saint golden conference accolades conference … · design aws d1.1 - method based en ... •...
TRANSCRIPT

.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
SAINT Golden conference Accolades Conference centre
7-8 February 2018
New materials introduce different NDT challenges relating to health and life extension projects
Tony Paterson
University of the Witwatersrand
.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
The bronze and iron ages show abilities in both casting and forging Use of heat and mechanical work
Where we came from
.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
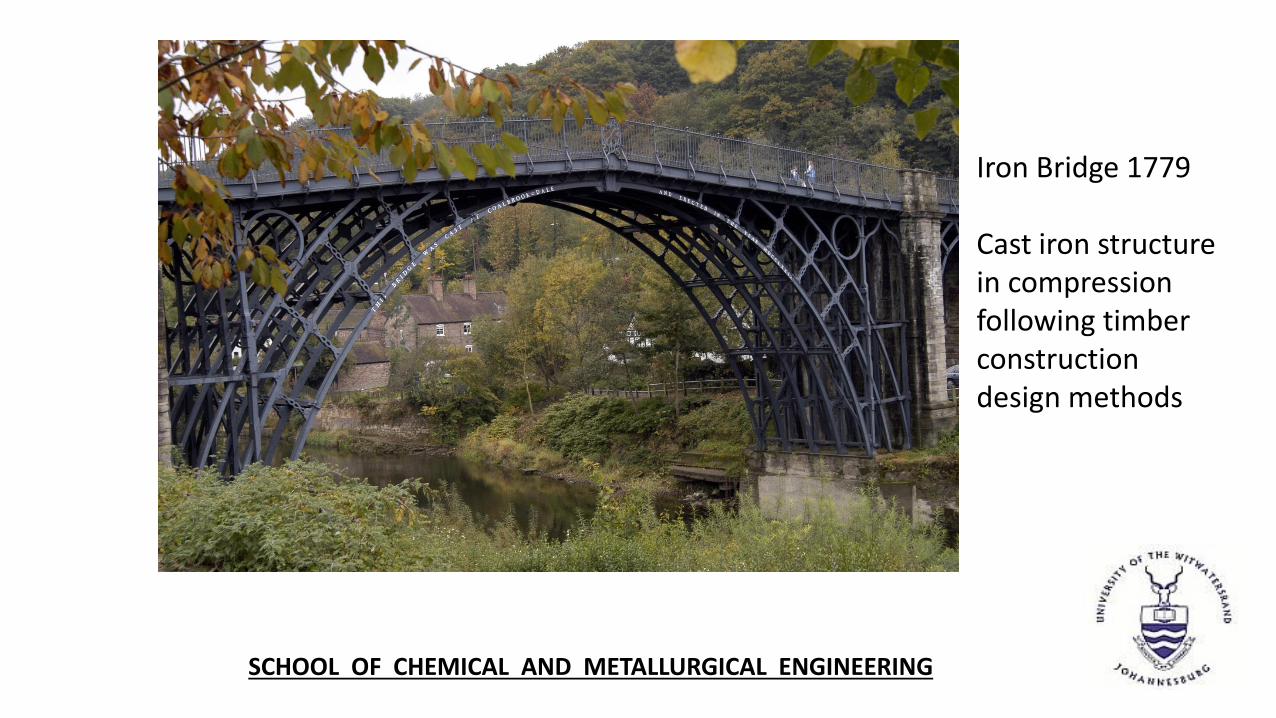
Iron Bridge 1779 Cast iron structure in compression following timber construction design methods

.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
Industrial revolution Steam driven pumps Steam engines Steam boats Joining by forging and riveting

.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
Sydney bridge
joined using
rivets

.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
Electrical generators developed in the 1880’s
Arc welding followed in the late 1890s and early 1900’s
Shielded electrodes developed in 1910’s
MIG and TIG developed in the 1950’s
Hot rolled steel flats and sections dependent on composition only for strength used for
structures
[Research well aware of property effects of composition plus mechanical or thermal tempering
(EN (emergency number) UK nomenclature)]
Mathematical models for structural engineering developed in late 1940’s. The hypothesis of
homogenous isotropic material is still used as the base for the finite element programmes used.
A major market, the motor industry gradually adopted wrought steels from the 30’s and 40’s
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
.
FUSION WELDING as a means of joining
• Welding is an enabling technology that yields permanent joints.
• A small number of standard flat and shaped sections can be formed and joined to serve a
multitude of end user requirements.
• As forces can be aligned, thinner sections can be used.
• Stronger modern materials are more reliably manufactured. Consequently lighter
structures are designed. Welds have become more highly stressed. Concerns
previously masked by scale have emerged.
• Welding was initially anticipated only to meet structural imperatives.
• The 21st C has introduced other demands from welded fabrication.

9
Homogenous
Material assumed
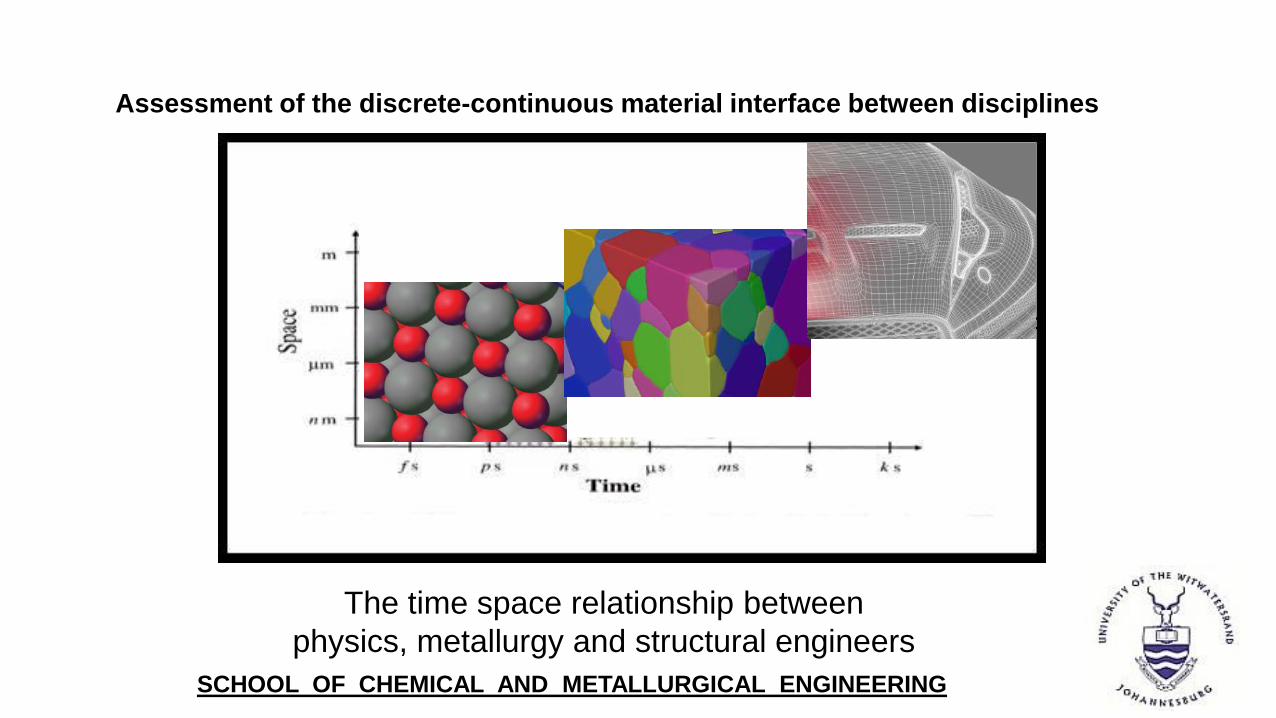
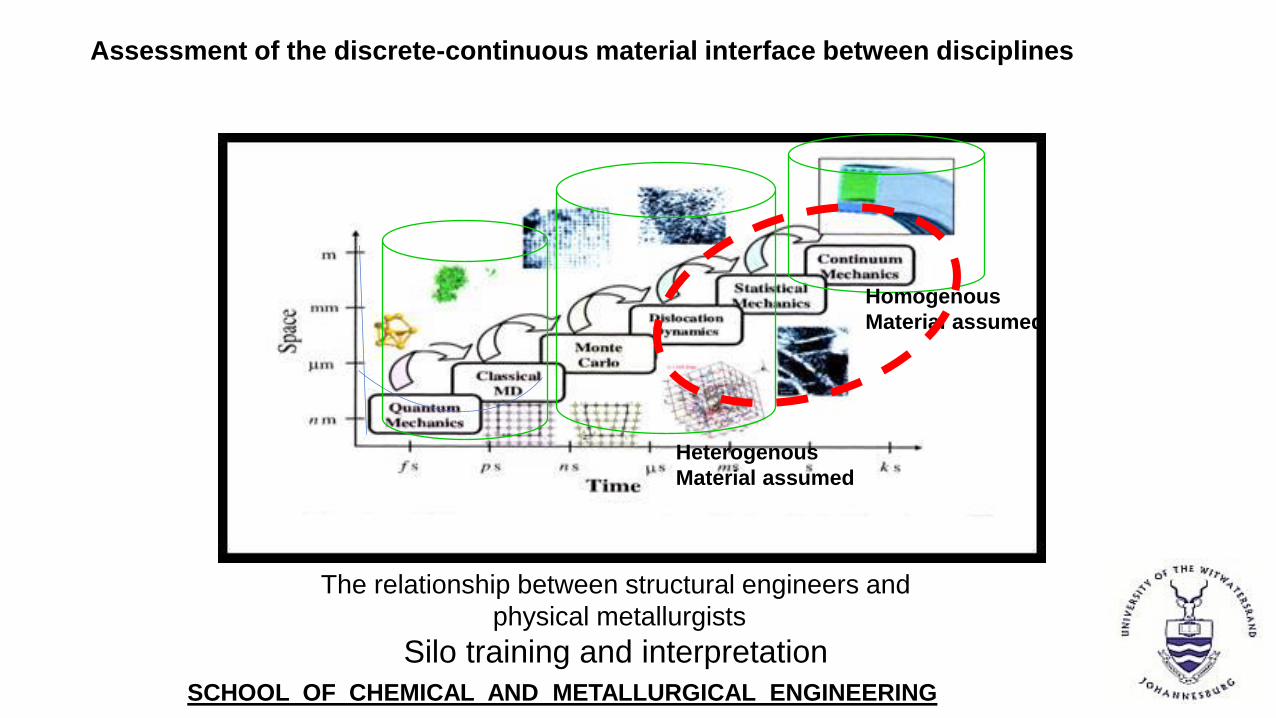
Assessment of the discrete-continuous material interface between disciplines
The time space relationship between
physics, metallurgy and structural engineers
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
10
The relationship between structural engineers and
physical metallurgists
Silo training and interpretation
Homogenous
Material assumed
Heterogenous
Material assumed
Assessment of the discrete-continuous material interface between disciplines
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING

.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
The product platform
(1) Product/Structure, use,
and timing as defined
(4) Fabrication technologies,
suited, available, cost effective
(3) Material properties,
forms, availability
(2) Design
Modeling,
measurement,
detail
Final Product, real
operating circumstances
Client assurance is the NDT intent

.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
the design decision process
Current and future perceived operational
circumstances

.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
Structural design
Homogenous isotropic structural model assumes no change of structural strength or
toughness (ductility) of the weld.
Most often filler (nugget strength chosen is well above base material
e.g. 70xx electrodes (490MPa))
However as we move from hot rolled steels which rely on composition only to the
newer steels that combine composition and post composition thermal or mechanical
tempering the question arises as to whether this still holds.

SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
1333oF/723oC
(CE*)
Carbon Equivalent * (Structural Steel) Strength increases with increasing CE
Grade Categories 0,0% < CE<0,30% 0,3% < CE <0,6% 0,6% < CE < 1,0%
Weldability of steels - composition
*Carbon equivalent example
CE = % Carbon + %Mn/6 + %Ni/15
. + % Cr/5 + %Cu/13 + % Mo/4 steels
Good weldability
Poor weldability
Ease of welding Excellent weldability
Introduction We will cover some theory and some practice that affects welding in general and steel and aluminium in particular. Theory 1. There is confusion between the von Mises stresses preferred by metallurgists and the
orthogonal stresses preferred by by structural engineers. They are directly related. 2. Most design is approached from a stress point of view. As stress = Young’s Modulus x (elastic) strain one can equally well use strain (deflection) as the base criteria Practice 3) Aluminium alloys show one third the Young’s modulus of steels and a ductility of around
one quarter that of mild steels
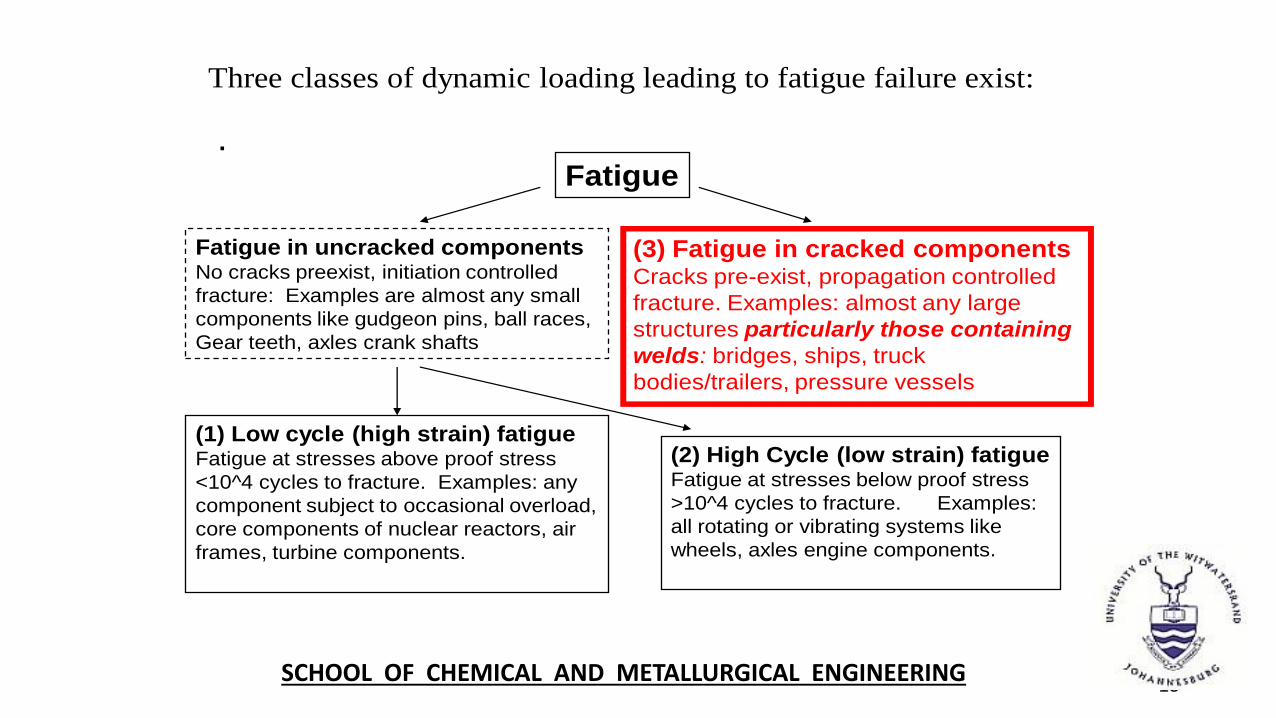
Three classes of dynamic loading leading to fatigue failure exist:
Fatigue
(3) Fatigue in cracked componentsCracks pre-exist, propagation controlled
fracture. Examples: almost any large
structures particularly those containing
welds: bridges, ships, truck
bodies/trailers, pressure vessels
Fatigue in uncracked componentsNo cracks preexist, initiation controlled
fracture: Examples are almost any small
components like gudgeon pins, ball races,
Gear teeth, axles crank shafts
(2) High Cycle (low strain) fatigueFatigue at stresses below proof stress
>10^4 cycles to fracture. Examples:
all rotating or vibrating systems like
wheels, axles engine components.
(1) Low cycle (high strain) fatigueFatigue at stresses above proof stress
<10^4 cycles to fracture. Examples: any
component subject to occasional overload,
core components of nuclear reactors, air
frames, turbine components.
.
15 SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
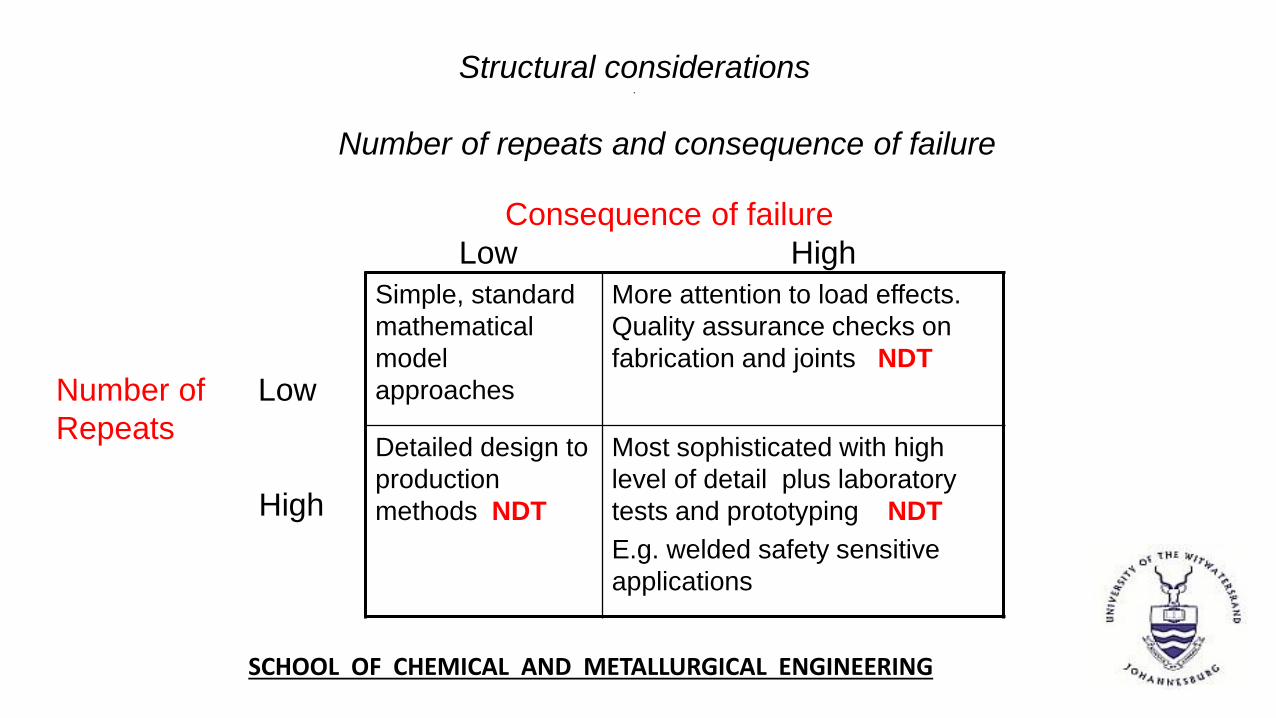
Consequence of failure
Low High
Structural considerations
Number of repeats and consequence of failure
Number of Low
Repeats
High
Simple, standard
mathematical
model
approaches
More attention to load effects.
Quality assurance checks on
fabrication and joints NDT
Detailed design to
production
methods NDT
Most sophisticated with high
level of detail plus laboratory
tests and prototyping NDT
E.g. welded safety sensitive
applications

