study of various process in ccl plant at jsw steel,vasind
TRANSCRIPT

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
“STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL COATED PRODUCTS LTD. VASIND”
IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR
MASTER OF MANAGEMENT STUDIES (MUMBAI UNIVERSITY)
2015-2017
NAME: - SWAPNIL P. PARATERoll No:-B, 31
SUBMITTED TO:DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES,
THANE
DECLARATION BY THE CANDIDATE
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 1

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
This is certifying project report entitled “Study of Various Processes in CCL Plant at JSW Steel Coated Products Ltd. Vasind”. Which is submitted by me in partial fulfillment of the requirement for the award of Master of Management Studies(Mumbai University) Dr. V.N. Bedekar Institute of Management Studies, comprises of my original work and due acknowledgment has been made in the text to all other material used.
Wherever references have been made to intellectual properties of any individual /
Institution / Government / Private / Public Bodies / Universities, research paper, text books,
reference books, research monographs, archives of newspapers, corporate, individuals, business /
Government and any other source of intellectual properties viz., speeches, quotations, conference
proceedings, extracts from the website, working paper, seminal work all they have been clearly
indicated, duly acknowledged and included in the Bibliography.
------------------------------------- Date & Signature of Candidate
CERTIFICATE BY THE GUIDE
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 2

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
This is to certify that project report entitled “Study of Various Processes in CCL Plant at JSW
Steel Coated Products Ltd. Vasind” which is submitted by Swapnil P. Parate in partial
fulfillment of the requirement for the award of Master of Management Studies, (Mumbai
University) Dr. V.N. Bedekar Institute of Management Studies, is a record of the candidate's own
work carried out by him under my guidance. The matter embodied in this report is original and
due acknowledgment has been made in the text to all other material used.
Guide's Name: Kiran Paranjpe
Guide's Signature:
Date:
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 3
STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
CERTIFICATE OF JSW STEEL COATED PRODUCTS LTD VASIND
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 4

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
ACKNOWLEDGEMENT
The success and final outcome of this industrial training required a lot of guidance and assistance from many people and I am extremely fortunate to have got this along the completion of our work.
I am highly thankful to Mr. Rajesh Bandyopadhyay (AGM-CCL) for giving us this opportunity to enhance our knowledge. I am obliged and thankful to Mr. Anil Mahajan (HR), JSW Vasind who made this training possible and fruitful journey.
With respect and profound gratitude I express our sincere acknowledgement to all the employees who have offered their valuable time and assistance directly or indirectly to carry out this training. I am also thankful to Mr. Gawande (HOD PPC), Mr. Cheten Deshpande and Mr. Gorakh Meher and all their PPC team. Also would like to thank Mr. Ritesh Gubgotra (AGM Precoiling and uncoiling) , Mr. Dinesh Wani of purchase department, Mr. Ashok Kumar jain of dispatch department, Mr. Y.S. Gupta of stores department and Mr. Shyam Rikame of transportation Department.
I am grateful to JSW Steel Coated Products Limited Company for giving us the opportunity of amalgamating our theoretical knowledge with practical experience and imparting in us a real life experience.
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 5
STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
EXECUTIVE SUMMERY
This report is the presentation of findings of the project work carried out during the summer internship at JSW Steel Limited, Vasind during the period of May’01-June’30. A Project entitled “Study of Various Processes in CCL Plant at JSW Steel Coated Products Ltd. Vasind” was undertaken during this internship. Overall studies of CCL Plant in JSW Vasind were studied.Chapter 1:- Introduction to Future of Steel Industry In this chapter covers the introduction of overall Indian steel industry and the production capacity.Chapter 2:- Introduction In this chapter covers the Introduction, Vision, Mission, Values about JSW Steel and the history of JSW Steel.Chapter 3:- Process & Work Description In this chapter covers the work flow of various departments & the process diagram of raw material to finish good products.Chapter 4:- Production Line In this chapter covers the description of various production lines and the introduction, process capability, silent features, line diagram & components of the line.Chapter 5:- Colour Coating Plant In this chapter covers the introduction of CCL plant and their components, capacity planning, quality control, plant maintenance, inventory management, packaging & dispatching, transportation and global foot prints of JSW Steel in various countries.Chapter6:- Observation and Suggestions for Improvement In this chapter covers the observation and suggestions to JSW Steel according to my concern.
There are some fumes which come from primer coater and finish coater. Improper inventory storage section for paint barrels.
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 6

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
TABLE OF CONTENT
Chapter No. CONTENT Page No.1 Introduction To Future Of Steel Industry 12 Introduction 2
2.1 Introduction To JSW Steel 22.2 Vision 32.3 Mission 32.4 Values 32.5 JSW Group of company in India 3
3 Process And Work Description 43.1 Work Flow Diagram 63.2 Process Diagram Of Row Material To Finish Good Product 8
4 Production Line 124.1 Galvanized Line 12 4.1.1 Introduction 12 4.1.2 Components Of Line 13 4.2 Galvalume Line 16 4.2.1 Introduction 16 4.2.2 Components Of Line 164.3: Colour Coated Line 17 4.3.1 Introduction 174.4:-Slitting Line 184.5:-CTL (Cut To Length) 18
5 COLOUR COATING PLANT 195.1 Introduction 195.2 Components of line 205.3 Capacity Planning 225.4 Quality Control 23 5.4.1 Various quality control test 235.5 Plant Maintenance 25 5.5.1 Introduction 25 5.5.2 Objective of Plant Maintenance 25 5.5.3 Types of Plant Maintenance 255.6 Inventory Management 27 5.6.1 Major Inventory Sections 275.7 Packaging and Dispatching 29 5.7.1 Packing 29 5.7.2 Dispatching 295.8 Transportation 30 5.8.1 Types of Transportation 30
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 7

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
6 OBSERVATION AND SUGGESTIONS FOR IMPROVEMENT 357 CONCLUSION 368 BIBLIOGRAPHY 379 REFERENCES 38
List of TableSr. No Table Page No
1 Table 3.1 Process Capability of HRS 92 Table 3.2 Pickling tank properties 93 Table 3.3 Process Capability of Pickling 104 Table 4.1 Process Capability of Galvanizing 125 Table 4.2 Rinse 2 cold water parameters 136 Table 4.3 Process Capability of SPM 157 Table 5.1 Capacity of Plant 228 Table 5.2 Mechanical Maintenance 26
List of Figure
Sr. No. Figure Page No1. Figure 2.1 JSW groups in INDIA Map 32. Figure 2.2 Plant Layout 42. Figure 3.1 Organization Chart 53. Figure 3.2 Work Flow 64. Figure 3.3 Process Flow 85. Figure 3.4 Cold Roll Mill 116. Figure 4.1 Line Diagram of CGL 1 137. Figure 4.2 Line Diagram of CGL 2 168. Figure 5.1 Line Diagram of Pre Painted line 199. Figure 5.2 CCL Department 21
10. Figure 5.3 Inventory Sections 2811. Figure 5.4 Packing 2912. Figure 5.5 Total Transportation of PPGL/PPGI 3113. Figure 5.6 Global Footprint of Major Countries 3314. Figure 6.1 Problems of areas 35
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 8

