sistem pengontrolan menggunakan …pasca.unhas.ac.id/jurnal/files/e7deb2b79201182cb8429156...sistem...
TRANSCRIPT

SISTEM PENGONTROLAN MENGGUNAKAN LOGIKA FUZZY PADA TEKANAN DAN GERAKAN PENYEMPROTAN PENGECATAN
PERMUKAAN BIDANG DATAR
CONTROL SYSTEM USING FUZZY LOGIC ON PRESSURE AND MOVEMENT OF PAINTING SPRAYING ON FLAT FIELD SURFACE
Tony J. Wungkana 1, Zulfajri B. Hasanuddin 2, Faizal Samman 2
1Jurusan Elektro, Politeknik Negeri Manado 2Jurusan Elektro, Prodi Informatika, Fakultas Teknik, Universitas Hasanuddin
Alamat Korespondensi: Tony .J Wungkana Jurusan Teknik Elektro Politeknik Negeri Manado Manado. Sulawesi Utara. HP: 081340021944 Email: [email protected]

ABSTRAK
Perkembangan teknologi memiliki peranan penting dalam peningkatkan efisiensi kinerja.Tujuan dari penelitian ini yaitu mendesain pola penyemprotan pengecatan yang memiliki kualitas yang baik dan membuat sistem kendali cerdas pada tekanan dan arah pergerakan penyemprotan. Metode yang digunakan adalah Logika Fuzzy akan membuat banyak kondisi kemungkinan, sesuai dengan luasan media pengecetan. Sistem yang akan di bangun memanfaatkan data input untuk mengontrol arah dan tekanan penyemprotan. Hasil yang peroleh adalah kualitas pengecetan pada bidang datar dengan memperhitungkan efisiensi waktu dan bahan cat, peningkatan efisiensi kinerja manusia, peningkatkan mutu pengecatan dengan hasil yang berkualitas, dan mengurangi terjadinya pemborosan pemakaian bahan cat. Disimpulkan bahwa dari pengujian bahwa program berhasil berjalan baik sesuai alur program dengan penerapan algoritma fuzzy untuk mendapatkan kualitas pengecatan yang bagus besar derajat tekanan tuas berpengaruh pada hasil luasan cat. Kata kunci : Sistem pengontrolan,logika fuzzy, pengecatan bidang datar
ABSTRACT
Technological developments play an important role in enhancing the efficiency of performance. The purpose of this research is to design a good quality of paint spray patterns and make intelligent control system on the pressure and direction of movement of the spraying. The method used is the fuzzy logic. the method will make a lot of possible conditions, according to the painting area. System will be built utilizing the data input to control the direction and pressure spraying. The results obtained are pengecetan quality on a flat, with the consideration of the efficiency of time and paint materials, human performance efficiency improvement, improvement of painting quality as the results, and reduces wastage of paint material usage. Concluded that of the tests that the program runs well managed in accordance with the application program flow fuzzy algorithm to obtain a good quality paint large degree of influence on the pressure lever paint area. Keywords: Control systems, fuzzy logic, painting the flat field