.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
Standards
Nomenclature SAE/AISI- steel grade nomenclature composition based
EN (1) - steel grade nomenclature composition based
EN (2) - performance (yield) based
Design AWS D1.1 - Method based
EN - performance based
As the standards philosophy is different, combining standards is not recommended
There is a complexity when standards interface as approaches are different

What has changed in steel mechanical properties over the last 20 years?
The motor industry has always been a very significant steel market By the late
1980s Californian environmental legislation was forcing change on the motor industry
by placing a premium on fuel efficiency, placing a premium on vehicle mass. This
led to a motor industry move towards aluminium (five fold increase per vehicle since
1975 to present). The steel industry responded by developing new, stronger, steels.
Steels are strengthened through two means, composition and tempering, the latter
including mechanical breakdown of grains and thermal treatment.
From a structural engineering point of view, new stronger steels were introduced.
These included the commonly used S235, S275 and S355 grades, the S designating
steel, the numbers minimum yield strengths. As the composition of all grades are
near identical, it is clear that tempering determines the difference in performance.
The question we seek to assess is the impact of welding on the materials
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
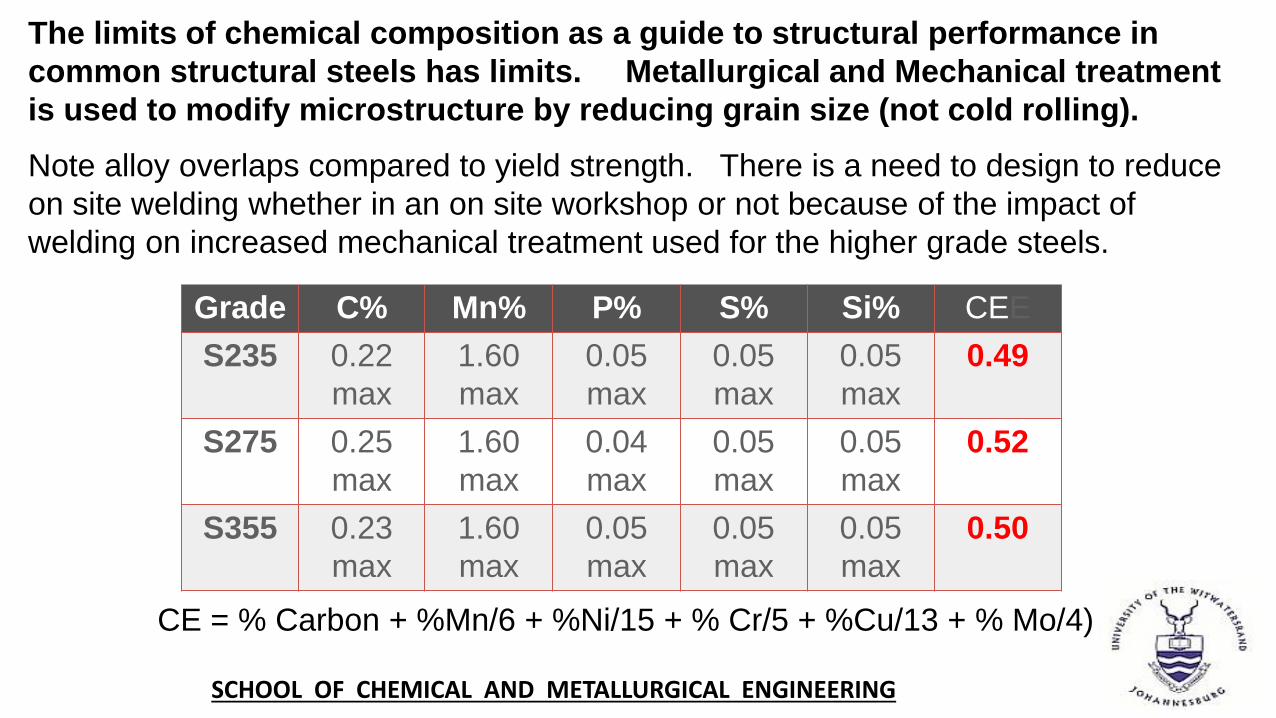
The limits of chemical composition as a guide to structural performance in
common structural steels has limits. Metallurgical and Mechanical treatment
is used to modify microstructure by reducing grain size (not cold rolling).
Note alloy overlaps compared to yield strength. There is a need to design to reduce
on site welding whether in an on site workshop or not because of the impact of
welding on increased mechanical treatment used for the higher grade steels.
Grade C% Mn% P% S% Si% CEE
S235 0.22
max
1.60
max
0.05
max
0.05
max
0.05
max
0.49
S275 0.25
max
1.60
max
0.04
max
0.05
max
0.05
max
0.52
S355 0.23
max
1.60
max
0.05
max
0.05
max
0.05
max
0.50