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
LIST OF ABBREVIATIONS
ABP Annual business PlanAPO Advance Planner & OptimizerCCL Coloure Coating Line
CGL-1 Continuous Galvanizing LineCGL-2 Continuous Galvalume Line
CR Cold RolledCRM Cold Rolling MillCRS Cold Rolled SlitterCTL Cut To LengthDO Delivery Order
ERP Enterprises Resource PlanningEXP ExportFG Finished Good
HRC Hot Rolled CoilHRS Hot Rolled SitterLG LogisticsMD Marketing DomesticMI Marketing International
MIS Management Information SystemOEM Original Equipment Manufacturer
PD Production DepartmentPO Purchase Order
PPC Production Planning & ControlPPGI Pre Painted Galvanized IronPPGI Pre Painted Galvalumed Iron
PR Purchase RequestQC Quality Control DepartmentRM Row MaterialRW RewindingSFG Semi Finished Goods
SI Section InchargeSO Sales Order
SPM Skin Pass MillWIP Work In Progress
CHAPTER 1
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 9
STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
INTRODUCTION TO FUTURE OF STEEL INDUSTRY
• India is the world’s third-largest producer of crude steel (up from eighth in 2003) and is expected to become the second-largest producer by 2016. The growth in the Indian steel sector has been driven by domestic availability of raw materials such as iron ore and cost-effective labour. Consequently, the steel sector has been a major contributor to India’s manufacturing output.
• The Indian steel industry is very modern with state-of-the-art steel mills. It has always strived for continuous modernisation and up-gradation of older plants and higher energy efficiency levels.
• India’s crude steel capacity reached 109.85 Million Tonnes (MT) in 2014-15, a growth of 7.4 per cent. Production of crude steel grew by 8.9 per cent to 88. 98 MT. Total finished steel production for sale increased by 5.1 per cent to 92.16 MT. Consumption of total finished steel increased 3.9 per cent to 76.99 MT.
• India produced 7.34 MT of steel in the month of September 2015, which was nearly equal to the country's steel production in September 2014.
• The steel sector in India contributes nearly two percent of the country’s gross domestic product (GDP) and employs over 600,000 people. The per capital consumption of total finished steel in the country has risen from 51 Kg in 2009-10 to about 59 Kg in 2014-15. India's steel consumption for FY 2015-16 is estimated to increase by 7 per cent, higher than 2 per cent growth last year, due to improving economic activity, as per E&Y's 'Global Steel 2015-16' report.
• Iron ore output in India is expected to increase by 25 per cent to 153 Million Tonnes in FY 2016, which in turn will help reduce iron ore imports by two-thirds to five Million Tonnes, SAIL plans to invest US$23.8 billion to increase the steel production to 50 MTPA by 2025.
• JSW Steel has announced to add capacity to make its plant in Karnataka the largest at 20 MT by 2022.
• The Government of India is aiming to scale up steel production in the country to 300 MT by 2025 from 81 MT in 2013-14.
• The Ministry of Steel has announced to invest in modernisation and expansion of steel plants of Steel Authority of India Limited (SAIL) and Rashtriya Ispat Nigam Limited (RINL) in various states to enhance the crude steel production capacity in the current phase from 12.8 MTPA to 21.4 MTPA and from 3.0 MTPA to 6.3 MTPA respectively.
• The Ministry of Steel is facilitating setting up of an industry driven Steel Research and Technology Mission of India (SRTMI) in association with the public and private sector steel companies to spearhead research and development activities in the iron and steel industry at an initial corpus of Rs 200 crore (US$ 31.67 million).
• India is expected to become the world's second largest producer of crude steel in the next 10 years, moving up from the third position, as its capacity is projected to increase to about 300 MT by 2025. Huge scope for growth is offered by India’s comparatively low per capita steel consumption and the expected rise in consumption due to increased infrastructure construction and the thriving automobile and railways sectors.
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 10
STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
CHAPTER 2
2.1 INTRODUCTION TO JSW STEEL
• Jindal South West Steel or JSW Steel is the flagship company of the JSW Group. Originally starting off from a single steel mill in 1982, JSW steel is now a US$ 9 billion global conglomerate spread over six locations in India and with a footprint that extends to the US, South America and Africa.
• JSW Steel is a testament to decades of experience and a dynamic culture that have culminated in the company becoming the leading provider of specialised steels in India. The company's strategy of always staying on the leading edge of technical advancement has led to partnerships with global sector leaders such as JFE Steel, Marubeni Itochu Steel, Praxair and Sever field Rowen Plc. This technological edge has helped JSW's plants rank among one of the lowest-cost steel producers in the world.
• The strong focus on innovation and research and development (R&D) has led to JSW Steel being recognised worldwide as a purveyor of high-end, value-added steel. Nearly 40 percent of its products today are high value steels and nearly one-fifth is exported.
• JSW Steel is third largest Indian Private Sector Steel Producer• 2015Becomes largest steel maker in the country. 2014 Inaugurates India's most modern
cold rolling mill; wins the Prime Minister's Trophy for Excellence in Performance 2013 Launches new retail format - JSW Explore; wins the Platt’s Global Metals Award2012Forays into electrical steel and signs agreement for CRNGO electrical sheets technology with JFE Steel Corporation, Japan2011Inks joint venture (JV) with Marubeni-Itochu Steel Inc, Tokyo2010Acquires controlling stake in Ispat Industries Ltd
• The plant has a total capacity of 0.45 MTPA in galvanized and cold-rolled products, 0.225 MTPA colour coated products and hot-rolled plates manufacturing facility.
• JSW Steel has announced to add capacity to make its plant in Karnataka the largest at 20 MT by 2022.
• The JSW Group’s foray into steel manufacturing began in 1982, when it’s set up the Jindal iron and steel company with its first steel plant at Vasind near Mumbai. The Vasind plant focuses on JSW branded high end steel products. Its sources HR steel coils from Dolvi and Vijaynagar plant to manufacture value added, branded steel products such as galvanized steel, plain and corrugated products as well as colour coated products.
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 11
STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
2.2 VISION:-
Global recognition for Quality and Efficiency while nurturing Nature and Society.
2.3 MISSION:-
Supporting India’s growth in core economic sectors with speed and innovation.
2.4 VALUES:-
Transparency / Strive for Excellence / Dynamism / Passion for Learning.
2.5 JSW GROUP OF COMPANY IN INDIA
Figure 2.1 JSW Groups in INDIA Map
PLANT LAYOUT:-
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 12
RaigadRatnagiri
Mumbai
NagpurThane
BellarySalem
Bangalore
Rachi
Pune`
Chamba
Delhi

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
Figure 2.2 Plant Layout
CHAPTER 3
PROCESS & WORK DESCRIPTION
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 13

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
ORGANISATION CHART:-
Figure 3.1 Organization Chart
3.1 WORK FLOW DIAGRAM
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 14
CORPORATE OFFICER
GM- Marketing
GM-Operation
Security
AGM
GM-PPCGM-HR
Plant physician
AGM-
CRD
AGM-CCL
DGM-S&E
EXPORTOEM
VISE PRESIDENT
AGM-S&E
AGM-
Finishing
AGM-MM
RETAIL
GM-Purchase
DGM-Transport
STORE
[Manager]
KLMTPRVSD
HEAD-
PPC
LOGISTIC-
[Manager]

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
Figure 3.2 Work Flow
MARKETING: - The marketing department gets input from many people within the company. Not only does providing input help the rest of the company understand and support the marketing efforts, it also provides some invaluable insights into what customers want and new ideas that may have slipped past the rest of the company. Marketing plays important role in JSW Steel Coated product ltd. they act as bridge between client and company. Marketing department before taking orders makes sure of technical portfolio and other feasibility criterion. Once the order is accepted and booked, it is entered into the system and is handed over to PPC department. Marketing department is segregated into three segments which are Retail, OEM, and Export.
PPC (Production Planning and Control):- PPC department plays main role in plant.PPC is tool to coordinate all manufacturing activities in production system. various activities involved in production planning are designing the product, determining the equipment and capacity requirement, designing the layout of physical facilities, material and material handling system, determining the sequence of operation and the nature of the operation to be performed along with time requirements and specifying certain production quantity and quality levels.
PPC gives the planning of operation, specification, and colour combination, material details to consulting department.PPC also check the material availability in a stock and they release the order to his purchase department. PPC coordinates with purchase and stores department
PURCHASE:-The purchase department activity takes off from the receipt of material indents or inquisitions from the material planning. In case of one time requirement of capital purchase, the requirement to the purchase dept will be directly communicated by users in the form of purchase request. It is the responsibility of the purchase dept to decide commercial terms for economic purchases by proper analysis of the requirement indicated, selection of right source and scheduling the delivery taking into account the lead-time involved.
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 15
MARKETING
EXPORT OEM RETAIL
Production Planning & control(PPC)
PURCHASE
STOREOPERATION
COLD ROLLING CGL-1 / CGL-2 CCL-1 / CCL-2
STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
STORE: - The basic job of the Stores Manager hence is to receive the goods and act as a caretaker of the materials and issue them as and when Production demands it. The basic functions, to manage stores, carried out are:
Receiving of incoming consignments (goods) Safe keeping of goods (Custody) Disposal of undesirable goods Inventory Management Housekeeping and record maintenance
OPERATION:-There are three independent prime operations but interconnected to each other. They are CRM (Cold rolling), CGL-1 /CGL-2, CCL-1/2. These operations are dependent on the client requirement.
CRM (Cold Rolling Mill):- Cold rolling is a metal working process in which metal is deformed by passing it through rollers at a temperature below its recrystallization temperature. The prime objective of cold rolling is reducing thickness of HR strips and imparting desirable mechanical and metallurgical properties to them.
CGL-1 /CGL-2:- Continuous hot dip coating involves the application of a molten coating on as surface of steel sheet. The steel sheet is passed as a continuous ribbon through a bath of molten metal where it reacts with molten metal to bond the coating on the steel strip surface. Using a gas wiping process, a controlled thickness of coating expressed as weight of coating per unit area is allowed to remain on the strip surface. Once coil is coated by zinc or zinc+Al coil is goes to dispatch or CCL-1/2.
CCL-1/2:- Colour coating is done only in few products as per demand. The galvanized CR coil is sent to colour coating line for coating different colour according to need. Coil Coating provides beautiful topcoats, durable surface, innovative application, cost saving, compared to other coating option. It is a continuous coating line with input after sheet being processed by Skin Pass Mill. In this line the sheet is entered through uncoiler and passed through degreasing section and then primer coating is applied and final colour coating is done.
3.2 PROCESS DIAGRAM OF ROW MATERIAL TO FINISH GOOD PRODUCT
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 16
STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
Figure 3.3 Process Flow
HOT ROLLED COIL (Dolvi/Vijaynagar):-The raw material of JSW steel coated Product Ltd.; Vasind is coming from Dolvi (Maharashtra) and Vijaynagar (Karnataka). 90% of raw material is coming from Dolvi by train and stored in rail yard. Remaining 10% of material is coming from Vijaynagar by train or road. Rail yard material is transferred to goliath yard, which is final inventory section for raw material and then distribute to other station name as Hot Roll Slitting or Pickling section.
HOT ROLLED SLITTING:-It is used for trimming operation, the side edges of strip are cut and the required width is obtained. According to customer requirement the width of the strip is adjusted and silted. The raw material is supplied from JVSL (Jindal Vijaynagar Steel ltd.) And Dolvi in the form of HR coils. The cutters called as slitters are used for cutting operations.
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 17
HOT ROLL COIL[Dolvi / Vijaynagar]
HOT ROLL SLITTING PICKLING
CRM-1 CRM-3 CRM-4
CGL-1 CGL-2
CCL-1 CCL-2
FG[PPGI-PPGL]
FG[GI-GL]
CGL-2CGL1

