roller-compacted concrete slabs using...
TRANSCRIPT

TRANSPORTATION RESEARCH RECORD 1301 139
Roller-Compacted Concrete Slabs Using Phosphogypsum
N. GHAFOORI AND w. F. CHANG
The use of phosphogypsum, a phosphate mining solid waste, was investigated as an aggregate in construction of various rollercompacted concrete (RCC) slabs. Several phosphogypsum-based concrete mixtures were prepared in three different mixing procedures and were compacted using a self-propelled vibratory roller. The results of three projects are described: (a) small slabs of various compositions, (b) a parking lot ramp, and (c) large-scale construction of driveways (including service drive) and parking areas. Field results of all projects were compared with their equivalent laboratory samples to evaluate the performance of the tested mixtures under a less-controlled environment. A thickness design procedure for phosphogypsum concrete pavement was also suggested. The demonstration projects indicate that phosphogypsumbased RCC is suitable for pavement construction application. Phosphogypsum provides additional fineness for better compactibility and surface finishability of final products. It also compensates for some of the dry shrinkage to limit the extent of cracking and retards setting time so that continuity at the cold joints is ensured. When tricalcium aluminate is less than 7 percent of cement, the presence of calcium sulfate does not adversely affect the sulfate resistance durability of concrete slabs.
The development and application of compaction concrete, particularly in the form of roller-compacted concrete (RCC) for water-retaining structures and pavements, has progressed rapidly in the last few years (J). Although not without problems, roller compaction is an attractive placement technique because it offers a fast and simple method for handling and placing concrete. Moreover, compaction concrete is economically advantageous because strength properties can be attained with a cement content lower than that of conventional concrete. The use of low cement content and its subsequent low water-cement ratio should result in less shrinkage cracking.
In recent years, the use of industrial and mining wastes in structural concrete, consolidated by compaction, has received increasing attention (2). The presence of such fine materials in compaction concrete provides better workability and finishability, improves the engineering properties of the mix in the hardened state, and brings about economic benefits by using a by-product that could otherwise go to waste. Clearly, application of RCC in pavement construction can be one of the most promising approaches in use of the large quantities of already abundant waste materials.
Phosphogypsum is a by-product of the phosphoric acid industry, which is involved in the production of phosphate fer-
N. Ghafoori, Department of Civil Engineering and Mechanics, Southern Illinois University, Carbondale, Ill. 62901-6603. W. F. Chang, Phosphogypsum Institute of Research, University of Miami, Coral Gables, Fla. 33124.
tilizers. With worldwide phosphogypsum production of 120 to 150 million metric tons per year (3), providers of fertilizer throughout the world are becoming increasingly concerned about the proper disposal and possible use of this waste material. Currently, nearly 86 percent of the world's phosphogypsum is discarded in land or sea, causing environmental pollution, adverse aesthetic appearance, and growing economic concerns.
Extensive laboratory research over the past few years indicates that the raw phosphogypsum, subjected to proper compaction force, can be transformed into a strong solid of valuable strength. Cylinder compressive strength of over 700 psi (4.82 MPa) can be readily obtained using the modified Proctor compaction energy ( 4). These unique properties have encouraged the use of this waste product as a viable construction material and have promoted the development of compacted phosphogypsum-based concrete. Additional laboratory tests have also revealed that up to 50 percent increase in compressive strength of concrete can be achieved by replacing a portion of fine aggregate with phosphogypsum in the mixtures of low cement content (5). The improvement of strength under compaction is attributed to the phosphogypsum's self-adhesive nature, its extremely fine gradation, and the reduced amount of mixing water required by compaction consolidation.
This study was intended to investigate the feasibility of using phosphogypsum in RCC pavement construction. Data presentation and discussion are with regard to strength properties, strength development, durability in terms of internal sulfate attack, abrasion resistance, drying shrinkage, mixing techniques, and pavement design recommendation. Field and laboratory results both encourage the application of phosphogypsum-based concrete in construction of RCC pavements.
MATERIALS
Phosphogypsum
Phosphoric acid is an important raw material for the production of fertilizers (88 percent), detergents (6 percent), and other agricultural products (6). World manufacturing consists of approximately 25 million tons per year of phosphoric acid. The most common industrial process is the wet process operation (95 percent), which includes at least four technologies characterized by different operations and qualities of byproduct residues. In all processes, ground phosphate rock is

140 TRANSPORTATION RESEARCH RECORD 1301
TABLE 1 TYPICAL COMPOSITION ANALYSIS OF RAW PHOSPHOGYPSUM (11) .
