role of the stabilizing elements in the ferritic stainless steel … · la metallurgia italiana -...
TRANSCRIPT

La Metallurgia Italiana - n. 5 2018 11
Mobilità
ROLE OF THE STABILIZING ELEMENTS IN THE FERRITIC STAINLESS STEEL ON THE DURABILITY, CORROSION PROPERTIES AND MICROSTRUCTURE OF THE STAINLESS
STEEL WELD SEAMD. Dyja, M. Rybarz, A. Januszka
This study compares metallurgical and corrosion properties of the weld seam and heat affected zone in 1.4512 ferritic stainless steel. For analysis two ferritic tubes were selected.Tube marked as No. 1 characterized proper stabilization by titanium (according to formula Timin= 6*(C+N)) and tube marked as No. 2 characterized titanium content slightly below defined min. level according to EN 10296-2 standard.Metallographic analysis was performed by optical microscopy revealing the main characteristic of the heat affected zone and weld seam, like geometry and the size of the grains as well as the geometry of the weld. Fracture investigation was performed by Scanning Electron Microscope. To complete the study of the precipitates TEM analysis was performed. To characterize corrosion behavior of the weld seam cyclic corrosion test according to SAE J2334 standard and inter-granular corrosion test according to ISO 3651-2 standard were performed. The metallurgical and corrosion behaviors of the welds were evaluated with the aim of the understanding the influ-ence of the stainless steel stabilization on the characteristic of the weld seam and heat affected zone (HAZ).
KEYWORDS: STAINLESS STEEL, CORROSION, WELDING, STABILIZATION
INTRODUCTION
Ferritic and austenitic stainless steels represent the largest of the general groups of stainless steels and are produced in higher tonnages than any other group. This type of materials have been extensively used also in the automotive exhaust system for cold and hot end parts. For automotive applications welding is a ma-jor route adopted for fabrication of components made by these alloys. From this reason proper stabilization by titanium and/or niobium is necessary to ensure the high quality of the compo-nents (especially in the aspect of resistance to different type of corrosion) and cost advantages [1].Ferritic stainless steels have various advantages in comparison with austenitic stainless steel like lower thermal coefficient of expansion than austenite stainless steel, excellent in heat resis-tance and corrosion properties compared with lower price [2]. The principal problem with ferritic stainless steels is sensitiza-tion, which occurs because of the formation of either chromium carbides or nitrides at grain boundaries. Their formation leaves a zone depleted of chromium around the carbides that makes the steel susceptible to intergranular corrosion attack [3]. The most commonly used stabilizing element for ferritic stainless steel is ti-tanium. Titanium is a highly reactive element which forms stable TiN precipitate in the liquid phase, in the presence of nitrogen (N). In the presence of both C and N, titanium nitrides TiN (in theliquid phase) and titanium carbides TiC (in the solid phase) form, the latter surrounding the former. Titanium also improves resis-tance to pitting corrosion since stable Ti2S have been shown to form in preference to manganese sulphides (MnS) which are
Dariusz Dyja, Marek Rybarz, Anna Januszka
Rybnik Engineering Center, Tennenco, Poland
known to act as pit initiation sites. When dissolved in steel, tita-nium is believed to increase hardenability; however, the carbide-forming tendency of this element is so strong that it is frequently in the steel structure as undissolved carbides and in this way decreases hardenability [4].The principal weldability issue with the ferritic stainless steels is maintaining adequate toughness and ductility in the weld zone and heat affected zone of weldments. This is due to large grain size in the fusion zone because they solidify directly from

La Metallurgia Italiana - n. 5 201812
Automotive
Tab. 1 - Chemical composition of the welded stainless steel tubes and welding wire
Tubes were calibrated on the production line and welded to the system using the GMAW process with shielding gas 96%Ar + 4%O2, feed speed of 8.0 m/min, nominal voltage of 19.8V re-sulting current ~158A.After welding process intergranular corrosion test according to ISO 3651-2 standard and cyclic corrosion test according to SAE J 2334 with regularly recurring phases were carry out (Fig. 1).The microscopic analysis of the base metal and weld seam, re-spectively, was performed using the stereo-microscope Nikon
SMZ800 and optical microscope Nikon Eclipse LV150. In order to disclose the structure, welded specimens were chemically etched in a 30ml HCl + 10 ml HNO3 + 40 ml distilled water.Fracture investigation was carried out using Tescan VEGA3 Scan-ning Electron Microscope equipped with an EDX microanalyzer. Identification of precipitates were performed by means of the transmission electron microscope using carbon extraction repli-cas and thin foils.