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
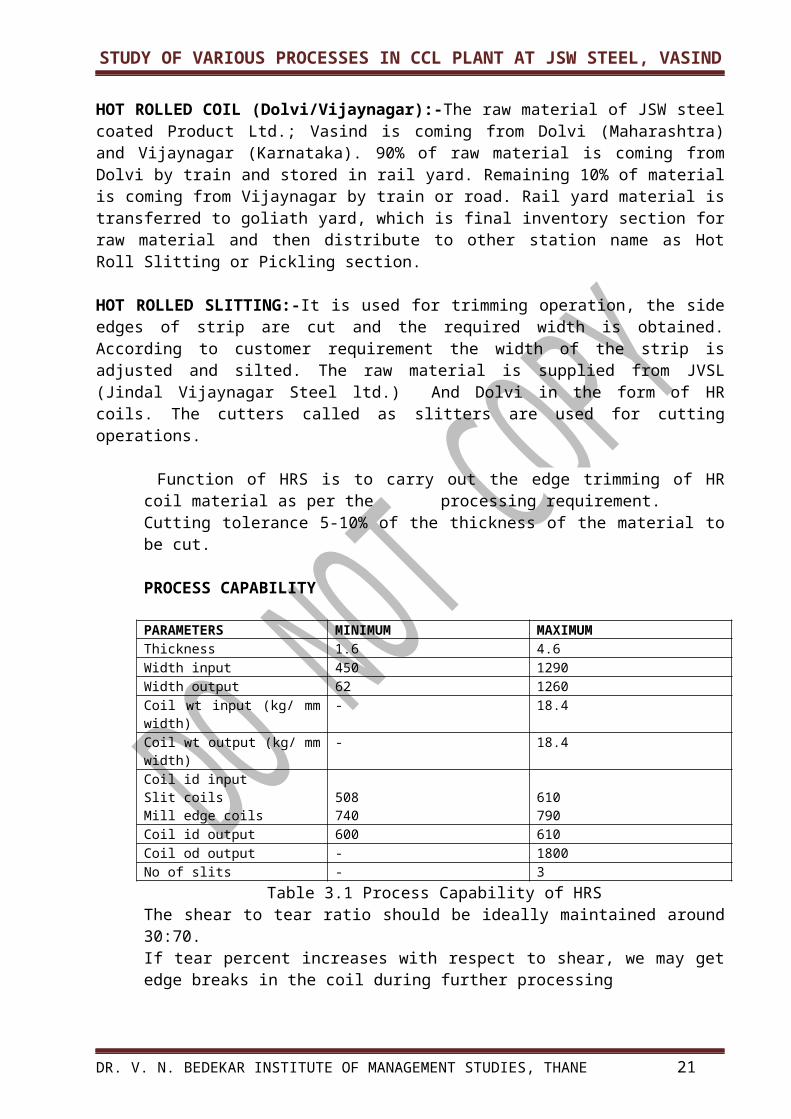
Function of HRS is to carry out the edge trimming of HR coil material as per the processing requirement.Cutting tolerance 5-10% of the thickness of the material to be cut.
PROCESS CAPABILITY
PARAMETERS MINIMUM MAXIMUMThickness 1.6 4.6Width input 450 1290Width output 62 1260Coil wt input (kg/ mm width) - 18.4Coil wt output (kg/ mm width) - 18.4Coil id inputSlit coilsMill edge coils
508740
610790
Coil id output 600 610Coil od output - 1800No of slits - 3
Table 3.1 Process Capability of HRSThe shear to tear ratio should be ideally maintained around 30:70.If tear percent increases with respect to shear, we may get edge breaks in the coil during further processing
PICKLING: -Pickling is a process of removing oxide scales from metal surfaces by chemical and mechanical treatment generally in acid solution.To convert the HR coils to CR coils removal of scales from HR coils is necessary. The scale consists of iron oxides (Fe2O3 and Fe3O4) which are very hard to roll and gives black surfaceAfter rolling. Sulphuric and hydrochloric acids can be used to remove the scales. HCl has advantage over H2SO4 because of the cost of production and cost of regeneration.The line consists of 4 pickling tanks with increasing concentration of HCl so that the whole scale and oxide layer of strip can be removed. After scale removal in pickling tanks the strip is washed in four rinse tanks , first in cold water and then in hot water. After rinse bath the strip is dried in hot air in drier and the coil is again winded in re-coiler for cold rolling.Balanced Chemical Equation
Fe2O3 + Fe + 6 HCl → 3 FeCl2 + 3 H2O
Pickling tank propertiesTANKS Acid % Iron %T-1 3-10 9-20T-2 4-12 8-17T-3 5-14 7-15T-4 10-18 6-12
Table 3.2 Pickling tank properties
PROCESS CAPABILITY
PARAMETERS MINIMUM MAXIMUMInput thickness 1.6 4.6Width 700 1270 ( mill edge)Coil wt input (kg/mm width) - 18.4
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 18

