study and analysis of effect of cutting parameters on ...urpjournals.com/tocjnls/2_15v5i3_6.pdf ·...
TRANSCRIPT

63 Advanced Engineering and Applied Sciences: An International Journal 2015; 5(3): 63-73
ISSN 2320–3927
Original Article
Study and Analysis of Effect of Cutting Parameters on Cutting Forces
and Surface Roughness
Masood Atahar Khan1, Jayant K. Kittur2, Vishal. Dutt Kohir3
1) M.Tech student, Production Management, Department of Industrial Production, KLS Gogte Institute of Technology,
Belgaum, Karnataka, India
2) Prof, PhD, Department of Industrial Production, KLS Gogte Institute of Technology, Belgaum, Karnataka, India
3) Prof, Department of Mechanical Engineering, Angadi Institute of Management & Technology, Belgaum, Karnataka,
India
1. Contact: 9901638687, e-mail: [email protected]; 2. Contact: 0831-2498508, e-mail: [email protected]; 3. Contact:
9449140953, e-mail: [email protected]
Received 26 June 2015; accepted 07 July 2015
Abstract
In the present competitive and dynamic market environment, large and small manufacturing industries are more allotted to
Optimization and economic machining. Cutting parameters play a crucial role in every machining process in affecting the
production rate, quality of the output and economical aspects of a machining process. Finite element simulation of the
cutting process is advantageous in many ways over experimental analysis, as it provides information on deformations along
each point of cutting line, stresses induced at each node/point and temperature distribution in the tool and work material
during the machining process. In this paper, the significant effect of cutting speed, feed rate and rake angle on cutting
forces, tool temperature and work specimen temperature in machining AISI 1045 mild carbon steel has been studied. For
the study of which, a series of 20 experiments and simulation trials were conducted as per design of experiments. All the
other parameters besides the selected were kept constant throughout the simulation process. Finite element simulations
were conducted using computer aided engineering software Deform 2D. The results from simulations indicate that forces
decrease with increment in cutting speed. Machining with tools having bigger rake angles tend to increase the temperature
and but decrease in cutting forces. Whereas, higher feed values result in higher cutting forces and high temperature.
© 2015 Universal Research Publications. All rights reserved
Key words: Cutting process, Deform 2D, cutting forces, Surface roughness, Design of experiment (DOE), Response
surface method (RSM).
1. INTRODUCTION
1.1 PREFACE
Turning process is more widely metal cutting operation
used among all the machining operations. The rising
interest in turning process is reaching new levels in the
current industrial age. High level of competition is leading
for making efforts in maximizing the economical factors in
manufacturing machined parts quality measurement of
machined mechanical products. With further rise in
modernization, customers have increasing demands on
quality compatibility, retentivity, reliability and
functionability. As a result during machining operations,
selection of input machining parameters and understanding
their effects has become a critical job. Thus, a need for a
systematic methodological approach by using experimental
methods and statistical/mathematical models to achieve
optimum productivity and quality of products has become
compulsory in every manufacturing organization [14]. The
objective of this project is to study and analyze the effect of
cutting parameters i.e. speed, feed and back rake angle in
turning of En 8 medium carbon steel using a carbide tip
tool. Develop a plot of experiments using design of
experiment (DOE) technique by Response surface method
(RSM) and generate a Regression model for Cutting forces
and Surface Roughness. Lastly Performing a software
simulations using Deform 2D for the same set of input
parameters and data and in the end compare the
experimental results with simulation results and conclude
the work of study.
1.2 WORK PROBLEM STATEMENT
In a turning process, cutting parameters such as Spindle
Speed, Feed and Rake angle have a significant influence on
Tool forces and Surface Roughness of the material. Aim of
this project work is to study the effect of varying cutting
parameters like Speed, Feed and back rake angle on
responses, Surface Roughness and cutting forces generated
Available online at http://www.urpjournals.com
Advanced Engineering and Applied Sciences: An International Journal
Universal Research Publications. All rights reserved
64 Advanced Engineering and Applied Sciences: An International Journal 2015; 5(3): 63-73
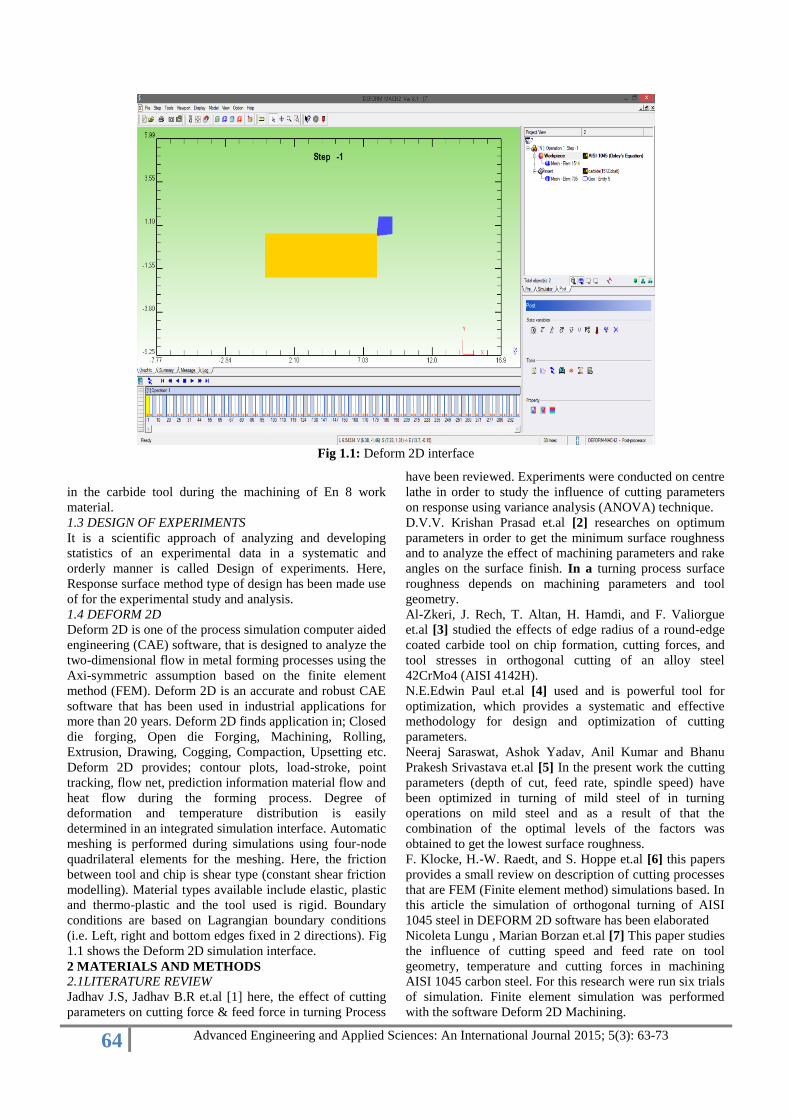
Fig 1.1: Deform 2D interface
in the carbide tool during the machining of En 8 work
material.
