smt troubleshooting guide
DESCRIPTION
SMT Troubleshooting GuideTRANSCRIPT
SMTTroubleshootingGuide
Easy-to-use advicefor common SMTassembly issues.
www.alpha.cooksonelectronics.com
Table of Contents
Bridging 3
Insufficient Fill 7
Insufficient Solder 8
Random Solder Balls 9
Solder Spattering 11
Mid-Chip Solder Balls12
Tombstoning 14
Voiding 15
BGA Head-on-Pillow 17
Grainy Joints 19
Cookson ElectronicsTroubleshooting Guide
With this easy-to-use
Troubleshooting Guide, you can
learn to troubleshoot common
SMT issues. After using it a few
times, it will become an essential
companion for you and anyone
in your company responsible for
operating an SMT line.
This Guide offers troubleshooting
advice for common SMT assembly
issues by process defect. If your
issue is not resolved after follow-
ing the steps to help identify the
possible root cause and solution,
please contact your Cookson
Electronics representative who
will be able to provide you with
further assistance.
2 www.alpha.cooksonelectronics.com
Cookson Confidential –For Authorized Use Only

Bridging
Possible Causes: PCB
Description
SMD pads will contributeto coplanarity issue result-ing in poor gasketingduring printer setup.
Recommendations
Highly recommendedto remove solder maskbetween adjacent padsespecially for fine-pitchcomponents
Possible Causes: Stencil
Description
Dirty stencil with pasteunderneath will contam-inate the bare board onthe next print, attributinga potential bridge.
Stencil tension
Aperture Design
Recommendations
• Verify zero print gapset up.• Ensure minimum printpressure.• Increase wipe frequency.•Use different cleaningchemicals.
Ensure stencil tension istight. Poor stencil tensionwill make it impossibleto have a good setup forconsistent print definition.
For fine pitch component,it is highly recommendedto have the openingslightly smaller thanlanding pad size to improvestencil to PCB gasketing.
Definition: Solder connecting, in most cases, miscon-necting two or more adjacent pads that come intocontact to form a conductive path.
3www.alpha.cooksonelectronics.com
Bridging
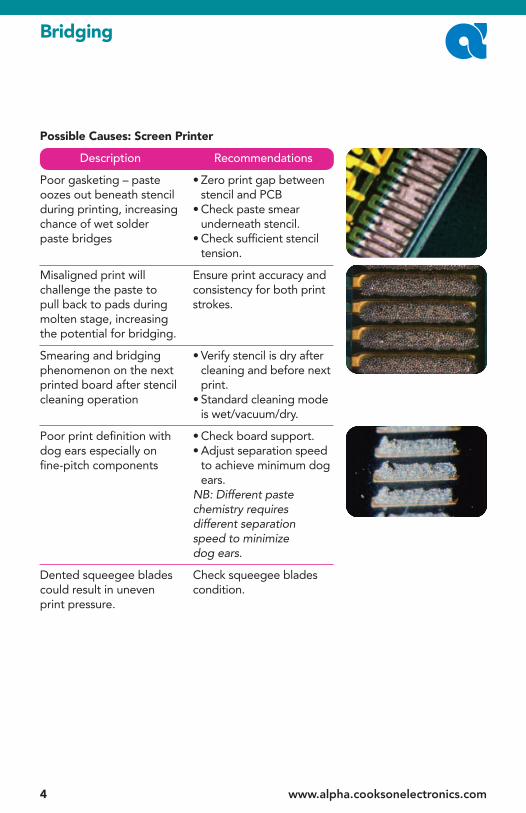
Possible Causes: Screen Printer
Description
Poor gasketing – pasteoozes out beneath stencilduring printing, increasingchance of wet solderpaste bridges
Misaligned print willchallenge the paste topull back to pads duringmolten stage, increasingthe potential for bridging.
Smearing and bridgingphenomenon on the nextprinted board after stencilcleaning operation
Poor print definition withdog ears especially onfine-pitch components
Dented squeegee bladescould result in unevenprint pressure.
Recommendations
• Zero print gap betweenstencil and PCB•Check paste smearunderneath stencil.• Check sufficient stenciltension.
Ensure print accuracy andconsistency for both printstrokes.
• Verify stencil is dry aftercleaning and before nextprint.• Standard cleaning modeis wet/vacuum/dry.
•Check board support.•Adjust separation speedto achieve minimum dogears.
NB: Different pastechemistry requiresdifferent separationspeed to minimizedog ears.
Check squeegee bladescondition.
4 www.alpha.cooksonelectronics.com