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
Coil wt output (kg/mm width) - 18.4Coil id mm 600 762Coil od mm - 1800Speed (mpm)EntryPicklingExit
10-10
209020
Table 3.3 Process Capability of Pickling
CRM (Cold Roll Mill):- It is a metal forming process in which metal stock is passed through a pair of rolls. It is classified according to temperature of the metal rolled, if the temperature of the metal is above its recrystallization temperature then the process is termed as hot rolling and if below the recrystallization temperature then the process is termed as cold rolling.Cold rolling is a metal working process in which metal is deformed by passing it through rollers at a temperature below its recrystallization temperature.
ObjectiveThe prime objective of cold rolling is reducing thickness of HR strips and imparting desirable mechanical and metallurgical properties to them. There are mainly two types of mill: Single stand and Multi stand millSingle stand mills are frequently classified on the basis of their roll arrangement. In modern cold rolling practice, 2 HI, 4 HI, 6 HI, 20 HI and cluster type mills constitute the principle example of single stand mill. Here at JSW Vasind, we have two 4 HI reverse pass cold rolling mill (CRM 3&4) and a 20 HI mill (CRM 1). These are reversible mills and rolling is done in 6 to 7 passes. In each pass, 15 to 30% reduction is given depending on chemistry, total reduction and Coiling / Finishing Temperature at hot rolling stage.CRM 1 is a medium speed 20 HI reversible single stand mill.CRM 3&4 basically consists of two work rolls and two backup rolls. An AGC (Automatic Gauge Cylinder) is mounted just above the backup roll and its function is to provide the required load on the roll assembly.
Figure 3.4 Cold Roll Mill
CGL-1 /CGL-2:- Continuous hot dip coating involves the application of a molten coating on as surface of steel sheet. The steel sheet is passed as a continuous ribbon through a bath of molten metal where it reacts with molten metal to bond the coating on the steel strip surface. Using a gas wiping process, a controlled thickness of coating expressed as weight of coating per unit area is
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 19
STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
allowed to remain on the strip surface. Once coil is coated by zinc or zinc+Al coil is goes to dispatch or CCL-1/2
CCL-1/2:- Colour coating is done only in few products as per demand. The galvanized CR coil is sent to colour coating line for coating different colour according to need. Coil Coating provides beautiful topcoats, durable surface, innovative application, cost saving, compared to other coating option. It is a continuous coating line with input after sheet being processed by Skin Pass Mill. In this line the sheet is entered through uncoiler and passed through degreasing section and then primer coating is applied and final colour coating is done.
CHAPTER 4
PRODUCTION LINE
4.1: GALVANIZED LINE 4.1.1 Introduction:-The continuous hot dip coating process for steel sheet products is widely used and employed in all corners of the globe today. It was originally developed over 50 years ago for galvanizing (zinc coating). Now it is also used to apply other metals to steel sheet (like Zn-Al).Originally the product was used for application that did not demand a high quality finish but today the consuming industries are using hot dip coated products for most demanding applications such as automotive hoods, fenders and doors.Galvanizing basics
It is the process of zinc coating over mild steel sheet for the protection of sheet from corrosion.Zinc
Melting point – 419.45 Boiling point – 609 Density-7.13 (at room temp.)
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 20
STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
Density-6.66 ( at melting point)Why zinc is only used:
Resistant at normal temperature More electronegative than iron Anodic towards iron resulting in sacrificial type of protection
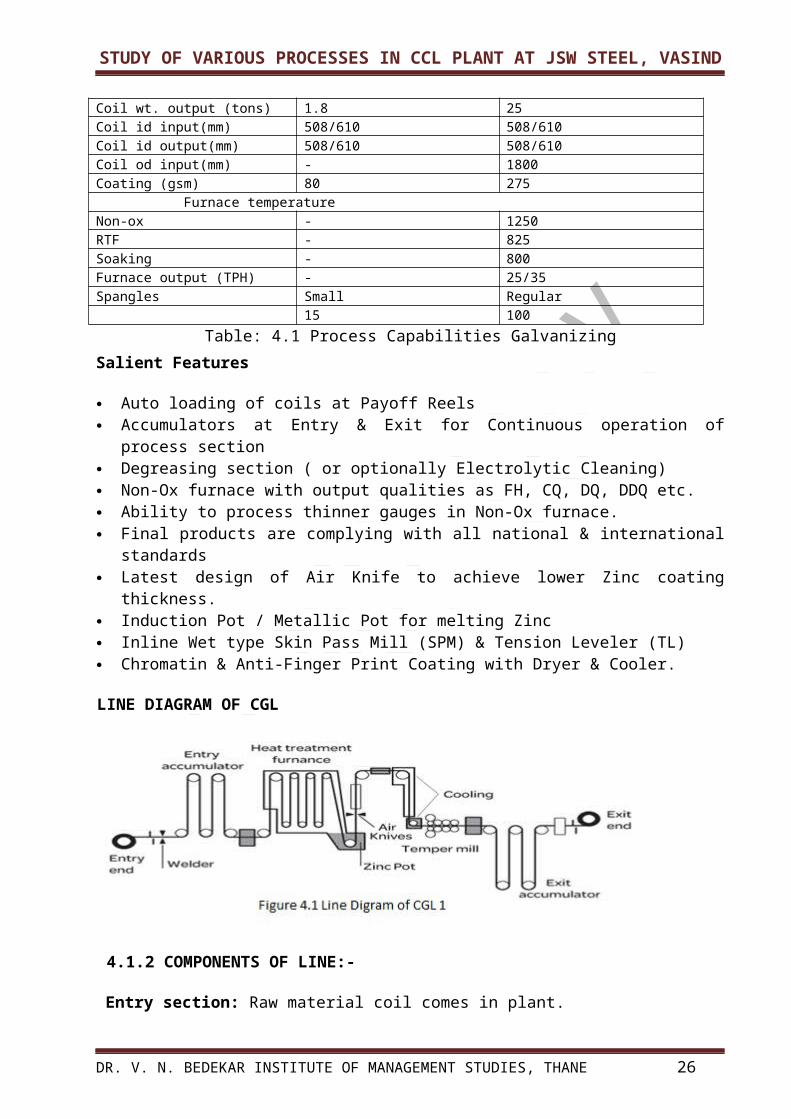
PROCESS CAPABILITY:-PARAMETER MINIMUM MAXIMIUMThickness(mm) 0.23/0.35 0.63/0.70Width (mm) 800 1335Coil wt. input (tons) 2 25Coil wt. output (tons) 1.8 25Coil id input(mm) 508/610 508/610Coil id output(mm) 508/610 508/610Coil od input(mm) - 1800Coating (gsm) 80 275 Furnace temperatureNon-ox - 1250RTF - 825Soaking - 800Furnace output (TPH) - 25/35Spangles Small Regular
15 100Table: 4.1 Process Capabilities Galvanizing
Salient Features
Auto loading of coils at Payoff Reels Accumulators at Entry & Exit for Continuous operation of process section Degreasing section ( or optionally Electrolytic Cleaning) Non-Ox furnace with output qualities as FH, CQ, DQ, DDQ etc. Ability to process thinner gauges in Non-Ox furnace. Final products are complying with all national & international standards Latest design of Air Knife to achieve lower Zinc coating thickness. Induction Pot / Metallic Pot for melting Zinc Inline Wet type Skin Pass Mill (SPM) & Tension Leveler (TL) Chromatin & Anti-Finger Print Coating with Dryer & Cooler.
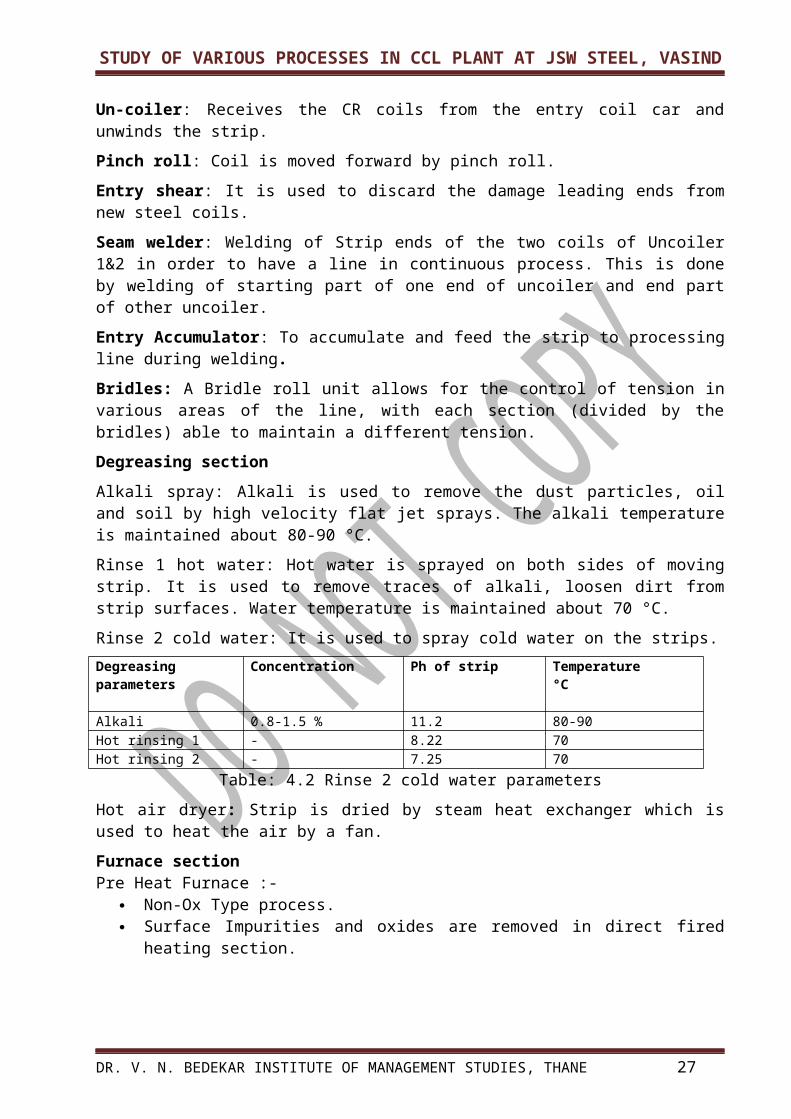
LINE DIAGRAM OF CGL
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 21

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
4.1.2 COMPONENTS OF LINE:-
Entry section: Raw material coil comes in plant.
Un-coiler: Receives the CR coils from the entry coil car and unwinds the strip.
Pinch roll: Coil is moved forward by pinch roll.
Entry shear: It is used to discard the damage leading ends from new steel coils.
Seam welder: Welding of Strip ends of the two coils of Uncoiler 1&2 in order to have a line in continuous process. This is done by welding of starting part of one end of uncoiler and end part of other uncoiler.
Entry Accumulator: To accumulate and feed the strip to processing line during welding.
Bridles: A Bridle roll unit allows for the control of tension in various areas of the line, with each section (divided by the bridles) able to maintain a different tension.
Degreasing section
Alkali spray: Alkali is used to remove the dust particles, oil and soil by high velocity flat jet sprays. The alkali temperature is maintained about 80-90 °C.
Rinse 1 hot water: Hot water is sprayed on both sides of moving strip. It is used to remove traces of alkali, loosen dirt from strip surfaces. Water temperature is maintained about 70 °C.
Rinse 2 cold water: It is used to spray cold water on the strips.Degreasing parameters Concentration Ph of strip Temperature
°CAlkali 0.8-1.5 % 11.2 80-90Hot rinsing 1 - 8.22 70Hot rinsing 2 - 7.25 70
Table: 4.2 Rinse 2 cold water parameters
Hot air dryer: Strip is dried by steam heat exchanger which is used to heat the air by a fan.
Furnace sectionPre Heat Furnace :-
Non-Ox Type process. Surface Impurities and oxides are removed in direct fired heating section. Liquefied Petroleum Gas (LPG) was used earlier which consisted of high amount of
butane which resulted in smoke and hence was replaced with RLNG Reliquified Natural Gas (RLNG) is used as fuel which contains 90% of methane, Non-Ox Furnace suitable for processing very thin gauges. Basically used for reducing the hardness of hard steel sheet. Consists of 4 zones: 2 oxidizing and 2 reducing. Zone temperature is maintained between 1000-1250 °C helps in annealing of steel. Strip temperature after exiting non ox is around 686 °C.
Radiant Tube Furnace (RTF):- Uses indirect firing Tubes receive almost all its heat by radiation from the flame. Reliquified Natural Gas (RLNG) is used as fuel. Tubes can be vertical or horizontal, placed along the refractory wall, in the middle Used for developing grain boundaries and their refinement.
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 22