1.3 DESIGN OF EXPERIMENTS
It is a scientific approach of analyzing and developing
statistics of an experimental data in a systematic and
orderly manner is called Design of experiments. Here,
Response surface method type of design has been made use
of for the experimental study and analysis.
1.4 DEFORM 2D
Deform 2D is one of the process simulation computer aided
engineering (CAE) software, that is designed to analyze the
two-dimensional flow in metal forming processes using the
Axi-symmetric assumption based on the finite element
method (FEM). Deform 2D is an accurate and robust CAE
software that has been used in industrial applications for
more than 20 years. Deform 2D finds application in; Closed
die forging, Open die Forging, Machining, Rolling,
Extrusion, Drawing, Cogging, Compaction, Upsetting etc.
Deform 2D provides; contour plots, load-stroke, point
tracking, flow net, prediction information material flow and
heat flow during the forming process. Degree of
deformation and temperature distribution is easily
determined in an integrated simulation interface. Automatic
meshing is performed during simulations using four-node
quadrilateral elements for the meshing. Here, the friction
between tool and chip is shear type (constant shear friction
modelling). Material types available include elastic, plastic
and thermo-plastic and the tool used is rigid. Boundary
conditions are based on Lagrangian boundary conditions
(i.e. Left, right and bottom edges fixed in 2 directions). Fig
1.1 shows the Deform 2D simulation interface.
2 MATERIALS AND METHODS
2.1LITERATURE REVIEW
Jadhav J.S, Jadhav B.R et.al [1] here, the effect of cutting
parameters on cutting force & feed force in turning Process
have been reviewed. Experiments were conducted on centre
lathe in order to study the influence of cutting parameters
on response using variance analysis (ANOVA) technique.
D.V.V. Krishan Prasad et.al [2] researches on optimum
parameters in order to get the minimum surface roughness
and to analyze the effect of machining parameters and rake
angles on the surface finish. In a turning process surface
roughness depends on machining parameters and tool
geometry.
Al-Zkeri, J. Rech, T. Altan, H. Hamdi, and F. Valiorgue
et.al [3] studied the effects of edge radius of a round-edge
coated carbide tool on chip formation, cutting forces, and
tool stresses in orthogonal cutting of an alloy steel
42CrMo4 (AISI 4142H).
N.E.Edwin Paul et.al [4] used and is powerful tool for
optimization, which provides a systematic and effective
methodology for design and optimization of cutting
parameters.
Neeraj Saraswat, Ashok Yadav, Anil Kumar and Bhanu
Prakesh Srivastava et.al [5] In the present work the cutting
parameters (depth of cut, feed rate, spindle speed) have
been optimized in turning of mild steel of in turning
operations on mild steel and as a result of that the
combination of the optimal levels of the factors was
obtained to get the lowest surface roughness.
F. Klocke, H.-W. Raedt, and S. Hoppe et.al [6] this papers
provides a small review on description of cutting processes
that are FEM (Finite element method) simulations based. In
this article the simulation of orthogonal turning of AISI
1045 steel in DEFORM 2D software has been elaborated
Nicoleta Lungu , Marian Borzan et.al [7] This paper studies
the influence of cutting speed and feed rate on tool
geometry, temperature and cutting forces in machining
AISI 1045 carbon steel. For this research were run six trials
of simulation. Finite element simulation was performed
with the software Deform 2D Machining.

65 Advanced Engineering and Applied Sciences: An International Journal 2015; 5(3): 63-73
2.2 METHODOLOGY FLOW-CHART
Fig 2.1: EN 8 work specimen
2.3 METHODOLOGY
a) Checking and preparing the Centre Lathe ready for
performing the machining operation.
b) Mounting the tool and work apparatus on the lathe along
with dynamometer and accessories, to measure the force
components.
c) Performing straight orthogonal turning operation on each
of the 20 specimens as per the standard order of the
experimental design matrix developed, using various
combinations of cutting input parameters like spindle
speed, feed and back rake angle (keeping depth of cut
constant as 1mm) to control the process.
d) Now recording the force data obtained on the display
unit through dynamometer at interval of each second.
Taking the mean force for each work-piece data obtained.
e) Similarly performing a repetition of the experiment to
obtain replica set of readings and choosing the best results
of the two.
f) Now measuring the surface roughness for each work-
piece with the help of a portable stylus-type Taylor
Hobson's Talysurf and recording individual data.
g) After experimental analysis is done, determination of
constant coefficients of the developed model is done using
Response surface methodology. Finally testing the
significance of the coefficients using the analysis of
variance (ANOVA).
h) In the end, all experimental input data is fed into Deform
2D software for simulation analysis. The results from
simulation analysis and experimental analysis are compared
to check their relation and extent of similarity.