Fig. 1 - Climatic corrosion test cycle according SAE J2334 standard
the liquid to the ferrite phase without any intermediate phase transformation during which grain refinement could occur [5]. Grain refining elements such as aluminium and titanium are added to transform the columnar grains in the centre of the weld to equiaxed microstructure. This has been reported to result in elimination of weld centre line cracking and also improve the toughness of welds. The transition from columnar to equiaxed grains is reported to be due to fine precipitates of carbonitrides aiding heterogeneous nucleation [6].Addition of titanium involves several challenges regarding the production process in order to meet the required quality levels of surface condition, steel cleanliness and level of titanium in the material after final adjustment. The production of stainless steel typically starts with the melting of steel scrap and alloys in an electric arc furnace. This melt is further refined in a steel con-verter. During the process of refining carbon, sulfur and possibly nitrogen are removed. On an industrial scale the Argon Oxygen
Decarburization (AOD) process is widely used. The quality de-mands for most stainless steel applications require a secondary metallurgical treatment in the ladle. The aim of this processing step is to make the final adjustment to the chemical composition. At the end of the treatment the melt is softly stirred to improve the cleanliness by removing non-metallic inclusions, formed by deoxidation or reactions of melt and slag [7]. Due to high reactiv-ity of the titanium there is a risk of burning out of this element during secondary metallurgical treatment in the ladle and in con-sequence improper stabilization level.
MATERIALS & METHODSIn the paper 1.4512 ferritic welded tubes with different Ti-sta-bilization level were studied. Straight piece of tube with correct (tube No. 1) and incorrect Ti content (tube No. 2) were selected. Chemical composition of the base metal and welding wire were presented in table 1.
Grade C Cr Ni Mn P S Si Ti N Timin calculated
Tube No.1
1.4512 (409)
0.012 11.9 --- 0.30 0.026 0.004 0.64 0.094 0.011 0.138
Tube No.2
1.4512 (409)
0.012 11.6 --- 0.27 0.021 0.003 0.60 0.200 0.011 0.138
Welding wire
G18-8Mn (1.4370)
