screening and cleaning of pulp—a study to the …jultika.oulu.fi/files/isbn9789514284526.pdf ·...
TRANSCRIPT

ABCDEFG
UNIVERS ITY OF OULU P .O . Box 7500 F I -90014 UNIVERS ITY OF OULU F INLAND
A C T A U N I V E R S I T A T I S O U L U E N S I S
S E R I E S E D I T O R S
SCIENTIAE RERUM NATURALIUM
HUMANIORA
TECHNICA
MEDICA
SCIENTIAE RERUM SOCIALIUM
SCRIPTA ACADEMICA
OECONOMICA
EDITOR IN CHIEF
EDITORIAL SECRETARY
Professor Mikko Siponen
Professor Harri Mantila
Professor Juha Kostamovaara
Professor Olli Vuolteenaho
Senior Assistant Timo Latomaa
Communications Officer Elna Stjerna
Senior Lecturer Seppo Eriksson
Professor Olli Vuolteenaho
Publications Editor Kirsti Nurkkala
ISBN 978-951-42-8451-9 (Paperback)ISBN 978-951-42-8452-6 (PDF)ISSN 0355-3213 (Print)ISSN 1796-2226 (Online)
U N I V E R S I TAT I S O U L U E N S I SACTAC
TECHNICA
OULU 2007
C 274
Hanna Jokinen
SCREENING AND CLEANING OF PULP—A STUDY TOTHE PARAMETERS AFFECTING SEPARATION
FACULTY OF TECHNOLOGY,DEPARTMENT OF PROCESS AND ENVIRONMENTAL ENGINEERING,UNIVERSITY OF OULU
C 274
ACTA
Hanna Jokinen
C274etukansi.kesken.fm Page 1 Thursday, May 3, 2007 11:56 AM
A C T A U N I V E R S I T A T I S O U L U E N S I SC Te c h n i c a 2 7 4
HANNA JOKINEN
SCREENING AND CLEANING OF PULP—A STUDY TO THE PARAMETERS AFFECTING SEPARATION
Academic dissertation to be presented, with the assent ofthe Faculty of Technology of the University of Oulu, forpublic defence in Kajaaninsali (Auditorium L6), Linnanmaa,on June 15th, 2007, at 12 noon
OULUN YLIOPISTO, OULU 2007
Copyright © 2007Acta Univ. Oul. C 274, 2007
Supervised byProfessor Jouko NiinimäkiDoctor Ari Ämmälä
Reviewed byProfessor Jari KäyhköDoctor Kari Luukko
ISBN 978-951-42-8451-9 (Paperback)ISBN 978-951-42-8452-6 (PDF)http://herkules.oulu.fi/isbn9789514284526/ISSN 0355-3213 (Printed)ISSN 1796-2226 (Online)http://herkules.oulu.fi/issn03553213/
Cover designRaimo Ahonen
OULU UNIVERSITY PRESSOULU 2007

Jokinen, Hanna, Screening and cleaning of pulp—a study to the parameters affectingseparationFaculty of Technology, University of Oulu, P.O.Box 4000, FI-90014 University of Oulu, Finland,Department of Process and Environmental Engineering, University of Oulu, P.O.Box 4300, FI-90014 University of Oulu, Finland Acta Univ. Oul. C 274, 2007Oulu, Finland
AbstractThe objective of this thesis was to determine the effects of design, operational and furnish qualityparameters on pressure screen and hydrocyclone performance.
The general contradictory interrelationships between capacity and selectivity in pressurescreening and cleaning are commonly recognized, but deep understanding of the effects of design,operational and furnish quality parameters on the state of operation is missing.
As separation selectivity is closely dependent on thickening and pulp passage, an operation curvefor separation was applied and its application further developed to examine the parameters affectingpressure screen and hydrocyclone separation. New information was found on the geometry of thescreen plate, furnish quality parameters in pressure screen fibre fractionation, and the hydrocycloneseparation of fibres, sand and gases.
The capacity increases achieved by changes in the wire screen plate geometry were found to beachieved at the cost of separation selectivity in probability screening. The capacity of the screen platewas affected by the flow on the screen plate and through it. The hydraulic resistance both in theforward and reverse flow directions was found to be of great importance for the capacity of the screenplate. Previously unreported knowledge was found regarding the effects of wire width, height andshape.
Pressure screening capacity was found to decrease with increasing fibre length, fibre networkstrength and flocculation. Pressure screen fibre fractionation selectivity was increased by broadeningof the fibre length distribution of the feed furnish.
The furnish properties also affected the separation selectivity of fibres, sand and gases in thehydrocyclone. An increase in fibre network strength reduced the separation selectivity of thehydrocyclone separation of fibres and sand. Any increase in the specific surface area, and especiallyin the amount of fines, was found to make gas removal more challenging. It was concluded that abroader range of the specific surface distribution can increase the selectivity of fibre fractionation inthe hydrocyclone.
Knowledge of the general effects of design, operational and furnish quality parameters on theperformance of pressure screen and hydrocyclone separation was deepened as a result of this work,which provides a framework for studying these effects further in pursuit of the general objective ofmaximizing capacity and selectivity while minimizing energy and investment costs.
Keywords: capacity, deaeration, fractionation, gas removal, hydrocyclone, pressure screen,pulp passage, sand removal, selectivity, separation, thickening


5
Acknowledgements
This research work reported in this thesis was carried out at the University of Oulu, in the Fibre and Particle Engineering Laboratory and at Centre Technique du Papier (CTP) during the years of 2003-2006 as a part of the International Doctoral Programme in Pulp and Paper Science and Technology (PaPSaT). Financial support from the Ministry of Education, Metso Paper, Walter Ahlström foundation, Faculty of Technology (University of Oulu), University of Oulu Support Foundation, Emil Aaltonen Foundation, Foundation of Technical Progress (TES), and the Finnish-French Technical Science Association is gratefully acknowledged.
My sincerest thanks to my supervisor Prof. Jouko Niinimäki for encouragement, support and valuable advice during the thesis. Special thanks to Dr. Ari Ämmälä, who is always eager to have a scientific discussion on pressure screening.
I am most grateful to the reviewers of this thesis, Dr. Kari Luukko from UPM-Kymmene and Prof. Jari Käyhkö from Fibre and Paper Technology, Savonlinna. I would like to thank Mr. Malcolm Hicks for revising the English language of the manuscript. I am also grateful of the valuable comments to the papers from Mr. Jan Backman at GL&V, Dr. François Julien Saint Amand at CTP, Mr. Jukka A Virtanen and Mr. Tero Jussila from Metso Paper and Dr. Minna Rantanen at CP Kelco.
My warmest thanks to my colleagues and friends at the Fibre and Particle Engineering Laboratory. Special thanks to Mirja and Pirjo for sharing the ups and downs of research work over lunch, and to Tuomas, who so willingly helped with the computer problems. I thank the skilful laboratory technicians, especially Mr. Jarno Karvonen and Mr. Jani Österlund, who have done most of the pulp analysis.
I wish to express my thanks to my co-authors and especially to Jukka who, among everything else, introduced me to the industrial world of screening.
Finally I thank my parents, family and friends for their support and encouragement over the years. Special thanks to the whole swimming family, and especially to Tommi for all his love and support.
Jyväskylä, April 2007 Hanna Jokinen
6

7
List of original papers
This thesis consists of a literature review and the summary of the following six papers.
I Jokinen H, Ämmälä A, Virtanen JA, Lindroos K & Niinimäki J (2006) Effect of bar geometry on screen plate performance – a laboratory study on pressure screening. Nordic Pulp and Paper Research Journal 21(4): 451-459.
II Jokinen H, Karjalainen M, Niinimäki J & Ämmälä A (2007) Effect of furnish quality on pressure screen performance. Appita Journal 60(1): 35-40.
III Jokinen H, Niinimäki J & Ämmälä A (2006) The effect of an anionic polymer addition on fractionation of paper pulps. Appita Journal 59(6): 459-464.
IV Jokinen H, Niinimäki J & Ämmälä A (2003) Characteristic of pulp fractions made by pressure screen and hydrocyclone. Proceedings of the 2003 International Mechanical Pulping Conference, Quebec, Canada, 213-217.
V Yli-Viitala P, Jokinen H, Ämmälä A & Niinimäki J (in press) Hydrocyclone sand separation. Appita Journal.
VI Jokinen H, Stoor T, Yli-Viitala P, Ämmälä A & Niinimäki J (in press) Removal of air using a cleaner. Appita Journal.
The experiments in Papers I-IV and VI were designed by the present author. The present author participated in the experimental design and realization in Paper V. The results presented in Papers I-IV and VI were analysed and reported by the present author, while those in Paper V were analysed and reported together with the first author. The other authors participated in the writing of the papers by making valuable comments.
8
9
Contents
Abstract Acknowledgements 5 List of original papers 7 Contents 9 1 Introduction 11
1.1 Background ..............................................................................................11 1.2 Problems to be studied ............................................................................ 14 1.3 The hypotheses........................................................................................ 15 1.4 Initial assumptions .................................................................................. 16 1.5 Research environment............................................................................. 16 1.6 Outline of the work ................................................................................. 17
2 Performance assessment 19 2.1 Introduction to performance.................................................................... 19 2.2 Definition of capacity.............................................................................. 19 2.3 Definitions of separation efficiency and selectivity ................................ 20 2.4 Operation curve....................................................................................... 22
2.4.1 Thickening.................................................................................... 22 2.4.2 Passage of pulp............................................................................. 23
2.5 Performance assessment using operation curves proposed by the author ...................................................................................................... 25
3 Effect of design parameters 29 3.1 Screening................................................................................................. 29
3.1.1 General configuration of a pressure screen .................................. 29 3.1.2 Rotor design ................................................................................. 30 3.1.3 Screen plate design ....................................................................... 32
3.2 Cleaning .................................................................................................. 38 3.2.1 General configuration of a hydrocyclone ..................................... 40 3.2.2 Geometry of the hydrocyclone body ............................................ 41 3.2.3 Inlet and outlet orifices................................................................. 44
4 Effects of operational parameters 47 4.1 Screening................................................................................................. 47 4.2 Cleaning .................................................................................................. 51
5 Role of furnish quality parameters 55 5.1 Furnish components and their properties ................................................ 55
5.1.1 Fibres ............................................................................................ 55
10
5.1.2 Organic fines, fillers and pigments ............................................... 58 5.1.3 Components to be removed from the process............................... 61
5.2 Effects and behaviour in screening ......................................................... 64 5.2.1 Fibres ............................................................................................ 64 5.2.2 Organic fines, fillers and pigments ............................................... 70 5.2.3 Components to be removed from the process............................... 71
5.3 Effects and behaviour in cleaning ........................................................... 73 5.3.1 Fibres ............................................................................................ 73 5.3.2 Organic fines, fillers and pigments ............................................... 78 5.3.3 Components to be removed from the process............................... 80
6 Summary of author's findings 83 References 87 Original papers 101

11
1 Introduction
1.1 Background
The objectives of efficient separation unit processes are the maximizing of capacity and selectivity while minimizing energy and investment costs. The above factors, capacity, selectivity and energy and investment costs, are affected by the design and operational parameters of the equipment. They are also affected in particular by the quality of the feed furnish. The optimal design and operational parameters are very much specific to the feed furnish and application, which is an area in which insufficient information is available.
Low product prices and increased production costs are generating powerful economic pressures on the pulp and paper industry. Over-capacity in production prevents the raising of customer prices, and thus savings must be looked for throughout the process, especially in raw material, energy and investment costs.
Investment costs can be reduced principally by simplifying process designs, which is also one of the important means of cutting energy costs. With higher unit capacity the number of units of equipment in parallel or in series could be reduced, cutting down energy and investment costs. Similarly, possibilities for a consistency increase anywhere in the process would also lead to savings. New processes are being designed and constructed with an ever more critical eye for process requirements, and unit processes are left out or combined into one whenever possible. One alternative for achieving process simplification and energy savings could involve integrated sand and gas removal in the short circulation of the paper machine. In whatever way this is achieved, investment cost reduction and energy efficiency require higher performance in the separation equipment.
Fractionation and consequent selective processing (or use) of furnish components offers potential to achieve raw material and energy efficiency. The idea is to direct the right kind of fibre furnish, and only the right kind of fibre furnish, through the processing it requires and ultimately to end use, where it will generate the highest customer value. The selective processing of furnish components means that only a part of the raw material is processed, e.g. refining or dispersion is performed only on the long-fibre part of the furnish. Optimally, this would reduce the quantity and size of processing equipment and thus the energy and investment costs. Fractionation and selective processing are currently

12
exploited in the mechanical and OCC (old corrugated container) pulping processes, but advantages have also been reported in other applications, Table 1. These advantages seem to be specific to furnish quality, applications and experimental arrangements. The most important prerequisite for advantage gains, however, is that the separation should be performed efficiently enough not to lose the energy or investment saving to fractionation.

13
Table 1. A summary of results achieved by selective treatment of fractions.
Result Reported by Energy considerations
Energy savings through selective refining of fractionsFranzen & Li 1985, Cullichi 1989, Kohrs &Selder 1991, Wood 1991, Musselmann 1993, Nazhad & Sodtivarakul 2004, Shagaev & Bergstöm 2005
No energy savings through selective refining of fractions
Meltzer 1998
Energy savings through selective flotation of fractions
Eul & Suess 1990
Energy savings and a reduction in machine size through selective dispersion of the long-fibre fraction in the DIP line
Aregger et al. 2006
Energy savings, quality improvements and decreased chemical costs through selective bleaching of fractions.
Floccia & Voillot 1996
Quality considerations Quality improvements through selective refining of fractions
Kohrs & Selder 1991, Wood 1991, Musselmann 1993, Sandberg et al. 1997, Kure et al. 1999, Koskenhely et al. 2005
No quality improvements through selective refining of fractions
Sloane 1998, Meltzer 1998, Nazhad & Awadel-Karim 1999, Nazhad & Sodtivarakul 2004
Quality improvements through separate refining of screen and cyclone rejects
Sandberg et al. 2001, Hammar & Ottestam 2001
No quality improvements through separate bleaching of fines and fibres
Allison & Graham 1989
Quality improvements through multilayered sheet structure (pulp fractions in the individual layers)
Häggblom-Ahnger et al. 1995, Häggblom-Ahnger & Hautala 1996, Meltzer 1998, Vollmer 1999, Tubek-Lindblom & Salmén 2003
Improvements in ray cell quality by selective treatment of hydrocyclone rejects
Wood et al. 1999, Westermark & Capretti 1988
Quality improvements through selective flotation of fractions
Eul et al. 1991
Raw material considerations Reduction of long fibre losses through selective flotation of fractions
Eul et al. 1991
Increased homogeneity of pulp through selective treatment of fractions
Nazhad & Sodtivarakul 2004, Shagaev & Bergstöm 2005, El-Sharkawy et al. 2005
Possible savings through replacing softwood pulp with the pressure screen accept from bagasse pulp
El-Sharkawy et al. 2005
Other considerations Cost savings through high kappa number grocery bag production by means of stock fractionation
Dobbins 1978
Potential benefits by separate bleaching of pulp fractions enriched in earlywood and latewood fibres
Brannvall et al. 2005

14
The design, operational and furnish quality parameters determine the state of operation of the separation equipment, in which the selectivity of separation increases with increasing thickening, which in general is an indication of decreasing capacity. The objective of this thesis is to determine the effects of design, operational and furnish quality parameters on the performance of the pressure screen and hydrocyclone.
1.2 Problems to be studied
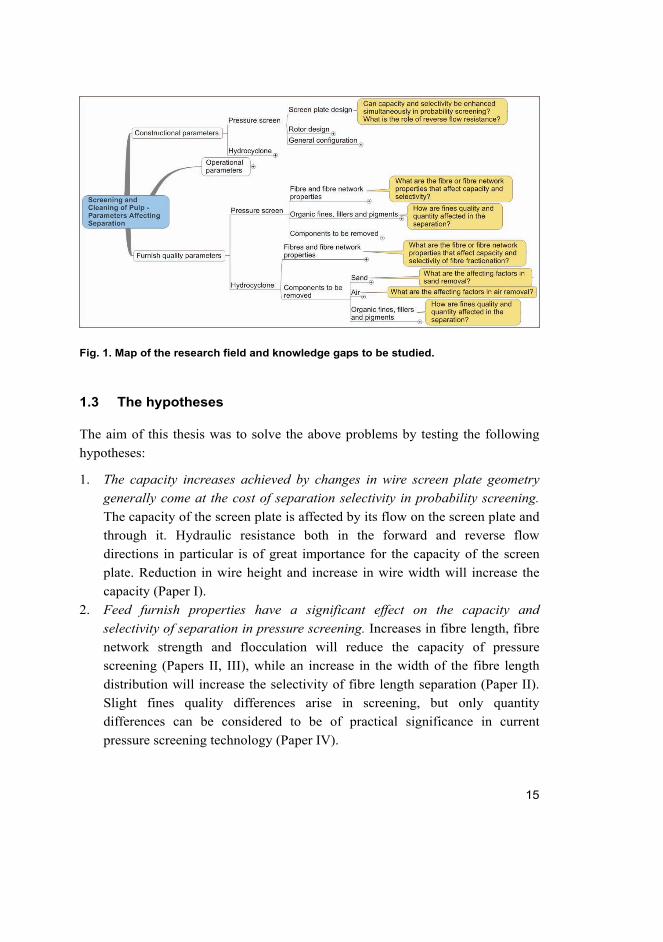
The general contradictory interrelationships between capacity and selectivity in pressure screening and cleaning are commonly recognized, but knowledge of the effects of design, operational and furnish quality parameters on the state of operation is mostly based on practical experiences, without deeper understanding of the subject. The map in Fig. 1 depicts the research field to be studied and the most important knowledge gaps within.
Design and operational parameters have been widely studied, and their effects on either capacity or selectivity have been considered. Capacity and selectivity are likewise important for the overall performance of the separation process and very much dependent on each other, therefore simultaneous consideration would be valuable.
Pressure screening and cleaning are used for a number of different kinds of furnishes, some of which are known to require more screen plate area and cleaner capacity than others. Certain furnishes are more challenging to process than others, whether it is a question of fractionation or contaminant removal, and information is still lacking on the reasons for the furnish quality effects and their extent, which are important when considering the development of equipment or separation processes.
15
Fig. 1. Map of the research field and knowledge gaps to be studied.
1.3 The hypotheses
The aim of this thesis was to solve the above problems by testing the following hypotheses:
1. The capacity increases achieved by changes in wire screen plate geometry generally come at the cost of separation selectivity in probability screening. The capacity of the screen plate is affected by its flow on the screen plate and through it. Hydraulic resistance both in the forward and reverse flow directions in particular is of great importance for the capacity of the screen plate. Reduction in wire height and increase in wire width will increase the capacity (Paper I).
2. Feed furnish properties have a significant effect on the capacity and selectivity of separation in pressure screening. Increases in fibre length, fibre network strength and flocculation will reduce the capacity of pressure screening (Papers II, III), while an increase in the width of the fibre length distribution will increase the selectivity of fibre length separation (Paper II). Slight fines quality differences arise in screening, but only quantity differences can be considered to be of practical significance in current pressure screening technology (Paper IV).

16
3. The capacity and selectivity of hydrocyclone separation are affected considerably by furnish quality parameters. An increase in fibre network strength will reduce the selectivity of the hydrocyclone separation of fibres (Paper III) and sand (Paper V), while an increase in the width of the specific surface distribution will increase hydrocyclone separation selectivity (Paper III). A greater specific surface area of the furnish will reduce gas removal in hydrocyclone separation (Paper VI). Fines quality differences can be achieved in cleaning (Paper IV) when the feed furnish includes a great enough heterogeneity of fines.
1.4 Initial assumptions
The research presented in this thesis is of an empirical nature, and for practical reasons, some assumptions have to be made in order to generalise from the results. It was assumed initially that the separation equipment is functioning under conditions where its operation is within or only slightly outside the range for which it has been designed. This implies that phenomena that might possibly occur if the screening or cleaning equipment were run under abnormal conditions (e.g. close to plugging of the screen / cleaner, at a very low / high consistency, or with a very high pressure drop) will not be taken into consideration.
The pressure screening studies are limited to examining probability screening phenomena occurring in slotted screens. The simplicity of barrier screening (Gooding & Kerekes 1989a), in which particles are separated on the basis of their physical inability to pass through the screen plate apertures, allows it to be bypassed in this study. Some fundamental differences have also been noted between screening mechanisms depending on whether a smooth hole or a contoured slotted screen plate is used (Olson 2001), and therefore the results can be said to apply only to slot screening.
1.5 Research environment
A pulp suspension is a very heterogeneous mixture of water, fibres, fines, fillers, debris, gas and chemicals, and the interactions between these components, fibre network effects and complicated flow fields make the separation phenomena too complex to be resolved theoretically. Consequently experimental work is
17
required. The present experiments were carried out in the form of laboratory and pilot-scale tests.
The effect of wire geometry on screen plate performance was studied on a laboratory scale using small sections of industrial-sized screen baskets (Paper I). The effects of furnish quality (Paper II) and fibre network strength (Papers II-III) on pressure screen and hydrocyclone performance were studied using a small laboratory-sized pressure screening pilot at the University of Oulu. The characteristics of LWC (light weight coated) furnish fractions (Paper IV) were studied using a pressure screen in a small mill-scale range at the pilot plant at University of Oulu.
All the hydrocyclone experiments (Papers III-VI) were conducted using industrial-sized hydrocyclones in the laboratory and pilot-scale stock preparation pilot plants at the University of Oulu.
The furnishes used in all the laboratory and pilot-scale experiments were acquired in a wet state (at consistencies of 1-3%) from Finnish pulp and paper mills. Dilutions were made using tap water, and the temperature range in most of the experiments was lower than in a typical industrial process. These differences are not considered to have any significant influence on the results, as only qualitative results can be adapted to a mill scale. The experimental set-ups and process conditions in the laboratory and pilot-scale experiments are presented in more detail in the accompanying papers.
1.6 Outline of the work
The first chapter of this thesis describes the problem to be investigated, states the hypotheses and presents the research environment and an outline of the work. The methods used to assess the capacity and selectivity of separation are discussed in the second chapter, and the grounds to use an operation curve are given. The forming of an operation curve is suggested as an appropriate method for studying the effects of design, operational and furnish quality parameters on separation processes.
The third and fourth chapters examine the effects of design and operational parameters on screening and cleaning, while the fifth chapter describes the furnish as a heterogeneous mixture of components and discusses the behaviour and effects of the individual pulp components in screening and cleaning. The components are considered separately and the effects of fibre properties, the behaviour of fines, fillers and pigments and the separation of the most common

18
harmful components are discussed. The harmful components taken into consideration include stickies, sand and gases, which are removed from the process after separation. The most important findings of the author are summarised in chapter six.

19
2 Performance assessment
2.1 Introduction to performance
When considering the effect of any design, operational or furnish quality parameter on the separation equipment there are two factors of interest related to the performance of the separation process: 1) the capacity and 2) the selectivity of classification. Although there are several ways of expressing capacity in separation processes, it is typically considered without any criteria for accept or reject pulp quality. As capacity and selectivity are known to be negatively interdependent (Gooding & Kerekes 1989b, Bliss & Vitori 1992, Heise 1992, Dulude 1994, Tangsaghasaksri & Göttsching 1994b), it is essential to consider them simultaneously.
The definitions and most commonly used methods for assessing the capacity and selectivity of separation equipment are stated and discussed briefly in this chapter, after which the concept of operation curve is presented, with considerations of its advantages and shortcomings. It is suggested here that this is the most useful tool available for assessing separation equipment performance, because of its ability to simplify the selectivity-capacity relation to one graph.
2.2 Definition of capacity
The amount of pulp suspension a separation process can handle, i.e. its capacity, is important when considering the number and size of units needed and thus the investment costs. Although hydraulic capacity has to be considered, it is in general the flow of the solids in the suspension that is of most interest rather than the volumetric flow. Thus the capacity of separation equipment is defined in its simplest form as the dry mass flow rate of the accept flow, Eq. 1. The form of this is independent of the quality of separation. Capacity is calculated as follows:
A A Am V c= && , (1)
where
m& is the mass flow rate [g/s], V& is the volumetric flow rate [l/s], c is the consistency [g/l], Subscript A refers to the accept fraction.

