unclear reporting responsibility of Quality Assurance, or Quality
Assurance reports directly to the Production
Department.
No one knows where the Quality Assurance
Department belongs, nor do they care.
5 4 3 2 0
4.6
Ongoing quality improvements are part of the Plant Manager's objectives.
Plant Manager publishes yearly objectives. These
objectives detail quality plans regarding defect rates, scrap
reduction, etc…
Plant Manager states verbal objectives. Plant Manager demonstrates
obvious support for quality improvement effort
through daily actions and activities.
Verbal support, but no evidence of commitment.
Plant Manager's objectives are vaguely
stated.
10 8 5 3 0
4.7
There are annual cost of quality goals established and monitored on a periodic basis.
The supplier has a structured, organized, and viable cost of
quality program. The program shows positive trends in the areas of
prevention, appraisal, and failure. External and internal failure cost have corrective
action activity associated with them.
The current cost of quality program is either under
development or lacks the effectiveness necessary
for a viable program. Management may be
unaware or unsure as to the importance of such a
program.
No or little evidence of a viable program. 15 11 7 4 0
Section Possible 85 0 Section Actual
Administrative % 0%
Drawing & Change Control
5.1
Adequate and effective controls assure applicable engineering drawings, change notices, and specifications are in use by production and quality at the time and place of
The supplier has a detailed and documented procedure governing drawing control,
change notices, and specification sheets. The
system is audited for effectiveness on a routine
Informal document control. Old prints, etc. may
occasionally remain in the system.
No print control system or procedure in place. 20 15 10 5 0
Page 69