PENDAHULUAN
Dalam meningkatkan efisiensi kinerja adalah dengan memanfaatkan perkembangan
teknologi, dimana salah satunya adalah teknologi pengontrolan. Teknologi pengontrolan
sederhana telah banyak digunakan dan terus berkembang sampai saat ini, seiring dengan
munculnya hasil-hasil karya manusia dalam berbagai bidang yang umumnya bertujuan untuk
mengefisienkan sumber daya yang ada.
Berdasarkan pemikiran diatas, maka dapat dikembangkan teknologi-teknologi
pengontrolan untuk membantu manusia sebagai bagian dari efisiensi sumber daya walaupun
dalam wujud sistem yang sederhana. Salah satu bidang yang dapat menggunakan aplikasi
dari pengembangan teknologi pengontrolan adalah kegiatan pengecatan. Sistem
pengontrolan bertujuan untuk mendapatkan kwalitas pengecatan yang baik, kecepatan
pengecatan untuk suatu objek dalam jumlah yang banyak serta keamanan dan kenyamanan
pekerja.
Pemanfaatan teknologi pengontrolan untuk kegiatan pengecatan sebenarnya telah
digunakan terutama pada pabrik-pabrik besar dengan produksi berskala besar. Namun di
Indonesia, biaya pembuatan dan pengoperasian yang besar, serta tidak ditunjang dengan
penerapan teknologi yang ada, membuat pemanfaatan teknologi kontrol belum menjangkau
seluruh lapisan industri khususnya yang berkaitan dengan kegiatan pengecatan.
Beberapa penelitian yang telah dilakukan mengenai penggunaan metode fuzzy logic
pada sistem pengontrolan yaitu aplikasi kendali fuzzy logic untuk pengaturan pergerakan
motor universal, pada penelitian ini metode defuzzifikasi yang digunakan adalah metode
mean of maxima dan center of area. Hasil pengujian menunjukkan membership function
dengan bentuk segitiga atau trapezoid tidak memberikan pengaruh yang cukup besar terhadap
respon sistem (Thiang,2001). Penelitian lain yang berkaitan dengan algoritama fuzzy yaitu
aplikasi fuzzy logic sebagai kontrol posisi motor DC, pada penelitan ini membahas kendali
posisi dari suatu DC motor menggunakan logika fuzzy, kendali fuzzy logic diimplementasikan
pada komputer dan algoritma kendali dirancang menggunakan program Labview dan melihat
kondisi rill dari posisi kendali DC motor, hasil pengujian menunjukkan membership function
dengan bentuk segitiga dan defuzzifikasi center of area dapat memberikan hasil yang baik
(Winarno,2009).
Tujuan dari penelitian ini adalah mendesain pola penyemprotan pengecatan yang
memiliki kualitas yang bai dan membuktikan bahwa metode fuzzy logic dapat diterapkan
untuk kendali cerdas pada tekanan dan arah pergerakan penyemprotan.

Hasil penelitian ini diharapkan dapat bermanfaat untuk peningkatan efisiensi kinerja
manusia, peningkatkan mutu pengecatan dengan hasil yang berkualitas dan mengurangi
terjadinya pemborosan pemakaian bahan cat.
METODE PENELITIAN
Lokasi dan Desain Penelitan
Pengumpulan data dan penelitian ini dilakukan di Manado, Laboraturium Politeknik
Negeri Manado dan bengkel ME kompleks Perum Dipenda Mas No. 11 Manado dimulai
pada bulan Februari s/d Juni 2013. Jenis penelitian yang digunakan adalah peneitian kuatitatif
dengan menggunakan desain perancangan dan pemuatan alat (prototype), untuk melakukan
proses pengecetan secara otomatis dengan menerapkan prinsip kerja dari algoritma fuzzy.
Teknik pengumpulan data yang dilakukan pada penelitian ini yaitu dengan
menlakukan pengambilan data langsung terhadap hasil pengecetan dengan proses manual dan
dengan proses pengontrolan.
Analisis data dilakukan dengan membandingkan faktor efesinsi dan kualitas hasil
pengecetan pada proses manual dengan proses pengontrolan yang menerapkan algoritma
fuzzy.
Perancangan Sistem dengan Variable Fuzzy
Sistem yang akan di bangun memanfaatkan data input untuk mengontrol arah dan
tekanan penyemprotan. Logika fuzzy akan membuat banyak kondisi kemungkinan, sesuai
dengan luasan media pengecetan. Hasil yang peroleh adalah Kualitas pengecetan dengan
memperhitungkan efisiensi waktu dan bahan cat dapat dilihat pada gambar 1. (L.Doitsidis
dkk 2000; Sourav,2010; Ionescu, 2000).
Perancangan Sistem Pengontrolan
Untuk membuat sistem pengontrolan tekanan dan gerakan penyemprot untuk
pengecatan pada permukaan rata bidang empat persegi maka terlebih dahulu di rancang dan
dibuat konstruksi mekaniknya. Melihat batasan yang ada bahwa yang akan di cat adalah
bidang datar empat persegi maka dibuat konstruksi mekanik sesuai pada gambar 2. dengan
konstruksi ini, dapat ditentukan beberapa pokok pengontrolan untuk sistem pengontrolan
secara keseluruhan, yaitu : mengontrol arah penyemprotan (bidang tegak atau datar).
mengontrol tekanan penyemprotan; mengontrol gerakan botol semprot dengan arah
horizontal (kiri-kanan).
Dari pokok-pokok pengontrolan tersebut, maka dapat dibuat alur sistem pengontrolan
untuk pemrograman pengontrol secara keseluruhan. Berdasarkan arah penyemprotannya

