-reliable technology creating superior customer value
TRANSCRIPT
Xergi Design Philosophy
- Reliable Technology Creating Superior Customer Value
1

- Why Choose Xergi?
Indirect feed system
– Input flexibility and better process controlEfficient stirring system
- Low operation cost
Independent technology provider
– Guarantees optimal technical solution
Thermophilic process- Efficient biomass utilization
O&M friendly design- Low operation and service cost
State-of-the-art control system
– Process and power control
= Highly efficient biogas production and maximum value creation
2

Thermophilic Process
- Biogas Production the Smart Way
3

Relative Activity of Bacteria
50%
100%
150%
200%
250%
Relative activity Relative activity of bacteria as a function of temperature
�At 52 oC the gas production rate is approx. twice the rate at 37 oC
�No dead zone between 42 °C and 48 °C
0%
50%
20 °C 30 °C 40 °C 50 °C 60 °C
Relative
Temperature
Old assumption Recent experience
4

Gas Yield and Retention Time
90,0
100,0
110,0
120,0
yield (m3 CH4)
Gas yield as a function of retention time
(1 tonne of maize silage)
�At 52 °C gas production is higher than at 37 °C at any given retention time
60,0
70,0
80,0
90,0
20 40 60 80 100 120 140
Gas yield
Hydraulic retention time (days)
37 °C 52 °C
5

Biomass Requirement 500 kW Plant
8.500
9.000
9.500
10.000
Required m
aize silage
(tonnes)
Biomass (maize silage) requirement 500 kW Plant
�The thermophilic process has a better biomass utilization
� If biomass use is equal – a mesophilic process requires a longer retention time => Larger digester => Larger investment
- A thermophilic process makes the most of your investment
Assumptions: Only maize, 40 % electrical efficiency, 8.000 full load hours
8.000
20 30 40 50 60 70 80 90 100 110 120 130 140
Required
Hydraulic retention time (days)
37 °C 52 °C
6
Loading Rate at Different Temperatures
6,00
8,00
10,00
digester volume
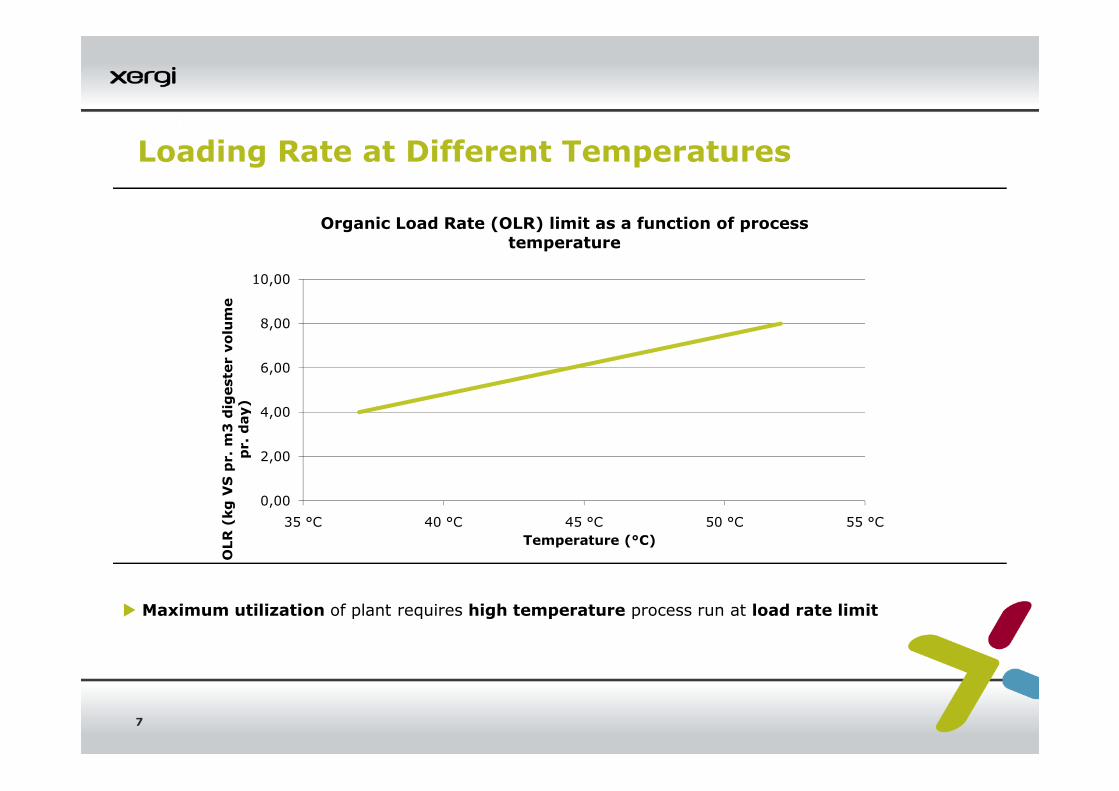
Organic Load Rate (OLR) limit as a function of process temperature
� Maximum utilization of plant requires high temperature process run at load rate limit
0,00
2,00
4,00
35 °C 40 °C 45 °C 50 °C 55 °C
OLR (kg VS pr. m3 digester
pr. day)
Temperature (°C)
7