CE = % Carbon + %Mn/6 + %Ni/15 + % Cr/5 + %Cu/13 + % Mo/4)
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
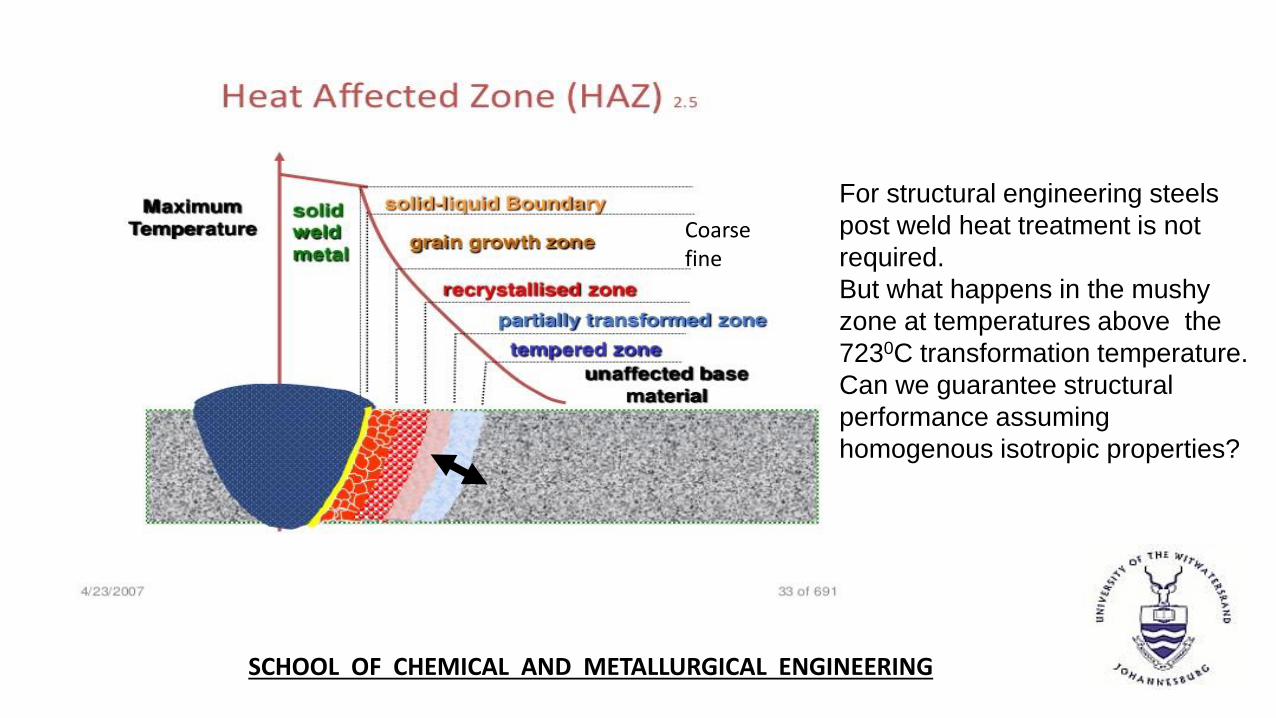
For structural engineering steels
post weld heat treatment is not
required.
But what happens in the mushy
zone at temperatures above the
7230C transformation temperature.
Can we guarantee structural
performance assuming
homogenous isotropic properties?
Coarse fine
.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
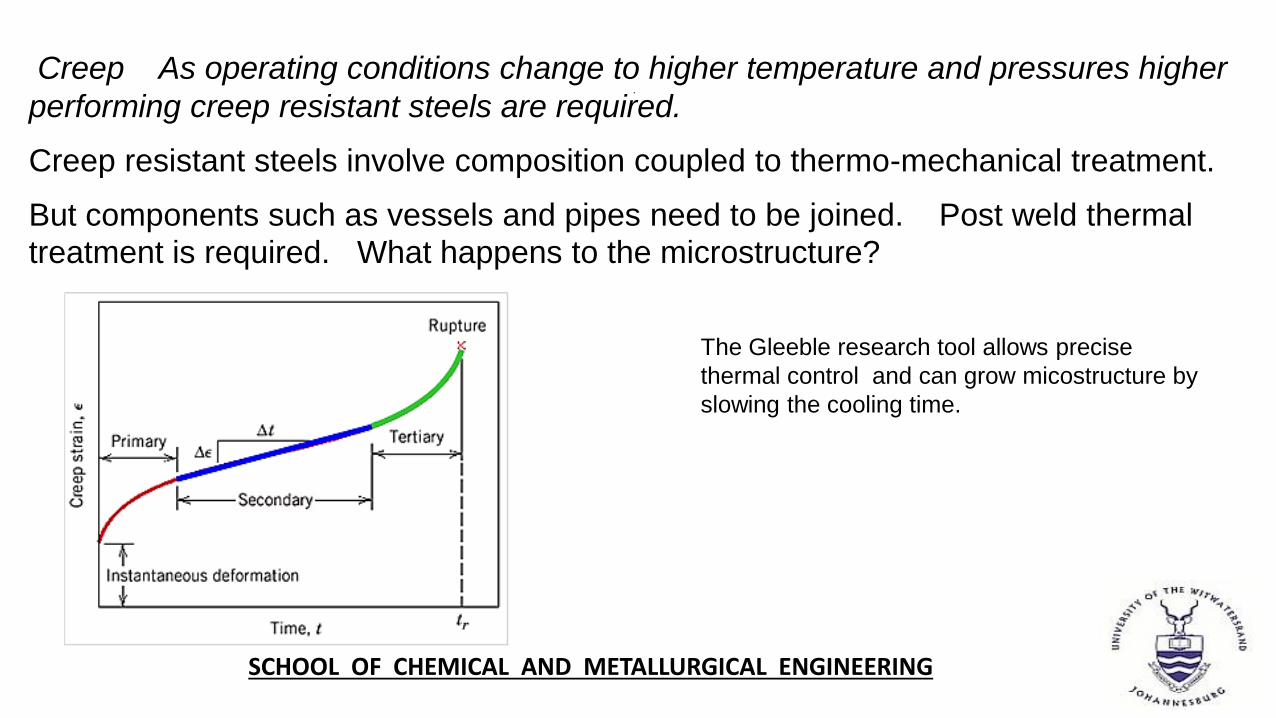
Creep As operating conditions change to higher temperature and pressures higher
performing creep resistant steels are required.
Creep resistant steels involve composition coupled to thermo-mechanical treatment.
But components such as vessels and pipes need to be joined. Post weld thermal treatment is required. What happens to the microstructure?
The Gleeble research tool allows precise
thermal control and can grow micostructure by
slowing the cooling time.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
Effective and efficient welded connections.
The research tool – the Gleeble
• A Gleeble 3500 was installed a Wits in late 2014 and fully commissioned
by early 2015
• The Gleeble is a physical thermo-mechanical application device linked to
simulation programs. It is capable of reliably repeating a wide range of
experiments in a number of possible atmospheres.
• The Gleeble output compares real results with expected outcomes though
simulations and extends these simulations into other areas.
• This provides a data base of results to compare with single event physical
experiments.
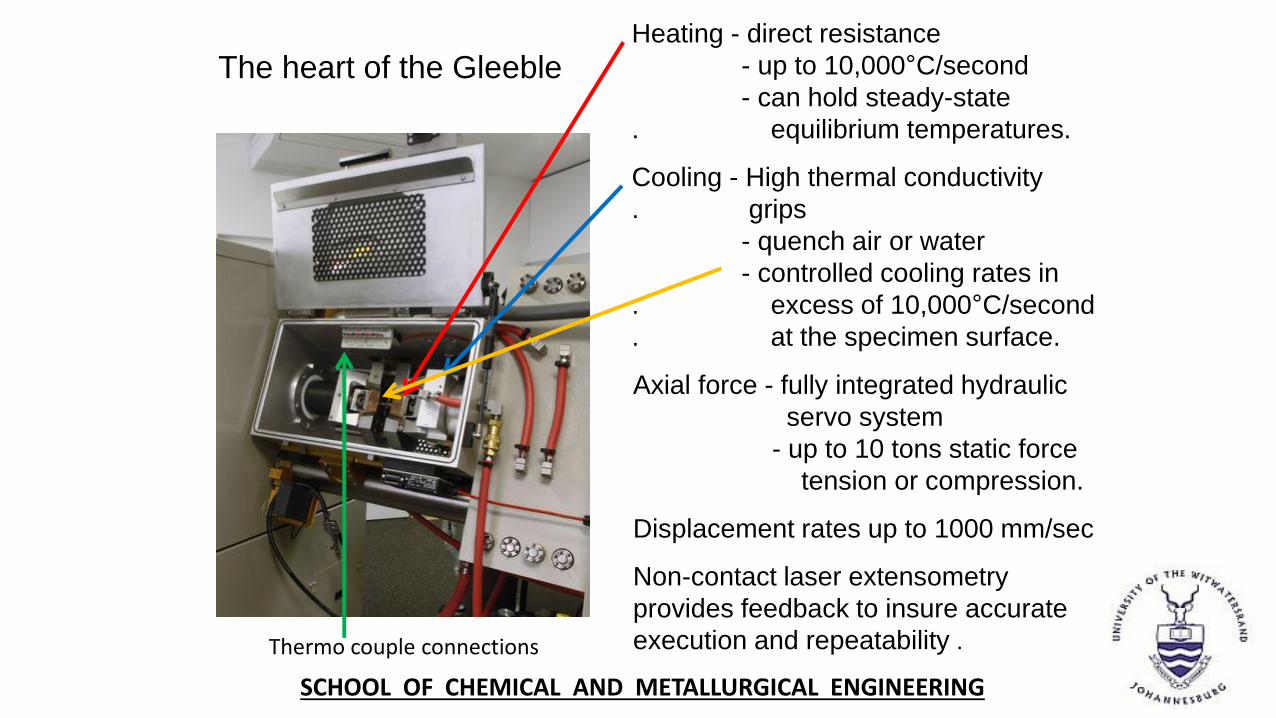
Heating - direct resistance
- up to 10,000°C/second
- can hold steady-state
. equilibrium temperatures.
Cooling - High thermal conductivity
. grips
- quench air or water
- controlled cooling rates in
. excess of 10,000°C/second
. at the specimen surface.
Axial force - fully integrated hydraulic
servo system
- up to 10 tons static force
tension or compression.
Displacement rates up to 1000 mm/sec
Non-contact laser extensometry
provides feedback to insure accurate
execution and repeatability .
Thermo couple connections
The heart of the Gleeble
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING

SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
Effective and efficient welded connections.
B) Simulation of the discrete-continuous material interface
of whole welded structures to facilitate design
Direct resistance heating provides rapid and precise temperature control – source DSI

SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
Effective and efficient welded connections.
B) Simulation of the discrete-continuous material interface
of whole welded structures to facilitate design
Water-cooled jaws plus quenching contribute to very fast cooling rates (source DSI)
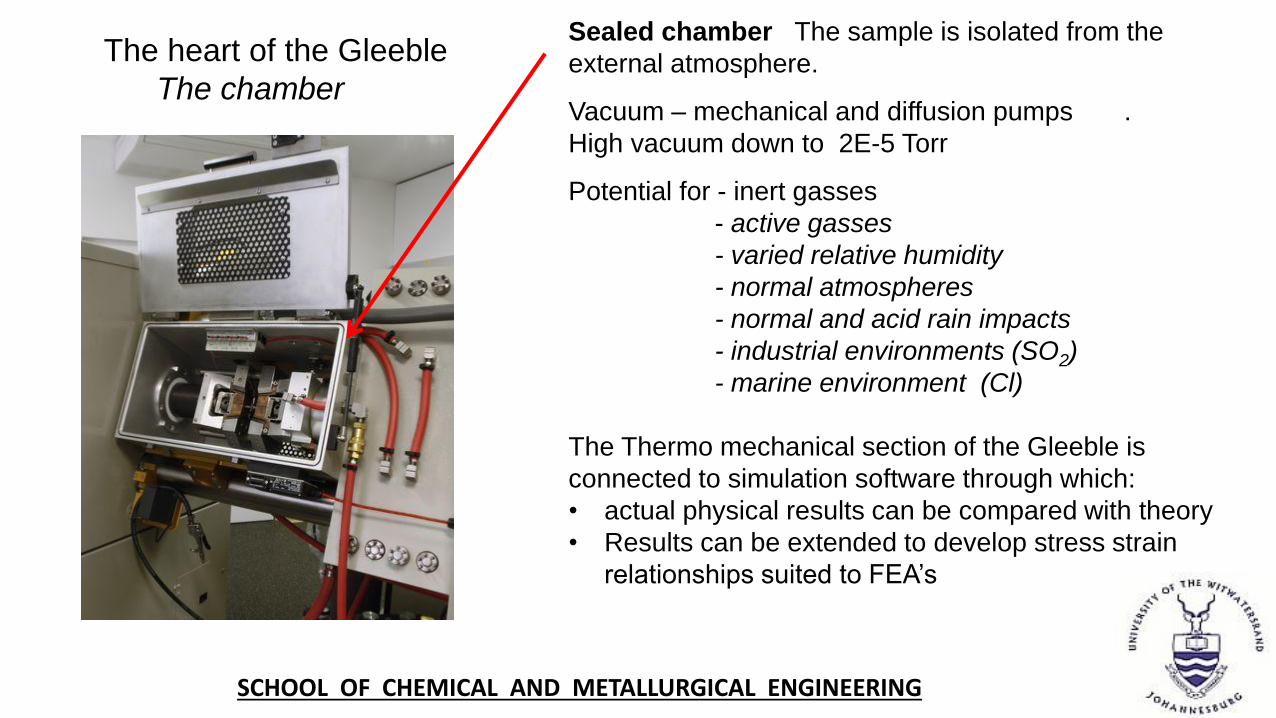
Sealed chamber The sample is isolated from the
external atmosphere.
Vacuum – mechanical and diffusion pumps .
High vacuum down to 2E-5 Torr
Potential for - inert gasses
- active gasses
- varied relative humidity
- normal atmospheres
- normal and acid rain impacts
- industrial environments (SO2)
- marine environment (Cl)
The Thermo mechanical section of the Gleeble is
connected to simulation software through which:
• actual physical results can be compared with theory
• Results can be extended to develop stress strain
relationships suited to FEA’s
The heart of the Gleeble
The chamber
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING

.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
The 21st Century has introduced the challenges of:
• Globalisation
• The triple bottom line of planet, people, prosperity (e.g. International SHE)
• The finite limits of engineering material availability
• The finite limits of energy sources
• The finite limits of water
Globalisation has encouraged international standards generally drawn up from developed countries
lead.
From a systems control point of view input (method) specifications are preferred to output
(performance) specifications - But RSA has chosen the EN route.
Triple bottom line reporting places more emphasis on health. Internationally and locally health
legislation has been progressively tightened.
Based on standards, administration has become the driver rather than the facilitator. Check lists
supersede applied engineering skills; Inspectors have replaced supervisors.
Consequently, quality tends not to be built in but inspected out.