operation. basis.
5.2
The system prevents the use of marked-up, obsolete, or illegible drawings or specifications.
There is evidence that a procedure exists to prevent
the use of marked-up, obsolete, drawings, etc… There is evidence that the system is effective and that
controls have been established to monitor that
effectiveness.
There is partial control of marked-up and obsolete
drawings. There is evidence that a drawing control system is either
under development or the current system is being
upgraded.
Little or no evidence of any control. 10 8 5 3 0
5.3
The revisions to drawings, specifications, and procedures are recorded so as to maintain a history file, and the department responsible for this activity is identified.
The history file exists. Formal documentation procedure
governing file retention including revision
responsibility is to be reviewed.
Responsible department not identified. History file incomplete. Drawings are inadequately controlled.
Unorganized history file; responsibility not defined. 10 8 5 3 0
5.4
There exists a formal process for submitting change requests to customers for keeping processes current with their requirements.
There exists a formal, documented procedure and method to alert the customer of significant process/design change which may alter form,
fit, or function.
Informal procedure. No formal change request
system. Little or no activity. 10 8 5 3 0
5.5
A Part Production Approval Process (PPAP) is used to manage changes through all phases of implementation into manufacturing.
A documented procedure exist with responsibilities
clearly defined for implementing changes to the
manufacturing process. Historical records exist to show that the process is
followed. A log is maintained to track status of implementation.
Procedures may lack clarity but a process is
used to implement changes into
manufacturing. Employees with functional responsibility understand how new processes and products are qualified.
Unorganized history file; responsibility not defined. 10 8 5 3 0
5.6
Drawing and change control are integrated into a continuous improvement philosophy. When new products are introduced or existing products changed historical data is reviewed to incorporate lessons learned.
Data from field and internal failures is analyzed and new designs and changes attempt
to reduce the occurrence. PFMEA's are living
documents and are updated when the design or process
changes.
Data analysis of field and internal failures is
informal. Examples of changes to improve quality can be given.
There is no formal system to evaluate how the
change may reduce or increase the risk of a
defect.
Drawing and change control is not linked to
other business processes. 10 8 5 3 0
Page 70
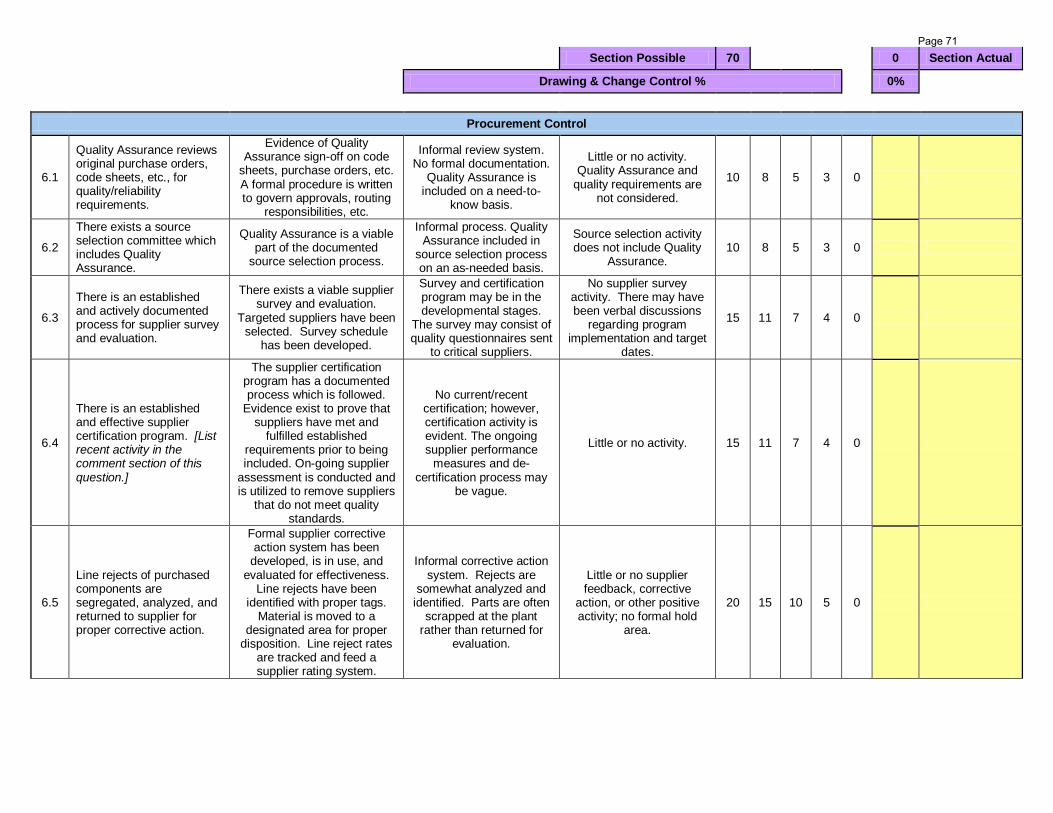
Section Possible 70 0 Section Actual
Drawing & Change Control % 0%
Procurement Control
6.1
Quality Assurance reviews original purchase orders, code sheets, etc., for quality/reliability requirements.
Evidence of Quality Assurance sign-off on code
sheets, purchase orders, etc. A formal procedure is written to govern approvals, routing
responsibilities, etc.
Informal review system. No formal documentation.
Quality Assurance is included on a need-to-
know basis.
Little or no activity. Quality Assurance and
quality requirements are not considered.
10 8 5 3 0
6.2
There exists a source selection committee which includes Quality Assurance.
Quality Assurance is a viable part of the documented
source selection process.
Informal process. Quality Assurance included in
source selection process on an as-needed basis.
Source selection activity does not include Quality
Assurance. 10 8 5 3 0
6.3
There is an established and actively documented process for supplier survey and evaluation.
There exists a viable supplier survey and evaluation.
Targeted suppliers have been selected. Survey schedule
has been developed.
Survey and certification program may be in the developmental stages.
The survey may consist of quality questionnaires sent
to critical suppliers.
No supplier survey activity. There may have been verbal discussions
regarding program implementation and target
dates.
15 11 7 4 0
6.4
There is an established and effective supplier certification program. [List recent activity in the comment section of this question.]
The supplier certification program has a documented process which is followed.
Evidence exist to prove that suppliers have met and
fulfilled established requirements prior to being included. On-going supplier
assessment is conducted and is utilized to remove suppliers
that do not meet quality standards.
No current/recent certification; however, certification activity is evident. The ongoing supplier performance
measures and de-certification process may
be vague.
Little or no activity. 15 11 7 4 0
6.5
Line rejects of purchased components are segregated, analyzed, and returned to supplier for proper corrective action.
Formal supplier corrective action system has been
developed, is in use, and evaluated for effectiveness.
Line rejects have been identified with proper tags.
Material is moved to a designated area for proper
disposition. Line reject rates are tracked and feed a supplier rating system.
Informal corrective action system. Rejects are
somewhat analyzed and identified. Parts are often
scrapped at the plant rather than returned for
evaluation.
Little or no supplier feedback, corrective
action, or other positive activity; no formal hold
area.
20 15 10 5 0
Page 71
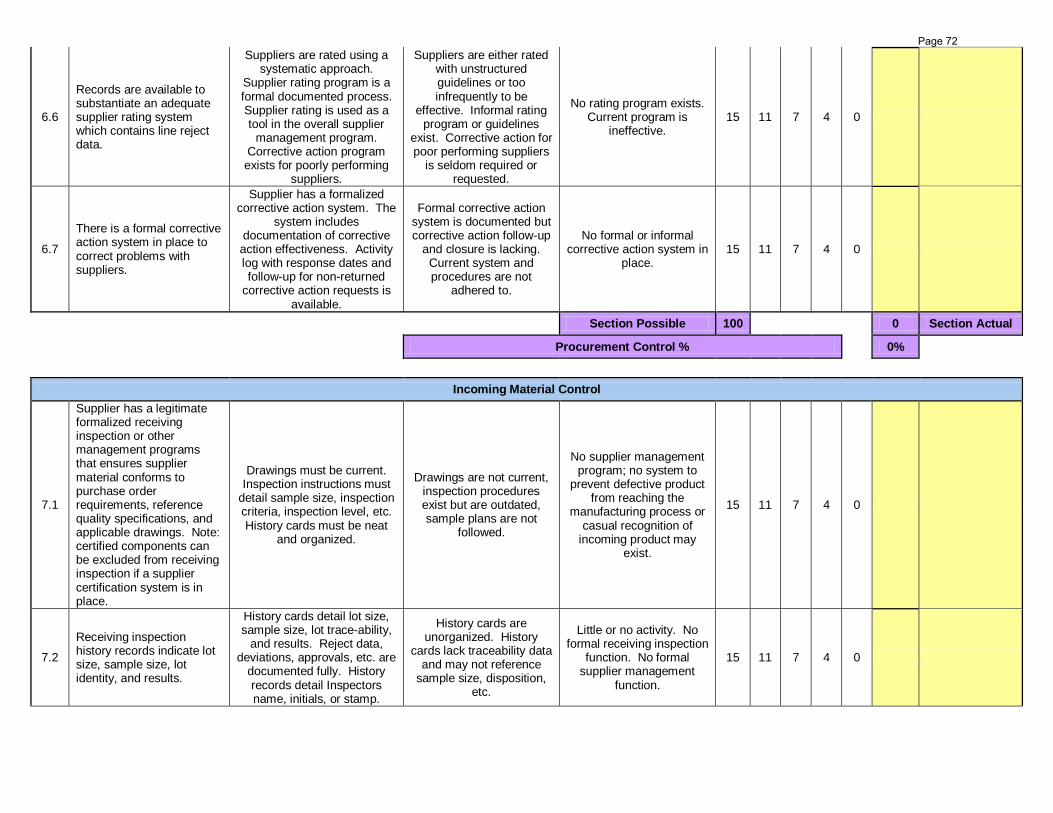
6.6
Records are available to substantiate an adequate supplier rating system which contains line reject data.
Suppliers are rated using a systematic approach.
Supplier rating program is a formal documented process. Supplier rating is used as a tool in the overall supplier
management program. Corrective action program exists for poorly performing
suppliers.
Suppliers are either rated with unstructured guidelines or too infrequently to be
effective. Informal rating program or guidelines
exist. Corrective action for poor performing suppliers
is seldom required or requested.
No rating program exists. Current program is
ineffective. 15 11 7 4 0
6.7
There is a formal corrective action system in place to correct problems with suppliers.
Supplier has a formalized corrective action system. The
system includes documentation of corrective action effectiveness. Activity log with response dates and follow-up for non-returned
corrective action requests is available.
Formal corrective action system is documented but corrective action follow-up
and closure is lacking. Current system and procedures are not
adhered to.
No formal or informal corrective action system in
place. 15 11 7 4 0
Section Possible 100 0 Section Actual
Procurement Control % 0%
Incoming Material Control
7.1
Supplier has a legitimate formalized receiving inspection or other management programs that ensures supplier material conforms to purchase order requirements, reference quality specifications, and applicable drawings. Note: certified components can be excluded from receiving inspection if a supplier certification system is in place.
Drawings must be current. Inspection instructions must
detail sample size, inspection criteria, inspection level, etc. History cards must be neat
and organized.
Drawings are not current, inspection procedures exist but are outdated, sample plans are not
followed.
No supplier management program; no system to
prevent defective product from reaching the
manufacturing process or casual recognition of
incoming product may exist.
15 11 7 4 0
7.2
Receiving inspection history records indicate lot size, sample size, lot identity, and results.
History cards detail lot size, sample size, lot trace-ability,
and results. Reject data, deviations, approvals, etc. are
documented fully. History records detail Inspectors name, initials, or stamp.
History cards are unorganized. History
cards lack traceability data and may not reference
sample size, disposition, etc.
Little or no activity. No formal receiving inspection
function. No formal supplier management
function.
15 11 7 4 0
Page 72
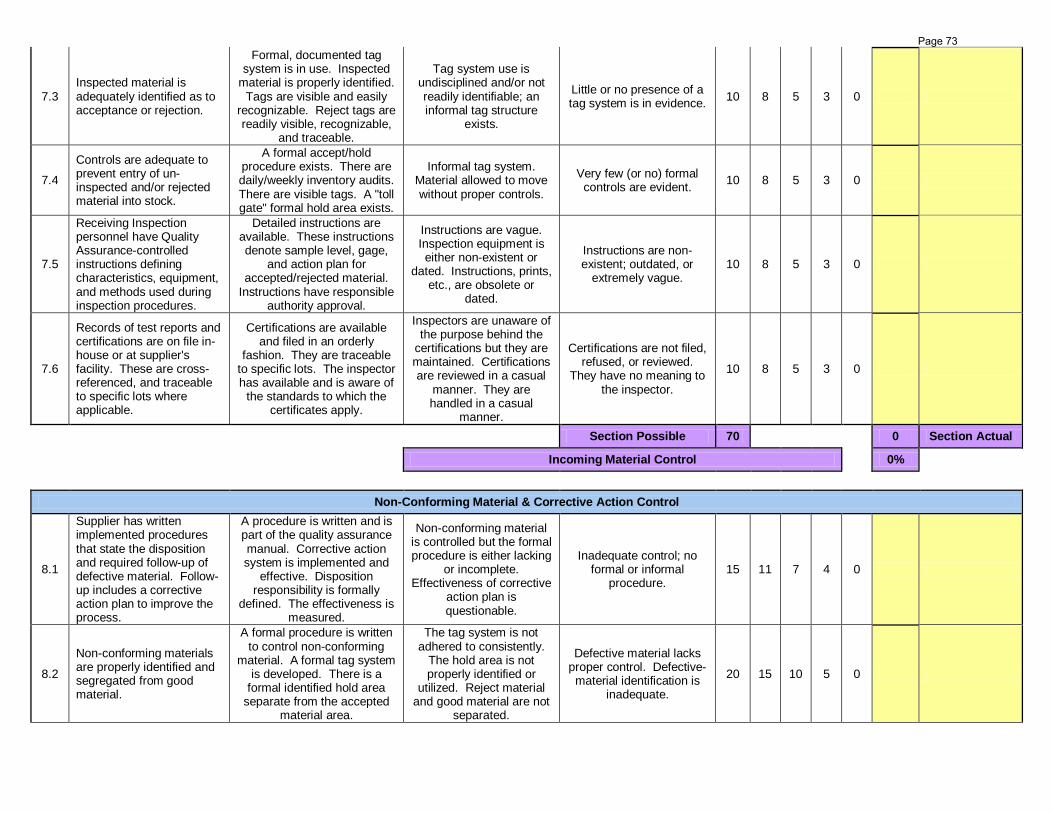
7.3 Inspected material is adequately identified as to acceptance or rejection.
Formal, documented tag system is in use. Inspected
material is properly identified. Tags are visible and easily
recognizable. Reject tags are readily visible, recognizable,
and traceable.
Tag system use is undisciplined and/or not readily identifiable; an informal tag structure
exists.
Little or no presence of a tag system is in evidence. 10 8 5 3 0
7.4
Controls are adequate to prevent entry of un-inspected and/or rejected material into stock.
A formal accept/hold procedure exists. There are daily/weekly inventory audits. There are visible tags. A "toll gate" formal hold area exists.
Informal tag system. Material allowed to move without proper controls.
Very few (or no) formal controls are evident. 10 8 5 3 0
7.5
Receiving Inspection personnel have Quality Assurance-controlled instructions defining characteristics, equipment, and methods used during inspection procedures.
Detailed instructions are available. These instructions denote sample level, gage,
and action plan for accepted/rejected material.
Instructions have responsible authority approval.
Instructions are vague. Inspection equipment is either non-existent or
dated. Instructions, prints, etc., are obsolete or
dated.
Instructions are non-existent; outdated, or
extremely vague. 10 8 5 3 0
7.6
Records of test reports and certifications are on file in-house or at supplier's facility. These are cross-referenced, and traceable to specific lots where applicable.
Certifications are available and filed in an orderly
fashion. They are traceable to specific lots. The inspector has available and is aware of
the standards to which the certificates apply.
Inspectors are unaware of the purpose behind the
certifications but they are maintained. Certifications are reviewed in a casual
manner. They are handled in a casual
manner.
Certifications are not filed, refused, or reviewed.
They have no meaning to the inspector.
10 8 5 3 0
Section Possible 70 0 Section Actual
Incoming Material Control 0%
Non-Conforming Material & Corrective Action Control
8.1
Supplier has written implemented procedures that state the disposition and required follow-up of defective material. Follow-up includes a corrective action plan to improve the process.
A procedure is written and is part of the quality assurance manual. Corrective action system is implemented and
effective. Disposition responsibility is formally
defined. The effectiveness is measured.
Non-conforming material is controlled but the formal procedure is either lacking
or incomplete. Effectiveness of corrective
action plan is questionable.
Inadequate control; no formal or informal
procedure. 15 11 7 4 0
8.2
Non-conforming materials are properly identified and segregated from good material.
A formal procedure is written to control non-conforming
material. A formal tag system is developed. There is a
formal identified hold area separate from the accepted
material area.
The tag system is not adhered to consistently.
The hold area is not properly identified or
utilized. Reject material and good material are not
separated.
Defective material lacks proper control. Defective-material identification is
inadequate.
20 15 10 5 0
Page 73

