stock removal rate and workpiece strength in multi-pass grinding of ceramics
TRANSCRIPT
Stock removal rate and workpiece strength inmulti-pass grinding of ceramics
Bi Zhang*, Fulun Yang, Jiexin Wang, Zhenqi Zhu1, Richard MonahanDepartment of Mechanical Engineering, Precision Manufacturing Institute, University of Connecticut at Storrs,
191 Auditorium Road, Storrs, CT 06269, USA
Received 4 January 1999
Abstract
Stock removal rate and workpiece strength are evaluated in terms of machine stiffness and grinding wheel parameters in multi-pass
grinding of silicon nitride ceramics. This paper presents theoretical analyses on normal grinding force, actual depth of cut (ADOC) of a
grinding wheel, stock removal rate and residual strength of ground workpieces, as well as experimental results to verify the analyses. In the
grinding experiments, silicon nitride workpieces are subjected to multi-pass grinding with four diamond wheels of three grit sizes and two
bond types, as well as a precision grinder of adjustable stiffness. The electrolytic in-process dressing (ELID) technique is adopted to
evaluate how wheel dressing can affect the workpiece strength and stock removal rate in multi-pass grinding. A discussion addresses the
issues of strength gain and strength loss for ground workpieces and a recommendation is provided to obtain higher residual strength of
ground workpiece. # 2000 Elsevier Science S.A. All rights reserved.
Keywords: Diamond grinding; Silicon nitride ceramics; Stock removal rate; Workpiece strength; Machine stiffness
1. Introduction
More and more ceramic parts are used to substitute for
metal counterparts due to their excellent physical, chemical
and mechanical properties. However, ceramics, especially
structural ceramics, are extremely dif®cult to machine
because of their high hardness and brittleness. Grinding
has become one of the primary methods used in machining
ceramics. Nevertheless, it has also encountered several
problems, such as low workpiece accuracy and material
removal rate due to machine de¯ection, and strength degra-
dation due to grinding damage. A large amount of research
has, therefore, been directed towards solving these problems
in the past years. For example, Xu et al. [1] reported material
removal and damage formation mechanisms in grinding of
silicon nitride. Zhang and Howes [2] found that material
pulverization takes place in the surface layer of a ceramic
workpiece in the course of grinding. Surface pulverization
makes ceramic grains much smaller than those in the bulk,
and the ground surface with smooth appearance. If the depth
of cut in grinding is larger than a critical value, cracks can be
induced in the subsurface. These cracks may be predicted
based on workpiece material properties as well as grinding
conditions [3].
Machine de¯ection may be one of the factors contributing
to surface and subsurface damage and strength degradation,
as well as dimensional inaccuracies of ground workpieces
[4±6]. In order to avoid surface and subsurface damage in
grinding of ceramics, high stiffness machines have been
recommended for commercial grinding in ductile mode to
obtain a damage-free workpiece [7].
In previous reports [8,9], workpiece strength and dimen-
sional accuracies were investigated both theoretically and
experimentally in single pass grinding of silicon nitride
ceramics. It was found that in single pass grinding, a
grinding wheel with a large grit size results in a large
damage depth to the ground workpiece. The normal grinding
force is proportional to the set depth of cut (SDOC) of the
grinding wheel. There exists a critical machine stiffness
below which chatter may occur and cause more damage to a
ceramic workpiece. The critical stiffness can be lowered by
using the electrolytic in-process dressing (ELID) technique
[10], or a larger grit size for the grinding wheel.
The objective of this study is to evaluate residual strength
and stock removal rate in multi-pass grinding of silicon
nitride ceramics under various machine stiffnesses and
grinding wheel conditions. Normal grinding force and actual
Journal of Materials Processing Technology 104 (2000) 178±184
* Corresponding author. Tel.: �1-860-486-1489; fax: �1-860-486-2269.
E-mail address: [email protected] (B. Zhang).1 Present address: Stevens Institute of Technology, Hoboken, NJ 07030,
USA.
0924-0136/00/$ ± see front matter # 2000 Elsevier Science S.A. All rights reserved.
PII: S 0 9 2 4 - 0 1 3 6 ( 0 0 ) 0 0 5 5 2 - 5

depth of cut (ADOC) of grinding are also assessed under the
same conditions. Theoretical analyses are conducted to
qualitatively show how machine stiffness can affect work-
piece strength, stock removal rate, normal grinding force
and wheel ADOC.