maka sistem pengontrolan pengecatan ini dapat dibagi dua bagian, sistem pengontrolan
penyemprotan bidang tegak (arah depan) dan sistem pengontrolan penyemprotan bidang datar
(arah bawah). Namun untuk memudahkan pengoperasian sistem maka harus dibuat
pengaturan reset terlebih dahulu. (Kuo, 1998; Nour dkk, 2007; Charles, 2000).
Deskripsi Sistem
Deskripsi sistem ditunjukan melalui alur flow chart yang digambarkan sesuai dengan
pola kerja system pengecatan yang akan dirancang. Dari desain system menggunakan
mikrokomputer dengan keypad sebagai input luasan cat dan jarak objek dengan alur
programnya seperti ditampilkan gambar 3. (Yi Fu, 2010; )
Media Pengecetan
Objek tertentu untuk pengecatan bidang datar dengan batasan konstruksi mekaniknya
sebagai alat demonstrasi. Objek yang digunakan adalah papan triplek dengan ukuran 50 cm x
88 cm baik untuk bidang datar. Tujuan pengujian ini untuk mendapatkan batas bidang
penyemprotan terhadap posisi untuk dijadikan pedoman dalam setiap penentuan batas
pengecatan sehingga untuk pengecatan pada objek yang berbeda. Cara kerja pengecatan,
pertama-tama compressor di aktifkan dan diisi tekanan sampai 4 bar bersamaan dengan
sumber tegangan pada mikrokontroler diset sesuai dengan waktu dan jarak saat pengecatan.
Motor wiper diatur arah bolak balik susuai jarak yang ditetapkan dan motor servo diset pada
posisi sudut dari 10-50 derajat.
HASIL
Desain Logika Samar
Setelah pemrograman selesai, maka dilakukan pengujian untuk mengetahui apakah
program yang dibuat berhasil atau tidak. Pengujian ini belum menggunakan cairan cat dan
objek apapun untuk pengecatan. Pengujiannya didapatkan bahwa program berhasil berjalan
baik dengan alur programnya.Sistem dirancang dengan dua input dan satu output. Input di
buat lima bagian dalam membership fungsi untuk input luasan cat adalah; Kurang Lual;
Luas;Cukup Luas; Agak Luas; Luas sekali. Input luasan chat diperlihatkan pada rancangan
membership fungsi .Untuk membership fungsi untuk input Jarak objek adalah; Sangat Dekat;
Agak Dekat; Sedang; Agak Jauh ;Jauh sekali. Untuk membership fungsi untuk output posisi
tuas adalah; Tarik Penuh; Tarik agak Penuh; Tarik Sedang; Tarik Sedikit; Tarik Sedikit
Sekali. (Nikhil,2010; Lee S.H,2007)
Setelah rancangan setiap bagian dari input dan output, maka langkah selanjutnya
membuat rule setiap kondisi yang akan terjadi. Dari setiap lima kondisi input dan output akan