20
2.3 Definitions of separation efficiency and selectivity
Separation efficiency is an important parameter for estimating the quality achieved, and thus the number of separation stages needed. The separation efficiency of screening and cleaning processes has been studied in the literature in several ways, the most common of which are presented here.
General removal efficiency (ER) is the most common way of assessing the separation result (e.g. Hooper 1987, Schmidt 1989, Dumdie 1991, Goosney 1993, Dulude 1994), Eq. 2. It is useful because it defines the percentage of a component removed during separation. This is an important figure in the case of contaminant removal, and thus it is also used in Paper V.
ER also has some drawbacks, however. Although it indicates the ability to reject one component, it does not take into account the ability to accept others, and therefore does not indicate accept quality or the degree of selective separation (Olson 2001). Removal efficiency is directly dependent on the mass reject rate of the separation, and a process may even have a high removal efficiency value, in a case where no selective separation has occurred (i.e. the content of the component in reject flow is equal to that in the feed flow).
100% 100%R R RR m
F F F
m C CE RR
m C C⎛ ⎞
= ⋅ = ⋅⎜ ⎟⎝ ⎠
&
&, (2)
where
ER is the removal efficiency [%], m& is the mass flow rate [g/s], C is the content of a given component [%], RRm is the reject rate by mass [-], Subscript R refers to the reject fraction, Subscript F refers to the feed.
The simplest way of examining separation efficiency is to compare the quality of the accept (or reject) flows directly, as is done in Paper I, for example. In terms of absolute quality, this approach is a clear one, but takes into account the quality of only one or other of the fractions. Examining accept quality is also useful in cases when mass balance calculation is not accurate, e.g. when image analysis is used to determine the stickies content or ERIC (Effectual Residual Ink Concentration) values as an indicator of ink content or when break down of contaminant occurs.
Cleanliness efficiency (EC), Eq. 3, is another metric for assessing the separation result that is in common use (Bliss & Vitori 1992, Frejborg F 1987,

21
Greenwood et al. 1986, Julien Saint Amand et al. 2002, Ouellet et al. 2003). EC is superior to ER in the sense that it is not directly dependent on the reject rate (Nelson 1981) and yet it compares the accept quality with that of the feed furnish. Similarly to ER, however, EC considers only one of the fractions, i.e. the accept fraction. The cleanliness efficiency is calculated as follows:
100%F AC
F
C CE
C−
= ⋅ , (3)
where
EC is the cleanliness efficiency [%], C is the content of a given component [%], Subscript A refers to the accept fraction, Subscript R refers to the reject fraction, Subscript F refers to the feed.
Nelson (1981) introduced the screening quotient as a parameter to describe separation selectivity. Eq. 4, more commonly called the Q-index (Paper V), fractionation index (FI) (Paper III) or selectivity is not dependent on the reject rate. The Q-index also considers the quality of both the accept and reject fractions. A selectivity formula with a similar kind of philosophy behind it was presented earlier by Wahren (1979), but did not pass into widespread use. The Q-index compares the contents, Eq. 4 (Nelson 1981), or average properties (e.g. average fibre length or Canadian standard freeness (CSF)), Eq. 5 (Karnis 1997), of the accept and reject flows and represents the separation selectivity on a scale of 0 to 1, from none to perfect separation. Q-indices are widely used in pulp screening (e.g. Gooding & Kerekes 1989, Dumdie 1991, Goosney 1993, Wakelin & Corson 1995) and cleaning (e.g. Karnis 1982, 1997, Park et al. 2005, Papers III, V). The Q-index introduced by Nelson (1981) and the Q-index introduced by Karnis (1997) are calculated as follows:
1 IN
II
CQ
C= − 0 1NQ< < , (4)
1 IK
II
XQ
X= − 0 1KQ< < , (5)
where
QN is the Q-index by Nelson, QK is the Q-index by Karnis, C is the content of a given component [%], X refers to a quality property (e.g. fibre length or CSF),

22
I, II refer to the accept and reject fractions, which have to be chosen in such a way that fraction I has the smaller numerical value, otherwise fractionation index assumes negative values.
QN and ER are linked by Eq. 6 (Nelson 1981), which is useful for intrapolating and extrapolating data to different RRm’s for comparability purposes, although such modelling assumes that QN remains constant with a change in RRm. Since this assumption is often not true, the modelling should be done with care. Despite this, curves for separation vs. RRm based on Eq. 6 are perhaps the most common way of presenting separation efficiency results in the screening and cleaning literature (e.g. Drolet & Grenier 1982, Göttsching et al. 1973, Gullichsen et al. 1985, Greenwood et al. 1986, Siewert et al. 1989, Dumdie 1991, Gavelin & Backman 1991, Ora et al. 1993, Goosney 1993, Paper V).
1m
RN N m
RRE
Q Q RR=
− + ⋅, (6)
where
ER is the removal efficiency, RRm is the reject rate by mass, QN is the Q-index by Nelson.
The Q-index has been chosen here for several reasons. It considers the quality of both fractions, it allows modelling of pulp quality properties such as average fibre length or CSF and not only the content of a pulp component. The Q-index is also well-known and has been applied to both screening and hydrocyclone research. It is also one of the two tools used to form the operation curve for a separation process, as presented in the following section.
2.4 Operation curve
2.4.1 Thickening
Consistency changes, i.e. thickening, occur in all forms of pulp suspension separation equipment, because of the divergent behaviour of water and solids. Thickening is necessary for separation to occur, and can be used as an indicator of capacity and selectivity changes. Fundamentally, the reject thickening factor (RTF) in Eq. 7 is reject consistency normalized using the feed consistency. In
23
general, the more thickening occurs, the lower is the capacity of separation but higher the selectivity.
The advantage of using RTF rather than Eq. 1 for capacity comparisons is that it provides a simultaneous indication of the relative selectivity of separation. There is a limitation to the use of RTF to assess capacity, however, namely that the volumetric flow rates and feed consistencies have to be equal between the test points in order to make direct capacity comparisons. The RTF is calculated as follows:
Cm
CV
RRRRTFRRF
= = , (7)
where
RTF is the reject thickening factor [-], RRm is the mass reject rate [%], RRV is the volumetric reject rate [%], c is the pulp consistency [%], Subscript F refers to the feed flow, Subscript R refers to the reject flow.
2.4.2 Passage of pulp
The limitations of RTF mean that another tool for capacity assessment is needed. The pulp passage ratio (Pp), Eq. 8, has the power of indicating separation selectivity without the limitation of a constant RRV. Freedom from this limitation is very important, because divergence in volumetric flow split is frequent among test points, as the volumetric flow split naturally alters with changes in some of the operational or design parameters, or even automatically as a result of dilution. The passage ratio is calculated as follows:
loglog
mp
V
RRP
RR= 0 1Pp< < , (8)
where
Pp is the passage ratio of pulp, RRm is the reject rate by mass [-], RRV is the reject rate by volume [-].
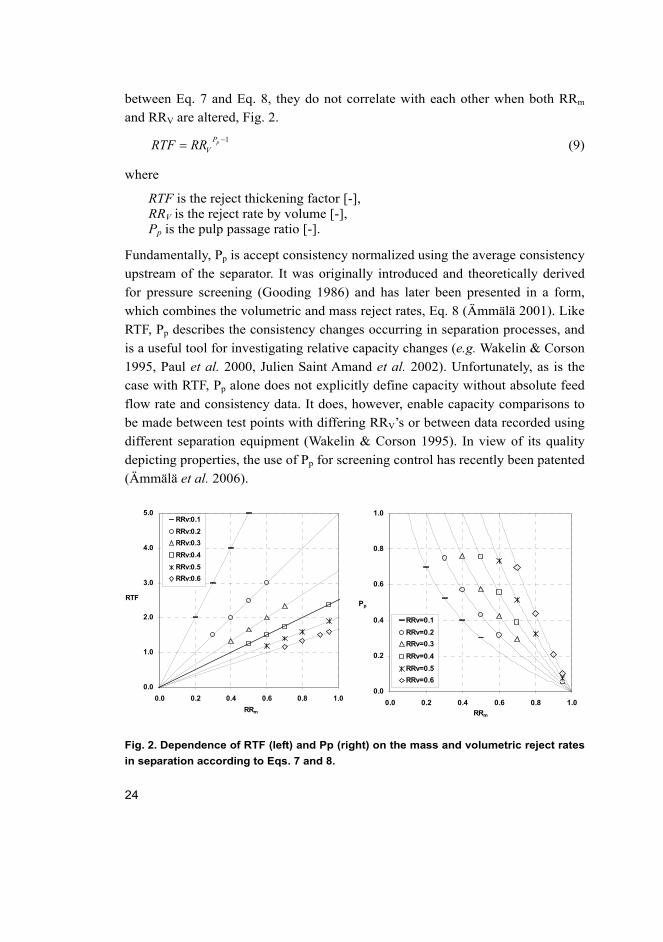
The relation of Pp to RTF is seen in Eq. 9 (Gooding & Kerekes 1989b) and those of Pp (Eq. 8) and RTF (Eq. 7) to RRm and RRV in Fig. 2. Despite the similarity
24
between Eq. 7 and Eq. 8, they do not correlate with each other when both RRm and RRV are altered, Fig. 2.
1pPVRTF RR −= (9)
where
RTF is the reject thickening factor [-], RRV is the reject rate by volume [-], Pp is the pulp passage ratio [-].
Fundamentally, Pp is accept consistency normalized using the average consistency upstream of the separator. It was originally introduced and theoretically derived for pressure screening (Gooding 1986) and has later been presented in a form, which combines the volumetric and mass reject rates, Eq. 8 (Ämmälä 2001). Like RTF, Pp describes the consistency changes occurring in separation processes, and is a useful tool for investigating relative capacity changes (e.g. Wakelin & Corson 1995, Paul et al. 2000, Julien Saint Amand et al. 2002). Unfortunately, as is the case with RTF, Pp alone does not explicitly define capacity without absolute feed flow rate and consistency data. It does, however, enable capacity comparisons to be made between test points with differing RRV’s or between data recorded using different separation equipment (Wakelin & Corson 1995). In view of its quality depicting properties, the use of Pp for screening control has recently been patented (Ämmälä et al. 2006).
Fig. 2. Dependence of RTF (left) and Pp (right) on the mass and volumetric reject rates in separation according to Eqs. 7 and 8.
0.0
1.0
2.0
3.0
4.0
5.0
0.0 0.2 0.4 0.6 0.8 1.0RRm
RTF
RRv:0.1RRv:0.2RRv:0.3RRv:0.4RRv:0.5RRv:0.6
0.0
0.2
0.4
0.6
0.8
1.0
0.0 0.2 0.4 0.6 0.8 1.0RRm
Pp
RRv=0.1RRv=0.2RRv=0.3RRv=0.4RRv=0.5RRv=0.6
25
Although the Pp was originally introduced for screening, it was observed in the present author’s Master’s thesis to be useful for depicting hydrocyclone operation (Jokinen 2002), and it can also be assumed to model particle separation in other equipment such as wire washers or disc filters. The use of Pp to model hydrocyclones has not been theoretically verified, however. Besides indicating capacity, the Pp can be used to indicate the operation point of a separation process, as it describes the probability of pulp passing into the accept flow. The lower the passage probability, the more selection will occur and the larger will be the differences between the fractions.
2.5 Performance assessment using operation curves proposed by the author
As separation selectivity is closely related to the consistency changes occurring in the process and thus to capacity, the aim here is to examine these two factors in unison when studying the effects of design, operational or furnish quality variables. As thickening or pulp passage can only indicate capacity and not define it, the most useful means of accomplishing the latter is to use the operation curves of separation, in which selectivity increases with any increase in thickening or decrease in pulp passage.
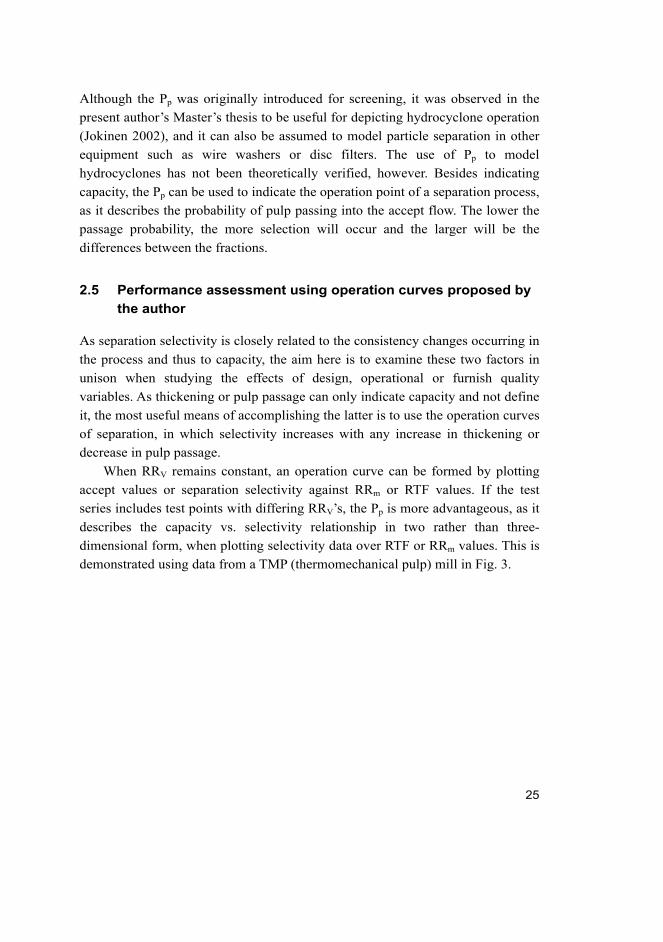
When RRV remains constant, an operation curve can be formed by plotting accept values or separation selectivity against RRm or RTF values. If the test series includes test points with differing RRV’s, the Pp is more advantageous, as it describes the capacity vs. selectivity relationship in two rather than three-dimensional form, when plotting selectivity data over RTF or RRm values. This is demonstrated using data from a TMP (thermomechanical pulp) mill in Fig. 3.

26
Fig. 3. The same fractionation selectivity data as a function of RTF and Pp at two volumetric reject rates. Results modelled from TMP mill data presented by Ämmälä (2001).
The present author suggests that for each furnish, the design and operational parameters chosen determine the state of operation. Changes in these parameters can be considered to form a set of operation curves in which the selectivity of separation increases with thickening, and thus decreasing capacity. Each feed furnish or quality property examined naturally forms its own operation curve. This idea, which is based on summarising prior literature as well as on results presented in this thesis is presented in Fig. 4.
The design and operational parameters all affect the point on the operation curve and thus the separation selectivity in a way presented in Fig. 4. These operation curves show that separation is a compromise between capacity and separation efficiency. The use of operation curves, however, allows the possibility to examine whether it is merely the state of separation that has been altered, e.g. with equipment of a new design, or whether a simultaneous increase in capacity and selectivity has been achieved. When a simultaneous increase has been achieved (i.e. higher selectivity at an equivalent pulp passage), a new operation curve is formed above the others.
It is difficult to increase both capacity and selectivity simultaneously when processing a given furnish, but certainly not impossible. Different furnishes form their own selectivity curves, and the effects of the key pulp properties are discussed in Chapter 5. In general (with the exception of consistency in a hydrocyclone), a change in operational parameters will move the operation point
0.0
0.2
0.4
0.6
0.8
1.0
0.0 0.2 0.4 0.6 0.8 1.0
Pp
QC
SF
RRV=20%RRv=35%
0.0
0.2
0.4
0.6
0.8
1.0
1.0 1.2 1.4 1.6 1.8 2.0 2.2 2.4
RTF
QC
SF
RRv=35%RRV=20%

27
along the operation curve and no simultaneous increase of selectivity and capacity will be achieved. A simultaneous increase is however possible using design parameters if they induce a true change in the separation mechanism not only a change in thickening or pulp passage. This happens when probability screening is changed for barrier screening, for example. The difficulty of achieving a simultaneous increase in both capacity and separation selectivity is due to the fact that the parameters which improve the passage probability of pulp in general also tend to increase the passage of the component to be removed, thus reducing the separation selectivity (Julien Saint Amand & Perrin 2000). Even though a simultaneous increase is difficult to attain, an understanding of the effects of variables on the operation point of separation is itself a valuable asset for controlling the outcome of the process.
Fig. 4. The design and operational parameters affect the operation point of separation obtained for a given feed furnish. Each furnish forms its own operation curve. The figure is based on the authors analysis of the prior literature as well as the author's own results.
The factors affecting the performance of separation equipment have been divided into design, operational and furnish quality parameters (Yu & DeFoe 1994, Walmsley & Weeds 1998). The effects of each of these on pressure screen and hydrocyclone performance will be examined in Chapters 3-5 using operation curves.
0.0
0.2
0.4
0.6
0.8
1.0
0.0 0.2 0.4 0.6 0.8 1.0Pp
Q
Furnish qualityparameters
Designparameters
Operationalparameters
Operation point of separation
Selectivity
Relative capacity
28

29
3 Effect of design parameters
3.1 Screening
The pressure screen is a pressurised piece of equipment designed to constitute a mechanical barrier that continuously divides a fibre suspension into two or more flows with different properties, separates the material according to particle size.
Pressure screens were first introduced onto the market in the 1940’s (Halonen & Ljokkoi 1989) or 1950’s (Healy 1989) to replace the preceding technology that employed vibratory screens and unpressurized ‘centrifugal screens’ (LeBlanc 1977). Their structure has evolved since then, but the basic concept remains. Pressure screens including multiple stages in one shell were introduced in the late 1990’s (e.g. Bohn et al. 1999).
Literature reviews on the subject of pressure screen design parameters, consisting of the general configuration of the screening device, rotor design and the geometry of the screen plate, have been published by Niinimäki (1998) and Ämmälä (2001). These design parameters have mostly been found to affect the point on the operation curve, i.e. the compromise between the capacity and efficiency of screening, in one direction or another (Ämmälä 2001).
3.1.1 General configuration of a pressure screen
The general configuration of the screening device has been considered to be of lesser importance, with far fewer literature references. According to Karnis (1982), the functioning of a screening device is independent of its geometry, and similarly the direction of pressure screen feed – axial or tangential – has not been found to have any significant influence on either screening efficiency or capacity (Niinimäki et al. 1996), although a feed chamber that is too small in volume may lead to a significant decrease in the capacity of an axially fed pressure screen (Ämmälä et al. 1999a, 1999b). The power consumption of an axially fed screen has been found to be slightly higher than that of a tangentially fed one (Hourula et al.1996), but this is compensated for by the lower pumping power needed.
30
3.1.2 Rotor design
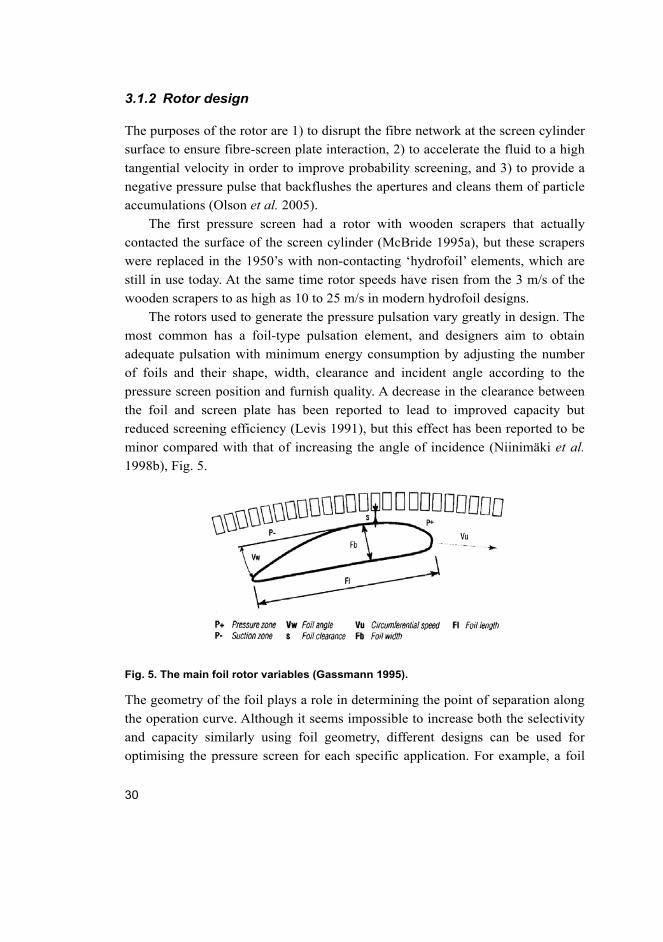
The purposes of the rotor are 1) to disrupt the fibre network at the screen cylinder surface to ensure fibre-screen plate interaction, 2) to accelerate the fluid to a high tangential velocity in order to improve probability screening, and 3) to provide a negative pressure pulse that backflushes the apertures and cleans them of particle accumulations (Olson et al. 2005).
The first pressure screen had a rotor with wooden scrapers that actually contacted the surface of the screen cylinder (McBride 1995a), but these scrapers were replaced in the 1950’s with non-contacting ‘hydrofoil’ elements, which are still in use today. At the same time rotor speeds have risen from the 3 m/s of the wooden scrapers to as high as 10 to 25 m/s in modern hydrofoil designs.
The rotors used to generate the pressure pulsation vary greatly in design. The most common has a foil-type pulsation element, and designers aim to obtain adequate pulsation with minimum energy consumption by adjusting the number of foils and their shape, width, clearance and incident angle according to the pressure screen position and furnish quality. A decrease in the clearance between the foil and screen plate has been reported to lead to improved capacity but reduced screening efficiency (Levis 1991), but this effect has been reported to be minor compared with that of increasing the angle of incidence (Niinimäki et al. 1998b), Fig. 5.
Fig. 5. The main foil rotor variables (Gassmann 1995).
The geometry of the foil plays a role in determining the point of separation along the operation curve. Although it seems impossible to increase both the selectivity and capacity similarly using foil geometry, different designs can be used for optimising the pressure screen for each specific application. For example, a foil
31
that provides a long suction pulse with a strong response to foil velocity changes could be preferred in an application where the operation point is adjusted using the rotor frequency (Lindroos & Puro 2006). The width of the foil can be used to control reject thickening, which is related to the ratio of the duration of the positive pulse to that of the negative pulse in each pulsation cycle. The greater this ratio is, the more probable it is that the reject will tend to thicken (Yu 1994), thus reducing capacity. For this reason the powerful suction pulses brought about by wider foils, which avert reject thickening, are used in HC (high consistency, >3%) applications. The greater the ratio of the rotor speed to the pulp speed (the less co-rotation), the stronger the suction pulse will be. These effects are reported to explain most of the differences observed between the types of rotor.
Summary of the effects of rotor design
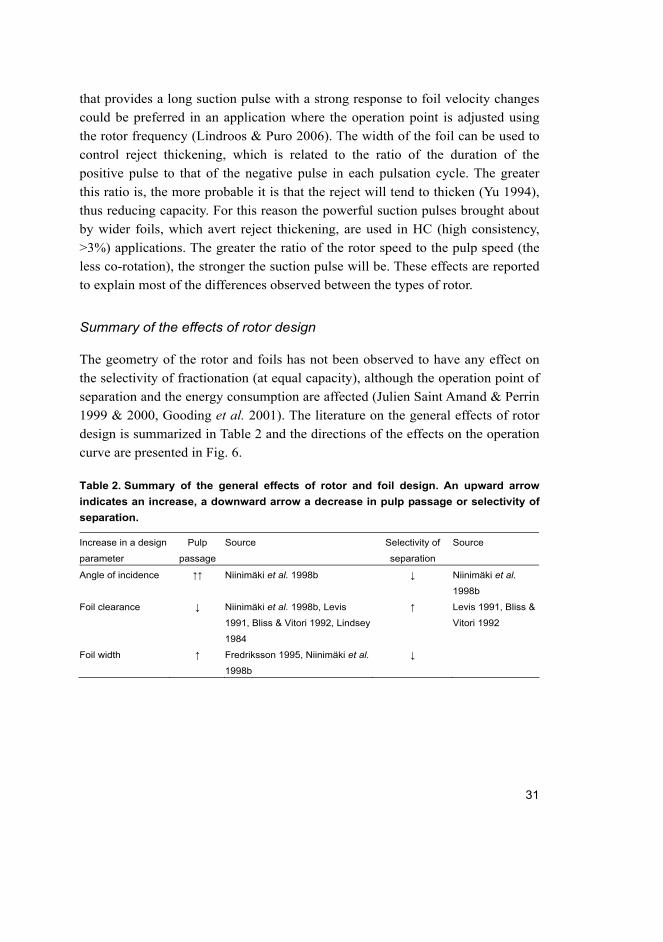
The geometry of the rotor and foils has not been observed to have any effect on the selectivity of fractionation (at equal capacity), although the operation point of separation and the energy consumption are affected (Julien Saint Amand & Perrin 1999 & 2000, Gooding et al. 2001). The literature on the general effects of rotor design is summarized in Table 2 and the directions of the effects on the operation curve are presented in Fig. 6.
Table 2. Summary of the general effects of rotor and foil design. An upward arrow indicates an increase, a downward arrow a decrease in pulp passage or selectivity of separation.
Increase in a design
parameter
Pulp
passage
Source Selectivity of
separation
Source
Angle of incidence ↑↑ Niinimäki et al. 1998b ↓ Niinimäki et al.
1998b
Foil clearance ↓ Niinimäki et al. 1998b, Levis
1991, Bliss & Vitori 1992, Lindsey
1984
↑ Levis 1991, Bliss &
Vitori 1992
Foil width ↑ Fredriksson 1995, Niinimäki et al.
1998b
↓
32
Fig. 6. Author's summary of the effects of rotor design on the operation curve of separation based on previous literature.
3.1.3 Screen plate design
The screen plate geometry is believed to be the most crucial pressure screen design parameter, and there is a rich literature on this subject. The evolution of screen plate aperture design proceeded first from perforated holes to the invention of machined slotted baskets in the 1960’s. These baskets were originally smooth, but were contoured from the early 1980’s onwards (Halonen & Ljokkoi 1989, Winkler & Kelly 1994), although a profiled screen plate had already been patented in 1958 (Cusi 1958). A profiled wedge wire screen design in which the wires were resistance-welded to the support ring was patented in the 1980’s and became common in the 1990’s. The advantage of wedge wire screen plates over machined screen plates in terms of capacity lies in their larger open area and the rounded edges of the wires.
After the initial loss of capacity in the transition from a perforated to a slotted design (e.g. Hooper 1987, Frejborg 1988), the later developments in profiling and wire designs resulted in a capacity gain. Thus there has been a trend towards a decrease in slot widths from 0.45 in 1973 to 0.12 mm in some industrial applications today (Kanazawa 1992, Ahnger 1995, Niinimäki 1998, Virtanen 2006), accompanied by a significant decrease in specific energy consumption (Ahnger 1995). These narrower slots have improved quality by reducing the size
0.0
0.2
0.4
0.6
0.8
1.0
0.0 0.2 0.4 0.6 0.8 1.0Pp
Q
Increase in foil width
Increase in angle of incidence
Increase in foil clearance
33
of the components that could be removed by the barrier screening mechanism and by shifting the operation point of probability screening towards higher selectivity.
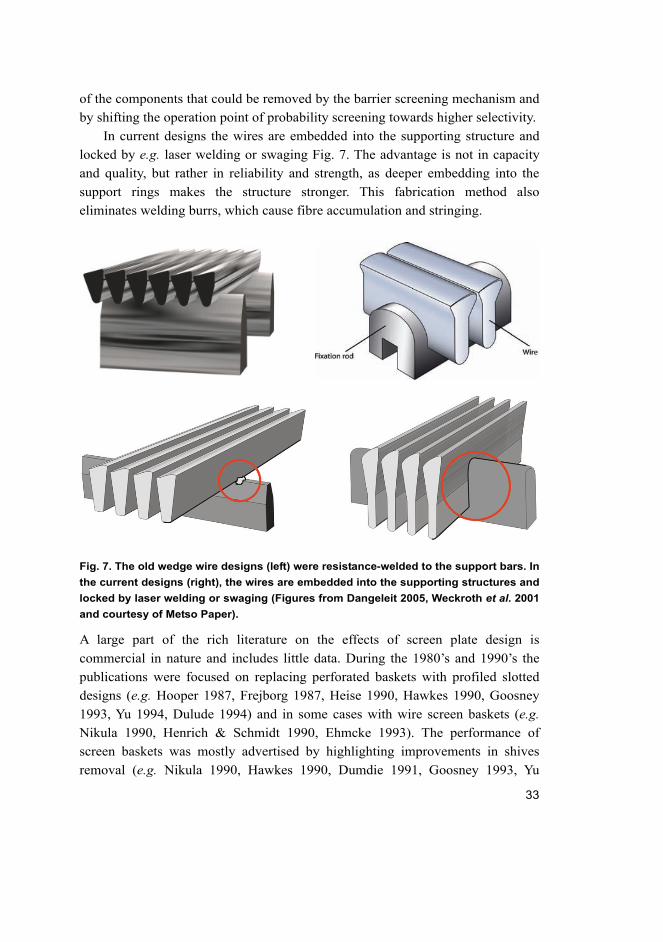
In current designs the wires are embedded into the supporting structure and locked by e.g. laser welding or swaging Fig. 7. The advantage is not in capacity and quality, but rather in reliability and strength, as deeper embedding into the support rings makes the structure stronger. This fabrication method also eliminates welding burrs, which cause fibre accumulation and stringing.
Fig. 7. The old wedge wire designs (left) were resistance-welded to the support bars. In the current designs (right), the wires are embedded into the supporting structures and locked by laser welding or swaging (Figures from Dangeleit 2005, Weckroth et al. 2001 and courtesy of Metso Paper).
A large part of the rich literature on the effects of screen plate design is commercial in nature and includes little data. During the 1980’s and 1990’s the publications were focused on replacing perforated baskets with profiled slotted designs (e.g. Hooper 1987, Frejborg 1987, Heise 1990, Hawkes 1990, Goosney 1993, Yu 1994, Dulude 1994) and in some cases with wire screen baskets (e.g. Nikula 1990, Henrich & Schmidt 1990, Ehmcke 1993). The performance of screen baskets was mostly advertised by highlighting improvements in shives removal (e.g. Nikula 1990, Hawkes 1990, Dumdie 1991, Goosney 1993, Yu