Gypsum (%)
Phosphate (%)
Fluoride (%)
sand (%)
Soluble Salt (%)
PH
Radium-226 (pci/g)
combined with sulfuric acid in a series of mixing tanks (7). The phosphoric acid and phosphogypsum produced are pumped into a filter to separate the phosphoric acid. Finally, phosphogypsum is either slurried with water and pumped to sedimentation ponds (wet stacking) or transported to large stockpiles by trucks or belt conveyors (dry stacking) ( 8). For each ton of wet phosphoric acid, approximately 5 tons of phosphogypsum are produced (9) . An increasing demand for phosphate fertilizers has subsequently increased phosphogypsum stockpiles throughout the world . Currently, in the state of Florida alone, the phosphoric acid industry generates 33 million tons of gypsum each year. In addition, over 400 million tons of this material has been stacked in huge retaining ponds on the ground in central Florida. It is expected that by the year 2000, over a billion tons of phosphogypsum will be stockpiled in the state of Florida (10).
Depending on the nature of the phosphate rock and industrial operations, the chemical composition of phosphogypsum may vary (11). A typical chemical analysis, as presented in Table 1, indicates that phosphogypsum primarily consists of calcium sulfate, up to 93 percent. The remainder is a combination of impurities such as sand, phosphate, fluoride, and organic constituents. Crystals of calcium sulfate can
U.S. Stand ard 10 20
40
20 ll
0 I~
SJ.••• 40
5.0 1.0 0.5
85.0-93.0
0.2- 1. 7
0.4- 1. 3
1.4- 8.4
0 . 1- 5.3
3.1- 5.3
17.0-25.0
exist in at least three forms: dihydrate (CaS04 • 2H20), hemihydrate (CaS04 • %Hp), and anhydrate (CaS04) (12). The phosphate industry generates most phosphogypsum in dihydrate form (84 percent), the type used throughout this investigation.
The pH values of phosphogypsum range from 3.1 to 5.5. However, when it is mixed with portland cement-based material, the alkalinity level of cementitious matrix remains at the level required to prevent the corrosion of steel reinforcement. Measurements of pH by Nanni (13) in accordance with ASTM G51-77, for cement-phosphogypsum mixes having cement contents of 10, 20, and 30 percent, have yielded values ranging from 12.05 to 12.35. Passivation of steel normally occurs in alkaline environments with pH above 11.
The grain size of phosphogypsum depends on the process and degree of grinding of the rock used. Typical phosphogypsum particles are approximately 0.02 to 0.50 mm, with the coarser size mostly consisting of silica sand and unprocessed phosphate. The grain size distribution curve of dihydrate phosphogypsum used throughout this investigation is shown in Figure 1. According to the AASHTO classification system, raw dihydrate phosphogypsum can be classified as an A-4 soil.
Hydrometer Si ze 6 0 01 0 200
0-1 0.05 .01
Particle diameter (mm)
FIGURE 1 Phosphogypsum and sand grading.

Ghafoori and Chang
Fine Aggregate
Sand used during this investigation was finely crushed limestone. Southern Florida was the source of sand for Projects 1and2. It had an averaged specific gravity of2.70 and fineness modulus of 2.60. Grain size distribution, as shown in Figure 1, indicates that this sand is a well-graded fine aggregate. In Project 3, a well-graded sand with an averaged specific gravity of 2.50 was obtained from a central Florida quarry.
Coarse Aggregate
A uniform-graded limestone coarse aggregate, obtained from a Southern Florida quarry, was used for Projects 1 and 2. It had a maximum nominal size of % in. and specific gravity of 2.70. Coarse aggregate used in Project 3, obtained from central Florida, was also uniform-graded limestone. Its averaged specific gravity was 2.50 with a maximum nominal size of 3/4 in.
Cement
Unless otherwise stated, portland cement type I (ASTM-150) was used throughout this experimental program.
141
RESULTS AND OBSERVATIONS
Strength Characteristics
In Project 1, six mixtures, produced at their optimum moisture content, were used in the preparation of small slab sections (3 ft x 3 ft x 6 in. thick) built at the campus of the University of Miami. Seven and one-half inches of loose materials was compacted over an existing limerock base into a nearly 6-in. final lift in one single layer with 10 passes using a field vibratory roller. The slabs were constructed next to each other with no joint treatment or load transfer device between them . They were seal-cured for a period of nearly 2 weeks before sample extraction and tested for 28-day strength . Fieldcollected cores, of similar size to the laboratory samples (3 in. in diameter and 6 in. in height), were tested for compression and split-tension strength (ASTM C39 and C496). Beams of dimensions 3 x 3 x 14 in. were also saw-cut and tested in flexure using third-point loading. All laboratory specimens were seal-cured for a period of 4 weeks before testing (ASTM C171).
