sic /glass fibers reinforced epoxy composites: wear and erosion...
TRANSCRIPT

Indian Journal of Engineering & Materials Sciences Vol. 25, April 2018, pp. 122-130
SiCp/glass fibers reinforced epoxy composites: Wear and erosion behavior Parvesh Antil, Sarbjit Singh* & Alakesh Manna
Department of Mechanical Engineering, PEC University of Technology, Chandigarh 160 012, India
Received 12 October 2017; accepted 27 February 2018
Glass fibers reinforced polymer composite materials are widely used in shipping and aerospace industries due to their superior mechanical and chemical properties. In these applications, materials are subjected to surface abrasion due to constant abrasive particle slurry interactions with the composites. This constant interaction of composites with abrasive particle slurry diminishes the composite strength and leads to unwanted as well as premature failure. Keeping these drawbacks in consideration, the present investigation attempts at analyzing erosive and wear characteristics of developed epoxy composites. The developed composites have been reinforced with glass fibers as primary reinforcement and silicon carbide particulates as secondary reinforcement. The erosion behavior of developed composites were analyzed at various process parameters such as impingement angles, slurry pressure, and standoff distance using natural sand particles as erodent. Wear characteristics of composites were analyzed on a pin on disk wear test apparatus at variable load, sliding velocity and abrasive surface. From the experimental results, a mathematical model has been developed to predict the expected life of developed composite against abrasive wear and solid particle erosion. The worn and eroded surfaces of composites were examined using scanning electron microscopy to explore the wear and erosion mechanism.
Keywords: Erosion, Glass fibers, Life Prediction, Polymer Matrix Composites, Wear, Surface Morphology
Polymer matrix composites have extended their importance in various fields like aerospace, defence, marine, construction works and sports industries because of improved mechanical and tribological properties1. The research explored in the domain of strength of composites reveals that incorporation of additional reinforcement in the matrix can improve the performance of composite significantly by the effective and uniform distribution of load over matrix2. Keeping in mind the application of composites in water sports equipment like rafts, surfing boards etc., erosion and wear of utilities becomes most crucial aspect to be studied out. The materials used in marine and aerospace are continuously exposed to the corrosive fluid as well as hard element erosion. To avoid corrosion and wear, proper mixing of ingredients including hard microparticles is required to ensure enhanced outcomes. The material scientists and researchers are continuously working on composite materials which can yield better strength, commercially acceptable and are environmentally sustainable3,4. The present study5 reveals that hybrid composites exhibit alow coefficient of friction and high wear resistance under various applied conditions under water, high-speed
movement and lengthy period. The use of fillers in fiber reinforced polymer composites has become an accepted rule to achieve superior mechanical properties like mechanical and tribological for the industrial purpose6,7. The tribological performance of composites depends upon bonding between matrix and reinforcement. The wear resistance of polymer composites can be improved by reinforcing CuO, CuS, Al2O3 and fine graphite particles in matrix8. The composites reinforced with these materials exhibit a low coefficient of friction and high wear resistance under various applied conditions like underwater, high-speed movement and lengthy period9. During dry sliding wear of PMCs, wear mechanism comprises of matrix wear, fiber sliding wear, fiber fracture and interfacial debonding10. The composite can defy wear up to higher limit only if reinforcement remains attached to the matrix during sliding11. With de-bonding of matrix and reinforcement, wear rate of composites increases because deboned material having significant hardness can leads to higher wear rate by accelerating wear through three body abrasion mechanism12. The solid particle erosion of component surface commonly occurs in automobile, marine and aircraft applications. The erosion of surface causes wear, surface degrading and affects component life by wear, surface roughening and surface degrading13.
—————— *Corresponding author (E-mail:[email protected])

ANTIL et al.: SiCP/GLASS FIBERS REINFORCED EPOXY COMPOSITES
123
The basic mechanism of erosion initiates with the development of fine cracks under tension stress caused by the continuous impact of solid particles over the surface. In engineering fields, polymer composites are used at large scale due to better specific strength and stiffness14. The erosion of the aircraft’s composite component surfaces arises due to the striking of dust and other solid particles present in the air which can result in time-consuming maintenance and security risk of passengers15,16.
