stal narzdziowa - fakty - uddeholm poland1).pdf · wykrawania i formowania arkuszy stali o...
TRANSCRIPT

UDDEHOLM CALDIE®

UDDEHOLM is the world’s leading supplier of tooling materials. This
is a position we have reached by improving our customers’ everyday
business. Long tradition combined with research and product develop-
ment equips Uddeholm to solve any tooling problem that may arise.
It is a challenging process, but the goal is clear – to be your number one
partner and tool steel provider.
Our presence on every continent guarantees you the same high quality
wherever you are. ASSAB is our wholly-owned subsidiary and exclusive
sales channel, representing Uddeholm in various parts of the world.
Together we secure our position as the world’s leading supplier of
tooling materials. We act worldwide, so there is always an Uddeholm
or ASSAB representative close at hand to give local advice and support.
For us it is all a matter of trust – in long-term partnerships as well as in
developing new products. Trust is something you earn, every day.
For more information, please visit www.uddeholm.com, www.assab.com
or your local website.
UD
DEH
OLM
081102.300 / TRYC
KERI KNA
PPEN, KA
RLSTAD
200811070

CALDIE
Ogólne dane Caldie jest chromowo-molibdenowo-wanadową stalą stopową do pracy na zimno cechującą się: • Bardzo dobrą odpornością na wykruszanie i pękanie • Dobrą odpornością na zużycie ścierne • Wysoką twardością (>60HRC) po wysokim
odpuszczaniu • Dobrą stabilnością wymiarową podczas obróbki cieplnej
i pracy • Doskonałymi właściwościami hartowania skrośnego • Dobrą obrabialnością i ścieralnością • Doskonałą polerowalnością • Dobrymi właściwościami obróbki powierzchniowej • Dobrą odpornością na odpuszczanie wtórne • Bardzo dobre właściwości WEDM
Skład chemiczny % C 0,7
Si 0,2
Mn 0,5
Cr 5,0
Mo 2,3
V 0,5
Specyfikacja standartowa Brak odpowiedników
Stan dostawy Zmiękczona do około 215 HB
Kod kolorystyczny Biały / szary
Zastosowania Stal Caldie jest odpowiednia dla krótkich i średnich serii produkcyjnych gdzie wykruszanie i/lub pękanie są dominującymi mechanizmami uszkodzeń oraz wszędzie tam gdzie wysoka wytrzymałość na ściskanie (twardość powyżej 60 HRC) jest niezbędna. Czyni to Caldie doskonałym rozwiązaniem dla poważnych zastosowań do pracy na zimno, gdzie kombinacja twardości powyżej 60 HRC i wysokiej odporności na pękanie jest najważniejsza np. do wykrawania i formowania arkuszy stali o podwyższonej wytrzymałości. Stal Caldie jest także odpowiednia jako podłoże dla zastosowań gdzie pokrywanie powierzchniowe jest pożądane lub konieczne. Przykłady Do pracy na zimno • Wykrawanie gdzie wysoka ciągliwość i wytrzymałość są
konieczne w zapobieganiu wykruszania/pękania • Kucie na zimno i operacje formowania gdzie konieczna
jest kombinacja wysokiej wytrzymałości na ściskanie z dobrą odpornością na wykruszanie/pękanie
• Noże maszynowe • Szczęki płaskie do walcowania gwintów • Podłoże do pokrywania powierzchniowego
HPS • Zastosowania inżynieryjne gdzie ze względu na
wykruszania / pękania konieczne są wysoka ciągliwość i wytrzymałość.
Właściwości Poniższe dane są reprezentatywne dla próbki pobranej z środka prętów o wymiarach 203 x 80 i φ 102 mm. O ile nie określono inaczej wszystkie próbki zostały zahartowane w tempetaturze 1025°C (1875°F),hartowanie strumieniem gazu w piecu próżniowym i odpuszczone dwukrotnie w temperaturze 525°C (975°F) przez dwie godziny do 60-62 HRC. WŁAŚCIWOŚCI FIZYCZNE Stal hartowana i odpuszczana do 60-62 HRC.
