recovery of spent sulfuric acid from steel pickling …infohouse.p2ric.org/ref/23/22258.pdf ·...
TRANSCRIPT



EPA TECHNOLOGY
PREPARED BY
PROTECTION AGENCY - RECOVERY OF U S ENVIRONMENTAL
SULFURIC ACID ENVIRONMENTAL RESEARCH FROM
OPERATIONS -
m&QmR SPENT m m STEEL PICKLING CENTER INFORMATION
EPA-625/2-78-017

Acid recovery tower (left), acid mist filter (center), fresh acid storage tank (right)

Approximately 100 million tons of steel are pro- duced every year in the United States. A large portion of this steel i s initially produced in some intermediate form, such as sheet, rod, or ingot, and then sent to other manufacturers for further processing into final steel products. During the manufacturing process as well as during the storing and shipping of the inter- mediate forms, the steel develops a surface coating of oxidized iron which must be removed before the steel can be processed further.
The removal of the surface scale through a chemical reaction of the scale and steel with sulfuric (H2SO4) or hydrochloric (HCI) acid is called pickling. Sulfuric and hydrochloric acids are the major acids used in the pickling process, although other acids may be used. In the pickling process the steel i s immersed in an acid bath which dissolves the scale and some of the iron. After a required period of
time, the steel is removed from the acid bath and the residual acid i s rinsed from the steel. As the iron content in the pickling acid bath increases, the pickl- ing efficiency is reduced and fresh acid must be added to the bath to maintain an efficient reaction rate. Eventually, the iron content becomes excessive for effective pickling, and the “spent pickle liquor” must be replaced with fresh acid.
It i s estimated that about one-half of the steel produced in the United States is cleaned by the pickl- ing process. The disposal of this spent pickle liquor and the associated rinse waters creates a pollution problem for the manufacturer. The sources of the wastewaters and the types of treatment technologies are shown in Figure 1.
Figure 1. Handling Pickling Acid Streams
Acid Makeup
Spent Pickle Liquor
Contaminated
t

The large primary manufacturers of steel products generally use hydrochloric acid in the pickling process. Sulfuric acid i s used by the smaller, secondary steel finishers. Although the amount of steel pickled by hydrochloric acid i s approximately twice the amount pickled by sulfuric acid, the number of facili- ties using sulfuric acid for batch pickling far exceeds those using hydrochloric acid.
The nation-wide control of this source of pollution i s complicated by the large number of manufacturers using relatively small amounts of sulfuric acid. The spent sulfuric acid pickle liquor, totaling about 375 mill ion gallons per year, i s highly concentrated, con- taining up to 10 percent dissolved iron and up to 10 percent unreacted sulfuric acid. The rinse water used to remove the residual acid also adds to the volume of contaminated wastewater. The following are four major methods that are used to control pollution caused by sulfuric acid pickling.
0 Acid Recovery -The dissolved iron salts are removed from the spent acid, which then can be reused.
Neutralization - A base (usually lime) i s reacted with the spent acid, which i s then discharged.
0 Contract Disposal - For a fee, a contractor takes the spent pickle liquor from the manufacturer and finds a method for disposal.
0 Deep Well Injection -The pickle liquor i s injected deep into the earth, where it is contained between impervious layers of rock.
0
This report i s intended to provide small manufac- turers using sulfuric acid pickling with the technical and economic information necessary to select the treatment technologies best suited for their facilities. Because deep well injection has only limited applica- tion, to these plants, it i s not discussed in this report.
Wire rod entering pickling operation

Basic Principles of Operation
There are several different commercially applied processes for recovery of sulfuric acid from spent pickle liquor. All processes, however, rely upon the basic principles of crystallization of iron salts (mainly ferrous sulfate) from the spent liquor and the addition of enough fresh sulfuric acid to return the pickling solution to i t s original acid strength. These com- mercial acid recovery systems allow the free sulfuric acid remaining in the spent pickling solution to be reused. However, they do not regenerate sulfuric acid from the iron salts obtained in the reaction with the steel.' The processes differ in the methods used to crystallize the ferrous sulfate.
'Although there are processes under development which do regenerate sulfuric acid from there iron salts, the economics for commercial application have not yet been proven.
The solubility of iron salts in pickle liquor i s such that crystallization can be induced by cooling or by evaporating water from the solution. Commercial processes are available which use either of the above techniques, as well as combinations of the two. In addition, both batch and continuous processes are available. The selection of the best process for a specific pickling operation depends upon several factors, which will be discussed in Section 4.
Figure 2 illustrates the basic principles of a batch- wise cooling process, a system widely used by smaller facilities in the United States. In this illustration, the acid recovery unit i s integrated into a wire produc- tion facility.

