self-optimised metal cutting processes
TRANSCRIPT
Self-optimised Metal Cutting Processes
Cluster of Excellence
Integrative Production Technology for High-Wage Countries

Self-optimising Production Systems
Figure 2: 5-axis milling Figure 3: Gun drilling
Self-optimised Metal Cutting Processes
Introduction
Cutting processes are one of the key technologies used in many industries to manufacture products for the global market. The processes include, inter alia, five axis milling and gun drilling operations which are used in industries with automotive, aeronautical or medical technology. For production in high-wage earning countries like Germany, it is of key importance that these cutting processes be controllable. This becomes increasingly difficult as increa-sing demand for quality, higher degrees of individualisa-tion, and shorter product life cycles require more flexible cutting processes which can be operated safely at their technological limit. Furthermore, the economic and eco-logical aspects will be more and more in focus. Reasons
for this include the increasingly competitive pressure from manufacturers in low-wage earning countries, the global shortage of resources, or legal requirements. The result is in an urgent need to continue the progress of controlla-bility in cutting processes while taking the global scope of action into account.
Practical Issues
Due to the manufacturing task, the cutting process has to meet different demands, which include not only pro-duct specific quality aspects, but also economic targets.
Self-optimising Production Systems
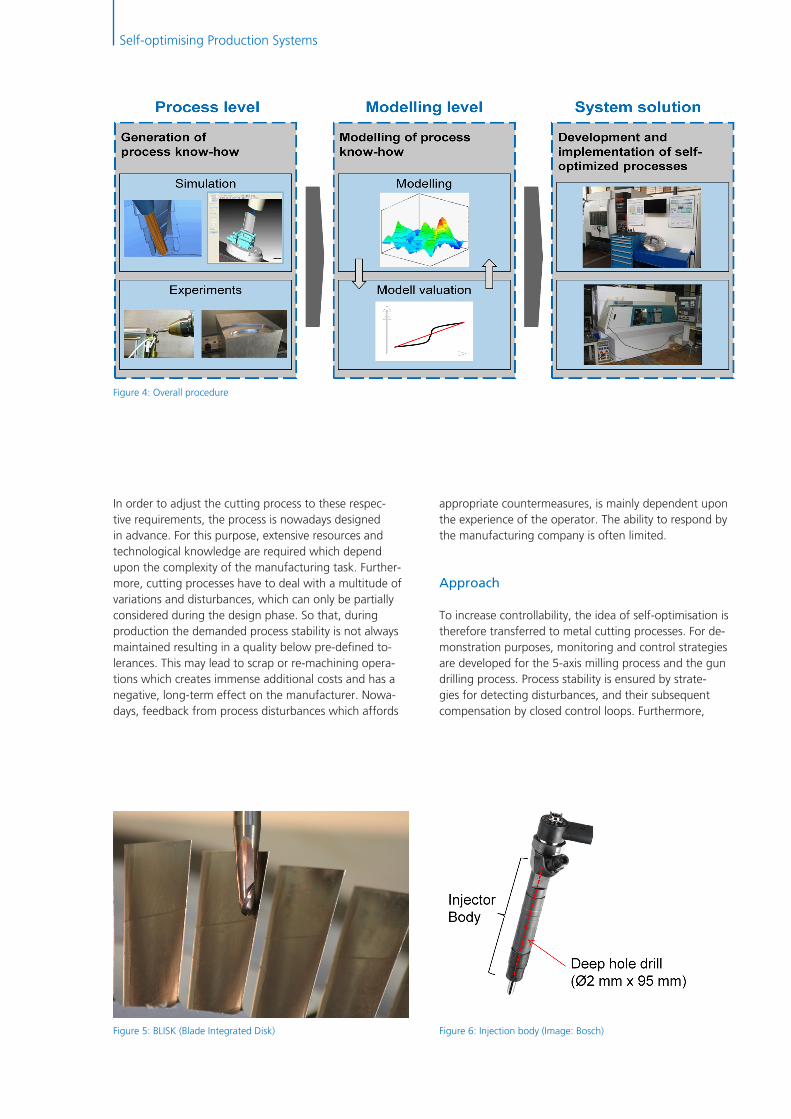
Figure 5: BLISK (Blade Integrated Disk) Figure 6: Injection body (Image: Bosch)
In order to adjust the cutting process to these respec-tive requirements, the process is nowadays designed in advance. For this purpose, extensive resources and technological knowledge are required which depend upon the complexity of the manufacturing task. Further-more, cutting processes have to deal with a multitude of variations and disturbances, which can only be partially considered during the design phase. So that, during production the demanded process stability is not always maintained resulting in a quality below pre-defined to-lerances. This may lead to scrap or re-machining opera-tions which creates immense additional costs and has a negative, long-term effect on the manufacturer. Nowa-days, feedback from process disturbances which affords
appropriate countermeasures, is mainly dependent upon the experience of the operator. The ability to respond by the manufacturing company is often limited.
Approach
To increase controllability, the idea of self-optimisation is therefore transferred to metal cutting processes. For de-monstration purposes, monitoring and control strategies are developed for the 5-axis milling process and the gun drilling process. Process stability is ensured by strate-gies for detecting disturbances, and their subsequent compensation by closed control loops. Furthermore,
Figure 4: Overall procedure