2. Theoretical analyses
2.1. Normal grinding force
Based on the experimental observations and the existing
literature, e.g. [11,12], a relationship between normal grind-
ing force Fz and ADOC aa of a grinding wheel can be
established:
Fz � F0 � Caaa (1)
where Ca is a constant determined by grinding conditions, F0
is the break-in force under which ADOC is zero. Wheel
ADOC can be presented for the ith pass as [13]
aai � a0 1ÿ kw
ks � kw
� �i( )
(2)
where a0 is wheel SDOC, ks is machine stiffness and kw is
cutting stiffness. Substituting Eq. (2) into (1), the normal
grinding force Fz in the ith pass is given as
Fzi � F0 � Caa0 1ÿ kw
ks � kw
� �i( )
: (3)
For given grinding conditions, F0, Ca, a0 and kw are non-
negative constants. The following relationship is obtained:
dFzi
dks
� iCaa0
kw
kw
ks � kw
� �i�1
> 0: (4)
Eq. (4) shows that normal grinding force Fzi monotonically
increases with the increase of machine stiffness. However, as
there exists kw/(ks�kw)<1, kw/(ks�kw) approaches zero for a
highly stiff machine. In this case, normal grinding force Fzi
becomes a constant, Fz�F0�Caa0. In addition, if the number
of grinding passes i is large enough, i.e. [kw/(ks�kw)]i
approaches zero. Normal grinding force Fzi can again
become constant. Moreover, wheel ADOC approaches
wheel SDOC if machine stiffness or the number of grinding
passes is large enough. It should be noted that any difference
between wheel ADOC and SDOC will directly contribute to
the dimensional inaccuracies of a ground workpiece.
2.2. Stock removal rate
For feedrate fe and width of grinding bw, stock removal
rate Qw is given as
Qw � aaibwfe � a0bwfe 1ÿ kw
ks � kw
� �i( )
(5)
For given grinding conditions, a0, fe, bw and kw are constants,
then
dQw
dks
� ia0bwfe
kw
kw
ks � kw
� �i�1
> 0 (6)
Eq. (6) shows that stock removal rate Qw monotonically
increases with the increase of machine stiffness. Similar to
the normal grinding force, under a given grinding condition
stock removal rate Qw approaches a constant, Qw�a0 febw.
On the other hand, if the number of grinding passes i is large
enough, stock removal rate Qw also becomes a constant.
According to the above analysis, stock removal rate Qw in
multi-pass grinding can be a constant if machine stiffness or
the number of grinding passes is large enough. A stable
stock removal rate will contribute to the dimensional accura-
cies of ground workpieces.
2.3. Workpiece strength
Based on the previous analyses [8] and Eq. (3), the normal
grinding force per grit in the ith pass can be expressed
as
fgni � 2kfFzi
pkrbwCatÿhai
� 2kf
pkrbwCF0 � Caa0 1ÿ kw
ks � kw
� �i" #( )
� a0 1ÿ kw
ks � kw
� �i" #( )hÿt
(7)
where kf is a dimensionless constant, kr is a constant
determined by grinding conditions, C is the number of
active cutting points per unit area, exponent h is a constant
related to contact frequency, and t is an exponent describing
the in¯uence of contact pressure. An analytical model is thus
derived to predict the residual strength of a ground work-
piece, based on the work reported by Malkin and Hwang
[14]:
sf � Zfÿmgni
� Z
(2kf
pkrbwCF0Caa0 1ÿ kw
ks � kw
� �i" #( )
� a0 1ÿ kw
ks � kw
� �i" #)hÿt
8<:9=;ÿm
or
sf � Z2kf
pkrbwC
� �ÿm(
F0ahÿt0 1ÿ kw
ks � kw
� �i" #hÿt
� Caa1�hÿt0 1ÿ kw
ks � kw
� �i" #1�hÿt)ÿm
(8)
B. Zhang et al. / Journal of Materials Processing Technology 104 (2000) 178±184 179
where Z and m are non-negative constants. Thus, under
general grinding conditions
dsf
dks
� ÿmZiahÿt
0
kw
2kf
pkrbwC
� �ÿm
�(
F0ahÿt0 1ÿ kw
ks � kw
� �i" #hÿt
� Caa1�hÿt0 1ÿ kw
ks � kw
� �i" #1�hÿt)ÿmÿ1
� F0�hÿ t� 1ÿ kw
ks� kw
� �i" #ÿ1
�Caa0�1� hÿ t�8<:
9=;� kw
ks � kw
� �i�1
1ÿ kw
ks � kw
� �i" #hÿt
< 0 (9)
Eq. (9) demonstrates that residual strength of ground silicon
nitride sf decreases with the increase of machine stiffness. If
the number of grinding passes i is large enough, kw/(ks�kw)
approaches zero as kw/(ks�kw)<l. In this case, strength sf
will become stabilized. In other words, as the number of
grinding passes increases, residual strength of ground work-
pieces approaches a certain value and is not affected by
machine stiffness.