The acceptability of polymer based composites in aerospace, marine and hydropower industries has increased significantly in past decade because of excellent mechanical properties. But composites used in these industries are subjected to constant wear and abrasion due to the presence of abrasive particles and corrosive fluid in the working environment. These adverse conditions influence the performance and reduce working life of these composites. These limitations of composite motivate authors to formulate the present problem. In present work, SiC particles were dispersed in an epoxy resin matrix to enhance the resistance to wear and erosion. Glass fibers were used with modified matrix to fabricate composite. Here modified matrix refers to matrix having SiC particle as additional reinforcement. The performance of composites in terms of erosion and wear behavior of composite assisted with SiC particles were studied using erosion testing set up and pin on disk wear respectively. Taguchi’s methodology based L27 orthogonal array was used for the experimentation17. The dispersion of SiC particles and analysis of composite surface were examined by scanning electron microscopy (SEM).
Material and Methods The composites are consisting of two principal
elements, i.e., matrix and reinforcement. In present composite, Araldite AW106 resin/hardener HV953U is used as matrix. The fiber reinforcement used were E-glass chopped strand mat fibers and S2 glass woven roving fibers with an area specific weight of 400 GSM and 450 GSM, respectively. The chemical grade SiC particles having more than 99.5% purity were used in three different sizes, i.e., 220, 320 and 400 mesh size, respectively. The fabrication was completed using hand layup technique. During fabrication of composite, alternate layers of E-glass chopped strand mat fibers and S2 glass woven roving fibers were used along with Araldite epoxy resin-assisted with SiC particle between the successive fiber
layers. A mixture of Araldite epoxy and hardener in the ratio of 5:4 was prepared. The silicon carbide particles were dispersed into the mixture and mixed with the help of manual stirring. The stirring should be completed within 20 min because due to exothermic reactions, the temperature of mixture increases and makes it difficult to bond with fibers effectively. The layers of the mixture were spread over alternate glass fiber sheets of E-glass chopped strand mat and S glass woven aroving mat. After proper assigning of layers of fibers and resin, the material was kept in a mold made up of mild steel with a dimension of 300×300×17mm for 8-10 h. A thin Teflon film was provided to avoid adhesion with moulds. The composite having reinforcement of glass fibers only is termed as normal composite and composite with reinforcement of glass fibers and SiC particles are termed as a hybrid composite. The modelled schematic view for composite fabrication is shown in Fig 1. Wear test
The analysis of wear behavior of composite under varying conditions was accomplished using a pin on disk wear testing machine as per ASTM G99 standard as shown in Fig. 2. Abrasive papers of different mesh sizes were used as an abrasive surface for analyzing of wear behavior. Track radius of 50 mm was kept constant for entire experimentation. The samples were abraded at a different level of loads, i.e., 10 N, 15 N and 20 N with varying rpm and time of 200, 300, 400 rpm and 2, 3, 4 min, respectively. The weight loss in each sample was recorded with electronic weight balance machine having least count of 0.0001 g. Solid particle erosion test
The solid particle erosion test setup equipped with air nozzle of inner diameter 3.5 mm was designed to make sure that setup operates as per ASTM G76 standard. The schematic diagram of solid particle erosion setup is shown in Fig. 3. The test specimens were held at various impact angles (β) varied from 60˚ to 90˚. The specimens were prepared by the size of 10×10×5 mm for experimentation. Three types of sands, i.e., river sand, beach sand and desert sand were used as an erodent particle as shown in Fig. 4. The pressurized abrasive slurry flows out through flow control valve and strikes work-piece surface through nozzle tip. The time of abrasion was kept constant at 240 s for each experiment. The erosion rate was measured in terms of weight loss from the

INDIAN J. ENG. MATER. SCI., APRIL 2018
124
Fig. 1 — Modelled schematic view of fabrication of composite2
Fig. 2(a) — Dry sliding pin on disc wear test
Fig. 2(b) — Mounted composite pin
