search is on for clean to produce noderrous metals - …infohouse.p2ric.org/ref/33/32260.pdf · to...
TRANSCRIPT

Search is on for clean ways -
to produce noderrous metals A renewed emphasis on leaching and some interesting
smelting twists form the first line of defense for beleaguered copper producers trying to meet emissions standards.
0 World producers of such nonfer- rous metals as copper, nickel, lead and zinc are in a headlong race to cut sulfur emissions from smelters. And nowhere is this fact more apparent than in the U.S., where metals proces- sors have been notoriously slow in adopting cleaner techniques, and the U.S. Environmental Protection Agen- c is now clamoring more loudly for c mpliance.
At least one copper producer-Ana- conda Co. (Waterbury, Corm.)- recently opted to close down indefinite- ly a smelter (in Anaconda, Mont.) rather than spend the money needed for pollution-control curbs. But this processor and others also are looking at cleaner pyrometallurgical (smelting) techniques, or developing hydrometal- lurgical (leaching) routes that do not emit sulfur.
This article, the first of a two-part series, will examine the most recent copper smelting and leaching develop- ments worldwide. The newest technol- ogies for cleanly recovering nickel (via smelting and leaching), lead (via leaching),* and to a lesser extent zinc, will be covered in’ a subsequent article, early next year.
SMELTING DEVELOPMENTS - Some copper producers feel that the U.S. should look more closely at flash smelting-a one-step technique that has been popular abroad for years and is still gaining ground. In flash smelt- ers, the ore acts as its own fuel, mak- ing the process virtually autogenous,
’
!
*For an update on lead-smelting developments, see C h . Eng., May 19, p 93.
especially when the air feed is oxygen- enriched.
Most reactions, including SO2 for- mation, occur in the flame in the smelter shaft-instead of in the bath of a reverberatory furnace. Less, and more-concentrated, SO, gas is the result, and this allows for easier pro- duction of byproduct sulfuric acid, and lower pollution-control costs.
Outside the U.S., flash smelting is the vogue in copper production. One of the leading technologies abroad is that of Finland’s Outokumpu Oy, whose president, Lassi Riihikallio, notes that 26 Outokumpu smelters installed worldwide process about a quarter of global copper output.
The Outokumpu smelter consists of a vertical shaft with a horizontal settler and a second shaft for the offgases. Concentrates are kiln-dried by waste heat or an oil burner, then fed into the shaft. Matte tapped from the bottom of the furnace is treated in a converter, then refined in an anode furnace.
“Blister” copper may be produced directly in the flash furnace without the need for conversion, but this requires a very high-grade concen- trate, says Riihikallio. Poland’s Kom- binat Gorniczo-Hutniczy Miedzi Lu- bin (Glogow) has a commercial plant of this type, and construction of a second one has started in Zaire for La Gknkrale des Carriers et des Mines. Outokumpu is working on improve- ments to permit blister-copper produc- tion from standard concentrates.
The Finnish process is popular in Japan, where Furukawa Co. (Tokyo)
CHEMICAL ENGINEERING DECEMBER 15.1980 31

Flowsheet of Outokumpu Oy‘s flash-smelting plant at Harjavalta
has installed seven smelters for itself and four other copper producers. A Furukawa modification, used at Hibi Kyodo Smelting Co.’s Tamano (west- ern Honshu) smelter, is the installa- tion of graphite electrodes into the bath to reduce the furnace outlet tempera- ture from the normal 1,300”C to about
U.S. MOnS-The only flash smelter operating in the U.S. is Phelps Dodge Corp.’s 1 1 5 ,000- ton/yr Hidalgo (N.M.) Outokumpu unit, which went onstream in 1976 and has had no trouble meeting pollution-control stan- dards, says a Phelps Dodge spokes- man. Although the smelter doesn’t use oxygen-enriched air, the SO, concen- tration is still about 1 1 % , compared with only 1’/2-2% for a conventional reverberatory furnace. Also, about 80% of the sulfur is removed in the smelter, leaving only 20% in the matte, which cuts the capital investment in conversion-furnace equipment.
Phelps Dodge also started testing a new burner last month at its Morenci, Ariz., smelter under an agreement with Dravo Engineers & Constructors (Denver Div.). The sprinkler-burner, as it is called, sprinkles a mixture of concentrate and oxygen into the rever- beratory furnace, thereby providing some of the advantages of Rash smelt- ing: lower fuel cost, because oxygen substitutes for fossil fuel; higher pro- ductivity; and less offgas, with a higher SO2 concentration.