8.3
There are written procedures and forms for documenting deviations and/or substitutions that must be signed off by defined functions of the organization including quality assurance.
A documented deviation procedure is in place and
adhered to. Responsibility for approval includes quality
assurance. Evidence exists verifying that it is followed.
There is a standardized format and historical records are maintained for 3 years
minimum.
Loosely documented procedure. Vaguely documented sign-off
authority. Inadequate historical records. Limited
input from MRB.
Little or no activity on a documented procedure.
Little or no deviation format or form.
15 11 7 4 0
8.4
There is a Material Review Board (MRB) that routinely meets to make disposition on non-conforming material.
Formal, documented MRB is established which meets on a routine basis. The minutes are professionally kept with structured corrective action
plan responsibility. Feedback measurement system is established to ensure
effectiveness.
Informal system. Vague, unorganized reporting,
minutes, or lines of communications. The structure does exist, however. Corrective action system may be
either formal or informal.
No or ineffective material review board. 15 11 7 4 0
8.5 Management reviews and acts on repetitious discrepancies
Supplier must produce concrete examples on "wins"
as well as action plans for those that are not easily
attainable. Pareto analysis, trends analysis, and other scientific data will support
"score".
Generalized statements with vague data. Little
firm or concrete evidence of success or failures.
No activity, no evidence of previous activity. Very little understanding of
repetitious discrepancies.
10 8 5 3 0
8.6
Non-conforming finished products are re-tested, or re-inspected with normal in-line equipment after rework/repair.
A formal procedure is written and followed. This procedure
ensures that rejected material/product is properly tagged, repaired, analyzed
and returned to the test equipment which initially
rejected it.
The repaired product is sent to final pack after the repair test. Final product is sent to final pack after testing on a different test
stand than originally rejected
Little or no evidence that such a repair/re-test
system exists. 10 8 5 3 0
8.7
Non-conforming material trends are understood and root cause analysis drives system improvements.
Root cause analysis is conducted on failures that
occur at a customer's location and on internal issues. The analysis is data driven. Root
causes are identified and elimination is documented through a rigorous 8D or similar system. Historical information is available to
verify the system is actively used and management is aware of its importance to
drive defect reduction.
Reduction of nonconforming material
causes are informal. Employees with functional responsibility are aware of
customer and internal defect levels. There is
evidence that root cause analysis has been conducted. The
procedures may lack clarity.
Trends for nonconforming material are not known.
Reduction in defect levels is vague and root cause analysis is not practiced
10 8 5 3 0
Page 74

Section Possible 95 0 Section Actual
Nonconforming Material & Corrective Action Control 0%
Gage & Test Equipment Control
9.1
Historical records indicate that gauging and test equipment are re-certified or recalibrated at regular intervals.
There is a formal quality assurance procedure
governing the gage and test equipment recall system. There is evidence that the
recall system is effective and properly documented.
Historical records indicate entire history of gage/test
equipment, including traceability to NIST is
available.
Historical records are incomplete, contradictory,
or cumbersome. Little effective information
available. Calibration intervals vary or are not
fully documented.
Little or no evidence of a gage or test equipment
history. No formal calibration effort.
20 15 10 5 0
9.2
Gages and test equipment which are out of calibration/certification are segregated, and controlled to preclude their use.
The supplier has a formal, structured containment
program for newly purchased or damaged gages. The
system should dictate that all gages are qualified prior to use. Damaged gages in
need of repair are formally tagged, identified, and
isolated from the devices in use.
Containment or isolation program may not be formalized. Current
controls meet very few of the above criteria.
Historical records are lacking or incomplete.
Little or no formal gage segregation program. Historical records are
questionable at best. New gages are issued without
qualification.
10 8 5 3 0
9.3
Gages and test equipment have stickers affixed, or equivalent method, indicating last date calibrated, and due date of recalibration.
There is a specific person/group responsible for
gage calibration. The operator is aware when
his/her gage or equipment is due for calibration. Affixed stickers or other means of
recall identification is legible. The gage recall system is
formally documented.
Calibration stickers, tags or etchings are illegible
and difficult to read. The operator is not aware of when a gage is due for
recalibration. The system does not totally provide for effective recall of gauging
and test equipment.
No recall system is in evidence. Stickers, etc., are either non-existent or
inaccurate.
15 11 7 4 0
9.4
Gages and test equipment are calibrated against measuring standards traceable to the National Institute of Standards and Technology (NIST) and certified documents are kept on file.
There is a documented system governing the control
and recall of all standards/masters, which is current and up-to-date. All
policy statements and practices regarding
measuring standards are adhered to.
Some standards are out of calibration. Informal time
table or procedure established as to
frequency of calibration of standards. Traceability
sheets are either misplaced or torn.
No standards are available. Those
standards which are available are not traceable
to the NIST.
15 11 7 4 0
Page 75