34
1994), but some also concentrated on stickies (e.g. Nikula 1990, Yu 1994) or contaminant removal in general (e.g. Heise 1990).
Screen plate research papers have partly been rendered outdated by the development explained above, as the experiments had been focused on hole (Riese et al. 1969, Olson et al. 1998) and machined slotted screen designs (Hooper 1989, Gooding & Craig 1992, Tangsaghasaksri & Göttsching 1992, 1994a, 1994b, Yu 1994, Bliss & Vitori 1992, Goosney 1993, Yu & Defoe 1994a, 1994b, Yu et al. 1994). The fundamental findings may nevertheless be applied to the current wire designs, because the principles of separation are similar. The relative impacts of the screen geometry variables depend on the operational parameters and furnish quality. Julien Saint Amand et al. (2002) showed that a low profile height was more important than narrow slot width for the efficient removal of stickies. Similar performance with regard to capacity and selectivity (i.e. the operation curve) has been reported using low profile / wide slot and high profile / narrow slot combinations (Julien Saint Amand et al. 2002).
Author's findings
The most recent, hammer-like wire design geometry, Fig. 8, was studied in Paper I, where the capacity of the screen plate was found to increase with increasing slot width, decreasing wire height or increasing profile. A capacity increase can also be achieved by wire width optimization, despite a possible decrease in open area. In addition to the well-known effect of profile height, the open area is considered one of the key parameters determining pressure screen capacity (Nikula 1990, Yu 1994). Decreased capacity has also been reported, however, on account of stapling in machined screen plates (Gooding & Craig 1992, Yu & DeFoe 1994b), if the land length between slots is smaller than the fibre length.
The open area was found in Paper I to be of secondary importance relative to the wire geometry in terms of wire width, height, expansion angle and rounding of the wire edges in determining the capacity of wire screens. The results were obtained with fibres, which were too short for stapling of individual fibres to occur.
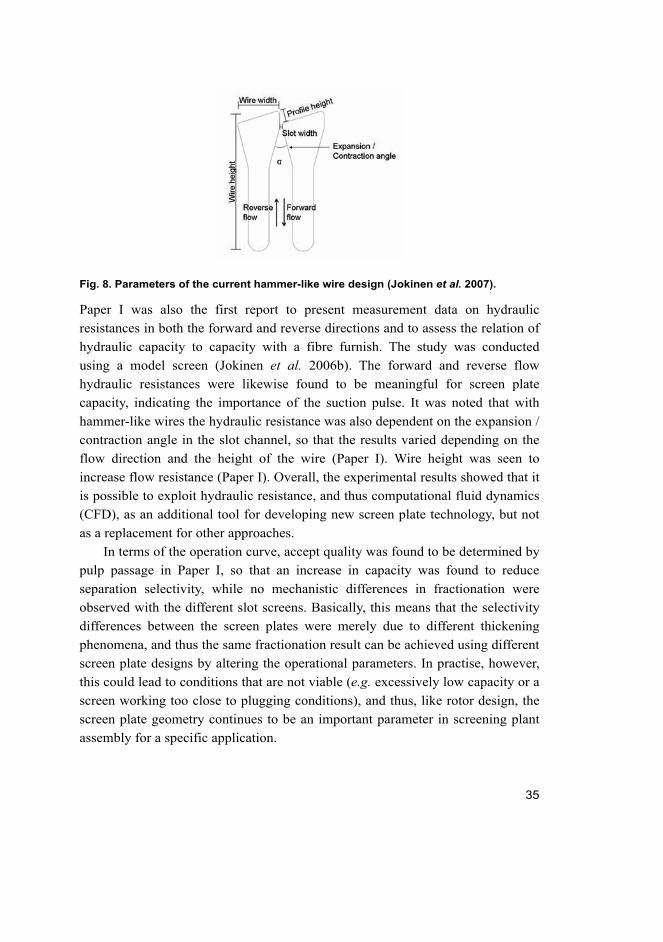
35
Fig. 8. Parameters of the current hammer-like wire design (Jokinen et al. 2007).
Paper I was also the first report to present measurement data on hydraulic resistances in both the forward and reverse directions and to assess the relation of hydraulic capacity to capacity with a fibre furnish. The study was conducted using a model screen (Jokinen et al. 2006b). The forward and reverse flow hydraulic resistances were likewise found to be meaningful for screen plate capacity, indicating the importance of the suction pulse. It was noted that with hammer-like wires the hydraulic resistance was also dependent on the expansion / contraction angle in the slot channel, so that the results varied depending on the flow direction and the height of the wire (Paper I). Wire height was seen to increase flow resistance (Paper I). Overall, the experimental results showed that it is possible to exploit hydraulic resistance, and thus computational fluid dynamics (CFD), as an additional tool for developing new screen plate technology, but not as a replacement for other approaches.
In terms of the operation curve, accept quality was found to be determined by pulp passage in Paper I, so that an increase in capacity was found to reduce separation selectivity, while no mechanistic differences in fractionation were observed with the different slot screens. Basically, this means that the selectivity differences between the screen plates were merely due to different thickening phenomena, and thus the same fractionation result can be achieved using different screen plate designs by altering the operational parameters. In practise, however, this could lead to conditions that are not viable (e.g. excessively low capacity or a screen working too close to plugging conditions), and thus, like rotor design, the screen plate geometry continues to be an important parameter in screening plant assembly for a specific application.

36
Summary of the effects of screen plate design
Like in author's findings (Paper I), the difficulty in overcoming the dependence of selectivity on capacity is consistent with findings of Wakelin (1997a), Julien Saint Amand & Perrin (2000, 2003) and Olson (2001), for example, but divergent results have also been observed. A decrease in slot width was found to increase fibre length fractionation selectivity among moderately profiled screen plates in a TMP plant (Ämmälä 2001), and an improvement in long fibre fractionation efficiency that outstripped the increase in reject thickening was observed with a lowered contour height (Wakelin & Corson 1995). A slight selectivity increase was also found with smooth screen plates as compared with contoured ones, and Julien Saint Amand et al. reported increased efficiencies in the removal of stickies (2002) and shives (2003) with low-profile screen plates relative to high-profile ones at equal capacity. Higher fibre length fractionation efficiencies have also been achieved with smooth hole than with profiled slot screen baskets (Wakelin et al. 1994, Olson 2001), where as slot technology provided more selective separation in terms of cross-sectional fibre dimensions (Hoglund & Wilhelmsson 1993, Wakelin 1997a). The differences in selectivity between slot & hole screening may be due to the fundamental divergences in screening mechanisms. A smaller change in mechanism may also be brought about by lowering the slot screen profile, or possibly even by reducing the slot width, although this was not seen in Paper I. The general effects of screen plate design are summarized in Table 3, and the directions of the effects on the operation curve of separation are shown in Fig. 9.

37
Table 3. Summary of the effects of screen plate design. An optimum can be found with regard to wire width and slot spacing. An upward arrow indicates an increase, a downward arrow a decrease in pulp passage or selectivity of separation.
Increase in a
design
parameter
Passage of pulp Selectivity of separation
Slot width ↑ Jepsen 1985, Bliss & Vitori
1992, Goosney 1993,
Fredriksson 1995, Niinimäki
1998, Sloane 1999, Julien
Saint Amand & Perrin 2000,
Sloane et al. 2006, Paper I,
Jokinen et al. 2007
↓ Jepsen 1985, Bliss & Vitori 1992,
Goosney 1993, Yu et al. 1994,
Fredriksson 1995, Ahnger 1995,
Niinimäki 1998, Sloane 1999, Allison &
Olson 2000, Julien Saint Amand &
Perrin 2000, Panula-Ontto et al. 2001,
Sloane et al. 2006, Paper I, Jokinen et
al. 2007
Wire width ↓↑ Paper I, Jokinen et al. 2007 ↑↓ Paper I, Jokinen et al. 2007
Slot spacing ↓↑ Gooding & Craig 1992
Yu & DeFoe 1994b
↑ Bliss & Vitori 1992, Wakelin &
Corson 1995, Niinimäki 1998,
Sloane 1999, Julien Saint
Amand & Perrin 2000, Sloane
et al. 2006, Paper I Jokinen et
al. 2007
↓ Bliss & Vitori 1992, Ahnger 1995,
Wakelin & Corson 1995, Niinimäki
1998, Sloane 1999, Julien Saint
Amand & Perrin 2000, Sloane et al.
2006, Paper I, Jokinen et al. 2007
Profile height
Optimum at
0.5 mm
Dong et al. 2004
Profile design - Olson 2001 - Olson 2001
Wire height ↓ Paper I, Jokinen et al. 2007 ↑ Paper I, Jokinen et al. 2007
Angle of
expansion /
contraction
↓ Paper I, Jokinen et al. 2007 ↑ Paper I, Jokinen et al. 2007

38
Fig. 9. Effect of screen plate design on the operation point of separation summarising the author's own results and previous literature.
3.2 Cleaning
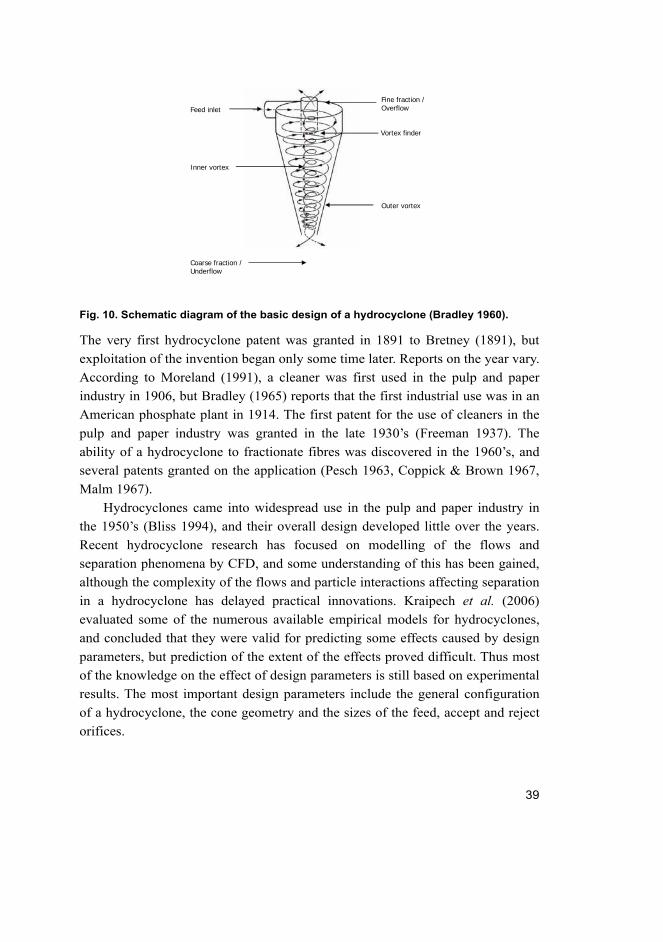
The hydrocyclone is a piece of equipment which utilizes liquid fluid pressure energy to create rotational fluid motion (Bradley 1965). This motion causes a relative movement of materials suspended in the fluid, thus permitting separation of these materials one from another or from the fluid. The rotation is produced by tangential or involute injection of the fluid into a barrel. In the basic design, the tangential entry creates an outer spiral that changes (axial) direction in the conical part of the cyclone and pulls the finer particles with it into the inner vortex and the vortex finder, Fig. 10. An air core is born in the middle of the inner vortex. The hydrocyclone separates particles according to specific surface and density.
0.0
0.2
0.4
0.6
0.8
1.0
0.0 0.2 0.4 0.6 0.8 1.0Pp
Q
Increase in wire widthIncrease
in slot width or profile height
Increase in angle of expansion and wire height
39
Fig. 10. Schematic diagram of the basic design of a hydrocyclone (Bradley 1960).
The very first hydrocyclone patent was granted in 1891 to Bretney (1891), but exploitation of the invention began only some time later. Reports on the year vary. According to Moreland (1991), a cleaner was first used in the pulp and paper industry in 1906, but Bradley (1965) reports that the first industrial use was in an American phosphate plant in 1914. The first patent for the use of cleaners in the pulp and paper industry was granted in the late 1930’s (Freeman 1937). The ability of a hydrocyclone to fractionate fibres was discovered in the 1960’s, and several patents granted on the application (Pesch 1963, Coppick & Brown 1967, Malm 1967).
Hydrocyclones came into widespread use in the pulp and paper industry in the 1950’s (Bliss 1994), and their overall design developed little over the years. Recent hydrocyclone research has focused on modelling of the flows and separation phenomena by CFD, and some understanding of this has been gained, although the complexity of the flows and particle interactions affecting separation in a hydrocyclone has delayed practical innovations. Kraipech et al. (2006) evaluated some of the numerous available empirical models for hydrocyclones, and concluded that they were valid for predicting some effects caused by design parameters, but prediction of the extent of the effects proved difficult. Thus most of the knowledge on the effect of design parameters is still based on experimental results. The most important design parameters include the general configuration of a hydrocyclone, the cone geometry and the sizes of the feed, accept and reject orifices.
Vortex finder
Feed inlet Fine fraction / Overflow
Coarse fraction / Underflow
Inner vortex
Outer vortex

40
3.2.1 General configuration of a hydrocyclone
The general configuration of a hydrocyclone includes the number and positioning of the inlets and outlets. Initially hydrocyclones were used solely for the removal of undesirable high density particles from pulp. The progress achieved in centrifugal cleaning has mainly concentrated on low-density cleaning, however, while high-density cleaners are still of more or less the same design as the conventional hydrocyclone invented in 1891, in which the fine fraction is removed from the same end where the pulp is fed in.
The first hydrocyclones with integrated light reject removal and sand separation were patented in the 1940’s (Berges 1945) and introduced into industry in the 1950’s (Freeman & Boadway 1953). The first reported applications of low-density cleaning were ‘combination’ or ‘three-way’ cleaners (Christensen 1971) and reverse cleaners (Maves 1976), which were installed in deinking mills in 1969. The through-flow cleaner (Chivrall 1984, LeBlanc & McCool 1988) and rotary cleaner (Julien Saint Amand et al. 1985) were developed later and marketed in the 1980’s, although the through-flow cleaner concept had been first introduced much earlier (Alexander 1941, Staege & Gibson 1953). Combination cleaners are high-density cleaners equipped with an additional low-density contaminant outlet in the vortex core, Fig. 11. They require a higher pressure drop, but provide additional removal of air and low-density contaminants with low equipment costs. In a unidirectional or through-flow cyclone both the fine and coarse fractions are removed from the cone apex, opposite the feed inlet. This design is used mostly for the removal of lightweight contaminants.

41
Fig. 11. Basic configurations of the light reject cleaners, and positions of the feed (F) and of accept (A) and heavy (HR) and light reject (LR) removal (Figure from Julien Saint Amand et al. 2005).
The general configuration affects the energy costs of cleaning. A low-consistency, heavyweight cleaning plant for recycled fibre (RCF) requires about 30 kWh/t of energy and a lightweight cleaning plant about 50 kWh/t (Jussila 2006), higher figures than for pressure screening, which is around 25 kWh/t (Hautala et al. 1999, Virtanen 2006). One of the relatively recent and most extensively advertised centrifugal cleaner launches has been the EcoMizer of Voith (Mannes 2001). The concept involves reject dilutions at the tip of the cone, whereupon energy savings are aimed through the ability to increase consistency and reduce fibre losses.
3.2.2 Geometry of the hydrocyclone body
The basic hydrocyclone body consists of a cylindrical part and a conical part. The diameter of the cylinder and the length of the cone are the most important design parameters. The diameter of a hydrocyclone has an important effect on its fractionation and contaminant removal efficiencies, as the strength of the centrifugal force depends on the radius of curvature, which is defined by the diameter. Small and large-diameter hydrocyclones have been compared using both a model and experimental data. The centrifugal force, and therefore the separation efficiency, is greater in a small-diameter hydrocyclone (Bradley 1965, McBride 1995b, Bliss 1994, Wakelin & Paul 2001b), although contrary results on

42
the separation efficiency have also been reported (Statie et al. 2001 Wang & Yu 2006, Julien Saint Amand et al. 2005). The diameter of a centrifugal cleaner also determines the separation cut size (Bradley 1965), and thus the effect on selectivity as the hydrocyclone diameter is altered is dependent on the size of the component in question. This may explain the diverging results regarding separation selectivity listed in Table 4 in the summary below. Branion et al. 2001 also noted fibre length differences between fractions to be dependent on the design of the hydrocyclone.
A decrease in the cone angle results in corresponding increases in the length of the conical chamber and in the residence time, but it has been shown not to have any significant influence on separation efficiency in the cone angle range 10-20˚ (Bliss 1994, Statie et al. 2001). A decrease in the angle below 9˚ does have a positive effect on fractionation, however, although this is balanced out by the lengthening of the hydrocyclone and an increased risk of pulp flocculation and plugging. The effect of an increase in cone length on efficiency has also been found to be very slight or even negligible (Wang & Yu 2006).
The cone geometry also has an effect on the operational conditions of cleaning (Wang & Yu 2006). Increasing the hydrocyclone body diameter increases the diameter of the air core proportionally and thus reduces RRV, while increasing the cylindrical length makes the air core thinner and increases RRV. If the feed inlet velocity is kept constant and the accepts and rejects are released to ambient pressure, the changes in design parameters result in the following effects on the pressure drop and volumetric reject rate (Wang & Yu 2006):
– Increase in hydrocyclone diameter → higher pressure drop & lower RRv – Increase in length of the cylindrical part → lower pressure drop & higher RRv – Increase in length of the conical part → lower pressure drop & higher RRv
The pressure drop was calculated to be higher in a hydrocyclone with a short cylindrical part, because of the higher tangential velocity. The results of Wang & Yu (2006) also indicated that separation occurs in the conical section of the hydrocyclone, making it the most important part.
The inside wall surface of a hydrocyclone is normally smooth, but other designs are also available. A hydrocyclone with a spiral cone was introduced by Albia in 1980 (e.g. Anon 1986), aiming at reduced energy consumption using higher feed consistency. Wakelin & Paul (2001b) studied the effect of the cone wall surface on fractionation efficiency by comparing a hydrocyclone having a smooth wall with one having a spiral step cut into the wall of the cone. As

43
previously reported (Franko 1984, Bliss 1994), the smooth wall design proved to be more efficient. As a general rule, bumps, ridges, channels and other rough interior surfaces tend to reduce plugging of a hydrocyclone, increase its capacity, but also reduce its efficiency (Bliss 1994).
Summary of the effects of hydrocyclone cone geometry
The general effects of the cone geometry on the operation point of a hydrocyclone are presented in Table 4 and Fig. 12.
Table 4. Summary of the effects of hydrocyclone design. An upward arrow indicates an increase, a downward arrow a decrease in pulp passage or selectivity of separation.
Change in a design
parameter
Pulp passage Selectivity of separation
↓ Bradley 1965, Jones et al. 1966, Franko 1984,
Beaulieu & Shallhorn 1993, Bliss 1994, Ferguson
1995, McBride 1995b, Wakelin & Paul 2001b,
Narasimha et al. 2005, Julien Saint Amand et al. 2005
(small stickies)
Increase in diameter of
hydrocyclone
↑ Franko 1984,
Julien Saint
Amand et al.
2005
↑ Heiskanen 1993, Statie et al 2001, Wang & Yu 2006, Julien Saint Amand et al. 2005 (large stickies)
Increase in length of
cone (decrease in
cone angle)
↓ Karnis 1997 ↑ Heiskanen 1993, Bliss 1994, Statie et al. 2001 (when
cone angle under 9°), Wang & Yu 2006
Steps / ridges /
disturbances on the
cone surface
↑ Bliss 1994,
Wakelin & Paul
2001b
↓ Franko 1984, Bliss 1994, Wakelin & Paul 2001b

44
Fig. 12. Author's summary of the effect of hydrocyclone cone geometry on the operation point of separation based on previous literature.
3.2.3 Inlet and outlet orifices
According to Statie et al. (2001), the feed orifice diameter is the most important geometrical factor affecting separation, and the effect of the feed inlet has also been noted in numerous other studies (e.g. Bliss 1994, McBride 1995b). The improvement in separation observed with a decrease in inlet diameter is due to the increase in fluid velocity. Operation costs rise with the increased pressure drop, however.
In cleaning, the design parameters are related to the operational parameters, because the accepts and rejects are not always pressurized and thus not controllable by valves. The most commonly recommended method of changing one of the most important operational parameters in cleaning, the volumetric reject rate, is to change the accept and reject outlet diameters (Franko 1984).
The influence of the light fraction nozzle diameter is limited to affecting the overflow rate (Statie et al. 2001) and pressure drop (Sevilla & Branion 1997), as the effect on fractionation is insignificant. Bradley (1965) notes an increased occurrence of eddy flow if the overflow diameter is smaller than the diameter of the upward moving inner vortex. On the other hand, the overflow diameter should not be larger than the radius of the inner vortex. An increase in the vortex finder
0.0
0.2
0.4
0.6
0.8
1.0
0.0 0.2 0.4 0.6 0.8 1.0Pp
Q
Increase in lenght of cone
Increase in steps, ridges on cone surface
Increase in diameter of hydrocyclone
45
length has been shown to produce a slight increase in fractionation efficiency. The lower end of the vortex finder must be below the level of the feed pipe for high separation efficiency (Statie et al. 2001), as a long vortex finder will inhibit a short circuit flow, i.e. the direct flow from feed to accept (Bradley 1965).
According to Wood (1979), a larger opening in the underflow yields better selectivity with respect to the specific surface. Wakelin & Paul (2001b) emphasize the ratio between the inlet and outlet orifices, in that, with a given flow rate through the hydrocyclone, the fluid velocity can be increased by a small feed inlet diameter and a large underflow orifice, whereupon the pressure drop increases correspondingly.
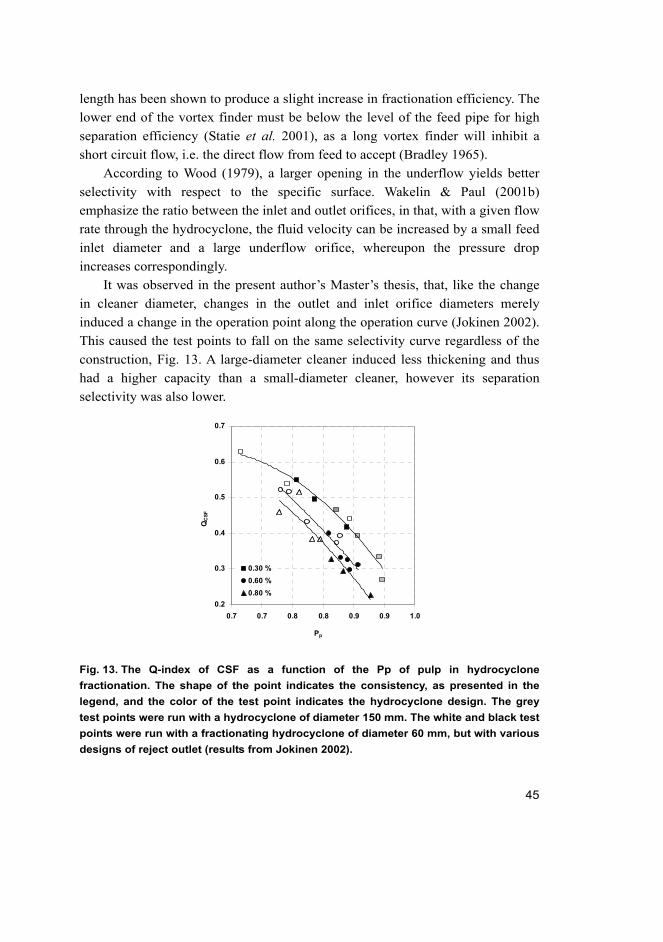
It was observed in the present author’s Master’s thesis, that, like the change in cleaner diameter, changes in the outlet and inlet orifice diameters merely induced a change in the operation point along the operation curve (Jokinen 2002). This caused the test points to fall on the same selectivity curve regardless of the construction, Fig. 13. A large-diameter cleaner induced less thickening and thus had a higher capacity than a small-diameter cleaner, however its separation selectivity was also lower.
Fig. 13. The Q-index of CSF as a function of the Pp of pulp in hydrocyclone fractionation. The shape of the point indicates the consistency, as presented in the legend, and the color of the test point indicates the hydrocyclone design. The grey test points were run with a hydrocyclone of diameter 150 mm. The white and black test points were run with a fractionating hydrocyclone of diameter 60 mm, but with various designs of reject outlet (results from Jokinen 2002).
0.2
0.3
0.4
0.5
0.6
0.7
0.7 0.7 0.8 0.8 0.9 0.9 1.0
Pp
QC
SF
0.30 %0.60 %0.80 %