The burner was developed specifi- cally to convert existing reverberatory
1 ,ooo‘c.
32
smelters to use oxygen. It is designed to fit into the limited space between the roof and the bath, and provides a broad, horizontal dispersion of the concentrate particles. T h e Phelps Dodge experiment is the first “hot” test of the burner, which was devel- oped by professors Paul E. Queneau and Horst Richter, of Dartmouth Col- lege (Hanover, N.H.), and Reinhardt Schuhmann, Jr., of Purdue University (West Lafayette, Ind.).
Dravo has worldwide license rights. It also has a license from Inco Metals Co. (Toronto) for the top-blown rota- ry converter (TBRC), designed for smelting and conversion of nonferrous metals in small plants (it may be used in plants as small as 5,000 tonslyr). The name is derived from the opera- tion: a mixture of concentrate and process gas-e.g., air-is blown through a lance into the vessel, which rotates to provide rapid mixing and high heat transfer. Smelting, conver- sion and refining may all be done in the same vessel. Inco uses the process as part of its Sudbury (Ont.) copper and nickel processing operations; it has also been used in the Afton (B.C.) plant of Afton Mines Ltd. since 1978.
CONTINUOUS OPERATION- Kenne- cott Corp. has invested $280 million to convert its Garfield, Utah, copper- processing facilities to use a continuous smelting process developed by Noran- da Mines Ltd. (Toronto) . T h e 270,000-ton/yr plant, which went onstream in 1978, represents the first
CHEMICAL ENGINEERING DECEMBER 15, 1980
commercial use of the process other than Noranda’s own operation, and the only fully-integrated facility of its kind, says a Kennecott spokesman.
In the Noranda process, dried con- centrate (7-870 moisture content) is belt-fed into a horizontal reactor. A mixture of air and oxygen (Kennecott uses 34% oxygen-enriched air) is blown into the slag bath from the side through tuyeres located below the melt surface. This oxidizes the melt to pro- duce a concentrated SO2 gas and high- grade matte (about 7570 copper), which is subsequently converted to blister copper. The process also yields a slag rich in copper (about 7-8% in this case). This is treated in a slag converter to recover the copper con- centrate, which is recycled to the reac- tor vessel.
Kennecott has three reactors (one standby) and four copper converters. A spokesman says that although there have been operating difficulties, par- ticularly in materials handling, there have been no fundamental problems with the process. The company has had an ongoing dispute with EPA for years over plant emissions, but says this is because of changes in the regu- lations, and EPA’S interpretation of them, since the passage of the Clean Air Act of 1970 and amendments of 1977.
Texasgulf Canada Ltd. (Toronto) is scheduled to complete a 65,000-met- ric-ton/yr copper plant next year at Timmins, Ont., using a continuous smelting process developed by Mitsu-
bishi Metal Corp. (Tokyo). In Mitsu- bishi’s method, concentrates, fluxes and oxidizing air are top-blown through lances into the furnace. Mol- ten materials move to a second furnace for slag cleaning, then to a third for production of blister copper. Besides producing a concentrated SO, gas, the process is said to require only 70% of the capital cost of a conventional smelt- er installation. OTHER SMELTING ROUTEs-Mean-
while, in Sudbury, Inco operates a proprietary flash smelter for copper and is offering the process for license. The company uses oxygen and pro- duces a very high-strength SO, gas (70-80%), which is converted to liquid SO2 for sale. Output is about 80,000- 90,000 m.t./yr of liquid SO, and about 800,000-900,000 m.t./yr of sulfuric acid. Inco claims its process involves low capital cost and has high throughput.
An approach completely different from flash smelting is being offered by Amax Base Metals Research & Devel- opment Inc. (Carteret, N.J.). In the Amax process, copper concentrates are “dead”-roasted at about 850°C to remove 97-98% of the sulfur (in this case, the sulfur fuels the roasting rath- er than the smelting process). The calcined material is then agglomerated into briquettes or pellets, and smelted at 1,300- 1,400”C in a shaft furnace to produce blister copper directly, instead of a matte.
Key to the process is that the verti- cal-shaft furnace is only about 8 ft tall.
The short residence time is enough to reduce the copper to metallic form without reducing the iron oxide pres- ent. A spokesman says there is only 0.2 to 0.3% iron in the blister copper, adding that while fuel is used for this operation, costly metallurgical coke is not needed. The overall capital cost for a plant of 80,000 tonslyr or less would be 70-80% of that for a flash smelter, and operating costs would be about the same.