9.5
New, reworked, and modified tools, gages, and test equipment are qualified prior to use.
Formal procedures, historical records, and practices dictate that all new, reworked gages
are qualified prior to use. Purchase orders require all new and reworked gages be forwarded to gage crib for
calibration. Historical records indicate that gages are
calibrated prior to introduction into the system.
New, reworked gages are qualified prior to use in
some cases. There is no formal policy governing
these gages. Gages are qualified "as needed."
Sporadic historical documents govern new and reworked gages.
Little or no activity in this area. 10 8 5 3 0
9.6
Repeatability/reproducibility studies are performed periodically on gages and test equipment.
Repeatability/reproducibility studies are a valid and are a
real part of the supplier's gage and calibration system. Established and documented procedures are adhered to.
Action and corrective action is taken on all out-of-control
conditions.
Gage repeatability/reproducibility
studies are done irregularly. No set pattern
for completion. Either vague or absent
procedures established. Little or no action for out-
of-control conditions.
Supplier has never done nor plans to do gage
repeatability/reproducibility studies. Little effort
demonstrated toward this area.
10 8 5 3 0
Section Possible 80 0 Section Total
Gage & Test Equipment Control % 0%
Continuous Improvement
10.1
Supplier is aware of, and has written, practices for corrective action in place to address customer field failure returns caused by the supplier's processes. [List the Field failure rate last 12 months in the comments section of this question.]
The supplier must have a complete, documented,
written practice dictating the supplier's commitment to, and responsibility toward, end-use
customers. This policy document should detail such items as field epidemics and corrective action plans for
certain situations.
Strong verbal support emphasized by past
practice during a customer field problem. There is a
general knowledge of field reject rate. Technical support offered and
promised but not documented. Vague documented policy.
Little or no activity. Generalized statements - "WE PLAN TO DO IT."
25 18 13 7 0
10.2
The supplier has an ongoing and measurable component reliability program/process where applicable.
There is documented evidence that the
performance/reliability test is on a continuing basis.
Results are used as an indicator for continuous
process and quality improvement.
Some reliability activity is in evidence; there is little
documentation or published results.
Little or no evidence of a viable program. 15 11 7 4 0
Page 76
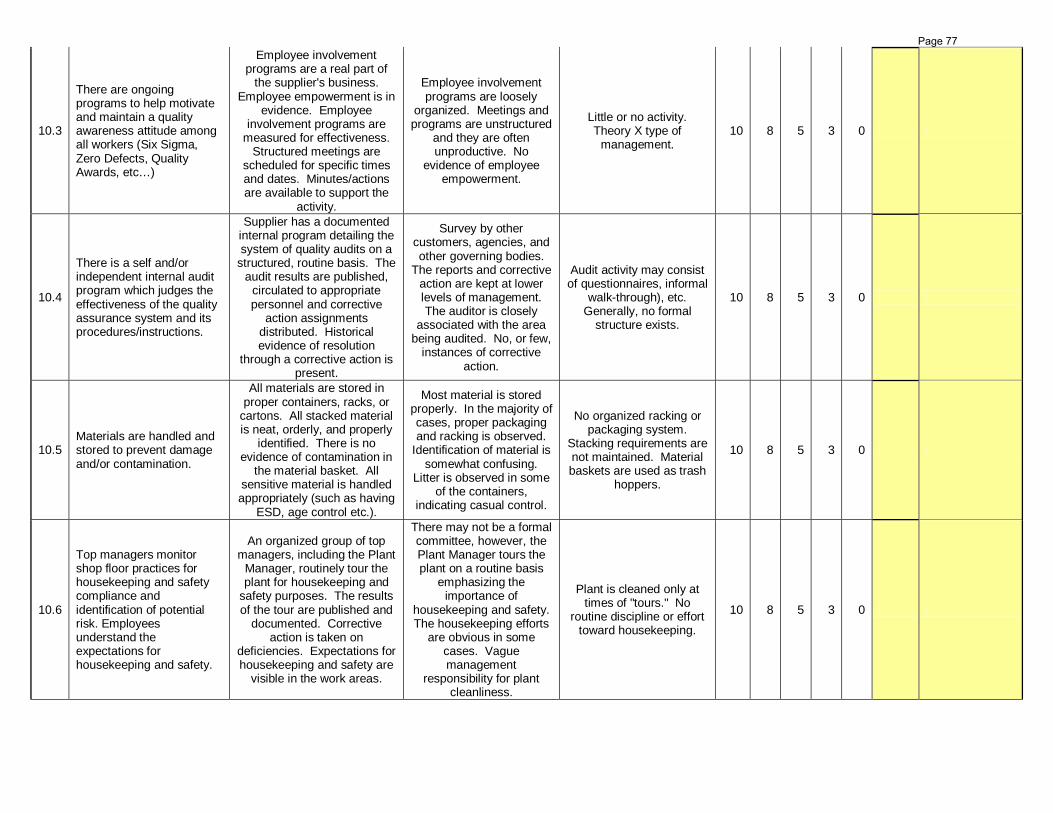
10.3
There are ongoing programs to help motivate and maintain a quality awareness attitude among all workers (Six Sigma, Zero Defects, Quality Awards, etc…)
Employee involvement programs are a real part of
the supplier's business. Employee empowerment is in
evidence. Employee involvement programs are
measured for effectiveness. Structured meetings are
scheduled for specific times and dates. Minutes/actions are available to support the
activity.
Employee involvement programs are loosely
organized. Meetings and programs are unstructured
and they are often unproductive. No
evidence of employee empowerment.
Little or no activity. Theory X type of
management. 10 8 5 3 0
10.4
There is a self and/or independent internal audit program which judges the effectiveness of the quality assurance system and its procedures/instructions.
Supplier has a documented internal program detailing the system of quality audits on a
structured, routine basis. The audit results are published,
circulated to appropriate personnel and corrective
action assignments distributed. Historical evidence of resolution
through a corrective action is present.
Survey by other customers, agencies, and other governing bodies.
The reports and corrective action are kept at lower levels of management. The auditor is closely
associated with the area being audited. No, or few,
instances of corrective action.
Audit activity may consist of questionnaires, informal
walk-through), etc. Generally, no formal
structure exists.
10 8 5 3 0
10.5 Materials are handled and stored to prevent damage and/or contamination.
All materials are stored in proper containers, racks, or
cartons. All stacked material is neat, orderly, and properly
identified. There is no evidence of contamination in
the material basket. All sensitive material is handled appropriately (such as having
ESD, age control etc.).
Most material is stored properly. In the majority of cases, proper packaging and racking is observed.
Identification of material is somewhat confusing.
Litter is observed in some of the containers,
indicating casual control.
No organized racking or packaging system.
Stacking requirements are not maintained. Material baskets are used as trash
hoppers.
10 8 5 3 0
10.6
Top managers monitor shop floor practices for housekeeping and safety compliance and identification of potential risk. Employees understand the expectations for housekeeping and safety.
An organized group of top managers, including the Plant
Manager, routinely tour the plant for housekeeping and
safety purposes. The results of the tour are published and
documented. Corrective action is taken on
deficiencies. Expectations for housekeeping and safety are
visible in the work areas.
There may not be a formal committee, however, the Plant Manager tours the plant on a routine basis
emphasizing the importance of
housekeeping and safety. The housekeeping efforts
are obvious in some cases. Vague management
responsibility for plant cleanliness.
Plant is cleaned only at times of "tours." No
routine discipline or effort toward housekeeping.
10 8 5 3 0
Page 77
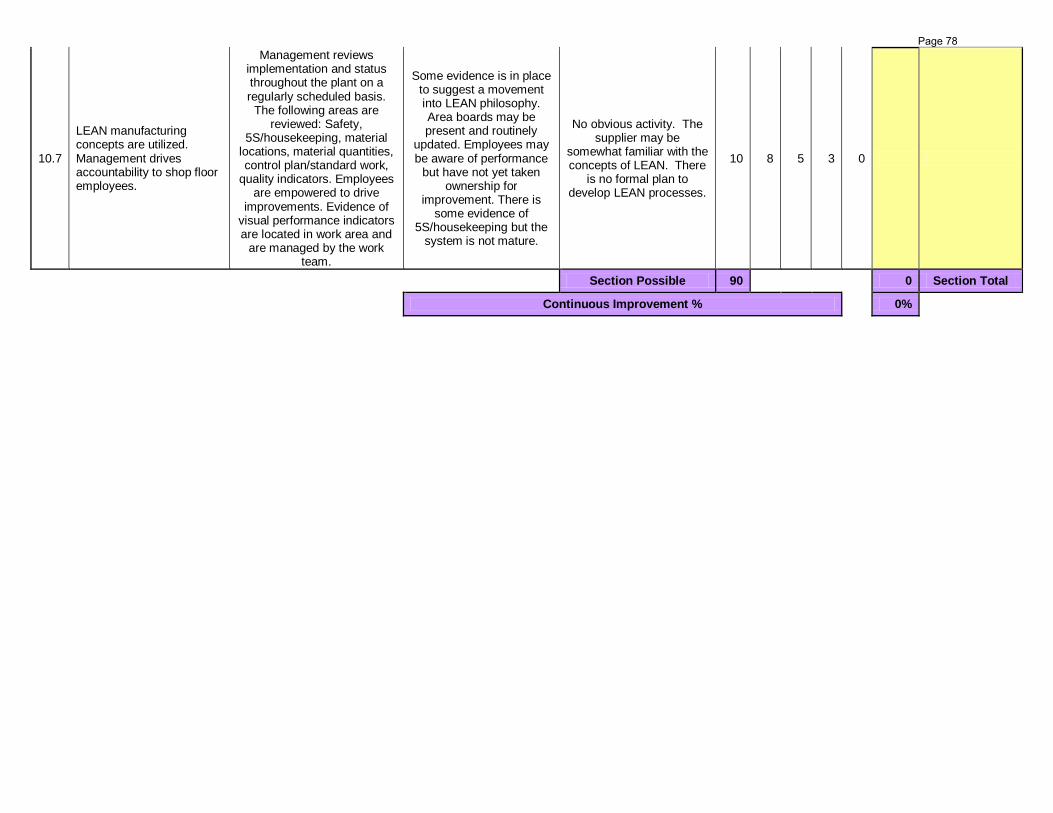
10.7
LEAN manufacturing concepts are utilized. Management drives accountability to shop floor employees.
Management reviews implementation and status throughout the plant on a regularly scheduled basis.
The following areas are reviewed: Safety,
5S/housekeeping, material locations, material quantities, control plan/standard work,
quality indicators. Employees are empowered to drive
improvements. Evidence of visual performance indicators are located in work area and
are managed by the work team.
Some evidence is in place to suggest a movement into LEAN philosophy. Area boards may be present and routinely
updated. Employees may be aware of performance
but have not yet taken ownership for
improvement. There is some evidence of
5S/housekeeping but the system is not mature.
No obvious activity. The supplier may be
somewhat familiar with the concepts of LEAN. There
is no formal plan to develop LEAN processes.
10 8 5 3 0
Section Possible 90 0 Section Total
Continuous Improvement % 0%
Page 78

0
20
40
60
80
100
120
140
160In-Process Control
Statistical Analysis & Control
Final Inspection / Packaging & Audit Control
Administrative
Drawing & Change Control
Procurement Control
Incoming Material Control
Nonconforming & Corrective Action Control
Gauge & Test Equipment Control
Continuous Improvement
Supplier Assessment Results
Possible Score Actual Score
Page 79


Part Assessment Process
(PAP)
Page 81

Page 82
Part Assessment Process (PAP)
Every material and component which A.O. Smith utilizes in our products goes through a rigorous evaluation. The level of evaluation is dependent upon the type of material/component and the function of the material/component in the A.O. Smith product. An evaluation can consist of as little as a use test all the way up to certification to regulatory standards with extensive life and reliability testing.
The method used to determine the level and extent of evaluation by A.O. Smith is defined by our Part Assessment Process (PAP). The process assures that the materials/components selected by A.O. Smith meet the physical specifications, but also meet and exceed the Quality, Reliability and performance requirements.
The PAP process specification is available on the A.O. Smith Procurement and Supplier Quality Portal: www.hotwater.com/procurement-and-supplier-quality.
The PAP process is a comprehensive evaluation of the material/component. Appendixes A – C outline the specific details. Accordingly a number of other A.O. Smith procedures and processes are part of the PAP. They include:
• AOS-WPC-001 Supplier Requirements Manual• AOS-WPC-003 Corrective Action Request• AOS-WPC-005 Supplier PPAP Checklist and Submission Warrant• AOS-WPC-006 Supplier PPAP Instructions• AOS-WPC-007 Waiver Request• AOS-WPC- PAP Log• AIAG Production Part Approval Process• Local Plant Production Trial Run Procedure• Supplier Quality Reference Book• Appendix A: Part Assessment Decision Level Matrix• Appendix B: Part Assessment Requirements to Approve Part/Material• Appendix C: Part Assessment Checklist
The PAP specification provides specific definitions regarding the types of changes which require evaluation. In general the requirements are related to the commodity category of the material/component.
The PAP process is generally triggered by the following events:
• New part.• Revised part.• New supplier• Supplier manufacturing site change.• New tooling change / major refurbishment.• The supplier makes a significant process / material / equipment or factory change.• A change of sub-suppliers of critical components.• A part has not been used for 2 years.
Page 83