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
Consists of 4 zones. The RTF section is designed to heat maximum temperature to 750 °C. Zone temperature is controlled by using thermocouple. Strip temperature after exiting rtf is around 689 °C. Raises temp above the recrystallization temperature.
Soaking zone:- Strip is soaked at process temperature to achieve temperature uniformity across the strip. To obtain uniformity in physical properties of the steel sheet. Consists of 3 zones with varying temperatures. Strip temperature after exiting is around 650 °C.
Jet cooling:- To bring down the strippe température closier to zinc coating pot température. Consistes of 8 cooling sections. The fan speed is controlled automatically to get the strippe température 460 °C. Jet Cooler with Electric radiant tube heaters for maintaining the zone température for thin
strips.
Zinc pot:- This is the section where steel sheets are provided a zinc coating for corrosion protection. It is a ceramic pot having a refractory lining of bricks to cover the pot. Strip temperature before entering pot should be ±30 ˚C of the pot temperature. Pot temperature 460±1 °C
Cooling Tower
It is used for cooling the coated strip to around 140°C before immersing into a water quench tank. 5 air blowers are used to lower the strip temperature to around 200 ˚C.
Q-Tank After passing through these blowers strip is immersed in water tank where water is sprayed on both sides of the sheet to further lower the temperature. The strip is cooled around temperature 50 °C as it passes through the tank.
SKIN PASS MILL (SPM)
Online Skin Pass Mill (Non reversible 4 HI mill):-The function of the skin pass mill is to improve the mechanical properties of material,
including better internal stress distribution in the strip, shape of the strip, suppress spangle and its surface condition by reducing the irregularities. It can provide maximum reduction of 2% in hardness through cold rolling.
It is used for breaking the spangles as color doesn’t sticks on them and hence must be removed before sending the coil to color coating line. Process Capability:-PARAMTERES MINIMUM MAXIMUMThickness 0.25 3.2
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 23

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
Width 580 1270 (mill edge)Coil wt input (kg/mm width) - 17.5Coil wt output (kg/mm width) - 17.5Coil ID input (mm) 508/610 508/610Coil ID output (mm) 508 508Coil OD input (mm) - 1800Coil OD output (mm) - 1800
Table: 4.3 Process Capabilities SPMExit section:-Tension leveler: Tension Leveling is the process of pulling the strip beyond its yield point to permanently change the shape of the strip and make it flat.
Logo marking machine: For printing logo and ISI mark on strip surface.
Exit Accumulator: This is an arrangement used for accumulating the strip for uninterrupted operations of the process while unloading a coil from re-coiler. The exit accumulator is normally kept empty. It provides a time-gap of maximum 2.5 minutes to carry out the other required operations.
Shear Machine: It is used to remove the weld joint and to separate the coils.
Scrap table: Used to collect sheared weld portion.
Pinch roll: Used to feed the leading end of coil to re-coiler.
Threading table: Helps to feed the strip to the re-coiler mandrel.
Re-coiler: used to recoil the strip.
4.2: GALVALUME LINE
4.2.1 INTRODUCTION The most widely used metallic coating for the corrosion protection of steel is zinc (galvanize). It offers a very good combination of galvanic and barrier protection. However, in the desire to improve, there is always a quest to find even better products.
One hot-dip product that was successfully developed is 55% aluminum-zinc alloy-coated steel sheet .The coating is comprised of 55% aluminum, 43.5% zinc, and 1.5% silicon. Steel sheet with this coating has proven to be an excellent product for long-life building cladding, especially low slope roofing on industrial buildings. It has been widely applied as bare (unpainted) sheet with the coating being directly exposed to the atmosphere. The product is also used as a substrate for pre-painted sheet and this use has also grown significantly.
LINE DIAGRAM OF CGL-2
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 24

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
Figure 4.2 Line Diagram of CGL-2
4.2.2 COMPONENTS OF LINE:-
Uncoiler:-Receives the CR coils from the entry coil car and unwinds the strip.
Welding: - Welding of Strip ends for continuation of line.
Entry Accumulator:-To accumulate and feed the strip to processing line during welding.Non Ox furnace:-The purpose of this furnace is to clean & anneal the strip and to achieve a good adherence of the metallic coating. In this section, direct heating is done by using LPG. The furnace temperature is around 900deg C to 1150deg C. The strip temp is generally 450deg C to 650deg C.Radiant Tube furnace:-The strip is further heated to the processing temperature by means of gas fired radiant tube heating section. In this chamber the products of combustion are physically separated from the furnace atmosphere. The strip temp is generally 500deg C to 700deg C.
Soaking Furnace:-The strip is soaked at process temperature in protective atmosphere in a vertical soaking section to achieve the temperature uniformity across the section of the strip and desired grain structure of the material. The heating is by means of electrical radiant tube heaters. The strip temp is generally 500deg C to 700deg C.
Jet Cooler:-The strip is then cooled in the Jet cooling section to metal coating temperature under protective atmosphere. To maintain dipping temperature.
Hot Bridle:-To maintain strip tension at Pot.
Zinc bath (Pot): To Store molten Zn+AL for Coating on Strip. Temp of bath is approx 460deg C.
Cooling Tower:-Cooling the coated strip to around 140°C before immersing into a water quench tank.
Quench tank:-Cooling the coated strip to around 140°C to 50 °C.
Online Skin Pass Mill:-The function of the skin pass mill is to improve the mechanical properties of material, including better internal stress distribution in the strip, shape of the strip, suppress spangle and its surface condition by reducing the irregularities.
Tension Leveler:-This unit flattens strip by producing permanent elongation with a combination of axial tensile stress and alternating bending stresses. The alternating bending stresses are produced by tension leveling rollers.
Chemical Coater: - For passivation of coated Strip.
Hot Air Dryer:-To dry out the passivation chemical on Strip surface.
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 25
STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
Logo marking machine:-For printing logo and ISI mark on strip surface
Exit Accumulator:-This is an arrangement used for accumulating the strip for uninterrupted operations of the process while unloading a coil from recoiler. The exit accumulator is normally kept empty.
Electrostatic Oiler:-To apply a thin oil coat on metallic strips which need a protection or a surface preparation for further applications.
Shear Machine:-It is used to remove the weld joint and to separate the coils. For winding the coated Strip to make the coil as per the customer coil wt requirement
Over Head Crane:-For loading and Unloading of CR and GI coils.
Weigh Bridge: to weigh the coils, capacity of Weigh Bridge is 25t
4.3: COLOUR COATED LINE
4.3.1 INTRODUCTION Colour coating is done only in few products as per demand. The galvanized CR coil is sent to color coating line for coating different colour according to need. Coil Coating provides beautiful topcoats, durable surface, innovative application, cost saving, compared to other coating option. It is a continuous coating line with input after sheet being processed by Skin Pass Mill. In this line the sheet is entered through uncoiler and passed through degreasing section and then primer coating is applied and final colour coating is done.
JSW Vasind have two colour coating lines CCL1 & CCL-2
CCL 1 – Construction / Structural Grade
Thickness : 0.25 to 1.5 mm Width : 762 mm to 1250mm Ref. Gauge : 0.40 mm X 1100 mm Line Speed : 120 MPM Capacity : 1,50,000 TPY Paint Type : Polyester, Epoxy, PVDF, HDF, SMP, Acrylic.
CCL 2 – Appliance Grade / White Goods
Thickness : 0.25 to 0.8 mm Width : 762 mm to 1250mm Ref. Gauge : 0.35 mm X 1100 mm Line Speed : 65 MPM Capacity : 75,000 TPY Paint Type : Polyester, Epoxy, PVDF, HDF, SMP, Acrylic.
4.4:-SLITTING LINE
To uncoil the Galvanized, Pre-painted GI coils & to slit the edges of the coils as per customer requirement.
Uncoiler:-To uncoil the Galvanized, Pre-painted GI coils.
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 26
STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
Leveler:-To correct the coil set and to improve the shape of cut sheet.
Shear Machine:-To cut the sheet in required length as per the customer requirement.
4.5:-CTL (CUT TO LENGTH)
Uncoiler:-To uncoil the Galvanized, Prepainted GI coils.
Leveler:-To correct the coil set and to improve the shape of cut sheet.
Shear Machine:-To cut the sheet in required length as per the customer requirement.
Stacker:-To stack the cut sheet to make the Bundle.
Chapter 5COLOUR COATING PLANT
5.1 INTRODUCTION
Coil coating is the continuous and highly automated industrial process for efficiently coating coils of metal. Because the metal is treated before it is cut and formed, the entire surface is cleaned and treated, providing tightly-bonded finishes. (Formed parts can have many holes, recessed areas, valleys, and hidden areas that make it difficult to clean and uniformly paint.) Coil coated metal (often called pre-painted metal) is often considered more durable and more corrosion-resistant than most post painted metal.
Annually, 4.5 million tons of coil coated steel and aluminum are produced and shipped in North America, and 5 million tons in Europe. In almost every five-year period since the early 1980s, the
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 27