66 Advanced Engineering and Applied Sciences: An International Journal 2015; 5(3): 63-73
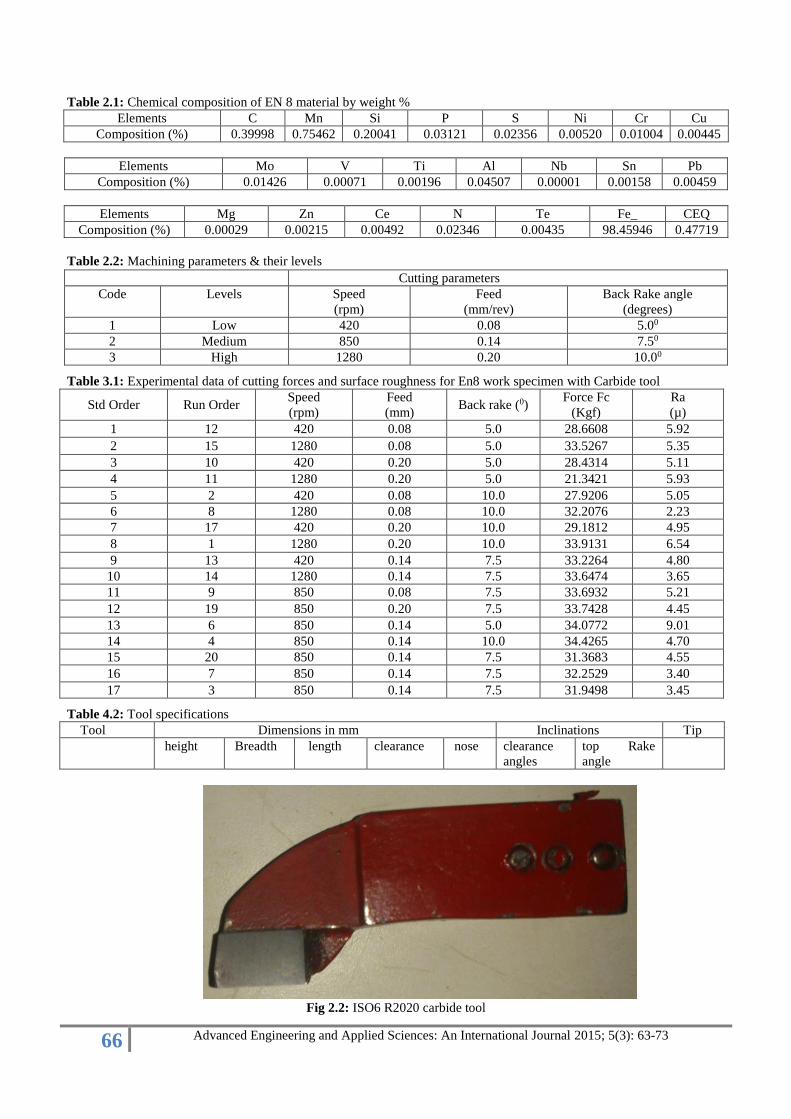
Table 2.1: Chemical composition of EN 8 material by weight %
Elements C Mn Si P S Ni Cr Cu
Composition (%) 0.39998 0.75462 0.20041 0.03121 0.02356 0.00520 0.01004 0.00445
Elements Mo V Ti Al Nb Sn Pb
Composition (%) 0.01426 0.00071 0.00196 0.04507 0.00001 0.00158 0.00459
Elements Mg Zn Ce N Te Fe_ CEQ
Composition (%) 0.00029 0.00215 0.00492 0.02346 0.00435 98.45946 0.47719
Table 2.2: Machining parameters & their levels
Table 3.1: Experimental data of cutting forces and surface roughness for En8 work specimen with Carbide tool
Std Order Run Order Speed
(rpm)
Feed
(mm) Back rake (0)
Force Fc
(Kgf)
Ra
(µ)
1 12 420 0.08 5.0 28.6608 5.92
2 15 1280 0.08 5.0 33.5267 5.35
3 10 420 0.20 5.0 28.4314 5.11
4 11 1280 0.20 5.0 21.3421 5.93
5 2 420 0.08 10.0 27.9206 5.05
6 8 1280 0.08 10.0 32.2076 2.23
7 17 420 0.20 10.0 29.1812 4.95
8 1 1280 0.20 10.0 33.9131 6.54
9 13 420 0.14 7.5 33.2264 4.80
10 14 1280 0.14 7.5 33.6474 3.65
11 9 850 0.08 7.5 33.6932 5.21
12 19 850 0.20 7.5 33.7428 4.45
13 6 850 0.14 5.0 34.0772 9.01
14 4 850 0.14 10.0 34.4265 4.70
15 20 850 0.14 7.5 31.3683 4.55
16 7 850 0.14 7.5 32.2529 3.40
17 3 850 0.14 7.5 31.9498 3.45
Table 4.2: Tool specifications
Tool Dimensions in mm Inclinations Tip
height Breadth length clearance nose clearance
angles
top Rake
angle
Fig 2.2: ISO6 R2020 carbide tool
Cutting parameters
Code Levels Speed
(rpm)
Feed
(mm/rev)
Back Rake angle
(degrees)
1 Low 420 0.08 5.00
2 Medium 850 0.14 7.50
3 High 1280 0.20 10.00
67 Advanced Engineering and Applied Sciences: An International Journal 2015; 5(3): 63-73
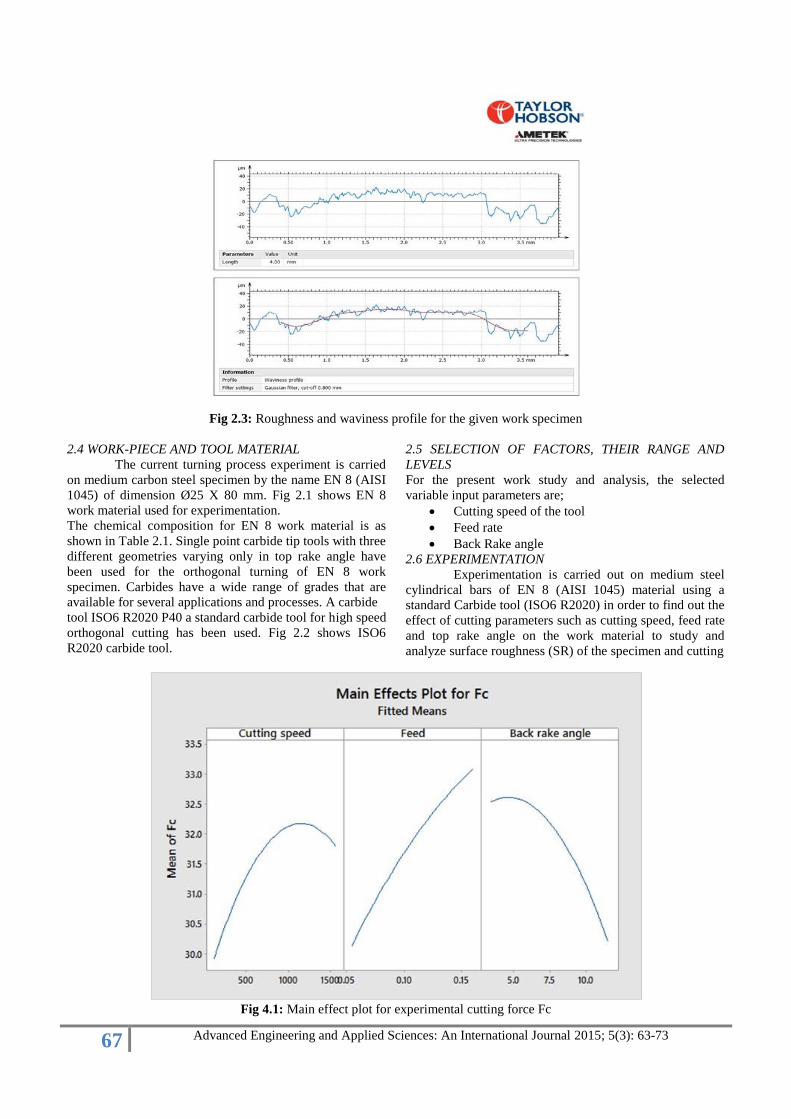
Fig 2.3: Roughness and waviness profile for the given work specimen
2.4 WORK-PIECE AND TOOL MATERIAL
The current turning process experiment is carried
on medium carbon steel specimen by the name EN 8 (AISI
1045) of dimension Ø25 X 80 mm. Fig 2.1 shows EN 8
work material used for experimentation.
The chemical composition for EN 8 work material is as
shown in Table 2.1. Single point carbide tip tools with three
different geometries varying only in top rake angle have
been used for the orthogonal turning of EN 8 work
specimen. Carbides have a wide range of grades that are
