skf in india - asq · pdf fileskf in india slide 1 © skf group ... in the bearing...
TRANSCRIPT
SKF Six Sigma
1
© SKF Group
SKF in India
Slide 1
© SKF Group
© SKF Group
SKF vision and mission
A world of reliable rotation
The undisputed leader
in the bearing business
Slide 2

SKF Six Sigma
2
© SKF Group
© SKF Group
© SKF Group
High Ethics
Openness
Empowerment
Team Work
VALUES
DRIVERS Grow with Profit
Quality
Innovation
Simplicity & Speed
Sustainability
SKF Commitment
Slide 3
© SKF Group
© SKF Group
SKF – a truly global company
● Established 1907
● Sales 2015 8.92 billion USD
● Employees 48,593
● Production sites around 165 in 29 countries
● SKF presence in over 130 countries
● Distributors/dealers 15,000 locations
● Global certificates ISO 14001
OHSAS 18001 certification
ISO 50001
Slide 4

SKF Six Sigma
3
© SKF Group
© SKF Group
© SKF Group
SKF Technology areas
Bearings
and units
Seals Services Lubrication
systems
Mechatronics
Slide 5
© SKF Group
© SKF Group
SKF in India : Manufacturing facilities
DGBB
Pune TRB /HUB
DGBB
Seals
Bangalore
Mysore
Large size
bearings
Ahmedabad
DGBB
Pune Factory
TRB,DGBB, MSBU, HUB, HBU
Spindle Service Centre
Solution Factory
Bangalore Factory
• Small DGBB
• VAS Manufacturing
• Application
Development Centre
• GTCI
Haridwar Factory
Small DGBB
Ahmedabad Factory
Large Size Bearings
Cylindrical roller Bearings
Spherical Roller Bearings
Mysore
Factory
Seals
Haridwar
Lubrication
Business Unit
Slide 6
SKF Six Sigma
4
© SKF Group
© SKF Group
© SKF Group
Slide 7
Pune Factory Products
© SKF Group
© SKF Group
Slide 8
Our Automotive Customers
Domestic Global

SKF Six Sigma
5
© SKF Group
© SKF Group
2017-03-08
Slide 9
Our Industrial customers
© SKF Group
SKF Production System
The lasting organisational benefits of a culturally driven, behaviour based approach,
augmented with the data driven discipline Slide 10
1.1.1 Q2

SKF Six Sigma
6
© SKF Group
© SKF Group
SKF Production System
Slide 11
1.1.1 Q2
© SKF Group
Six Sigma in SKF India Ltd.
Slide 12
Resource spread across units in India
Six Sigma
Resources
(Belts inducted
from 2008 to 2015)
DMAIC
(2015)DMAIC DMAIC DMAIC DFSS
Business Unit / BeltsWhite Belts Green Belts Black Belts MBB Green Belts
DGBB Bangalore Yes Yes Yes
TW Bangalore Sales Yes Yes
DGBB Haridwar Yes Yes Yes
DGBB Pune Yes Yes
LSB Ahmedabad Yes Yes
LBU Bangalore Yes Yes
GTCI Bangalore Yes Yes Yes
TRB Pune Yes Yes Yes
Seals Mysore Yes Yes Yes
SLS Pune Yes Yes
Purchasing Yes Yes
IM Sales Yes Yes
AM Salea Yes Yes
Co Six Sigma Yes Yes Yes
CO HR Yes Yes
All Belts are Part Time ( Functional role)
233
284
324 354
297
248 280
200
0
50
100
150
200
250
300
350
400
2008 2009 2010 2011 2012 2013 2014 2015
Saving in MINR
1.6 1.5 1.6 1.8
1.5 1.5
3.2
2.5
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
2008 2009 2010 2011 2012 2013 2014 2015
ROI per project in MINR
SKF Six Sigma
7
© SKF Group
© SKF Group
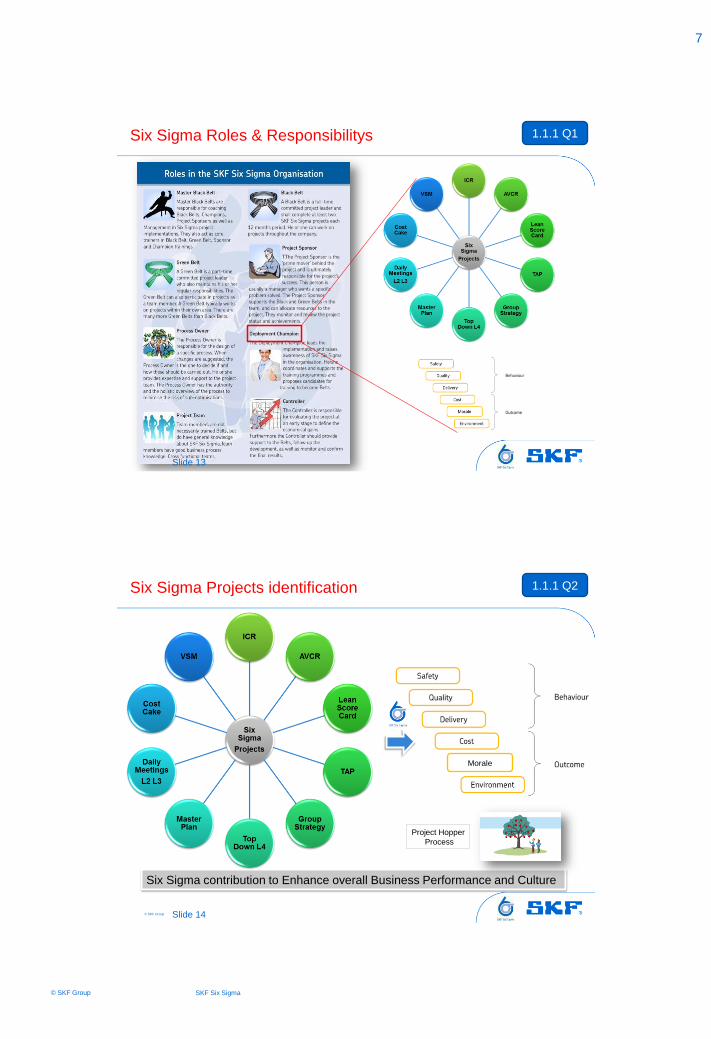
Six Sigma Roles & Responsibilitys
Slide 13
1.1.1 Q1
© SKF Group
Morale
Six Sigma contribution to Enhance overall Business Performance and Culture
Six Sigma Projects identification
Project Hopper
Process
Slide 14
1.1.1 Q2

SKF Six Sigma
8
© SKF Group
Clamping unit cost reduction by 30% per annum
from 1 % wrt VASC to 0.7 % wrt VASC in year 2015
Team :
Hemant Dewoolkar (Manufacturing)
Shrinivas Panse (Resetting)
Uday Rokade (Presetting)
Santosh Mhaske (Stores)
Ambadas Pawar (Maintenance)
Amit Zanzurne (Purchase)
Shekhar Bhosale (Resetting)
Sponsor : Nitin Ghatpande Process Owner : Gopal Sakala
Black Belt : Gopal Sakala MBB : Rahul Pawar
Slide 15
© SKF Group
Why this project ?
Slide 16
Ch. manager
Ch. manager
Mfg. head
Let’s
initiate the
project
SKF Six Sigma
9
© SKF Group
© SKF Group
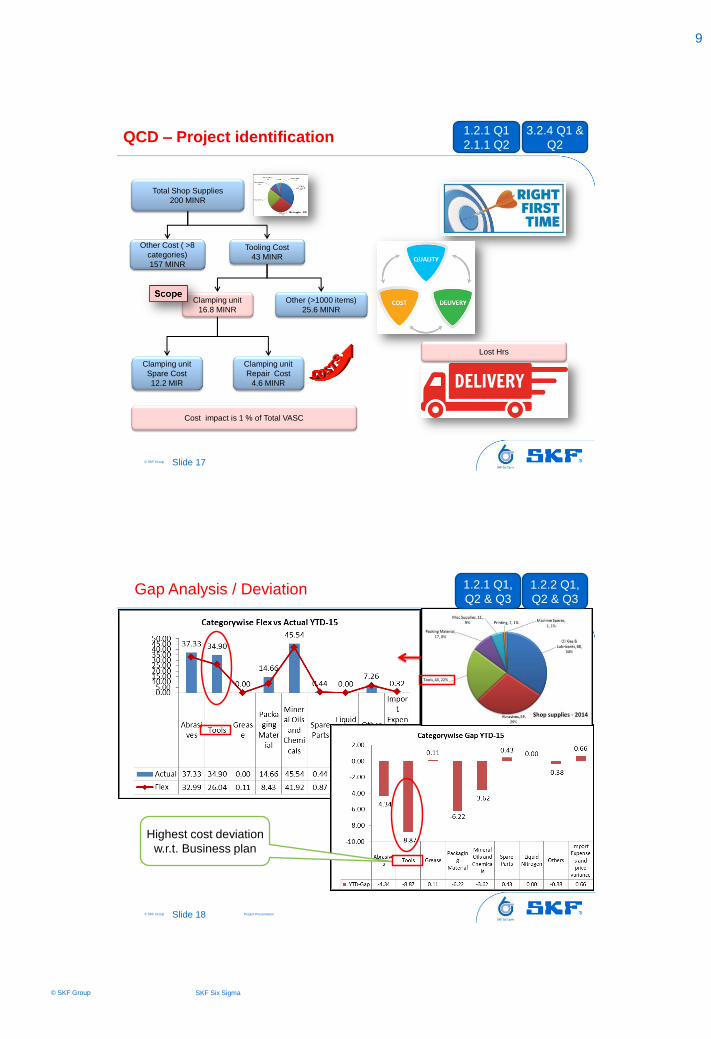
QCD – Project identification
Cost impact is 1 % of Total VASC
Total Shop Supplies
200 MINR
Other Cost ( >8
categories)
157 MINR
Tooling Cost
43 MINR
Clamping unit
16.8 MINR
Other (>1000 items)
25.6 MINR
Clamping unit
Spare Cost
12.2 MIR
Clamping unit
Repair Cost
4.6 MINR
Lost Hrs
Slide 17
3.2.4 Q1 &
Q2
1.2.1 Q1
2.1.1 Q2
© SKF Group
Gap Analysis / Deviation
Project Presentation Slide 18
Highest cost deviation
w.r.t. Business plan
1.2.2 Q1,
Q2 & Q3
1.2.1 Q1,
Q2 & Q3
SKF Six Sigma
10
© SKF Group
© SKF Group
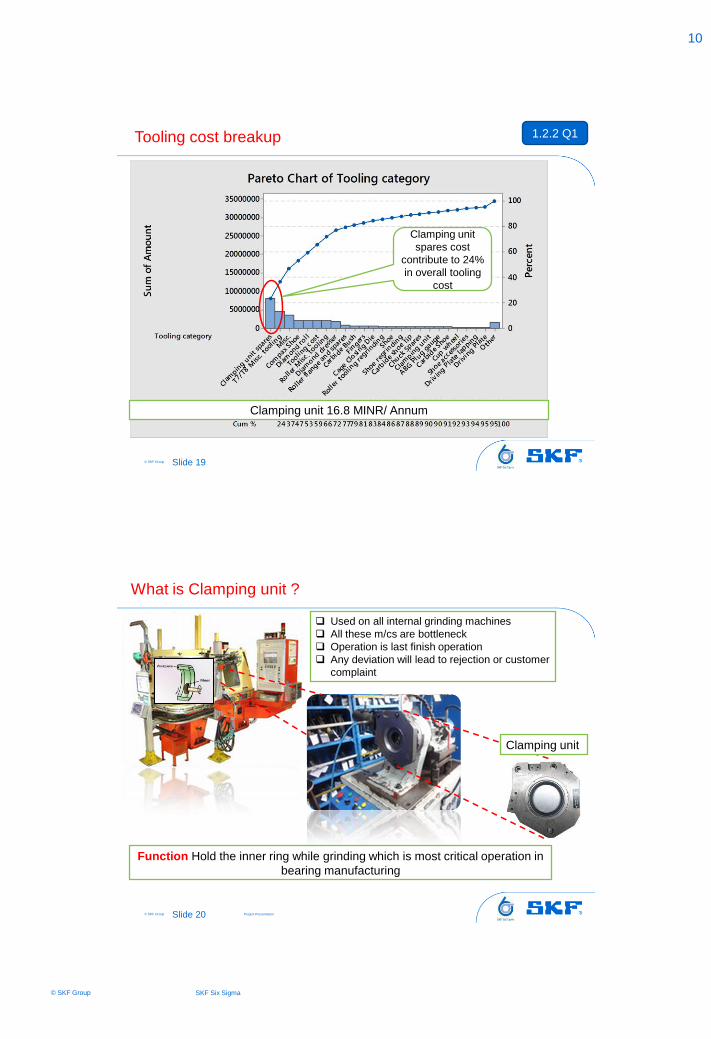
Tooling cost breakup
Slide 19
Clamping unit
spares cost
contribute to 24%
in overall tooling
cost
Clamping unit 16.8 MINR/ Annum
1.2.2 Q1
© SKF Group
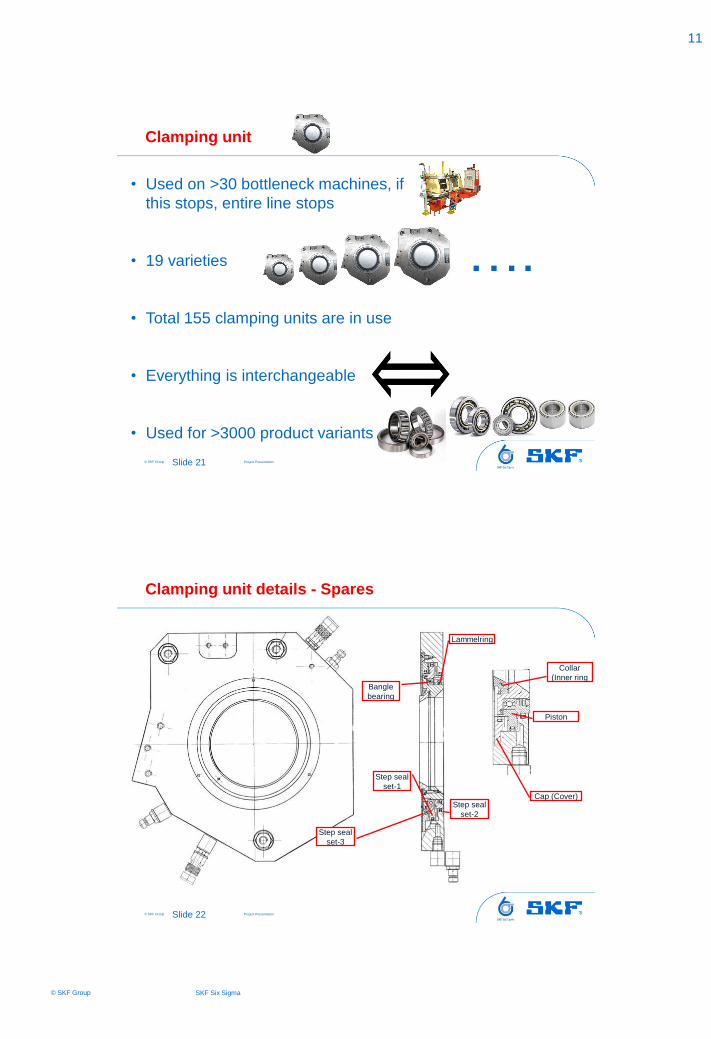
What is Clamping unit ?
Project Presentation
Clamping unit
Function Hold the inner ring while grinding which is most critical operation in
bearing manufacturing
Slide 20
Used on all internal grinding machines
All these m/cs are bottleneck
Operation is last finish operation
Any deviation will lead to rejection or customer
complaint
SKF Six Sigma
11
© SKF Group
© SKF Group
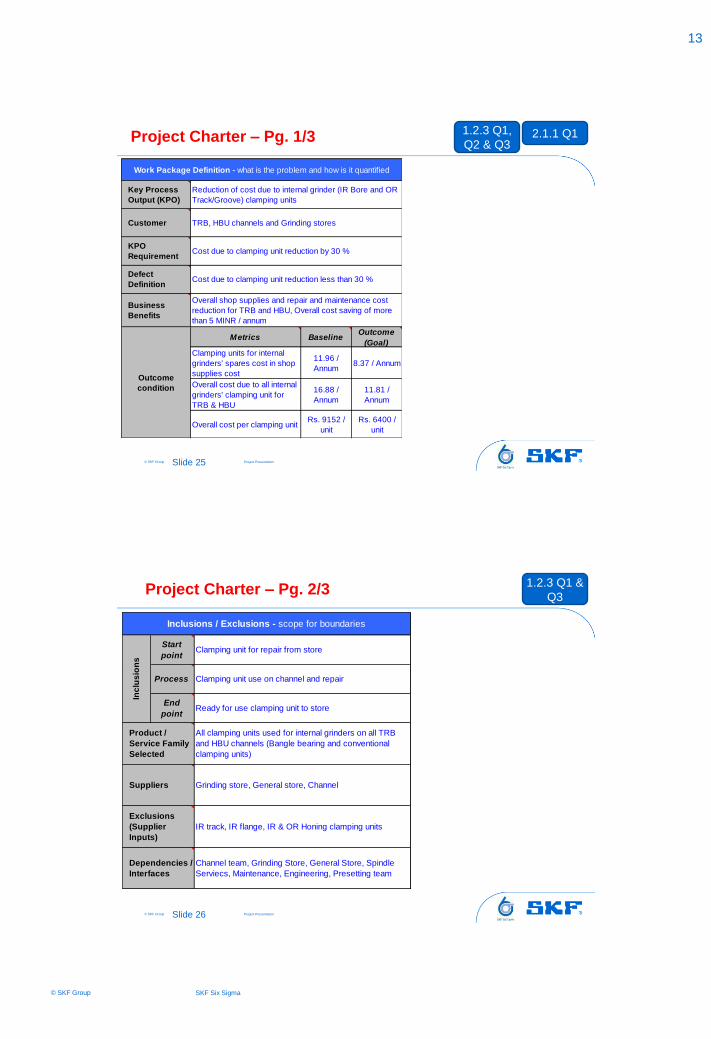
Clamping unit
Project Presentation Slide 21
• Used on >30 bottleneck machines, if
this stops, entire line stops
• 19 varieties
• Total 155 clamping units are in use
• Everything is interchangeable
• Used for >3000 product variants
….
© SKF Group
Clamping unit details - Spares
Project Presentation Slide 22
Bangle
bearing
Step seal
set-1
Step seal
set-2
Step seal
set-3
Lammelring
Piston
Collar
(Inner ring
Cap (Cover)