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
growth rate of coil coated metal has exceeded the growth rates of either steel and/or aluminum production.
JSW Steel Color coated products offer a unique blend of advantages – the strength of steel, enhanced corrosion resistance and the aesthetic appeal of paint. For the retail segment, the pre-painted corrugated sheets and profiles are branded as JSW Colouron (Colour Coated Galvanized Sheets) and JSW Colouron+ (55% Aluminum-Zinc Alloy Colour Coated Steel Sheets)
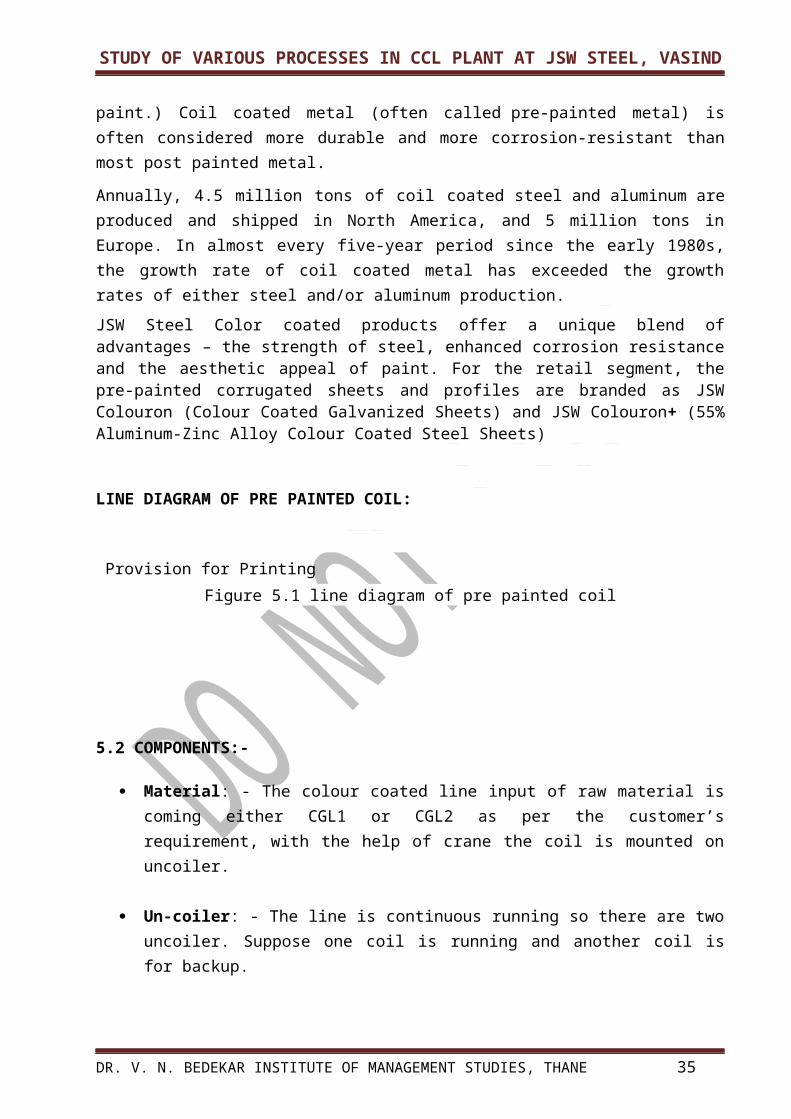
LINE DIAGRAM OF PRE PAINTED COIL:
Figure 5.1 line diagram of pre painted coil
5.2 COMPONENTS:-
Material: - The colour coated line input of raw material is coming either CGL1 or CGL2 as per the customer’s requirement, with the help of crane the coil is mounted on uncoiler.
Un-coiler: - The line is continuous running so there are two uncoiler. Suppose one coil is running and another coil is for backup.
Stitcher: - The main purpose of stitcher is to stitch the two coils.
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 28
Pay Off-1
Pre-Treatment Section
Accumulator
Pay Off-2
Recoiler
Prime Oven
Prime Coater
Chemical Coater
Water Quenching
Finish Oven
Finish Coater 1
Water Quenching
Clear Oven
Water Quenching
Clear Coater Accum
ulator
Tension Leveller
Cold Laminator
Che
mic
al
Ove
n
Finish Coater 2
Hot Laminator
Provision for Printing

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
Entry Accumulator: - Accumulator accumulates the coil at nearby 120 meters during stitching operation feed of strip.
Degrasing: - Degrasing is a cleaning process. In that process alkali along with hot water is sprayed on coil with high pressure through nozzle & it helps to remove of dirt, oils, fines and oxides instead of just chemical and impingement cleaning. After degreasing coil is passing through rinsing.
Rinsing: - Removal of excess cleaning solutions and loose soils which may affect treatments Warm water is best to remove alkaline cleaners. Degreasing Having 21 Header, Each having 5 nozzles which sprinkle alkaline Solution on sheet. After Rinsing Next Process is Hot Air Dryer to dry surface for free from skim and contamination.
Chemical Coater: - After rinsing process chemical coating is applied through polyurethane roller. After applying chemical coil is passing through drying oven having Temp. 90 -100 0C to reach pmt about 55 - 70 0C. Chemical Used is Granodine 1402 W which is a complex mixture of silica resin & reduced chromic acid. It creates films on metallic surface to generate a new layer comprised of reaction products. The layer yields adhesion and corrosion properties.
Prime Coater: - In prime coater the primer is applied on coil with the help of roller to the better durability and corrosion resistance of the material. Generally 5microns of coating is given from roll coater.
Prime Oven: - after applying primer on the coil the coil is passing through prime oven. Prime oven for baking of primer applied on the surface. Oven temp varies from 200deg C to 400deg C depending on thickness of the input material. After prime coater coil is passing to water quenching and then goes to water quenching.
Finish coater: - There is present two finish coater one is for optional. Top coat is applied on the surface as per requirement of the customer. Generally 15 to 25 microns of top coat is given from roll coater. Different colours and types of top coats used are Polyester, Silicon Polyester, and PVDF.
Back is generally 5 to 10 microns applied with roll coater. Different types of back coats used are Epoxy, Polyester, and Silicon Polyester.
Finish Oven: - After applying on finish coater coil is passing to finish oven. In finish oven for baking of Finish coat (Top and Back) applied on the surface. Oven temp varies from 200deg C to 400deg C depending on thickness of the input material. The coil is passing to water quenching and air dryer.
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 29

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
Exit Accumulator:-This is an arrangement used for accumulating the strip for uninterrupted operations of the process while unloading a coil from recoiler. The exit accumulator is normally kept empty.
Recoiler: - For winding the coated Strip to make the coil as per the customer coil wt requirement.
Over Head Crane:-For loading and Unloading of GI and Repainted galvanized coils.
Weigh Bridge: to weigh the coils, capacity of Weigh Bridge is 25t.
ORGANIZATION CHART OF CCL DEPARTMENT:-
Figure 5.2 CCL Department
5.3 CAPACITY PLANNING
Capacity in general is the maximum production rate of a facility or a firm. It is usually expressed as volume of output per period of time. Capacity indicates the ability of a firm to meet customer demand.
Capacity planning is the process of determining the production Capacity needed by an organization to meet changing demands for its Products. In the context of capacity planning, "capacity" is the maximum amount of work that an organizations capable of completing in a given
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 30
General Manager
AGM
Mechanical Dept.
(Sr. Mgr)
Electrical Dept.(Mgr)
Operation (AGM)
Appliance (Mgr)
Construction
(Mgr)
Appliance grade (Mgr)