Bridging
Possible Causes: Component Placement
Description
Placement inaccuracy willnarrow the gap betweenpads, increasing thechance of bridging.
Excessive componentplacement pressure willsqueeze paste out ofpads.
Recommendations
• Verify componentplacement pressure.•Use X-ray to verify BGAplacement.•Usemicroscope for QFPs.
• Verify actual componentheight against dataentered in the machine•Component placementheight should be ±1/3of paste height.
Possible Causes: Reflow Profile
Description
Extended soak will inputmore heat to the pasteand result in paste hotslump phenomenon.
Recommendations
Adopt a straight ramp tospike profile, without soakzone if possible.
5www.alpha.cooksonelectronics.com

Possible Causes: Solder Paste
Description
Dry paste phenomenon –irregular print shape andinconsistent print volume
Paste oozes out of pads,may form connection withadjacent pads.
Recommendations
• Paste expiry•Operating temperaturewithin supplier’s recom-mendations. Checktemperature insideprinter. Normal require-ment around 25°C,50%RH•Do not mix using newand old paste.
•Operating temperaturewithin supplier’s recom-mendations• Verify with another batchof paste to confirm prob-lem is batch-related.• Perform cold and hotslump test result usingIPC-TM-650 Method2.4.35.
Bridging
6 www.alpha.cooksonelectronics.com
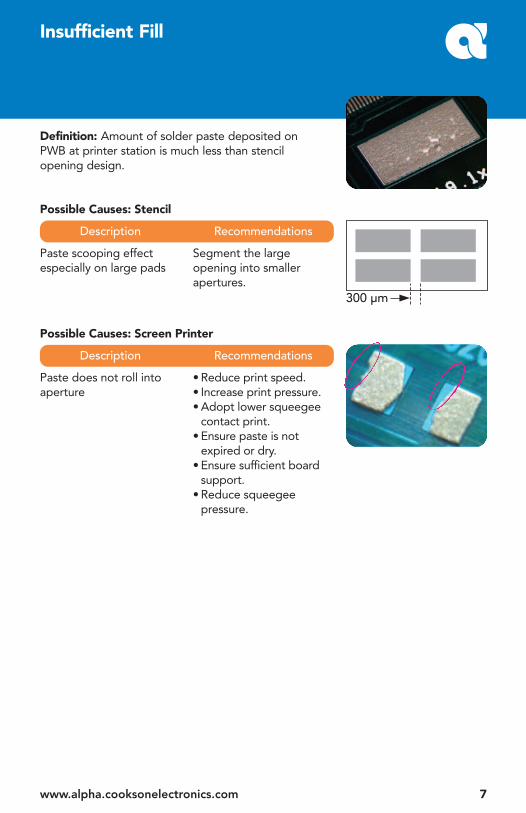
Insufficient Fill
Possible Causes: Stencil
Description
Paste scooping effectespecially on large pads
Recommendations
Segment the largeopening into smallerapertures.
Description
Paste does not roll intoaperture
Recommendations
• Reduce print speed.• Increase print pressure.•Adopt lower squeegeecontact print.• Ensure paste is notexpired or dry.• Ensure sufficient boardsupport.• Reduce squeegeepressure.
300 µm
Definition: Amount of solder paste deposited onPWB at printer station is much less than stencilopening design.
Possible Causes: Screen Printer
7www.alpha.cooksonelectronics.com