So far, the process has not been commercialized, but Amax has reached a worldwide licensing agree- ment (outside the U.S. and Canada) with the Nonferrous Metals Div. of Davy International (Stockton-on-Tees, England).
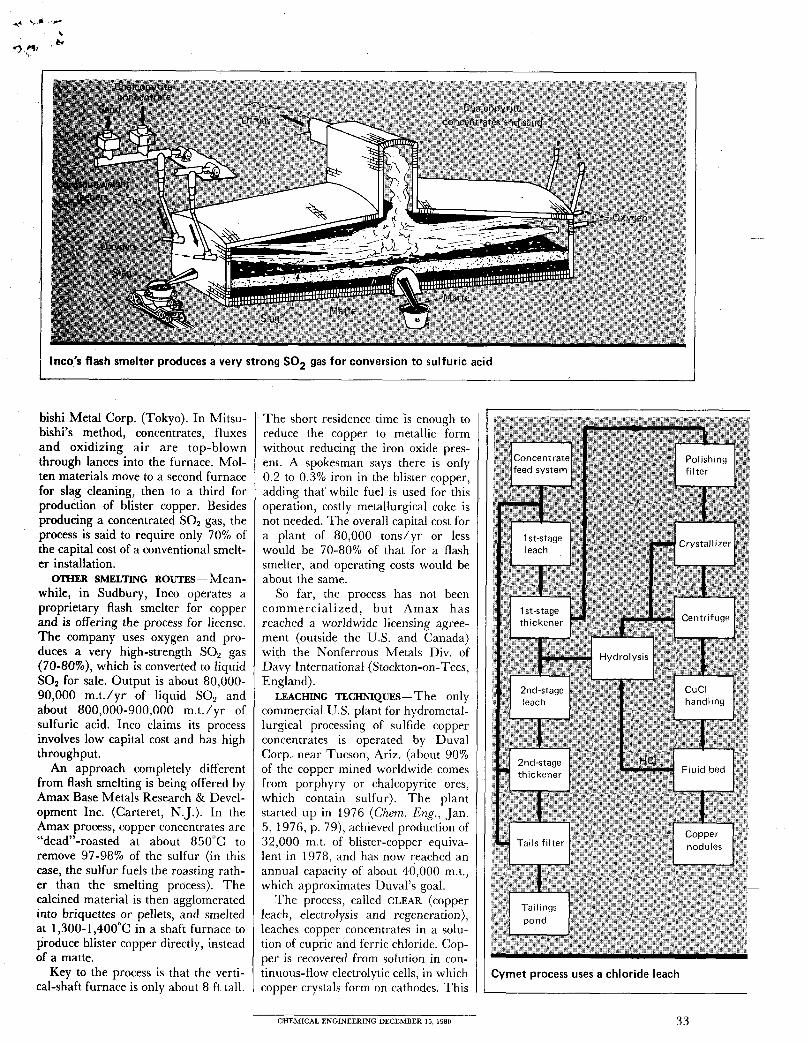
LEACHING TECHNIQUES- The only commercial U.S. plant for hydrometal- lurgical processing of sulfide copper concentrates is operated by Duval Corp. near Tucson, Ariz. (about 90% of the copper mined worldwide comes from porphyry or chalcopyrite ores, which contain sulfur). T h e plant started up in 1976 (Chem. Eng., Jan. 5, 1976, p. 79), achieved production of 32,000 m.t. of blister-copper equiva- lent in 1978, and has now reached an annual capacity of about 40,000 m.t., which approximates Duval’s goal.
The process, called CLEAR (copper leach, electrolysis and regeneration), leaches copper concentrates in a solu- tion of cupric and ferric chloride. Cop- per is recovered from solution in con- tinuous-flow electrolytic cells, in which copper crystals form on cathodes. This
CHEMICAL ENGINEERING DECEMBER 15, 1980
Cymet process uses a chloride leach
33

For Synfuels or Combustion. . Only Fuller offers Interfaced Systems
to solve Coal Process Problems There are two ways to engineer your liquefaction,
gasification or combustion-boiler project. You can select the ancillary systems on a piecemeal basis and take your chances on their compatibility.. .or you can call on Fuller Company.
Fuller engineers take an integrated approach to coal process applications because they work with both the necessary technological expertise and hardware. Ball, rod and roller mills for grinding and
pulverizing.. .fluidized bed dryersfor raw coal prep- aration.. . the famous Fuller-Kinyon pump for con- veying and distribution .. .air pollution control sys- tems for maintaining air quality. ..wet carriers for bottom ash removal . . .p ressure tanks for fly ash handling.. .ash coolers and dustless unloaders. All of these form compatible, field-proven systems.