available for several applications and processes. A carbide
tool ISO6 R2020 P40 a standard carbide tool for high speed
orthogonal cutting has been used. Fig 2.2 shows ISO6
R2020 carbide tool.
2.5 SELECTION OF FACTORS, THEIR RANGE AND
LEVELS
For the present work study and analysis, the selected
variable input parameters are;
Cutting speed of the tool
Feed rate
Back Rake angle
2.6 EXPERIMENTATION
Experimentation is carried out on medium steel
cylindrical bars of EN 8 (AISI 1045) material using a
standard Carbide tool (ISO6 R2020) in order to find out the
effect of cutting parameters such as cutting speed, feed rate
and top rake angle on the work material to study and
analyze surface roughness (SR) of the specimen and cutting
Fig 4.1: Main effect plot for experimental cutting force Fc

68 Advanced Engineering and Applied Sciences: An International Journal 2015; 5(3): 63-73
Fig 4.2: Main effect plot for analytical cutting force Fx
Fig 4.3: Main effect plot for arithmetic mean roughness value Ra
forces on the tool during straight turning process.
Throughout the experimentation Depth of cut (DOC) is
kept constant. The measurement of surface roughness is
done by using Taylor Hobson’s surftronic talysurf. Fig 2.3
shows a typical roughness and waviness profile for the
given work specimen obtained on talysurf. The project is
further extended to software analysis of the experiments
carried. A machining simulation software named Deform
2D has been used for the analysis. Later the results from
software analysis are compared with experimental analysis
to conclude the accuracy of the project. Table 2.2 shows
Machining parameters & their levels
3 RESULTS
By using the Analysis of variance (ANOVA) for
the data collected through practical experiment and
software analysis, a linear regression prediction model for
the response parameters using the input parameters is
developed. The regression analysis comprising regression
co-efficient, surface plots, contour plots, interaction plots
and main effect plots for the output parameters viz. cutting
force (Fc), surface roughness (Ra), x-load (Fx) and y-load
(Fy) have been generated. Table 3.1 shows Experimental
data of cutting forces and surface roughness for En8 work
specimen with Carbide tool.