SKF Six Sigma
12
© SKF Group
© SKF Group
Baseline : Clamping unit cost % wrt value added cost
Avg. Clamping unit cost % wrt Value
added cost = 0.98 %
Standard deviation = 0.23
Practical implication : Loss of profitability
is @ 1% due to clamping unit cost
Slide 23
© SKF Group
Spindle Services
Factory
Resetting Grinding Store
Cha
nn
el
M/c
General Store
Repair Unit for Repair
Repaired Unit
Failed unit submit to GRD store
Good Unit for use to channel
Failed
Unit
Spares Received
Spares Request
Cost
Quality Down
Time
Slide 24
SKF Six Sigma
13
© SKF Group
© SKF Group
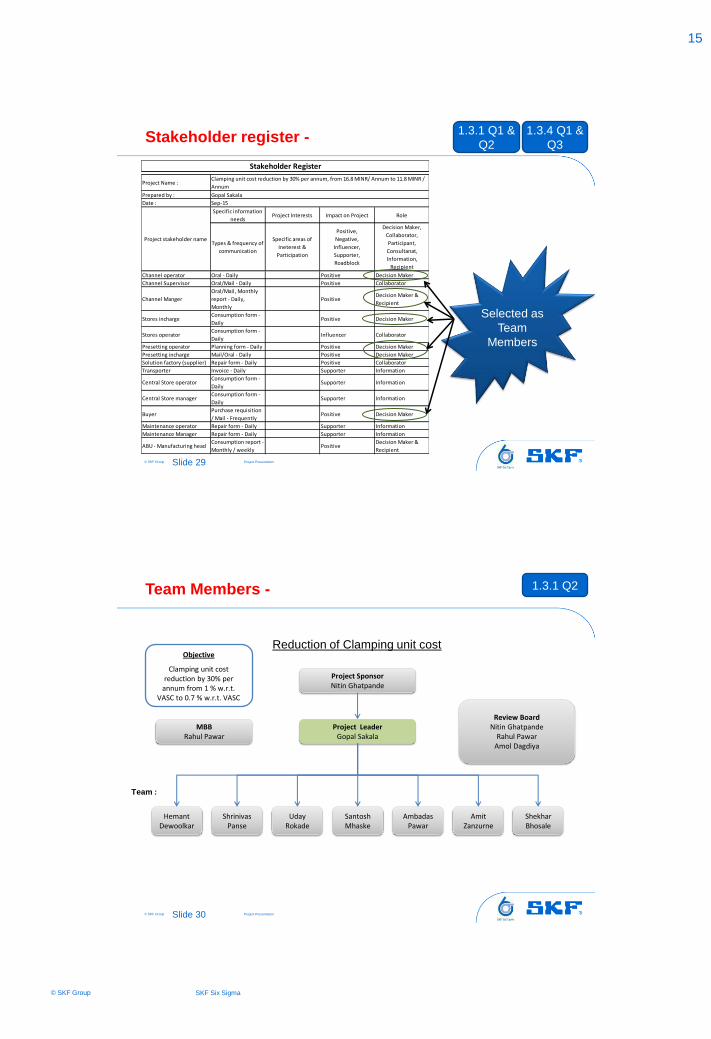
Project Charter – Pg. 1/3
Project Presentation Slide 25
Metrics BaselineOutcome
(Goal)
Clamping units for internal
grinders' spares cost in shop
supplies cost
11.96 /
Annum8.37 / Annum
Overall cost due to all internal
grinders' clamping unit for
TRB & HBU
16.88 /
Annum
11.81 /
Annum
Overall cost per clamping unitRs. 9152 /
unit
Rs. 6400 /
unit
Defect
DefinitionCost due to clamping unit reduction less than 30 %
Business
Benefits
Overall shop supplies and repair and maintenance cost
reduction for TRB and HBU, Overall cost saving of more
than 5 MINR / annum
Outcome
condition
KPO
RequirementCost due to clamping unit reduction by 30 %
Work Package Definition - what is the problem and how is it quantified
Key Process
Output (KPO)
Reduction of cost due to internal grinder (IR Bore and OR
Track/Groove) clamping units
Customer TRB, HBU channels and Grinding stores
2.1.1 Q1 1.2.3 Q1,
Q2 & Q3
© SKF Group
Project Charter – Pg. 2/3
Project Presentation Slide 26
Start
point
Process
End
point
Dependencies /
Interfaces
Channel team, Grinding Store, General Store, Spindle
Serviecs, Maintenance, Engineering, Presetting team
Product /
Service Family
Selected
All clamping units used for internal grinders on all TRB
and HBU channels (Bangle bearing and conventional
clamping units)
Suppliers Grinding store, General store, Channel
Exclusions
(Supplier
Inputs)
IR track, IR flange, IR & OR Honing clamping units
Inc
lus
ion
s
Clamping unit for repair from store
Clamping unit use on channel and repair
Ready for use clamping unit to store
Inclusions / Exclusions - scope for boundaries
1.2.3 Q1 &
Q3