Temperatura 20°C (68°F)
200°C (390°F)
400°C (750°F)
Gęstość kg/m3
lbs/in3
7820 0,282
- -
- -
Współczynnik sprężystości MPA psi
213 000
31,2 x 106
192 000
27,8 x 106
180 000
26,1 x 106
Współczynnik rozszerzalności cieplnej °C od 20°C °F od 68°F
- -
11,6 x 10-6
6,4 x 10-6
12,4 x 10-6
6,9 x 10-6
Przewodność cieplna W/m °C Btu in (ft2h°F)
- -
24 174
28 195
Ciepło J/kg °C Btu /lb °F
460 0,11
- -
- -
ODPORNOŚĆ NA ŚCISKANIE Poniższa tabela przedstawia średnią odporność na ściskanie do twardości.
Twardość HRC
Odporność na ściskanie Rc0,2 (MPA)
58 2230 60 2350 61 2430
2

CALDIE
ODPORNOŚĆ NA WYKRUSZANIE Poniższy wykres przedstawia odporność na wykruszanie dla stali Caldie, AISI A2 i AISI D2.
Obróbka cieplna WYŻARZANIE ZMIĘKCZAJĄCE
Należy zabezpieczyć stal i nagrzać do 820°C (1510°F). Następnie schładzać w piecu o 10°C/h (20°F/h) do 650°C (1200°F), a następnie na powietrzu.
ODPRĘŻANIE
Po obróbce zgrubnej narzędzie powinno zostać nagrzane do 650°C (1200°F), przy czasie utrzymywania 2 godziny. Schładzać powoli do 500°C (930°F), a następnie na powietrzu. HARTOWANIE Temperatura podgrzewania: 600-650°C (1100-1200°F) i 850-900°C (1560-1650°F) podczas hartowania. Temperatura austenityzacji: 1000-1025°C (1830-1875°F), zazwyczaj 1020°C (1870°F). Czas wytrzymywania: 30 minut. Należy zabezpieczyć narzędzie przed odwęgleniem i utlenieniem podczas hartowania. ŚRODKI HARTOWNICZE • Szybkobieżny gaz / obieg powietrza • Piec próżniowy z gazem szybkobieżnym o
wystarczającym nadciśnieniu • Kąpiel hartowania stopniowego w temperaturze
500-550°C (930-1020°F) • Kąpiel hartowania stopniowego w temperaturze
200-350°C (390-660°F)
Uwaga: Narzędzie odpuszczamy z chwilą osiągnięcia temperatury około 50-70°C (120-160°F).
3
CALDIE
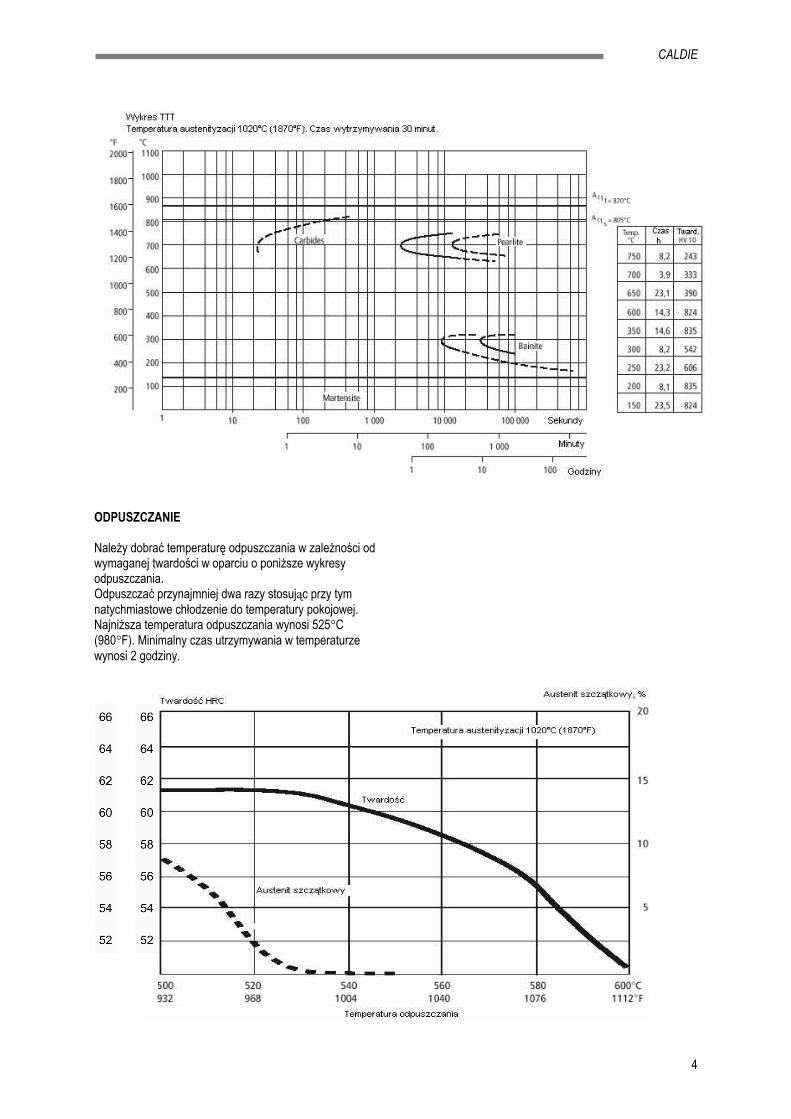
ODPUSZCZANIE Należy dobrać temperaturę odpuszczania w zależności od wymaganej twardości w oparciu o poniższe wykresy odpuszczania. Odpuszczać przynajmniej dwa razy stosując przy tym natychmiastowe chłodzenie do temperatury pokojowej. Najniższa temperatura odpuszczania wynosi 525°C (980°F). Minimalny czas utrzymywania w temperaturze wynosi 2 godziny.