The test results of the initial dry-density, unconfined compression, splitting tension, flexural tensile capacity, and modulus of elasticity are presented in Table 2. Field values were found to compare reasonably well with laboratory results. In fact, the initial dry density and strength of the field-
TABLE 2 TWENTY-EIGHT-DAY STRENGTH PROPERTIES OF PHOSPHOGYPSUM-BASED CONCRETE SLABS FOR PROJECT 1
Proportion by Dry
Weight Initial Initial (Percent } sample Moisture Dry (lb/yd 5) Type Content Densitr
(%) (lb/ft )
28-day Strength (psi)
Comp re- Split- Flexure Modulus ssion Tension of
El as-ticity
7.5 20 20 52.5 Field 14.5 113. 61 1495 227 383 ------230 614 614 1610
7.5 20 20 52.5 Lab 13.5 (M) 112. 56 (M) 1642(M) 245(M) 402(M) l.2*106
14.0 (S ) 107.5l(S) 1028(S) 12l(S) 277(S)
7. 5 0 40 52.5 Field 13.25 114.0 1609 247 370 ------231 0 1231 1616
7.5 0 40 52.5 Lab 12.50(M) 113. 26 (M) 1852 (M) 252(M) 396(M) l.3*106
13.lO(S) 108.46(5) 1311(S) 164(S) 260(S)
15 20 20 45.0 Field 12.80 122.3 3378 424 643 ------495 660 660 1734
15 20 20 45.0 Lab 12.lO(M) 120.85(M) 3530(M) 437(M) 655(M) 2.0*106
12.65(S) 113.56(5) 2876(S) 343(S) 608(S)
C= Cement SA= Sand GA= Gravel PG=Phosphoqypsum
M= Modified Proctor compaction s= standard Proctor compaction

142 TRANSPORTATION RESEARCH RECORD 1301
TABLE 3 PROPERTIES OF FIELD AND LABORATORY MIXES FOR THE PARKING LOT RAMP OF PROJECT 2
28-day 28-day 28-day Mix . Initial Initial Compressive Strength Split- Modulus Modulus
Moisture Dry Tensile of of Content Densitr 28-Day One-Year Two-Year Strength Rupture El as-
(%) (lb/ft ) (psi) (psi) (psi) ticity (psi) (psi) (psi)
Field 12 129.23 3801 3682 3532 441
Lab 11 132.37 4563 558 902 2.64xl06
--------------------------------------------------------------*Cement=350 lb/yd3
Fine Aggregate=1396 lb/yd3
compacted samples can be considered equivalent to the values obtained in the laboratory with the modified Proctor method (ASTM D-1557, energy input of 56,250 lb-ft/ft3). Results of this project confirmed that, under a less-controlled environment, strength characteristics of laboratory samples can be properly attained in the field. Additional laboratory test results (not given here) indicated that reaching a compressive strength level of 3,000 psi with cement content of 10 percent or less (by weight of total dry solids) required a smaller percentage of phosphogypsum. This finding was incorporated in the selection of the matrix constituents chosen for Project 2.
Project 2 involved the construction of a parking lot ramp using a phosphogypsum-based concrete mixture built on the campus of the University of Miami. The ramp measured 24 ft wide and 14 ft long with a slope of approximately 4 percent. The matrix constituents consisted of 20 percent (698 lb/yd3
)
phosphogypsum, 40 percent (1,396 lb/yd3) fine-crushed lime
stone aggregate, 30 percent (1,047 lb/yd3) limestone coarse
aggregate and 10 percent (350 lb/yd3) Type I cement with
tricalcium aluminate (C3A) content of 12 percent. Moisture content at the time of mixing was 12 percent of the total dry weight. The 71/z in. of loose material was compacted into final thickness of 6 in. using a road construction vibratory roller (1 layer and 10 passes). The ramp was seal-cured for a period of nearly 2 weeks before it was opened to traffic. The dimensions both of field and laboratory specimens were identical to those used in Project 1.
Table 3 presents the engineering properties both of fieldand laboratory-collected samples. The field specimens exhib-
Phosphogypsum=698 lb/yd3
Coarse Aggregate=1047 lb/yd3
ited excellent strength properties when compared to those of laboratory specimens fabricated in accordance with the modifted Proctor method. During its 4-year service, the ramp was subjected to traffic loads consisting mostly of automobiles and occasional trucks. The ramp remained crack-free and in excellent condition. The successful construction of the parking lot ramp demonstrated the potential application of phosphogypsum-based concrete in highway surface course and encouraged the construction of a larger-scale RCC pavement project.