.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
NDT DEMANDS FOR PROCESS PLANTS

.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
• Process plants with an operational life of decades typically include (thin wall) pipes linking treatment
tanks, heat exchangers or distillation columns. Standard plates and pipes are formed, then
welded together into systems that meet prevailing or future perceived operating environments.
• Biofilm formation on inside surfaces encourages both bacteria growth and Microbial Induced
Corrosion (MIC).
• A particular group of process plants, pharmaceutical, dairy, food, beverage and brewing, are subject
to health legislation.
• International and local health legislation is increasingly demanding lower and lower bacterial (and
spore) counts (alive or dead) in the end product. Pasteurisation is no longer acceptable.
• Hygienic fabrication and operation are required to guarantee pharmaceutical and food safety.
• For hygienic fabrication, whilst good design standards exist, major gaps are found in the lack of
practical guidelines, education and, pertinent to South Africa, skill training and development together
with appropriate supervision
• Maintenance of existing plants decades old needs to comply with current health legislation
Note: In terms of health legislation sterilize, disinfect, sanitize, and clean represent
decreasing ranks.
Health related process plants

.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
• Hygiene requirements, potentially more demanding to achieve than structural
integrity, are an addition to engineering fabrication/operational requirements.
• Welding is a source of surface roughness
• Welded area a very small part total area of installation
• Good design standards exist for hygienic fabrication
• Major gaps are found in the lack of practical guidelines
• Realistically, hygienic welded fabrication, particularly with on-site welding, is more
challenging, more costly.
• Heat exchanger tubes are faced with similar problems but related to MIC
• The NDT question is whether we are looking deeply enough into
non structural performance issues such as health and corrosion
Effective and efficient welded connections

• Depth δ increases with increased surface roughness, increased temperatures, and lower flow speeds
.
(Biofilm formation- not limited to health related sectors)
Source: A review of current and emergent biofilm control strategies
Manuel Simoes, Lucia C. Simoes, Maria J. Vieira
LWT - Food Science and Technology 43 (2010) 573–583)
δ
Effective and efficient welded connections
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
.
Effective and efficient welded connections
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
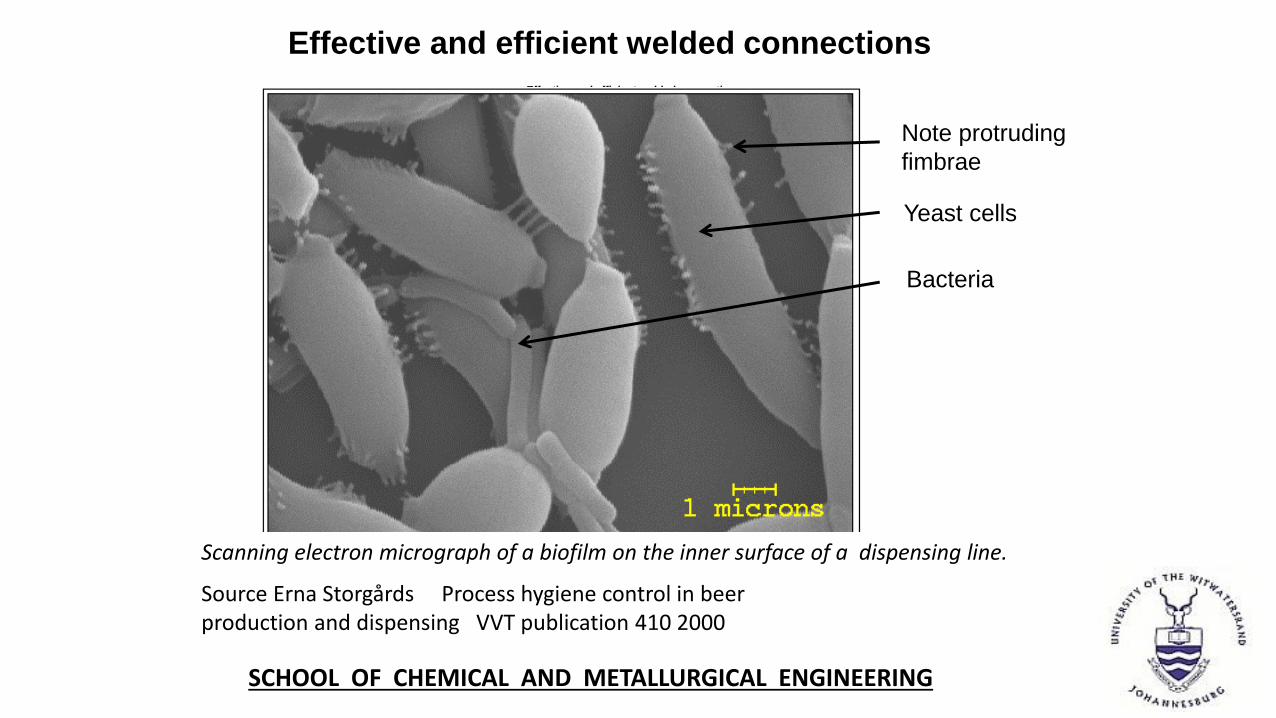
Scanning electron micrograph of a biofilm on the inner surface of a dispensing line.
Source Erna Storgårds Process hygiene control in beer production and dispensing VVT publication 410 2000
Yeast cells
Bacteria
Note protruding
fimbrae
Effective and efficient welded connections