46
Summary of the effects of inlet and outlet orifices
The general effects of inlet and outlet orifice size on the capacity and selectivity of hydrocyclone separation are summarized in Table 5, and the effects on the operation point of separation are presented in Fig. 14.
Table 5. Summary of the effects of hydrocyclone inlet and outlet designs. An upward arrow indicates an increase, a downward arrow a decrease in pulp passage or selectivity of separation.
Change in a design parameter Pulp passage Selectivity of separation
Increase in feed inlet diameter ↑ ↓ Bliss 1994, McBride 1995b, Statie et al. 2001,
Wakelin & Paul 2001b
↑ Wood 1979, Wakelin & Paul 2001b, Bhaskar
et al. 2007
Increase in heavy fraction
outlet diameter
↓ Bhaskar et al.
2007
↓ Narasimha et al. 2005
Increase in vortex finder length ↑ Bradley 1965, Statie et al. 2001
Increase in light fraction outlet
diameter
↑ Wakelin & Paul
2001b
- Statie et al. 2001, Wakelin & Paul 2001b
Fig. 14. Authors summary of the effects of hydrocyclone inlet and outlet orifices on the operation point of separation based on prior literature.
0.0
0.2
0.4
0.6
0.8
1.0
0.0 0.2 0.4 0.6 0.8 1.0Pp
Q
Increase in feed inlet or light fraction outlet diameter
Increase in heavy fraction outlet diameter

47
4 Effects of operational parameters
4.1 Screening
In addition to the equipment design, the way the screening process is run is of great importance for the operation point of separation, and thus for the resulting capacity and selectivity. ‘Not one of the operating variables affects separation selectivity if the Pp is kept constant, but each operation parameter makes a contribution to determining the Pp of screening’ (Ämmälä 2001). The operational parameters of screening are the slot velocity, rotor tip speed, volumetric reject rate, feed consistency, temperature and pH.
The relative importance of the operational parameters in themselves and in relation to the design parameters and has been reflected upon in various publications. Slot velocity seems to be the most important operational parameter. Together with the slot width, it has been reported to show the highest influence on screening results, (Julien Saint Amand & Perrin 1998, the experiments were all performed with one pulp; the effects of fibre length and type were not considered). The same Pp as a function of fibre length, i.e. the same thickening and fractionation performance, has been observed to be achieved with different combinations of slot width and slot velocity (Olson & Wherret 1998, Olson et al. 1998), and the relative importance of the passing velocity and screen plate geometry has also been considered in other publications. Olson (2001) found the slot width and passing velocity to be of approximately equal importance with regard to the efficiency of long fibre fractionation of TMP, where as Julien Saint Amand and Perrin (2003) found the fibre cut length, the fibre length of which 50% is accepted and 50% rejected, to be more closely dependent on the passing velocity and less dependent on the screen plate profile height. Slot velocity can be controlled by the inlet and outlet pressures, and an increase in the pressure difference will raise the slot velocity and contributes to increases in the Pp and capacity.
The volumetric reject rate is an operational parameter with a similar importance to slot velocity. A small volumetric reject rate will increase the fractionation selectivity, but operating a pressure screen at a small RRv is difficult because of high reject thickening, which might lead to screen blinding. Because of the operating constraints on RRv, it may be possible to achieve higher
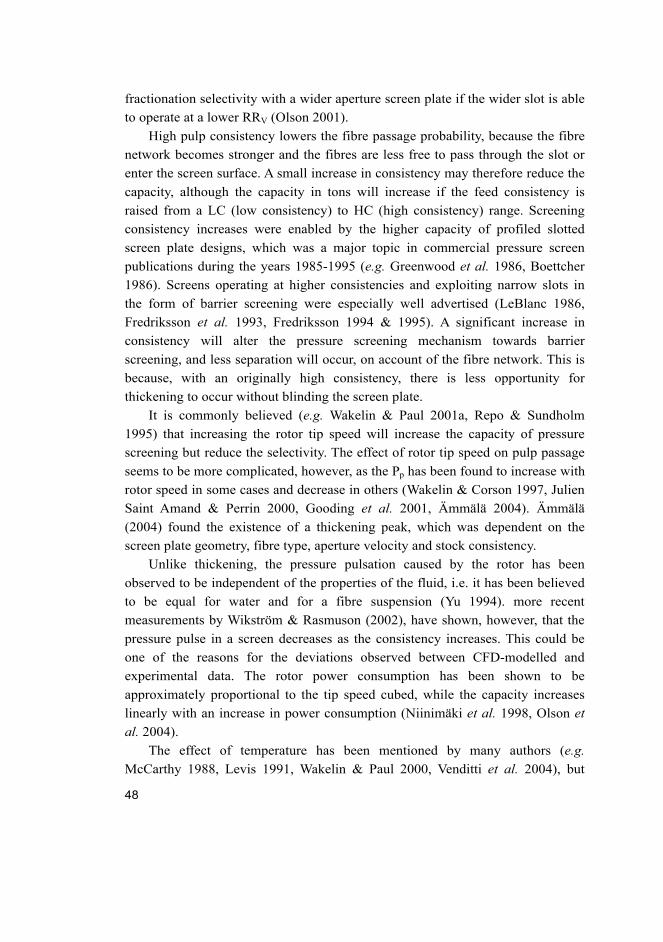
48
fractionation selectivity with a wider aperture screen plate if the wider slot is able to operate at a lower RRV (Olson 2001).
High pulp consistency lowers the fibre passage probability, because the fibre network becomes stronger and the fibres are less free to pass through the slot or enter the screen surface. A small increase in consistency may therefore reduce the capacity, although the capacity in tons will increase if the feed consistency is raised from a LC (low consistency) to HC (high consistency) range. Screening consistency increases were enabled by the higher capacity of profiled slotted screen plate designs, which was a major topic in commercial pressure screen publications during the years 1985-1995 (e.g. Greenwood et al. 1986, Boettcher 1986). Screens operating at higher consistencies and exploiting narrow slots in the form of barrier screening were especially well advertised (LeBlanc 1986, Fredriksson et al. 1993, Fredriksson 1994 & 1995). A significant increase in consistency will alter the pressure screening mechanism towards barrier screening, and less separation will occur, on account of the fibre network. This is because, with an originally high consistency, there is less opportunity for thickening to occur without blinding the screen plate.
It is commonly believed (e.g. Wakelin & Paul 2001a, Repo & Sundholm 1995) that increasing the rotor tip speed will increase the capacity of pressure screening but reduce the selectivity. The effect of rotor tip speed on pulp passage seems to be more complicated, however, as the Pp has been found to increase with rotor speed in some cases and decrease in others (Wakelin & Corson 1997, Julien Saint Amand & Perrin 2000, Gooding et al. 2001, Ämmälä 2004). Ämmälä (2004) found the existence of a thickening peak, which was dependent on the screen plate geometry, fibre type, aperture velocity and stock consistency.
Unlike thickening, the pressure pulsation caused by the rotor has been observed to be independent of the properties of the fluid, i.e. it has been believed to be equal for water and for a fibre suspension (Yu 1994). more recent measurements by Wikström & Rasmuson (2002), have shown, however, that the pressure pulse in a screen decreases as the consistency increases. This could be one of the reasons for the deviations observed between CFD-modelled and experimental data. The rotor power consumption has been shown to be approximately proportional to the tip speed cubed, while the capacity increases linearly with an increase in power consumption (Niinimäki et al. 1998, Olson et al. 2004).
The effect of temperature has been mentioned by many authors (e.g. McCarthy 1988, Levis 1991, Wakelin & Paul 2000, Venditti et al. 2004), but

49
published results are rare. Wakelin & Paul (2000) note that a temperature increase will slightly increase capacity but reduce separation efficiency, attributing the effect to fibre flexibility changes rather than changes in fluid viscosity. The results of Julien Saint Amand et al. (2005), as presented in Fig. 15, show the effect of temperature to be very small or perhaps even insignificant.
Fig. 15. Effects of temperature and slot velocity on pulp passage (Julien Saint Amand et al. 2005).
Summary of the effects of operational parameters
The literature on the subject of pressure screening operational parameters is summarized in Table 6, and the directions of the effects of the parameters on the operation point of separation are presented in Fig. 16.
Wedge wire screenbasket with a slot widthof 0.15 mm and profileheight of 1.2 mm
Pulp
pass
age
ratio
Wedge wire screenbasket with a slot widthof 0.15 mm and profileheight of 1.2 mm
Wedge wire screenbasket with a slot widthof 0.15 mm and profileheight of 1.2 mm
Pulp
pass
age
ratio
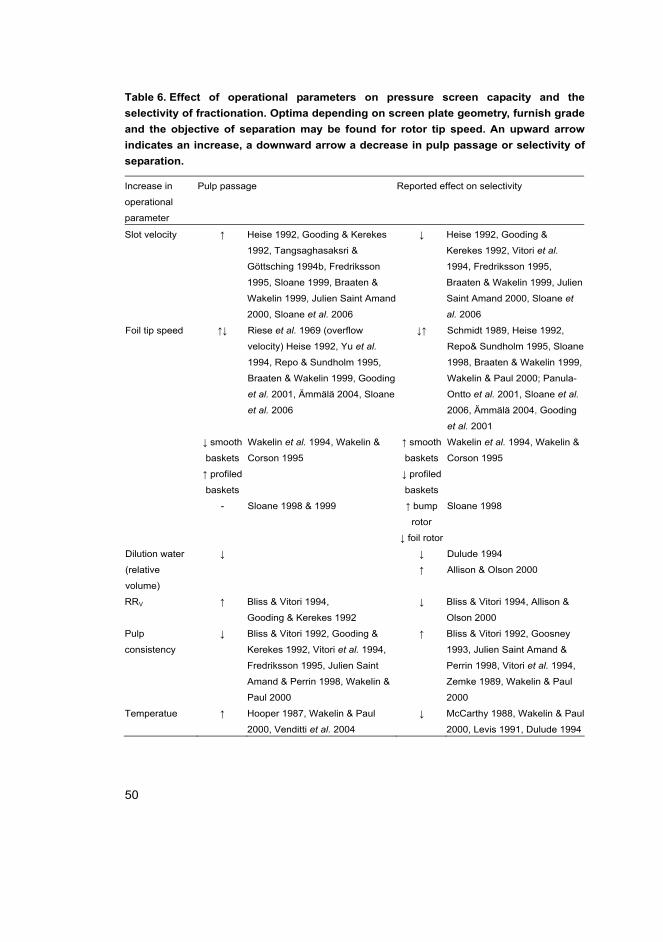
50
Table 6. Effect of operational parameters on pressure screen capacity and the selectivity of fractionation. Optima depending on screen plate geometry, furnish grade and the objective of separation may be found for rotor tip speed. An upward arrow indicates an increase, a downward arrow a decrease in pulp passage or selectivity of separation.
Increase in
operational
parameter
Pulp passage Reported effect on selectivity
Slot velocity ↑ Heise 1992, Gooding & Kerekes
1992, Tangsaghasaksri &
Göttsching 1994b, Fredriksson
1995, Sloane 1999, Braaten &
Wakelin 1999, Julien Saint Amand
2000, Sloane et al. 2006
↓ Heise 1992, Gooding &
Kerekes 1992, Vitori et al.
1994, Fredriksson 1995,
Braaten & Wakelin 1999, Julien
Saint Amand 2000, Sloane et
al. 2006
↑↓ Riese et al. 1969 (overflow
velocity) Heise 1992, Yu et al.
1994, Repo & Sundholm 1995,
Braaten & Wakelin 1999, Gooding
et al. 2001, Ämmälä 2004, Sloane
et al. 2006
↓↑ Schmidt 1989, Heise 1992,
Repo& Sundholm 1995, Sloane
1998, Braaten & Wakelin 1999,
Wakelin & Paul 2000; Panula-
Ontto et al. 2001, Sloane et al.
2006, Ämmälä 2004, Gooding
et al. 2001
↓ smooth
baskets
↑ profiled
baskets
Wakelin et al. 1994, Wakelin &
Corson 1995
↑ smooth
baskets
↓ profiled
baskets
Wakelin et al. 1994, Wakelin &
Corson 1995
Foil tip speed
- Sloane 1998 & 1999 ↑ bump
rotor
↓ foil rotor
Sloane 1998
↓ Dulude 1994 Dilution water
(relative
volume)
↓
↑ Allison & Olson 2000
RRV ↑ Bliss & Vitori 1994,
Gooding & Kerekes 1992
↓ Bliss & Vitori 1994, Allison &
Olson 2000
Pulp
consistency
↓ Bliss & Vitori 1992, Gooding &
Kerekes 1992, Vitori et al. 1994,
Fredriksson 1995, Julien Saint
Amand & Perrin 1998, Wakelin &
Paul 2000
↑ Bliss & Vitori 1992, Goosney
1993, Julien Saint Amand &
Perrin 1998, Vitori et al. 1994,
Zemke 1989, Wakelin & Paul
2000
Temperatue ↑ Hooper 1987, Wakelin & Paul
2000, Venditti et al. 2004
↓ McCarthy 1988, Wakelin & Paul
2000, Levis 1991, Dulude 1994

51
Fig. 16. Author's summary of the effects of pressure screen operational parameters on the operation point of separation based on results presented in this thesis as well as prior literature.
4.2 Cleaning
As in pressure screening, the way in which the cleaning plant is run, i.e. the operational parameters, will significantly affect the capacity and selectivity of cleaning. The most important operational parameters of cleaning are the pressure drop between the feed and accept, the volumetric reject rate and the feed consistency. Excluding the pressure drop and consistency effects, the operation point of the hydrocyclone is somewhat predetermined by its diameter and the sizes of the inlet and outlet orifices. Hydrocyclones often come with a selection of diameter inlet and outlet orifices, and adjustment of the underflow orifice size is the most efficient and widely recommended method of underflow rate control (Franko 1984, Kerr 1992), although the underflow rate can also be controlled via the overflows and underflow valves. The sizes of the orifices also affect the pressure drop and internal flow rates, so that reducing the size of the inlet orifice will increase the pressure drop and promote selectivity (Wakelin & Paul 2001b).
Under normal operating conditions, increasing the pressure drop between the feed and accept is known to enhance the fractionation efficiency and capacity of a hydrocyclone, and since it will cause an increase in the fluid velocity inside the hydrocyclone and thus increase the centrifugal force, it will promote separation
0.0
0.2
0.4
0.6
0.8
1.0
0.0 0.2 0.4 0.6 0.8 1.0Pp
Q
Increase in foil tip speed or RRVor slot velocityor dilution water
Increase in feed consistency

52
selectivity. A high pressure drop entails an increased amount of pumping energy, however, and higher operational costs (Wakelin & Paul 2001b). Increasing the pressure drop further will detract from the efficiency of a hydrocyclone, as the point will be reached where the hydraulic capacity of the hydrocyclone has been exceeded (Ferguson 1995) and the fall in efficiency will be due to disruption of the normal fluid patterns (Fallows 1992), or excessive turbulence, as Kerr (1992) phrases it. Every hydrocyclone has its own range of pressure drop within which it functions efficiently.
Reducing the pulp consistency will improve fractionation selectivity considerably (Jones et al. 1966, Wood & Karnis 1979, Fallows 1992, Bliss 1994, McBride 1995b), and Bliss (1994) has noted that this is especially true for smaller particles. A natural disadvantage, of course, is the consequent rise in energy consumption. The normal range of fibre consistency in hydrocyclones is 0.3% - 0.9%, but higher consistencies of 1% - 3.5% are used in heavy debris removal of large particle. Unlike the altering of other operational parameters, and unlike changes in many design parameters, different feed consistencies form separate operation curves in cleaning. However, despite the separate curves, it should be noted that capacity and selectivity are not increased simultaneously in this case, as the pulp passage depicts only relative capacities, e.g. at equal feed consistencies and feed flow rates.
A higher reject rate has often been reported to increase removal efficiency in cleaning (Kerr 1992, Bliss 1994). This is natural, due to the definition of removal efficiency (Eq. 2), but it is also dependent on the feed furnish. According to the literature review by Ho (2001), the maximum difference in fibre length between the fine and coarse fractions had been attained with the lowest percentage of the coarse fraction, whereas the highest differences in coarseness had been attained with the highest underflow rates. Overall, the pulp properties (and the definition of “greatest fractionation”) determine the reject ratio at which fractionation selectivity is at its greatest.
The operational parameters in cleaning also affect each other. Wakelin & Paul (2001b) found the pressure drop at equal flow rates to be 5-10% higher in the presence of 0.8% CTMP (chemihermomechanical pulp) than with water. Increasing the feed pressure (the pressure drop from feed to accept) will naturally result in an increase in feed velocity, and thus in both accept and reject flow rates. In relative terms, however, the accept flow rate increases more than the reject, and thus an increase of feed flow velocity results in a decrease in the volumetric reject flow rate (Narasimha et al. 2006, Wang & Yu 2006).

53
Overall, operational parameters have a significant effect on the efficiency of a centrifugal cleaner, although Grover et al. (2005) and Burt & Thomas (2002) have found that industrial cleaning plants are far from the optimum point for maximum operating efficiency.
Summary of the effects of operational parameters
The general effects of operation parameters on hydrocyclone performance are summarized in Table 7 and the effects on the operational curve are presented in Fig. 17.
Table 7. Effect of operational parameters on hydrocyclone capacity and separation efficiency. There is an optimum to be found with regard to pressure drop. An upward arrow indicates an increase, a downward arrow a decrease in pulp passage or selectivity of separation.
Increase in
operational
parameter
Pulp
passage
Source Separation
selectivity
Source
Pressure drop ↓ Wakelin & Paul
2001b, Byrd et al.
2002, Bhaskar et al.
2007
↑↓ Ferguson 1988, Fallows 1992, Bliss
1994, Ferguson 1995, Sevilla &
Branion 1997, Wakelin & Paul
2001b, Bhaskar et al. 2006, Papers
V&VI
Feed velocity ↓ Wakelin & Paul
2001b, Wang & Yu
2006
↑ Sevilla & Branion 1997, Ho et al
2000, Wakelin & Paul 2001b, Wang
& Yu 2006, Narasimha et al. 2005
↑ Bhaskar et al. 2007 RRV ↑ Wakelin & Paul
2001b, Bhaskar et al.
2007
↓ Kure et al. 1999, Wakelin & Paul
2001b, Narasimha et al. 2005
Pulp consistency ↑ Metsävirta 1982,
Ferguson 1988, Ho et
al. 2000
↓ Jones et al. 1966, Metsävirta 1982,
Ferguson 1988, Fallows 1992, Bliss
1994, Ho et al. 2000, Papers V&VI
↓ Jones et al. 1966 ↑ Bliss 1994, Stevens 1996, Julien
Saint Amand et al. 2005
Temperature
- Julien Saint Amand et
al. 2005
- Julien Saint Amand et al. 2005
Fluid viscosity ↑ Agar & Herbst 1966, Statie et al.
2002
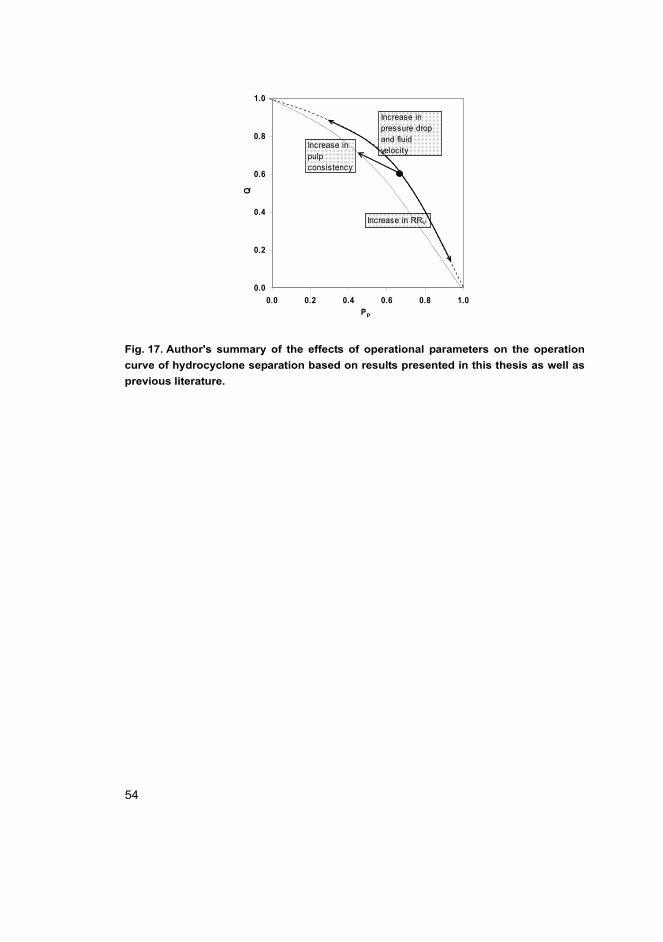
54
Fig. 17. Author's summary of the effects of operational parameters on the operation curve of hydrocyclone separation based on results presented in this thesis as well as previous literature.
0.0
0.2
0.4
0.6
0.8
1.0
0.0 0.2 0.4 0.6 0.8 1.0Pp
Q
Increase in RRV
Increase in pressure drop and fluid velocityIncrease in
pulp consistency
55
5 Role of furnish quality parameters
5.1 Furnish components and their properties
Feed furnish properties are known to have a great impact on separation processes. In addition to the specific objectives, the furnish properties are the main reason for the need to apply specific designs and operating practices. The effects of furnish quality on separation processes have been less fully addressed in the pressure screening and cleaning literature than the effects of design and operational parameters. The flow nature of the fibre suspension is one of the key factors for understanding any unit processes in the pulp and paper industry, but especially those including separation, because separation requires the flow of fibres and particles in relation to each other.
From a separation perspective, the solids in any fibre furnish can be defined as consisting of three main components: fibres, fines and a non-process component which has to be removed. Each can be further specified in numerous ways, e.g. fibres can be divided into various length, width or cell wall thickness classes, fines into organic fines and inorganic fillers, and the detrimental components according to their size, density or surface properties. Besides design and operational parameters, the performance of pressure screening and cleaning unit processes will be dependent on the proportions of these components in the feed furnish.
5.1.1 Fibres
The basic fibre properties which influence the papermaking characteristics of pulp and are independent of each other are defined as the size distribution, shape and structure of the fibre wall (Heikkurinen et al. 1991). The mechanical properties and measurements performed on them are presented in Table 8.
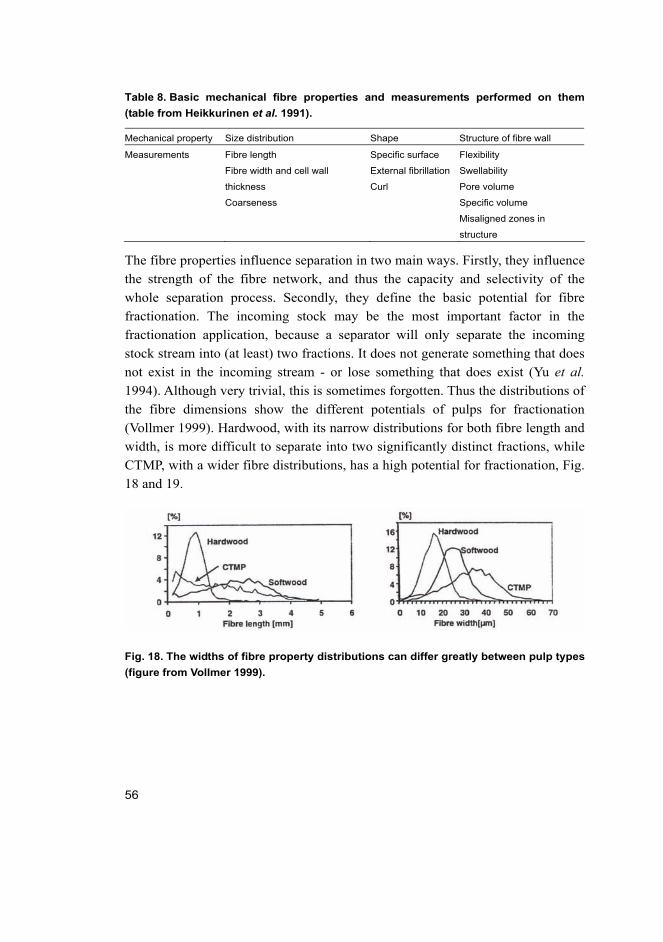
56
Table 8. Basic mechanical fibre properties and measurements performed on them (table from Heikkurinen et al. 1991).
Mechanical property Size distribution Shape Structure of fibre wall
Measurements Fibre length
Fibre width and cell wall
thickness
Coarseness
Specific surface
External fibrillation
Curl
Flexibility
Swellability
Pore volume
Specific volume
Misaligned zones in
structure
The fibre properties influence separation in two main ways. Firstly, they influence the strength of the fibre network, and thus the capacity and selectivity of the whole separation process. Secondly, they define the basic potential for fibre fractionation. The incoming stock may be the most important factor in the fractionation application, because a separator will only separate the incoming stock stream into (at least) two fractions. It does not generate something that does not exist in the incoming stream - or lose something that does exist (Yu et al. 1994). Although very trivial, this is sometimes forgotten. Thus the distributions of the fibre dimensions show the different potentials of pulps for fractionation (Vollmer 1999). Hardwood, with its narrow distributions for both fibre length and width, is more difficult to separate into two significantly distinct fractions, while CTMP, with a wider fibre distributions, has a high potential for fractionation, Fig. 18 and 19.
Fig. 18. The widths of fibre property distributions can differ greatly between pulp types (figure from Vollmer 1999).
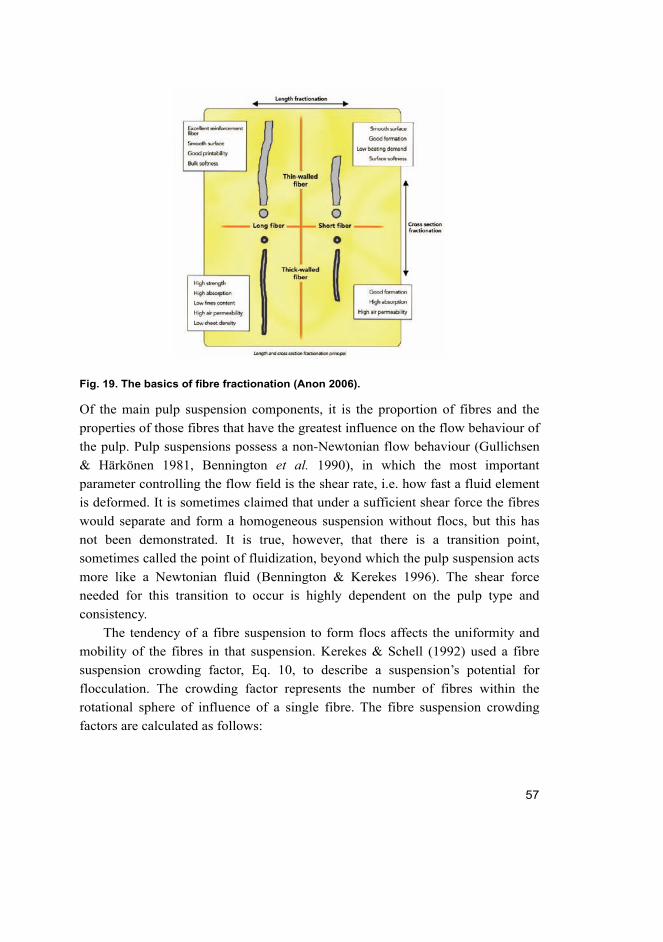
57
Fig. 19. The basics of fibre fractionation (Anon 2006).
Of the main pulp suspension components, it is the proportion of fibres and the properties of those fibres that have the greatest influence on the flow behaviour of the pulp. Pulp suspensions possess a non-Newtonian flow behaviour (Gullichsen & Härkönen 1981, Bennington et al. 1990), in which the most important parameter controlling the flow field is the shear rate, i.e. how fast a fluid element is deformed. It is sometimes claimed that under a sufficient shear force the fibres would separate and form a homogeneous suspension without flocs, but this has not been demonstrated. It is true, however, that there is a transition point, sometimes called the point of fluidization, beyond which the pulp suspension acts more like a Newtonian fluid (Bennington & Kerekes 1996). The shear force needed for this transition to occur is highly dependent on the pulp type and consistency.
The tendency of a fibre suspension to form flocs affects the uniformity and mobility of the fibres in that suspension. Kerekes & Schell (1992) used a fibre suspension crowding factor, Eq. 10, to describe a suspension’s potential for flocculation. The crowding factor represents the number of fibres within the rotational sphere of influence of a single fibre. The fibre suspension crowding factors are calculated as follows:

58
2
&5
Kerekes SchellclNω
≈ (10)
2 4& & (1 ( ( )) )Kropholler Sampson Kerekes SchellN N CV L l= + (11)
where
c is the consistency [kg/m3], l is the length-weighted average fibre length [m], and ω is the coarseness [kg/m], CV(L(l)) is the coefficient of variation in the length-weighted fibre length distribution.
The crowding concept of Kerekes & Schell (2001) has been extended by Kropholler & Sampson (2001) to account for the theory that the mean crowding number for a fibre suspension with a broad distribution of lengths is higher than that for a fibre suspension of uniform length, Eq. 11. The coefficient of variation in fibre length is typically between 40 and 80% and this range results in an increase in the mean crowding number to between 1.8 and 7 times that calculated on the basis of the mean fibre length. Huber et al. (2003) noted that the above approach is valid, but presented one based on the fibre length distribution which did not require the assumption of a lognormal distribution as was the case with the approach advocated by Kropholler & Sampson (2001).
The degree to which flocculation affects pressure screen or hydrocyclone separation is difficult to estimate, and it has been assumed that the effect is minimal at consistencies below about 0.15% for long fibres (Jones et al. 1966, Wood & Karnis 1977). In practice, all industrial pulp pressure screening and cleaning processes are conducted at a consistency well above 0.15%, making flocculation an important factor to consider.
5.1.2 Organic fines, fillers and pigments
The fines in a pulp suspension are most often defined as particles which will pass through either a 200 or 100-mesh screen, i.e. apertures of 74 x 74 µm or 148 x 148 µm. In addition to fines originating from the wood and fibres, this definition includes various other particles often present in a paper pulp furnish, e.g. fillers and coating pigments, inks and micro-stickies. The fines are thus a very heterogeneous part of the pulp suspension. The fines content of a furnish has the most influence on the behaviour of the pulp in separation, although the quality of the fines also makes a contribution.

59
The study of organic fines has its origin in mechanical pulps, because of their higher fines content (typically 20-35%) and thus the greater influence of fines in the case of mechanical grades. Brecht and Klemm (1953) described two categories of groundwood fine material: fibrillar material and ground-up fibres, which they described as ‘slimestuff and flourstuff’. Forgacs (1963), Mohlin (1980) and Luukko (1999) extended this work by characterizing mechanical pulp as consisting of ‘ribbons and chunks’ and ‘fibrils and flakes’, which differ in shape and chemical properties (Sundberg et al. 2003) and also in their contributions to pulp drainage and the optical and strength properties of the resulting paper. All types of mechanical pulp fines contain more lignin and less cellulose than the fibres, with the fibrils containing more cellulose and less lignin than the flakes or the ray cells (Sundberg et al. 2003). Fibrillar fines have a higher specific surface and reduce pulp drainage more than flake-like fines (Corson et al 2003). Particle size distributions in mechanical pulp fines have been determined by image analysis, e.g. by Pelton et al. (1985) and Wood et al. (1991).
Fines in kraft pulp are grouped into primary and secondary types (e.g. Fereira 2000). External fibrillation and fibre shortening will produce fines which are essentially sheet-like fibre wall fragments and fibrillar material removed by the rubbing and crushing action during beating. These are known as secondary fines, while those initially present in the pulp and resulting from the chipping and cooking processes, comprising short or broken fibres, parenchyma cells, vessels and ray cells from the stems of the trees, are known as primary fines. Like the fibrils and flakes in mechanical pulp, the primary and secondary fines of kraft pulp contribute differently to pulp and paper properties. The primary fines are higher in density and lower in specific surface. The typical properties of fines, which can be considered to affect their behaviour in screening and cleaning are briefly summarized in Table 9.
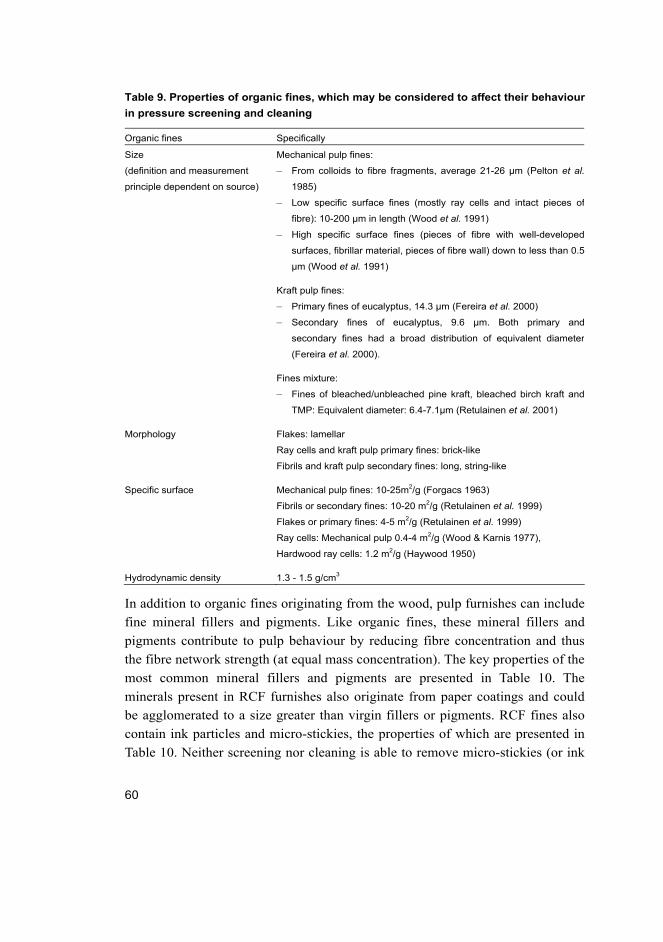
60
Table 9. Properties of organic fines, which may be considered to affect their behaviour in pressure screening and cleaning
Organic fines Specifically
Size
(definition and measurement
principle dependent on source)
Mechanical pulp fines:
– From colloids to fibre fragments, average 21-26 µm (Pelton et al.
1985)
– Low specific surface fines (mostly ray cells and intact pieces of
fibre): 10-200 μm in length (Wood et al. 1991)
– High specific surface fines (pieces of fibre with well-developed
surfaces, fibrillar material, pieces of fibre wall) down to less than 0.5
μm (Wood et al. 1991)
Kraft pulp fines:
– Primary fines of eucalyptus, 14.3 μm (Fereira et al. 2000)
– Secondary fines of eucalyptus, 9.6 μm. Both primary and
secondary fines had a broad distribution of equivalent diameter
(Fereira et al. 2000).
Fines mixture:
– Fines of bleached/unbleached pine kraft, bleached birch kraft and
TMP: Equivalent diameter: 6.4-7.1μm (Retulainen et al. 2001)
Morphology Flakes: lamellar
Ray cells and kraft pulp primary fines: brick-like
Fibrils and kraft pulp secondary fines: long, string-like
Specific surface Mechanical pulp fines: 10-25m2/g (Forgacs 1963)
Fibrils or secondary fines: 10-20 m2/g (Retulainen et al. 1999)
Flakes or primary fines: 4-5 m2/g (Retulainen et al. 1999)
Ray cells: Mechanical pulp 0.4-4 m2/g (Wood & Karnis 1977),
Hardwood ray cells: 1.2 m2/g (Haywood 1950)
Hydrodynamic density 1.3 - 1.5 g/cm3
In addition to organic fines originating from the wood, pulp furnishes can include fine mineral fillers and pigments. Like organic fines, these mineral fillers and pigments contribute to pulp behaviour by reducing fibre concentration and thus the fibre network strength (at equal mass concentration). The key properties of the most common mineral fillers and pigments are presented in Table 10. The minerals present in RCF furnishes also originate from paper coatings and could be agglomerated to a size greater than virgin fillers or pigments. RCF fines also contain ink particles and micro-stickies, the properties of which are presented in Table 10. Neither screening nor cleaning is able to remove micro-stickies (or ink

61
particles), which are most efficiently removed by flotation in the DIP (deinked pulp) line (Perrin & Julien Saint Amand 2006). The quantity of micro-stickies and ink, Table 11, is nevertheless so small in general that their possible contributions to pulp flow properties can be neglected, even though they may have significant effects on paper brightness and processing. Besides their effects on fibre network strength, fines also cause secondary effects. A high fines and dirt content in a closed system entails a correspondingly high content of hydrophobic and soluble organic material, which is the essential cause of reduced self-deaeration in stock suspensions (Auhorn & Poschmann 1982).
Table 10. Key properties of the most common mineral fillers and pigments (Schneider 1997).
Mineral Avg. particle size
(d50) μm
Surface area m2/g Specific gravity
kg/m3
Aspect ratio
GCC 1-15 1-5 2.7 low
Kaolin 0.2-1 10-20 2.6 moderate
Talc 1.5 6-10 2.8 moderate
Table 11. Basic properties of inks and micro-stickies.
Property Inks Micro-stickies
Size 0.3 – 400 µm, dependent on printing techniques
and coating
0.1 µm -100 µm (Putz 1999)
Morphology Lamellar Roundish, formable
Specific surface Dependent on ink type Dependent on substances
included
Hydrodynamic density 1.2–1.6 g/cm3 0.9-1.1 g/cm3
5.1.3 Components to be removed from the process
Furnish components that are removed from the process include stickies, heavy impurities like sand, glass and metals, various light debris and gas. Shives and undeveloped fibres, which can normally be separated from the main line using barrier screening, are returned after receiving additional treatment.
The use of pressure-sensitive adhesive (PSA) or sticky products such as tapes, labels and stickers has become more and more common, and even a very small quantity of these in waste paper may dramatically reduce the quality of the paper produced and cause unexpected costly breaks in the production process.

62
Stickies are contaminants of the synthetic type which become soft and tacky at elevated temperatures, and can include hot melts, polystyrene foam, dense plastic chips (polystyrene etc.), wet strength resins, latex, pressure sensitive adhesives, waxes, asphalt, vegetable matter and synthetic fibres (Koffinke 1986). Stickies are classified by size into micro-stickies (0.1-100 μm) and macro-stickies (>100 μm) (e.g. Julien Saint Amand et al. 2005). This classification is relevant in terms of separation, as most micro-stickies can be treated as fines and are most efficiently removed by flotation. The amount of micro-stickies (measured by the extraction method) in a stock suspension is in general more than 10 times that of macro-stickies (Julien Saint Amand et al. 2005).
Amounts of macro-stickies in European waste paper had more than tripled from 1996 to 2002 (Engert & Haveri 2004). Røring et al. (2006), in their summary of reported levels of stickies in the RCF literature, note that the macro-stickies content ranged from as low as 200 mm2/kg of final product in a mixed office waste (MOW) -based DIP line to 32 000 mm2/kg after pulping in an OCC line. In general OCC lines had the highest measured macro-stickies contents and DIP lines the lowest, as recycled board contains a higher level of macro-stickies than recovered magazines and newspapers.
The specific gravity of stickies also varies. Results have been reported in which 75% of stickies had a specific gravity equal to or greater than water (Koffinke 1987) and 50% of the stickies entering the fine cleaning process were heavier than the fibres and 50% lighter than the fibres (Henshaw 1980). There is also a tendency for some lightweight, tacky material to agglomerate with other heavier filler particles, which can alter their specific gravity.
Screening is the most efficient method of removing macro-stickies, while cleaners may be more efficient in the case of micro-stickies, Fig. 20. Perrin & Julien Saint Amand (2006), in their analysis of rejects from newsprint and copypaper DIP mills, found that about a half of the total rejected macro-stickies had been removed by fine screening, one third by heavyweight cleaning and the rest by coarse screening and flotation. The proportion of stickies removed by heavyweight cleaning was surprisingly high, and could have been due to stickies that had adhered to coating flakes, or adsorped fillers, or agglomerated with fillers.
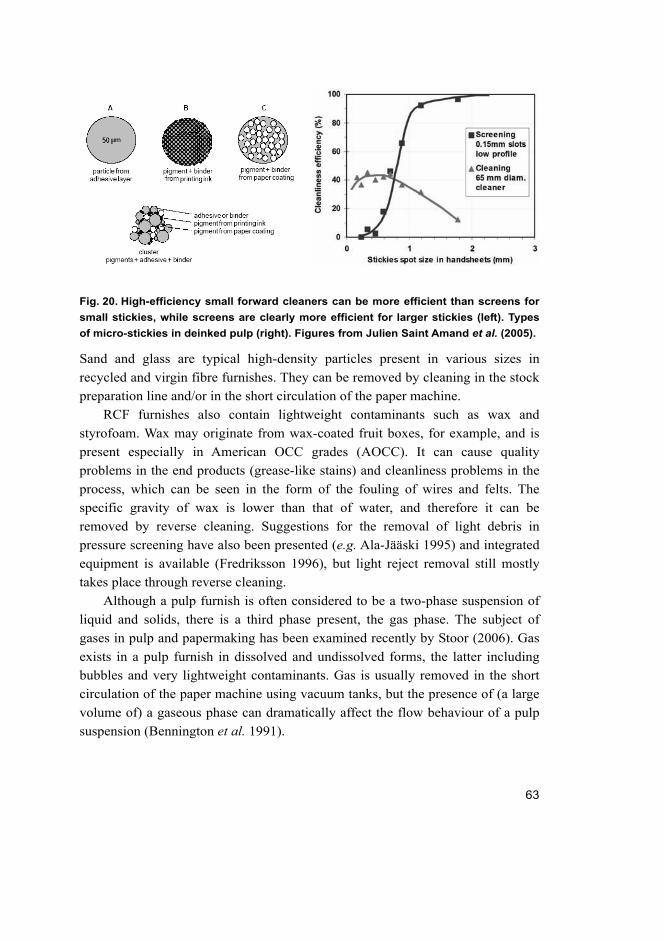
63
Fig. 20. High-efficiency small forward cleaners can be more efficient than screens for small stickies, while screens are clearly more efficient for larger stickies (left). Types of micro-stickies in deinked pulp (right). Figures from Julien Saint Amand et al. (2005).
Sand and glass are typical high-density particles present in various sizes in recycled and virgin fibre furnishes. They can be removed by cleaning in the stock preparation line and/or in the short circulation of the paper machine.
RCF furnishes also contain lightweight contaminants such as wax and styrofoam. Wax may originate from wax-coated fruit boxes, for example, and is present especially in American OCC grades (AOCC). It can cause quality problems in the end products (grease-like stains) and cleanliness problems in the process, which can be seen in the form of the fouling of wires and felts. The specific gravity of wax is lower than that of water, and therefore it can be removed by reverse cleaning. Suggestions for the removal of light debris in pressure screening have also been presented (e.g. Ala-Jääski 1995) and integrated equipment is available (Fredriksson 1996), but light reject removal still mostly takes place through reverse cleaning.
Although a pulp furnish is often considered to be a two-phase suspension of liquid and solids, there is a third phase present, the gas phase. The subject of gases in pulp and papermaking has been examined recently by Stoor (2006). Gas exists in a pulp furnish in dissolved and undissolved forms, the latter including bubbles and very lightweight contaminants. Gas is usually removed in the short circulation of the paper machine using vacuum tanks, but the presence of (a large volume of) a gaseous phase can dramatically affect the flow behaviour of a pulp suspension (Bennington et al. 1991).
64
5.2 Effects and behaviour in screening
5.2.1 Fibres
Where pressure screening separates particles according to their size, fibres are separated primarily by length (Kubat & Steenberg 1955). The length-weighted average fibre length has been shown here to be the dominant feed furnish property predicting pressure screen capacity (Paper II). Separation based on fibre flexibility has also been observed (Tangasakri & Göttsching 1994b, Lawryshyn & Kuhn 1998, Julien Saint Amand & Perrin 1999, Ämmälä 2001), for according to Lawryshyn and Kuhn (1998), flexible fibres tend to bend along their flow domain streamlines enabling them to pass through the slot more easily than rigid fibres. Tangasakri & Göttsching (1994b) found fibre flexibility to affect the capacity when it was a question of long fibres. Later, the effect of fibre flexibility among shorter fibres was found to be as significant as with longer fibres (Ämmälä 2001). The importance of flexibility as a separation mechanism and its effect on capacity are secondary relative to the effects of fibre length.
Effect on capacity
The mechanisms of the capacity reduction brought about by increased fibre length have been considered by several authors. First of all, the basic mechanism of pressure screening is such that the passage probability of long fibres is lower than that of short fibres (even at low consistency, without network effects). Further explanations have been found in stapling and the formation of a fibre mat over the screen plate, in that the longer the average fibre length is, the easier it will be for the fibres to hang on or staple themselves to the screen basket, which in turn will promote the formation of a fibre mat and reduce the effective open area of the screen (Yu et al. 1994). A more general mechanism lies in increased network effects, as fibre length is known to promote fibre network strength.
One of the hypotheses of this thesis was that increased fibre network strength and increased flocculation reduce the capacity of pressure screening. The effects of fibre network strength have been studied earlier by the addition of carboxymethyl cellulose CMC and a sucrose solution to increase the viscosity of the fluid medium (Paul et al. 2000). Both additives were found to increase pressure screen capacity. The sucrose solution reduced the fibre network strength

65
solely by increasing the viscosity of the fluid medium, but CMC is also known to form an anionic gel layer around the fibres, which could cover some irregularities on their surfaces and thus reduce solid friction between them. Both factors, fluid viscosity and surface friction reduction, were perceived to have contributed to a reduction in network strength, depending on the type of additive used and the suspension consistency. This concept was supported by measurements of fibre network strength and the increased capacity (decreased selectivity) of pressure screening.
Author's findings on capacity
Paper II examined the exploitation of the crowding factor (Eq. 10) and the corrected crowding factor (Eq. 11) for modelling pressure screen performance. The relationship of measured fibre network strength to pressure screen capacity was examined both in Papers II (different furnishes) and III (when altered using an anionic polymer). Increases in the measured fibre network strength (Papers II, III) and in flocculation as depicted by the crowding factor (Paper II) were found to reduce the pressure screen capacity, but the length-weighted fibre length of the feed furnishes was in Paper II found to predict pressure screen capacity more accurately than the crowding factors. Length-weighted fibre length was also found to be a more significant factor determining capacity than the most important operational parameter, slot velocity.
The findings in Paper II do not abolish the theory of the effect of network strength, however. On the contrary, the passage of short fibres of similar length was found to be less in furnish grades with a high long fibre content than in those without. This finding also supports participation of the fibre network in the separation phenomena. As pressure screening is ‘a combination of periods of fibre entanglement and periods of independent fibre movement’ (Wakelin & Corson 1995), both the lower passage probability of longer fibres and their increased network strength and thus participation in the separation can identified as the most significant mechanisms of observed capacity reduction with the increase of feed furnish fibre length.
To exclude the effect of viscosity on capacity, much smaller doses of CMC were used as the anionic polymer additive in Paper III than in previous studies. The CMC was well adsorbed onto the fibres, whereupon the measured change in fluid viscosity was insignificant. CMC was found to enhance the capacity of pressure screening through the fibre lubrication effect, which was measured to

66
reduce the network strength. The selectivity of separation was simultaneously reduced in probability screening.
In summary, the fibre content and quality, especially fibre length, have the most significant effect on the capacity of pressure screening. As in the case of improved screen plates, if a furnish is ‘easy to screen’ (short fibre, low CSF and a high filler content), the high pulp passage can be compensated for by using a higher consistency for fractionation. A practical example of this is European OCC fractionation vs. American OCC fractionation (Jussila 2006).
Effect on selectivity
Apart from pressure screening capacity, the pulp furnish also has an effect on the selectivity of separation. The idea of a statistical distribution of fibre length was considered early on by Tirado (1958), who assumed that fibre length and weight in mixtures of natural fibres would conform approximately to the normal distribution, and depicted the uniformity of the furnish in terms of standard deviation. He also conjectured that pulps showing a high standard deviation should be easier to separate into fractions because the differences in length will be more distinct. It was noted by many others later on that fibre fractionation creates two streams that differ most in their long fibre and fines contents. The subject was summarized by Braaten & Wakelin (1999) in the statement that ‘it is possible to achieve an almost perfect fractionation of the +14 fraction, reasonable fractionation of the 14-30 fraction, but no useful fractionation of the 30-50 fraction’.
Besides fibre length differences, flexibility differences have also been considered to have an effect on the achievable selectivity of separation. Tangasakri & Göttsching (1994b) observed the sharpest separation between long, stiff fibres and short, flexible fibres, followed by long, stiff fibres and short, stiff fibres, whereas the separation of long, stiff fibres from long flexible ones was the most difficult of all. Julien Saint Amand & Perrin (2003), in their consideration the mechanisms involved, observed that the greater selectivity of the separation of stiff fibres and shives relative to flexible fibres should be due to the fact that wall contacts are more effective where stiff particles are concerned. This hypothesis is supported by similar results showing a marked increase in efficiency with low profiles and flat-shaped contaminants, since wall contacts are more effective than with elongated particles, where contacts are exerted only at one end. Curved flow into a slot has also been suggested as a technique for measuring fibre flexibility,

67
as the more flexible fibres are more apt to follow the curved flow and pass into the slot (Oosthuizen 1994). The importance of flexibility for separation selectivity is nevertheless regarded as secondary to that of fibre length in all the above studies.
Author's findings on selectivity
The results of Paper II show that Tirado (1958) was correct in his deductions. The width of the fibre length distribution of the feed pulp, characterised by the standard deviation, was shown to be a good estimate of the fibre length differences likely to emerge in pressure screening, Fig. 21. An example of the fractionation results for a furnish with a narrow fibre length distribution and a wide fibre length distribution are shown in Fig. 22.
Fig. 21. The standard deviation of pressure screen feed pulp fibre length distribution is an adequate tool in estimating the potential of the furnish for fibre length fractionation (Paper II).
R2 = 0.971
R2 = 0.972
R2 = 0.962
0
0.2
0.4
0.6
0.8
0.20 0.40 0.60 0.80 1.00 1.20
Standard deviation of feed pulp fibre length (n ), mm
∆ F
ibre
len
gth
(n
), m
m
0.43 m/s1.05 m/s1.36 m/s