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
period of time. The phrase is also used in business computing as a synonym for Capacity management
A discrepancy between the capacity of an organization and the demands of its customers results in inefficiency, either in under-utilized resources or unfulfilled customers. The goal of capacity planning is to minimize this discrepancy. Demand for an organization's capacity varies based on changes in production output, such as increasing or decreasing the production quantity of an existing product, or producing new products. Better utilization of existing capacity can be accomplished through improvements in Overall Equipment Effectiveness (OEE).Capacity can be increased through introducing new techniques, equipment and materials, increasing the number of workers or machines, increasing the number of shifts, or acquiring additional production facilities.
The actual capacity of CCL 1 line is 150000 TPY but last year 2015 consume the capacity of CCL 1 line is 92472 TPY and the daily capacity of the plant is 490 TPD.
The actual capacity of CCL 2 line is 75000 TPY but last year 2015 consume the capacity of CCL 2 line is 51708 TPY and the daily production of CCL 2 line is 290 to 350 TPD.
Capacity Of Plant CCL 1 CCL 2Actual 150000 75000Daily 490 297
Weekly 2733 1698Monthly 7706 4309Annually 92472 51708
Table 5.1 Capacity of plant
Operation managers are concerned with because They want sufficient capacity to meet customer demand in time Capacity affects cost efficiency of operation, the ease or difficulty of scheduling output
and the cost of maintaining the facility. Capacity requires an investment of capital. Maximum capacity for CCL-1 is 24 tons per hour Maximum capacity for CCL-2 is 12 tons per hour 90 meters per minute is maximum speed for coil with guard film Ideally for CCL-331 0.4X1100X120 is max speed
5.4 QUALITY CONTROL
Quality can be define as the total composite product and service characteristic of marketing, Engineering, manufacturing and maintenance through which the products and service in use will meet expectations of the customer. Quality control is an effective system for integrating the quality development, quality maintenance and quality improvement efforts of the groups in an organization so as to enable marketing, engineering, production and service at the most economical level, which allow for full customer satisfaction.
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 31

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
Quality control has specialized person qualified for testing of coloured coil.The quality control dept works in three shifts a day. Quality control is monitor 24*7 for continuous line. There are various tests being performed on the coil to assure its quality pertaining to given specification. For every new coil part of coil called sample is cut apart and taken to the quality work center for further testing.
5.4.1 Various quality control test include
• Colour matching • Gloss measurement • Rubbing Tests : Methyl Ethyl Ketone is used• Impact Test• T Bend Test• Cross Hatch Test• Pencil Hardness Test• Salt Spray Test• Humidity Test• UV resistance Test
Colour Matching: - The colour matching of coil is used for Spectrometer. The Spectrophotometer - Mac is a unique instrument as it measures both multi-angle color and flake characterization in one portable device. Colour scale of measurement to be made Delta E. Accuracy is required up to 0.05 mm.
Gloss measurement: - A gloss meter measures the specular reflection. The light intensity is registered over a small range of the reflection angle. Our comprehensive range of competitive and reasonably priced gloss meters include economical models as well as advanced versions measuring single angles or TRI angles. Accuracy is up to +/- 0.5 GU.
MEK (methyl ethyl ketone) test – For this test, cotton wool is soaked in MEK solution. 1 Kg load is applied on the sample and the sample is rubbed by cotton wool up by thumb for 100 times. Cotton wool is re-soaked in the MEK solution after every 25 rubs. The sample is observed for colour coating getting peel off.
Impact Test :- Gardner impact testers, available in a few variations have gained wide acceptance as a means of testing the impact resistance of many types of coatings from paints and vanishes to tough plated, plastic or laminated coatings. Accuracy is up to +/- 1gm.
T Bend Test: - T bend test are a means of evaluating the flexibility of coated strip metal that is to be formed during fabrication process.
Pencil Hardness Test: - This test the hardness of the colour coating is determined to assess mechanical damage. This test is done as per the standard ASTM D 3363-74. This method is used to check the hardness. The sample is fixed at the bottom of the equipment with the help of two fixtures. According to this standard, the second roll specified high hardness is 2H minimum. For this test Faber castle pencil is used.
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 32

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
Salt Spray Test: - This test is conducted according to ASTM standard B117 to judge the performance of colour coating in the marine environment containing salt. During this test the colour coating sample is exposed to salt spray fog in a customized sealed chamber. 5% of NaCl salt solution is taken as the standard to generate the salt spray. Other parameters like temperature, air pressure, orientation of the sample etc. are maintained. The progress of corrosion is evaluated by visual examination after a given interval.
5.5 PLANT MAINTENANCE:-
5.5.1 Introduction:- Plant implies all physical means of production in a manufacturing system. These can be machine tools, fixtures, land, building and other facilities. These facilities are subject to deterioration, if not checked or rectified or reconditioned may take these facilities unserviceable after some time, this checking or rectification is done through the process of maintenance. Thus maintenance mean to maintain the facility in the system up to desired level of efficiency i.e. to keep assets in a satisfactory condition or restore these to the condition. Maintenance ensures
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 33
STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
condition of the facility such that it permits uninterrupted implementation of plan requiring their use.
5.5.2 Objective of Plant Maintenance:- The management of maintenance activity has to concern itself with provision of interrupted production process at minimum cost and maximum reliability. The following are the objectives of plant maintenance.
To maximize the amount of time the assets will be available for use for the purpose for which these were procured.
To preserve the value of assets by reducing the rate of at which they deteriorate. To perform the activities of maintenance in the most economical manner. To plan and schedule maintenance work so as to anticipate and prevent interruption in
operations.
5.5.3 Types of Plant Maintenance:-
Breakdown Maintenance: - This is also known as corrective maintenance. For non critical equipment it is usually the policy to allow it to run without much routing attention. Breakdown maintenance practice is economical for that equipment that’s down time and repair costs are less.
Preventive Maintenance: - All machines deteriorate with use an exposure, deterioration of machine implies change in dimension of it various components and weakening of its members due to fatigue, impact and corrosion.
Productive maintenance:- In industry, total productive maintenance (TPM) is a system of maintaining and improving the integrity of production and quality systems through the machines, equipment, processes, and employees that add business value to an organization. TPM focuses on keeping all equipment in top working condition to avoid breakdowns and delays in manufacturing processes.
Routine Maintenance :- Simple, small-scale activities (usually requiring only minimal skills or training) associated with regular (daily, weekly, monthly, etc.) and general upkeep of a building, equipment, machine, plant, or system against normal wear and tear.
Sample Of Mechanical Maintenance Report:-
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 34
STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
SN. UNIT Production (MT) Cumulative (MT) Utilization% Yield% Delay (min) Line Stoppage Delay (%) RemarksCCL1 7899 18576 57.57 99.20 155 3 0.36%CCL2 4327 7853 61.21 98.00 205 4 0.47%Total 12226 26429 Appl. Grade 1495
2 Major Delay: CCL1 NIL CCL2 NIL No Major Delay3 Repetitive delay; CCL1 3 CCL2 3 RTO HBV Problem4 Stores Consumrtion 543244 CCL1-472667 CCL2-705775 Gas RLNG Consumption CCL1-0.85 mmbtu/t CCL2-1.20 mmbtu/t CCL-0.97 mmbtu/t6 Power Consumption(CCL) 57.47 Kwh/t
Major Items issued- Store Consumption Rs/t. 44.4325000089340
1
7a)Briddle Roll 01 no. issuedb) Chemical for Water treatement
Table 5.2 Mechanical Maintenance
Mechanical maintenance brief details
Budget if cut down or planned taking into consideration previous year’s budget. 5-10 percent of budget is cut down
Budget is of two types capital and revenue Production is important parameter, which deflects the budget Spares required frequently are maintained in companies stores
5.6 INVENTORY MANAGEMENT:-
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 35

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
Inventory management is primarily about specifying the size and placement of stocked goods. Inventory management is required at different locations within a facility or within multiple locations of a supply network to protect the regular and planned course of production against the random disturbance of running out of materials or goods.
The scope of inventory management also concerns the fine lines between replenishment lead time, carrying costs of inventory, asset management, inventory forecasting, inventory valuation, inventory visibility, future inventory price forecasting, physical inventory, available physical space for inventory, quality management, replenishment, returns and defective goods and demand forecasting and also by replenishment Or can be defined as the left out stock of any item used in an organization.
5.6.1 There are major inventory sections are as follows,
Raw materials FG Paint Sleeves Chemicals
Raw material: - There are 2 types of raw material Galvanized and Galvalume coil for making of colour coated coil. Once the raw material coil comes to CCL plant, successively coil is stored near to input of the colour coating line, which is at the end of plant and production wise mounted in uncoiler.
Finish Goods: - The finish good of CCL plant is PPGI or PPGL coils. Once the coil is made it is either stored in plant for packing or goes for next process, which could be Slitting, Embossing or cut to length
Paint:- Paint constitutes about 50% of the total conversion cost in Colour Coating plant. Paints applied over Galvanized product as per the customer requirements. In JSW, Primer, Top coat & Back coat are three important elements of Colour-coating line. Here, the colour-coating line applies about 5µ of primer coating on both the side of GI/GL coils. Top coat is applied as per the customer requirements. Viscosity of paint is one of the factors which affect the coverage area of paint. More viscous the paint more is the volume solid percentage. Volume solid is the material that is actually applied over coils & rest part is evaporated. Company at present keeps only 10-15 days inventory of paints. It has tied-up contract for 50 shades with suppliers so as to meet its demand. Time procurement plays very important role in deciding cost & continuity in process can be maintained only if there is proper supply of raw materials from suppliers. They also sometimes make use of tinters which are mixed with excess stock and old stock in inventory to make new shades. Hence, stock which would have contributed to waste is actually converted into useful product and thus this recycled product can be used for colour-coating on coils. In this way, these processes help in reducing the cost.
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 36