The A.O. Smith PAP procedure has 5 potential levels of evaluation. Many of these levels include “traditional” PPAP requirements. The level is determined by the A.O. Smith Quality Engineering Group and is guided by the Part Assessment Process Level Decision Matrix in Appendix A.:
• Process Level 1: Full evaluation (Equivalent to a Level 3 PPAP performed in 3 phases)• Process Level 2:Two phase evaluation (Equivalent to a Level 2 PPAP):• Process Level 3: First article acceptance• Process Level 4: Supplier Warrant (PPAP Level 4)• Process Level 5: No requirement
As the PAP process is triggered by an event which represents a change, the process is generally initiated through the A.O. Smith ECN process. For changes initiated by the supplier the process is triggered by the supplier providing a Change Notification Request.
Page 84
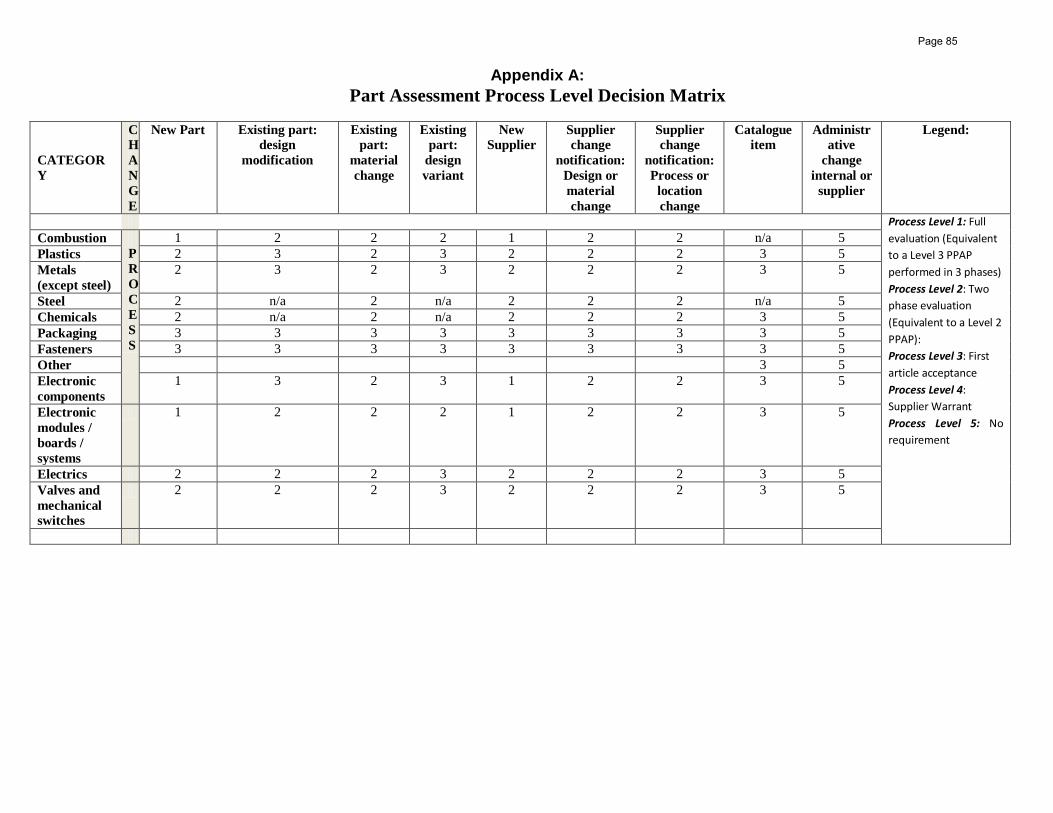
Appendix A: Part Assessment Process Level Decision Matrix
CATEGORY
CHANGE
New Part Existing part: design
modification
Existing part:
material change
Existing part:
design variant
New Supplier
Supplier change
notification: Design or material change
Supplier change
notification: Process or
location change
Catalogue item
Administrative
change internal or
supplier
Legend:
Process Level 1: Full evaluation (Equivalent to a Level 3 PPAP performed in 3 phases) Process Level 2: Two phase evaluation (Equivalent to a Level 2 PPAP): Process Level 3: First article acceptance Process Level 4: Supplier Warrant Process Level 5: No requirement
Combustion PROCESS
1 2 2 2 1 2 2 n/a 5 Plastics 2 3 2 3 2 2 2 3 5 Metals (except steel)
2 3 2 3 2 2 2 3 5
Steel 2 n/a 2 n/a 2 2 2 n/a 5 Chemicals 2 n/a 2 n/a 2 2 2 3 5 Packaging 3 3 3 3 3 3 3 3 5 Fasteners 3 3 3 3 3 3 3 3 5 Other 3 5 Electronic components
1 3 2 3 1 2 2 3 5
Electronic modules / boards / systems
1 2 2 2 1 2 2 3 5
Electrics 2 2 2 3 2 2 2 3 5 Valves and mechanical switches
2 2 2 3 2 2 2 3 5
Page 85
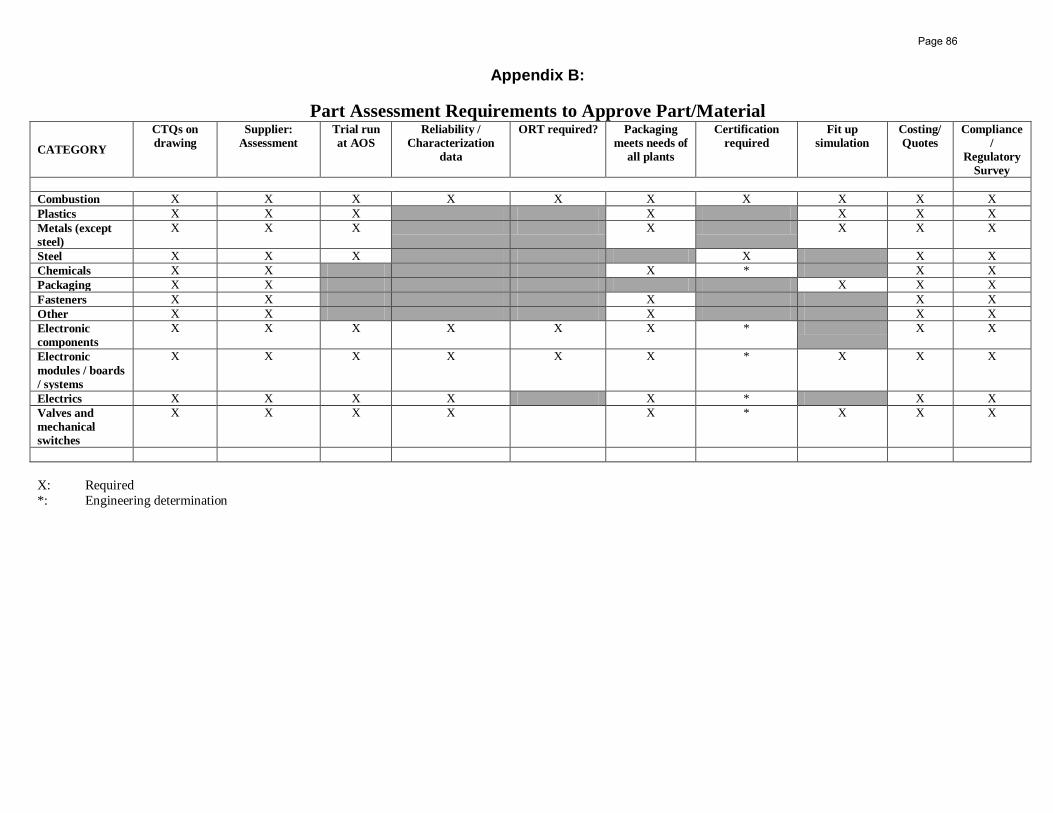
Appendix B:
Part Assessment Requirements to Approve Part/Material
CATEGORY
CTQs on drawing
Supplier: Assessment
Trial run at AOS
Reliability / Characterization
data
ORT required? Packaging meets needs of
all plants
Certification required
Fit up simulation
Costing/ Quotes
Compliance/
Regulatory Survey
Combustion X X X X X X X X X X Plastics X X X X X X X Metals (except steel)
X X X X X X X
Steel X X X X X X Chemicals X X X * X X Packaging X X X X X Fasteners X X X X X Other X X X X X Electronic components
X X X X X X * X X
Electronic modules / boards / systems
X X X X X X * X X X
Electrics X X X X X * X X Valves and mechanical switches
X X X X X * X X X
X: Required *: Engineering determination
Page 86