4.000
6.000
8.000
10.000
TAN (mg/L)
Maximum allowable concentration of total ammonium-N (TAN) as a function of temperature
Always Thermophilic?
0
2.000
35 ° C 40 ° C 45 ° C 50 ° C 55 ° C
TAN (mg/L)
Process temperature (° C)
� A higher temperature means a lower TAN limit
� TAN level for most processes is around 2,000-3,500 mg/L
=> A higher temperature is no problem
� EXCEPT: Biomasses with very high concentrations of nitrogen (poultry dung, blood, some very special industrial organic by-products)
Normal operational range
8

Advantages of the Thermophilic Process
Higher temperature
Faster digestion of material
Higher load rate
Higher bacteria activity Substrate can easier be dissolved
� Lower investment cost!
- Smaller tank can be built
- Smaller ground area needed!
� Lower operation cost!
- Biomass efficiency is increased
- Stirring volume is minimized
Higher load rate
Digester size can be decreased
ADVANTAGES
Biomass is utilized better
9

Xergi Stirring System
- Efficient Complete Stirring
10
Why Stirring?
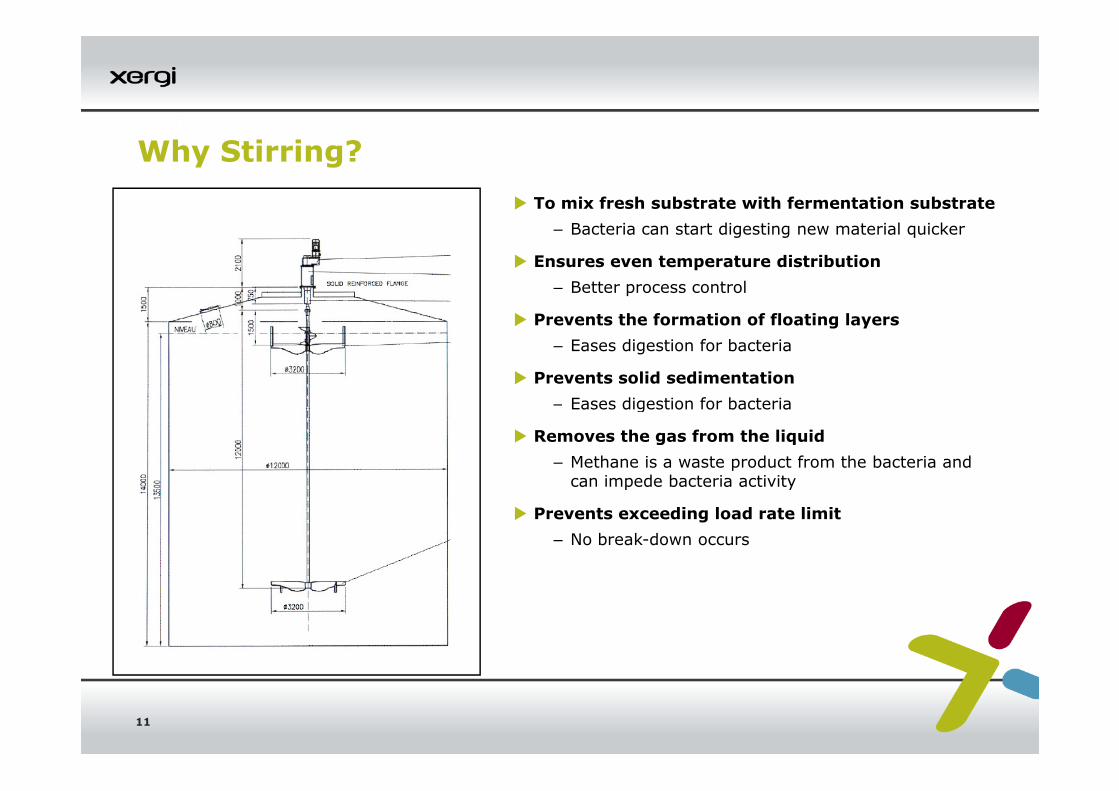
� To mix fresh substrate with fermentation substrate
– Bacteria can start digesting new material quicker
� Ensures even temperature distribution
– Better process control
� Prevents the formation of floating layers
– Eases digestion for bacteria
� Prevents solid sedimentation
– Eases digestion for bacteria– Eases digestion for bacteria
� Removes the gas from the liquid
– Methane is a waste product from the bacteria and can impede bacteria activity
� Prevents exceeding load rate limit
– No break-down occurs
11