Project 3 included the construction of driveways and parking areas. They were built at the Florida Institute of Phosphate Research by a local contractor. The paved area was approximately 2,000 yd2 • Because the locally mined limestone aggregate, which was selected for economic reasons, had limited strength-producing properties, target mix design compressive strength was limited to 2,500 psi, which is at the low end of what is currently used for RCC pavement applications.
The proportions of the matrix constituents are presented in Table 4. Fine and coarse crushed limestone aggregates were initially blended at the ratio of 1 : 1 and then added to phosphogypsum to obtain a combined grading that was well within grading limits proposed by the Corps of Engineers specifications. The combined aggregate was fed through the pugmill mixer and then stockpiled at the site of the mixing plant until the time of mixing with cement. Moisture content of the combined aggregate was such that no water had to be added during mixing. The reported moisture content of 8.5 percent (by dry weight) resulted from natural moisture both in phosphogyp-
TABLE 4 FIELD MIX PROPORTIONS FOR PROJECT 3
Proportions by Dry Weight
Percent lb/yd3 SSD Specific
Constituents Gravity
Type II Cement 14.0 496 ---Fine and Coarse 73 2584 2.50
Aggregate Phosphogypsum 13 460 2.42 Total Water 8.5 301 ---
---

Ghafoori and Chang 143
TABLE 5 PROPERTIES OF FIELD AND LABORATORY MIXES FOR PROJECT 3
Initial Initial Moisture Dry
Mix Sample Content oensitr Type (\) (lb/ft )
P13-14 Field 8.5 131.1
PlJ-14 Lab 8.0 132.7 P13-0 Lab 8.0 132.3
sum and aggregate. The mix optimum moisture content obtained in accordance with the modified Proctor method (ASTM D1 557) was 8.0 percent.
The mix was then loaded into the dump truck and hauled to the construction site located less than 2 mi from the plant. Finally, RCC mixture was dumped into a heavy-duty doubletamping screened paver and placed over the 7-in. base course of phosphogypsum (equivalent to 4 in. of cement-stabilized base). The sub grade course consisted of silty sand with modulus of subgrade reaction (K) of 200 lb/in. 3
• The fin al value of K was calculated to be 220 lb/in. 3 • The design index (DI) of 1, in accordance with TM 5-822-6, was used. The measured final pavement thickness was 6 in . According to the design chart (U.S. Army Corps of Engineers document ETL 1110-141), the required pavement thickness (using f, = 420 psi, K = 220 lb/in. 3
, and DI = 1) was 5.4 in., which was smaller than the pavement thickness provided. After completion of the paving operation, lateral edges were sloped and consolidated with a plate-type hand compactor. A curing compound was sprayed on the pavement surface to maintain sufficient moisture content for the hydration of cement. Construction that started at midafternoon was interrupted in the early evening and completed the morning after. Because of the setretarding effect of phosphogypsum, it was evident by visual inspection that continuity was ensured at the construction joints. No contraction joint was provided.
Mechanical properties of field-collected cores and laboratoryfabricated cylinders of identical dimensions are presented in Table 5. Two different mixes were used to prepare the laboratory samples. Mix Pl3-14 had similar proportion to that used in field mix, whereas phosphogypsum was entirely replaced with limestone screening in mix P13-0. Laboratory
Modulus of Split-El as- Tensile ticity Strength
Compressive (psi) (psi) Strength
28-day 90-day (psi) (psi) 28-day 28-day
3174 3539 2.26* 318 106
2767 ---- ----- ---3024 ---- ----- ---
samples were fabricated in a 4.0 x 4.5 in . mold according to the modified Proctor method, which simulated the paver compaction effort. Test results in Table 5 indicate that the field cores have excellent compressive strength when compared to laboratory samples and that the presence of phosphogypsum is not detrimental to strength characteristics. Observations of the compressive failure mode consistently demonstrated the crushing of the limestone aggregates produced in central Florida. The values of split-tensile strength and modulus of elasticity were found to be within the expected ranges.
Higher-strength results, obtained from the previously built phosphogypsum-based RCC ramp (Project 2), were a consequence of the use of good-quality limestone aggregate produced in southern Florida.
Strength Development
The numerical data presented in Table 6 indicate that the continuity at construction joints was ensured by the retarded setting of concrete mix due to presence of phosphogypsum. Laboratory specimens of the same gradation and proportion used in Project 3, but of higher-quality aggregate obtained in southern Florida, were fabricated according to the modified Proctor method. Eight hours after mixing, specimens C13-14 (i.e., 13 percent cement and 14 percent phosphogypsum) possessed very low compressive strength compared with that of the reference specimens C13-0 (i.e., 13 percent cement and no phosphogypsum). The strength of specimens C13-14 at 18 hr is equivalent to that of reference specimens C13-0 at 4 hr. After 74 hr, the difference in strength of the two specimens is of the order of 14 percent.