SKF Six Sigma
14
© SKF Group
© SKF Group
Project Charter – Pg. 3/3
Project Presentation Slide 27
AD-GS-20160302-
52060
Automotive Market
Pune
Gopal Sakala
Nitin Ghatpande
Nitin Ghatpande
Rahul Pawar
7/30/2015
Approved By Role Date
N.G.GhatpandeGM
Mfg.2-Aug-15
WP Start date
WP Target
completion
date
4/20/2016
Consider team
members/compete
ncies after scope
has been
determined.
Local
Process
Owner
Six Sigma
ManagerController Amol Dagdiya
Work Package
Title
Cost due to Clamping unit (for internal grinders) reduction
from 16.88 MINR per annum to 11.81 MINR per annum,
30% reduction
WP Reference
NumberLast Update 3/1/2016
Organization
ABUWP
Authorization
General Information
Business Area Business Unit TRB
Site / LocationEquipment
(if applicable) -
Work Package
ManagerWP Category Black Belt
SponsorWP Team
Members
Project Objective
Statement
2.4.1 Q1 1.2.3 Q1 &
Q3
© SKF Group
SIPOC
Project Presentation Slide 28
Process name: Clamping unit repair
Process owner: TRB, HBU Manufacturing
S P C Suppliers Process Customers
Providers of the
required resources
Resources required
by the process
Numerical requirements
on inputs
Top level description
of the activity
Deliverables from
the process
Numerical requirements
on outputs
Stakeholders who place the
requirements on outputs
Requirements Requirements
Channel
Operator
Machine
Allen key
Ring
Used clamping unit
returned to store
for repair
Grinding Store
SOP
Operator Clamping unit in Solution factory
Trolley spindle services
Grinding store Repair tag
SOP
Repaired clamping
Solution factory Clamping unit spares unit Solution factory
Operator Reair cost to
Tools respective channel
Spare cost to
respective channel
Smooth working Solution factory
Solution factory Checking test rig unit
Solution factory Repaired unit Grinding store Grinding store
stock improved
Grinding Store Repaired clamping unit Unit mounted on Channel / Presettig
machine
Inputs Outputs
I O
Used / Failed clamping unit
return to presetting or store
Repair of clamping unit
Hand over
clamping unit for
repair to Solution
factory
Reapired unit
inspection
Issue unit to channel /
Presetting as & when required
Retun repaired unit
to grinding store
Team members will be
required from
• Manufacturing
channel
• Grinding Store
• Presetting
• Maintenance
• Purchase
Bird’s eye view for entire process & stakeholder identification
1.3.1 Q1 &
Q2
SKF Six Sigma
15
© SKF Group
© SKF Group
Stakeholder register -
Project Presentation Slide 29
Project Name :
Prepared by :
Date :
Specific information
needsProject Interests Impact on Project Role
Types & frequency of
communication
Specific areas of
Ineterest &
Participation
Positive,
Negative,
Influencer,
Supporter,
Roadblock
Decision Maker,
Collaborator,
Participant,
Consultanat,
Information,
Recipient
Channel operator Oral - Daily Positive Decision Maker
Channel Supervisor Oral/Mail - Daily Positive Collaborator
Channel Manger
Oral/Mail, Monthly
report - Daily,
Monthly
PositiveDecision Maker &
Recipient
Stores inchargeConsumption form -
DailyPositive Decision Maker
Stores operatorConsumption form -
DailyInfluencer Collaborator
Presetting operator Planning form - Daily Positive Decision Maker
Presetting incharge Mail/Oral - Daily Positive Decision Maker
Solution factory (supplier) Repair form - Daily Positive Collaborator
Transporter Invoice - Daily Supporter Information
Central Store operatorConsumption form -
DailySupporter Information
Central Store managerConsumption form -
DailySupporter Information
BuyerPurchase requisition
/ Mail - FrequentlyPositive Decision Maker
Maintenance operator Repair form - Daily Supporter Information
Maintenance Manager Repair form - Daily Supporter Information
ABU - Manufacturing headConsumption report -
Monthly / weeklyPositive
Decision Maker &
Recipient
Project stakeholder name
Stakeholder Register
Clamping unit cost reduction by 30% per annum, from 16.8 MINR/ Annum to 11.8 MINR /
Annum
Gopal Sakala
Sep-15
Selected as
Team
Members
1.3.4 Q1 &
Q3
1.3.1 Q1 &
Q2
© SKF Group
Team Members -
Project Presentation Slide 30
Project Sponsor Nitin Ghatpande
Project Leader Gopal Sakala
Review Board Nitin Ghatpande
Rahul Pawar Amol Dagdiya
MBB Rahul Pawar
Hemant Dewoolkar
Team :
Reduction of Clamping unit cost Objective
Clamping unit cost reduction by 30% per
annum from 1 % w.r.t. VASC to 0.7 % w.r.t. VASC
Shrinivas Panse
Amit Zanzurne
Uday Rokade
Santosh Mhaske
Ambadas Pawar
Shekhar Bhosale
1.3.1 Q2
SKF Six Sigma
16
© SKF Group
© SKF Group
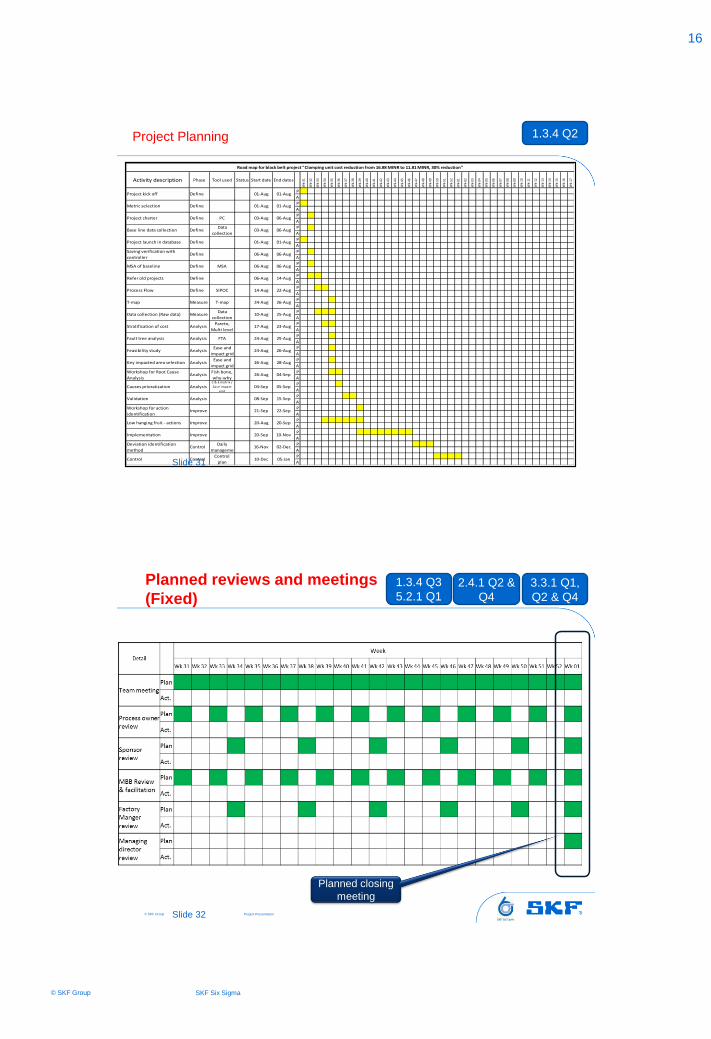
Project Planning
Activity description Phase Tool used Status Start date End dates
Wk-
31
Wk-
32
Wk-
33
Wk-
34
Wk-
35
Wk-
36
Wk-
37
Wk-
38
Wk-
39
Wk-
40
Wk-
41
Wk-
42
Wk-
43
Wk-
44
Wk-
45
Wk-
46
Wk-
47
Wk-
48
Wk-
49
Wk-
50
Wk-
51
Wk-
52
Wk-
01
Wk-
02
Wk-
03
Wk-
04
Wk-
05
Wk-
06
Wk-
07
Wk-
08
Wk-
09
Wk-
10
Wk-
11
Wk-
12
Wk-
13
Wk-
14
Wk-
15
Wk-
16
Wk-
17
P
A
P
A
P
A
P
A
P
A
P
A
P
A
P
A
P
A
P
A
P
A
P
A
P
A
P
A
P
A
P
A
P
A
P
A
P
A
P
A
P
A
P
A
P
A
Road map for black belt project "Clamping unit cost reduction from 16.88 MINR to 11.81 MINR, 30% reduction"
20-Sep 10-Nov
16-Nov 02-Dec
10-Dec 05-Jan
08-Sep 15-Sep
21-Sep 22-Sep
20-Aug 20-Sep
26-Aug 28-Aug
26-Aug 04-Sep
04-Sep 05-Sep
17-Aug 23-Aug
24-Aug 25-Aug
24-Aug 26-Aug
26-Aug
14-Aug 22-Aug
10-Aug 25-Aug
Control ControlControl
plan
06-Aug 06-Aug
06-Aug 06-Aug
06-Aug 14-Aug
24-Aug
Implementation Improve
Deviation identification
methodControl
Daily
manageme
Workshop for action
identificationImprove
Low hanging fruit - actions Improve
Causes prioratization AnalysisC & E matrix /
Ease impact
grid
Validation Analysis
Key impacted area selection AnalysisEase and
impact grid
Workshop for Root Cause
AnalysisAnalysis
Fish bone,
why-why
Fault tree analysis Analysis FTA
Feasibility study AnalysisEase and
impact grid
Data collection (Raw data) MeasureData
collection
Stratification of cost AnalysisPareto,
Multi level
Process Flow Define SIPOC
Refer old projects Define
T-map Measure T-map
Saving verification with
controllerDefine
MSA of baseline Define MSA
Project launch in database Define 01-Aug 01-Aug
Base line data collection DefineData
collection 03-Aug 06-Aug
01-Aug01-AugDefineProject kick off
Project charter Define PC 03-Aug 06-Aug
Metric selection Define 01-Aug 01-Aug
Slide 31
1.3.4 Q2
© SKF Group
Planned reviews and meetings
(Fixed)
Project Presentation Slide 32
Planned closing
meeting
3.3.1 Q1,
Q2 & Q4
2.4.1 Q2 &
Q4
1.3.4 Q3
5.2.1 Q1

SKF Six Sigma
17
© SKF Group
© SKF Group
MSA of Baseline – Big Y
Whs Item Description Posted MONTH Reason Txn Quantity Transaction amount
800 6800492 Ball Bearing Fpxb-608 Skf Make 30/09/2015 2015 SEP 1306 = IS TRB Channel 6 1 16,371
800 6800492 Ball Bearing Fpxb-608 Skf Make 29/09/2015 2015 SEP 1305 = IS TRB Channel 5 1 16,371
800 6800532 Ball Bearing-fpxa-300 28/09/2015 2015 SEP 1307 = IS TRB Channel 7 1 7,001
800 6800182 Ball Bearing-fpxa-308 26/09/2015 2015 SEP 1307 = IS TRB Channel 7 1 7,216
800 6800212 Ball Bearing Fpxb-508 Skf Make 26/09/2015 2015 SEP 1303 = IS TRB Channel 3 1 16,478
800 6800492 Ball Bearing Fpxb-608 Skf Make 26/09/2015 2015 SEP 1305 = IS TRB Channel 5 1 16,371
800 6190222 Step Seal-RSZH040335T05 25/09/2015 2015 SEP 1501 = IS HBU 1 1 16,514
800 6190214 Step Seal Turcon-RSZHO40334T05 25/09/2015 2015 SEP 1501 = IS HBU 1 2 24,221
800 6800202 Ball Bearing Fpxb-500 Skf Make 25/09/2015 2015 SEP 1501 = IS HBU 1 2 29,941
800 6800492 Ball Bearing Fpxb-608 Skf Make 25/09/2015 2015 SEP 1305 = IS TRB Channel 5 2 32,741
800 6800212 Ball Bearing Fpxb-508 Skf Make 25/09/2015 2015 SEP 1302 = IS TRB Channel 2 2 32,957
800 6800492 Ball Bearing Fpxb-608 Skf Make 25/09/2015 2015 SEP 1504 = HUB1 T 1 16,371
800 6800202 Ball Bearing Fpxb-500 Skf Make 25/09/2015 2015 SEP 1302 = IS TRB Channel 2 1 14,971
800 6800212 Ball Bearing Fpxb-508 Skf Make 24/09/2015 2015 SEP 1306 = IS TRB Channel 6 2 32,957
800 6800202 Ball Bearing Fpxb-500 Skf Make 22/09/2015 2015 SEP 1303 = IS TRB Channel 3 2 29,941
800 6800492 Ball Bearing Fpxb-608 Skf Make 22/09/2015 2015 SEP 1304 = IS TRB Channel 4 2 32,741
800 6800182 Ball Bearing-fpxa-308 22/09/2015 2015 SEP 1307 = IS TRB Channel 7 1 7,216
800 6800182 Ball Bearing-fpxa-308 22/09/2015 2015 SEP 1307 = IS TRB Channel 7 2 14,432
800 6800532 Ball Bearing-fpxa-300 22/09/2015 2015 SEP 1307 = IS TRB Channel 7 1 7,001
800 6190214 Step Seal Turcon-RSZHO40334T05 19/09/2015 2015 SEP 1501 = IS HBU 1 1 12,111
800 6190222 Step Seal-RSZH040335T05 19/09/2015 2015 SEP 1302 = IS TRB Channel 2 1 16,514
800 6190214 Step Seal Turcon-RSZHO40334T05 19/09/2015 2015 SEP 1302 = IS TRB Channel 2 1 12,111
800 6800212 Ball Bearing Fpxb-508 Skf Make 19/09/2015 2015 SEP 1303 = IS TRB Channel 3 2 32,957
800 6800202 Ball Bearing Fpxb-500 Skf Make 19/09/2015 2015 SEP 1302 = IS TRB Channel 2 1 14,971
Slide 33
Consumptions & cost data taken from
system & validated with controller
© SKF Group
Team &
Stakeholders
Project Presentation Slide 34
Role Area of
working
Time
required
Responsibilities / Roles Competencies
Required
Nitin Ghatpande
(Project Sponsor)
Head of a function 10% -Appoint project leader
-Provide resources and budget
-Frequent review
-Permission of closure
Six Sigma black belt
Gopal Sakala
(Project leader)
In charge of a function 50% -Lead project activities
-Team selection
-Communication
-Complete project as per decided time frame
Six Sigma black belt
( Gap - Need Training)
Shrinivas Panse
(Team Member)
Channel 10% -Complete assigned activities / Sub projects
-Solution development
-Monitor changes/results
Six Sigma White belt
Uday Rokade
(Team Member)
Presetting 10% -Complete assigned activities / Sub projects
-Solution development
-Monitor changes/results
Six Sigma White belt
Santosh Mhaske
(Team Member)
Grinding Store 10% Complete assigned activities / Sub projects
-Solution development
-Monitor changes/results
Six Sigma Green Belt
( Gap - Need Training)
Shekhar Bhosale
(Team Member)
Resetting + Engineering 15% Complete assigned activities / Sub projects
-Solution development
-Monitor changes/results
Six Sigma Green Belt
Ambadas Pawar
(Team Member)
Maintenance 10% Complete assigned activities / Sub projects
-Solution development
-Monitor changes/results
Six Sigma Green Belt
Amol Dagdiya
(Controller)
Controlling 5% -Provide financial reports
-Assist in interpretation
-Financial savings calculation
Six Sigma Green Belt
Rahul Pawar
(Facilitator)
Business Excellence /
Six Sigma
10% -Train project leader and team members
-Guide during project
-MIS Sharing
Master Black belt
1.3.4 Q1
2.2.1 Q3
Training given wherever
gap observed
1.3.3 Q1,
Q2
1.3.2 Q1,
Q2 & Q3
2.3.1 Q3
3.1.1 Q3 3.2.1 Q3