3. Experimental procedures
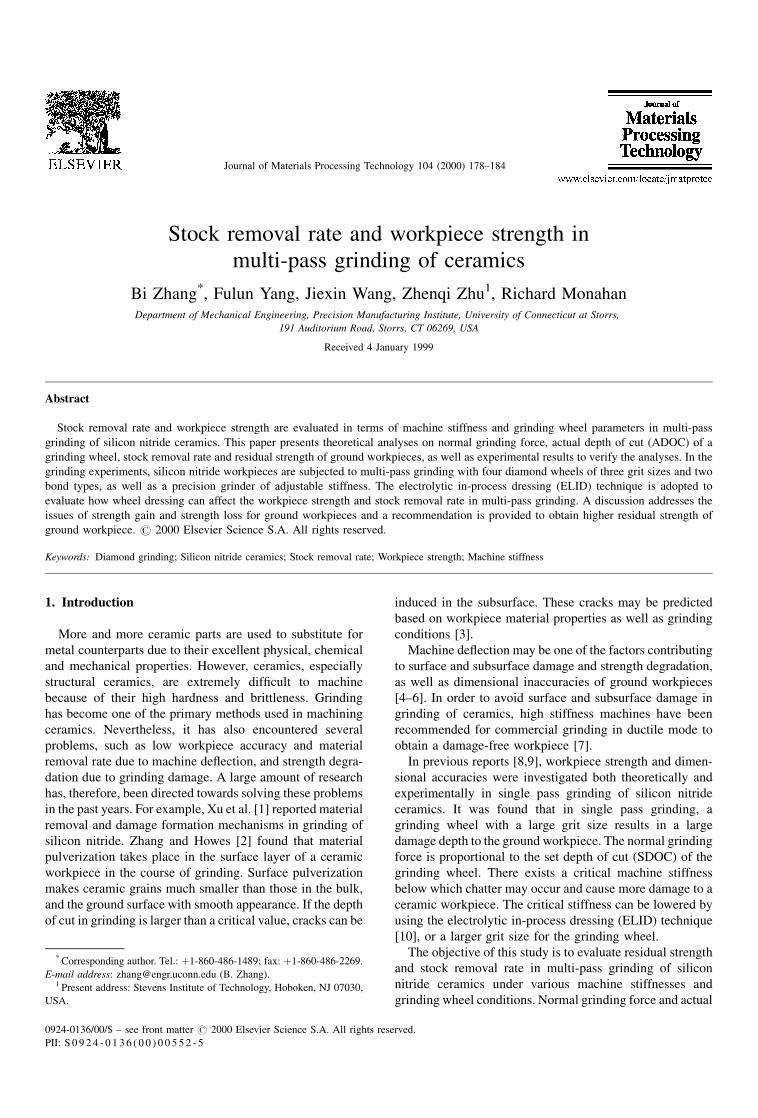
Grinding experiments were carried out in the mode of
cup-type surface grinding on a precision grinder (Dover
Model 956-S), as shown in Fig. 1. The grinder had a rigid
structure due to the use of granite for its column and bed.
Because of aerostatic bearings for its spindle unit and x, y
and z-slides, the motion accuracies of the grinder were very
high. The grinder used a laser interferometer of a resolution
of 75 nm to form feedback controls in its x, y and z-axes. An
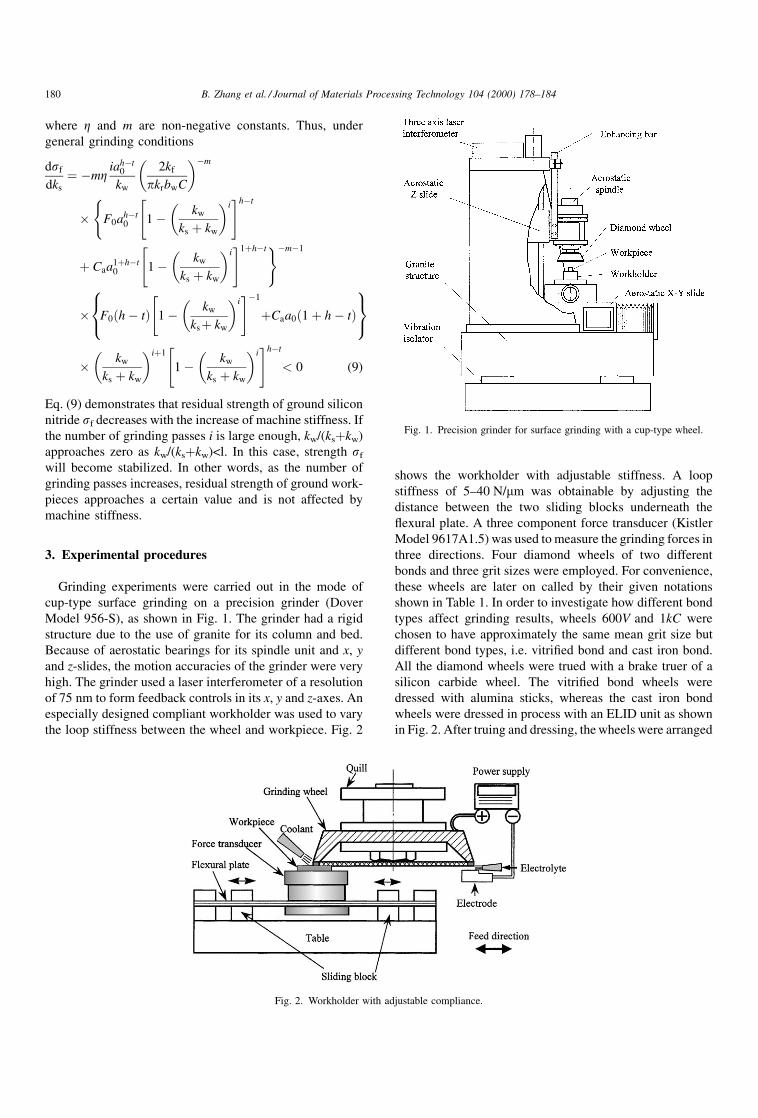
especially designed compliant workholder was used to vary
the loop stiffness between the wheel and workpiece. Fig. 2
shows the workholder with adjustable stiffness. A loop
stiffness of 5±40 N/mm was obtainable by adjusting the
distance between the two sliding blocks underneath the
¯exural plate. A three component force transducer (Kistler
Model 9617A1.5) was used to measure the grinding forces in
three directions. Four diamond wheels of two different
bonds and three grit sizes were employed. For convenience,
these wheels are later on called by their given notations
shown in Table 1. In order to investigate how different bond
types affect grinding results, wheels 600V and 1kC were
chosen to have approximately the same mean grit size but
different bond types, i.e. vitri®ed bond and cast iron bond.