diuraikan masing-masing kemungkinan yang terjadi. Dari desain kondisi pengecatan untuk
output tarikan tuas penyemprotan deperoleh 25 kemungkinan dengan menggunakan
algoritma logika samar. Proses pengisian setiap kemungkinan pada rule adalah saat rule
diaktifkan maka akan ada tiga menu dari dua parameter input dan satu parameter output.
Masing – masing kandisi akan diaktifkan sesuai dengan kemungkinan yang terjadi/ Pengisian
rule diinputkan dengan 25 kemungkinan dengan input luasan cat dan jarak objek serta
output posisi tarikan. View rule menampilkan nilai input dan output hasil proses fuzzy logic
ditampilkan gambar 26. dengan data luasan cat=13, Jarak Objek= 25 dan output 26,1. Dari
tampilan gambar 26 input luasan cat = 13, Jarak objek = 25 dan output menghasilkan posisi
luasan = 26.1 derajat. Pengujian Sistem Fuzzy logic dapat dilhat pada gambar 4.
Pengujian Sistem
Penentuan kualitas cat pada objek bidang datar ditentukan dari hasil cat yang
diperoleh pada media pengecatan (tebal /tipis hasil pengecatan). Sesuai dengan rancangan
logika samar yang telah diuraikan. Maka dari hasil yang diperoleh dari rancangan dengan
melakukan 5 kali percobaan yaitu dengan posisi tarikan tuas pada jarak objek yang berbeda.
Pada pengujian hasil output tarikan tuas 100 , maka diperoleh kemungkinan hasil untuk
setiap jarak objek 50 cm, 40cm, 30 cm, 20cm, 10cm . hasil pengecatan dari jarak 50 cm
hingga 10cm cenderung mengecil dengan kondisi pengecatan masih kurang bagus. Pada
pengjian hasil output tarikan tuas 200 diperoleh kemungkinan hasil untuk setiap jarak objek
50cm, 40cm, 30 cm, 20cm, 10cm. Hasil pengecatan dari jarak 50cm hingga 10cm cenderung
mengecil dengan kondisi pengecatan masih tipis juga masih kurang bagus.
Pada pengjian hasil output tarikan tuas 30o maka diperoleh kemungkinan hasil untuk
setiap jarak objek 50cm, 40cm, 30 cm, 20cm, 10cm. Hasil pengecatan dari jarak 50cm
hingga 10cm cenderung mengecil dengan kondisi pengecatan mendekati hasil yang
diharapkan. pengujian hasil output tarikan tuas 40 o maka diperoleh kemungkinan hasil
untuk setiap jarak objek 50cm, 40cm, 30 cm, 20cm, 10cm hasil pengecatan dari jarak 50cm
hingga 10cm cenderung mengecil dengan kondisi pengecatan bagus. Pada pengujian hasil
output tarikan tuas 50 o maka diperoleh kemungkinan hasil untuk setiap jarak objek 50cm,
40cm, 30 cm, 20cm, 10cm hasil pengecatan dari jarak 50cm hingga 10cm cenderung
mengecil dengan kondisi pengecatan bagus.
PEMBAHASAN
Penelitian ini memberikan hasil yang tepat dalam percobaan yang telah dilakukan,
dengan pemanfaatan fuzzy logic fungsi keanggotaan yang menggambarkan kondisi input dan