0.015 17.5 7.5 6.5 0.020 0.015 0.8 --- --- ---
1.4512 according to EN 10296-2
max.0.030
10.512.5
--- max.1.00
max.0.040
max.0.015
max.1.00
6x(C+N)0.65
max.0.030
max.0.030
G18-8Mn according
to EN ISO 14343
max.0.20
17.020.0
7.010.0
5.008.00
max.0.030
max.0.030
max.1.2
--- --- ---
La Metallurgia Italiana - n. 5 2018 13
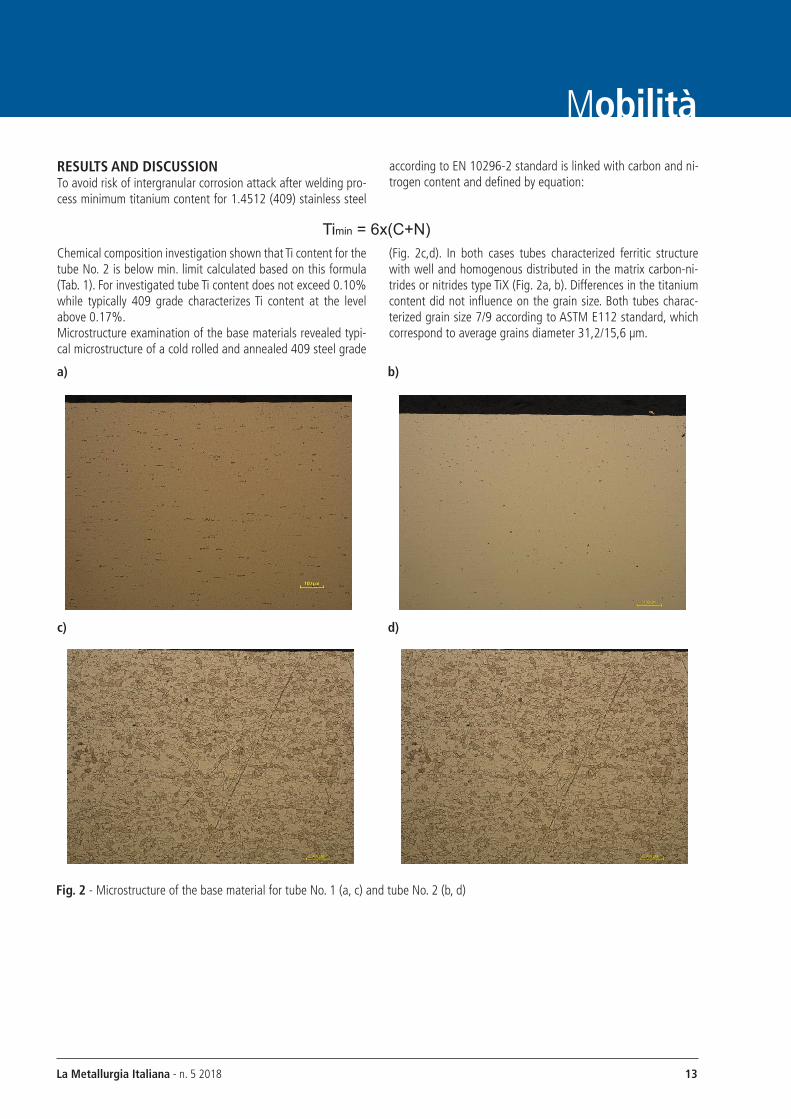
Mobilità RESULTS AND DISCUSSIONTo avoid risk of intergranular corrosion attack after welding pro-cess minimum titanium content for 1.4512 (409) stainless steel
according to EN 10296-2 standard is linked with carbon and ni-trogen content and defined by equation:
Timin = 6x(C+N)Chemical composition investigation shown that Ti content for the tube No. 2 is below min. limit calculated based on this formula (Tab. 1). For investigated tube Ti content does not exceed 0.10% while typically 409 grade characterizes Ti content at the level above 0.17%.Microstructure examination of the base materials revealed typi-cal microstructure of a cold rolled and annealed 409 steel grade
(Fig. 2c,d). In both cases tubes characterized ferritic structure with well and homogenous distributed in the matrix carbon-ni-trides or nitrides type TiX (Fig. 2a, b). Differences in the titanium content did not influence on the grain size. Both tubes charac-terized grain size 7/9 according to ASTM E112 standard, which correspond to average grains diameter 31,2/15,6 μm.
Fig. 2 - Microstructure of the base material for tube No. 1 (a, c) and tube No. 2 (b, d)
a) b)
c) d)

La Metallurgia Italiana - n. 5 201814
Automotive Weld seam structure investigation revealed for both types of tubes (with proper and improper titanium content) coarse grain in the heat affected zone (HAZ). Base material characterized grain size 7/9 according to ASTM E112 standard, which corre-
sponds to average grains diameter 31,2/15,6 μm. In the heat affected zone grain size was in class 1/3 which correspond to average grains diameter 250/125 μm, and was similar for both type of tubes.
a) b)
c) d)
Fig. 3 - Weld seam microstructure for tube No. 1 (a, c) and tube No. 2 (b, d)
Metallographic investigation shown that in the heat affected zone of the tube with improper titanium content, there is a lot of fine-dispersed precipitations at the grain boundaries (Fig. 4b).