4,00
6,00
8,00
10,00
OLR (kg VS pr. m3 digester
volume pr. day)
Organic Load Rate (OLR) limit as a function of process temperature
Loading Rate at Mesophilic and Thermophilic Process
0,00
2,00
4,00
35 °C 40 °C 45 °C 50 °C 55 °COLR (kg VS pr. m3 digester
volume pr. day)
Temperature (°C)
�Maximum utilization of plant facilities requires thermophilic process run at load rate limit
�At load rate limit complete stirring is required so load rate limit is not exceeded
12

Exceeding Load Rate Limit
Floating layer
Incompletely Stirred System
Local areas
Completely Stirred System Non-stirred System
Sedimentation
Incomplete stirring leads to:
�Sedimentation => Smaller digester volume
=> Load rate is ultimately increased
�Local differences in organic material concentration
=> Load rate increases in some parts of the tank
BREAK-DOWN OF SYSTEM MAY OCCUR!!!
Floating layerLocal areas with higher concentration
Sedimentation
13

Stirring Systems
Shovel
Central top-mounted slow continuous
stirring
(Xergi design)
Paddle giantSubmersible
�Choice of stirring system affects shape of digester
14
Complete Stirring and Energy Use
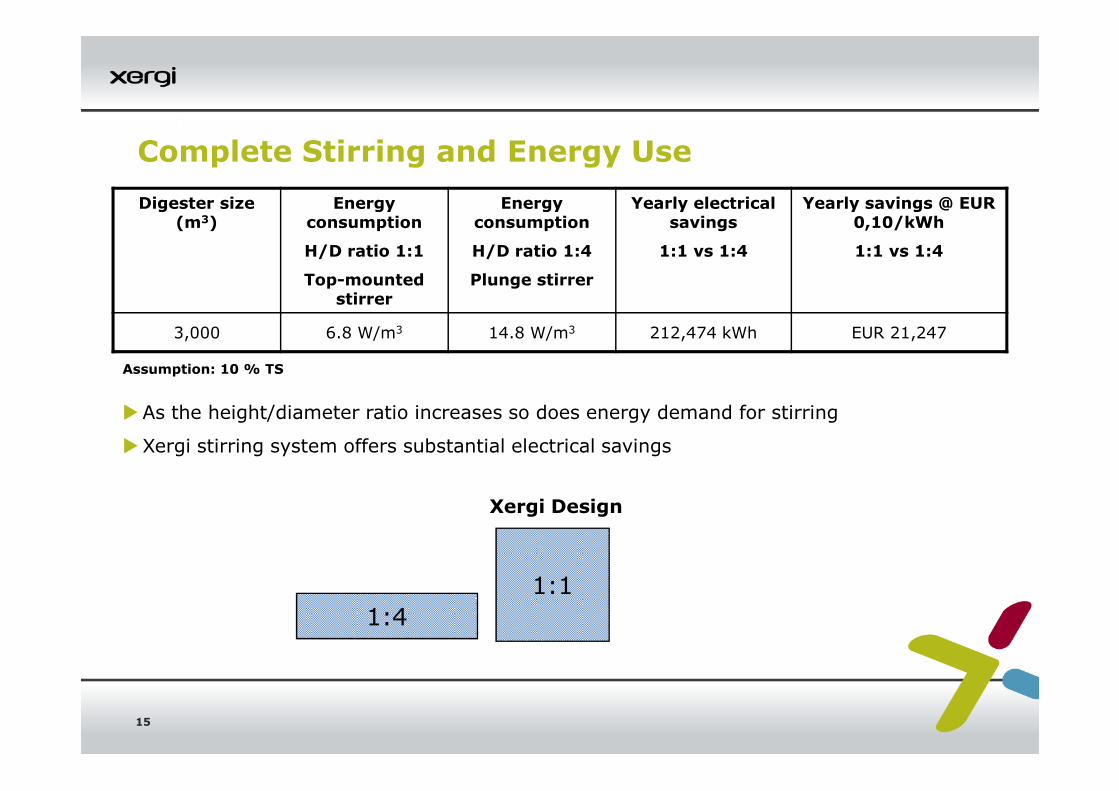
Digester size (m3)
Energy consumption
H/D ratio 1:1
Top-mounted stirrer
Energy consumption
H/D ratio 1:4
Plunge stirrer
Yearly electrical savings
1:1 vs 1:4
Yearly savings @ EUR 0,10/kWh
1:1 vs 1:4
3,000 6.8 W/m3 14.8 W/m3 212,474 kWh EUR 21,247
Assumption: 10 % TS
1:1
1:4
�As the height/diameter ratio increases so does energy demand for stirring
�Xergi stirring system offers substantial electrical savings
Xergi Design
15