All the diamond wheels were trued with a brake truer of a
silicon carbide wheel. The vitri®ed bond wheels were
dressed with alumina sticks, whereas the cast iron bond
wheels were dressed in process with an ELID unit as shown
in Fig. 2. After truing and dressing, the wheels were arranged
Fig. 1. Precision grinder for surface grinding with a cup-type wheel.
Fig. 2. Workholder with adjustable compliance.
180 B. Zhang et al. / Journal of Materials Processing Technology 104 (2000) 178±184
to grind a cast iron block in 10 passes at a feed of 2 mm/pass
to stabilize their cutting faces before they were actually used
for grinding. Each speci®c grinding cycle was repeated ®ve
workpieces and the results were processed using the statis-
tical methods. The silicon nitride (AlliedSignal GS-44) bars
had dimensions of 45 mm�4 mm�3 mm as speci®ed by the
ASTM Standard C1161-94, con®guration B. Wheel ADOCs
were experimentally measured by using the multi-pass
grinding technique combined with the laser interferometer
of the grinder. Off-line con®rmation of wheel ADOCs were
made using Surfanalyzer (Federal Products Model 5000)
and the stock removal rates were calculated based on the
measurements of wheel ADOCs. All the bars ground under
different grinding conditions were tested using a four-point
bending machine (Instron Model 8511) for their residual
strength information according to the ASTM Standard
C1161-90 [15].
4. Experimental results
4.1. Stock removal rate and grinding force
Grinding of silicon nitride was conducted in multi-pass
grinding mode and the results are compared with single pass
grinding. Grinding forces and stock removal rates are pre-
sented in Figs. 3 and 4 for multi-pass grinding, and for the
purpose of comparison, in Fig. 5 for single pass grinding.
The parameters for ELID device were as follows, square
waveform on/off time 2 ms, voltage 60 V, peak current 10 A.
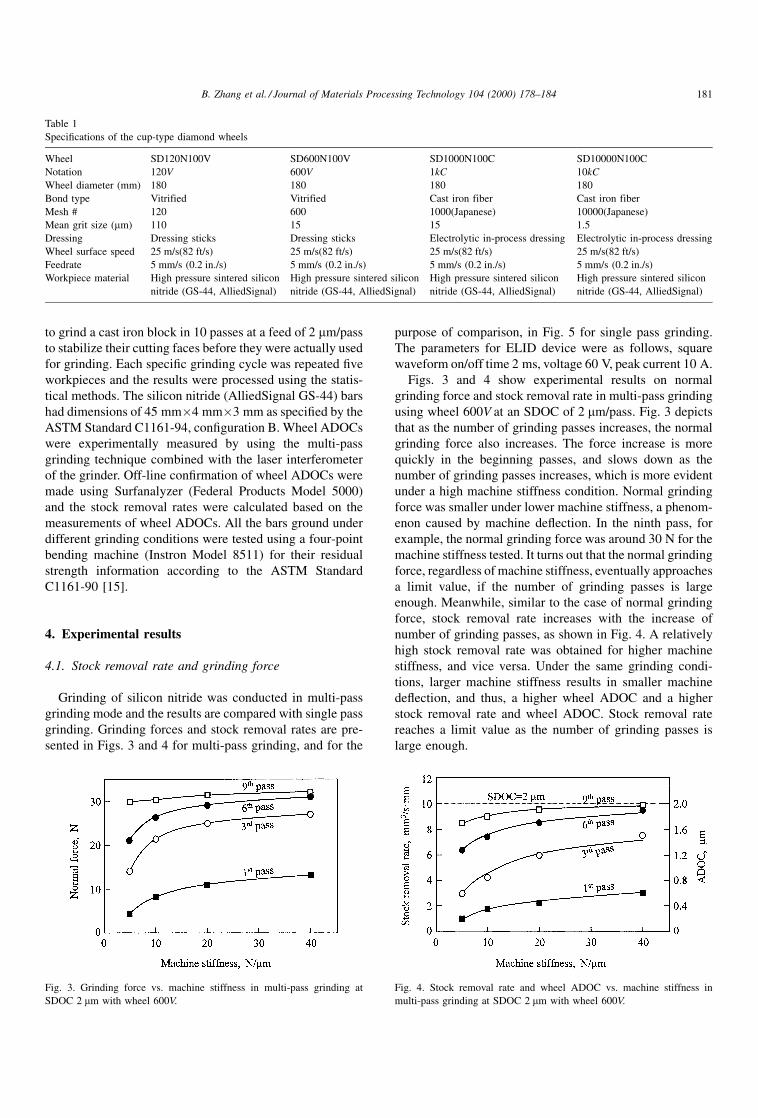
Figs. 3 and 4 show experimental results on normal
grinding force and stock removal rate in multi-pass grinding
using wheel 600V at an SDOC of 2 mm/pass. Fig. 3 depicts
that as the number of grinding passes increases, the normal
grinding force also increases. The force increase is more
quickly in the beginning passes, and slows down as the
number of grinding passes increases, which is more evident
under a high machine stiffness condition. Normal grinding
force was smaller under lower machine stiffness, a phenom-
enon caused by machine de¯ection. In the ninth pass, for
example, the normal grinding force was around 30 N for the
machine stiffness tested. It turns out that the normal grinding
force, regardless of machine stiffness, eventually approaches
a limit value, if the number of grinding passes is large
enough. Meanwhile, similar to the case of normal grinding
force, stock removal rate increases with the increase of
number of grinding passes, as shown in Fig. 4. A relatively
high stock removal rate was obtained for higher machine