69 Advanced Engineering and Applied Sciences: An International Journal 2015; 5(3): 63-73
Fig 4.4: Bar comparison between Fc and Fx
Fig 4.5: Line comparison between Fc and Fx
3.1 ANOVA TABLE, GRAPHS, PLOTS AND PREDICTION MODEL FOR CUTTING FORCE (Fc)
Response Surface Regression: Fc versus Cutting speed, Feed, Back rake angle
Analysis of Variance
Source DF Adj SS Adj MS F-Value P-Value
Model 9 126.458 14.0509 0.97 0.051
Linear 3 53.048 17.6826 1.22 0.035
Cutting speed 1 1.956 1.9556 0.14 0.721
Feed 1 49.815 49.8149 3.45 0.093
Back rake angle 1 1.277 1.2774 0.09 0.077
Square 3 10.899 3.6330 0.25 0.859
Cutting speed*Cutting speed 1 9.475 9.4749 0.66 0.043
Feed*Feed 1 0.111 0.1108 0.01 0.093
Back rake angle*Back rake angle 1 0.561 0.5612 0.04 0.084
2-Way Interaction 3 62.511 20.8370 1.44 0.288
Cutting speed*Feed 1 4.654 4.6537 0.32 0.058
Cutting speed*Back rake angle 1 39.819 39.8194 2.76 0.128
Feed*Back rake angle 1 18.038 18.0378 1.25 0.029
Error 10 144.489 14.4489
Lack-of-Fit 5 140.172 28.0345 32.47 0.001
Pure Error 5 4.317 0.8634
Total 19 270.947

70 Advanced Engineering and Applied Sciences: An International Journal 2015; 5(3): 63-73
Model Summary
S R-sq R-sq(adj) R-sq(pred)
3.80118 93.67% 0.00% 0.00%
Coded Coefficients
Term Effect Coef SE Coef T-Value P-Value VIF
Constant 29.69 1.55 19.15 0.000
Cutting speed 0.76 0.38 1.03 0.37 0.072 1.00
Feed -3.82 -1.91 1.03 -1.86 0.093 1.00
Back rake angle 0.61 0.31 1.03 0.30 0.772 1.00
Cutting speed*Cutting speed 1.62 0.81 1.00 0.81 0.043 1.02
Feed*Feed -0.18 -0.09 1.00 -0.09 0.093 1.02
Back rake angle*Back rake angle -0.39 -0.20 1.00 -0.20 0.848 1.02
Cutting speed*Feed 1.53 0.76 1.34 0.57 0.058 1.00
Cutting speed*Back rake angle 4.46 2.23 1.34 1.66 0.012 1.00
Feed*Back rake angle 3.00 1.50 1.34 1.12 0.290 1.00
The P value for the above model Cutting speed*Cutting speed and Cutting speed*Back rake angle is lower than 0.05 (at
93% confidence level) indicates that the model considered is statistically significant.
Regression Equation in Uncoded Units
Fc = 70.5 - 0.0286 Cutting speed - 243 Feed - 3.37 Back rake angle
+ 0.000004 Cutting speed*Cutting speed - 97 Feed*Feed
- 0.032 Back rake angle*Back rake angle + 0.059 Cutting speed*Feed
+ 0.00208 Cutting speed*Back rake angle + 20.0 Feed*Back rake angle
3.2 ANOVA TABLE, GRAPHS, PLOTS AND PREDICTION MODEL FOR ANALYTICAL CUTTING FORCE (Fx)
Response Surface Regression: Fx versus Cutting speed, Feed, Back rake angle
Analysis of Variance Source DF Adj SS Adj MS F-Value P-Value
Model 9 112.659 12.5177 0.91 0.550
Linear 3 72.460 24.1532 1.76 0.000
Cutting speed 1 2.218 2.2179 0.16 0.696
Feed 1 63.139 63.1387 4.60 0.057
Back rake angle 1 7.103 7.1030 0.52 0.048
Square 3 18.056 6.0188 0.44 0.054
Cutting speed*Cutting speed 1 17.541 17.5414 1.28 0.073
Feed*Feed 1 1.269 1.2692 0.09 0.076
Back rake angle*Back rake angle 1 0.168 0.1682 0.01 0.914
2-Way Interaction 3 22.143 7.3811 0.54 0.066
Cutting speed*Feed 1 2.520 2.5196 0.18 0.067
Cutting speed*Back rake angle 1 3.435 3.4352 0.25 0.628
Feed*Back rake angle 1 16.189 16.1885 1.18 0.033
Error 10 137.156 13.7156