Complete Stirring and Energy Use
Digester size (m3)
H/D ratio Stirrer Energy consumption
Electricity consumption
1,500 1:1 Top mounted 8.7 W/m3 113,858 kWh/year
3,000 1:4 Plunge 14.8 W/m3 389,864 kWh/year
Assumption: Complete stirring and 10 % TS
– Thermophilic vs. mesophilic process
�A mesophilic process plant needs to have approximately twice the digester volumecompared to a thermophilic plant
�Net difference = 276,006 kWh/year or EUR 27,601
Assumption: Complete stirring and 10 % TS
16

Xergi Stirring and Digester System
� Maximum load rate can be reached while maintaining stable process
- Smallest possible tank can be built => lower operation and investment cost
� Ensures full stirring using the least amount of energy
- Lower operation cost
� Mixes dry biomasses well (particularly relevant with energy crops)
- Only mixing system with a strong downward working force
– Significant advantages
- Ensures process stability and biomass utilization
� Small footprint
- Digester occupies the least amount of space
� Easy and low cost maintenance
- Low speed stirrer
- Motor and bearings are located outside digester environment
1) Stress is reduced => maintenance intervals are longer
2) Service is can be done quickly and easy
17

Feeding System
- Control is the Key
18

Two Primary Feeding Systems
Indirect (Xergi Design)
• Biomasses are mixed in pre-tank before entering the digester
Direct
• Biomasses are fed directly into digester
19

Why Indirect Feeding System?
�Flexibility
�Better and easier digestion
�High degree of process control
�Service of heating system is easier
�Foaming in primary digester is prevented
�Need for stirring in primary digester is reduced
�Prevents air from entering the digester and AD process
20

Xergi Process Control Systems
- Control the Process/Control the Power Generation
21

Why Process Control?
Complexity
A modern biogas plant is advanced technology and machinery that requires advanced control systems
Realise the full potential
The process control system helps achieving perfect performance and full potential of the biogas plant technically and financially ultimately maximizing return on investment
22

Xergi SCADA Systems
�Control and monitoring
• Full control and monitoring of all electrical components
�Automation
• Easy operation and quick response
�Collection of data
• Recording of all relevant performance data
�Sophisticated and comprehensive reporting
• Translating data into information so clever decision making is easy• Translating data into information so clever decision making is easy
• Instant access to key data which ensures prompt and timely intervention
�Remote control monitoring
• Plant can be monitored at any place with an internet connection
• Corrections can be made quickly, safely and remotely
• Alarm and status messages to designated users by e-mail or SMS
In-house design
- Guaranteeing quality
- Guaranteeing ever present expertise in case of support
23

Xergi Process Control Systems
�One place for system interaction
�Quick overview
�Easy and convenient
– User-friendly and intuitive client interface
24

O&M Friendly Design
- Simply Clever Design
25

Increasing Customer Value
Design for easy operation and maintenance
�20 years of experience with operating biogas plants
�We know the meaning of O&M friendly design
Reduce plant downtimeSave operation
and maintenance cost
Increase return on investment
26

O&M Friendly Design - Example
� Maintenance and servicing is easy
� Does not require emptying of digester
Stirrer in secondary digester can easily be extracted
27

�Maintenance and servicing is easy
�Does not require emptying of digester
Stirrer motor and bearings located outside primary digester
O&M Friendly Design - Example
28

Old-fashioned Heating System- Primary digester with heating pipes inside
29

O&M Friendly Design - Example
�Xergi heating and dosing module
- Biomass heating in pre-tank
�Advantages
- No heating system inside of primary digester
- Maintenance and servicing is easy
- Does not require emptying of digester
30

- Why Choose Xergi?
Indirect feeding system
– Input flexibility and better process controlEfficient stirring system
- Low operation cost
Independent technology provider
– Guarantees optimal technical solution
Thermophilic process- Efficient biomass utilization
O&M friendly design- Low operation and service cost
State-of-the-art control system
– Process and power control
= Highly efficient biogas production and maximum value creation
31