stiffness, and vice versa. Under the same grinding condi-
tions, larger machine stiffness results in smaller machine
de¯ection, and thus, a higher wheel ADOC and a higher
stock removal rate and wheel ADOC. Stock removal rate
reaches a limit value as the number of grinding passes is
large enough.
Table 1
Speci®cations of the cup-type diamond wheels
Wheel SD120N100V SD600N100V SD1000N100C SD10000N100C
Notation 120V 600V 1kC 10kC
Wheel diameter (mm) 180 180 180 180
Bond type Vitrified Vitrified Cast iron fiber Cast iron fiber
Mesh # 120 600 1000(Japanese) 10000(Japanese)
Mean grit size (mm) 110 15 15 1.5
Dressing Dressing sticks Dressing sticks Electrolytic in-process dressing Electrolytic in-process dressing
Wheel surface speed 25 m/s(82 ft/s) 25 m/s(82 ft/s) 25 m/s(82 ft/s) 25 m/s(82 ft/s)
Feedrate 5 mm/s (0.2 in./s) 5 mm/s (0.2 in./s) 5 mm/s (0.2 in./s) 5 mm/s (0.2 in./s)
Workpiece material High pressure sintered silicon
nitride (GS-44, AlliedSignal)
High pressure sintered silicon
nitride (GS-44, AlliedSignal)
High pressure sintered silicon
nitride (GS-44, AlliedSignal)
High pressure sintered silicon
nitride (GS-44, AlliedSignal)
Fig. 3. Grinding force vs. machine stiffness in multi-pass grinding at
SDOC 2 mm with wheel 600V.
Fig. 4. Stock removal rate and wheel ADOC vs. machine stiffness in
multi-pass grinding at SDOC 2 mm with wheel 600V.
B. Zhang et al. / Journal of Materials Processing Technology 104 (2000) 178±184 181
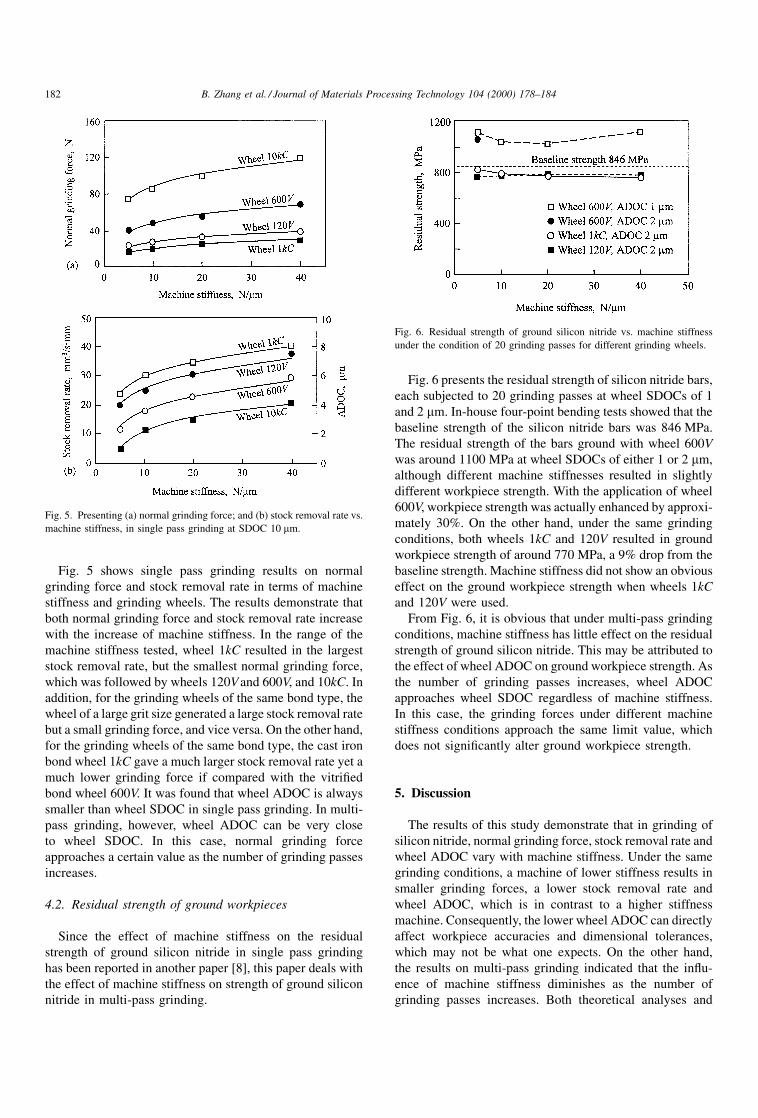
Fig. 5 shows single pass grinding results on normal
grinding force and stock removal rate in terms of machine
stiffness and grinding wheels. The results demonstrate that
both normal grinding force and stock removal rate increase
with the increase of machine stiffness. In the range of the
machine stiffness tested, wheel 1kC resulted in the largest
stock removal rate, but the smallest normal grinding force,
which was followed by wheels 120V and 600V, and 10kC. In
addition, for the grinding wheels of the same bond type, the
wheel of a large grit size generated a large stock removal rate
but a small grinding force, and vice versa. On the other hand,
for the grinding wheels of the same bond type, the cast iron
bond wheel 1kC gave a much larger stock removal rate yet a
much lower grinding force if compared with the vitri®ed
bond wheel 600V. It was found that wheel ADOC is always
smaller than wheel SDOC in single pass grinding. In multi-
pass grinding, however, wheel ADOC can be very close
to wheel SDOC. In this case, normal grinding force
approaches a certain value as the number of grinding passes
increases.
4.2. Residual strength of ground workpieces
Since the effect of machine stiffness on the residual
strength of ground silicon nitride in single pass grinding
has been reported in another paper [8], this paper deals with
the effect of machine stiffness on strength of ground silicon
nitride in multi-pass grinding.
Fig. 6 presents the residual strength of silicon nitride bars,
each subjected to 20 grinding passes at wheel SDOCs of 1