This type of precipitates were not observed at the grain boundar-ies in the heat affected zone of the tube with proper titanium content (Fig. 4a).

La Metallurgia Italiana - n. 5 2018 15
Mobilità a) b)
Fig. 4 -Grain boundaries in the heat affected zone of the tube with proper (a) and improper (b) titanium content
Transmission electron microscope investigation revealed in the heat affected zone of the tube with improper titanium content TiX- type precipitations (where X=C, N). Precipitation occurred
mainly at the grain boundaries and surrounding areas. The iden-tification of these particles showed mainly precipitation of tita-nium carbides TiC (Fig. 6)
a) b)
Fig. 5 -Fine-dispersed precipitation at the grain boundaries and surrounding areas (tube No. 2)
Fig. 6 -Fine-dispersed precipitation at the grain boundaries (tube No. 2)

La Metallurgia Italiana - n. 5 201816
Automotive Macro- observation of the samples after 90 cycles of corrosion test shown similar cosmeticbehavior for both samples (Fig. 7).
a)
b)
Fig. 7 -Macro-view of the samples after cyclic corrosion test for tube with: a) proper Ti content, b) improper Ti content
In both cases similar general corrosion attack in the weld seam was observed. Nevertheless microstructure investigation re-vealed strong intergranular corrosion attack in the heat affected zone of the tube with lower titanium content (Fig. 8b). Tube No.
1 characterized chemical composition according to EN 10296-2 did not reveal any signs of intergranular corrosion in the heat affected zone (Fig. 8a)
a) b)
Fig. 8 -Weld seam structure after 90 cycles corrosion test: a) tube No.1, b) tube No. 2
La Metallurgia Italiana - n. 5 2018 17
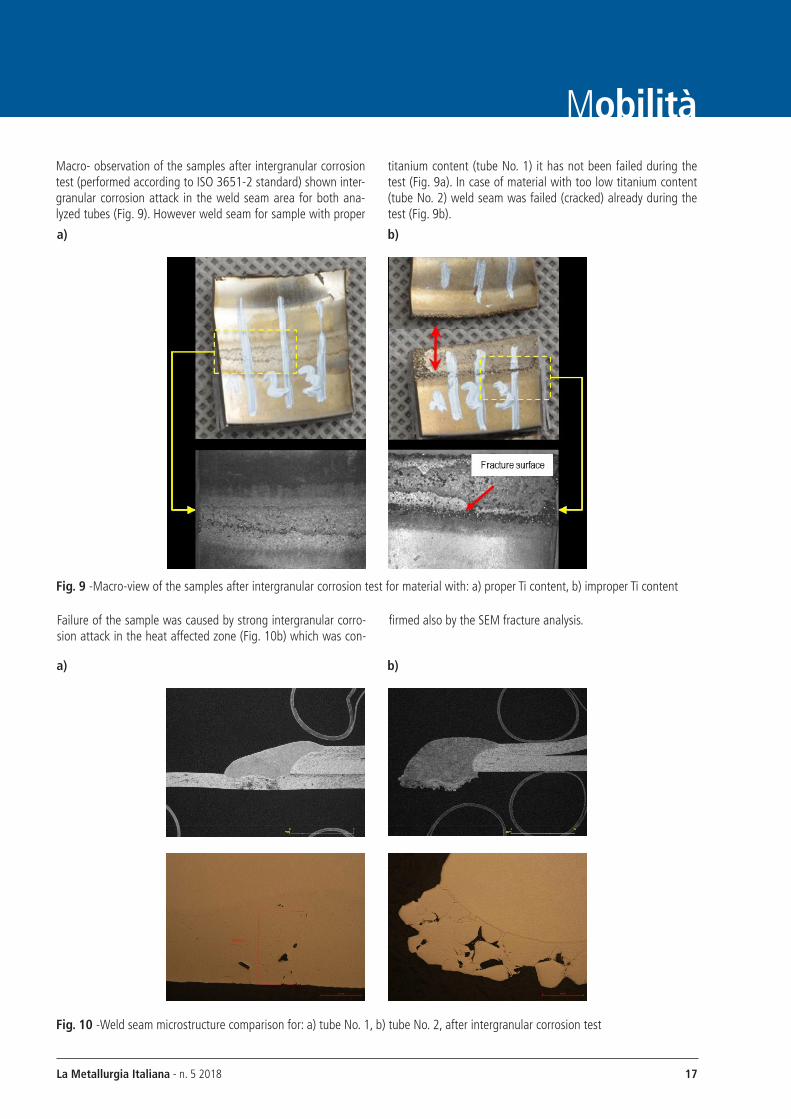
Mobilità Macro- observation of the samples after intergranular corrosion test (performed according to ISO 3651-2 standard) shown inter-granular corrosion attack in the weld seam area for both ana-lyzed tubes (Fig. 9). However weld seam for sample with proper
titanium content (tube No. 1) it has not been failed during the test (Fig. 9a). In case of material with too low titanium content (tube No. 2) weld seam was failed (cracked) already during the test (Fig. 9b).
Fig. 9 -Macro-view of the samples after intergranular corrosion test for material with: a) proper Ti content, b) improper Ti content