PPAP Requirements
Page 87

Page 88
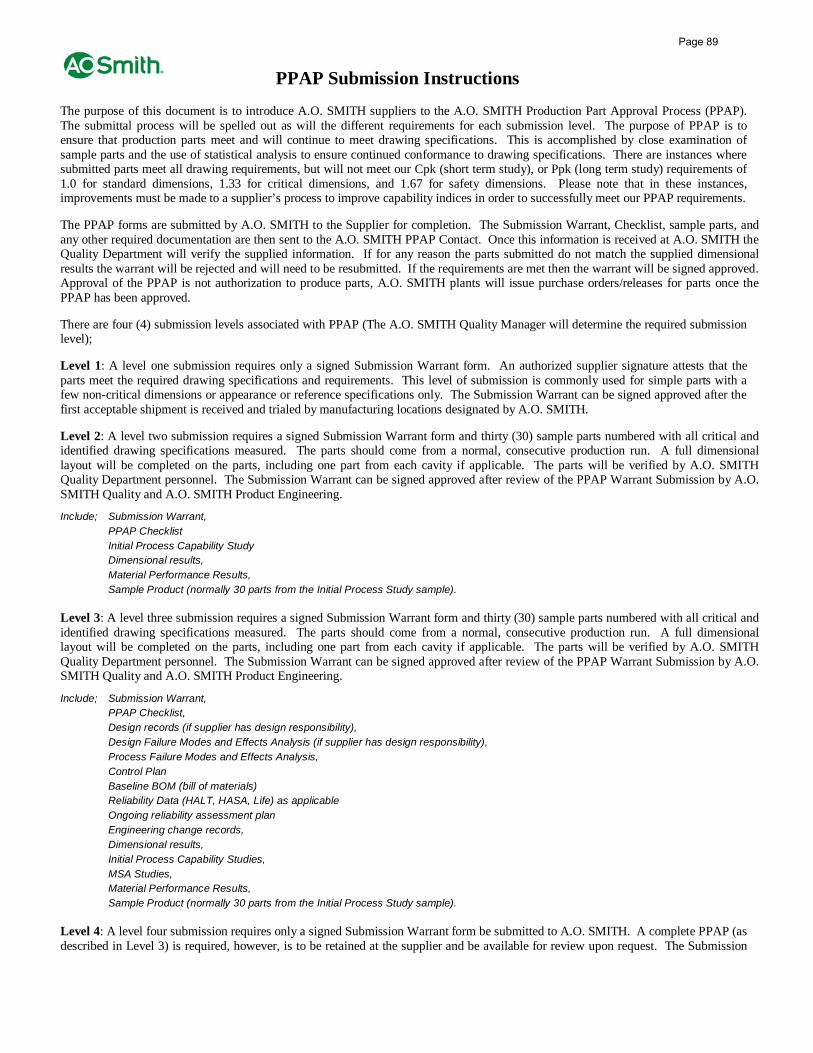
PPAP Submission Instructions
The purpose of this document is to introduce A.O. SMITH suppliers to the A.O. SMITH Production Part Approval Process (PPAP). The submittal process will be spelled out as will the different requirements for each submission level. The purpose of PPAP is to ensure that production parts meet and will continue to meet drawing specifications. This is accomplished by close examination of sample parts and the use of statistical analysis to ensure continued conformance to drawing specifications. There are instances where submitted parts meet all drawing requirements, but will not meet our Cpk (short term study), or Ppk (long term study) requirements of 1.0 for standard dimensions, 1.33 for critical dimensions, and 1.67 for safety dimensions. Please note that in these instances, improvements must be made to a supplier’s process to improve capability indices in order to successfully meet our PPAP requirements.
The PPAP forms are submitted by A.O. SMITH to the Supplier for completion. The Submission Warrant, Checklist, sample parts, and any other required documentation are then sent to the A.O. SMITH PPAP Contact. Once this information is received at A.O. SMITH the Quality Department will verify the supplied information. If for any reason the parts submitted do not match the supplied dimensional results the warrant will be rejected and will need to be resubmitted. If the requirements are met then the warrant will be signed approved. Approval of the PPAP is not authorization to produce parts, A.O. SMITH plants will issue purchase orders/releases for parts once the PPAP has been approved.
There are four (4) submission levels associated with PPAP (The A.O. SMITH Quality Manager will determine the required submission level);
Level 1: A level one submission requires only a signed Submission Warrant form. An authorized supplier signature attests that the parts meet the required drawing specifications and requirements. This level of submission is commonly used for simple parts with a few non-critical dimensions or appearance or reference specifications only. The Submission Warrant can be signed approved after the first acceptable shipment is received and trialed by manufacturing locations designated by A.O. SMITH.
Level 2: A level two submission requires a signed Submission Warrant form and thirty (30) sample parts numbered with all critical and identified drawing specifications measured. The parts should come from a normal, consecutive production run. A full dimensional layout will be completed on the parts, including one part from each cavity if applicable. The parts will be verified by A.O. SMITH Quality Department personnel. The Submission Warrant can be signed approved after review of the PPAP Warrant Submission by A.O. SMITH Quality and A.O. SMITH Product Engineering.
Include; Submission Warrant, PPAP Checklist Initial Process Capability Study Dimensional results, Material Performance Results, Sample Product (normally 30 parts from the Initial Process Study sample).
Level 3: A level three submission requires a signed Submission Warrant form and thirty (30) sample parts numbered with all critical and identified drawing specifications measured. The parts should come from a normal, consecutive production run. A full dimensional layout will be completed on the parts, including one part from each cavity if applicable. The parts will be verified by A.O. SMITH Quality Department personnel. The Submission Warrant can be signed approved after review of the PPAP Warrant Submission by A.O. SMITH Quality and A.O. SMITH Product Engineering.
Include; Submission Warrant, PPAP Checklist, Design records (if supplier has design responsibility), Design Failure Modes and Effects Analysis (if supplier has design responsibility), Process Failure Modes and Effects Analysis, Control Plan Baseline BOM (bill of materials) Reliability Data (HALT, HASA, Life) as applicable Ongoing reliability assessment plan Engineering change records, Dimensional results, Initial Process Capability Studies, MSA Studies, Material Performance Results, Sample Product (normally 30 parts from the Initial Process Study sample).
Level 4: A level four submission requires only a signed Submission Warrant form be submitted to A.O. SMITH. A complete PPAP (as described in Level 3) is required, however, is to be retained at the supplier and be available for review upon request. The Submission
Page 89
PPAP Submission Instructions
Warrant can be signed approved after the first acceptable shipment is received and trialed by manufacturing locations designated by A.O. SMITH.
Page 90
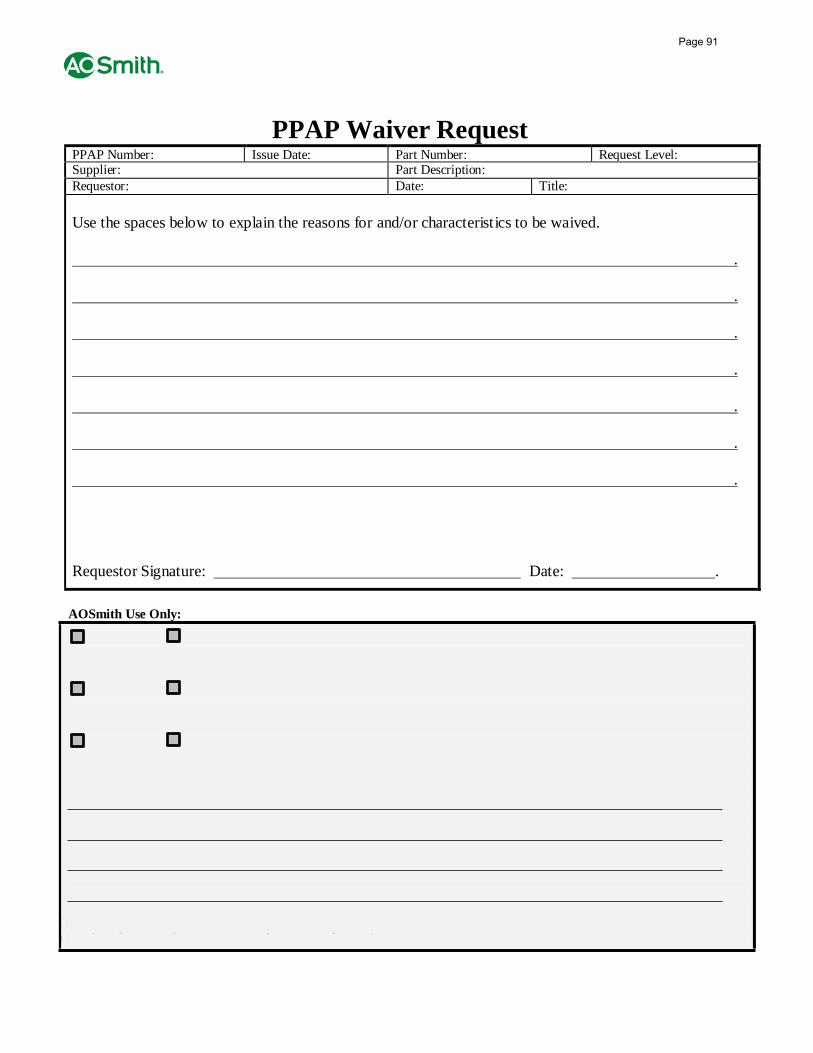
PPAP Waiver Request PPAP Number: Issue Date: Part Number: Request Level: Supplier: Part Description: Requestor: Date: Title:
Use the spaces below to explain the reasons for and/or characteristics to be waived.
.
.
.
.
.
.
.
Requestor Signature: Date: .
AOSmith Use Only:
Approved Denied
A.O. SMITH Product Engineering: Date: .
Approved Denied
A.O. SMITH Quality Manager: Date: .
Temporary Permanent
Comments: .
.
.
.
.
If this waiver is approved as Temporary the Supplier has six (6) months to correct any and all waived requirements. If at that time these requirements cannot be met another waiver request
Page 91