Insufficient Solder
Definition: Amount of solder paste deposited on PWBat printer station is much less than stencil openingdesign or, after reflow, insufficient solder to form a filletat the component leads.
Description
Solder paste adheres onthe stencil aperture walls
Recommendations
•Area ratio > 0.66•Aspect ratio > 1.5•No burr on stencilaperture edge
Possible Causes: Stencil
Description
Print definitions
Recommendations
• Verify print setup•Reduce print speed toprovide sufficient timefor paste to roll intoaperture.
Possible Causes: Screen Printer
Description
Mismatch in CTE betweencomponent and PCB cancause solder wicking effectwhich may look likeinsufficient solder on pads.
Recommendations
•Attach thermocouple oncomponent and PCB.•Apply soak profile tominimize delta T beforereflow zone.• Set bottom zones to behigher temperature ifpossible, to keep PCBhotter than componentleads.
Possible Causes: Reflow Profile
Description
Solder paste viscosity
Recommendations
Check paste conditionssuch as dry pastephenomenon by verifyingif paste rolls or skids alongprint direction.
Possible Causes: Solder Paste
8 www.alpha.cooksonelectronics.com

Random Solder Balls
Definition: After reflow, small spherical particles withvarious diameters are formed away from the mainsolder pool.
Description
Paste stuck under thestencil will be transferredonto the solder mask ofthe next PCB.
Recommendations
• Verify zero print gap setup.•Check minimum printpressure used.•Check cleaning efficiencysuch as wet/dry/vacuum.•Check wipe frequency.
Possible Causes: Stencil
Description
Fast ramp-up rate orpreheat rate will notallow sufficient time forthe solvent to vaporizeoff gradually.
Recommendations
Slow preheat rate isrecommended, typically< 1.5°C/sec from roomtemperature to 150°C.
Possible Causes: Reflow Profile
Description
Trapped moisture mayresult in explosivevaporization.
Recommendations
Especially for lower gradePCBs such as FR2, CEM1,tends to absorb moisture.Bake 120°C for 4 hours ifnecessary.
Possible Causes: PCB Moisture
9www.alpha.cooksonelectronics.com
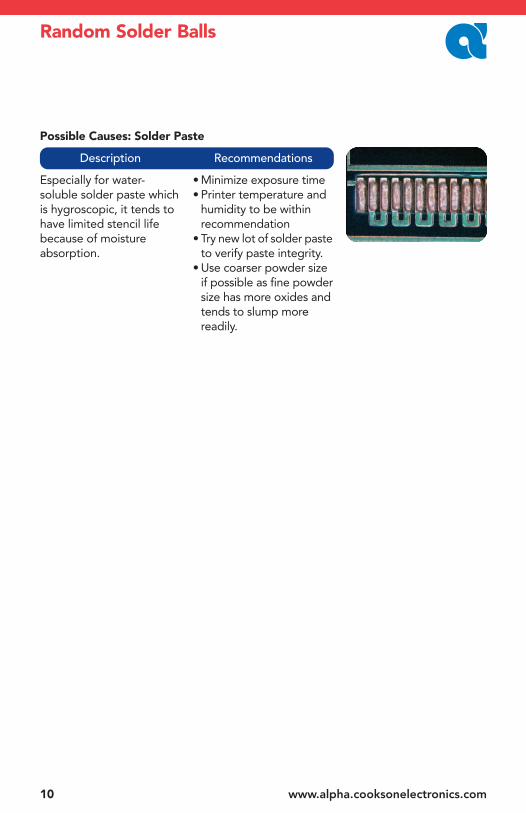
Description
Especially for water-soluble solder paste whichis hygroscopic, it tends tohave limited stencil lifebecause of moistureabsorption.
Recommendations
•Minimize exposure time•Printer temperature andhumidity to be withinrecommendation• Try new lot of solder pasteto verify paste integrity.•Use coarser powder sizeif possible as fine powdersize has more oxides andtends to slump morereadily.
Possible Causes: Solder Paste
Random Solder Balls
10 www.alpha.cooksonelectronics.com