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
Sleeves: - There are 2 types of sleeves used for the wrapping of the coil. One is the metal sleeve and another is cardboard sleeve. The metal sleeves are made in plant but it’s made by contractor they appoint yearly on contract basis for making of metal sleeves, cardboard sleeves are order by purchase department.
Chemical: - The industry has to be use some chemicals for lab testing’s, Flore cleaning or some major applications. They purchase chemicals in different different vendors as per the contract and as per the requirement.
Figure 5.3.1 Raw material Inventory Figure 5.3.2 Finish Goods Inventory
Figure 5.3.3 Paint Inventory Figure 5.3.4 Sleeves Inventory
5.7 PACKAGING AND DISPATCHING
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 37

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
5.7.1 PACKING: - Responsibility for coil quality does not end at the mill. Quality at final point of delivery is dependent on the protection afforded by the coil packaging. Increasing demands for suitable packaging for coil stock lead to a new approach to protect coil during transportation and at their final destination. Storage at destination is one aspect which determines the type of packaging. However, there are still no commonly used standards on how such packaging should look. Some of the packaging materials that are used here are GP sheet, OD ring GP, ID ring HR, straps, wood for providing support at base etc.There are two main finished goods produced at this plant, namely PPGI and PPGL (color coated steel) rolls. Following are the sales channels through which these products are sold in the market, namely: a) Trade b) OEM c) Export. Packaging specification for these 3 segments is different depending upon nature of packaging required for different customers. OEM is the manufacturers of white goods whose quality constraints are very high.
Figure 5.4 Packing5.7.2 DISPATCHING:-
As the dispatch plan is concern, once material get produced as per production plan and after packing, PD and QC dept moves the material to finish stock. Once the material moves to finish stock in system then material is ready for dispatch. For export segment, STO to be prepared by PPC and after execution of VL10B transaction in system, deliveries for dispatch get created and then batch assignment to be done. Dispatch plan for export segment is prime responsibility of PPC dept. Containers will be indented on the basis of container wt, order wt, coil wt, port restriction etc, after joint discussion had with logistics and production. The same shall be communicated through Email to marketing international with a copy to production and logistics so that container left out can be controlled in a planned manner. While for DOM segment, MD gets finish stock from system and allocates manually to respective order and create delivery in system. As per the customer requirement coil is load on the truck in EYE to WALL, EYE to SKY and EYE to DOOR. The every export segment the container will be totally fumigated. There is some specific country there have specific details such as Australia the coil is maximum 22 ton.
5.8 TRANSPORTATION:-
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 38

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
The transportation department at JSW Vasind deals with annual contract of transporters, arrangement of vehicles on time, allocation to proper dispatch gate, keeping records of transporters, vehicles, FG transported, etc.
The deliveries are divided majorly into two types, Domestic and Export. There is slight difference in these processes. The production of steel is associated with complex and very extensive transport processes. The steel industry in JSW Vasind is strongly committed to the particularly sustainable carriers- railways, transporters and waterways. Logistics of raw material and finished products play a critical role in determining the operational efficiency and cost structure of steel producer. Road transportation has become an important element in a multimodal transportation matrix, especially, as part of the port related transportation network for important of raw material and export of finished steel.
5.8.1 TYPES OF TRANSPORTATION:-
For yearly contracts, applications along with quotations are called upon for freezing the fixed price pertaining to particular destination with respect to per ton. For example; fixed price for Vasind to Delhi remains 4000 per ton. Following are the types
Local transportation ContractLocal refers transportation within geographical region, specifically inter district. Local
transportation includes machineries and their heavy spare parts, delivery of coils, inbound raw material from Dolvi.
Domestic transportation contractEvery inland transportation stretching nationwide can be considered as domestic
transportation, mainly dedicated to finish product delivery and raw material incoming. Company has information of time required for transportation. Example 4 days for Delhi
ExportIn export, the container needs to manage for proper safety compulsory. For some special
cases fumigation is also mandatory e.g. New Zealand, Australia. Factors of safety increases for export order. Container also needs to be leak proof.
Internal ShiftingInternal shifting involves transferring coils from yard to pickling and slitting and then to
respective workstation.
5.8.2 TOTAL TRANSPORTATION OF PPGL & PPGI MONTH OF MAY-2016
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 39
STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
9%
35%53%
2% 1%
PPGLEXP OEM TRDDiv:- DOM Secondary
Figure 5.5.1 Total Transport of PPGL
42%
43%
3% 10% 2%
PPGIEXP OEM TRD Div:- DOM Secondary
Figure 5.5.2Total Transport of PPGI
Keynote Points
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 40
STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
Transportation dept already has contracted transporters for delivery throughout India with their rates fixed per ton.
For new transporters an amount of 2 laces is kept as security for four months and is cleared at the end of 4th month.
Applications are called upon for annual contracts. In case of denial/failure of transporter to provide vehicle on time, vehicle is arranged from
open markets, if lowest price quoted is higher than contracted transporter, excess amount is debited from transporter. Example - If 'x' being transporter for Mumbai-Delhi fleet with rate 3000 rupees per ton, while in case if x is unable to provide vehicle, and at times vehicle is arranged at minimum of 3200 per ton from open market. The excess amount of 200 rupees per ton will be debited from 'x'
For coil form finished goods it costs rupees 50 extra over sheet form. Number of Trucks stuffs in finished goods daily: 50-55 Number of Containers stuffed for export monthly – 500 Outbound tonnage per month: 35000-40000 Tons
Change in Freight rate due to change in fuel prices
CONDITION: IT IS APPLICABLE ONLY IF THE HIKE IS > 1 RUPEES
Rate change (rupees) = (HSD) X (0.40) X (%change in fuel price)Example; For Mumbai Delhi the fleet charge is 4000 per ton, and fuel rate changed from rupees 62 to 65Increase in price = 65 - 62 = 3; HSD = 4000; multiplier = 0.4Percentage change = 3/62 = 0.04839Rate change = 4000 X 0.40 X 0.04839Rate change =77.424 rupees per ton.
5.8.3 GLOBAL FOOTPRINTS OF MAJOR COUNTRIES
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 41

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
41%
16%
5%
5%3%
30%
CC/CONTUAE GREECE ESTONIAPOLAND ROMANIA OTHER
Figure 5.6.1 Global Foot Print of Container
15% 2%
54%
30%
BBBELGIUM ETHIOPIAUSA SINGAPORE
Figure 5.6.2 Global Foot Print of Brake Bulk
5.9 CERTIFICATION & POLICIES OF JSW STEEL
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 42

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 43

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
CHAPTER 6OBSERVATION AND SUGGESTIONS FOR IMPROVEMENT
1. There are some fumes which come from primer coater and finish coater.
Description: - At higher altitude of CCL Plant there is accumulation of fume which comes from primer and finish oven. In prime coater there are lots of primers in tank. When primer is apply on coil there are some fumes are go out in the coater area. In the primers there are some harmful chemicals such as etch primers, epoxy primers, zinc epoxy primers, zinc silicate primers. It’s very harmful for the human being and there is no ventilation for passing the fumes. If we are going in finish coater and we still there 5 or 10 min our eyes are burning, we have to not taken the oxygen.
Suggestion:- The explosion hazards must be avoided by providing ventilation to remove flammable solvents and/or dust. Operators must be protected against such hazards by the provision of protective clothing, fresh air masks, ear muffs, etc
2. Improper inventory storage section for paint barrels.
Description:- There is no rack system for storage resulting into difficulty in identification and handling risk. In that area accident chances are more. The paint inventory section is large but there is improper handling system, so injury chances of human being is more. Suggestion:-
Proper racks to be made and arranged accordingly, which will increase overall space for storage, also aid in identifying the right barrel, improper inventory storage section for paint barrels. Handling risk is also reduced.
Figure 6.1:- Coater Room Figure 6.2:- Paint Inventory
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 44
STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
CONCLUSION
In that project am studied that a various processes in CCL plant at JSW steel coated products ltd. Vasind. JSW does not own mines for some of its basic raw materials. The construction (CCL1) and appliance (CCL2) lines of production is fully utilized. In the last year both lines are somewhat 97% utilize of production. Their aim is to achieve the yearly target as soon as possible.
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 45

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
BIBLIOGRAPHY
1. ELEMENTS OF PRODUCTION PLANNING AND CONTROL- by Samuel ElionQuality control
2. INVENTORY MANAGEMENT- by Max Muller
3. TOTAL QUALITY MANAGEMENT- by S. Rajaram, M. Sivakumar
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 46

STUDY OF VARIOUS PROCESSES IN CCL PLANT AT JSW STEEL, VASIND
REFERENCES
1. Introduction To Future Of Steel Industry-by www.ibef.org
2. Introduction To JSW Steel-by www.ibef.org
3. Material Transported For Month Of May-2016 - Department of Transportation
4. Quality testing - Worldoftest.com
5. Other references - www. wikipedia.com
6. http://steelworld.com
7. http://en.stahl-onl.com
DR. V. N. BEDEKAR INSTITUTE OF MANAGEMENT STUDIES, THANE 47