TABLE 6 COMPRESSIVE STRENGTH DEVELOPMENT -
Strength (psi) Time (hrs.) C13-14 Cl3-0
4 29 72 8 38 349
18 92 1175 74 2809 3207
168 3343 3772

144
Abrasion
The 28-day field-collected cores of Project 3 were subjected to abrasion tests according to the ball-bearing method (ASTM C779, Procedure C). The top 3-in . portion of each field core was saw-cut and both top (pavement surface) and bottom (saw-cut) surfaces were tested under wear with averaged results shown in Figure 2. It was evident that the abrasion resistance of the exposed top surface, composed of a thin layer of fine particles (i.e., cement paste and fine), was better than that of the saw-cut surface, which was mainly composed of limestone coarse aggregate. The wear resistance of top and bottom surfaces of field cores was compared with that of two concrete mixes made with higher-quality limestone aggregate obtained from a southern Florida quarry. The composition of mix 15-10 was 15 percent cement and 10 percent phosphogypsum, whereas mix 15-15 contained 15 percent cement and 15 percent phosphogypsum. Results shown in Figure 2 indicate that the quality of the limestone aggregate greatly affects the abrasion performance.
Sulfate Resistance Durability
Research studies of the past several decades have suggested that the chemical reaction between C3A of portland cement and sulfate ions obtained from a sulfate-rich environment can cause excess expansion in concrete (14) . As a consequence, crack formation and strength reduction become unavoidable. Today, such chemical reaction is commonly referred to as "external" sulfate attack.
The sulfate attack in cement-based mixtures resulting from the use of phosphogypsum, which primarily consists of calcium sulfate, has different characteristics from the external sulfate attack. In external sulfate attack, sulfate ions must penetrate into the matrix to instigate chemical reaction. Expansion may then cause matrix cracking, which in turn accelerates the penetration of new sulfate ions. On the other hand, in the internal sulfate attack, S03 ions exist inside the matrix from the time of mixing. The number of sulfate ions
500
K'S) Pll-14 Top
c 400 IZ2I Pll-14 Bottom ·.-4 ~ PlS-10 Top
PlS-15 Top 1 0 .-i 300 -
1-l
"' QI ;J
..... 0
..c:
.f.)' 100 -'11
QI 0
60 90
TRANSPORTATION RESEARCH RECORD 1301
decreases as the chemical reactions proceed and the rate of sulfate attack tends to slow down with the aging of the matrix.
Extensive laboratory investigation has indicated that the sulfate resistance of phosphogypsum-based concrete is not impaired when C3A content of cement is less than 7 percent (15). This restriction is independent of the amount of phosphogypsum content in the mixture and is only applicable when the matrix remains continuously submerged in water. In practical applications such as pavement construction, where the matrix is always exposed to periods of rain and dryness, the completion of chemical reaction between C3A and S03 ions does not fully take place. As a consequence, the subsequent crack and strength reduction are expected to be smaller than those of laboratory specimens tested under continuously soaked conditions.