Page 92
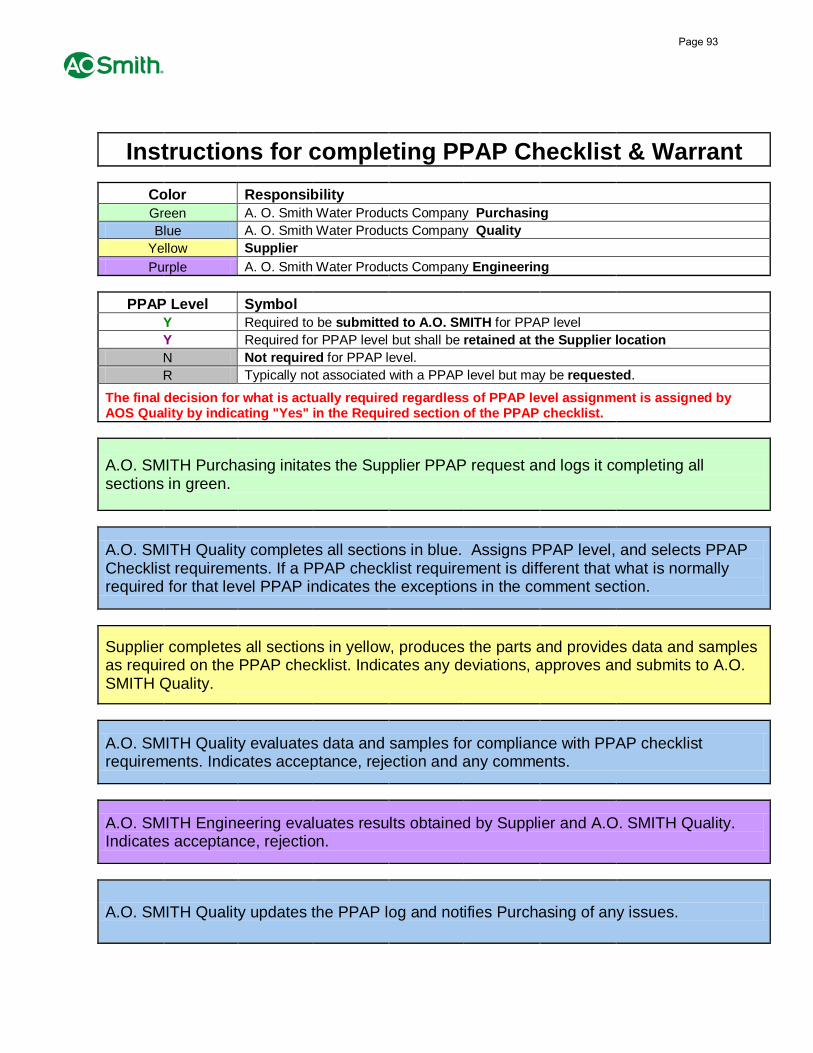
Instructions for completing PPAP Checklist & Warrant Color Responsibility Green A. O. Smith Water Products Company Purchasing Blue A. O. Smith Water Products Company Quality
Yellow Supplier Purple A. O. Smith Water Products Company Engineering
PPAP Level Symbol Y Required to be submitted to A.O. SMITH for PPAP level Y Required for PPAP level but shall be retained at the Supplier location N Not required for PPAP level. R Typically not associated with a PPAP level but may be requested.
The final decision for what is actually required regardless of PPAP level assignment is assigned by AOS Quality by indicating "Yes" in the Required section of the PPAP checklist.
A.O. SMITH Purchasing initates the Supplier PPAP request and logs it completing all sections in green.
A.O. SMITH Quality completes all sections in blue. Assigns PPAP level, and selects PPAP Checklist requirements. If a PPAP checklist requirement is different that what is normally required for that level PPAP indicates the exceptions in the comment section.
Supplier completes all sections in yellow, produces the parts and provides data and samples as required on the PPAP checklist. Indicates any deviations, approves and submits to A.O. SMITH Quality.
A.O. SMITH Quality evaluates data and samples for compliance with PPAP checklist requirements. Indicates acceptance, rejection and any comments.
A.O. SMITH Engineering evaluates results obtained by Supplier and A.O. SMITH Quality. Indicates acceptance, rejection.
A.O. SMITH Quality updates the PPAP log and notifies Purchasing of any issues.
Page 93

Page 94

Supplier PPAP Checklist and Submission Warrant Supplier Name Part (or Tool) No. Rev ECN #
Supplier Location Supplier No. Supplier Part No. Rev
Part Description Product Group Box Qty
Est. Annual Volume P.O. Price Est. Start Date Std Lead Time Unit of Measure
Contacts Name e-mail Phone / Fax AOS - Purchasing P:
F:
AOS - Quality P: F:
Supplier P: F:
HS Code (if applicable) PPAP Req Level PPAP Plant PPAP # 0 0
PPAP Checklist Requirements Level Required Included Comments 1 2 3 4 Signed PPAP Checklist / Submission Warrant Y Y Y Y Yes
Consecutive Parts Run-Off - 30 N Y Y Y
Sample Product Submitted N Y Y Y
Layout ofAll Drawing Dimensions / Features N Y Y Y
Safety Dimensions - Meet 1.67 Cpk Minimum N Y Y Y
Critical Dimensions - Meet 1.33 Cpk Minimum N Y Y Y
All Other Dimensions - Meet 1.00 Cpk Minimum N Y Y Y
Process Flow Diagram N N Y Y
Design FMEA N N Y Y
Process FMEA N N Y Y
Measurement System Analysis Results (Gage R&R) N N Y Y
Material Certification (UL, CSA, ASME, ASTM, etc…) N Y Y Y
Lab Testing Results / Chemical Analysis N Y Y Y
Control Plan N N Y Y
Packaging Specification R R R R
MSDS R R R R
Supplier Declaration / Approval The results meet all drawing & specification requirements Yes: No:
I affirm that the supplied samples represented by this warrant have been made to the applicable drawings and specifications using the specified materials on production tooling and processes. I have noted any deviations from this declaration below (attach additional information/comments if needed).
Deviations / Comments
Name Title
Signature Date
Page 95
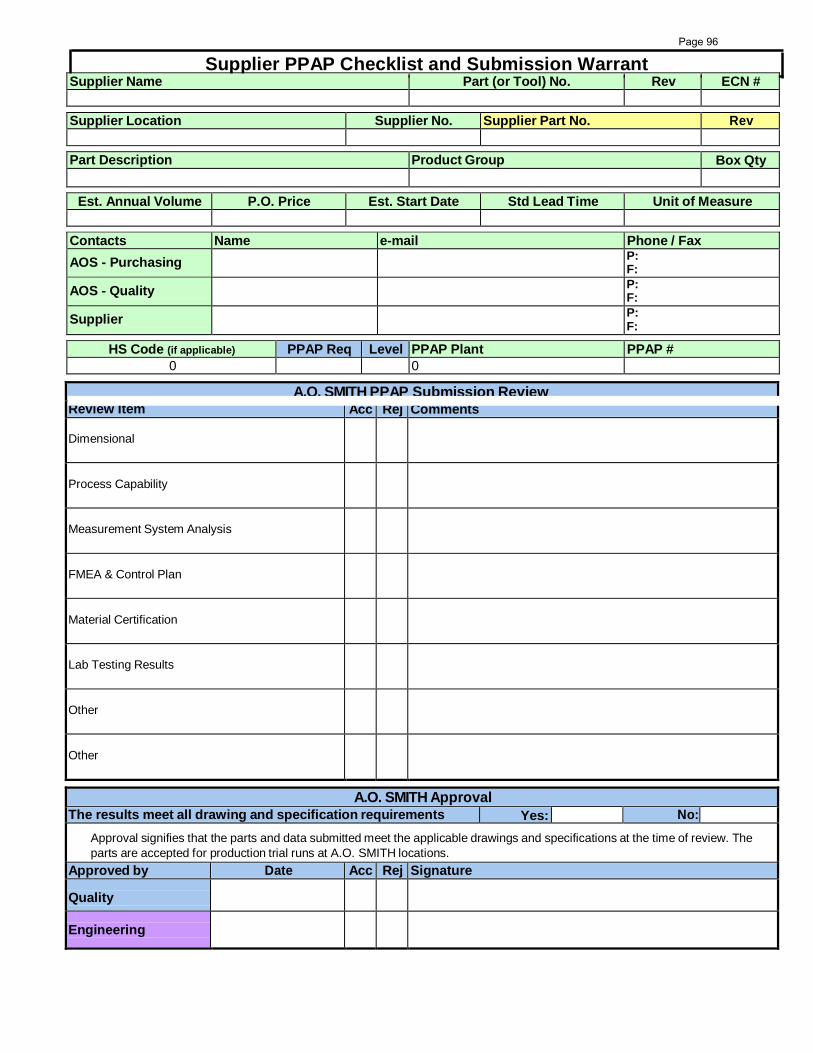
Supplier PPAP Checklist and Submission Warrant Supplier Name Part (or Tool) No. Rev ECN #
Supplier Location Supplier No. Supplier Part No. Rev
Part Description Product Group Box Qty
Est. Annual Volume P.O. Price Est. Start Date Std Lead Time Unit of Measure
Contacts Name e-mail Phone / Fax AOS - Purchasing P:
F:
AOS - Quality P: F:
Supplier P: F:
HS Code (if applicable) PPAP Req Level PPAP Plant PPAP # 0 0
A.O. SMITH PPAP Submission Review Review Item Acc Rej Comments
Dimensional
Process Capability
Measurement System Analysis
FMEA & Control Plan
Material Certification
Lab Testing Results
Other
Other
A.O. SMITH Approval The results meet all drawing and specification requirements Yes: No:
Approval signifies that the parts and data submitted meet the applicable drawings and specifications at the time of review. The parts are accepted for production trial runs at A.O. SMITH locations.
Approved by Date Acc Rej Signature
Quality
Engineering
Page 96
Corrective Action System
Page 97