output. Pembentukan nilai output pada metode fuzzy dapat dibentuk berdasarkan deskripsi
kerja sistem yang menghasilkan posisi tarikan tuas cat. Hasil pengujian didapatkan bahwa
program berhasil berjalan baik dengan alur programnya dengan penerapan algoritma fuzzy
dimana hasil yang didapat nilai luasan cat = 13 cm, jarak objek 25 cm input ini menghasilkan
output = 26,1o sesuai dengan kondisi pada hasil pengujian sistem, untuk mendapatkan
kualitas pengecatan yang bagus besar derajat tekanan tuas berpengaruh pada hasil luasan cat.
Berdasarkan hasil pengujian pebandingann sistem manual dengan sistem pengontolan:
Ditinjau dari penggunaan sumber daya manusia dalam penelitian ini dilakukan pengujian
yaitu membandingkan waktu setiap pengecatan yang dilakukan oleh manusia dengan
penggunaan alat pengotrolan data diambil dari percobaan dengan jarak pengecatan 10-50 cm
pada media triplex ukuran 10x 30 cm dapat dilihat dari tabel 1. Dari hasil pengujian
didapatkan bahwa dari segi waktu pengerjaan sistem kontrol lebih efektif dibandingkan
dengan manusia namun kualitas yang didapat dari segi detail pengerjaan manusia lebih
unggul dibanding dengan sistem pengontrolan. Dari hasil pengujian yaitu membandingkan
manual dengan penggunaan sistem pengontolan, detail pengerjaan manusia lebih baik
dibandingkan dengan mesin namun kualitas pengerjaan dapat ditingkatkan dengan
menggunakan sistem pengontrolan serta meminimalkan proses, waktu dan tenaga pengerjaan.
KESIMPULAN DAN SARAN
Berdasarkan hasil penelitian yang sudah dilakukan pada bab-bab sebelumnya maka
dapat disimpulkan beberapa hal berikut: Metode fuzzy memberikan hasil yang tepat dalam
percobaan yang telah dilakukan, dengan fungsi keanggotaan yang menggambarkan kondisi
input dan output; Pembentukan nilai output pada metode fuzzy dapat dibentuk berdasarkan
deskripsi kerja sistem yang menghasilkan posisi tarikan tuas cat. Dari pengujian didapatkan
bahwa program berhasil berjalan baik dengan alur programnya dengan penerapan algoritma
fuzzy dimana hasil yang didapat nilai luasan cat = 13 cm, jarak objek 25 cm input ini
menghasilkan output = 26,1 o sesuai dengan kondisi pada hasil pengujian sistem, untuk
mendapatkan kualitas pengecatan yang bagus besar derajat tekanan tuas berpengaruh pada
hasil luasan cat. Hasil pengujian sistem pengontrolan didapatkan derajat tekanan tuas
mempengaruh hasil kuaitas pengecatan dimana dari 5 kali percobaan semakin dekat jarak
objek yaitu pada jarak 10 cm dengan tekanan tuas 50o mengahasilkan kualitas cat yang bagus
namun dengan luas permukaan cat yang lebih kecil yaitu 13 cm. Dari penelitian ini
diharapkan perancangan sistem yang dibuat hendaknya dapat dikembangkan dengan
menambah kondisi kemungkinan dan media luasan diperbesar, peningkatan akurasi aistem

dapat menggunakan aturan-aturan tambahan lainya untuk sudut-sudut tertentu dan untuk
pengembangan penelitian perlu ditambahkan kamera pada posisi penyemprotan supaya lebih
efektif. Perlu di perhitungkan berapa volume cat yang dibutuhkan dalam pengecatan, serta
teknik penyemprotan mengacu pada penyemprotan printer untuk menghasilkan kualitas
penyemprotan pada bidang objek

DAFTAR PUSTAKA
Charles, Kingsley. (2000).Mesin-Mesin Listrik.Jakarta. Doitsidis,K.P.,Valavanis.,Tsourveloudis. (2002). Fuzzy Logic Based Autonomonous Skid
Steering Vehicle Navigation. Proceeding of the 2002 IEEE International Conference on Robotics & Automation .Washington DC.
Ionescu,F.,Haszier,F.(2000).Comparison between classical and fuzzy-controller for electrohydraulic axes. International Symposium on Neuro-Fuzzy Systems, pp.155-160.
Kuo, Benjamin.(1998). Automatic Control System, Prenhallindo. Jakarta. Lee S.H., Panda,A.(2007). Development of a Matlab Data Acquisition and Control Toolbox
for PIC Microcontrollers.Proceedings of 2007 ASEE American society for engineering education.
Nikhil,Jindal.,Akhil,Jindal.,Sidharth,Chhabra. (2010). A Robust Algorithm for Local Obstacle Avoidance. International Journal of Computer Theory and Engineering.
Nour M.I.H, Ooi J., Chan K.Y., (2007). Fuzzy logic control vs. conventional PID control of an inverted pendulum robot. Proceedings of 2007 ICIAS International Conference on Intelligent and Advanced Systems.
Sourav,Dutta. (2010). Obstacle Avoidance of mobile robot using PSO based Neuro Fuzzy Technique. International Journal on Computer Science and Engineering.
Thiang.,Resmana.,Wahyudi.(2001).Aplikasi Kendali Fuzzy Logic untuk Pengaturan Kecepatan. Jurnal Teknik Elektro Vol.1, No.1 Maret 2001 : 33 – 42 Univesitas Kristen Petra.
Winarno, T. (2009). Aplikasi Fuzzy Logic Sebagai Kontrol Posisi Motor DC. Prosiding SENTIA Politeknik Negeri Malang.
Yi Fu, Li. H., Kaye, M.E. (2010).Hardware/Software Codesign for a Fuzzy Autonomous Road-Following System. Proceedings of IEEE System, Man and Cybernetics Society.
,