4

CALDIE
Twardość, wielkość ziarna i austenit szczątkowy jako funkcja temperatury austenityzacji
ZMIANY WYMIAROWE
Zmiany wymiarowe zostały zmierzone po austenityzacji w temperaturze 1020°C (1870°F)/30 min poprzedzone hartowaniem w strumieniu gazu N2 przy chłodzeniu 1,1°C/s pomiędzy 800-500°C (1470-930°F) w komorze pieca próżniowego. Wymiary próbki: 100 x 100 x 100 mm (3,9 x 3,9 x 3,9 cala)
Obróbka powierzchniowa Stale narzędziowe mogą zostać poddane obróbce powierzchniowej w celu zredukowania tarcia i podniesienia odporności na ścieranie. Najpopularniejszymi metodami obróbki jest azotowanie i nakładanie powłok z odpornych na ścieranie warstw nanoszonych w procesach PVD i CVD. Wysoka twardość i ciągliwość w połączeniu z odpornością na zmiany wymiarowe czyni Caldie odpowiednim podłożem do nanoszenia różnych powłok. AZOTOWANIE I CYJANOWANIE W wyniku azotowania i cyjanowania gazowego powstaje twarda warstwa powierzchniowa, która jest bardzo odporna na zużycie i erozję. Twardość powierzchni po azotowaniu wynosi około 1000-1200 HV0,2 kg. Grubość powłoki powinna być dobrana do danego zastosowania. OSADZANIE FIZYCZNE Z FAZY GAZOWEJ (PVD) Osadzanie fizyczne z fazy gazowej (PVD) to metoda nakładania warstwy odpornej na zużycie w przedziale temperatur 200-500°C (390-930°F). OSADZANIE CHEMICZNE Z FAZY GAZOWEJ (CVD) Osadzanie chemiczne z fazy gazowej (CVD) stosowane jest do pokrywania warstwami odpornymi na zużycie w temperaturze około 1000°C (1830°F).
Spawanie
Dobre wyniki spawania stali można uzyskać jeśli zostaną zachowane odpowiednie środki ostrożności podczas operacji spawania. • Łączone materiały powinny być właściwie przygotowane • Spawania naprawcze powinny być przeprowadzone w
podwyższonej temperaturze. Nanieść dwie pierwsze powłoki elektrodą tej samej grubości i/lub prądem.
• Należy zawsze trzymać jak najkrótszą długość łuku. Elektroda winna być przyłożona pod kątem 90° do materiałów spawanych w celu zminimalizowania podtopienia. Elektroda powinna być trzymana pod kątem 75-80° w kierunku spawania.
• Dla dużych napraw, należy spawać początkowe warstwy z materiałem dodatkowym (buforowanie warstwy)
5

CALDIE
Spoiwo
TIG materiały pomocnicze do spawania Materiał pomocniczy Twardość po spawaniu
Typ AWS ER312 300 HB(dla powłok buforowanych) UTP ADUR 600 55-58 HRC UTP A696 60-64 HRC
MMA (SMAW) materiały pomocnicze do spawania Materiał pomocniczy Twardość po spawaniu
Typ AWS E312 300 HB (dla powłok buforowanych)
UTP 67S 55-58 HRC UTP 69 60-64 HRC UTP 7362 55-58 HRC
TEMPERATURA PREHARTOWANIA Temperatura narzędzia podczas całego procesu spawania powinna być utrzymana na równym poziomie.