composite surface per unit weight of impinged erodent. For each composite, five tests were conducted on identical test specimens in order to collect average erosion rate. The difference in weight of specimens before and after experimentation was termed as weight loss. The composite with higher weight loss will have the least resistance to erosion. For each composite, five tests were conducted on identical test specimens in order to collect average erosion rate. The difference in weight of specimens before and after experimentation was termed as weight loss. The composite with higher weight loss will have the least resistance to erosion. The various test conditions employed for erosion test are shown in Table 1. Results and Discussion Wear behavior
The graph between weight loss and load (Fig. 5) shows that hybrid composite having secondary
Fig. 3 — Solid particle erosion setup reinforcement of SiC 400 mesh size resist wear losses and produces minimum wear against friction whereas normal composite registered higher weight loss. The bonding strength between matrix and reinforcement assisted with 400 mesh size SiC is much stronger than other composites which are thereason of lesser crack and lesser development of grooves on the surface of the composite during wear test. The significant cause for high wear of fibrous composites is fiber debonding and peeling off because during dry sliding of composite surface, the fibers withstand most of the applied load which causes interfacial fatigue and results in debonding in fiber rich zone18. Also, due to dry sliding, the matrix subjected to high friction and micro plowing which gradually increases after the peeling off of the fibers and result in cracking and debonding of the matrix and reinforcement. The debonding of matrix and reinforcement varies with an increase in mesh size of added silicon carbide powder which results in an increase in tearing and wearing of composite surface. The wear behavior of composite materials are primarily affected by fiber breaking, fiber debonding and matrix cracking. The scanning electron microscopic images of wear surfaces are shown in Fig. 6. Due to dry sliding of composite surface, grooves and a small amount of matrix cracking are visible along sliding direction as shown in Fig. 6(a,b). The comparatively small deformation of composite surface strengthened the observation

ANTIL et al.: SiCP/GLASS FIBERS REINFORCED EPOXY COMPOSITES
125
Table 1 — Test conditions for erosion test
Test factors Glass fibers + Epoxy
SiC/Glass fibers + Epoxy
Erodent River, beach and desert sand
River, beach and desert sand
Shape Angular Angular Impingement angle 30-60-90 30-60-90 Standoff distance 10 mm 10 mm Nozzle diameter 3.5 mm 3.5 mm
Temperature Silicon carbide (SiC)
SiC Particle Size (mesh)
Room temperature 0 0
Room temperature 15%
400, 320, 220
that particle size significantly affect the wear behavior of composite. During the morphological analysis of wear surface in Fig. 6 (c,d), broken fibers are visible and the size of cracks and cavitation over surface are comparatively higher than Fig. 6 (a,b). The worn out composite surface shown in Fig. 6 (e,f) depicts matrix and fiber debonding in large area over composite surface. The presence of ripped fibers causes the early debonding of fibers from matrix and affects the resistance against wear. The matrix region of this composite surface appears to be soften and quickly deformed during sliding. The lesser resistance against wear initiates de-bonding of matrix and reinforcement. From the obtained observations it can be concluded that the composite reinforced with secondary reinforcement of SiC 220 mesh size particles produces the least resistance against wear in comparison with other two composites. This is because the strength of composite decreases with increase in particle size as small particles have a higher total surface area which increases bonding strength through effective stress transfer mechanism19.
The variation in specific wear rate with a weight fraction of reinforcement is shown in Fig. 7 which was calculated as
Fig. 5 — Weight loss during wear test
Fig. 6 — SEM of composite reinforced with (a,b) SiC 400 mesh size, (c,d) 320 mesh size and (e,f) 220 mesh size
Fig. 4 — SEM images of (a) beach sand, (b) desert sand and (c) river sand

INDIAN J. ENG. MATER. SCI., APRIL 2018
126
Fig. 7 — Specific wear rate at different weight fractions
퐾 = ∆× ×
... (1) where K is specific wear rate in m3/Nm, ρ is the density of sample, Sd is siding distance and L is applied load. The obtained trends show that when the weight fraction changes to 5% to 10%, there is a significant decrease in specific wear rate of composites. But with further increase in weight fraction, there is minimal improvement in resistance as compared with the initial stage. As far as size of reinforcement is concerned, small particle size increases resistance against wear. Erosion behavior of PMC
The impact angle is a vital factor in terms of measuring erosion rate of composites. When erosion rate is calculated with respect to impingement angle, the behavior of composites against erosion depends on their classification as thermosetting and thermoplastic materials20.