Self-optimising Production Systems
Figure 8: Communication structure
Figure 7: Connectivity of virtual and real world for information exchange
Figure 9: Simulation of engagement conditions
planning aspects are integrated into the control loops to achieve an optimum concerning external target values of the production plant. An important requirement is the development of new or adaption of existing technological models that are used as a basis for decision-making in self-optimisation. For the implementation, sensor systems are developed, empirical and simulative investigations performed, process information extracted and transferred to knowledge in machine-readable models. Further tasks are the cross-linking of single components of the overall system to ensure a consistent data exchange. Concerning this latter, a special task is the linkage between CAM and physical process monitoring that is established by a positi-on related monitoring and simulation strategy.
Technical Challenges
The challenge of introducing self-optimisation to metal cutting processes is caused by the complexity of the processes. The abstraction of process coherences and the reproduction in technical models, are today probably the most challenging tasks. For modelling the 5-axis milling process and the gun drilling process, transfer functions are used and implemented to black box models. The ex-tension by physical descriptions of phenomena and cau-se-effect relationships transfers the models to the class of grey box models. For the development of suitable models, the interconnection of virtual and real world is necessa-ry. This includes the joining of experimental results and simulations. For example, the position-correlated forces of the 5-axis milling process are measured and connected

Self-optimising Production Systems
Figure 11: Process without axial force control loop
Figure 10: Control loop fort the gun drilling
Figure 12: Process with axial force control loop
to engagement conditions of the simulation. By this, first optimisations can be done in the CAM system. On the other hand the information about engagement condi-tions can be used for the continuous identification of important parameters for the control loop and the more detailed processing of monitoring data.
Another task is the development of robust process control strategies. Process control is used to compensate disturbances to ensure a safer process. To achieve this, control strategies have to be implemented that adapt
their control behaviour depending upon the actual pro-cess state. Furthermore, the developed process models must be integrated into the control concept. Therefore, interfaces have to be established that enable a smooth communication within the control system.

Self-optimising Production Systems
Technical Data
� Data acquisition with up to 2.5 MHz � Computer-based modelling of 5-axis milling � Simulation of engagement conditions for any kind of milling tool
� Realtime calculations of process values by efficient simulation models
Technical Equipment
Hardware: � Machine tools:
� MAZAK Variaxis 630 5X II T � TBT ML 200
Sensors: � Kistler Dynamometer 9257B � Microphone � Accelerometer � Eddy current sensors � Temperature sensor � Chip detector (self-development)
Data acquisition and processing � FPGA � NI CRio 9004 � Labview 2011
Project Team
� Prof. Fritz Klocke Laboratory for Machine Tools and Production Engineering (WZL), RWTH Aachen University Fraunhofer Institute for Production Technology (IPT)
� Oliver Adams Laboratory for Machine Tools and Production Engineering (WZL), RWTH Aachen University
� Thomas Auerbach Laboratory for Machine Tools and Production Engineering (WZL), RWTH Aachen University
� Lothar Glasmacher Fraunhofer Institute for Production Technology (IPT)
� Gunnar Keitzel Laboratory for Machine Tools and Production Engineering (WZL), RWTH Aachen University
� Meysam Minoufekr Fraunhofer Institute for Production Technology (IPT)
� Dr. Dražen Veselovac Laboratory for Machine Tools and Production Engineering (WZL), RWTH Aachen University

Cluster of Excellence
Integrative Production Technology for High-Wage Countries
c/o Werkzeugmaschinenlabor WZLRWTH Aachen UniversitySteinbachstraße 19D-52074 Aachen
Phone: +49 (0) 241 80-25322 Fax: +49 (0) 241 80-22293 Email: [email protected]: www.production-research.de