Page 98
Overview:
An essential element of any Quality System is a means for determining the root cause of a failure and the subsequent actions required to eliminate the conditions which caused the failure. The findings from these analyses are key inputs to the design, FMEA and continuous improvement efforts.
A.O. Smith requires a formal corrective action to be submitted for all SCARs which are issued. As of April 2013 most SCARs will be issued electronically through utilizing a tool called TeamGuru. Web links and instructions for the electronic 8D will be sent to you should a SCAR warranting this action be issued.
Any SCAR which is issued otherwise should be answered utilizing an 8D problem analysis and resolution format. Examples of the Corrective Action Request and 8D format follows. You may also utilize your own form if it contains all of the 8D elements. (Note: Electronically issued SCARs must use the electronic response system).
For lesser issues such as occasional line failures and field returns, A.O. Smith will return product to the supplier for analysis. This provides performance feedback to the supplier as well as a means of collecting data for determining improvement actions. These parts will be returned with a Non-Conformance Report and will require a formal response from the supplier. A.O. Smith does not require any specific format for this reporting.
Page 99
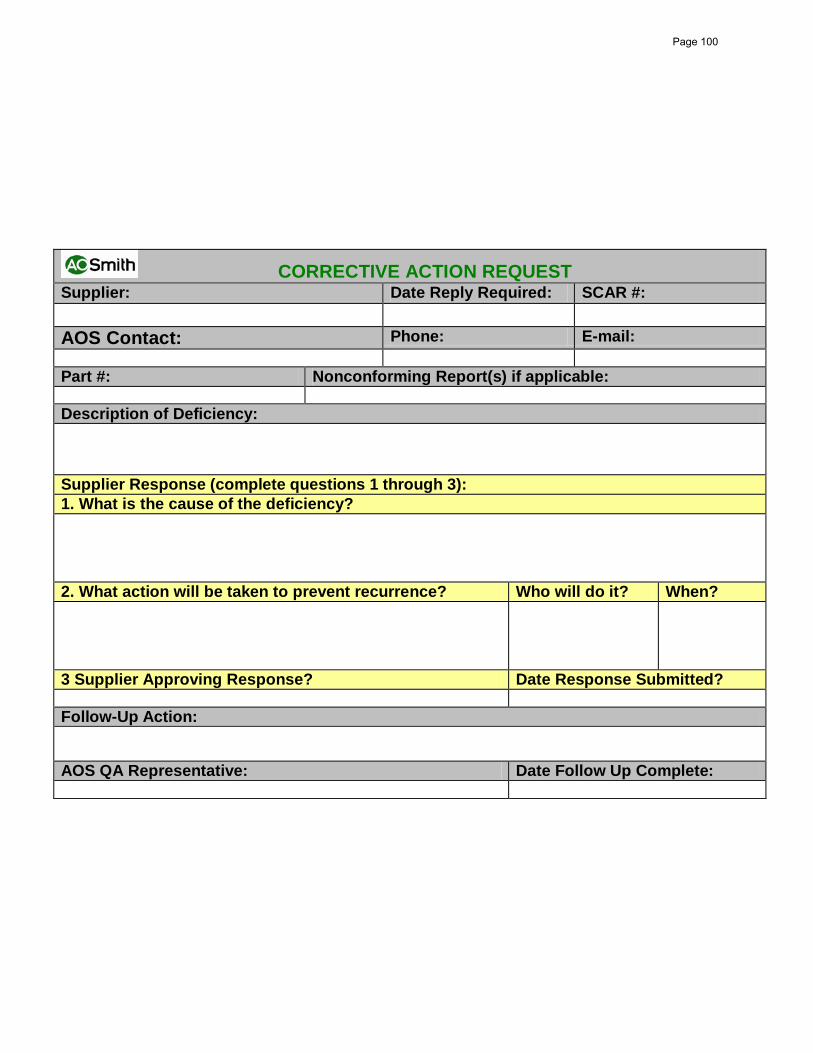
CORRECTIVE ACTION REQUEST Supplier: Date Reply Required: SCAR #:
AOS Contact: Phone: E-mail:
Part #: Nonconforming Report(s) if applicable:
Description of Deficiency:
Supplier Response (complete questions 1 through 3): 1. What is the cause of the deficiency?
2. What action will be taken to prevent recurrence? Who will do it? When?
3 Supplier Approving Response? Date Response Submitted?
Follow-Up Action:
AOS QA Representative: Date Follow Up Complete:
Page 100

CAR #: DEPARTMENT or SUPPLIER:
PART # PART NAME: DATE OPENED: RESPONSE DUE DATE:
D1. Assign Responsibility: (Name, Team Leader (TL), Title, Ph#, email)
Name TL Title Phone Number E-mail
D2. DEFINE / MEASURE THE PROBLEM: (Definition-, What, When, etc.) What is the DEFECT (Preferably in engineering specifications) WHERE is the DEFECT on the Part When in the Process does the DEFECT occur How many occurrences have been reported Could other AOS-WPC Plants, Part #’s or Area’s potentially be affected by this DEFECT
D3. CONTAINMENT OF THE PROBLEM: (Containment may not apply to all 8D’s. Please complete this table depending on the nature of the problem and whether or not actions need to be taken to protect the customer.) (This Step not applicable for Preventive Actions)
Identify All Areas Where Product Must be Inspected and Certified Supplier Stock Fabrication Tank Shop Assembly Finished
Goods Service Parts
Applicable Clean Point Date
How is Certified Product Identified?
D4. DEFINE AND VERIFY ROOT CAUSES: (Describe in Detail) Why did the Quality Planning process not predict the defect?
Why Manufacturing processes not prevent the defect?
Why did the Inspection process not detect the defect once it occurred?
Why1
Why2 Why3 Why4 Whyn (root causes)
Page 101
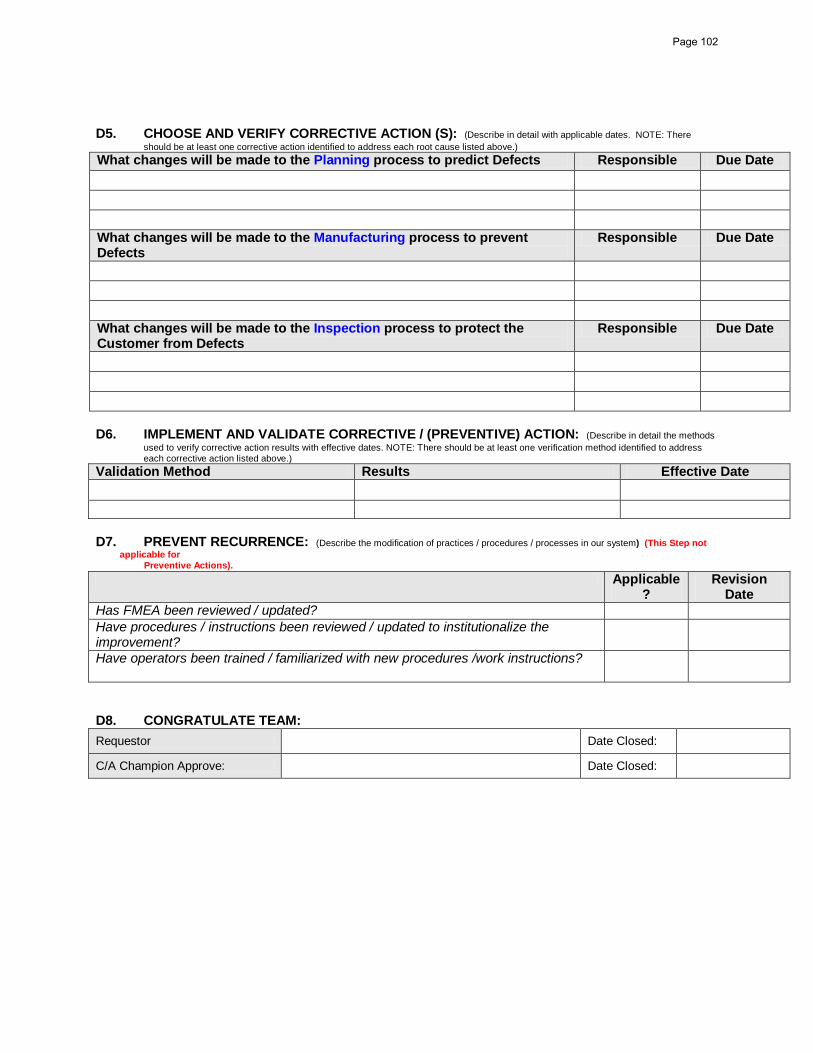
D5. CHOOSE AND VERIFY CORRECTIVE ACTION (S): (Describe in detail with applicable dates. NOTE: There should be at least one corrective action identified to address each root cause listed above.)
What changes will be made to the Planning process to predict Defects Responsible Due Date
What changes will be made to the Manufacturing process to prevent Defects
Responsible Due Date
What changes will be made to the Inspection process to protect the Customer from Defects
Responsible Due Date
D6. IMPLEMENT AND VALIDATE CORRECTIVE / (PREVENTIVE) ACTION: (Describe in detail the methodsused to verify corrective action results with effective dates. NOTE: There should be at least one verification method identified to address each corrective action listed above.)
Validation Method Results Effective Date
D7. PREVENT RECURRENCE: (Describe the modification of practices / procedures / processes in our system) (This Step notapplicable for
Preventive Actions). Applicable
? Revision
Date Has FMEA been reviewed / updated? Have procedures / instructions been reviewed / updated to institutionalize the improvement? Have operators been trained / familiarized with new procedures /work instructions?
D8. CONGRATULATE TEAM: Requestor Date Closed:
C/A Champion Approve: Date Closed:
Page 102

Page 103