68
Fig. 22. The feed pulp and its accept and reject for a eucalyptus kraft pulp, with a narrow distribution (left) and pine kraft pulp with a wide distribution (right) of fibre length (Paper II)
Summary of the effects of furnish quality
The effects of furnish quality on the capacity and selectivity of pressure screen separation are summarized in Table 12, the effects on the operation curve are shown in Fig. 23.
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
0.0 1.0 2.0 3.0 4.0 5.0 6.0 7.0Fibre length (l ), mm
%
A
F
R
0.0
0.5
1.0
1.5
2.0
2.5
3.0
0.0 1.0 2.0 3.0 4.0 5.0 6.0 7.0
Fibre length (l ), mm
%
A
F
R
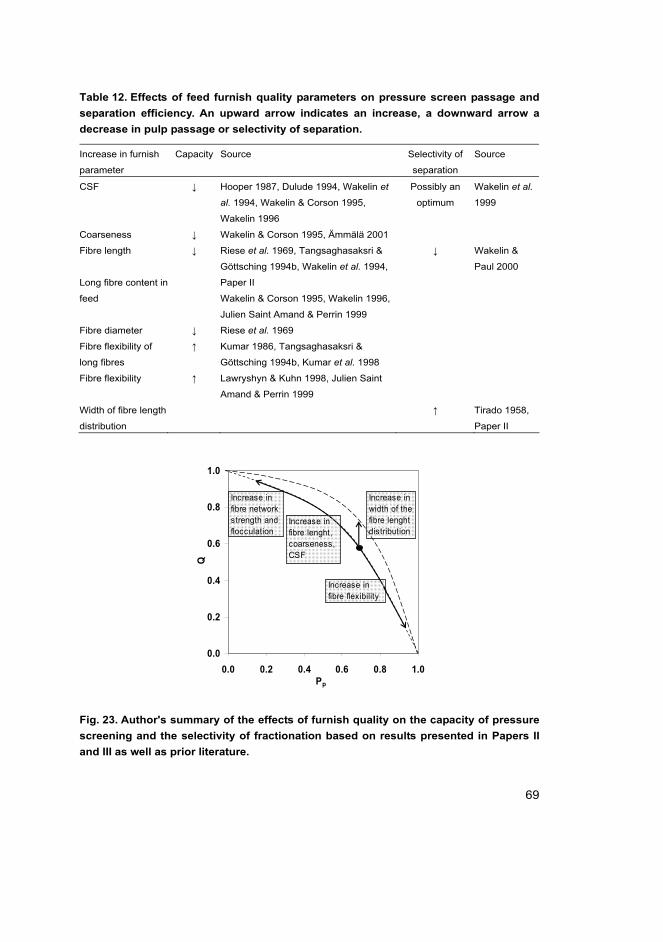
69
Table 12. Effects of feed furnish quality parameters on pressure screen passage and separation efficiency. An upward arrow indicates an increase, a downward arrow a decrease in pulp passage or selectivity of separation.
Increase in furnish
parameter
Capacity Source Selectivity of
separation
Source
CSF ↓ Hooper 1987, Dulude 1994, Wakelin et
al. 1994, Wakelin & Corson 1995,
Wakelin 1996
Possibly an
optimum
Wakelin et al.
1999
Coarseness ↓ Wakelin & Corson 1995, Ämmälä 2001
Fibre length ↓ Riese et al. 1969, Tangsaghasaksri &
Göttsching 1994b, Wakelin et al. 1994,
↓ Wakelin &
Paul 2000
Long fibre content in
feed
Paper II
Wakelin & Corson 1995, Wakelin 1996,
Julien Saint Amand & Perrin 1999
Fibre diameter ↓ Riese et al. 1969
Fibre flexibility of
long fibres
↑ Kumar 1986, Tangsaghasaksri &
Göttsching 1994b, Kumar et al. 1998
Fibre flexibility ↑ Lawryshyn & Kuhn 1998, Julien Saint
Amand & Perrin 1999
Width of fibre length
distribution
↑ Tirado 1958,
Paper II
Fig. 23. Author's summary of the effects of furnish quality on the capacity of pressure screening and the selectivity of fractionation based on results presented in Papers II and III as well as prior literature.
0.0
0.2
0.4
0.6
0.8
1.0
0.0 0.2 0.4 0.6 0.8 1.0Pp
Q
Increase in fibre lenght, coarseness, CSF
Increase in fibre flexibility
Increase in width of the fibre lenght distribution
Increase in fibre network strength and flocculation
70
5.2.2 Organic fines, fillers and pigments
Fines are enriched in the accept in pressure screening and fractionation, because of their small size and tendency to follow the flow of water. The concentration of fines (g/l) does not significantly change between the feed, accept and reject streams, which demonstrates that the fines are able to pass freely through the screen plate aperture with the fluid (Olson et al. 1998), and the Pp is approximately 1 for the smallest particles and decreases with increasing fibre length (Olson & Wherret 1998, Kumar et al. 1998). Thus fines rejection is proportional to RRV, although with very low values for the Pp, and when high pulp thickening occurs, the yield of fines in the short fibre fraction has been observed to be somewhat lower due to the formation of a dense fibre network which impedes the passage of some of the fines (Ämmälä 2001).
Author's findings on fines
Although fines quality is not expected to change much in screening, small differences have been observed in this respect in pressure screen fractions of mechanical pulp (Luukko & Paulapuro 1998, Krogerus et al. 2002), and with an LWC furnish mixture in Paper IV. The organic fines of the long fibre fraction have been observed to have a higher fibril content than those of the short fibre fraction. As the fines content is lower in the long fibre fraction, it would be false to say that most fibrils are rejected in pressure screening, but they do have a higher possibility of being rejected than do flake-like fines.
Although the main separation mechanism in screening is the size of the particles, their shape also affects separation, but is of secondary importance. As the fines are small, they are enriched in the accept due to reject thickening. In practise, this means that although the fines content may differ between the two end fractions, the fines will in general be of similar quality in both. This can be taken to be the main fines behaviour in most cases. As the fibre network actively participates in the screening process, however, the quality of fines also changes slightly in some screening cases that involve pronounced thickening and a feed furnish that includes fines covering a wide range of sizes and shapes. The reason for this phenomenon is the greater difficulty that ribbon-like fines or particles with a very high specific surface have in moving through the fibre network. This is supported by the low quality of fines in paper machine wire water (Beaulieu & Shallhorn 1993, Jokinen et al. 2006a). Wire water from a fine paper machine

71
contains primary fines and ray cells, as their movement is relatively easy within the fibre network and their retention consequently low (Jokinen et al. 2006a).
Even in the case of fines quality changes that emerge in screening, fines quantities in the fractions can be predicted relatively well by using an approximate split of the fines into end fractions in accordance with the volumetric flow split. The mechanisms of fines separation in screening have been suggested by the author in Table 13.
Table 13. Suggested separation mechanisms for fines and their practical aspects in screening (Jokinen et al. 2006a).
Important fines properties
in screening
Hypothesis on the behaviour of fines Practical aspects
Size Small particles readily follow flows No fines quality difference
between the accept and reject.
Differences in fines content due to
thickening.
Shape Long ribbons or fines of high specific
surface may become entangled with fibres
Relative fibrillar fines content
higher in the reject.
Slight size differences possible.
5.2.3 Components to be removed from the process
Screening is the most efficient way of removing macro-stickies, and removal efficiencies of up to 97% have been measured in an industrial deinking line. As micro-stickies are much more difficult to remove (and not removed by screening), the total removal efficiencies for stickies tend to be of the order of 56% (Volk et al. 2005). The stickies removal efficiency in the high-consistency screening system of a deinking mill (producing copy paper) showed that 32% of the macro-stickies had been removed, 47% were found in the accepts and the rest were missing having probably been fragmented into smaller stickies particles (Julien Saint Amand et al. 2005). Because of the fragmentation in the removal process and the fact that stickies measurements are often not quantitative in nature, the calculation of accurate removal efficiencies is difficult. Also, as high removal efficiencies cannot be obtained in one single stage, high overall stickies removal entails high investment costs.
The removal efficiency for stickies (Julien Saint Amand et al. 2005) and flat-shaped contaminants (Julien Saint Amand et al. 2002) has also been shown to be sensitive to the contour height of the screen, since a lower profile was found to

72
reduce the passage of films and stickies more than the passage of pulp. This means that an increase in separation selectivity with respect to stickies and flat-shaped contaminants is obtainable without any simultaneous decrease in capacity.
As stickies are conformable components, their separation is more dependent on temperature and slot velocity (Heise 1992, Julien Saint Amand et al. 2005). Reducing tonnage (i.e. slot velocity) variations in the screening system was found to result in improved stickies removal at a deinking plant using mixed office waste (Griffin et al. 2002), and a low consistency was also found to be preferable.
In addition to the operational conditions and screen plate design, the size and type of the stickies greatly influences screening efficiency, as illustrated in Table 14, where the cleanliness efficiencies measured on accept pulp handsheets for stickies in the 0.4-1.0 mm2 size class are compared between two screen plate designs under the same screening conditions. Due to their lower conformability, hot-melt adhesives have a lower extrusion ability than water-based adhesives (Julien Saint Amand et al. 2005) and removal efficiencies are higher for larger stickies than for smaller ones (Bliss & Vitori 1992, Venditti et al. 2004). Barrier screening of stickies does not occur automatically for particles larger than the slot width. It has been estimated that stickies particles up to 1.2 times the slot width should be able to pass through the slot during a single pressure pulse (Julien Saint Amand et al. 2005), and that larger particles, 3-4 times the slot width, might be able to pass through in a multi-step extrusion process taking place over several pulsation cycles (Asendrych 2006). These values are naturally dependent on the nature of the stickies, the flow conditions and the temperature.
Table 14. Effects of profile height, slot velocity and the types of a stickies on removal efficiency (Julien Saint Amand et al. 2005)
Screen plate
slot width 0.15 mm
Profile height 1.2 mm
Profile angle 25º
Wire width 2.9 mm
Profile height 0.6 mm
Profile angle 13º
Wire width 3.2 mm
Adhesive age &
average spot
thickness in
handsheet
Old hot-melt
rubber
adhesives
52 μm
Old water-based
acrylic
adhesives
38 μm
Fresh water-
based acrylic
adhesives
51 μm
Old water-based
acrylic
adhesives
38 μm
Fresh water-
based acrylic
adhesives
51 μm
Efficiency at slot
velocity 1 m/s, %
76 20 60 78 92
Efficiency at slot
velocity 3 m/s, %
56 10 37 20 68

73
Although pressure screens are not actively used for gas removal, the presence of a gaseous phase might reduce the efficiency of a pressure screen (Ämmälä et al. 2000). Bennington et al. 1991 observed migration of gas to the zone between the rotor lugs, where it accumulated and blinded the rotor from the suspension. The gas impeded momentum transfer to the suspension and could cause a cessation of flow development with increasing rotational speed, thus disturbing the suction pulse.
5.3 Effects and behaviour in cleaning
5.3.1 Fibres
A hydrocyclone separates fibres according to their settling properties, i.e. according to their specific surface (Wood & Karnis 1977, 1979, Wood et al. 1991). Density and size have also been reported to be major mechanisms governing the solid-solid separation of particles in a hydrocyclone (Bradley 1965), and they are indeed the two most important parameters affecting the separation of sand, glass or filler agglomerates in pulp and papermaking processes.
This chapter summarizes the reported results regarding hydrocyclone fibre fractionation and explains the effects of fibre and furnish properties and network effects on fractionation selectivity. Reports on hyrocylone separation according to specific surface area and density of fibres are scarce, therefore the hydrocyclone fibre fractionation literature is summarized according to the more easily measured and thus more often reported fibre properties of fibre length, cell wall thickness and coarseness.
Fibre length
Since size, i.e. fibre length, is not among the principle separation mechanisms operating in a hydrocyclone when used for fibre classification purposes, there are various reports on longer fibres accumulating into either the light fraction (Seifert & Long 1979, Corson & Tait 1977, Wood & Karnis 1979, Paavilainen 1992, Makkonen et al. 1995, Ho et al. 2000, Branion et al. 2001, Wang et al. 2002) or the heavy fraction (Karnis 1997, Kure et al 1999, Li et al. 1999, Branion et al. 2001, Byrd et al. 2002, Vomhoff & Grundström 2003). There are also reports of
74
equal fibre length in the accept and reject (Li et al. 1999, Paper IV). Statie et al. (2002) suggested that fibre length may be dependent on fibre diameter and density, in that longer fibres of small diameter are more readily rejected and longer fibres of large diameter fibres are more readily accepted. For fibres of intermediate diameter, fibre length has little influence. The diameter at which the trend changes depends on density. Even when the separation is sensitive to fibre length, its influence is smaller than those of other fibre properties. The topic of fibre length is well summarized by Karnis (1997) in his conclusion that ‘Fibre length distribution may or may not change depending on the specific surface of various fibre length fractions. This is a pulp-dependent variable.’
In addition to being a pulp-dependent variable, Branion et al. 2001 observed that fibre length differences were dependent on the hydrocyclone design. Besides the specific surface differences between fibre length fractions, wall effects and the design of hydrocyclone might affect fibre length separation. When the underflow outlet diameter is small relative to the fibre length, it has been suggested that the long fibres may migrate back towards the centre of the cleaner and towards the light fraction. The diameter of a centrifugal cleaner also affects the separation cut size in contaminant removal operations, which may explain the diverging results obtained regarding its effects on separation selectivity.
Fibre cell wall thickness and coarseness
The hydrocyclone clearly separated fibres on the basis of properties other than fibre length. Density is very important to fibre fractionation, and RRm increases with increasing wet density of the particles or fibres (Statie et al. 2002). Many hydrocyclone fractionation trials involve the separation of spring and summerwood fibres according to their differences in apparent density (Jones et al. 1966, Paavilainen 1992, Kure et al. 1999). The subject has been approached by means of microscopic investigations (Paavilainen 1992, Kure et al. 1999) and by using synthetic fibres that were of the same length but different coarsenesses (Ho et al. 2000).
Fractionation of organic fibres according to coarseness is sometimes weaker than assumed. In an experimental study using TMP, Julien Saint Amand & Perrin (2003) found hydrocyclone fractionation according to fibre diameter and coarseness to be less than that predicted by the theory of Statie et al. (2002), and less that achieved using artificial nylon fibres by Ho et al. (2000). Fibres can be separated according to coarseness if the fibre wall thickness remains unchanged

75
as the coarseness increases. It is in the nature of a wood fibre furnish, however, for the large-diameter (springwood) fibres to have only a small difference in coarseness to the small-diameter (summerwood) fibres, because of overlapping in their coarseness distributions. The lower separation efficiency achieved according to coarseness and fibre diameter is due to the competing mechanisms of centrifugal separation towards the hydrocyclone wall (by radial slip velocity) and the shear-induced lift forces toward the axis of the hydrocyclone.
Fibre network strength
The presence of a fibre suspension and its quality affects the operation of the hydrocyclone in removing foreign components in two ways. First of all, particle-particle interactions and the strength of the fibre network influence the performance to a great extent. Kraipech et al. (2005) have recently found interactions to be especially important within the regions close to the walls and the air core. Secondly, recent measurements have shown that fibres affect the flow field within a hydrocyclone. Bergström & Vomhoff (2004) used a pitometer equipped with a medical micropressure transducer to record the tangential velocity, and found that the presence of a fibre suspension reduced this tangential velocity in the inner vortex within a hydrocyclone.
Author's findings on fibre network strength
Particle-particle interactions are known to be very important in a hydrocyclone and feed furnish properties, especially the fibre length and coarseness, also influence the network strength and flocculation tendency of the pulp. The significance of network strength in hydrocyclone fractionation was studied in Paper III by adding an anionic polymer, CMC, to the pulp furnish, which lubricated the fibre surfaces. The reduced network strength of the furnish was reflected in increased thickening during fractionation. Selectivity of separation was enhanced simultaneously. Increased thickening also occurs when the network strength is reduced by lowering the feed consistency.
Network effects and the influence of other pulp properties to contaminant removal are discussed further in conjunction with the separation of sand and gases in part 5.3.3

76
Fibre fractionation selectivity
The selectivity of hydrocyclone separation has been seen to be greatly influenced by the physical properties of the feed fibres (Kure et al. 1999, Statie et al. 2002). It was concluded here that differences in fibre length in pressure screening were dependent on the width of the fibre length distribution (Paper II), and the same philosophy can be extended to centrifugal cleaning, although the widths of the fibre property distributions relevant to cleaning are much more difficult to measure than fibre length. Like the Bauer McNett measure for fibre length, a system based on centrifugal cleaners has been proposed for use when measuring the specific surface distribution (Wood & Karnis 1977), but this method is time-consuming and has not gained any standing among the accepted laboratory methods.
Thus fibre fractionation in centrifugal cleaning is assumed to be dependent on the specific surface and density differences present among the fibres. The subject has been addressed in the literature by several authors (Jones et al. 1966, Karnis 1997, Statie et al. 2002, Park et al. 2005). According to Jones et al. (1966), the separation of fibres is expected to correlate with differences in sedimentation rate and the amount of mechanical damage done to the pulp before separation was considered an important variable. Thus pulp that has never been dried is more selectively separated into spring and summer wood fractions than reslurried machine-dried pulp. The most highly refined fibres tend to appear in the cleaner accepts, and a separation of beaten and unbeaten fibres is obtained rather than a separation of springwood and summerwood. Statie et al. (2002) and Park et al. (2005) emphasize the role of wet density differences, fractionation being more selective for large differences at low wet density values.
Whether hydrocyclone fibre separation occurs according to fibre surface properties (specific surface) or cell wall thickness (density) differences may be due to the difference in the broadness of these distributions. Karnis (1997) concluded that mechanical pulp fibres are separated based on the specific surface area, whereas chemical pulp fibres are separated by coarseness. This conclusion was based on the observation that mechanical pulp fibres have a broad specific surface area distribution compared with chemical pulp fibres and relatively narrow coarseness and wall-thickness distributions. Karnis (1997) uses the following words, ‘In unbeaten chemical pulps, the distributions of external surface area and diameter (volume) are quite narrow. The separation takes place based on the broader coarseness (or fibre wall thickness) distribution.’ (A
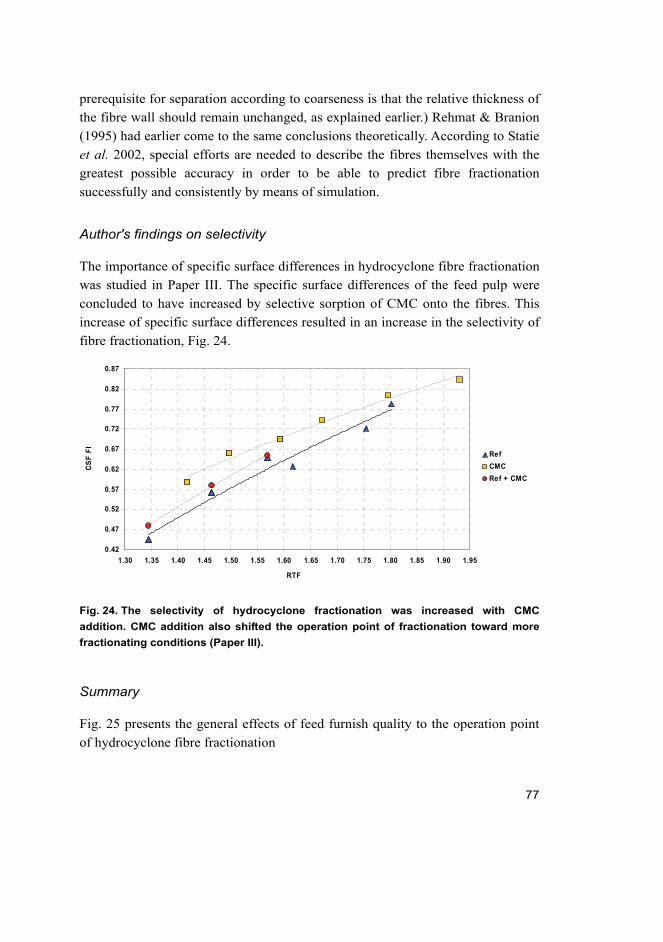
77
prerequisite for separation according to coarseness is that the relative thickness of the fibre wall should remain unchanged, as explained earlier.) Rehmat & Branion (1995) had earlier come to the same conclusions theoretically. According to Statie et al. 2002, special efforts are needed to describe the fibres themselves with the greatest possible accuracy in order to be able to predict fibre fractionation successfully and consistently by means of simulation.
Author's findings on selectivity
The importance of specific surface differences in hydrocyclone fibre fractionation was studied in Paper III. The specific surface differences of the feed pulp were concluded to have increased by selective sorption of CMC onto the fibres. This increase of specific surface differences resulted in an increase in the selectivity of fibre fractionation, Fig. 24.
Fig. 24. The selectivity of hydrocyclone fractionation was increased with CMC addition. CMC addition also shifted the operation point of fractionation toward more fractionating conditions (Paper III).
Summary
Fig. 25 presents the general effects of feed furnish quality to the operation point of hydrocyclone fibre fractionation
0.42
0.47
0.52
0.57
0.62
0.67
0.72
0.77
0.82
0.87
1.30 1.35 1.40 1.45 1.50 1.55 1.60 1.65 1.70 1.75 1.80 1.85 1.90 1.95
RTF
CSF
FI Ref CMC Ref + CMC
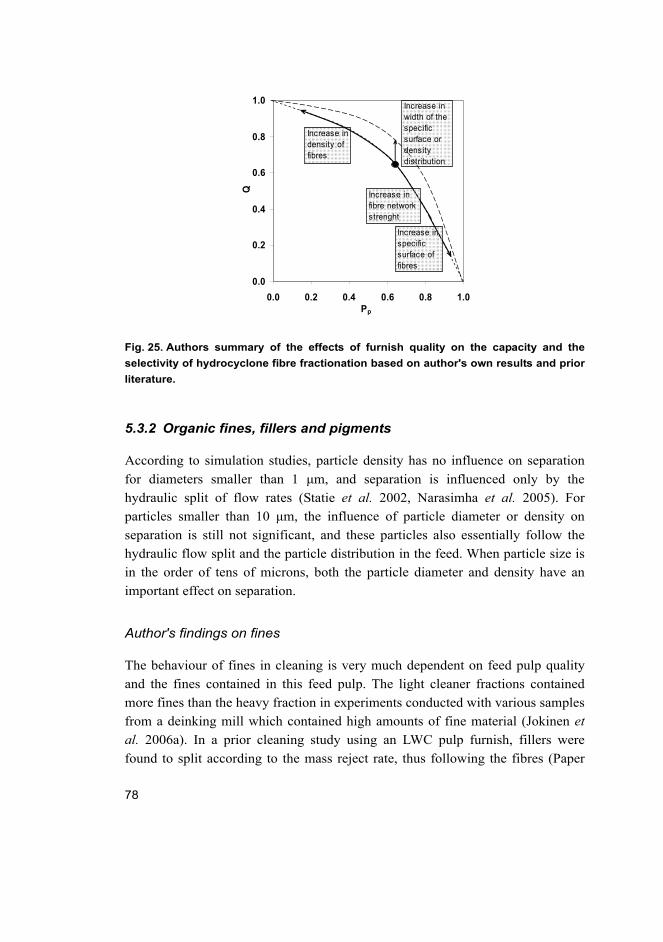
78
Fig. 25. Authors summary of the effects of furnish quality on the capacity and the selectivity of hydrocyclone fibre fractionation based on author's own results and prior literature.
5.3.2 Organic fines, fillers and pigments
According to simulation studies, particle density has no influence on separation for diameters smaller than 1 μm, and separation is influenced only by the hydraulic split of flow rates (Statie et al. 2002, Narasimha et al. 2005). For particles smaller than 10 μm, the influence of particle diameter or density on separation is still not significant, and these particles also essentially follow the hydraulic flow split and the particle distribution in the feed. When particle size is in the order of tens of microns, both the particle diameter and density have an important effect on separation.
Author's findings on fines
The behaviour of fines in cleaning is very much dependent on feed pulp quality and the fines contained in this feed pulp. The light cleaner fractions contained more fines than the heavy fraction in experiments conducted with various samples from a deinking mill which contained high amounts of fine material (Jokinen et al. 2006a). In a prior cleaning study using an LWC pulp furnish, fillers were found to split according to the mass reject rate, thus following the fibres (Paper
0.0
0.2
0.4
0.6
0.8
1.0
0.0 0.2 0.4 0.6 0.8 1.0Pp
Q
Increase in density of fibres
Increase in width of the specific surface or density distribution
Increase in fibre network strenght
Increase in specific surface of fibres

79
IV). The separation of micro-stickies and ink particles during cleaning is minor, as judged from the small differences in DCM-extractive contents, ERIC and brightness values (Jokinen et al. 2006a).
The simulation results of Statie et al. (2002) and Narasimha et al. (2005) were confirmed by experimental results, in that no consistent differences were observed for ink and filler particle sizes in the hydrocyclone fractions using image analysis of optical micrographs (Jokinen et al. 2006a).
An industrial-sized hydrocyclone is able to fractionate fines into quality classes to some extent in the size range 25-100 µm, the quality differences being consequences of other feed fines density and specific surface properties. The ash content of the fines in the size range 25-100 µm is found to be clearly higher in the heavy fraction than the light fraction (Jokinen et al. 2006a), while fibrillar organic fines are more likely to be directed to the light fraction in a hydrocyclone and flake-like fines and ray cells to the heavy fraction (Wood et al. 1991, Beaulieu & Shallhorn 1993, Alince & Porubská 2001, Paper IV, Jokinen et al. 2006a).
Table 15. Suggested separation mechanisms for fines and their practical aspects in cleaning (Jokinen et al. 2006a).
Important fines properties
in cleaning
Hypothesis on the behaviour of fines Practical aspects
Specific surface Radial velocity tends to drift particles with
high specific surface toward the core of the
cleaner and the inner vortex.
Higher fibril content in the cleaner
light fraction than in the heavy
fraction.
Density Centrifugal force drives heavy particles
toward the hydrocyclone walls and the outer
vortex.
Large enough coating flakes or
pigment agglomerates are
separated to the heavy fraction.
Shape Platy particles orientate to have a greater
projected area and thus greater drag force.
Spherical particles are more
easily likely rejected.
Size Smallest fines particles follow the flow of
water.
No quality difference between
accept and reject in the smallest
fines particles. The difference in
contents of smallest fines due to
thickening.
80
5.3.3 Components to be removed from the process
Hydrocyclones are used to remove high-density particles such as sand and glass or lightweight contaminants like wax, styrofoam and plastics. Hydrocyclones may also be used for gas removal, but stickies removal by this method is a challenge.
The efficiency of both light and heavy contaminant removal increases with particle size and reaches an optimum beyond which the particle diameter is so large that entrainment with the main fibre flow occurs and impedes the movement of the particle radially out towards the side wall of the hydrocyclone (Bradley 1965, Julien Saint Amand et al. 2005). The decrease in efficiency beyond this optimum is attributed to centripetal forces caused by contacts between the particles and the cleaner wall and to shear-induced particle spin (lift forces), especially in the reject area (Julien Saint Amand et al. 2005). The reject tip size and cleaner diameter affect the optimum removable particle size.
Cleaning has become much less competitive for stickies removal due to progress in slotted pressure screening. Stickies are known to be very difficult to remove because their density is close to the pulp density. Most of the PSA stickies in deinking raw material are high-density particles and should thus be removed by high-density cleaners. By contrast, low-density stickies arising from hot-melt glues that need to be removed with low-density cleaners are more common in the field of packaging. Their removal efficiency is very poor, although could be increased slightly by adding talc (Julien Saint Amand et al. 2005). Absorption to stickies required an addition of fresh talc, however, as the fillers already present in recovered paper pulp did not have this effect. Clay and stickies have also been found to form neutral-buoyancy agglomerates that cannot be removed by centrifugal cleaners (Yang & Banerjee 2003).
Besides talc, the addition of an excess of air and surfactant (if needed) has been used for removal of low-density hydrophobic particles such as ink, stickies and extractives (Chamblee & Plattner 1992) as entrained gas in a hydrocyclone will migrate to the air core in a fraction of a second. However, if the furnish includes a significant volume of air (3-6%), this might influence the separation of other contaminants. The entrained gas will occupy a certain volume and shorten the retention time and capacity of the hydrocyclone proportional to its volumetric ratio (Bliss 1993).