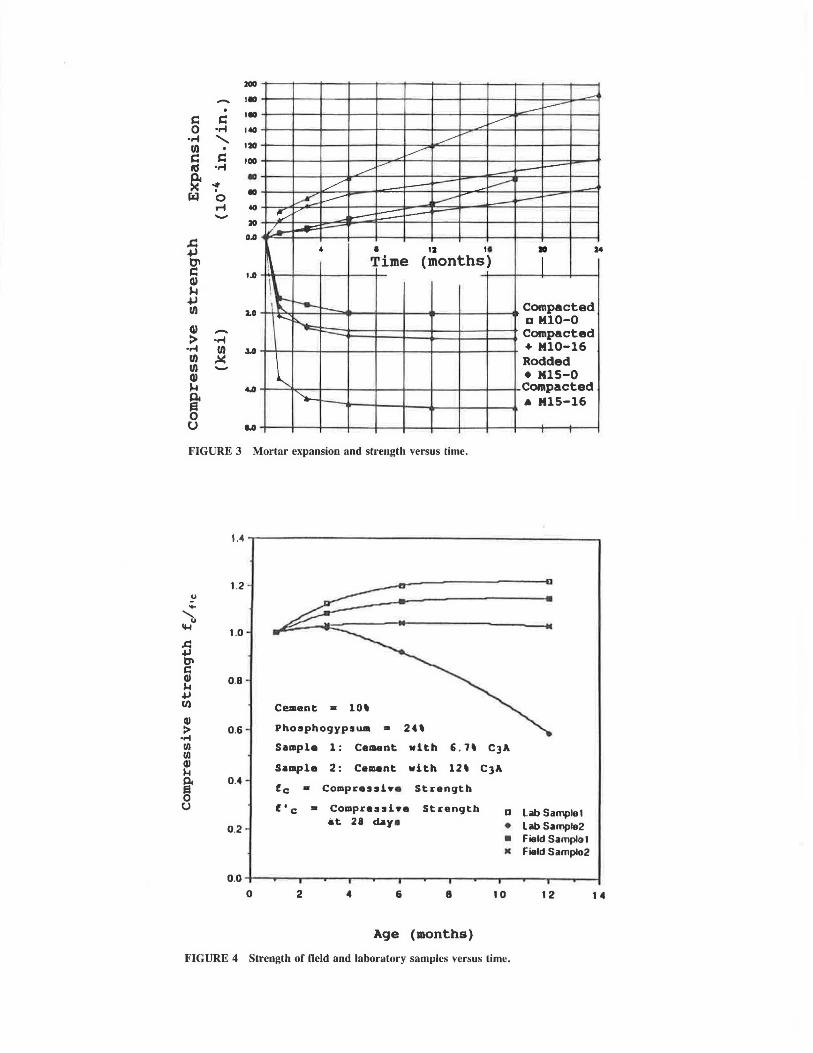
Expansion and compressive strength of four mortar mixes at 10 and 15 percent cement content and with 0 or 16 percent phosphogypsum are shown in Figure 3 as functions of time. The amount of C3A in the cement was 7 percent, and specimens in the forms of bar and cylinder were consolidated by rodding or compaction hammer. Testing for bar expansion was conducted using ASTM C452. Figure 3 indicates that the expansion of continuously submerged specimens is higher when phosphogypsum is used and the compressive strength does not decrease with time . The results of the field-collected samples extracted from two pavement sections containing cement with 6.7 and 12 percent C3A, along with their equivalent laboratory samples , are shown in Figure 4. For the mixture containing cement with C3A of 6.7 percent , the averaged compressive strength both of field and laboratory samples increased with their age. The laboratory samples of concrete matrix with 12 percent C3A had 41 percent loss in strength after a period of 1 year of continuously being placed in water. On the other hand , field specimens of similar C3A content had 4.8 percent gain in strength after 1 year of exposure to prevailing weather conditions. Core samples extracted from the phosphogypsum concrete ramp after 2 years of service have demonstrated less than 7 percent reduction in compressive strength . This deviation is attributed to the core specimens being taken from different pavement locations and also
120 150
Time (seconds)
FIGURE 2 Comparative abrasion resistance.
200 - 1111
c c 1111
0 ·rt 140
_....
- ----.........-·rt ' Ill . 120
c c 100 «I ·rt
~ Ill -r Ill
~ 0 .... 40 - 20
-------~
-- .-- ...-----/ ---- ~ -~ i...---- L-- ~
,..----!--- .... ~ -:::::::.. ~ --./
.d 0.0
.fJ
"' c 1.a Q) .... .fJ Ill :a.a
Q) -> ·rt •rt Ill .1.0
~ 4 I 12 " • 2
Time (months) I \~t-r-- ,.__ Compacted
........ ~ D Ml0-0 Compacted + Ml0-16
4
Ill ~ Ill -Q) .... 4.11
~
Rodded l._ • MlS-0
Compacted "'-......_ .. MlS-16
0 u a.a
' '
FIGURE 3 Mortar expansion and strength versus time.
1.2
1.0
0.8
0.6
0.4
0.2
Cement = lOt
Phosphogypsua • 2C•
Sample l: Cement with 6. H C3A
Sample 2: Cement with 12t C3A
fc • Compress!•• Strength
f'c • Compressi•e Strength at 21 <Uy•
Age (months)
D Lab Sample 1 • Lab Sample2 • Field Samplal IC Field Samplo2
FIGURE 4 Strength of field and laboratory samples versus time.

146
30
i:: -~
' i:: 10--~
~ 0 0 rl
-10 -QI
"' -20-i:: Ill .c: -J O-0
.c: -40 -.µ
"' i::
~ -so-
-60 0
..
20 40 60
Time (days)
80
TRANSPORTATION RESEARCH RECORD 1301
a Ml0-0 + Ml0-10 • Ml5-0 .a MlS-10
100 120
FIGURE 5 Mortar bar length change.
to the heterogeneous nature of the matrix. After 4 years of parking lot traffic, the phosphogypsum-based concrete ramp of Project 2 remained crack-free and in good condition.