SKF Six Sigma
18
© SKF Group
© SKF Group
Kick off meeting Project
Declaration by Sponsor
Project Presentation Slide 35
• Sponsor and project leader conducted
meeting
• Background for selection of project
explained to team
• Sponsor explained objective and
expectations from project
• Team members declared
• Common consensus made
1.3.3 Q2
© SKF Group Slide 36

SKF Six Sigma
19
© SKF Group
© SKF Group
Identification of High cost Spars
Identification of High consumption spars
Challenging Cost of spars
Challenging Life of spars
Challenging Process
Slide 37
© SKF Group
Tooling cost breakup
Slide 38
Clamping unit
spares cost
contribute to 24%
in overall tooling
cost
Clamping unit 16.8 MINR/ Annum
2.2.2 Q1
SKF Six Sigma
20
© SKF Group
© SKF Group
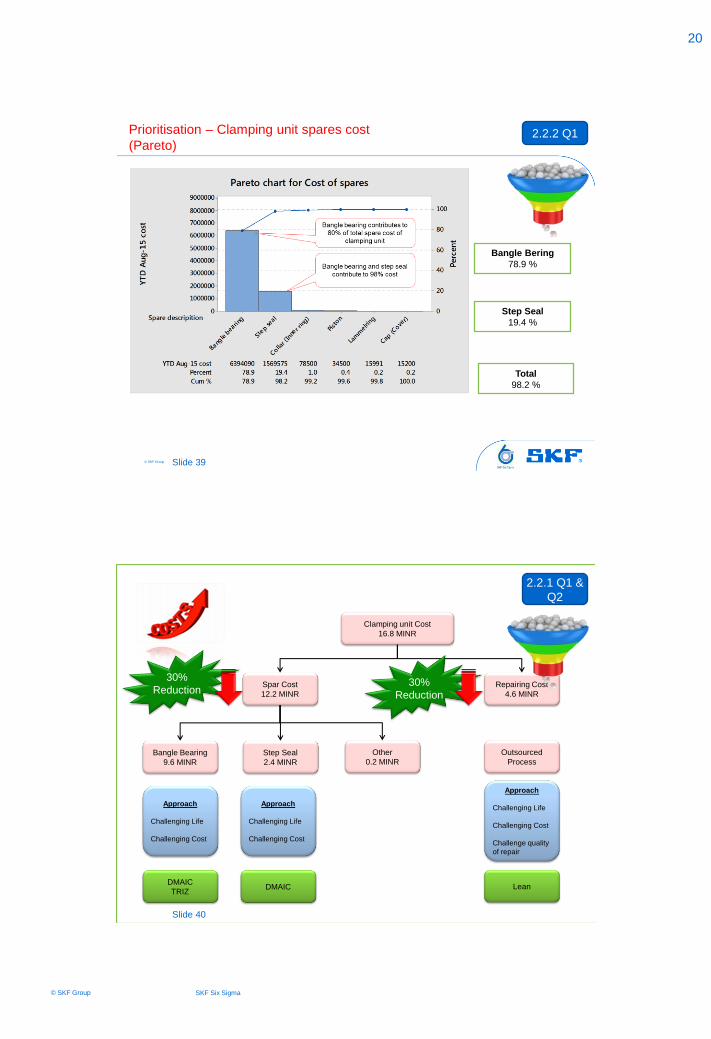
Prioritisation – Clamping unit spares cost
(Pareto)
Bangle Bering
78.9 %
Step Seal
19.4 %
Total
98.2 %
Slide 39
2.2.2 Q1
© SKF Group
Clamping unit Cost
16.8 MINR
Spar Cost
12.2 MINR
Repairing Cost
4.6 MINR
Bangle Bearing
9.6 MINR
Step Seal
2.4 MINR
Other
0.2 MINR
Outsourced
Process
Approach
Challenging Life
Challenging Cost
Approach
Challenging Life
Challenging Cost
Approach
Challenging Life
Challenging Cost
Challenge quality
of repair
DMAIC
TRIZ DMAIC Lean
30%
Reduction 30%
Reduction
Slide 40
2.2.1 Q1 &
Q2

SKF Six Sigma
21
© SKF Group
© SKF Group
Clamping unit Cost
16.8 MINR
Spar Cost
12.2 MINR
Repairing Cost
4.6 MINR
Bangle Bearing
9.6 MINR
Approach
Challenging Life
Challenging Cost
DMAIC
TRIZ
Slide 41
© SKF Group
2015-01-30 Project Presentation
Bangle bearing
Slide 42
Bangle
bearing
Bangle
bearing
Function is
to rotate
component
during
grinding
operation

SKF Six Sigma
22
© SKF Group
© SKF Group
Converting noise factor into controllable factors
Project Presentation Slide 43
Clamping unit
use on m/c
Grinding Store Repair at
supplier end
Spare storage at
general store
Existing Process
X,= Machine
parameters
X₂= Lubrication
systems
X₃ = Storage
conditions
X₄ = Shelf life
X₅ = Repair
process
X₆ = Spare
consumption
X₇ = Repair
skill
X₈ = Effectiveness
of repair
X₉ = Authenticity
X₁₀ = Spares
Issue data
Noise Factors
Noise Factors
© SKF Group
Converting noise factor into controllable factors
Project Presentation Slide 44
Clamping unit
use on m/c
Grinding Store Repair at
supplier end
Spare storage at
general store
Clamping unit
use on m/c
Grinding Store Repair in
house
Spare storage at
general store
Existing Process
Improved Process
Challenges for in house repair –
Convincing management
Knowledge of repair
Setup of repair
Manpower

SKF Six Sigma
23
© SKF Group
© SKF Group Project Presentation
Fish bone diagram for causes identification
for Bangle bearing failure
Bangle
bearing
failure
Lubrication not
working on m/c
Mistake during
setting
Damage of
bearing during
removal
MAN MACINE METHOD
MANAGEMENT MOTHER
NATURE MATERIAL
Clamp de-clamp
air difference
Direct coolant jet
on clamping unit
Open hole given
on cover plate for
coolant exit
Cover plate bend
issue
Cover plate
center open hole
wr.t. clamping
plate
Lubrication for
declamp supply
Snap ring
thickness
Snap ring
material
Hydrofit washer
thickness
Damage of
bearing during
mounting
Lammelring not
fitted
Inspection of
basic condition
Clamping unit
effect checking
by operator
Clamping plate to
cuck face matching
procedure
Sealant coming
out during
running
No sufficient time
given for drying
sealant filled
Slide 45
2.2.1 Q1 &
Q2
© SKF Group
C&E Matrix & FMEA for Bangle bearing
Six Sigma Cause & Effect Matrix - Bangle bearing
1 2 3
Rating of Importance to
Customer10 7 10
Key Process Outputs
Bang
le b
earin
g life
Cos
t of s
ervi
ce
Qua
lity o
f
clam
ping
uni
t
Process Step Process Input Total
1 Damage of bearing during mounting / removal 9 9 9 243
2Inspection of basic condition on machine (e.g.
Lubrication, pressure, etc)9 9 9 243
3 Lammelring not f itted 9 9 9 243
4 Lubrication for declamp supply 9 9 9 243
5 Lubrication not w orking on m/c 9 9 9 243
6 Clamping unit effect checking by operator 9 9 9 243
7 Sealant coming out during running 9 9 9 243
8 No suff icient time given for drying sealant f illed 9 9 9 243
9 Open hole given on cover plate for coolant exit 9 3 9 201
10 Clamp de-clamp air difference 3 9 9 183
11 Mistake during setting 3 3 3 81
12 Direct coolant jet on clamping unit 3 3 3 81
13Clamping plate to chuck face matching
procedure3 3 3 81
14 Cover plate bend issue 3 3 3 81
15Cover plate center open hole w r.t. clamping
plate3 3 3 81
16 Snap ring thickness 3 3 3 81
17 Snap ring material 3 3 3 81
18 Hydrofit w asher thickness 3 3 3 81
1080 756 1140Total
C & E Matrix FMEA
Probable causes found after FMEA
• Bangle bearing failure frequently due to wrong fitment
• Bangle bearing found jam due to coolant & dust entry
• Lammelring fitment not done due to difficulty in fitment
• Wrong judgment of operator for functionality of clamping unit
• Coolant found inside cover plate which enters into bearing
Slide 46
3.1.2 Q1 2.3.2 Q1,
Q2, Q3
2.3.1 Q1 &
Q2
SKF Six Sigma
24
© SKF Group
© SKF Group Project Presentation
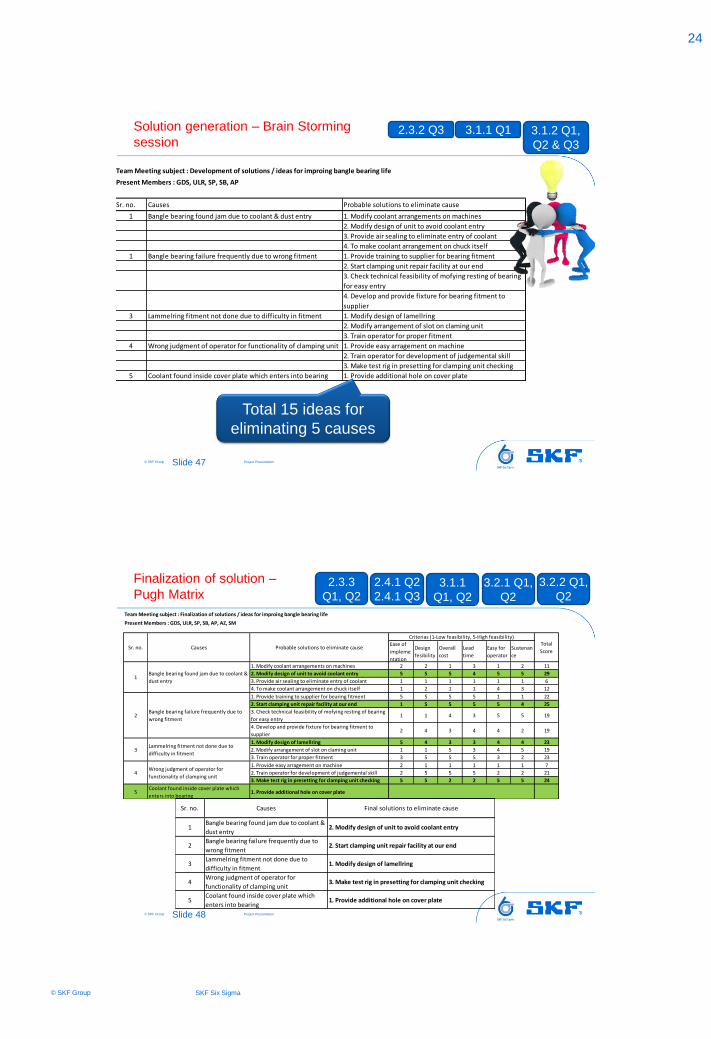
Solution generation – Brain Storming
session
Sr. no. Causes Probable solutions to eliminate cause
1 Bangle bearing found jam due to coolant & dust entry 1. Modify coolant arrangements on machines
2. Modify design of unit to avoid coolant entry
3. Provide air sealing to eliminate entry of coolant
4. To make coolant arrangement on chuck itself
1 Bangle bearing failure frequently due to wrong fitment 1. Provide training to supplier for bearing fitment
2. Start clamping unit repair facility at our end
3. Check technical feasibility of mofying resting of bearing
for easy entry
4. Develop and provide fixture for bearing fitment to
supplier
3 Lammelring fitment not done due to difficulty in fitment 1. Modify design of lamellring
2. Modify arrangement of slot on claming unit
3. Train operator for proper fitment
4 Wrong judgment of operator for functionality of clamping unit 1. Provide easy arragement on machine
2. Train operator for development of judgemental skill
3. Make test rig in presetting for clamping unit checking
5 Coolant found inside cover plate which enters into bearing 1. Provide additional hole on cover plate
Team Meeting subject : Development of solutions / ideas for improing bangle bearing life
Present Members : GDS, ULR, SP, SB, AP
Total 15 ideas for
eliminating 5 causes
Slide 47
3.1.2 Q1,
Q2 & Q3
3.1.1 Q1 2.3.2 Q3
© SKF Group Project Presentation
Finalization of solution –
Pugh Matrix
Ease of
impleme
ntation
Design
fesibility
Overall
cost
Lead
time
Easy for
operator
Sustenan
ce
1. Modify coolant arrangements on machines 2 2 1 3 1 2 11
2. Modify design of unit to avoid coolant entry 5 5 5 4 5 5 29
3. Provide air sealing to eliminate entry of coolant 1 1 1 1 1 1 6
4. To make coolant arrangement on chuck itself 1 2 1 1 4 3 12
1. Provide training to supplier for bearing fitment 5 5 5 5 1 1 22
2. Start clamping unit repair facility at our end 1 5 5 5 5 4 25
3. Check technical feasibility of mofying resting of bearing
for easy entry1 1 4 3 5 5 19
4. Develop and provide fixture for bearing fitment to
supplier2 4 3 4 4 2 19
1. Modify design of lamellring 5 4 3 3 4 4 23
2. Modify arrangement of slot on claming unit 1 1 5 3 4 5 19
3. Train operator for proper fitment 3 5 5 5 3 2 23
1. Provide easy arragement on machine 2 1 1 1 1 1 7
2. Train operator for development of judgemental skill 2 5 5 5 2 2 21
3. Make test rig in presetting for clamping unit checking 5 5 2 2 5 5 24
5Coolant found inside cover plate which
enters into bearing1. Provide additional hole on cover plate
Total
Score
Criterias (1-Low feasibility, 5-High feasibility)
4Wrong judgment of operator for
functionality of clamping unit
3Lammelring fitment not done due to
difficulty in fitment
2Bangle bearing failure frequently due to
wrong fitment
1Bangle bearing found jam due to coolant &
dust entry
Team Meeting subject : Finalization of solutions / ideas for improing bangle bearing life
Present Members : GDS, ULR, SP, SB, AP, AZ, SM
Sr. no. Causes Probable solutions to eliminate cause
1Bangle bearing found jam due to coolant &
dust entry2. Modify design of unit to avoid coolant entry
2Bangle bearing failure frequently due to
wrong fitment2. Start clamping unit repair facility at our end
3Lammelring fitment not done due to
difficulty in fitment1. Modify design of lamellring
4Wrong judgment of operator for
functionality of clamping unit3. Make test rig in presetting for clamping unit checking
5Coolant found inside cover plate which
enters into bearing1. Provide additional hole on cover plate
Sr. no. Causes Final solutions to eliminate cause
Slide 48
3.2.1 Q1,
Q2
3.1.1
Q1, Q2
2.4.1 Q2
2.4.1 Q3
2.3.3
Q1, Q2
3.2.2 Q1,
Q2