The fiber reinforced polymer composites are classified as thermosetting materials because these materials cannot change their shape once molded21. The graph is shown in Fig. 8 (a,c) depicts erosion behavior of polymer matrix composites reinforced with or without the secondary reinforcement of silicon carbide particles. Apart from different reinforcement sizes, the graph shows a trend of highest erosion at an impingement angle of 60° but increase in impingement angle decreases the erosion rate. This trend is similar to the trend reported for erosion behavior in semi-ductile materials22. The composite reinforced with the comparatively small size of 400 mesh size exhibits maximum resistance against erosion as compared to other composites. It was also found that particle size of secondary reinforcement
Fig. 8 — Erosion rate vs impingement angle for (a) river sand, (b) beach sand and (c) desert sand
also affects the resistance of composite against abrasive slurry. The increase in particle size decreases the strength of composite as interfacial bonding strength between matrix and reinforcement inside composites decreases23. When abrasive particles

ANTIL et al.: SiCP/GLASS FIBERS REINFORCED EPOXY COMPOSITES
127
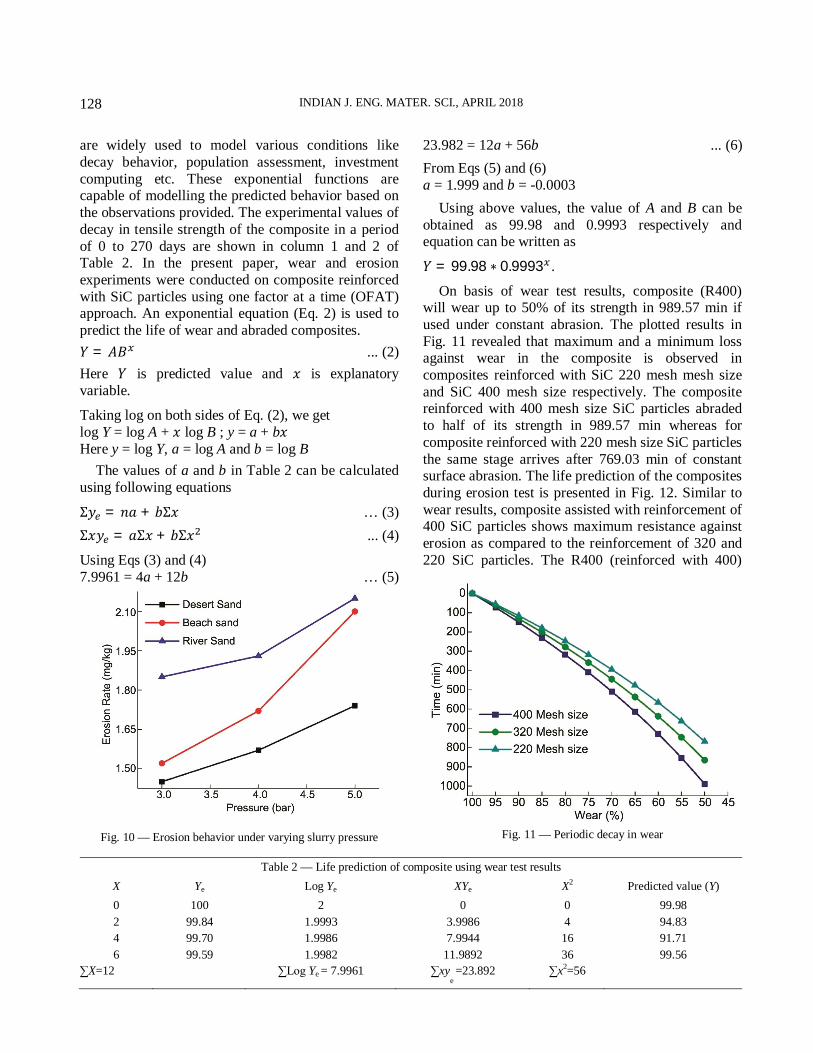
eroded composite surface at an angle of 30°, the glass fibers are clearly visible after chipping off of the matrix and tearing of matrix along with an array of broken fibers as shown in Fig. 9(a). When the angle of impingement shifted to 60°, the upper surface of the composite which contains polymer layer diminishes quickly and exposes fibers to incident particles. The exposed fibers were aligned in one direction and surface of damaged composite was uniformly structured which results in higher cutting wear over fiber surface. This phenomenon resulted in high erosion rate at this particular angle of impingement shown in Fig. 9 (b). As the impact angle shifted to 90° (Fig.9(c)), the composite shows entirely different behavior against erosion because of decreased horizontal component. The increase in impact angle reduces cutting wear because, with an increase in vertical component, the composite surface becomes hairier and results in decreased erosion rate24. Based on the obtained results, polymer composite can be classified as semi-ductile material because semi-ductile materials lose resistance against erosion when the surface is subjected to slurry impact in a range of 45° to 60° impingement angle25. The size of erodent particles plays a significant role in erosion phenomenon at composite surfaces. The variation in the size of erodent particles causes vital changes in erosion behavior of polymer composites26. The erosion phenomenon, i.e., brittle and plastic deformation of surface critically depends on the shape of erodent particles. Blunt particles produce