Lack-of-Fit 5 135.511 27.1021 82.35 0.000
Pure Error 5 1.646 0.3291
Total 19 249.81
Model Summary S R-sq R-sq(adj) R-sq(pred)
3.70346 95.10% 83.00% 80.00%
Coded Coefficients
Term Effect Coef SE Coef T-Value P-Value VIF
Constant 31.98 1.51 21.17 0.000
Cutting speed 0.81 0.40 1.00 0.40 0.696 1.00
Feed -4.30 -2.15 1.00 -2.15 0.057 1.00
Back rake angle 1.44 0.72 1.00 0.72 0.048 1.00
Cutting speed*Cutting speed -2.207 -1.103 0.976 -1.13 0.033 1.02
Feed*Feed -0.594 -0.297 0.976 -0.30 0.767 1.02
Back rake angle*Back rake angle -0.216 -0.108 0.976 -0.11 0.091 1.02
Cutting speed*Feed 1.12 0.56 1.31 0.43 0.067 1.00
Cutting speed*Back rake angle 1.31 0.66 1.31 0.50 0.362 1.00
Feed*Back rake angle 2.85 1.42 1.31 1.09 0.033 1.00
71 Advanced Engineering and Applied Sciences: An International Journal 2015; 5(3): 63-73
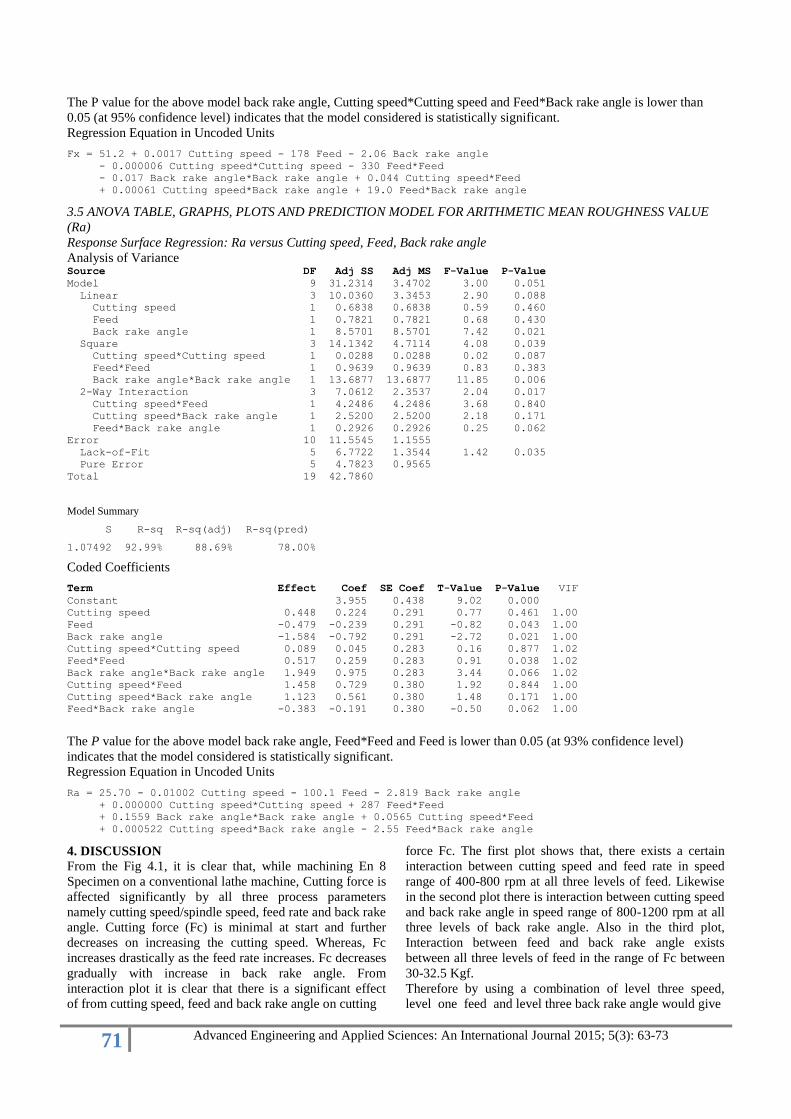
The P value for the above model back rake angle, Cutting speed*Cutting speed and Feed*Back rake angle is lower than
0.05 (at 95% confidence level) indicates that the model considered is statistically significant.
Regression Equation in Uncoded Units
Fx = 51.2 + 0.0017 Cutting speed - 178 Feed - 2.06 Back rake angle
- 0.000006 Cutting speed*Cutting speed - 330 Feed*Feed
- 0.017 Back rake angle*Back rake angle + 0.044 Cutting speed*Feed
+ 0.00061 Cutting speed*Back rake angle + 19.0 Feed*Back rake angle
3.5 ANOVA TABLE, GRAPHS, PLOTS AND PREDICTION MODEL FOR ARITHMETIC MEAN ROUGHNESS VALUE
(Ra)
Response Surface Regression: Ra versus Cutting speed, Feed, Back rake angle
Analysis of Variance Source DF Adj SS Adj MS F-Value P-Value
Model 9 31.2314 3.4702 3.00 0.051
Linear 3 10.0360 3.3453 2.90 0.088
Cutting speed 1 0.6838 0.6838 0.59 0.460
Feed 1 0.7821 0.7821 0.68 0.430
Back rake angle 1 8.5701 8.5701 7.42 0.021
Square 3 14.1342 4.7114 4.08 0.039
Cutting speed*Cutting speed 1 0.0288 0.0288 0.02 0.087
Feed*Feed 1 0.9639 0.9639 0.83 0.383
Back rake angle*Back rake angle 1 13.6877 13.6877 11.85 0.006
2-Way Interaction 3 7.0612 2.3537 2.04 0.017
Cutting speed*Feed 1 4.2486 4.2486 3.68 0.840
Cutting speed*Back rake angle 1 2.5200 2.5200 2.18 0.171
Feed*Back rake angle 1 0.2926 0.2926 0.25 0.062
Error 10 11.5545 1.1555
Lack-of-Fit 5 6.7722 1.3544 1.42 0.035
Pure Error 5 4.7823 0.9565
Total 19 42.7860
Model Summary
S R-sq R-sq(adj) R-sq(pred)
1.07492 92.99% 88.69% 78.00%
Coded Coefficients
Term Effect Coef SE Coef T-Value P-Value VIF
Constant 3.955 0.438 9.02 0.000
Cutting speed 0.448 0.224 0.291 0.77 0.461 1.00
Feed -0.479 -0.239 0.291 -0.82 0.043 1.00
Back rake angle -1.584 -0.792 0.291 -2.72 0.021 1.00
Cutting speed*Cutting speed 0.089 0.045 0.283 0.16 0.877 1.02
Feed*Feed 0.517 0.259 0.283 0.91 0.038 1.02
Back rake angle*Back rake angle 1.949 0.975 0.283 3.44 0.066 1.02
Cutting speed*Feed 1.458 0.729 0.380 1.92 0.844 1.00
Cutting speed*Back rake angle 1.123 0.561 0.380 1.48 0.171 1.00
Feed*Back rake angle -0.383 -0.191 0.380 -0.50 0.062 1.00
The P value for the above model back rake angle, Feed*Feed and Feed is lower than 0.05 (at 93% confidence level)
indicates that the model considered is statistically significant.