81
Author's findings on sand removal
Publications presenting results on the removal of sand using hydrocyclones are rare. The effects of operational parameters and furnish type on sand removal were studied in Paper V. When the furnishes were compared at an equal RRm of 20%, the highest sand removal efficiency was achieved with spruce TMP pulp, followed by the pine kraft, birch kraft and spruce GW pulps. Although the removal efficiency decreased in general with increased feed consistency, the effect was smaller in the case of spruce GW and birch kraft pulp.
Besides consistency and network strength, the flocculation tendency of a furnish was suggested to affect the sand removal properties of pulp. Flocculation produces a state of unevenness in the fibre networks (Kerekes et al. 1985), so that the more the fibres are crowded into flocs, the weaker and less dense the surrounding fibre network becomes, and sand particles may be able to exploit these “channels” between flocs as separating paths. Given the same consistency, longer and coarser fibres form a less dense network, and thus the free void between the fibres is larger, which might explain the easier removal of sand from long-fibre furnishes of TMP and pine kraft pulp. However, many researchers have observed a trend towards more pronounced flocculation at increased consistencies (Jokinen & Ebeling 1985, Kerekes & Schell 1992), and if sand separation efficiency is compared between consistencies with a given pulp type, it is not generally found to be enhanced by higher flocculation. The dual effect of consistency in increasing the network strength, but simultaneously increasing flocculation could explain the smaller effect of the consistency increase on sand removal in the case of GW and birch kraft pulp.
Author's findings on gas removal
Integrated gas removal using a light removal option with hydrocyclones in the short circulation of a paper machine was studied on a pilot scale in Paper VI, and promising results were obtained. It seemed that gas removal could possibly be integrated to the sand removal at the short circulation of the paper machine in some cases. The significantly higher consistency and smaller bubble size made gas removal more challenging, and the furnish type was found to have a major effect. Also, air removal was found to be more difficult in the case of furnishes with a high content of surface active substances and hydrophobic material.
82
In the experiments reported in Paper VI, gas was also rejected in a conventional hydrocyclone under typical sand removal operational conditions. Similar results have also been arrived at recently by means of CFD calculations. Narasimha et al. (2006) used a large simulation of eddies in a hydrocyclone to predict the air core diameter and shape. The gas was found to flow through the cyclone concurrently with water towards the rejects. The diameter of the air core was found to increase with increasing feed flow rate and reject outlet diameter and to decrease with increasing fluid viscosity. These affected the tangential speed of the fluid, the rise in which increased the air core diameter, which was concluded to be more of a transport effect than a pressure effect.
83
6 Summary of author's findings
The aim of this thesis was to clarify the effects of design, operational and furnish quality parameters on pressure screen and hydrocyclone performance. The general contradictory interrelationships between capacity and selectivity in pressure screening and cleaning were known, but knowledge of the effects of design, operational and furnish quality parameters on the state of operation was mostly based on practical experiences, without deeper understanding of the subject.
As separation selectivity is highly dependent on thickening and pulp passage, the operation curve of separation, which presents the decreasing selectivity of separation as a function of increasing pulp passage, was found to be the proper tool for examining the parameters affecting pressure screen and hydrocyclone performance. Most of the parameters were found merely to affect the state of operation along the operation curve for a furnish, and no simultaneous increases in capacity and selectivity were obtained. Even so, the direction of influence of the parameters was also found to be valuable for the design of separation processes for use in a wide variety of applications.
New knowledge was created in the areas of design parameters for pressure screening, more precisely the geometry of the screen plate, in furnish quality parameters in pressure screen fibre fractionation, and in the hydrocyclone separation of fibres, sand and gases.
An examination of several wire screen plate designs suggested that the capacity increases brought about by changes in wire screen plate geometry were achieved at the cost of separation selectivity in probability screening. The capacity of the screen plate was affected by the flow conditions on it and its hydraulic resistance. The resistance in the reverse flow direction in particular is of significant importance for the capacity of the screen plate.
The wire geometry had multiple effects on the operation point of separation. The screen plate capacity was increased upon an increase in slot width and the profile height of the screen plate. New information was obtained on the effect of wire height, in that an increase in this will reduce the screen plate capacity. Rounding of the wire edges and a decrease in the flow expansion / contraction angle within the aperture flow channel both increased the capacity, but increasing the open area of the screen plate did not improve the capacity when the larger open area was achieved by reducing the wire width.
84
The feed furnish properties were found to be essential to the capacity and selectivity of separation, and different furnishes produced independent operation curves. Pressure screening capacity was found to decrease with an increase in fibre length, fibre network strength and flocculation. The length-weighted fibre length of the feed furnish was the most accurate parameter for modelling pressure screen capacity, however, neither measurement of the network strength nor the estimation of flocculation using the crowding factor improved the predictive ability of the model. A reduction in the network strength achieved by lubrication of the fibre surfaces did increase the capacity, however.
Pressure screen fibre fractionation selectivity was promoted by an increase in the width of the fibre length distribution of the feed furnish, estimated using the standard deviation of the furnish fibre length distribution. Slight fines quality differences were achieved in screening, but only quantitative differences in fines were estimated to be of practical significance for the current pressure screening technology.
The furnish properties affected the separation selectivity of fibres, sand and gases in a hydrocyclone. An increase in fibre network strength reduced the selectivity of the hydrocyclone separation of fibres and sand. The specific surface area, and especially the amount of fines material, was found to present a challenge for gas removal. It was concluded that an enhanced width of the specific surface distribution would increase the selectivity of fibre fractionation in a hydrocyclone. Fines quality differences were obtained in cleaning, but it was concluded that they were dependent on the kinds of fines included in the feed furnish. Differences in fines quantity between the fractions were smaller than in the case of pressure screening, despite the similar tendency for the smallest fines to follow the volumetric flow.
Knowledge of the effects of design, operational and furnish quality parameters on pressure screen and hydrocyclone separation performance was deepened as a result of the work presented in this thesis, and the heightened recognition and understanding of the importance of furnish quality parameters in particular may provide new insights into the optimal designing of equipment and processes. The subject is a wide one, however, and some areas call for supplementary studies. This thesis presents a framework in which to study these effects further in pursuit of the general objective of maximizing capacity and selectivity in order to minimize energy and investment costs. Summary of the most important new findings is presented within the in research field in Fig. 26.

85
Fig. 26. Summary of the most important new findings within the research field.
86

87
References Agar GE & Herbst (1966) The effect of fluid viscosity on cyclone classification. Society of
Mining Engineers, 14-149. Ahnger A (1995) Stock screening and cleaning in paper making. Proceedings of the 49th
Appita Annual General Conference, Hobart, Tasmania, 549-554 Ala-Jääski T (1995) Pressure screen for removing light impurities. Paper Asia, 31-35. Alexander W (1941) Improvements in centrifugal separator for extracting solids from
liquids. British Patent 537,771. Alince B, Porubská J & van de Ven TBM (2001) Effect of model and fractionated TMP
fines on sheet properties. Proceedings of 12th Fundamental Research Symposium, Oxford, 1343-1355.
Allison RW & Graham KL (1989) Peroxide bleaching of mechanical pulp fractions from radiate pine. Journal of Pulp and Paper Science 15(4): J145-J150.
Allison & Olson J (2000) Optimization of multiple screening stages for fibre length fractionation: Two stage case. Journal of Pulp and Paper Science 26(3): 113-119.
Ämmälä A, Dahl O, Kuopanportti H & Niinimäki J (1999a) The role of back flow in an axially fed pressure screen. Paperi ja Puu 81(3): 210-215.
Ämmälä A, Dahl O, Kuopanportti H & Niinimäki J (1999b) Pressure screening – The changes of pulp properties in the screen basket. Tappi Journal 82(10):99-104.
Ämmälä A (2001) Fractionation of thermomechanical pulp in pressure screening. Doctoral thesis, University of Oulu.
Ämmälä A (2004) Dual effect of foil speed on reject thickening in pressure screening. Appita Journal 57(2): 128-131.
Ämmälä A, Rautjärvi H & Niinimäki J (2000) Effect of entrained air on the performance of a pressure screen. Tappi Journal 83(9):62.
Ämmälä A, Jussila T & Niinimäki J (2006) Metso Paper, assignee. Method for controlling screening by measuring flow and consistency of the pulp. U.S. Patent 7.077.930.
Anon (1986) Turbo cleaner removes heavies, stickies and plastics using less energy. Paper Age 122(3): 20-26.
Anon (2006) Internet pages of Noss. http://www.noss.com/index_files/brochures_files/ pdf/fractionation.pdf (Dec.12th, 2006).
Aregger HJ, Hertl E, Sket P, Janisch K-P (2006) Fraktionierung in Deinkinganlagen – ein neuer Weg in der Altpapieraufbereitung. Proceeding of 12th PTS-CTP Deinking Symposium, Leipzig, Germany, 493-503.
Asendrych D (2006) Numerical simulation of the behaviour of adhesive contaminants in the screening process. Proceedings of the 12th PTS-CTP Deinking Symposium, Leipzig, Germany, 174-188.
Auhorn W & Poschmann F (1983) Physico-chemical phase boundary phenomena in stock deaeration. Wochenblatt für Papierfabrikation 21: 771-778.
Beaulieu S & Shallhorn PM (1993) Strategies to minimize ray cell linting. Proceedings of the 18th International Mechanical Pulping Conference, Oslo, Norway, 309-323.
88
Bennington CPJ & Kerekes RJ (1996) Power requirements for pulp suspension fluidization. Tappi Journal 79(2): 253-258.
Bennington CPJ, Kerekes RJ & Grace JR (1991) Motion of pulp fibre suspensions in rotary devices. The Canadian Journal of Chemical Engineering 69(x): 251-258.
Bennington CPJ, Kerekes RJ, Grace JR (1990) The yield stress of fibre suspensions. The Canadian Journal of Chemical Engineering 68: 748-757.
Berges A (1945) U.S. Patent 2,779,411. Bergström J & Vomhoff H (2004) Velocity measurements in a cylindrical hydrocyclone
operated with an opaque fibre suspension. Minerals Engineering 17, 599-604. Bhaskar KU, Murthy YR, Raju MR, Tiwari S, Srivastava JK & Ramakrishnan N (2007)
CFD Simulation and experimental validation studies on hydrocyclone. Minerals Engineering 20(1):60-71.
Bliss T (1993) What is the effect of entrained air on the performance of hydrocyclones? Progress in Paper Recycling 2(2): 89-91.
Bliss T (1994) Centrifugal cleaning in the stock preparation system. Stock Preparation Short Course, San Francisco, 161-175.
Bliss T & Vitori C (1992) Effect of velocity through pressure screen slots on efficiency and through-put. Contaminant Problems & Strategies in Wastepaper Recycling Seminar, Cincinnati, OH, 73-84.
Boettcher PC (1986) Results from a new design of contoured screen plate. Proceedings of Pulping Conference, Toronto, Canada, 279-283.
Bohn B, Hernesalo M & Nerg H (1999) New screening techniques for the new millennium – The MuST Screen. Proceedings of Tappi 99 – preparing for the next millennium, Atlanta, GA, 3: 1469-1476.
Braaten KR & Wakelin RF (1999) Fibre length fractionation of TMP using pressure screens. Tappi Journal, 82(6): 128-135.
Bradley D (1965) The Hydrocyclone. Pergamon Press. Branion R, Ho S-L, Rehmat T & Sevilla E (2001) Fibre fractionation in hydrocyclones.
Proceedings of the 6th World Congress of Chemical Engineering, Melbourne, Australia, 10p.
Branvall E, Tromund D, Backstrom M Bergstrom J, Tubek-Lindblom A & Olm L (2005) Potential benefits by separate bleaching of pulp fractions enriched in earlywood and latewood fibres. Proceedings of International Pulp Bleaching Conference, Stockholm, Sweden, 269-271.
Brecht & Klemm (1953) The mixture of structures in a mechanical pulp as a key to the knowledge of its technological properties. Pulp and Paper Magazine of Canada 54(1): 72-80.
Bretney E (1891) Water Purifier. U.S. Patent No. 453105. Burt MP & Thomas PR (2002) Analysis of the hydrocyclone stock cleaning process for
wasted fibre in a paper mill. Journal of Cleaner Production 10: 573-579. Byrd M, Pawlak J, Jameel H & Venditti R (2002) The effect of operating variables on the
fractionating characteristics of a hydrocyclone. Proceedings of the Tappi Fall Conference & Trade Fair, San Diego, CA.
89
Chamblee JW & Plattner G (1992) Gas sparged cyclone flotation processes. Paper presented at 1992 Pulping Conference, Boston, MA, 3: 925-931.
Chivrall GB (1984) The Beloit Uniflow cleaner, a novel concept in hydrocyclone technology. SPCI World Pulp and Paper Week Proceedings: Stockholm, Sweden, 266-271.
Christensen L (1971) Bird Tricelan operational experiences with reprocessed paper. Proceedings of Tappi Secondary Fibre Conference, San Francisco, 97-101.
Coppick S & Brown R (1967) Pulp processing method for mixed cellulosic materials. US Patent 3301745.
Corson S, Flowers AG, Morgan DG & Richardson JD (2003) Manipulation of paper structure and printability by control of the fibrous elements. Proceedings of International Mechanical Pulping Conference, Quebec, Canada, 33-42.
Corson SR & Tait JD (1977) Prediction of the performance characteristics of a centrifugal cleaner. Tappi 60(8): 126-127.
Cullichi P (1989) The upgrading of stock furnishes by the fibre fractionation in corrugating paper production. Recycling of fibres and fillers in pulp and paper industry. EUCEPA Symposium, Ljublana, 187-207.
Cusi DS (1958) International Pulp Products, assignee. Screen plate. U.S. Patent 2,827,169. Dangeleit M (2005) NimaxTM – Siebkorbtechnologie und Siebkorbservice. Wochenblatt
für Papierfabrikation 133(16): 967-970. Dobbins RJ (1978) High kappa number grocery bag production by means of stock
fractionation. Tappi 61(10): 90-92. Dong S, Salcudean M & Gartshore I (2004) The effect of slot shape on the performance of
a pressure screen. Tappi Journal 3(5): 3-7. Drolet R & Grenier C (1982) Optimization of the reject rates. Pulp and Paper Magazine of
Canada, 83: 67-70. Dulude BK (1994) Improved TMP stock screening. Proceedings of 80th Annual Meeting,
Technical Section, CPPA, Quebec, Canada, A223-A227. Dumdie D (1991) A systems approach to pressure screen control in the pulp mill. Tappi
Journal, 74(11): 97-102. Ehmcke W (1993) Sortietechnologie – Kenngrössen und deren Auswirkungen auf die
Prais. Wochenblatt für Papierfabrikation 121(6): 195-200. El-Sharkawy K, Rousu P, Haavisto S & Paulapuro H (2005) Control of bagasse pulp
quality by fractionation and refining. Proceedings of the 60th Appita Annual Conference, Melbourne, Australia, 365-372.
Engert P & Haveri M (2004) Praxiserfahrungen bei der Reduzierung von Stickys in der Altpapieraufbereitung grafischer Papiere. Wochenblatt für Papierfabrikation 19: 1162-1167.
Eul W & Suess HU (1990) Fractionation prior to flotation – A New approach for deinking technology. Proceeding of Tappi Pulping Conference, Toronto, Canada, 2: 757-765.
Fallows JD (1992) Forward Cleaners. Paper presented at 1992 Deinking Seminar, Atlanta, GA, USA.
90
Fereira PJ, Martins AA & Figueiredo MM (2000) Primary and secondary fines from Eucalyptus globulus kraft pulps - Characterization and influence. Paper and Timber 82(6): 403-408.
Ferguson JWJ (1988) Theoretical aspects of a pulp suspension flowing in a conventional hydrocyclone. Tappi Journal 71(1): 125-128.
Ferguson LD (1995) Through flow cleaners. Tappi deinking short course, Vancouver, WA, 215-223.
Floccia L & Voillot C (1996) Fibre separation and bleaching. Paper Technology 37(3): 45-48.
Forgacs OL (1963) The Characterization of Mechanical Pulps. Pulp and Paper Magazine of Canada 64(C): T89-T118.
Franko A (1984) New design for large-diameter pulp cleaners provides efficiency gains. Pulp & Paper 58(12): 109-114.
Franzen R & Li K (1985) Upgrading thermomechanical pulp by selective long fibre treatment. Appita 38(3): 195-204.
Fredriksson B, Olsson G & Olavsen T (1993) High consistency screening of mechanical pulps. Paper & Timber 75(8): 583-585.
Fredriksson B (1995) New HC screening technology for recycled fibre pulps. Paper and Timber 77(5):307-313.
Fredriksson B (1996) Screening Apparatus for separating light impurities from pulp suspension. US Patent 5,899,338.
Freeman H (1937) Separation of solid particles from fluids. U.S. Patent 2,102,525. Freeman H & Boadway JD (1953) New methods for the removal of solids and gases from
liquid suspensions with particular reference to pulp stock conditioning. Pulp and Paper Magazine of Canada 54(4): 102-107.
Frejborg F (1987) Profile screens improve TMP system efficiency and increase pulp quality. Pulp and Paper 61(6): 99-101.
Frejborg F (1988) Improved operation of TMP plant through optimization of screening. Pulp & Paper Canada 89(1): T20-T24.
Gassmann H (1995) Optimization of final screening stage provides ultimate in stock cleaning. Pulp & Paper 69(9): 151-153.
Gavelin G & Backman J (1991) Fractionation with hydrocyclones. Tappi Pulping Conference, Orlando, FI, 2: 753-774.
Gooding R (1986) The passage of fibres through slots in pulp screening. Master’s thesis. University of British Columbia.
Gooding R & Craig DF (1992) The effect of slot spacing on pulp screen capacity. Tappi Journal 75(2): 71-75.
Gooding R & Kerekes RJ (1989a) The motion of fibres near a screen slot. Journal of Pulp and Paper Science 15(2): J59-J62.
Gooding R & Kerekes RJ (1989b) Derivation of performance equations for solid-solid screens. Canadian Journal of Chemical Engineering 67(10): 801-805.
Gooding R & Kerekes RJ (1992) Consistency changes caused by pulp screening. Tappi Journal 75(11): 109-118.
91
Gooding R, Olson J & Roberts N (2001) Parameters for assessing fiber fractionation and their application to screen rotor effects. Proceedings of the International Mechanical Pulping Conference, Helsinki, Finland, 2: 407-424.
Goosney DD (1993) Evaluation of Ahlstrom’s profiled slotted screen plates. 79th Annual Meeting, Technical Section CPPA, Montreal, Canada, B269-276.
Göttsching L, Hill WF & Stürmer L (1974) Wirkungsweise eines Drucksortierers beim Betrieb mit Refiner-Holzstoff. Das Papier (28)7: 281-288.
Greenwood B, Gullichsen J, Härkönen E & Ferristius O (1986) Implications of medium consistency screening. Proceedings of 72nd CPPA Annual Meeting, A7-A16.
Griffin Al, Witczak C & Knoke T (2002) Optimizing pressure screen parameters in a deinking plant using mixed office paper furnish. Tappi Fall Conference & Trade Fair, San Diego, CA, 12p.
Grover K, Agnihotri PK & Bansal MC (2005) The effect of operating parameters on hydrocyclone efficiency. Paper Technology 46(7): 25-31.
Gullichsen J, Greenwood B, Härkönen E, Ferritius O & Tistad G (1985) Medium-consistency technology: the MC screen. Tappi Journal 68(11): 54-58.
Gullichsen J & Härkönen E (1981) Medium consistency technology – Fundamental data. Tappi 64(4): 69-72.
Häggblom-Ahnger U, Hautala J, Nerg H & Puro M (1995) New stock fractionation concept in recycled fiber based multiply board making. Proceedings of the 1st Ecopapertech, Helsinki, Finland, 409-419.
Häggblom-Ahnger U & Hautala J (1996) New stock fractionation concept in recycled fiber based multi-ply board making. Paper and Timber 78(6-7): 386-391.
Halonen L & Ljokkoi R (1989) Improved screening concepts. Proceedings of Tappi Pulping Conference, Atlanta, GA, 1:61-66.
Hammar L-Å & Ottestam C (2001) Separate refining of TMP rejects from screens and hydrocyclones. Proceedings of International Mechanical Pulping Conference Helsinki, Finland, 5p.
Hautala J, Hourula I, Jussila T & Pitkänen M (1999) Screening and cleaning. In: Gullichsen & Paulapuro. Mechanical Pulping. Fapet Oy,
Hawkes S (1990) Improved screen room performance and operation. Pulp and Paper Canada 91(5): T182-T184.
Haywood G (1950) Effect of variations in size and shape of fibers on papermaking properties. Tappi 33, 370.
Healy (1989) The evolution of approach flow screening, the slotted pressure screen. Paper Age, November 1989
Heise O (1990) Slotted headbox screening for fine, publication and newsprint grades. Paper presented at the 1990 Papermakers Conference, Atlanta, GA, 51-56.
Heise O (1992) Screening foreign material and stickies. Tappi Journal 75(2): 78-81. Heikkurinen A, Levlin E & Paulapuro H (1991) Principles and methods in pulp
characterization – Basic fibre properties. Paper & Timber 73(5):411-412, 414, 416-417.
92
Heiskanen K (1993) Centrifugal classifiers. In: Heiskanen K (ed), Particle Classification. Chapman & Hall, London, 159-240.
Henrich HO & Schmidt K (1990) Sortierung von mechanischen Holzstoffen mit Schlitzsiebkörben spezieller Bauart. Wochenblatt für Papierfabrikation 44(7): 285-290.
Henshaw (1980) Debris removal from secondary fibre. Proceedings of Tappi 1980 Papermakers Conference, 71-73.
Ho S-L (2001) Synthetic fibre fractionation in hydrocyclones. (Doctoral thesis) The University of British Columbia, 256p.
Ho S-L, Rehmat T & Branion R (2000) Fibre fractionation in hydrocyclones. Proceedings 86th Annual Meeting, Montreal, Quebec, C193 - C215.
Hoglund H & Wilhelmsson K (1993) The product must determine the choice of wood type in mechanical pulping. Papers presented at the 18th International Mechanical Pulping Conference, Oslo, Norway, 1-22.
Hooper AW (1987) A comparison of slots and holes in the screening of mechanical pulp. Pulp & Paper Canada 88(10): T340- T346.
Hooper AW (1989) Speck dirt removal with slotted screens. Pulp & Paper Canada 90(5): 47-54.
Hourula I, Kortela U, Ahnger A & Hautala J (1996) Fewer cascade connections, pumping and control loops in screening plants utilizing new technique. Proceedings of the 1996 Recycling Symposium, New Orleans, LA, 435-442.
Huber P, Roux J-C, Mauret E, Belgacem N & Pierre C (2003) Suspension crowding for a general fibre-length distribution: application to flocculation of mixtures of short and long papermaking fibres. Journal Pulp and Paper Science 29(3): 77-85.
Jepsen A (1985) New wave screen basket upgrade existing systems. Proceedings of the 71st Annual Meeting of Technical Section of Canadian Pulp and Paper Association, Montreal, Canada, B109-115.
Jokinen H (2002) Characteristic differences between pressure screen and hydrocyclone fractions. Master’s thesis. University of Oulu.
Jokinen H, Ämmälä A, Julien Saint Amand F, Perrin B & Niinimäki J (2006a) Fractionation of paper pulp fine elements in cleaning, screening and flotation. Proceedings of the 12th PTS-CTP Deinking Symposium, Leipzig, Germany, Paper 30.
Jokinen H, Ämmälä A & Niinimäki J (2006b) A laboratory test bench for controlled study of mechanisms and phenomena in a pressure screen. Proceedings of the 5th fundamental mechanical pulp seminar, Trondheim, Norway, Paper 8.
Jokinen H, Ämmälä A, Virtanen JA, Lindroos K & Niinimäki J (2007) Pressure screen capacity – current findings on the role of wire width and height. Tappi Journal 6(1): 3-10.
Jokinen O & Ebeling K (1985) Flocculation tendency of papermaking fibres. Paperi ja Puu 5, 317-318, 320-321, 323-325.
Jones ED, Campbell RT & Nelson GG (1966) Springwood-summerwood separation of Southern pine pulp to improve paper qualities. Tappi Journal 49(9): 410-414.
93
Julien Saint Amand F, Bernard E, Lamort P (1985) Entwicklung eines rotierenden Cleaners für hocheffizientz Leichtschmutzentfernung. 2nd PTS Deinking Symposium, München, Germany.
Julien Saint Amand F & Perrin B (1998) Screening: experimental approach and modelling. Proceedings of Tappi Pulping Conference, Quebec, Canada, 2: 1019-1031.
Julien Saint Amand F & Perrin B (1999) Fundamentals of screening: Effect of rotor design and fibre properties. Proceedings of Tappi Pulping Conference, Orlando, FL, 3: 941-955.
Julien Saint Amand F & Perrin B (2000) Fundamentals of screening: Effect of screen plate design. Proceedings of Tappi Pulping Conference, Boston, MA, 20p.
Julien Saint Amand F, Perrin B, Ruiz J & Ottenio P (2002) Modelling of screening systems for optimised stickies removal. Proceedings of the 10th PTS-CTP Deinking Symposium, Münich, Germany, 23-26.
Julien Saint Amand F & Perrin B (2003) Characterization and simulation of fibre separation in screens and cleaners. Proceedings of the 2003 International Mechanical Pulping Conference, Quebec, Canada, 245-257.
Julien Saint Amand F, Perrin B, Delagoutte T, Gooding R, Huovinen A, Heederik P, Pahl A, Haar W, Gonera H, Dabrowski J, Mik T, Hamann L, Cordier O, Asendrych D & Favre-Marinet M (2005) Final Technical Report. Optimisation of Screening and Cleaning Technology to Control Deinking Pulp Cleanliness – ScreenClean CTP-AFT-ICP-PTS-LEGI, 182p.
Jussila T (2006) OCC-processes. Lecture material for the course recycled fibre and deinking. Metso Paper & University of Oulu.
Kanazawa (1992) The effect of approach flow screening with slotted plates on the improvement of paper quality and paper machine productivity. Proceedings of the 46th Appita Annual General Conference, Launceston, Tasmania, 337-349.
Karnis, A (1997) Pulp fractionation by fibre characteristics. Paper and Timber 79(7): 480-488.
Karnis A (1982) Refining of mechanical pulp rejects. Paper and Timber 6(4): 257-272. Karnis A (1997) Pulp fractionation by fibre characteristics, Paper and Timber 79(7): 480-
488. Kerekes RJ & Schell CJ (1992) Characterization of fibre flocculation regimes by a
crowding factor. Journal of Pulp and Paper Science 18(1): J32-J38. Kerekes RJ, Soszynski RM & Tam Doo PA (1985) The flocculation of pulp fibres.
Proceedings of the 8th Fundamental Research Symposium, 265-311. Kerr JC (1992) Centrifugal cleaning in the stock prep systems. Paper presented at 1992
Stock Preparation Short Course Nashville, TN, USA, 101-111. Koffinke RA (1986) A look at screening and cleaning of printing and writing grades.
Proceedings of Tappi Engineering Conference, Atlanta, GA, 2: 739-742. Koskenhely K, Ämmälä A, Jokinen H, Paulapuro H (2005a) Effect of refining intensity on
pressure screen fractionated softwood kraft. Nordic Pulp and Paper Research Journal 20(2): 169-175.