SKF Six Sigma
25
© SKF Group
© SKF Group Project Presentation
Probable difficulties in implementation of
solutions
Slide 49
Sr. no. Final solutions to eliminate cause What can go wrong in implementation Action PIC Date of completion
1 Modify design of unit to avoid coolant entry
Competancy for designing Appoint one engineer from engineering team Hemant 28th Sept
Supplier lead time for manufacturing can be high Keep supplier in loop from desing stage & keep forging ready
Amit 29th Sept
2 Start clamping unit repair facility at our end
Availability of skilled operator To make diploma trainee available in channel T5 & spare Mr. Panse
Hemant 23rd Sept
Compatibility of reapir of clamping unit to opeator Give training on details of drawing and at supplier end to Mr. Panse
Gopal 28th Sept
Availability of place and equipment To make list of required equipment and make them available
Gopal 25th Sept
3 Modify design of lamellring
Competancy for designing Appoint one engineer from engineering team Hemant 28th Sept
Supplier lead time for manufacturing can be high Keep supplier in loop from desing stage & keep forging ready
Amit 29th Sept
4 Make test rig in presetting for clamping unit checking
Competancy for designing Appoint one engineer from engineering team Gopal 25th Sept
Budget may not be available Discuss with sponsor and make budgetory provision
Gopal 23rd Sept
Supplier lead time for manufacturing can be high Keep supplier in loop from design stage & keep forging ready
Amit 29th Sept
5 Provide additional hole on cover plate
Cover plate may become weak Discuss with engineering and finalize new drawing
Shekhar 1st Oct
Black Hats
4.1.3 Q1,
Q2
4.1.2 Q1,
Q2 & Q3
3.3.1 Q3
© SKF Group Project Presentation Slide 50
Sr. no. Causes Final solutions to eliminate cause PIC Target date of
completion Actual date of
completion Status
1 Bangle bearing found jam due to coolant & dust entry
2. Modify design of unit to avoid coolant entry Santosh 8th Oct 15
2 Bangle bearing failure frequently due to wrong fitment
2. Start clamping unit repair facility at our end Gopal 1st Oct 15
3 Lammelring fitment not done due to difficulty in fitment
1. Modify design of lamellring Santosh 15th Oct 15
4 Wrong judgment of operator for functionality of clamping unit
3. Make test rig in presetting for clamping unit checking
Shekhar 30th Oct 15
5 Coolant found inside cover plate which enters into bearing
1. Provide additional hole on cover plate Panse 15th Oct 15
Each PIC was assisted with separate teams from cross
functional including maintenance, engineering,
production and purchase
Action plan for solution implementation 4.1.4 Q1,
Q2
4.1.1 Q1,
Q2

SKF Six Sigma
26
© SKF Group
© SKF Group
Lammelring implementation
Slide 51
Lammelring
3.2.2 Q2
© SKF Group Project Presentation Slide 52
Need for design change
Bangle
Bearing
Early Bearing
failure due to
contamination of
grinding dust

SKF Six Sigma
27
© SKF Group
© SKF Group
Bangle Bearing
Lammelring
Coolant / Dirt Contamination
Design change of lammelring
Slide 53
3.2.2 Q2
Outer Ring ( Stationary )
Inner Ring ( Rotating )
© SKF Group
Contradiction solving
Lammelring Ring Outside
diameter
Big
Small
Wear & tear
Coolant flow
bock
No wear & tear
Coolant will flow
/ Damage
+ ve
- ve
+ ve
- ve
Inner Ring ( Rotating )
Outer Ring ( Stationary ) Lammelring Big
Lammelring Small
• Lammelring has to be Big to stop
coolant & dirt flow
• Lammelring has to be small to stop
relative motion impact
(ware & tear)

SKF Six Sigma
28
© SKF Group
© SKF Group
Bangle Bearing
Lammelring
Coolant / Dirt Contamination
Lammelring
No Contamination
Bangle Bearing
Functional Thinking
TRIZ
Before
After
Design change of lammelring
Slide 55
Solution
1
After
3.2.2 Q2
© SKF Group
In-house Repair Process Establishment
Project Presentation
Setup Development
Skill Development
Process Development
Slide 56
Solution
2
3.2.2 Q2

SKF Six Sigma
29
© SKF Group
© SKF Group
To eliminate requirement of skill for clamping unit inspection, test rig
developed outside machine in presetting department
Test rig development in presetting
Project Presentation
Solution
3
Arrangement
similar to
machine
Clamping unit
Artificial spindle
inside clamping
unit for checking
Before After
No test rig
Clamping unit
test rig
Slide 57
3.2.2 Q2
© SKF Group
Actions - Bangle bearing – Eliminate failure
due to lubrication missing
• Greasing Process Started
• Cleaning Process Started
• Small Correction Started
Slide 58
Solution
4
4.2.1 Q1 3.2.2 Q2

SKF Six Sigma
30
© SKF Group
© SKF Group
Validation for actions taken -
Bangle bearing
Week # Units BB ReplacedGreasing
done
Cleaning and
greasing done
Small
correction in
Wk 40 32 2 4 19 7
Wk 41 28 0 3 19 6
Wk 42 28 3 5 13 7
Wk 43 44 3 8 25 8
Wk 44 34 4 6 13 11
Wk 45 23 1 6 12 4
Wk 46 22 1 8 8 5
Wk 47 18 1 2 10 5
Wk 48 29 2 7 16 4
Wk 49 27 1 6 15 5
Small
corr
ectio
n in
spar
e
Cleani
ng a
nd g
reas
ing d
one
Greas
ing d
one
BB Repl
aced
30
25
20
15
10
5
0
Dat
a
Box Plot of New Process
Data Collection
Annova
Annova Plot
There is impact of other process on Clamping
unit repair process
No complaint from customer for any failure
Slide 59
Annova Objective : To verify contribution
of newly introduced process
3.2.3 Q1,
Q2
3.2.5 Q1,
Q2
© SKF Group
Result - Bangle bearing
Consumption Reduction by 78 %
Cost Reduction by 81 %
Slide 60
4.3.1 Q1,
Q2
SKF Six Sigma
31
© SKF Group
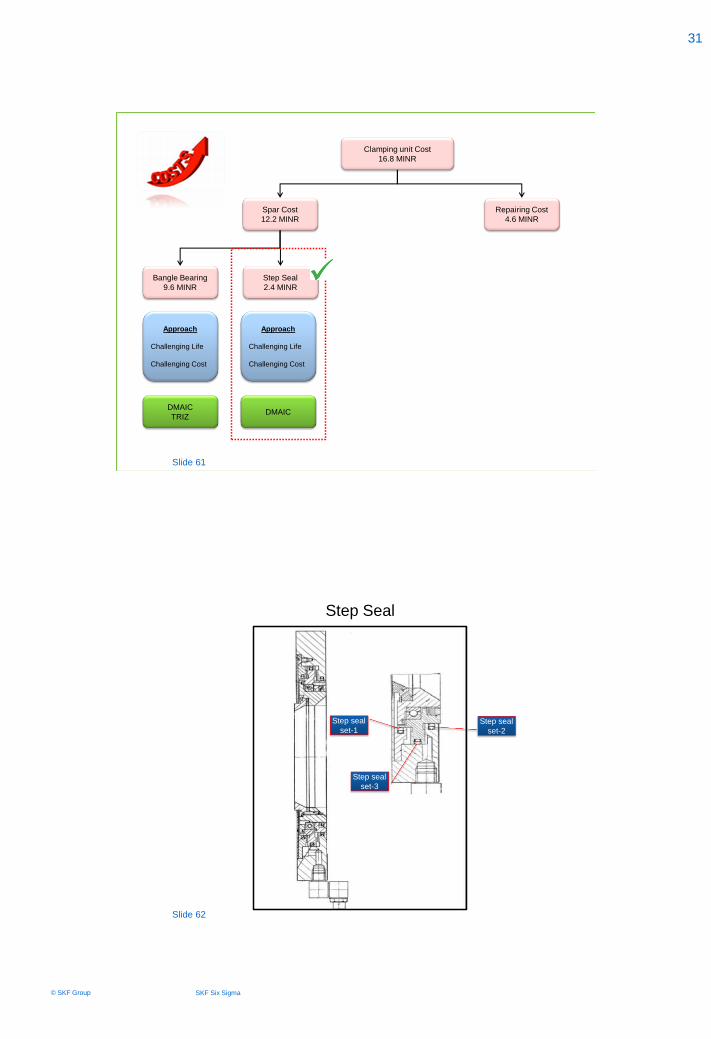
© SKF Group
Clamping unit Cost
16.8 MINR
Spar Cost
12.2 MINR
Repairing Cost
4.6 MINR
Bangle Bearing
9.6 MINR
Step Seal
2.4 MINR
Approach
Challenging Life
Challenging Cost
Approach
Challenging Life
Challenging Cost
DMAIC
TRIZ DMAIC
Slide 61
© SKF Group
Step seal
set-1 Step seal
set-2
Step seal
set-3
Step Seal
Slide 62
SKF Six Sigma
32
© SKF Group
© SKF Group
Step seal
set-1
Step seal
set-2
Step seal
set-3
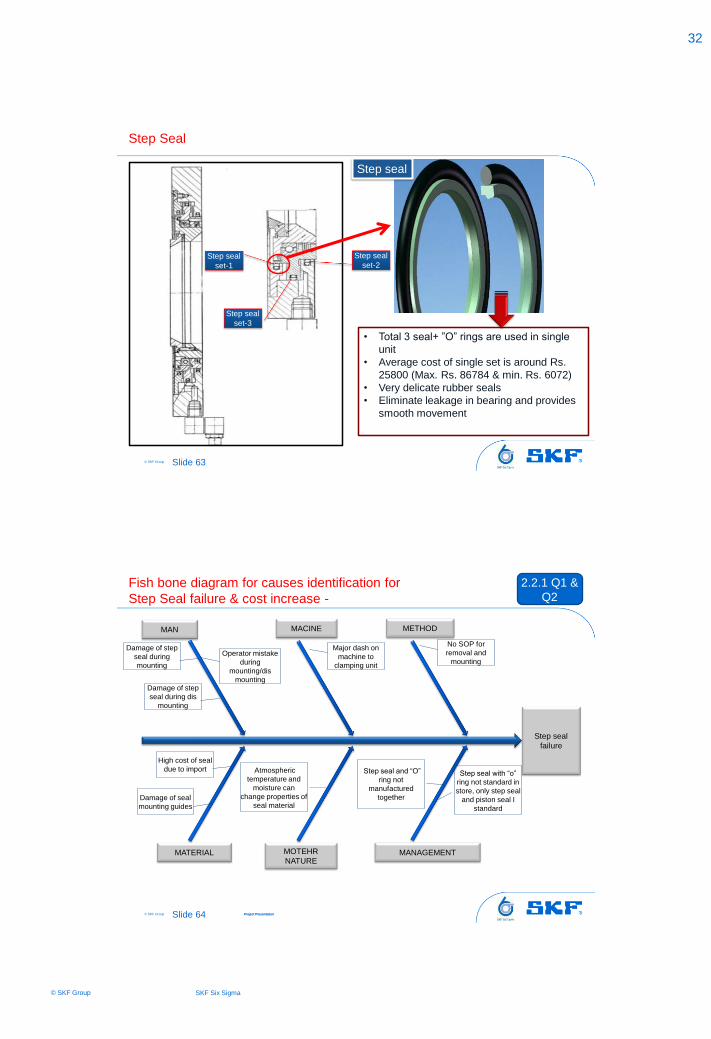
Step Seal
• Total 3 seal+ ”O” rings are used in single
unit
• Average cost of single set is around Rs.
25800 (Max. Rs. 86784 & min. Rs. 6072)
• Very delicate rubber seals
• Eliminate leakage in bearing and provides
smooth movement
Step seal
Slide 63
© SKF Group Project Presentation
Fish bone diagram for causes identification for
Step Seal failure & cost increase -
Project Presentation
Step seal
failure
MAN MACINE METHOD
MANAGEMENT MOTEHR
NATURE MATERIAL
Damage of step
seal during
mounting
Step seal with “o”
ring not standard in
store, only step seal
and piston seal I
standard
Step seal and “O”
ring not
manufactured
together
No SOP for
removal and
mounting
Major dash on
machine to
clamping unit
Damage of step
seal during dis
mounting
High cost of seal
due to import
Damage of seal
mounting guides
Operator mistake
during
mounting/dis
mounting
Slide 64
Atmospheric
temperature and
moisture can
change properties of
seal material
2.2.1 Q1 &
Q2