Regression Equation in Uncoded Units
Ra = 25.70 - 0.01002 Cutting speed - 100.1 Feed - 2.819 Back rake angle
+ 0.000000 Cutting speed*Cutting speed + 287 Feed*Feed
+ 0.1559 Back rake angle*Back rake angle + 0.0565 Cutting speed*Feed
+ 0.000522 Cutting speed*Back rake angle - 2.55 Feed*Back rake angle
4. DISCUSSION
From the Fig 4.1, it is clear that, while machining En 8
Specimen on a conventional lathe machine, Cutting force is
affected significantly by all three process parameters
namely cutting speed/spindle speed, feed rate and back rake
angle. Cutting force (Fc) is minimal at start and further
decreases on increasing the cutting speed. Whereas, Fc
increases drastically as the feed rate increases. Fc decreases
gradually with increase in back rake angle. From
interaction plot it is clear that there is a significant effect
of from cutting speed, feed and back rake angle on cutting
force Fc. The first plot shows that, there exists a certain
interaction between cutting speed and feed rate in speed
range of 400-800 rpm at all three levels of feed. Likewise
in the second plot there is interaction between cutting speed
and back rake angle in speed range of 800-1200 rpm at all
three levels of back rake angle. Also in the third plot,
Interaction between feed and back rake angle exists
between all three levels of feed in the range of Fc between
30-32.5 Kgf.
Therefore by using a combination of level three speed,
level one feed and level three back rake angle would give

72 Advanced Engineering and Applied Sciences: An International Journal 2015; 5(3): 63-73
the optimal cutting forces influenced on the tool.
According to the above main effect plot, the optimal
conditions for minimum cutting forces (Fc) are:
Cutting speed at level 3 (1280 rpm)
Feed rate at level 1 (0.08 mm/ rev)
Back rake angle at level 3 (100)
From the Fig 4.2 it is clear that in machining En 8 work
specimen, analytical Cutting force Fx is affected by all the
three process parameters. Fx rises initially with increase in
speed and later decreases on further increment. Whereas Fx
decreases drastically with increment in the feed rate. Rake
angle has a significant on Fx, i.e Fx is increases over the
given range of back rake angle. Interpretation of the above
interaction plot shows that, there is a significant effect of
from cutting speed, feed and back rake angle on cutting
force Fx. The first plot shows that, there exists no
interaction between cutting speed and feed rate throughout
the entire cutting speed range. In the second plot there is
interaction between cutting speed and back rake angle in
speed range of 800-1200 rpm between each level of back
rake angle. Likewise in the third plot, Interaction between
feed and back rake angle exists at all three levels of feed in
the values of Fx ranging between 27.5-32.5 Kgf.
Hence by using a combination of level three speed, level
three rake angle and level one feed would give the best
achievable optimal cutting forces experienced by the tool.
According to the above main effect plot, the optimal
conditions for minimum cutting forces (Fc) are:
Cutting speed at level 3 (1280 rpm)
Feed rate at level 1 (0.08 mm/ rev)
Back rake angle at level 3 (100)
Fig 4.3 indicates that the mean roughness Ra is affected
mainly by feed rate and back rake angle. Both of which
follow a similar pattern or fall and rise. Cutting speed has a
slight significant on Ra. Speed is almost uniform initially,
but further increment in speed leads to increment in
roughness value Ra. From interpretation of the interaction
plot it can be said that significant effect on mean roughness
value Ra. The first plot shows that, there exists a certain
interaction between cutting speed and feed rate in speed
range of 800-1200 rpm at each level of feed. Likewise in
the second plot there is interaction between cutting speed
and back rake angle in speed range of 800-1600 rpm at
each level of back rake angle. In the third plot, Interaction
between feed and back rake angle exists only at two levels
in the feed range of 0.125 and 0.15 mm/rev, giving Ra
value ranging between 3-6µ.
Thus by using a combination of level three cutting speed,
level two back rake angle and level one feed would give the
optimal surface finish on the work specimen.
According to the above main effect plot, the optimal
conditions for minimum surface roughness are:
Cutting speed at level 1 (420 rpm)
Feed rate at level 2 (0.14 mm/ rev)
Back rake angle at level 2 (7.50)
4.1 COMPARISON BETWEEN THE PRIMARY FORCES
OBTAINED FROM SOFTWARE ANALYSIS AND
EXPERIMENTAL ANALYSIS
It can be stated from the Fig 4.4 and Fig 4.5 that the values
of both Fc and Fx follow a close relation with each other
for the given set of readings, and thus show minimal
variation throughout the distribution of the graph profile.
The experimentally obtained set of readings for cutting
force Fc and analytical set of readings obtained through
simulation analysis show a similar pattern throughout the
graph, hence it can be stated that simulation analysis can be
a feasible alternate option to experimental analysis.
Since the two sets of readings obtained from experimental
analysis and simulation analysis show very little variation,
therefore the readings of cutting force obtained are correct
and genuine.
5. CONCLUSION
The current work was carried out in order to study and
analyze the effects of input parameters in an orthogonal
turning process, also to determine their effect on the output
response parameters; tool cutting forces and surface
roughness. Thus it was found that, the tool geometry and
cutting parameters have a significant effect on cutting
forces and surface roughness. After completing the study
and analysis of the subject, following conclusions have
been proposed.
I) Tool cutting forces
From the experimental study we understand that
magnitude of cutting forces increases with rise in feed
rate, when other factors like depth of cut are kept
constant. Also the cutting forces decreases with
increasing spindle/cutting speed while depth of cut is
kept constant.
The cutting force is significantly influenced (at 93%
confidence level) by feed rate and back rake angle,
while cutting speed does not have much influence in
comparison. The cutting force increases with the
increase of feed rate and decreases with increase in
rake angle.
Response surface methodology (RSM) gives a
systematic, simple approach and efficient statistical
method for the optimum operating conditions.
The cutting force decreases as the tool rake angle
increases. Higher the top rake angle lesser are forces
experienced by tool. Despite this benefit, greater rake
angle reduces tool tip toughness and reduces tool life.
From the study and analysis, we obtained lowest
cutting forces as 21.08 Kgf for EN8 steel specimen at
cutting speed of 420 rpm, feed rate of 0.2 and rake
angle of 100. Using ISO6 R2020 carbide tool.
II) Surface Roughness
From the experimental study it analysis of variance
(with confidence level of 92.99%) it is clear that tool
with high rake angle provides good surface finish.