Solder Spattering
Definition: Solder Spatter phenomenon is very similarto solder balling, but the concern is usually about solderdeposited onto Au fingers.
Description
Handling of boards
Bare boardscontamination
Recommendations
•Do not mix clean andwashed boards.•Open fresh PCBs frompackage when readyto run.• Ensure working area iscleaned thoroughly andnot contaminated withsolder paste remains.
Inspect bare PCBs tocapture and filter solderfound on bare PCB beforeprinting station.
Possible Causes: PCB
Description
Ineffective cleaning ofstencil wipe will transfersmall particles of solderonto the top surface ofthe next bare board.
Recommendations
• Ensure wipe frequency isset correctly.•Use effective solvent,preferably SC10.•Use printer machinecamera to inspect theeffectiveness of stencilcleaning.
Possible Causes: Screen Printer
Description
Control the flux out-gassing rate to minimizeexplosive solder scatteron Au pads.
Recommendations
For SAC 305, set slowramp rate of 0.3-0.4°C/secfrom 217-221°C.
Possible Causes: Reflow Profile
11www.alpha.cooksonelectronics.com

Mid-Chip Solder Balls (MCSB)
Definition: After reflow, large solder ball(s) is/arelocated on the side of the chip components, betweenthe terminations and away from the pads.
Description
Solder dissociation anddoes not adhere on soldermask.
Recommendations
• Remove solder maskbetween pads.•Gap between pad andsolder mask is recom-mended to maintain atleast 75µm~100µm,preferably >120µm.• Solder mask may not becentralized around pad.
>120µm
60%
20%
20%
Possible Causes: PCB
Description
Excess paste squeezesunderneath componentbody tends to dissociatewith the main body ofsolder during reflow.
Recommendations
Home plate or U-shapedesign may help to reducethe amount of pastepotentially squeezedunder the componentbody, onto the mask.
NB: Aperture reductionmay not be suitable forcomponent size smallerthan 0603. Besides, LFalloy has higher surfacetension and does not pullback after reflow.
Possible Causes: Stencil Design
12 www.alpha.cooksonelectronics.com

Description
Excessive placementpressure will squeezepaste on pad
Recommendations
• Verify actual componentheight against dataentered in the machine.•Component placementheight should be ±1/3 ofpaste height.
Possible Causes: Component Placement
Description
Paste smearing on soldermask
Recommendations
• Printer set up for zeroprint gap, verified bypaste height consistencywithout dog ears• Print alignment accuracy
Possible Causes: Screen Printer
Description
Extended soak will inputmore heat to the pasteand result in paste slumpphenomenon.
Recommendations
Adopt a straight ramp tospike profile, without soakzone if possible.
Possible Causes: Reflow Profile
Mid-Chip Solder Balls (MCSB)
13www.alpha.cooksonelectronics.com

Tombstoning
Definition: A tombstone, sometimes called Manhattaneffect, is a chip component that has partially or com-pletely lifted off one end of the surface of the pad.
Description
Component body mustcover at least 50% of bothpads.
Unequal pad sizeespecially with groundpad on one side
Recommendations
If component terminationsare not covering >50% ofpads, high tendency to haveimbalance wetting force,resulting in tombstoning.Feedback to supplier foralteration if possible.
Unequal size meansdifferent solder volume,increasing potential forunequal wetting force. Ifdue to design limitation,use a gradual soak ramprate just before reachingliquidus point, e.g.,SAC305, soak @190-220°C for 30-45 sec.
Possible Causes: Pad Design
Description
Skew placement willcreate imbalance wettingforce on both pads.
Recommendations
Check other componentsplacement accuracy.Re-teach fiducials if allcomponent shifted, elseedit that specific locationmanually.
Possible Causes: Placement Accuracy & Pressure
Description
Extend soak zone can aidin balancing the wettingforce on both pads beforepaste reaching to moltenstate
Recommendations
Focus at 30°C before alloyliquidus temperature, e.g.,for SAC305, liquidus @220°C, ensure soak at190~220°C for minimumof 30 seconds
Possible Causes: Reflow Profile
14 www.alpha.cooksonelectronics.com
Bad design
Good design