Shrinkage Compensation
The RCC phosphogypsum ramp and pavement, built for Projects 2 and 3, respectively, were inspected on many occasions after construction. No natural joint has yet opened and no crack has yet been observed. A possible reason for this performance may be in the reduced drying shrinkage of a matrix containing phosphogypsum. In Figure 5, the length change of
laboratory specimens tested according to ASTM C806 indicated that addition of 10 percent phosphogypsum reduced the drying shrinkage of the mortars compared with those without phosphogypsum (i.e., mixes Ml0-0 and M15-0). In field applications, the repeated moisture fluctuations should further reduce drying shrinkage of phosphogypsum-based concrete mixtures.
Effect of Mixing Procedure
Raw phosphogypsum, as available from stockpiles, consists of mostly small particles bound together in lumps, varying in
TABLE 7 EFFECT OF DIFFERENT MIXING PROCEDURES ON STRENGTH PROPERTIES
Mixing Compression Split-Tension Modulus of Procedure (psi) (psi) Rupture
(psi)
Pan-Mix 1495 227 383 (1. 0) ( 1. 0) (1. 0)
Drum-Mix 962 152 233 (0.643) (0.669) (0.608)
Hand-Mix 689 81 148 (0.461) (0. 3610) (0.390)
Cement: 7.5% Sand: 20% Gravel: 20% Phosphogypsum: 52.5%
Pan-Mix 1609 247 370 ( 1. 0) (1. 0) (1. 0)
Drum-Mix 1029 157 211 (0.640) (0.636) (0.567)
Cement: 7.5% Gravel: 40% Phosphogypsum: 52.5%

Ghafoori and Chang
FIGURE 6 Cross section of concrete slabs mixed with pan mixer (left) and drum mixer (right). Note lumps of phosphogypsum in specimen mixed with drum mixer.
size from fractions of one to severa l inches. When phosphogypsum is included in a concrete matrix , the extent to which these Jumps are crushed affects the homogeneity of the mix and, therefore, the product properties in the hardened state.
The strength characteristics of samples obtained from the field-compacted concrete slabs of Project 1, using three dif-
147
ferent mixing procedures, are presented in Table 7. Clearly, results indicate that the highest strength is obtained when using the pan mixer with grinding wheels . As shown in Figure 6, the drum mixer is not capable of crushing phosphogypsum lumps and, in addition , increases the tendency of the fine constituents to ball. As a result, strength drops to approximately one-third of that of the corresponding mixes prepared with the pan mixer. Finally, hand-mixing directly on the ground yields the lowest results , which are approximately half of the maximum values. The significance of these findings can be important for road construction application where for the selected mixing technique , design considerations should allow for appropriate strength parameters.
Pavement Design Consideration
A mix design that possessed the desired characteristics was used forthe thickness design evaluation of the phosphogypsumbased concrete pavements . The engineering properties and traffic loadings are presented in Table 8. Two conventional rigid-pavement design procedures recommended by AASHTO and the Portland Cement Association were used. Additionally, a finite-element computer program for rigid pavement design termed "ILLl-SLAB" (16) was used to predict the
TABLE 8 RIGID PAVEMENT DESIGN PARAMETERS
1. Matrix Constituent Proportion: (percentage by weight of total dry solid)
Cement 10%
Sand 40%
Gravel 30%
2. Engineering Properties:
Phosphogypsum 20%
Unconfined Compressive Strength: Split-Tensile Strength:
Water 11%
Third-Point Flexural Strength: Modulus of Elasticity: Poisson's Ratio:
4563 psi 558 psi 901 psi 2. 64 x 10•6 psi 0.195
Flexural Fatigue:
3. Traffic Loading:
Total Average Daily Traffic: Passenger Car: Truck: Average Gross Load: Average Axle Load: Traffic Growth: Design Life:
Axle Distribution: Single Axle
wt. (ki_gs) % Axle
2- 6 15% 6-10 25%
16-20 20% 20-24 5%
wt.
75-80% after 10~ load applications
1600 80% 20% 31. 5 kips 14 kips 5% per year 20 years
Tandem Axle
(ki_gs) % Axle
6-10 10% 16-20 10% 20-24 5%
Present Serviceability Index (PSI): 2.5

148
400
I I
\
\
·.-! 0 ll. JOO \
~ ' ' GI llll ·SLAB 't1 ftS ~ tJ"I '§ 200 Ill
IM 0
Ul ::I rl ::I 100 't1 0 :E:
0 5 5.5 6 6.5
Thickness (inches)
FIGURE 7 Subgrade modulus versus slab thickness.
7
phosphogypsum concrete rigid pavement's exact response to loadings. ILLI-SLAB uses stress and deformation analysis based on Westgard theory.
The required rigid pavement thickness obtained from the two conventional design methods and the computer-aided design are shown in Figure 7 as a function of subgrade modulus, K. The three design methods provided approximately similar results for the required slab thickness. The ILLI-SLAB finiteelement program demonstrated satisfactory results compared with those of conventional design procedures. Moreover, results indicated that traditional methods of design available for concrete rigid pavement can be properly used for the concrete slab containing phosphogypsum.