and 2 mm. In-house four-point bending tests showed that the
baseline strength of the silicon nitride bars was 846 MPa.
The residual strength of the bars ground with wheel 600V
was around 1100 MPa at wheel SDOCs of either 1 or 2 mm,
although different machine stiffnesses resulted in slightly
different workpiece strength. With the application of wheel
600V, workpiece strength was actually enhanced by approxi-
mately 30%. On the other hand, under the same grinding
conditions, both wheels 1kC and 120V resulted in ground
workpiece strength of around 770 MPa, a 9% drop from the
baseline strength. Machine stiffness did not show an obvious
effect on the ground workpiece strength when wheels 1kC
and 120V were used.
From Fig. 6, it is obvious that under multi-pass grinding
conditions, machine stiffness has little effect on the residual
strength of ground silicon nitride. This may be attributed to
the effect of wheel ADOC on ground workpiece strength. As
the number of grinding passes increases, wheel ADOC
approaches wheel SDOC regardless of machine stiffness.
In this case, the grinding forces under different machine
stiffness conditions approach the same limit value, which
does not signi®cantly alter ground workpiece strength.
5. Discussion
The results of this study demonstrate that in grinding of
silicon nitride, normal grinding force, stock removal rate and
wheel ADOC vary with machine stiffness. Under the same
grinding conditions, a machine of lower stiffness results in
smaller grinding forces, a lower stock removal rate and
wheel ADOC, which is in contrast to a higher stiffness
machine. Consequently, the lower wheel ADOC can directly
affect workpiece accuracies and dimensional tolerances,
which may not be what one expects. On the other hand,
the results on multi-pass grinding indicated that the in¯u-
ence of machine stiffness diminishes as the number of
grinding passes increases. Both theoretical analyses and
Fig. 5. Presenting (a) normal grinding force; and (b) stock removal rate vs.
machine stiffness, in single pass grinding at SDOC 10 mm.
Fig. 6. Residual strength of ground silicon nitride vs. machine stiffness
under the condition of 20 grinding passes for different grinding wheels.
182 B. Zhang et al. / Journal of Materials Processing Technology 104 (2000) 178±184
experimental results have a good agreement on the effect of
machine stiffness on grinding force, stock removal rate and
wheel ADOC.
Moreover, the results also demonstrate that machine
stiffness did not seem to have a signi®cant in¯uence on
the residual strength of ground workpieces in multi-pass
grinding, although the strength was different for the wheels
of different grit sizes and bond types. Theoretically, the
residual strength of ground workpieces monotonically
decreases with the increase of machine stiffness. When
wheel 600V was used, higher strength of ground workpieces
was obtained at machine stiffness of 5 and 40 N/mm, which
does not fall into the theoretical prediction.