Zmiękczone Utwardzone Twardość 215 HB 54-61 HRC Temperatura podgrzewania
250°C (480°F)
250°C (480°F)
Max. Temper. warstwy pośredniej
400°C (750°F)
400°C (750°F)
Mniejsze naprawy mogą być przeprowadzone w temperaturze pokojowej metodą TIG. OBRÓBKA CIEPLNA PO SPAWNAIU Zmiękczone Utwardzone Twardość 215 HB 58-61 HRC Szybkość chłodzenia
20-40°C (40-80°F)/h przez pierwsze 2 godziny potem na wolnym powietrzu < 70°C (160°F)
Obróbka cieplna Zmiękczanie Hartowanie
odpuszczanie
Odpuszczanie 510°C (950°F), 2h
Bardziej szczegółowe informacje dotyczące spawania można znaleźć w broszurze Uddeholm „Spawanie stali narzędziowych”. HARTOWANIE PŁOMIENIOWE Należy użyć sprzęt acetylenowo tlenowy o wydajności 800-1250 l/h. Ciśnienie tlenu 2,5 bar, ciśnienie acetylenu 1,5 bar. Wyregulować do naturalnego płomienia. Temperatura: 980-1020°C (1795-1870°F). Chłodzenie na powietrzu. Twardość powierzchni wynosi 58-62HRC i 41 HRC (400 HB) przy głębokości 2,5-3 mm (0,10”-0,12”).
Zalecane parametry obróbki skrawaniem Wartości podane poniżej to przybliżenia, które powinny zostać dopasowane do lokalnych warunków. Bardziej szczegółowe informacje można znaleźć w broszurze Uddeholm „Parametry obróbki skrawaniem”. Stan dostawy: Zmiękczone do około 220 HB TOCZENIE
Parametry obróbki Obróbka narzędziami z węglikiem spiekanym
Skrawanie narzę. ze stali szybkotnącej
Zgrubna Precyzyjna Skrawanie precyzyjne
Szybkość skrawania (vc)
m/min f.p.m.
140-190 460-620
190-240 620-785
15-20 50-65
Posuw (f) mm/obr. i.p.r.
0,2-0,4 0,008-0,016
0,05-0,2 0,002-0,008
0,05-0,3 0,002-0,012
Głębokość cięcia (ap) mm
mm cal
2-4 0,08-0,16
0,5-2 0,02-0,08
0,5-3 0,02-0,12
Kategoria węglika
ISO P20-P40 C6-C5 Pokryte
węglikiem
P10 C7
Pokryte węglikiem lub
ceramiką
- -
FREZOWANIE Frezowanie czołowe oraz frezowanie czołowe nożem kwadratowym
Parametry obróbki skrawaniem Obróbka narzędziami z węglika
Zgrubna Precyzyjna Szybkość skrawania (vc)
m/min f.p.m
130-160 430-525
160-200 525-656
Posuw (fz) mm/ząb cal/ząb
0,20-0,40 0,008-0,016
0,1-0,2 0,004-0,008
Głębokość skrawania (ap)
mm cale
2-4 0,08-0,16
0,5-2 0,02-0,08
Kategoria węglika
ISO P20-P40 C6-C5 Pokryte
węglikiem
P10-20 C7-C6 Pokryte
węglikiem lub ceramiką
6

CALDIE
Frezowanie walcowo-czołowe Obróbka elektroiskrowa (EDM)
Parametry Rodzaj frezu walcowo-czołowego obróbki skrawaniem
Stały węglik Wkładka z węglików
Narzędzia ze stali
szybkotnącej Szybkość skrawania (vc) m/min f.p.m.
110-140 360-460
100-140 330-460
18-231)
60-751)
Posuw (fz) mm/ząb cal/ząb
0,01-0,202)
0,0003-0,0082)
0,06-0,202)
0,002-0,0082)
0,01-0,302)
0,0003-0,0122)
Kategoria obróbki ISO
-
P20-P30 C6-C5
-
Jeżeli proces obróbki elektroiskrowej (EDM) odbywa się na materiale zahartowanym i odpuszczonym, wtedy należy zakończyć proces „precyzyjną obróbką iskrową”, tj. prądem o niskim napięciu i wysokiej częstotliwości. W celu otrzymania optymalnych wyników powierzchnia poddana obróbce elektroiskrowej powinna zostać przeszlifowana / wypolerowana a narzędzie powinno zostać poddane ponownemu odpuszczaniu w temperaturze 25°C (50°F) niższej niż oryginalna temperatura odpuszczania. Dodatkowe informacje można znaleźć w publikacji Uddeholm „Obróbka elektroiskrowa stali.