CONCLUSIONS
Data assembled during the course of this investigation lead to the following conclusions:
1. The three demonstration projects indicated that phosphogypsum-based mixtures are suitable for the construction of RCC pavements. Because of its fine gradation, phosphogypsum provides additional workability, compactibility, and surface finishability for the mix. In addition, it contributes to set retardation for a better bond at construction joints, and drying shrinkage compensation to limit the occurrence of cracking when saw-cut joints are not provided.
2. The mixing procedure affects the strength capacity of the final product. Grinding of the phosphogypsum lumps ensures the desired homogeneity of the mix. The use of pan mixing with grinding wheels, over other mixing methods, results in
TRANSPORTATION RESEARCH RECORD 1301
the highest strength capacity for the phosphogypsum-based concrete mixtures.
3. The sultate resistance of phosphogypsum-based concrete is not impaired when the C3A of cement is less than 7 percent.
4. In lieu of a more accurate method, the traditional methods of design available for concrete rigid pavement (provided by AASHTO and PCA) can be properly used for concrete pavements containing phosphogypsum.
ACKNOWLEDGMENT
This research was funded by a grant from the Florida Institute of Phosphate Research, Bartow, Florida. The authors would like to express their gratitude to the Institute for its financial support.
REFERENCES
1. E. K. Schrader. World's First All-Rollcrete Darn. Civil Engineering-ASCE, Vol. 53 , No. 4, April 1982, pp. 45-48.
2. W. Gutt. Aggregate from Waste Materials. Chemistry and Industry, 1972, pp. 439-447.
3. J. B. Charmichael. Worldwide Production and Utilization of Phosphogypsum. Proc., 2nd lnlemational Symposium on Phosphogypsum, Miami, Fl., Dec. 1986.
4. K. T. Lin. Strength of Stabilized Phosphogypsum_ Master's thesis, University of Miami, Miami, Fla., May 1984.
5. N. Ghafoori and W. F. Chang. Engineering Characteristics of Phosphogypsum-Based Concrete. Proc., 3rd Workshop on ByProduct of Phosphate Industries, Tampa, Fla., Dec. 1985.
6. Symposium on Phosphogypsum. Proc., 2nd Workshop on ByProduct of Phosphate Industries, Miami, Fla., May 1984.
7. F. Wirching. Drying and Agglomeration of Flue Gas Gypsum. ASTM STP 861. Proc., ASTM Symposium on Technology of Gypsum and Gypsum Products , Sept. 1984, pp. 160-172.
8. G. F. Palm. Overview of Florida Phosphate Industry Materials. RCRA Report, 1980, pp. 1-9.
9. Proc., 1st lnternalional Symposium on Phosphogypsum, Vol. I. Florida Institute of Phosphate Research, Bartow, Fla., 1980.
10. J. W. Sweeney and A. May. Assessment of Environmental Impacts Associated with Phosphogypsum in Florida. Proc., International Symposium on Phosphogypsum, Vol. II, Florida Institute of Phosphate Research, Bartow, Fla., p. 481.
11. J. W. Palmer and A. P. Kouloheris. Slime Waste Solidification with Hydra-table Calcium Sulfate. Proc., 2nd Workshop on ByProducts of Phosphate Industries, Florida Institute of Phosphate Research, Bartow, Fla., May 1985, pp. 267-295.
12. C. A. Gregory, D. Saylack, and W. B. Ledbetter. The Use of By-Product Phosphogypsum for Road Bases and Subbases. In Transportation Research Record 998, TRB, National Research Council, Washington, D.C. , 1984, pp. 47-52.
13. A. Nanni. Phosphogypsum as a Building Malerial: Strenglh Characterislics and Housing Application. Ph.D. dissertation, University of Miami, Miami, Fla., May 1985.
14. P. K. Mehta and H. H. Haynes. Durability of Concrete in Seawater. Journal of !he S1ructural Division, ASCE, Vol. 101, 1975, pp. 1679-1686.
15. C. Oyang, A. Nanni, and W. F. Chang. Sulfate Attack Resistance of Portland Cement Mixtures Containing Phosphogypsum. Concrete Durability, Vol. II , SP-100, American Concrete Institute, Detroit, Mich., 1987, pp. 1007-1016.
16. A. Tabatabaie and E. Barenberg. Structural Analysis of Concrete Pavement Systems. Proc., American Society of Civil Engineers, ASCE Transportation Division, Vol. 106, No. TES , Sept. 1980.
Publication of !his paper sponsored by Commiuee on Performance of Concrete.