Fe(OH)2
TUBERCLE
e Typical
Bottle shaped pit
Cl -
Cl -
Cl -
Cl -
Cl -
Cl -
Cl - Cl -
Cl -
e- e- e-
2H2O+O2 + 4e 4OH-
Large Surrounding cathode
Small anode
Fe 2+ Fe 2+ FeCl3
Fe 3+
2Fe(OH)2
Microbial Induced Corrosion – tubercle and pit Welding is particularly prone to MIC as welds include micro cracks
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
Biofilm build up on product contact surfaces- MIC
Also affects heat exchanger tubes
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
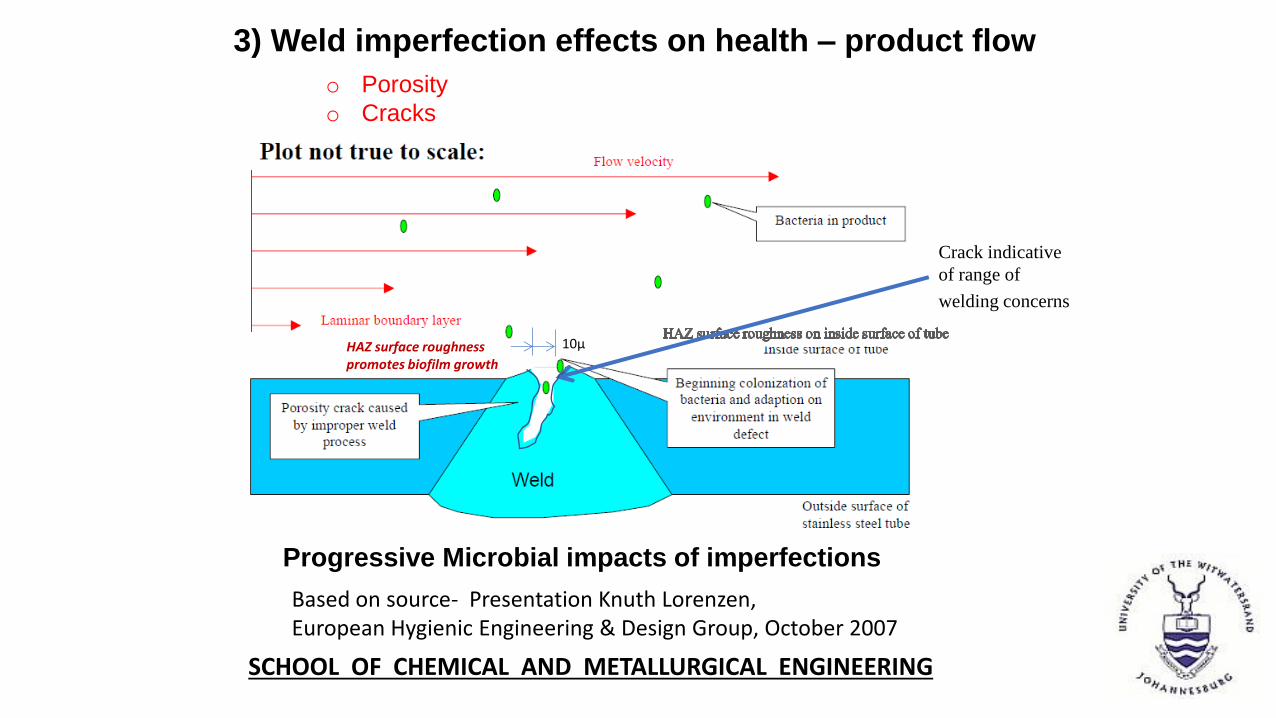
Progressive Microbial impacts of imperfections
Based on source- Presentation Knuth Lorenzen, European Hygienic Engineering & Design Group, October 2007
3) Weld imperfection effects on health – product flow
. HAZ surface roughness promotes biofilm growth
Crack indicative
of range of
welding concerns
o Porosity
o Cracks
10μ
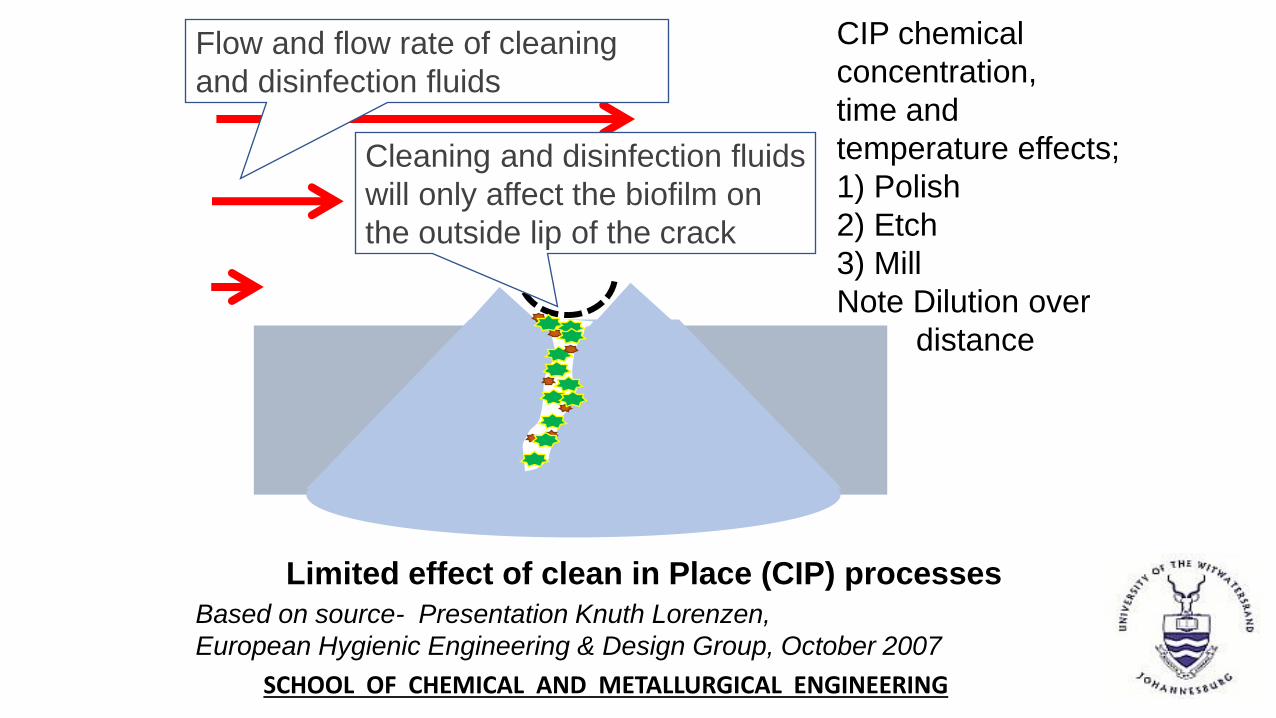
Cleaning and disinfection fluids
will only affect the biofilm on
the outside lip of the crack
Flow and flow rate of cleaning
and disinfection fluids
Limited effect of clean in Place (CIP) processes
Based on source- Presentation Knuth Lorenzen,
European Hygienic Engineering & Design Group, October 2007
CIP chemical
concentration,
time and
temperature effects;
1) Polish
2) Etch
3) Mill
Note Dilution over
distance
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING

.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
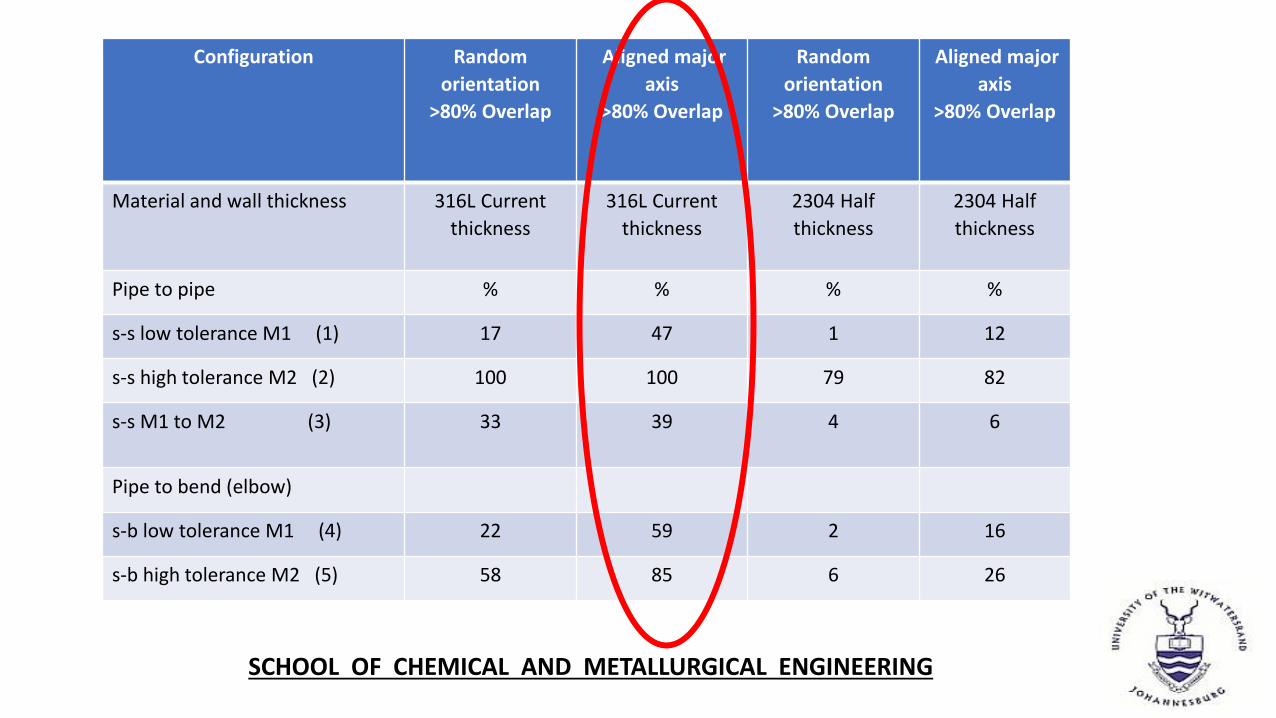
Pipe manufacturing and fabrication
Manufacturing - measurement deviations result from:
• Rolling operation – rolling tolerances relate to the difficulty of keeping the sheet either a precise
thickness or perfectly flat (In addition, rolls are not set flat but bulge slightly at the centre.)
• Sheet anneal or stretch
• Slitting operation – width differences resulting from setting or tool wear
• Pipe forming operation – alignment, gap, welding effects and spring back
• Possible effects on pipe ends from cutting to length operation
• Possible transport effects related to welding stress relief and packaging.
The net result is pipes and tubes are neither circular nor of even wall thickness.
In the case of thin wall pipes related to hygienic fabrication the impacts can be significant in terms of
increased CIP operations.
Manufacturing effects may be overcome by using pipe end forming methods
Also, the potential move from 316L Stainless steel towards stronger
Duplex grades, e.g. 2304, could lead to even thinner pipe walls.
.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
Configuration Random
orientation
>80%
Overlap
Aligned
major axis
>80%
Overlap
Random
orientation
>80%
Overlap
Aligned
major axis
>80%
Overlap
Material and wall thickness 316L Current
thickness
316L Current
thickness
2304 Half
thickness
2304 Half
thickness
Pipe to pipe % % % %
s-s low tolerance M1 (1) 17 47 1 12
s-s high tolerance M2 (2) 100 100 79 82
s-s M1 to M2 (3) 33 39 4 6
Pipe to bend (elbow)
s-b low tolerance M1 (4) 22 59 2 16
s-b high tolerance M2 (5) 58 85 6 26
Configuration Random
orientation
>80% Overlap
Aligned major
axis
>80% Overlap
Random
orientation
>80% Overlap
Aligned major
axis
>80% Overlap
Material and wall thickness 316L Current
thickness
316L Current
thickness
2304 Half
thickness
2304 Half
thickness
Pipe to pipe % % % %
s-s low tolerance M1 (1) 17 47 1 12
s-s high tolerance M2 (2) 100 100 79 82
s-s M1 to M2 (3) 33 39 4 6
Pipe to bend (elbow)
s-b low tolerance M1 (4) 22 59 2 16
s-b high tolerance M2 (5) 58 85 6 26