1) Dla frezów ze stali szybkotnącej vc = 32-38 m/min (105-125 f.p.m). 2) Zależy od średnicy wiertła Spawanie
WIERCENIE
Wiertła kręte ze stali szybkotnącej Wyniki spawania są akceptowalne dopóki zachowane są właściwe środki ostrożności podczas: przygotowania spoiwa, przygotowania materiałów pomocniczych, podgrzania narzędzia, kontrolowania procesu schładzania narzędzia i procesach obróbki cieplnej po spawaniu. Powyższe wskazówki są najważniejszymi elementami w procesie spawania.
Średnica wiertła
Szybkość skrawania (vc)
Posuw (f)
mm cale m/min f.p.m. mm/obr. i.p.r. -5 -3/16 15-20* 49-66* 0,05-0,10 0,002-0,004
5-10 3/16-3/8 15-20* 49-66* 0,10-0,20 0,004-0,008 10-15 3/8-5/8 15-20* 49-66* 0,20-0,30 0,008-0,012 15-20 5/8-3/4 15-20* 49-66* 0,30-0,35 0,012-0,014
Bardziej szczegółowe informacje znaleźć można w broszurze Uddeholm pt. „Spawanie stali narzędziowych”.
1) Dla wierteł ze stali szybkotnącej vc = 35-40 m/min (110-130 f.p.m).
Wiertła z węglika
Rodzaj wiertła Parametry obróbki
skrawaniem Wymienne Stały węglik Nakładka z
węglików spiekanych1)
Szybkość skrawania (vc) m/min f.p.m.
160-200 525-655
110-140 360-460
60-90 19-295
Posuw (fz) mm/obr. i.p.r.
0,05-0,152)
0,002-0,0062)
0,10-0,252)
0,004-0,012)
0,15-0,252)
0,006-0,012)
Metoda spawania TIG MMA Temperatura podgrzewania
200-250°C 390-485°F
200-250°C 390-485°F
Spoiwo UTP A696
UTP ADUR600 UTP 73G2
UTP 69 UTP 67S
UTP 73G2 Maksymalna temperatura warstwy pośredniej
350 °C (660°F)
350 °C (660°F)
Chłodzenie po spawaniu
20-40 °C/h (40-80°F/h) przez pierwsze 2 godziny, później na wolnym powietrzu
Twardość po spawaniu 54-62 HRC 55-62 HRC
Obróbka cieplna po spawaniu W stanie po hartowaniu
Odpuszczać w temperaturze 510°C (950°F) przez 2 godziny.
W stanie po wyżarzaniu zmiękczającym
Wyżarzanie zmiękczające według broszury „Zalecenia odnośnie hartowania”
1) Wiertło z wewnętrznymi kanalikami chłodzącymi i nakładką z węglików spiekanych. 2) Zależy od średnicy wiertła SZLIFOWANIE
Ogólne zalecenia dotyczące tarcz szlifierskich podano poniżej. Dodatkowe informacje znajdują się w publikacji Uddeholm „Szlifowanie stali narzędziowej”.
Zalecenia dotyczące ściernic
Rodzaj szlifowania Stal po miękkim wyżarzaniu
Po hartowaniu
Szlifowanie czołem ściernicy - ściernica prosta
A 46 HV
A 46 HV
Szlifowanie czołem ściernicy - segmenty
A 24 GV A 36 GV
Szlifowanie wałków A 60 KV A 60 KV Szlifowanie otworów A 46 JV A 60 IV Szlifowanie profilowe A 100 KV A 120 JV
7

CALDIE
Względne porównanie stali narzędziowych Uddeholm do pracy na zimno WŁAŚCIWOŚCI MATERIAŁU I ODPORNOŚĆ NA RÓŻNE MECHANIZMY USZKODZEŃ
Szczegółowe informacje Prosimy o kontakt z lokalnym biurem Uddeholm w celu uzyskania dodatkowych informacji dotyczących doboru, obróbki cieplnej, zastosowań i dostępności stali narzędziowych Uddeholm.
8