plastic deformation whereas sharp and hard particles exhibit brittle deformation of the surface27. The blunt particles like desert sand generally possess spherical shape whereas sharp edge particles have irregular and conical shapes like river sand. The erosion behavior of composite reinforced with secondary reinforcement of 400 mesh size silicon carbide particles under varying erodent slurry pressure using three types of natural erodent, viz., river, desert and beach sand particles is shown in Fig.10. In comparison, river sand causes more erosion to the composite surface as compared with another erodent. Life prediction of composite
The significance of composite relies on long-term virtuous performance before failure. The life prediction here refers to the calculation of that time when composite will be abraded to the limit of workable strength2. The polymer matrix composites are widely used in aerospace industries. The literature
available for the factor of safety in case of composites used in aerospace components is quoted as 2.028. In this paper, life prediction refers to the calculation of that time when composite will degrade up to half of its strength or workable strength. Keeping the literature in consideration, 50% strength reduction is taken into consideration. The prediction of tribological behavior of composites was accomplished by exponential functions. The exponential functions
Fig. 9 — SEM of erosion caused by river sand slurry at angle of (a) 30°, (b) 60° and (c) 90°
INDIAN J. ENG. MATER. SCI., APRIL 2018
128
are widely used to model various conditions like decay behavior, population assessment, investment computing etc. These exponential functions are capable of modelling the predicted behavior based on the observations provided. The experimental values of decay in tensile strength of the composite in a period of 0 to 270 days are shown in column 1 and 2 of Table 2. In the present paper, wear and erosion experiments were conducted on composite reinforced with SiC particles using one factor at a time (OFAT) approach. An exponential equation (Eq. 2) is used to predict the life of wear and abraded composites.
푌 = 퐴퐵 ... (2)
Here 푌 is predicted value and 푥 is explanatory variable.
Taking log on both sides of Eq. (2), we get log Y = log A + 푥 log B ; y = a + b푥 Here y = log Y, a = log A and b = log B
The values of a and b in Table 2 can be calculated using following equations
Σ푦 = 푛푎 + 푏Σ푥 … (3)
Σ푥푦 = 푎Σ푥 + 푏Σ푥 ... (4)
Using Eqs (3) and (4) 7.9961 = 4a + 12b … (5)
23.982 = 12a + 56b ... (6)
From Eqs (5) and (6) a = 1.999 and b = -0.0003
Using above values, the value of A and B can be obtained as 99.98 and 0.9993 respectively and equation can be written as
푌 = 99.98 ∗ 0.9993 .
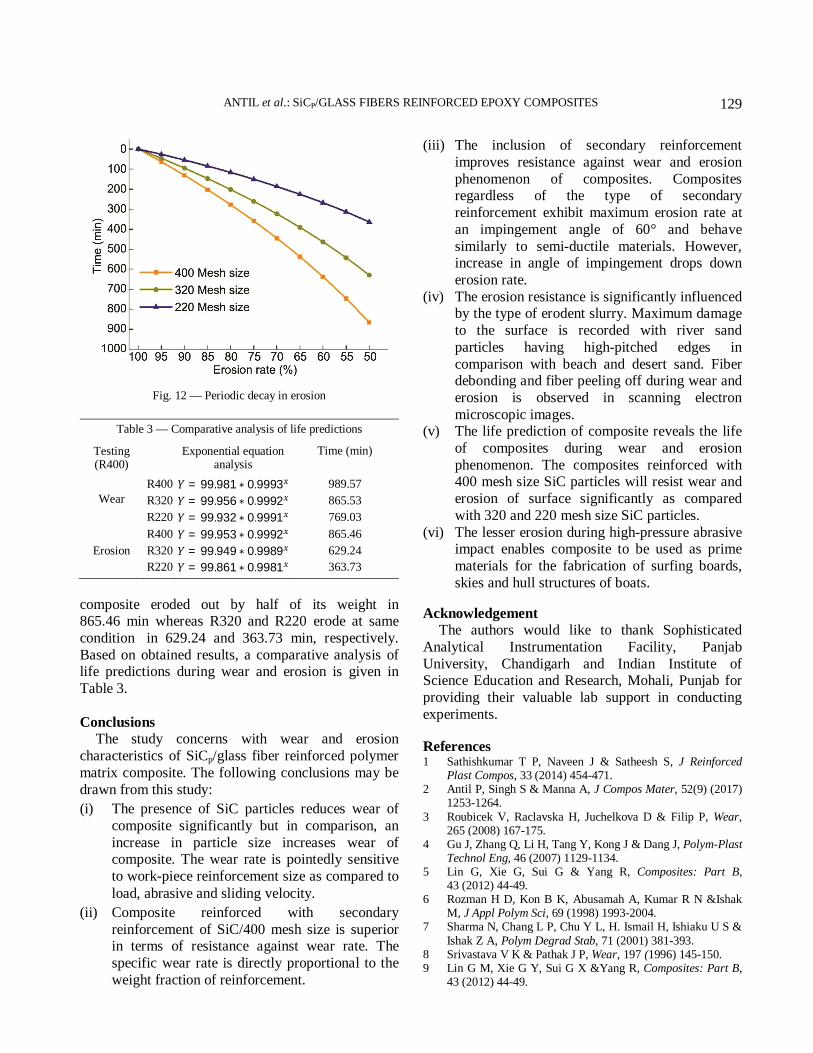