SKF Six Sigma
33
© SKF Group
© SKF Group
Six Sigma Cause & Effect Matrix
1 2 3
Rating of Importance to
Customer10 7 10
Key Process Outputs
Ste
p s
eal lif
e
Cost of serv
ice
Qualit
y o
f
cla
mpin
g u
nit
Process Step Process Input Total
1Step seal w ith “o” ring not standard in store,
only step seal and piston seal I standard9 9 9 243
2Step seal and “O” ring not manufactured
together9 9 9 243
3 Damage of seal mounting guides 9 9 9 243
4Damage of step seal during
mounting/dismounting9 3 9 201
C&E Matrix & FMEA for Step Seal
C & E Matrix FMEA
• Step seal with “o” ring not standard in store, only step seal and piston seal
standard
• Step seal and “O” ring not manufactured together
• Damage of seal mounting guides
• High cost of step seal
Slide 65
3.1.2 Q1 2.3.2 Q1,
Q2, Q3
2.3.1 Q1 &
Q2
© SKF Group
Final Solutions – after team discussion
based on criteria based Matrix
1Step seal with “o” ring not standard in store,
only step seal and piston seal standardStandardize all types of seals in store
2Step seal and “O” ring not manufactured
togetherLocalized manucturing of step seal in set with "O" ring
3 Damage of seal mounting guides Start clamping unit repair facility at our end
Localization of seal manufacturing in SKF, Pune seal
manufacturing
Condition based maintenance of step seal
Team Meeting subject : Finalization of solutions / ideas for improing Step Seal life
Present Members : GDS, ULR, SP, SB, AP, AZ, SM
Sr. no. Causes Final solutions to eliminate cause
4 High cost of step seal
Slide 66
3.1.2 Q1,
Q2 & Q3
3.1.1 Q1 2.3.2 Q3
3.2.1 Q1,
Q2 3.1.1
Q1, Q2
2.4.1 Q2 2.3.3
Q1, Q2
3.2.2 Q1,
Q2
SKF Six Sigma
34
© SKF Group
© SKF Group Project Presentation
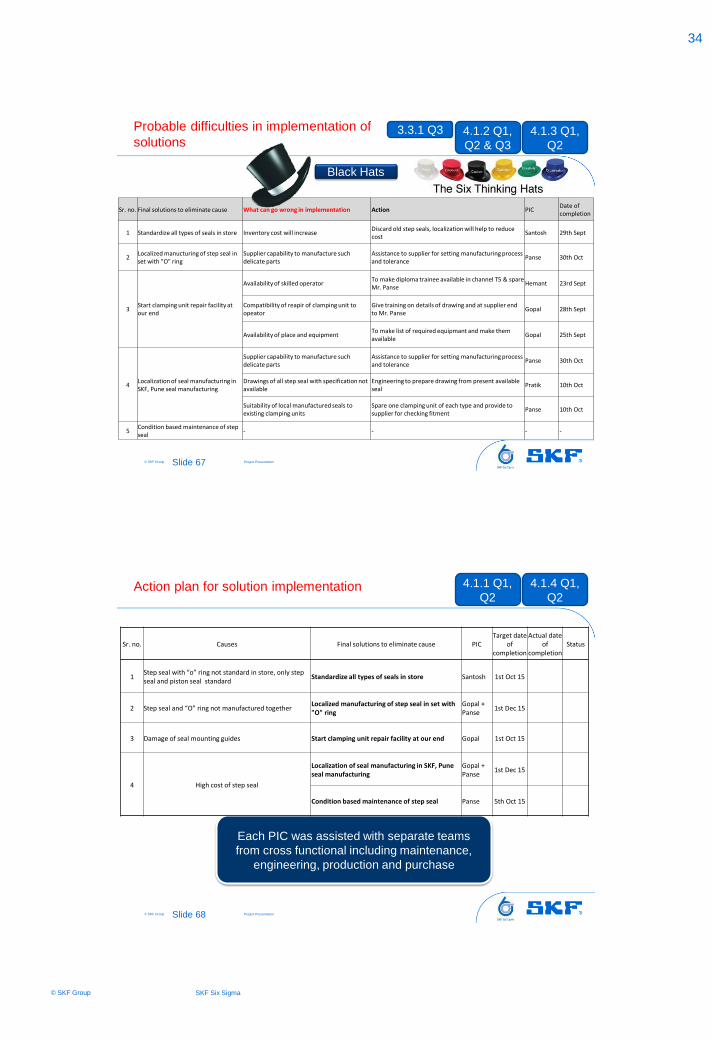
Probable difficulties in implementation of
solutions
Slide 67
Sr. no. Final solutions to eliminate cause What can go wrong in implementation Action PIC Date of completion
1 Standardize all types of seals in store Inventory cost will increase Discard old step seals, localization will help to reduce cost
Santosh 29th Sept
2 Localized manucturing of step seal in set with "O" ring
Supplier capability to manufacture such delicate parts
Assistance to supplier for setting manufacturing process and tolerance
Panse 30th Oct
3 Start clamping unit repair facility at our end
Availability of skilled operator To make diploma trainee available in channel T5 & spare Mr. Panse
Hemant 23rd Sept
Compatibility of reapir of clamping unit to opeator
Give training on details of drawing and at supplier end to Mr. Panse
Gopal 28th Sept
Availability of place and equipment To make list of required equipmant and make them available
Gopal 25th Sept
4 Localization of seal manufacturing in SKF, Pune seal manufacturing
Supplier capability to manufacture such delicate parts
Assistance to supplier for setting manufacturing process and tolerance
Panse 30th Oct
Drawings of all step seal with specification not available
Engineering to prepare drawing from present available seal
Pratik 10th Oct
Suitability of local manufactured seals to existing clamping units
Spare one clamping unit of each type and provide to supplier for checking fitment
Panse 10th Oct
5 Condition based maintenance of step seal
- - - -
Black Hats
4.1.3 Q1,
Q2
4.1.2 Q1,
Q2 & Q3
3.3.1 Q3
© SKF Group Project Presentation Slide 68
Each PIC was assisted with separate teams
from cross functional including maintenance,
engineering, production and purchase
Action plan for solution implementation
Sr. no. Causes Final solutions to eliminate cause PIC Target date
of completion
Actual date of
completion Status
1 Step seal with “o” ring not standard in store, only step seal and piston seal standard
Standardize all types of seals in store Santosh 1st Oct 15
2 Step seal and “O” ring not manufactured together Localized manufacturing of step seal in set with "O" ring
Gopal + Panse
1st Dec 15
3 Damage of seal mounting guides Start clamping unit repair facility at our end Gopal 1st Oct 15
4 High cost of step seal
Localization of seal manufacturing in SKF, Pune seal manufacturing
Gopal + Panse
1st Dec 15
Condition based maintenance of step seal Panse 5th Oct 15
4.1.4 Q1,
Q2
4.1.1 Q1,
Q2

SKF Six Sigma
35
© SKF Group
© SKF Group
Actions - Step Seal Local Supplier
Development
Imported
Step Seal
Drawing
understanding
( Function)
Local Supplier
Developed
Trial
Lot Corrections
Local Supply
Started
Unit Cost Before – Max. Rs. 86784,
Local Supplier Cost – Max. Rs. 5000
Consumption per Year – @ 94 Step Seals , Cost Impact Per Year – 1.2 MINR
>80 %
Cost
Reduction
Slide 69
3.2.2 Q2
© SKF Group
Actions - Step Seal – Condition based
maintenance
• Condition based replacement of
component
• Localization of imported step
seal
• Seal and O-ring manufacturing
in set
Slide 70
4.2.1 Q1 3.2.2 Q2

SKF Six Sigma
36
© SKF Group
© SKF Group
Validation - Step Seal
There is significant reduction in clamping unit repair after changing the seal
Slide 71
3.2.3 Q1,
Q2
3.2.5 Q1,
Q2
20151050
X_
Ho
Differences
Boxplot of Differences(with Ho and 95% t-confidence interval for the mean)
© SKF Group
Result - Step Seal
Consumption Reduction by 94 %
Cost Reduction by 96 %
Slide 72
4.3.1 Q1,
Q2

SKF Six Sigma
37
© SKF Group
© SKF Group
Clamping unit Cost
16.8 MINR
Spar Cost
12.2 MINR
Repairing Cost
4.6 MINR
Bangle Bearing
9.6 MINR
Step Seal
2.4 MINR
Other
0.2 MINR
Outsource
Process
Approach
Challenging Life
Challenging Cost
Approach
Challenging Life
Challenging Cost
Approach
Challenging Life
Challenging Cost
DMAIC
TRIZ DMAIC Lean
Slide 73
© SKF Group
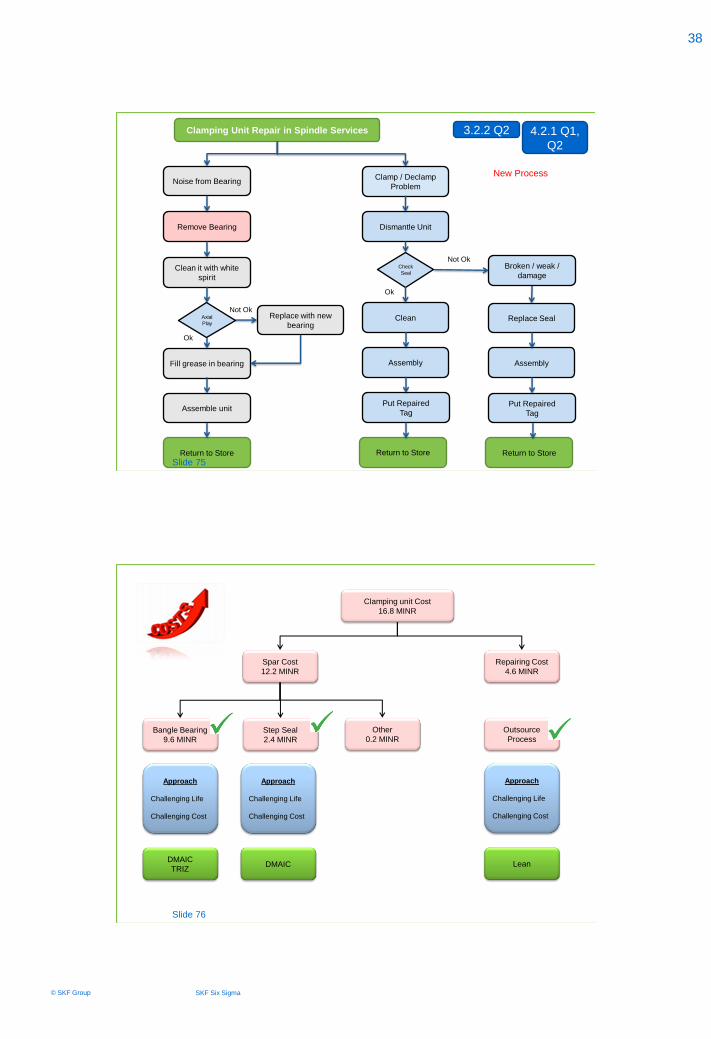
In-house Repair Process Establishment
Project Presentation
Setup Development
Skill Development
Process Development
Slide 74
3.2.2 Q2
SKF Six Sigma
38
© SKF Group
© SKF Group
Clamping Unit Repair in Spindle Services
Noise from Bearing Clamp / Declamp
Problem
Remove Bearing
Clean it with white
spirit
Fill grease in bearing
Assemble unit
Check
Seal
Dismantle Unit
Clean
Assembly
Put Repaired
Tag
Return to Store
Ok
Not Ok
Replace Seal
Assembly
Put Repaired
Tag
Return to Store
Broken / weak /
damage
Replace with new
bearing
Return to Store
Axial
Play
Not Ok
Ok
New Process
Slide 75
4.2.1 Q1,
Q2
3.2.2 Q2
© SKF Group
Clamping unit Cost
16.8 MINR
Spar Cost
12.2 MINR
Repairing Cost
4.6 MINR
Bangle Bearing
9.6 MINR
Step Seal
2.4 MINR
Other
0.2 MINR
Outsource
Process
Approach
Challenging Life
Challenging Cost
Approach
Challenging Life
Challenging Cost
Approach
Challenging Life
Challenging Cost
DMAIC
TRIZ DMAIC Lean
Slide 76