Thus it can be stated that the surface roughness of the
work specimen increases as the top/back rake angle of
the tool increases.
surface roughness is continuously improved with the
increase in cutting speed, but increase in feed rate and
rake angle leads to deterioration of the surface.
The regression model developed for surface roughness
is reasonably accurate and can be used of prediction
within limits.
A better surface finish of 2.23 microns of all the
experimental readings was obtained by using

73 Advanced Engineering and Applied Sciences: An International Journal 2015; 5(3): 63-73
combination of speed 1280 rpm, 0.08mm feed and top
rake angle of 100.
The surface roughness is significantly influenced by
the feed rate. The surface roughness increases with the
increase of the feed rate. The cutting speed has a less
significant effect, i.e. the surface roughness slightly
decreases with increase in cutting speed.
REFERENCES
Reference to journal publication
1. Jadhav J.S, Jadhav B.R “Experimental study on effect
of parameters on cutting force in turning process”,
IJIRAE publishers. 2. D.V.V. Krishna Prasad, “Optimization of Turning
Parameters in order to get the minimum surface
roughness”, ISSN: 2320-2491
3. Nicoleta Lungu , Marian Borzan, “Effect of cutting
speed and feed rate on tool geometry, temperature and
cutting forces in machining AISI 1045 carbon steel
using FEM simulation”, Proceedings in Manufacturing
Systems. ISSN 2067-9238
4. S.V.Alagarsamy, N.Rajakumar, “Analysis of cutting
parameters in CNC machine of Alluminum Alloy
7075”, Khanna Publishers.
5. “Al-Zkeri, J. Rech, T. Altan, H. Hamdi, and F.
Valiorgue., “Optimization of the cutting edge
geometry of coated carbide tools in dry turning of
steels using a finite element analysis”, International of
Machining Science and Technology, Vol. 13, No. 1,
pp. 36-51, 2009.
6. Ilhan Asilturk and Mehmet Cunkas, “Modeling and
prediction of surface roughness in turning operations
using artificial neural network and multiple regression
method”, Expert Systems with Applications, Vol. 38,
No. 5, pp. 5826-5832, 2011
7. Tugrul Ozel and Yigit Karpat, “Predictive modeling of
surface roughness and tool wear in hard turning using
regression and neural networks”, International Journal
of Machine Tools & Manufacture, Vol. 45, pp. 467-
479, 2005.
8. Daniel Kirby(jubuk), E., Zhe Zang, Joseph Chen, C.
and Jacob Chen, “Optimizing surface finish in a
turning operation using the Taguchi parameter design
method”, International Journal of Advanced
Manufacturing Technology, Vol. 30, pp. 1021-1029,
2006.
9. Dr. Philip Selvaraj, P. Chandramohan, “Optimization
of Surface Roughness of AISI 304 Austenitic Stainless
Steel in Dry Turning Operation Using Taguchi Design
Method”- “Journal of Engineering Science and
Technology.
10. Jitendra Verma, Pankaj Agarawal, Lokesh Bajpai,
“Turning Parameter Optimization for Surface
Roughness of ASTM A242 Type-1 Alloys steel by
Taguchi Method”- “International Journal of Advances
in Engineering and Technology March 2012”.
11. S Tamizhmanii, S.Saparudin, S.Hasan, “ Analysis of
Surface Roughness By Turning Process Using Taguchi
Method”- “Journal of Achievements in Materials and
Manufacturing Engineering, Vol. 20, pp. 503-506,
2007”.
12. Hardeep Singh, Rajesh Khanna, M.P.Garg, “Effect of
cutting parameters on Material Removal Rate and
Surface Roughness in Turning En-8”- “Current Trends
in Engineering Research Vol.1, No.1 (Dec.2011)”.
13. Upinder Kumar Yadav, Deepak Narang, Pankaj
Sharma Attri, “ Experimental Investigation and
Optimization Of Machining Parameters for Surface
Roughness in CNC Turning By Taguchi Method”-
“International Journal of Engineering Research and
Applications Vol.2, July-August 2012,pp.2060-2065”.
14. M Kaladhar,K.V.Subbaiah,Ch.Srinivas Rao and
K.Narayana Rao, “ Application of Taguchi Approach
and Utility concept in Solving the Multi-objective
Problem when turning AISI 202 Austenitic Stainless
Steel” - “ Journal of Engineering Science and
Technology Review”.
15. Ashish Kabra, Amit Agarwal, Vikas Agarwal, Sanjay
Goyal, Ajay Bangar, “Parametric Optimization &
Modeling for Surface Roughness, Feed and Radial
Force of EN-19/ANSI-4140 Steel in CNC Turning
Using Taguchi and Regression Analysis Method”,
International Journal of Engineering Research and
Applications (IJERA) ISSN: 2248-9622
16. E. Daniel Kirby, “A parameter design study in a
turning operation using the Taguchi method” , the
Technology Interface/Fall 2006
17. Kapil Sharma, Dalgobind Mahto and S.S. Sen, “In
metal turning, effect of various parameters on cutting
tool: A Review” International Journal of application or
Innovation in Engineering & Management (IJAIEM)
18. Ravinder Tonk and Jasbir Singh Ratol, “Investigation
of the Effects of the Parametric Variations in Turning
Process of En31 Alloy”-“International Journal on
Emerging Technologies 3(1): 160-164(2012)”
19. Krishankant, Jatin Taneja, Mohit Bector, Rajesh
Kumar “Application of Taguchi Method for
Optimizing Turning Process by the effects of
Machining Parameters” International Journal of
Engineering and Advanced Technology (IJEAT)
Volume-2, Issue-1, October 2012
Reference to books:
20. Juneja, B.L. and Sekhon, G.S. “Fundamentals of metal
cutting and machine tools”, New Age International
Pvt. Ltd. Publishers
21. Douglas C. Montgomery, “Design and Analysis of
Experiments” - 5th Edition.
Source of support: Nil; Conflict of interest: None declared