On basis of wear test results, composite (R400) will wear up to 50% of its strength in 989.57 min if used under constant abrasion. The plotted results in Fig. 11 revealed that maximum and a minimum loss against wear in the composite is observed in composites reinforced with SiC 220 mesh mesh size and SiC 400 mesh size respectively. The composite reinforced with 400 mesh size SiC particles abraded to half of its strength in 989.57 min whereas for composite reinforced with 220 mesh size SiC particles the same stage arrives after 769.03 min of constant surface abrasion. The life prediction of the composites during erosion test is presented in Fig. 12. Similar to wear results, composite assisted with reinforcement of 400 SiC particles shows maximum resistance against erosion as compared to the reinforcement of 320 and 220 SiC particles. The R400 (reinforced with 400)
Table 2 — Life prediction of composite using wear test results X Ye Log Ye XYe X2 Predicted value (Y) 0 100 2 0 0 99.98 2 99.84 1.9993 3.9986 4 94.83 4 99.70 1.9986 7.9944 16 91.71 6 99.59 1.9982 11.9892 36 99.56
∑X=12 ∑Log Ye = 7.9961 ∑xye =23.892 ∑x2=56
Fig. 10 — Erosion behavior under varying slurry pressure
Fig. 11 — Periodic decay in wear
ANTIL et al.: SiCP/GLASS FIBERS REINFORCED EPOXY COMPOSITES
129
composite eroded out by half of its weight in 865.46 min whereas R320 and R220 erode at same condition in 629.24 and 363.73 min, respectively. Based on obtained results, a comparative analysis of life predictions during wear and erosion is given in Table 3. Conclusions
The study concerns with wear and erosion characteristics of SiCp/glass fiber reinforced polymer matrix composite. The following conclusions may be drawn from this study: (i) The presence of SiC particles reduces wear of
composite significantly but in comparison, an increase in particle size increases wear of composite. The wear rate is pointedly sensitive to work-piece reinforcement size as compared to load, abrasive and sliding velocity.
(ii) Composite reinforced with secondary reinforcement of SiC/400 mesh size is superior in terms of resistance against wear rate. The specific wear rate is directly proportional to the weight fraction of reinforcement.
(iii) The inclusion of secondary reinforcement improves resistance against wear and erosion phenomenon of composites. Composites regardless of the type of secondary reinforcement exhibit maximum erosion rate at an impingement angle of 60° and behave similarly to semi-ductile materials. However, increase in angle of impingement drops down erosion rate.
(iv) The erosion resistance is significantly influenced by the type of erodent slurry. Maximum damage to the surface is recorded with river sand particles having high-pitched edges in comparison with beach and desert sand. Fiber debonding and fiber peeling off during wear and erosion is observed in scanning electron microscopic images.