.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
Strategy of sweating the assets - Life extension
This implies working existing assets either beyond design life or under different
operating conditions.
Older assets operated for decades are of older materials and older design
In Johannesburg one example is the practice of increasing water pressure
beyond design pressure to facilitate service delivery to an increasing population.
Clearly failures are to be expected – the weakest link will break first
What is the weakest link – when will it break – how can life be extended?
Currently one problem that is emerging is delamination on pressure and thermal
vessels and pipes. Others have been noted in welds.
Roll refurbishment that seeks to add wear resistant layers risks delamination if
not properly assessed
Whilst clients want to extend life, industrial research using NDT tools seems
appropriate.
.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
One repair tool - Friction Hydro Pillar Process (FHPP):
FHPP was invented by The Welding Institute (TWI) in the early 1990’s
It is a solid state friction welding technique with inherent advantages over
conventional arc welding; i.e. reduced heat input, small HAZ, reduced
distortion, highly repeatable process
The technique involves axially rotating a consumable tool, under an applied
load, co-axially in a circular cavity, continuously generating and depositing
plasticized layers of material
A parallel sided hole-tool or a tapered hole-tool arrangement can be employed
Pinning or stitch welding can be achieved

.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
Upset to be
removed
7mm min
Core for
possible
examination
7mm min support
Example of
application
with narrow
support
.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
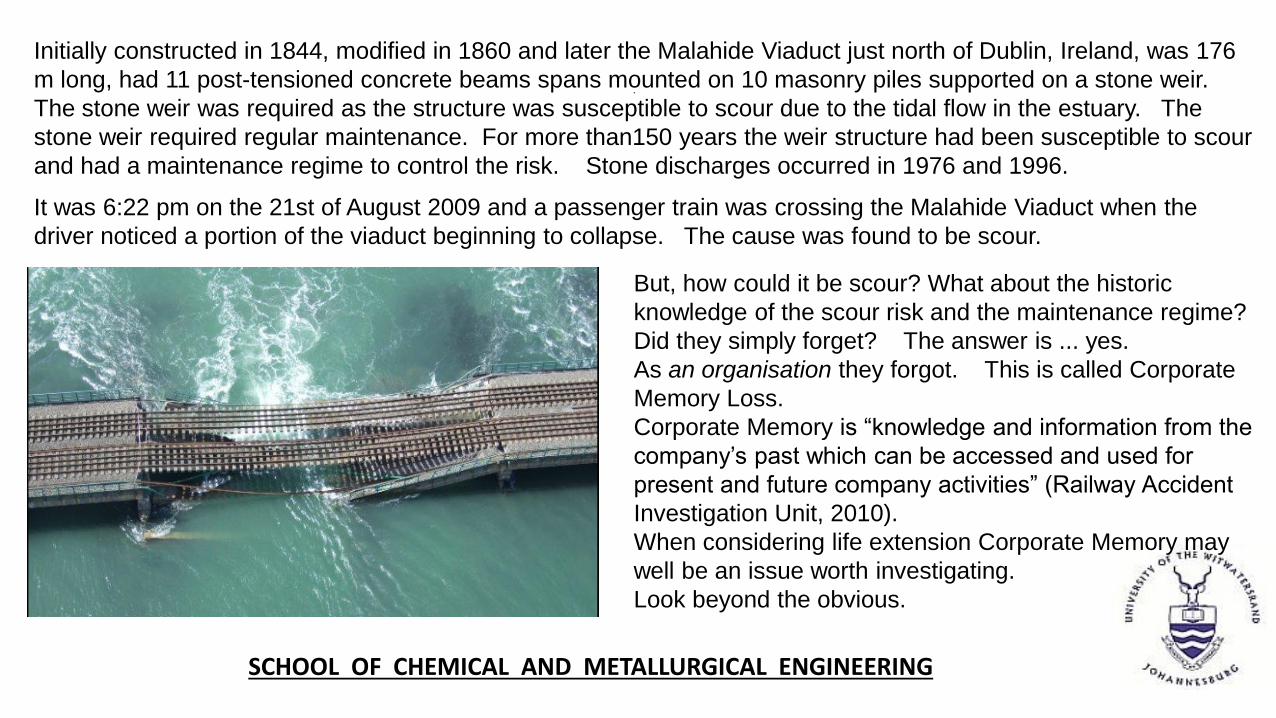
Initially constructed in 1844, modified in 1860 and later the Malahide Viaduct just north of Dublin, Ireland, was 176
m long, had 11 post-tensioned concrete beams spans mounted on 10 masonry piles supported on a stone weir.
The stone weir was required as the structure was susceptible to scour due to the tidal flow in the estuary. The
stone weir required regular maintenance. For more than150 years the weir structure had been susceptible to scour
and had a maintenance regime to control the risk. Stone discharges occurred in 1976 and 1996.
It was 6:22 pm on the 21st of August 2009 and a passenger train was crossing the Malahide Viaduct when the
driver noticed a portion of the viaduct beginning to collapse. The cause was found to be scour.
But, how could it be scour? What about the historic
knowledge of the scour risk and the maintenance regime?
Did they simply forget? The answer is ... yes.
As an organisation they forgot. This is called Corporate
Memory Loss.
Corporate Memory is “knowledge and information from the
company’s past which can be accessed and used for
present and future company activities” (Railway Accident
Investigation Unit, 2010).
When considering life extension Corporate Memory may
well be an issue worth investigating.
Look beyond the obvious.
.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
What has all this to do with NDT?
Operating circumstances have changed – eg water sources
New NDT approaches and tools are required
On the health side more use can be made of borescopes linked by optical fibre
to a camera and/or PCT-
More important is the need increase levels of communication beyond simply
pass/ fail to assess what works from the point of view of assisting clients,
manufacturers and fabricators. Then an informed cost/benefit analysis can
be completed
On life extension projects, investigate beyond the obvious.
The FHPP process opens the opportunities to systematically examine
microstructure and to pin laminations to extend working life.
.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
Conclusions
• The past 120 years have seen considerable changes in materials and joining methods
• Many existing structures are in excess of 40 – 50 years old and were designed differently
• The purpose of NDT is to provide client assurance that the structure will meet expectations
• This is different to ensuring that standards have been complied with.
• Materials have changed; standards have changed
• Health legislation has introduced a new challenge
• Operating circumstances have changed particularly regarding water
• Ultrasound can be used to kill bacteria
• Life extension of older plants introduced new challenges
• Consider the effects of corporate memory loss when considering life extension
• NDT approaches and techniques require continuous review and adaptation to changing
operating circumstances

.
.
SCHOOL OF CHEMICAL AND METALLURGICAL ENGINEERING
SAINT Golden conference Accolades Conference centre
7-8 February 2018
New materials introduce different NDT challenges relating to health and life extension projects
Thank you Questions