Tabel 1. Perbandingan waktu pengerjaan sistem manual dengan sistem control
No Jarak Pengecatan Waktu
Manusia Sistem
1 10 cm 12 detik 11 detik
2 20 cm 13 detik 11 detik
3 30 cm 14 detik 11 detik
4 40 cm 14 detik 11 detik
5 50 cm 14.5 detik 11 detik
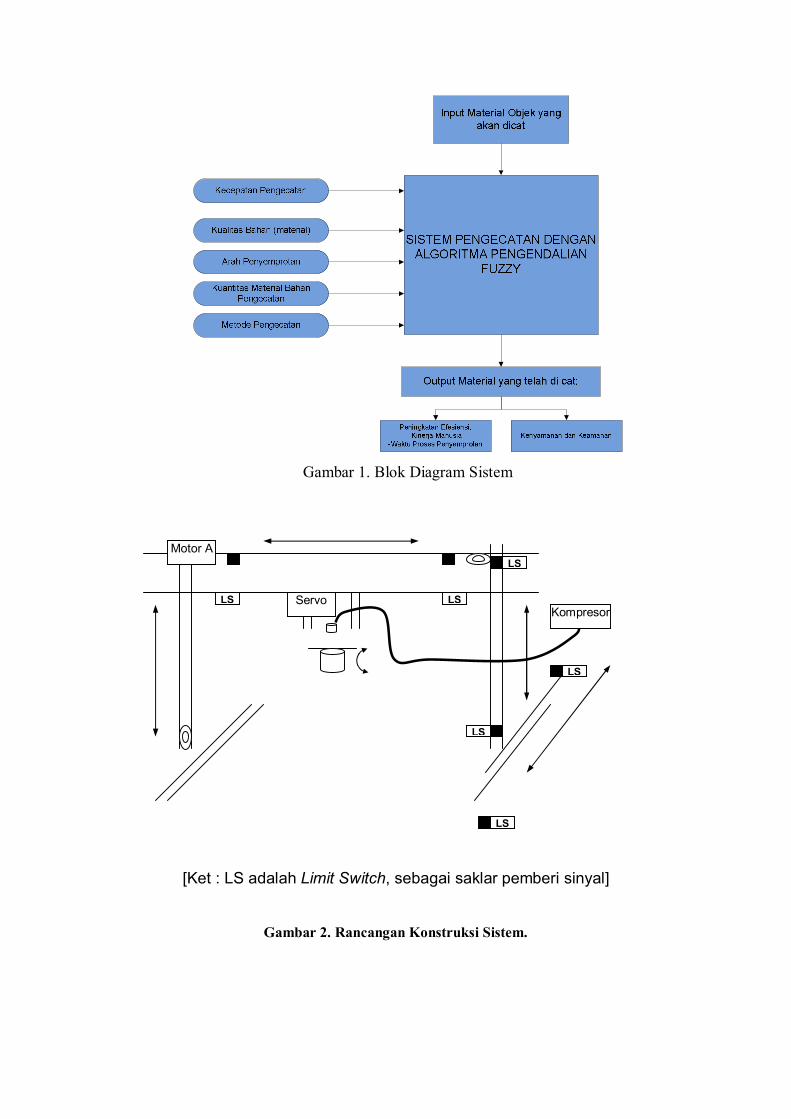
Gambar 1. Blok Diagram Sistem
[Ket : LS adalah Limit Switch, sebagai saklar pemberi sinyal]
Gambar 2. Rancangan Konstruksi Sistem.
Motor A
Servo Kompresor
LS
LS
LS
LS LS
LS

Gambar 3 Diagram Alir Input Sistem

Gambar 4. Pengujian dengan desain logika samar