Definition: Voids in solder joints are empty spaceswithin the joint, increasing concern about voiding,especially on BGAs and large pads such as LGAs.Two main contributors of voiding are(i) outgassing of flux entrapped(ii) excessive oxidation.
Voiding
Description
Micro-via holes on padstrapped flux and airpockets
Recommendations
• Typically via holes <6milswill be more difficult tovaporize the flux or airtrapped.• Plug the blinded viaholes before printing.•Double print helps topack more solder pasteinto via holes.•Use finer powder size.•Avoid printing paste ontop of via holes, insteadaperture openingdesigned around it.
Possible Causes: PCB
15
BGA
LGA
Passive Component
www.alpha.cooksonelectronics.com
Voiding
Possible Causes: Reflow Profile
Description
Flux entrapped withoutsufficient time to outgas
Oxidation ratepredominates
Recommendations
• Establish soak zone from170~220°C for 60-90sec.•Also make sure profileset between 130~220°Cfor 180 sec.
•Adopt short profileconcept to preserve fluxactivity, no soak zone.•Use nitrogen if possible.
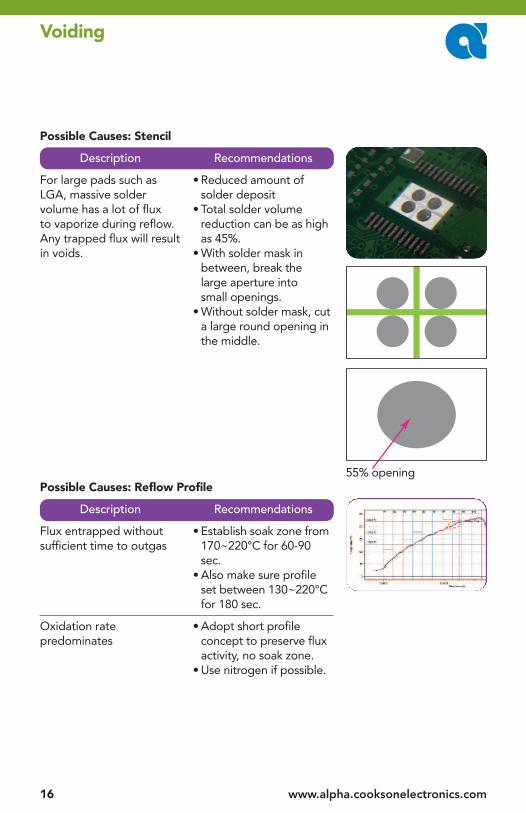
Description
For large pads such asLGA, massive soldervolume has a lot of fluxto vaporize during reflow.Any trapped flux will resultin voids.
Recommendations
• Reduced amount ofsolder deposit• Total solder volumereduction can be as highas 45%.•With solder mask inbetween, break thelarge aperture intosmall openings.•Without solder mask, cuta large round opening inthe middle.
Possible Causes: Stencil
16 www.alpha.cooksonelectronics.com
55% opening

BGA Head-on-Pillow
Definition: Head-on-pillow is an assembly defect inwhich the spheres from a BGA or CSP don’t coalescewith the solder paste on the PCB pad. It is importantto differentiate head-on-pillow from a defect causedsimply by insufficient reflow temperature, which ischaracterized by distinct solder spheres from the pastethat have not been properly melted on the pad andBGA solder sphere. With head-on-pillow the solderingtemperature is sufficient to fully melt the solder sphereand paste deposit, but an impediment to the formationof a proper solder joint exists.
Description
Irregular print definitionacross the pads mayhinder some solder bumplocations to be in contactwith solder paste.
Recommendations
Verify print definition andmeasure print heightconsistency
Possible Causes: Screen Printer
Description
Increase paste depositionvolume to better com-pensate for substratewarpage.
BGA coplanarity issue
Oxidized BGA solder balls
Recommendations
Increase print volume byusing square aperture vs.round opening, or enlargeoverall deposition volumewithout jeopardizingbridging.
Increase solder volume.
•Use higher activity paste.•Use nitrogen reflow.
Possible Causes: PCB/Component
17www.alpha.cooksonelectronics.com