(v) The life prediction of composite reveals the life of composites during wear and erosion phenomenon. The composites reinforced with 400 mesh size SiC particles will resist wear and erosion of surface significantly as compared with 320 and 220 mesh size SiC particles.
(vi) The lesser erosion during high-pressure abrasive impact enables composite to be used as prime materials for the fabrication of surfing boards, skies and hull structures of boats.
Acknowledgement
The authors would like to thank Sophisticated Analytical Instrumentation Facility, Panjab University, Chandigarh and Indian Institute of Science Education and Research, Mohali, Punjab for providing their valuable lab support in conducting experiments. References 1 Sathishkumar T P, Naveen J & Satheesh S, J Reinforced
Plast Compos, 33 (2014) 454-471. 2 Antil P, Singh S & Manna A, J Compos Mater, 52(9) (2017)
1253-1264. 3 Roubicek V, Raclavska H, Juchelkova D & Filip P, Wear,
265 (2008) 167-175. 4 Gu J, Zhang Q, Li H, Tang Y, Kong J & Dang J, Polym-Plast
Technol Eng, 46 (2007) 1129-1134. 5 Lin G, Xie G, Sui G & Yang R, Composites: Part B,
43 (2012) 44-49. 6 Rozman H D, Kon B K, Abusamah A, Kumar R N &Ishak
M, J Appl Polym Sci, 69 (1998) 1993-2004. 7 Sharma N, Chang L P, Chu Y L, H. Ismail H, Ishiaku U S &
Ishak Z A, Polym Degrad Stab, 71 (2001) 381-393. 8 Srivastava V K & Pathak J P, Wear, 197 (1996) 145-150. 9 Lin G M, Xie G Y, Sui G X &Yang R, Composites: Part B,
43 (2012) 44-49.
Fig. 12 — Periodic decay in erosion
Table 3 — Comparative analysis of life predictions
Testing (R400)
Exponential equation analysis
Time (min)
Wear
R400 푌 = 99.981 ∗ 0.9993 989.57 R320 푌 = 99.956 ∗ 0.9992 865.53 R220 푌 = 99.932 ∗ 0.9991 769.03
R400 푌 = 99.953 ∗ 0.9992 865.46 Erosion R320 푌 = 99.949 ∗ 0.9989 629.24
R220 푌 = 99.861 ∗ 0.9981 363.73

INDIAN J. ENG. MATER. SCI., APRIL 2018
130
10 Friedrich, Compos Sci Technol, 22 (1985) 43-74. 11 Antil P, Singh S & Manna A, J Mater Proceed, 5 (2017)
8073-8079. 12 Stachowaik G W, Mann B H, Schwartz C J & Bahadur S,
Wear, 251 (2001) 1532-1540. 13 Friedrich K, Pei1 X Q & Almajid A, J Reinforced Plast
Compos, 32 (2013) 631-643. 14 Tewari U S, Harsha A P, Hager A & Friedrich K, Compos
Sci Technol, 63 (2003) 549-557. 15 Qian D N, Bao L M,Takatera M, Kemmochi K & Yamanaka
A, Wear, 268 (2010) 637-642. 16 Patnaik A, Satapathy A, Chand N, Barkoula N M & Biswas
S, Wear, 268 (2010) 249-263. 17 Antil P, Singh S & Manna A, Arab J Sci Eng, 43(3) (2017)
1257-1266.
18 Yallew T B, Kumar P & Singh I, Int J PlastTechnol, 19(2) (2015) 347-362
19 Yun F S, Qiao F, Bernd L & Wing M, Composites: Part B, 39 (2008) 933-961.
20 Rattan R & Bijwe J, Wear, 262 (2007) 568-574. 21 Sako T & Hiramatsu M, J Supercrit Fluids, 91 (2014) 68-76. 22 Imrek H, Bagci M & Khalfan O M, J Achiev Mater Manuf
Eng, (2009) 18-22. 23 Zhang S, Cao Y M, Ke Y C, Zhang J K & Wang F S,
eXPRESS Polym Lett, 5 (2011) 581-590. 24 Bing L, Limin B & Anchang X, Wear, 352 (2016) 24-30 25 Finnie I, Wear, 3 (1960) 87-103. 26 Hutching I M, J Phys Appl Phys, 25 (1992) 212. 27 Kaundal R, Silicon, 6 (2014) 5-20. 28 Zrua L, Comput Struct, 48 ((1993) 745-748.