In previous reports [8,9,17], it was identi®ed that the
residual strength of ground silicon nitride can be enhanced
by the compressive residual stress in the ground surface
layer, but may be reduced by the introduction of grinding
induced damage to the workpiece. It is, therefore, agreed
that residual strength sr is expressed in the following
equation:
sr � sb � Dsc ÿ Dsd (10)
where sb is the baseline strength of workpieces, Dsc strength
gain through the introduction of compressive residual stress,
and Dsd is the strength loss due to grinding damage.
Eq. (10) presents that the ground workpiece strength is
determined by the baseline strength of the workpiece as well
as possible strength gain Dsc and strength loss Dsd that are
related to the grinding process, which is consistent with Xu
et al. [16]. If neither strength gain nor strength loss is
induced to a workpiece, the workpiece should retain its
baseline strength, which can also be obtained by lapping or
polishing the workpiece. Under a normal grinding condition,
both strength gain and strength loss may occur simulta-
neously, which can make the prediction of the ground
workpiece strength sr somewhat dif®cult.
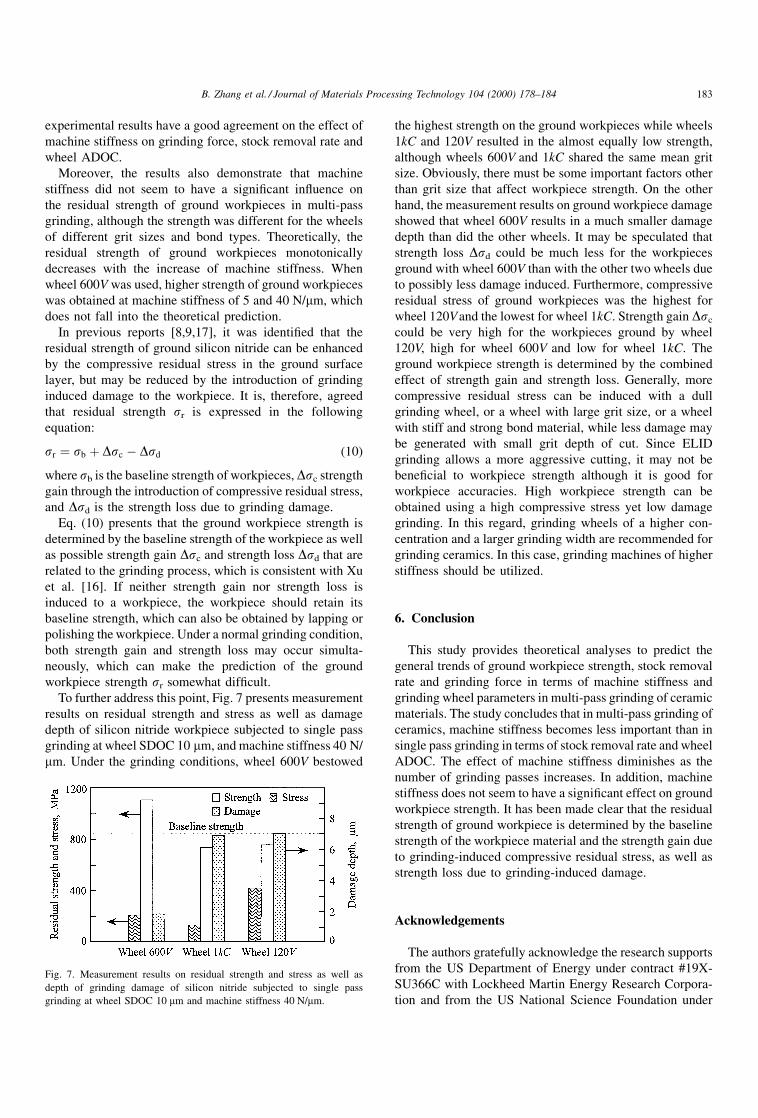
To further address this point, Fig. 7 presents measurement
results on residual strength and stress as well as damage
depth of silicon nitride workpiece subjected to single pass
grinding at wheel SDOC 10 mm, and machine stiffness 40 N/
mm. Under the grinding conditions, wheel 600V bestowed
the highest strength on the ground workpieces while wheels
1kC and 120V resulted in the almost equally low strength,
although wheels 600V and 1kC shared the same mean grit
size. Obviously, there must be some important factors other
than grit size that affect workpiece strength. On the other
hand, the measurement results on ground workpiece damage
showed that wheel 600V results in a much smaller damage
depth than did the other wheels. It may be speculated that
strength loss Dsd could be much less for the workpieces
ground with wheel 600V than with the other two wheels due
to possibly less damage induced. Furthermore, compressive
residual stress of ground workpieces was the highest for
wheel 120Vand the lowest for wheel 1kC. Strength gain Dsc
could be very high for the workpieces ground by wheel
120V, high for wheel 600V and low for wheel 1kC. The
ground workpiece strength is determined by the combined
effect of strength gain and strength loss. Generally, more
compressive residual stress can be induced with a dull
grinding wheel, or a wheel with large grit size, or a wheel
with stiff and strong bond material, while less damage may
be generated with small grit depth of cut. Since ELID
grinding allows a more aggressive cutting, it may not be
bene®cial to workpiece strength although it is good for
workpiece accuracies. High workpiece strength can be
obtained using a high compressive stress yet low damage
grinding. In this regard, grinding wheels of a higher con-
centration and a larger grinding width are recommended for
grinding ceramics. In this case, grinding machines of higher
stiffness should be utilized.