SKF Six Sigma
39
© SKF Group
© SKF Group
2015 Baseline – Total Clamping unit spares +
Repair cost / Month
Total Cost
Before 1.4 MINR / Month
Before 0.2 MINR / Month
87 % Reduction
Target
0.98 MINR / Month
Actual
0.18 MINR / Month
Spares Cost
Before 1.0 MINR / Month
Before 0.1 MINR / Month
85 % Reduction
Repair Cost
Before 0.4 MINR / Month
Before 0.0 MINR / Month
93 % Reduction
Slide 77
4.3.1 Q1,
Q2
© SKF Group
Understanding Process
Identification critical Inputs
Validation of critical inputs
Developing Standers
Skill Development
Slide 78
SKF Six Sigma
40
© SKF Group
© SKF Group
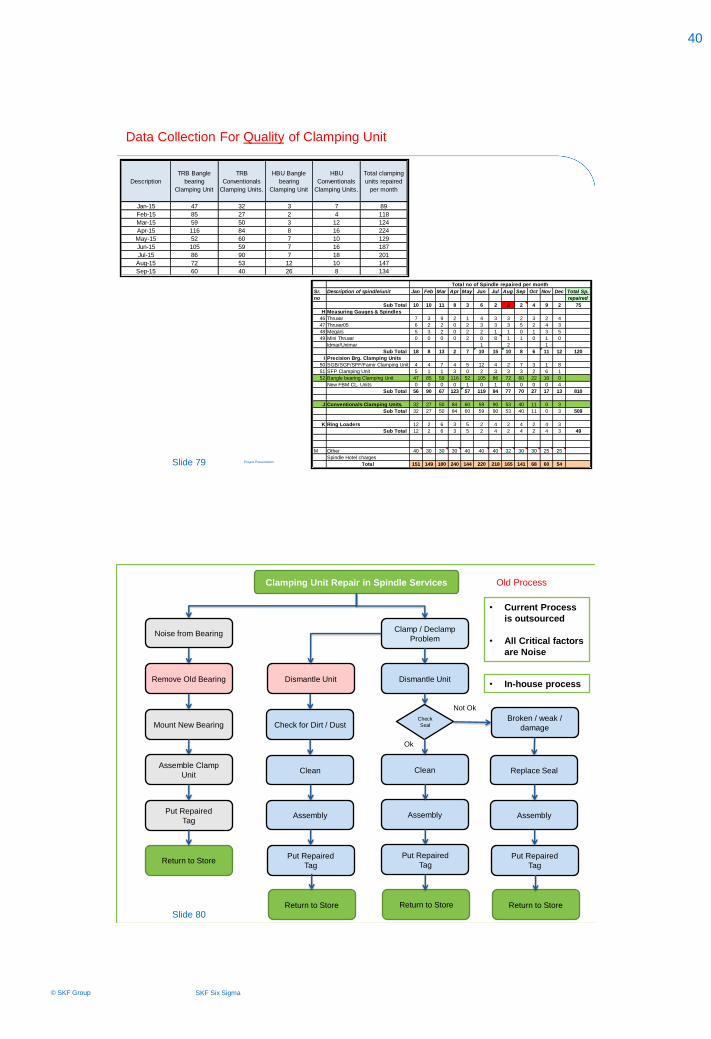
Data Collection For Quality of Clamping Unit
Project Presentation
Description
TRB Bangle
bearing
Clamping Unit
TRB
Conventionals
Clamping Units.
HBU Bangle
bearing
Clamping Unit
HBU
Conventionals
Clamping Units.
Total clamping
units repaired
per month
Jan-15 47 32 3 7 89
Feb-15 85 27 2 4 118
Mar-15 59 50 3 12 124
Apr-15 116 84 8 16 224
May-15 52 60 7 10 129
Jun-15 105 59 7 16 187
Jul-15 86 90 7 18 201
Aug-15 72 53 12 10 147
Sep-15 60 40 26 8 134
Sr. Description of spindle/unit Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec Total Sp.
no repaired
Sub Total 10 10 11 8 3 6 2 8 2 4 9 2 75
H Measuring Gauges & Spindles
46 Thruvar 7 3 9 2 1 4 3 3 2 3 2 4
47 Thruvar05 6 2 2 0 2 3 3 3 5 2 4 3
48 Megars 5 3 2 0 2 2 1 1 0 1 3 5
49 Mini Thruvar 0 0 0 0 2 0 8 1 1 0 1 0
Idmar/Unimar 1 2 1
Sub Total 18 8 13 2 7 10 15 10 8 6 11 12 120
I Precision Brg. Clamping Units
50 SGB/SGF/SFF/Famir Clamping Unit 4 4 7 4 5 12 4 2 7 3 1 8
51 SFP Clamping Unit 5 1 1 3 0 2 3 3 3 2 6 1
52 Bangle bearing Clamping Unit 47 85 59 116 52 105 86 72 60 22 10 0
New FBM CL. Units 0 0 0 0 1 0 1 0 0 0 0 4
Sub Total 56 90 67 123 57 119 94 77 70 27 17 13 810
J Conventionals Clamping Units. 32 27 50 84 60 59 90 53 40 11 0 3
Sub Total 32 27 50 84 60 59 90 53 40 11 0 3 509
K Ring Loaders 12 2 6 3 5 2 4 2 4 2 4 3
Sub Total 12 2 6 3 5 2 4 2 4 2 4 3 49
M Other 40 30 30 30 40 40 40 32 30 30 25 25
Spindle Hotel charges
Total 151 149 180 240 144 220 218 165 141 68 60 54
Total no of Spindle repaired per month
Slide 79
© SKF Group
Clamping Unit Repair in Spindle Services
Noise from Bearing Clamp / Declamp
Problem
Remove Old Bearing
Mount New Bearing
Assemble Clamp
Unit
Put Repaired
Tag
Return to Store
Check
Seal
Dismantle Unit Dismantle Unit
Check for Dirt / Dust
Clean
Assembly
Put Repaired
Tag
Return to Store
Clean
Assembly
Put Repaired
Tag
Return to Store
Ok
Not Ok
Replace Seal
Assembly
Put Repaired
Tag
Return to Store
Broken / weak /
damage
Old Process
• Current Process
is outsourced
• All Critical factors
are Noise
• In-house process
Slide 80

SKF Six Sigma
41
© SKF Group
© SKF Group
Clamping Unit Repair in Spindle Services
Noise from Bearing Clamp / Declamp
Problem
Remove Bearing
Clean it with white
spirit
Fill grease in bearing
Assemble unit
Check
Seal
Dismantle Unit Dismantle Unit
Check for Dirt / Dust
Clean
Assembly
Put Repaired
Tag
Return to Store
Clean
Assembly
Put Repaired
Tag
Return to Store
Ok
Not Ok
Replace Seal
Assembly
Put Repaired
Tag
Return to Store
Broken / weak /
damage
Replace with new
bearing
Return to Store
Axial
Play
Not Ok
Ok
New
Process
New
Process
Old Process
What Changed
78 %
Reduction
100%
Lamellring
implemented
Process
Trimmed
Slide 81
3.2.2 Q2
© SKF Group
Quality - Result
Project Presentation
Clamping unit Repaired is reduced by 29 %
153 per month to 109 per month
Slide 82
4.3.2 Q1,
Q2 & Q3

SKF Six Sigma
42
© SKF Group
© SKF Group
Data collection
Identification of critical inputs
Validation of critical inputs
Design of experiments
Setup chart updating
Slide 83
© SKF Group
Data Collection For Lost Hrs due to Clamping Unit
Project Presentation
Channels 2015
T8IR 147
T7 101
T6 18
T3 16
T1S 15
T2 13
T4 10
HBU1-1 5
HBUT 1
Grand Total 326
Per Month lost Hrs 27
Month - 2015Lost Hrs Due to
Clamping Unit
Jan 75
Feb 43
Mar 21
Apr 12
May 20
Jun 15
Jul 14
Aug 17
Sep 22
Oct 45
Nov 21
Dec 20
326
Channel DT Code Description Date Month Year DT. Hrs. Reasons
T1S 5134 TOOLS 05/01/2015 Jan 2015 1.0 Clamping unit change
T1S 5134 TOOLS 13/01/2015 Jan 2015 4.5 STI Clamping unit NA
T1S 5134 TOOLS 16/12/2015 Dec 2015 7.0 FBM clamping unit NW
T1S 5134 TOOLS 17/12/2015 Dec 2015 2.9 FBM Clamping unit prob
T1S 5135 MECHANICAL 10/10/2015 Oct 2015 2.0 ABG clamping cyll rod broken
T2 5134 TOOLS 20/04/2015 Apr 2015 4.0 Clamping unit prob
T2 5134 TOOLS 23/07/2015 Jul 2015 1.6 Clamping rod prob
T2 5134 TOOLS 17/08/2015 Aug 2015 1.5 Clamping unit vkr change
T2 5134 TOOLS 07/10/2015 Oct 2015 0.8 SHD clamping unit change
T2 5135 MECHANICAL 19/03/2015 Mar 2015 0.5 Clamping air leakage from valv
T2 5138 M/C ADJUSTMENT 30/01/2015 Jan 2015 1.3 Clamping unit change 1267
T2 5138 M/C ADJUSTMENT 25/07/2015 Jul 2015 1.8 1267 Clamping unit prob
T2 6115 Waiting for Spindle 13/03/2015 Mar 2015 0.7 SGF clamping unit NA
T2 6115 Waiting for Spindle 21/04/2015 Apr 2015 2.0 Clamping unit NA
T3 5134 TOOLS 31/01/2015 Jan 2015 0.5 SHG Clamping unit NA
T3 5134 TOOLS 11/02/2015 Feb 2015 1.5 STB Clamping unit Prob
T3 5134 TOOLS 06/11/2015 Nov 2015 5.9 SFP clamping unit change
T3 5135 MECHANICAL 14/10/2015 Oct 2015 2.5 SHG Clamping unit jam
T3 5135 ELECTRICAL 05/09/2015 Sep 2015 0.8 SHG clamping prob
T3 5138 M/C ADJUSTMENT 10/01/2015 Jan 2015 0.2 SFP Clamping unit Prob
T3 5138 M/C ADJUSTMENT 14/01/2015 Jan 2015 3.0 Clamping unit vibr prob
T3 5138 M/C ADJUSTMENT 22/08/2015 Aug 2015 1.2 SFP clamping unit air pipe
T3 5138 M/C ADJUSTMENT 05/09/2015 Sep 2015 0.7 SGB Clamping plate bolt broken
T4 5134 TOOLS 08/01/2015 Jan 2015 4.5 SHD 1344 Clamping unit NA
T4 5134 TOOLS 18/04/2015 Apr 2015 2.0 Clamping unit NA
T4 5134 TOOLS 03/06/2015 Jun 2015 3.0 Clamping unit NA
T4 5134 TOOLS 09/09/2015 Sep 2015 0.5 Clamping unit NA
T6 5134 TOOLS 28/01/2015 Jan 2015 1.5 SGC Clamping unit failure NA
T6 5134 TOOLS 13/07/2015 Jul 2015 9.1 Clamping unit NA
T6 5134 TOOLS 16/09/2015 Sep 2015 3.0 SGC clamping plate change
T6 5134 TOOLS 23/09/2015 Sep 2015 1.0 Clamping plate of pbk NA
T6 5134 TOOLS 16/10/2015 Oct 2015 1.7 Clamping unit plate change
T6 5134 TOOLS 29/10/2015 Oct 2015 1.2 Clamping unit change 556SHD
T6 5134 TOOLS 03/11/2015 Nov 2015 1.3 RTSB Clamping plate NA
T6 5134 TOOLS 17/11/2015 Nov 2015 3.3 clamping plate NA
T6 5134 TOOLS 18/11/2015 Nov 2015 2.0 Clamping plate prob
** TRB Loss Hours 2015 **
Slide 84
SKF Six Sigma
43
© SKF Group
© SKF Group
Actions – Down Time
Project Presentation
• All clamping units which were lying idle from long time due to non
availability of spares, made ready for use
• More clamping units ordered to make available spare units.
• Lead time of unit repair reduced.
• For preset clamping unit, in-house test rig started to inspect
• Weekly audit of clamping unit lubrication health started including
CLIT sheet
Slide 85
3.2.2 Q2
© SKF Group
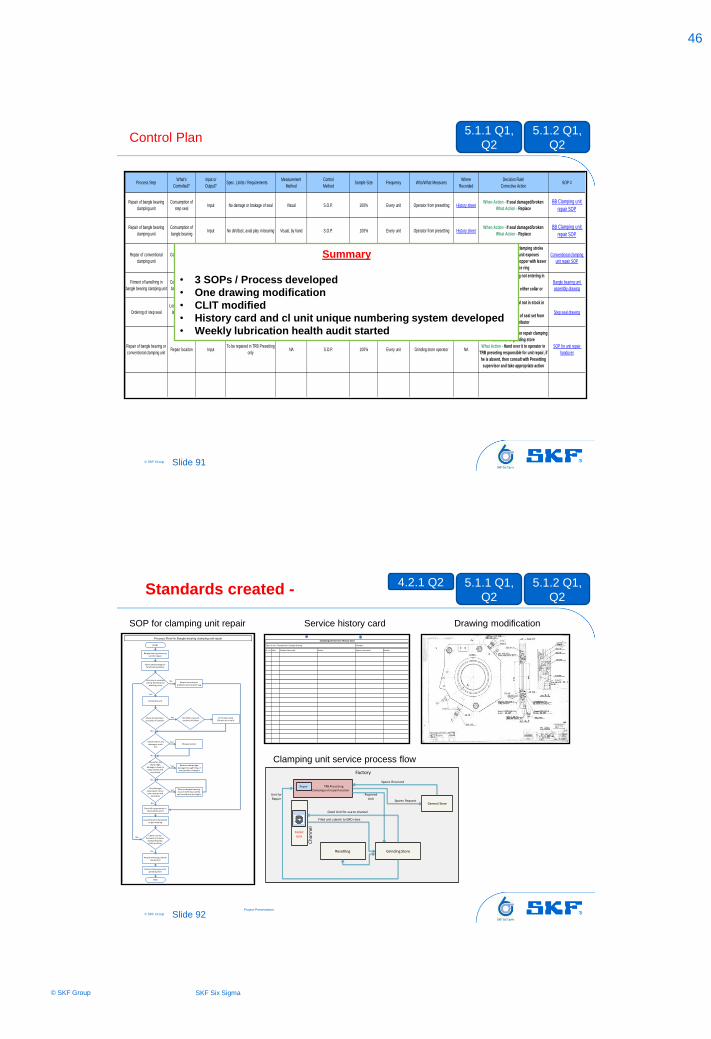
Design of Experiments Improve Machine
parameters to improve Clamping unit life
Project Presentation
Critical Inputs on M/c
• Air Pressure
• Lubrication drops per minute
• Clearance in ring and clamping
unit
Output
No. of Bearings produced
Slide 86
3.2.3 Q1 &
Q2