Failure of the sample was caused by strong intergranular corro-sion attack in the heat affected zone (Fig. 10b) which was con-
firmed also by the SEM fracture analysis.
a) b)
a) b)
Fig. 10 -Weld seam microstructure comparison for: a) tube No. 1, b) tube No. 2, after intergranular corrosion test

La Metallurgia Italiana - n. 5 201818
Automotive Surface fracture with typical brittle cracking mechanism caused by intercrystaline corrosion attack was shown on the Fig. 11. Nor-mally fracture propagate in an intercrystaline manner if the grain boundaries are embrittled by precipitates or impurity phases. Re-
ducing the coherence of the grain boundaries was caused by the presence of fine-dispersed precipitation at the grain boundaries and subsequent intercrystaline corrosion attack.
a) b)
Fig. 11 -Fracture surface of the failed sample after intergranular corrosion test (tube No. 2)
SUMMARYProper stabilization by titanium for ferritic stainless steels is nec-essary to ensure high quality of the components especially in the aspect of resistance to different type of corrosion. Insuffi-cient Ti- stabilization of the grade 1.4512 (tube No. 2) results in grain growth and presence of the precipitation in the heat affected zone. Such undesirable processes at the grain boundar-
ies results in weakening of the mechanical properties to brittle character and following corrosion resistance of the tube and in consequence detachment of the grains. Ferritic grade 1.4512 with proper chemical composition (tube No.1) shows a structure free of any grains defects like precipitation or detachments. Such structure ensure corrosion resistance and durability properties of the weld seam.
REFERENCES
[1] J. K. Kim, Y. H. Kim, J. S. Lee, K. Y. Kim, Corrosion Science 52, (2010), p. 1847[2] J. Y. Hong, Y. T. Shin, H. W. Lee, Int. J. Electrochem. Sci., 9 (2014) p. 7325[3] J.L. Cavazos, Materials Characterization, 56 (2006), p. 96[4] B. Moisa, Math. Meth and Tech. in Eng. and Environm. Sci. (2011), p. 95[5] G. Mallaiah, A.Kumar, P. Ravinder, Reddy Int. J. of Adv. in Eng. & Tech., 1 (2011), p. 480[6] G. Mallaiah, P. Ravinder Reddy, Procedia Materials Science 6, ( 2014 ), p. 1740[7] S.K. Michelic, D. Loder, T. Reipb, A. Barani, C. Bernhard, Mat. Charact., 100 (2015) p. 61