6. Conclusion
This study provides theoretical analyses to predict the
general trends of ground workpiece strength, stock removal
rate and grinding force in terms of machine stiffness and
grinding wheel parameters in multi-pass grinding of ceramic
materials. The study concludes that in multi-pass grinding of
ceramics, machine stiffness becomes less important than in
single pass grinding in terms of stock removal rate and wheel
ADOC. The effect of machine stiffness diminishes as the
number of grinding passes increases. In addition, machine
stiffness does not seem to have a signi®cant effect on ground
workpiece strength. It has been made clear that the residual
strength of ground workpiece is determined by the baseline
strength of the workpiece material and the strength gain due
to grinding-induced compressive residual stress, as well as
strength loss due to grinding-induced damage.
Acknowledgements
The authors gratefully acknowledge the research supports
from the US Department of Energy under contract #19X-
SU366C with Lockheed Martin Energy Research Corpora-
tion and from the US National Science Foundation under
Fig. 7. Measurement results on residual strength and stress as well as
depth of grinding damage of silicon nitride subjected to single pass
grinding at wheel SDOC 10 mm and machine stiffness 40 N/mm.
B. Zhang et al. / Journal of Materials Processing Technology 104 (2000) 178±184 183

Grant #DMI-9500223. The authors wish to thank Dr.
Xianghe Peng of Chongqing University in China and senior
students Mr. Khon Lam and Mr. Hoang Phung for their
assistance in the experimental work.
References
[1] H.K. Xu, S. Jahanmir, I.K. Lewis, Material removal and damage
formation mechanisms in grinding silicon nitride, J. Mater. Res. 11
(7) (1996) 1717±1724.
[2] B. Zhang, T.D. Howes, Material-removal mechanisms in grinding
ceramics, Ann. CIRP 43 (1) (1994) 305±308.
[3] B. Zhang, T.D. Howes, Subsurface evaluation of ground ceramics,
Ann. CIRP 44 (1) (1995) 263±266.
[4] J.E. Mayer, G.P. Fang, Diamond grinding of silicon nitride ceramics,
in: Proceedings of the International Conference on Machining of
Advanced Materials, Gaithersburg, Maryland, 20±22 July 1993,
pp. 205±222.
[5] J.E. Mayer Jr., G.P. Fang, Strength of ground silicon nitride ceramic,
Trans. NAMRI/SME XXII (1994) l87±194.
[6] T.J. Strakna, S. Jahanmir, R.L. Allor, K.V. Kumar, Effect of grinding
on strength of silicon nitride, Tech. Papers NAMRI/SME XXIII
(1995) 85±90.
[7] P. Shore, State of the art in damage-free grinding of advanced
engineering ceramics, Brit. Ceram. Proc. 46 (1990) 189±200.
[8] B. Zhang, F.L. Yang, J.X. Wang, Z. Zhu, R. Monahan, The effect of
machine stiffness on strength of ground silicon nitride, Trans.
NAMRI/SME XXVI (1998) 273±278.
[9] F.L. Yang, Bi Zhang, J.X. Wang, Z.Q. Zhu, R. Monahan, The Effect
of Machine Stiffness on Grinding of Silicon Nitride, ASME
Winter Annual Meeting Anaheim, CA, 15±19 November 1998,
pp. 431±438.
[10] H. Ohmori, Electrolytic in-process dressing (ELID) grinding
technique for ultraprecision mirror surface machining, Int. J. Jpn.
Soc. Precision Eng. 26 (1992) 273±278.
[11] H.K. Xu, L. Wei, S. Jahanmir, Grinding force and microcrack density
in abrasive machining of silicon nitride, J. Mater. Res. 10 (12) (1995)
3204±3209.
[12] K. Kitajima, G.Q. Cai, Y. Tanaka, H.W. Zheng, Study on mechanism
of ceramics grinding, Ann. CIRP 41 (l) (1992) 367±371.
[13] S. Malkin, Grinding technology: theory and applications of
machining with abrasives, Wiley, New York, 1989.
[14] S. Malkin, T.W. Hwang, Grinding mechanisms for ceramics, Ann.
CIRP 45 (2) (1996) 569±580.
[15] ASTM Standard C1161-90, Standard Test Method for Flexural
Strength of Advanced Ceramics at Ambient Temperature, American
Society for Testing Material, Philadelphia, PA, 1990.
[16] H. Xu, K.S. Jahanmir, L.K. Ives, Effect of grinding on strength of
tetragonal zirconia and zirconia-toughened alumina, Machining Sci.
Technol. 1 (1) (1998) 49±66.
[17] R. Monahan, B. Zhang, F.L. Yang, J.X. Wang, Z.Q. Zhu, On surface
integrity of ground silicon nitride, in: Proceedings of the 1999 NSF
Grantees Conference, Los Angeles, CA, 5±8 January, 1999.
184 B. Zhang et al. / Journal of Materials Processing Technology 104 (2000) 178±184