SKF Six Sigma
44
© SKF Group
© SKF Group
Results – Down Time
Project Presentation
Back
Clamping unit Repaired is reduced by 29 %
26 per month to 18 per month
Slide 87
4.3.2 Q1,
Q2 & Q3
© SKF Group
Result
Cost
Before 16.8 MINR / Annum
After 2.2 MINR / Annum
87 % Reduction
Quality - Repair
Before 1844 No / Annum
After 1279 No / Annum
29 % Reduction
Down-Time
Before 319 Hrs / Annum
After 226 Hrs / Annum
29 % Reduction
Slide 88
4.3.1 Q1,
Q2
4.3.2 Q1,
Q2 & Q3

SKF Six Sigma
45
© SKF Group
© SKF Group
Result : Clamping unit cost % wrt
VACS
Avg. Clamping unit cost % wrt
VACS
Before = 0.98 % Now = 0.16 %
Standard deviation
Before = 0.23 % Now = 0.06 %
• Practical implication : Profitability is increased by @
1 % to all the products for particular business unit.
• Predictability of clamping unit cost is increased by
74 %
Slide 89
4.3.1 Q1,
Q2
© SKF Group
Clamping Unit Repair in Spindle Services
Quality Cost Channel
Down Time
Spars Cost Repair Cost
Bangle Bearing Step seal
Life Increase
In house repair
DMM / History Card /
Failure analysis
Repaired non
moving/used units
New clamping units
procured
Reduced repair lead
time
Skilled operator
deployed
Clamping unit test rig
implemented
Standards
developed
In h
ou
se
re
pa
ir
• Implement 100% lamellring
• Grease filling
• Re use bangle bearings
• Lubrication system audit started
Cost per unit Life Increase
• Changed
damaged parts
• Handling
improved
Cost per unit
• Localization
done
• Drawings
modified for
better fitment
No of Units
Reduction
by 29 %
Cost
Reduction
by 87 %
Down Time
Reduction
by 29 %
Total savings 1.5 Cr
Replication potential – 3.2 Cr
Slide 90
4.3.1 Q1,
Q2
SKF Six Sigma
46
© SKF Group
© SKF Group
Process StepWhat's
Controlled?
Input or
Output?Spec. Limits / Requirements
Measurement
Method
Control
MethodSample Size Frequency Who/What Measures
Where
Recorded
Decision Rule/
Corrective ActionSOP #
Repair of bangle bearing
clamping unit
Consumption of
step sealInput No damage or brakage of seal Visual S.O.P. 100% Every unit Operator from presetting History sheet
When Action - If seal damaged/broken
What Action - Replace
BB Clamping unit
repair SOP
Repair of bangle bearing
clamping unit
Consumption of
bangle bearingInput No dirt/dust, axial play in bearing Visual, by hand S.O.P. 100% Every unit Operator from presetting History sheet
When Action - If seal damaged/broken
What Action - Replace
BB Clamping unit
repair SOP
Repair of conventional
clamping unit
Coolant entry in
ballsOutput
No exposure of balls when unit in
clamp conditionVisual S.O.P. 100% Every unit Operator NA
When Action - If after clamping stroke
completion balls of unit exposes
What Action - Replace stopper with lesser
width or replace ring
Conventional clamping
unit repair SOP
Fitment of lamellring in
bangle bearing clamping unit
Coolant entry in
bangle bearingInput
Tow lamellring fitted (One on
piston and other on collar)Visual Drawing 100% Every unit Operator NA
When Action - If laellring not entering in
slot
What Action - Replace either collar or
piston
Bangle bearing unit
assembly drawing
Ordering of step seal
Local SKF make
lammelring to
order
InputTo order it from local SKF
distributor only to save costVisual / item number Drawing 100% Every seal set Grinding store and purchase System
When Action - Step seal not in stock in
stores
What Action - Ordering of seal set from
local SKF distributor
Step seal drawing
Repair of bangle bearing or
conventional clamping unitRepair locaiton Input
To be repaired in TRB Presetting
onlyNA S.O.P. 100% Every unit Grinding store operator NA
When Action - Whenver for repair clamping
unit come to grinding store
What Action - Hand over it to operator in
TRB preseting responsible for unit repair, if
he is absent, then consult with Presetting
supervisor and take appropriate action
SOP for unit repair
handover
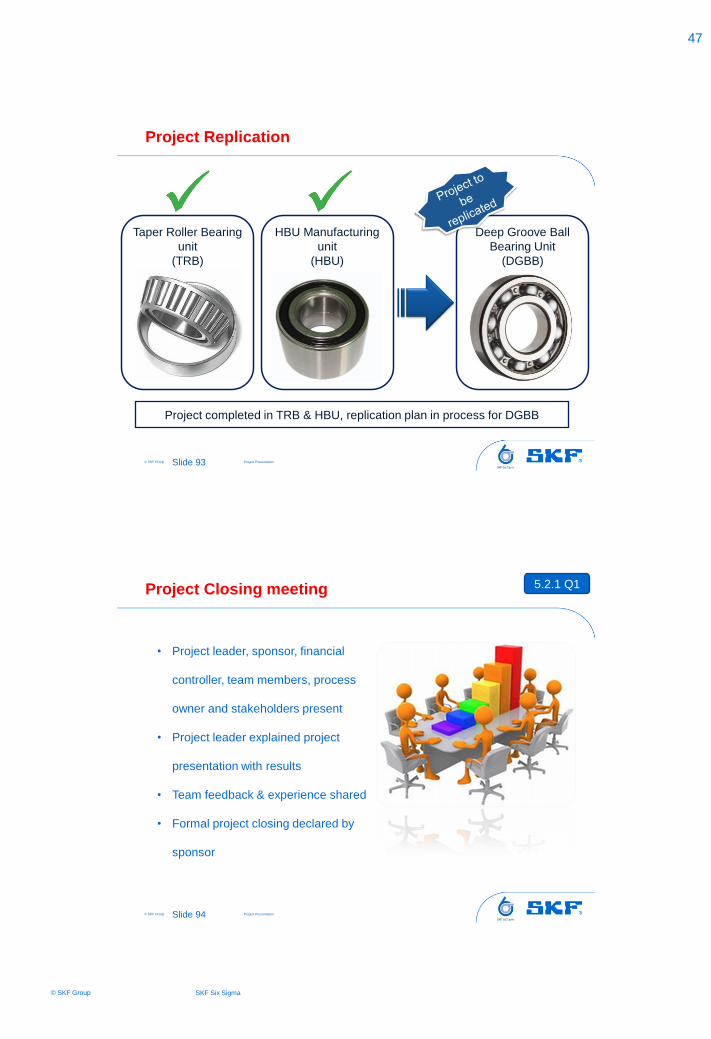
Control Plan
Summary
• 3 SOPs / Process developed
• One drawing modification
• CLIT modified
• History card and cl unit unique numbering system developed
• Weekly lubrication health audit started
Slide 91
5.1.2 Q1,
Q2
5.1.1 Q1,
Q2
© SKF Group
Standards created -
Project Presentation
Process Flow for Bangle bearing clamping unit repair
Bangle bearing clamping unit for repair
Check attached tag for functional problem
Unit jam in rotation, clamp-declamp not
working, noisy
Dismantle unit
Change seal set
Check for dirt/dust or traces of coolant
Check for cause of coolant, dirt/dust
Check seal for any damages, crack,
etc.
Check for any sharp edge,
damage or wear in body, piston and
cover(cap)
Check bangle bearing for noise, jam rotation and
axial play
Check unit for freeness of rotaion,
clamp/declamp stoke working
Reapir according to problem mentioned in tag
Remove sharp edge, damage through filing, if
not possible, change it
Yes
No
Yes
No
Eliminate cause(On m/c or in unit)
No
Yes
Take out bangle bearing, clean it with clean white
spirit and brush thorughly
Clean all components in clean whilte spirit
Yes
No
Yes
No
Assemble all components as per drawing
Attach white tag of work completion
Return clamping unit to grinding store
END
START
No
Yes
SOP for clamping unit repair
Sr. no. Date Problem Observed Action Spares consumed Remark
Clamping Unit Service History Card
Type of unit : Conventional / Bangle Bearing Number :
Service history card
TRB PresettingClamping unit repair location
Factory
Resetting Grinding Store
Ch
ann
el
M/c
General Store
Repair
Unit for Repair
Repaired Unit
Filed unit submit to GRD store
Good Unit for use to channel
Failed Unit
Spares Received
Spares Request
Clamping unit service process flow
Drawing modification
Slide 92
5.1.2 Q1,
Q2
5.1.1 Q1,
Q2
4.2.1 Q2
SKF Six Sigma
47
© SKF Group
© SKF Group
Project Replication
Project Presentation Slide 93
Taper Roller Bearing
unit
(TRB)
Deep Groove Ball
Bearing Unit
(DGBB)
HBU Manufacturing
unit
(HBU)
Project completed in TRB & HBU, replication plan in process for DGBB
© SKF Group
Project Closing meeting
Project Presentation Slide 94
• Project leader, sponsor, financial
controller, team members, process
owner and stakeholders present
• Project leader explained project
presentation with results
• Team feedback & experience shared
• Formal project closing declared by
sponsor
5.2.1 Q1
SKF Six Sigma
48
© SKF Group
© SKF Group
© SKF Group
Noise to Controllable
Contradiction solving
Prior action
DMAIC thinking
TRIZ thinking
Lean thinking
In-house repairing
Addition of seal
Test rig development
Quality 29% improvement
Cost 87 % Reduction
Delivery - DT
reduction
29%)
DOE
Business - Profitability increased by 1% to all Products (1.5 cr Savings)
Customer - Reliability loss reduction by 33 %
Actions Approach Method Impact
Scope - Entire Factory
Thank You