94
Koskenhely K, Ämmälä A, Jokinen H, Paulapuro H (2005b) Refining characteristics of softwood fibre fractions. Proceedings of 13th Fundamental Research Symposium, Cambridge, England, 1: 427-456.
Kraipech W, Nowakowski A, Dyakowski T & Suksangpanomrung A (2005) An investigation of the effect of the particle-fluid and particle-particle interactions on the flow within a hydrocyclone. Chemical Engineering Journal 111: 189-197.
Kraipech W, Chen W, Dyakowski T & Nowakowski A (2006) The performance of the empirical models on industrial hydrocyclone design. International Journal of Mineral Processing 80: 100-115.
Krapu S (2005) Flotation cyclone in deresination of mechanical pulp. Master’s thesis. University of Oulu.
Krogerus B, Fagerholm K & Tiikkaja E (2002) Fines from different pulps compared by image analysis. Nordic Pulp and Paper Research Journal 17(4): 440-444.
Kropholler HW & Sampson WW (2001) The effect of fibre length distribution on suspension crowding. Journal of Pulp and Paper Science 27(9): 301-305.
Kohrs M & Selder H (1991) Fractionation technology, Part 1. Applications for fractionation technology. Proceedings of PITA Annual Conference –Environment 2000, Manchester, UK, 43p
Kubat J & Steenberg B (1955) Screening at low particle concentrations. Svensk Papperstidning 58(9): 319-324.
Kumar A (1986) Passage of fibres through screen apertures. Doctoral thesis, University of British Columbia.
Kumar A, Gooding R & Kerekes R (1998) Factors controlling the passage of fibers through slots. Tappi Journal 81(5): 247-254.
Kure K, Dahlqvist G, Ekström J & Helle T (1999) Hydrocyclone separation and reject refining of thick-walled mechanical pulp fibres. Nordic Pulp and Paper Research Journal 14(2): 100-110.
Lawryshyn YA & Kuhn DCS (1998) Simulation of flexible fibre motion through screen apertures. Journal of Pulp and Paper Science 24(12): 404-411.
LeBlanc PE (1977) Screening technology and methods. Tappi 60(10): 61-62. LeBlanc PE (1981) Stock pulse measurement key to improved pressure screen design. Pulp
& Paper, 68-71. LeBlanc PE (1986) A breakthrough in pressure screening. Pulping Conference, Toronto,
Ontario, 75-77. LeBlanc CH & McCool MA (1988) Recycling and separation technology. Paper presented
at Tappi 1988 Pulping Conference, New Orleans, USA, 3: 661-667. Levis SH (1991) Screening of secondary fibers. Progress in Paper Recycling 1(1): 31-45. Li M, Johnston R, Xu L, Filonenko Y & Parker I (1999) Characterization of hydrocyclone-
separated eucalypt fibre fractions. Journal of Pulp and Paper Science 25(8): 299-304. Lindroos K & Puro M (2006) ProFoil – Superior tool for adjustable screening process.
Proceeding of 12th PTS-CTP Deinking Symposium, Leipzig, Germany, Paper 12. Lindsey M (1984) High consistency screening cuts equipment costs. Pulp & Paper 58(3):
80-82.

95
Luukko K & Paulapuro H (1998) Development of fines quality in the TMP process. Proceedings of the 84th annual meeting technical section, Montreal, Canada, B: B23-B28.
Luukko K (1999) On the characterization of mechanical pulp fines. Paper and Timber 80(6): 441-448.
Makkonen H, Schröder L, Bandaru RV & Granzow S (1995) Separation of chemical and mechanical pulps from a mixture. First Ecopapertech, An International Conference on Papermaking and Paper Machine Technology, 233-244.
Malm GE (1967) Process of separating fibrous pulp into springwood and summerwood fibres by centrifuging. US Patent 3352745.
Mannes (2001) EcoMizer: a new cleaner concept establishes itself. Twogether 12:12-15. Maves KL (1976) Removal of contaminants by reverse cleaning. Tappi Secondary Fibre
Conference Proceedings. McBride D (1995a) Coarse screening. Proceedings of Deinking Short Course, Vancouver,
WA, USA, 93-131. McBride D (1995b) High density cleaners. Tappi Deinking Short Course. Vancouver, WA,
199-207. McCarthy C (1988) Various factors affect pressure screen operation and capacity. Pulp &
Paper 62(9): 233-237. Meltzer FP (1998) Fractionation: Basics, development, and application. Progress in Paper Recycling 7(3): 60-66. Metsävirta A (1982) Screening and cleaning of thermomechanical pulp in Varkaus TMP
plant. Pulp & Paper Canada 83(3): T65-T67. Mohlin U-B (1980) Properties of TMP fractions and their importance for the quality of
printing papers, Part 1. Svensk Papperstidning 83(16): 461-466. Moreland R (1991) Types of centrifugal cleaners. Progress in Paper Recycling 1(1):78-80. Musselmann (1993) Fractionation of fibrous stocks: Fundamentals, process development,
practical application. In: Spagenberg RJ (ed) Secondary Fiber Recycling, Tappi, Atlanta, USA, 207-227.
Narasimha M, Brennan M & Holtham PN (2006) Large eddy simulation of hydrocyclone – prediction of air-core diameter and shape. International Journal of Mineral Processing 80: 1-14.
Narasimha M, Sripriya K & Banerjee PK (2005) CFD modelling of hydrocyclone – prediction of cut size. International Journal of Mineral Processing 75: 53-69.
Nazhad MM & Awadel-Karim S (1999) Limitations of fractionation on upgrading OCC pulp. Proceedings of Tappi International Paper Physics Conference, San Diego, USA, 191-198.
Nazhad MM & Sodtivarakul S (2004) OCC pulp fractionation – A comparative study of fractionated and unfractionated stock. Tappi Journal 3(1):15.
Nelson G (1981) The screening quotient: a better index for screening performance. Tappi Journal 64(5): 133-134.
Niinimäki J, Dahl O, Hautala J, Tirri T & Kuopanportti H (1996) Effect of feed construction on the efficiency of pressure screening. Tappi Journal 79(11): 119-123.

96
Niinimäki J (1998) On the Fundamentals of Pressure Screening – An experimental study of conditions and phenomena in the screen basket. Doctoral thesis. University of Oulu.
Niinimäki J, Ämmälä A, Dahl O, Kuopanportti H & Nissilä S (1998) The settings of hydrofoils in a pressure screen. Proceedings of International Symposium on Filtration, Las Palmas, Canary Islands, 71-78.
Nikula S (1990) Painesihtien kehityksestä. Paper and Timber 72(4): 365-366. Olson JA (2001) Fibre length fractionation caused by pulp screening, slotted screen plates.
Journal of Pulp and Paper Science 27(8): 255-261. Olson JA, Roberts N, Allison B & Gooding R (1998) Fibre length fractionation caused by
pulp screening. Journal of Pulp and Paper Science 24(12): 393-397. Olson JA, Turcotte S & Gooding R (2004) Determination of power requirements for solid
core pulp screen rotors. Nordic Pulp and Paper Research Journal 19(2): 213-217. Olson JA & Wherrett G (1998) A Model of fibre fractionation by slotted screen apertures.
Journal of Pulp and Paper Science 24(12): 398-403. Oosthuizen PH, Chen S, Kuhn DCS & Whiting P (1994) Fluid and fibre flow near a wall
slot in a channel. Pulp and Paper Canada 95(4): 27-30. Ora M, Saarinen A, Hautala J, Paulapuro H (1993) Development of a fractionating
screening system for SC groundwood. Paper and Timber 75(5): 330-331, 334-336. Ouellet D, Beaulieu S, Roberts N, Rompré A & Gooding R (2003) Comparison of slotted
screen and hydrocyclone fractionation systems for the manufacture of newsprint TMP. Proceedings of International Mechanical Pulping Conference, Quebec, Canada, 21-31.
Paavilainen L (1992) The possibility of fractionating softwood sulfate pulp according to cell wall thickness, Appita Journal. 45(5): 319-326.
Panula-Ontto S, Fuhrmann A & Robertsen L (2001) Fractionation of brown stock – Pressure Screen vs. Hydrocyclone. Proceedings of the 3rd Biennial Johan Gullichsen Colloquim. Espoo, Finland, 51-56.
Park S, Venditti RA, Jameel H & Pawlak JJ (2005) The effect of fibre properties on fibre fractionation using a hydrocyclone. Journal of Pulp and Paper Science 31(3): 132-137.
Paul T, Duffy G. & Chen D (2000) Viscosity control as a new way to improve pressure screen performance. Tappi Journal 83(9): 61.
Pelton RH, Jordan BD & Allen LH (1985) Particle size distributions of fines in mechanical pulps and some aspects of their retention in papermaking. Tappi Journal 68(2): 91-94.
Perrin B & Julien Saint Amand F (2006) Deinking rejects analysis in newsprint and copy paper mills. Proceedings of the 12th PTS-CTP Deinking Symposium, Leipzig, Paper 31, 24p.
Pesch AW (1963) Process for separation of fibres having different characteristics. US Patent 3085927.
Putz HJ (1999) Stickies in recycled fibre pulp. In: Göttsching & Pakarinen (ed). Recycled Fiber and Deinking. Faper Oy, 1999.
Rehmat T & Branion R (1995) Fibre fractionation in hydrocyclones. 81st Annual meeting, Technical Section, Canadian Pulp and Paper Association. Montreal, Quebec, B105-B125.

97
Repo K & Sundholm J (1995) The effect of rotor speed on the separation of coarse fibers in pressure screening with narrow slots. Proceedings of 1995 International Mechanical Pulping Conference, Ottawa, Canada, 271-275.
Retulainen E, Luukko K, Nieminen K, Pere J, Laine J & Paulapuro H (2001) Papermaking quality of fines from different pulps – The effect of size, shape and chemical composition. Proceedings of the 55th Appita Annual Conference, Hobart, Australia, 309-314.
Riese JW, Spielberg HL & Kellenberger SR (1969) Mechanism of screening – Dilute suspensions of stiff fibres at normal incidence. Tappi 52(5): 895-903.
Røring A, Sœde O, HegdalA & Rangul B (2006) Influence of board content on macro-stickies contamination. Proceedings of the 12th PTS-CTP Deinking Symposium. Leipzig, 151-164.
Sandberg C, Nilsson L, Nikko A (1997) Fibre fractionation – a way to improve paper properties. Proceedings of International Mechanical Pulping Conference, Stockholm, Sweden, 167-171.
Sandberg C, Sundberg L, Nilsson L (2001) Increased energy efficiency in TMP production througfh fractionation in hydrocyclones. Proceedings of International Mechanical Pulping Conference, 2: 425-431.
Schlegel M (2002) Holmen Paper AB Wer Braviken: Zeitungsdruckpapierproduktion mit Weltrekordgeschwindigkeit – Faserstoffverbesserung durch Fraktionierung mit Radiclone von Noss. Wochenblatt für Papierfabrikation 10: 650-653.
Schmidt K (1989) Holzschliffsortierung mit Schlitzsiebkörben. Das Papier 43(1): 16-20. Schneider B (1997) Processing of ultra-fine minerals. Industrial Minerals, 91-99. Seifert P & Long KJ (1974) Fibre fractionation: methods and applications. Tappi 57(10):
69-72. Sevilla EM & Branion RMR (1997) The fluid dynamics of hydrocyclones. Journal of Pulp
and Paper Science 23(2): J85-J93. Shagaev O & Bergstöm B (2005) Effect of hydrocyclone fractionation on mechanical pulp
drainability and freeness. International Mechanical Pulping Conference, Oslo, Norway, 330-338.
Siewert WH, Selder H & Flynn PJ (1989) Customizing fractionation performances. Proceedings of Pulping Conference, Atlanta, GA, 2: 721-727.
Sloane CM (1998) Wastepaper quality development for packaging papers - fractionation or whole stock refining? Proceedings of the Recycling Symposium, New Orleans, LA, 395-405.
Sloane CM (1999) Kraft pulp processing – pressure screen fractionation. Proceedings of 53rd Appita Annual Conference, Roturua, New Zealand, 1: 221-227.
Sloane CM, Kibblewhite P, Riddell M & Williams S (2006) The pressure screen – a tool for modern fibre alchemist. Proceedings of the 60th Appita Annual Conference, Melbourne, Australia, 65-73.
Staege SA & Gibson AG (1953) Paper machinery. U.S Patent 2645346.
98
Statie E, Salcudean M, Gartshore I & Bibeau E (2001) The Influence of Hydrocyclone Geometry on Separation and Fibre Classification. Filtration and Separation 38(6): 36-41.
Statie E, Salcudean M, Gartshore I & Bibeau E (2002) A Computational study of particle separation in hydrocyclones. Journal of Pulp and Paper Science 28(3): 84-92.
Stevens W (1996) Stock approach and white water systems. Wet end operations short course, Orange Beach, USA.
Stoor T (2006) Air in pulp and papermaking processes. Doctoral thesis. University of Oulu.
Sundberg A, Pranovich AV & Holmblom B (2003) Chemical characterization of various types of mechanical pulp fines. Journal of Pulp and Paper Science 29(5): 173-178.
Tangsaghasaksri W & Göttsching L (1992) Optimized contour geometry of slotted baskets to improve screening efficiency. Wochenblatt für Papierfabrikation 120(18):
Tangsaghasaksri W & Göttsching L (1994a) Einfluss von Schlitz-Konturen af den Faserdurchgang – Untersuching mit Hilfe eines Modell-Sortierers (Teil 1) Papier 48(4), 172-173, 176-179.
Tangsaghasaksri W & Göttsching L (1994b) Einfluss von Schlitz-Konturen af den Faserdurchgang – Untersuching mit Hilfe eines Modell-Sortierers (Teil 2). Das Papier 48(5): 235-236, 238-240, 242, 247.
Tirado (1958) Theory of screening. Tappi Journal 41(5): 237-245. Tubek-Lindblom A & Salmen L (2003) Wood containing multilayer paper for improved
properties. Proceedings of International Mechanical Pulping Conference, Quebec, Canada, 43-47.
Venditti R, Lucas BE & Jameel H (2004) Extrusion and folding models for the passage of pressure sensitive adhesive materials through slotted pressure screening devices in paper recycling. Proceedings of the 7th Research Forum on Recycling, Quebec City, Canada, 3-10.
Virtanen JA (2006) Personal communication. Global Technology Manager – Screen Plates, Metso Paper.
Vitori CM, King GC & Winkler J (1994) The effect of centrifugal cleaner consistency on pressure screening efficiency. Proceedings of the Tappi Pulping Conference, San Diego, 467-470.
Volk A, Bätz E & Rienecker R (2005) Moderne Sortiekonzepte in einer Stoffaufbereitung für grafische Papiere. Wochenblatt für Papierfabrikation 7: 320-324.
Vollmer H (1999) Fibre fractionation for quality improvement of multiply paper. Proceedings of 5th International Paper and Board Industry Conference, Scientific and Technical Advances in Refining, Vienna, Austria, Paper 3, 9p.
Vomhoff H & Grundström K-J (2003) Fractionation of bleached softwood pulp and separate refining of the earlywood and latewood enriched fractions. Das Papier 2: 37-41.
Wahren D (1979) Fundamentals of suspension screening. Svensk Papperstidning 18: 539-546.

99
Wakelin R (1996) Prediction of fractionation efficiency for pressure screens Proceedings of the 50th Appita Annual General Conference, Auckland, New Zealand, 355-362.
Wakelin R (1997a) Objectives and constraints for pressure screen fractionation. Proceedings of International Mechanical Pulping Conference, Stockholm, Sweden, 2: 151-158.
Wakelin R (1997b) Prediction of fractionation efficiency for pressure screen fractionation. Appita Journal 50(4): 295-300.
Wakelin R, Blackwell B & Corson S (1994) Influence of equipment and process variables on mechanical pulp fractionation in pressure screens. Proceedings of the 48th Appita Annual General Conference, Melbourne, Australia, 611-621.
Wakelin R & Corson S (1995) TMP long fibre fractionation with pressure screens, Proceedings of International Mechanical Pulping Conference, Ottawa, Canada, 275-264.
Wakelin R & Corson S (1997) TMP long fibre fractionation with pressure screens, Pulp and Paper Canada 98(12): 179-182.
Wakelin R, Jackman J & Bawden A (1999) Changes in mechanical fibre cross-sectional dimension distributions caused by screens, hydrocyclones and reject refining. Appita Annual Conference, Rotorua, New Zealand, 211-220.
Wakelin R & Paul T (2000) Effects of some process variables on screen fractionator performance. Proceedings of the 54th Appita Annual Conf. Melbourne, 153-160.
Wakelin RF & Paul ST (2001a) Effects of some process variables on screen fractionator performance. Appita Journal 54(4): 357-363.
Wakelin RF & Paul ST (2001b) The impact of some design and process variables on hydrocyclone performance. Proceedings of the 55th Appita Annual Conference, Hobart, Australia, 455-461.
Walmsley M & Weeds Z (1998) Flow characteristics of eucalyptus pulp suspensions in a pressure screen with 1 mm hole apertures. Proceedings of 52nd Appita Annual Conference, Brisbane, Australia, 1: 271-278.
Wang Z, Dong S, Gartshore I & Salcudean M (2002) Fiber separation in hydrocyclones. Tappi Fall Conference & Trade Fair, San Diego, CA, 7p.
Wang B & Yu AB (2006) Numerical study of particle-fluid flow in hydrocyclones with different body dimensions. Minerals Engineering 19(10): 1022-1033.
Weckroth R, Rintamäki J, Tuomela P, Falls G & Gooding R (2001) Recent developments in papermachine headbox screening. Paper and Timber 83(6): 462-467.
Westermark U & Capretti G. (1988) Influence of ray cells on the bleachability and properties of CTMP and kraft pulps. Nordic Pulp and Paper Research Journal 3(2): 95-99.
Wikström T & Rasmuson A (2002) Transition modelling of pulp suspensions applied to a pressure screen. Journal of Pulp and Paper Science 28(11): 374-378.
Wood D (1991) Fractionation – Advantages in the production of brown grades. Proceedings of Brown Packaging Grades – Current and Future Trends Conference, Crawley, UK, 15p.

100
Wood JR, Grondin M & Karnis A (1991) Characterization of mechanical pulp fines with a small hydrocyclone. Part I: The principle and nature of the separation. Journal of Pulp and Paper Science 17(1): J1-J5.
Wood JR & Karnis A (1977) Towards a lint-free newsprint sheet. Paper and Timber 59(10): 660-674.
Wood JR & Karnis A (1979) Distribution of fibre specific surface of papermaking pulps. Pulp and Paper Canada 80(4): 73-79.
Wood JR, Zhang X, Chagaev O, Stationwala M, Goel K, Shallhorn PM & Beaulieu S (1999) The effects of various mechanical and chemical treatment of ray cells on sheet properties and linting. Proceedings of International Mechanical Pulping Conference, Houston, Texas, 47-53.
Winkler J & Kelly AF (1994) New developments in pressure screens. Papers presented at Tappi Recycling Symposium, Boston, MA, 415-421.
Yang J & Banerjee S (2003) Effect of clay-stickie interaction on centrifugal cleaner efficiency. Tappi Journal 2(4): 19-20.
Yu CJ (1994) Slotted approach flow screening. Tappi Journal 77(4): 266-267. Yu CJ & DeFoe RJ (1994a) Fundamental study of screening hydraulics, Part 1: Flow
patterns at the feed-side surface of screen baskets; mechanism of fiber-mat formation and remixing. Tappi Journal 77(8): 219-226.
Yu CJ & DeFoe RJ (1994b) Fundamental study of screening hydraulics, Part 2: Fiber orientation in the feed side of a screen basket. Tappi Journal 77(9): 119-124.
Yu CJ, DeFoe RJ & Crossley BR (1994) Fractionation technology and its applications. Papers presented at 1994 Pulping Conference, San Diego, CA, 2: 451-454.
Yu CJ, Crossley BR & Silveri L (1994) Fundamental study of screening hydraulics, Part 3: Model for calculating effective open area. Tappi Journal 77(9): 125-131.
Zemke RW (1989) Analysis of shive content in pulp helps mill to streamline process. Pulp & Paper 63(4):63-66.
101
Original papers
I Jokinen H, Ämmälä A, Virtanen JA, Lindroos K & Niinimäki J (2006) Effect of bar geometry on screen plate performance – a laboratory study on pressure screening. Nordic Pulp and Paper Research Journal 21(4): 451-459.
II Jokinen H, Karjalainen M, Niinimäki J & Ämmälä A (2007) Effect of furnish quality on pressure screen performance. Appita Journal 60(1): 35-40.
III Jokinen H, Niinimäki J & Ämmälä A (2006) The effect of an anionic polymer addition on fractionation of paper pulps. Appita Journal 59(6): 459-464.
IV Jokinen H, Niinimäki J & Ämmälä A (2003) Characteristic of pulp fractions made by pressure screen and hydrocyclone. Proceedings of the 2003 International Mechanical Pulping Conference, Quebec, Canada, 213-217.
V Yli-Viitala P, Jokinen H, Ämmälä A & Niinimäki J (in press) Hydrocyclone sand separation. Appita Journal.
VI Jokinen H, Stoor T, Yli-Viitala P, Ämmälä A & Niinimäki J (in press) Removal of air using a cleaner. Appita Journal.
Original publications are not included in the electronic version of the dissertation.
102
A C T A U N I V E R S I T A T I S O U L U E N S I S
Distributed byOULU UNIVERSITY LIBRARY
P.O. Box 7500, FI-90014University of Oulu, Finland
Book orders:OULU UNIVERSITY PRESSP.O. Box 8200, FI-90014University of Oulu, Finland
S E R I E S C T E C H N I C A
258. Juutilainen, Ilmari (2006) Modelling of conditional variance and uncertainty usingindustrial process data
259. Sorvoja, Hannu (2006) Noninvasive blood pressure pulse detection and bloodpressure determination
260. Pirinen, Pekka (2006) Effective capacity evaluation of advanced wideband CDMAand UWB radio networks
261. Huuhtanen, Mika (2006) Zeolite catalysts in the reduction of NOx in leanautomotive exhaust gas conditions. Behaviour of catalysts in activity, DRIFT andTPD studies
262. Rautiainen, Mika (2006) Content-based search and browsing in semanticmultimedia retrieval
263. Häkkilä, Jonna (2006) Usability with context-aware mobile applications. Casestudies and design guidelines
264. Jari Heikkilä ja Jouni Koiso-Kanttila (toim.) (2007) Patinoituu ja paranee—Moderni puukaupunki -tutkijakoulu 2003–2006
265. Suikki, Raija (2007) Changing business environment—effects of continuousinnovations and disruptive technologies
266. Harri Haapasalo & Päivi Iskanius (Eds.) (2007) The 1st Nordic InnovationResearch Conference—Finnkampen
267. Pikka, Vesa (2007) A Business Enabling Network. A case study of a high-technetwork; its concepts, elements and actors
268. Noora Ervasti, Elina Pietikäinen, Eva Wiklund, Maarit Hiltunen ja Esa Vesmanen(2007) Yksilölliset toiveet asuntotuotannossa
269. Fabritius, Tapio (2007) Optical method for liquid sorption measurements in paper
270. Miao, Honglei (2007) Channel estimation and positioning for multiple antennasystems
271. Wang, Lingyun (2007) The key activities of partnership development in China—astudy of Sino-Finnish partnerships
272. Aikio, Janne P. (2007) Frequency domain model fitting and Volterra analysisimplemented on top of harmonic balance simulation
273. Oiva, Annukka (2007) Strategiakeskeinen kyvykkyyden johtaminen jaorganisaation strateginen valmius. Kahden johtamismallin testaus
C274etukansi.kesken.fm Page 2 Thursday, May 3, 2007 11:56 AM

ABCDEFG
UNIVERS ITY OF OULU P .O . Box 7500 F I -90014 UNIVERS ITY OF OULU F INLAND
A C T A U N I V E R S I T A T I S O U L U E N S I S
S E R I E S E D I T O R S
SCIENTIAE RERUM NATURALIUM
HUMANIORA
TECHNICA
MEDICA
SCIENTIAE RERUM SOCIALIUM
SCRIPTA ACADEMICA
OECONOMICA
EDITOR IN CHIEF
EDITORIAL SECRETARY
Professor Mikko Siponen
Professor Harri Mantila
Professor Juha Kostamovaara
Professor Olli Vuolteenaho
Senior Assistant Timo Latomaa
Communications Officer Elna Stjerna
Senior Lecturer Seppo Eriksson
Professor Olli Vuolteenaho
Publications Editor Kirsti Nurkkala
ISBN 978-951-42-8451-9 (Paperback)ISBN 978-951-42-8452-6 (PDF)ISSN 0355-3213 (Print)ISSN 1796-2226 (Online)
U N I V E R S I TAT I S O U L U E N S I SACTAC
TECHNICA
OULU 2007
C 274
Hanna Jokinen
SCREENING AND CLEANING OF PULP—A STUDY TOTHE PARAMETERS AFFECTING SEPARATION
FACULTY OF TECHNOLOGY,DEPARTMENT OF PROCESS AND ENVIRONMENTAL ENGINEERING,UNIVERSITY OF OULU
C 274
ACTA
Hanna Jokinen
C274etukansi.kesken.fm Page 1 Thursday, May 3, 2007 11:56 AM