Let us show you how interfaced Fuller systems can make your coal process work better.
FULLER COMPANY A GATX COMPANY
P.O. BOX 2040, BETHLEHEM. PENNSYLVANIA 7 8 0 0 1 U.S.A.
COMPANIES IN
PARIS, FRANCE 0 LONDON. ENGLAND 0 SAN SEBASTIAN, SPAIN 0 TORONTO AND MONTREAL, CANADA SYDNEY, AUSTRALIA 0 S A 0 PAULO, BRAZIL 0 JOHANNESBURG. SOUTH AFRICA 0 DUSSELDORF, WEST GERMANY
Circle 938 on Reader Service Card

copper, the equivalent of blister, is shipped for melting and electrorefin- ing. Elemental sulfur is recovered as a by product.
More work still needs to be done on the process, and it is not yet ready for license, says a company spokesman, who nevertheless declines. to say whether the operation is profitable. However, he asserts that “we believe we have a viable process and we expect that at some time in the future we will have something that is compet- itive with a new smelter.”
Not far from the Duval plant, Cyprus Mines Corp. is taking another look at its Cymet process, following the acquisition of Cyprus by Standard Oil Co. (Indiana) in 1979. The company has just restarted the 12-ton/d (con- centrates) pilot plant* and plans to run it for about six months. A company spokesman says a decision will proba-
*Cyprus started up its pilot plant in 1975, but has made extensive process changes in the intervening Y-.
bly be made next summer on whether or not to build a commercial plant.
In the Cymet process, sulfide con- centrates are leached in two steps in a chloride solution and crystallized to obtain cuprous chloride crystals (ele- mental sulfur is removed during the process). The crystals are reacted with hydrogen in a fluidized bed of sand to form hydrogen chloride, while the copper clings to the sand particles. Copper is obtained by melting the agglomerate in a furnace ( C h a . Eng., Nov. 7, pp. 58-60). Potential commer- cial advantages are relatively low capi- tal and operating costs. Energy con- sumption is said to be low because the hydrometallurgical steps are done at atmospheric pressure and low temper- atures, and hydrogen reduction is used rather than electrowinning.
A process said to produce electrolyt- ic copper for less energy than that needed by conventional processes, and that also generates elemental sulfur as
a byproduct, has been patented by Envirotech Research Center (Salt Lake City). Called ElectroSlurry, it uses a special “stirred ball mill” to grind slurried chalcopyrite concentrate to a fine 2-3 pm, then reacts the pudding-like product with an acidic copper sulfate solution to separate the ore’s iron content, which goes into the liquor as iron sulfate.
In a conventional electrolytic pro- cess, iron is undesirable because it etches copper from the cathode. In the case of ElectroSlurry, it is part of the standard copper sulfate-sulfuric acid electrolyte.
The iron is oxidized to ferric iron and this oxidizing agent leaches copper from the copper sulfide for deposition on the cathode. Elemental sulfur is recovered simultaneously.
Current density in the cell is 60- 100 amp/ft*, vs. 15-20 amp/ft2 for a con- ventional process, so copper deposition is faster. Yet energy consumption is said to be lower because ferric iron production takes less voltage. Enviro- tech is seeking an industrial partner to share the cost of a demonstration plant.
No such plans lie ahead for Ana- conda’s Arbiter process, which the company has been working on for the past six years. The route, based on leaching with gaseous oxygen and an aqueous-ammonia/ammonium-sul- fate solution, was shelved more than three years ago because of high operat- ing costs and assorted mechanical problems. In past test-runs, says a company spokesman, much of the anode copper produced was not pure enough and had to be fed back into the smelter.
However, hydrometallurgy does have a future in heap or vat-leaching of low-grade, oxidized ores. Milton Wadsworth, associate dean of the Col- lege of Mines at the University of Utah (Salt Lake City), estimates that 12-15% of the U.S.’s copper produc- tion is obtained this way.
Holmes & Narver Inc. (Orange, Calif.) has patented a process called “thin-layer” leaching, which produces cathode copper by leaching thin layers of ore with strong sulfuric acid. This is followed by solvent extraction and tlectrowinning. Sociedad Minera Pu- iahuel Ltda. is now starting up the First commercial plant, located near Santiago, Chile.
Gerald Parkinson
CHEMICAL ENGINEERING DECEMBER 15,1980 35 i