BGA Head-on-Pillow
Description
Board warpage especiallyfor double reflow boardsor thin PCBs (<1mm thick)
Variance in CTE betweenPCB and BGA
Paste hot-slump effect willaggravate BGA open jointsif there are coplanarityissues.
Long soak profile mayexhaust the flux capacitybefore reflow.
Recommendations
•Critical to minimize timeabove Tg, (typically130°C for FR4 boards)with BGAs mounted.Target to maintain< 2 min if possible.• For second reflow cycle,try to adopt lowerpreheat to reducewarpage occurrence.
Ensure minimum deltatemperature differencebetween the BGAcomponent and the restof the components on theboard. Apply short soakif necessary.
Minimize time from 150°Cto liquidus temperature.
If a long soak is mandatoryfor complex board, usenitrogen cushion the fluxcapacity in overcomingoxidation rate.
Possible Causes: Reflow
18 www.alpha.cooksonelectronics.com
Grainy Joints
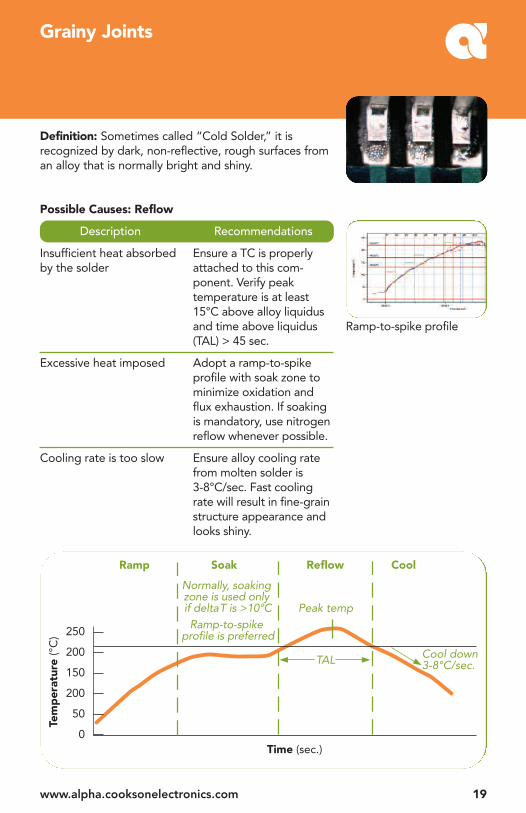
Definition: Sometimes called “Cold Solder,” it isrecognized by dark, non-reflective, rough surfaces froman alloy that is normally bright and shiny.
Description
Insufficient heat absorbedby the solder
Excessive heat imposed
Cooling rate is too slow
Recommendations
Ensure a TC is properlyattached to this com-ponent. Verify peaktemperature is at least15°C above alloy liquidusand time above liquidus(TAL) > 45 sec.
Adopt a ramp-to-spikeprofile with soak zone tominimize oxidation andflux exhaustion. If soakingis mandatory, use nitrogenreflow whenever possible.
Ensure alloy cooling ratefrom molten solder is3-8°C/sec. Fast coolingrate will result in fine-grainstructure appearance andlooks shiny.
Possible Causes: Reflow
Tem
per
atur
e(°
C) 250
200
150
200
50
0
Ramp
Time (sec.)
Soak Reflow Cool
Normally, soakingzone is used onlyif deltaT is >10°CRamp-to-spike
profile is preferred
Peak temp
TAL Cool down3-8°C/sec.
19
Ramp-to-spike profile
www.alpha.cooksonelectronics.com
Global Headquarters109Corporate BoulevardSouth Plainfield,NJ 07080USATel: +1-800-367-5460
European HeadquartersForsyth Road, SheerwaterWoking, Surrey GU21 5RZUKTel: +44 (0) 1483 758400
Asia/Pacific1/F, Block A, 21 Tung Yuen St.Yau Tong Bay, KowloonHong KongTel: 852-3190-3100
©2008 Cookson ElectronicsIssued 10/08SM982
www.alpha.cooksonelectronics.com
www.alpha.cooksonelectronics.com