When the dissolved iron and the sulfuric acid content of the pickling solution reach a predetermined level, it is pumped to the batch crystallizer. The pickling tank i s then immediately recharged with recovered acid from a previous batch, and pickling resumes.
The crystal yield can be enhanced by adding fresh sulfuric acid to the crystallizer at this time. Since the make-up acid i s at a high concentration, the solubility of the ferrous salt i s reduced, and a higher yield is obtained. The disadvantage is that heat of dilution must be removed by the refrigeration unit.
In the crystallizer, over a period of 8 to 16 hours, the temperature of the spent liquor i s slowly reduced to a temperature between 3 5 O to 5OOF. During this cooling cycle ferrous sulfate heptahydrate (FeSOq.7H20) is crystallized from the solution.
The ferrous sulfate crystal slurry is transferred into a crystal collection chamber which retains the crystals but allows the pickle liquor to pass through to an acid recovery tank. The retained ferrous sulfate heptahydrate crystals are then washed with small amounts of fresh water to remove free acid. The water adhering to the crystals i s partially removed by drawing air through the crystal bed. The resulting ferrous sulfate crystals are removed for disposal, or, preferably, marketed. The recovered acid is preheated using steam, and is ready to be returned to the pickle liquor tank.
The net effect of the acid recovery system is to recover the unreacted sulfuric acid for reuse, instead of discharging it as a waste product. Additionally, the ferrous sulfate crystals are recovered in a form which usually can be marketed.’
In this batch system, cooling is provided to the spent liquor by circulating chilled water through cooling coils. Teflon@ heat exchange coils often are
Ferrous sulfate is used as a coagulant in municipal waste-treatment plants, as a fertilizer additive, animal feed additive, pigment production, and as a raw material for iron oxide in magnetic tapes.
~
used as a cooling surface, since coating and corrosion of metallic cooling coils can be a problem.
~
Other processes differ from the one described only in the methods used in the crystallization step and in the separation of the formed crystals from the recovered acid. One continuous process uses a vacuum crystallizer. By decreasing the pressure in the vessel to 28 in. Hg. vacuum, the pickle liquor i s cooled and a portion of the water i s vaporized. The
Ferrous sulfate heptahydrate crystal collection box

crystals are discharged from the crystallizer body to a centrifuge which separates and washes the crystals from the liquor. The liquor is returned to the pickling tank and the crystals are sold or stored.
Adapting Acid Recovery to the Pickling Process
I f acid recovery is t o be used to minimize or even eliminate the discharge of wastewater in an existing pickling facility, normally it will be necessary t o reduce the amount of water being added to the pickling system. If this i s not done, the efficiency of the recovery system is impaired. Ideally, in a zero discharge condition, the water leaving the system through free moisture and the water of hydration of the crystals combined with the evaporation occurring during the pickling process wil l equal the water being added.
There are three major sources of added water in the pickling process: (1) large amounts of water often are used for rinsing the pickled steel; (2) the common technique of using live steam injection as a means of heating and agitating the pickling solution adds water as condensed steam to the pickle liquor; and (3) some water i s produced by the reaction of the iron oxide scale with sulfuric acid.
The most common method for reducing the rinse volume is through counter-current contacting of the work and the rinse water. One of the least expensive techniques to do this for batch pickling is to use the dip and spray system shown in Figure 2.
After dipping in the rinse vessel, a spray of fresh water i s applied to remove the slightly contaminated rinse water remaining on the steel. The slightly contaminated spray water then falls into the rinse tank. The more concentrated water from the rinse
tank eventually i s transferred to the pickling tank, where evaporation further reduces the water volume.
To eliminate the dilution of the pickle liquor by condensate, the live steam injection for heating the pickling solution is replaced with a steam heat ex- changer, which prevents steam from contacting the pickle liquor.
The use of direct steam injection as a method for heating and agitating the pickling bath developed because of the corrosiveness of the pickling solution and i t s tendency to coat heat transfer surfaces. However, the dilution effect of the steam condensing in the pickle liquor made recovery of the acid very difficult. Teflon@ coils, which prevent the heating steam from contacting the pickle liquor, can be used as heat exchangers. Air injection can then be used for agitation, which results in improved pickling rates. This air also maintains the negative water balance for the plant, since water evaporation from the pickling tank is improved by the air flow.'
Some wire mills have achieved zero discharge of wastewater from the pickling plants by installing an acid recovery system and by modifying the pickling line to include staged rinsing, indirect heating and air injection agitation to reduce water usage. Because zero discharge will require additional investment for the modifications and an exact balancing of water rates, each plant must examine the operating costs and economics for i t s situation. This i s discussed further in Section 4.
1 This increased evaporation does require some additional steam.

Neutralization
Neutralization has been the traditional method for treating acid streams, and it has been used for dilute pickle liquors. There are many possible neutral- izing agents, such as caustic soda, soda ash, hydrated lime, and quicklime. Lime in a slurry form i s used most frequently. A system similar to that shown in Figure 3 i s needed for plants which use quicklime.
Neutralization with lime requires the preparation of the lime slurry by “slaking” quicklime. The follow- ing chemical reaction occurs:
CaO + H 2 0 - Ca(0H)Z
“quicklime” “hydrated lime”
The calcium hydroxide i s then mixed with the pickle liquor. The lime slurry i s fed at an excess of 15 to 35 percent above the theoretical rate to assure complete neutralization.
Neutralization of spent pickle liquor requires two reactions. The free sulfuric acid is neutralized by the calcium hydroxide:
H2SO4 + Ca(OH)2 - Cas04 + 2H20
and the ferrous sulfate i s changed to ferrous hydroxide by the calcium hydroxide:
FeS04 + Ca(OH)2 - CaS04+ Fe(OH)2
Thus, the lime requirements are greater than those fot neutralizing only the acid.
After the acid is neutralized, the precipitated calcium sulfate and iron hydroxide must be separated from the liquid.
Separation of the finely divided solids from the l iquid i s difficult, since ferrous hydroxide does not settle easily. Therefore, obtaining an overflow of suf- ficient clarity to discharge to a stream often is a problem.’ If the sludge is to be transported a long distance for disposal, the additional water may be removed by vacuum filtration. In many cases, the neutralized stream is pumped directly into a lagoon which has a large holdup time (several days), which allows the separation of the l iquid and solids.
Combined Neutralization and Oxidation
To overcome the difficulty in separating the ferrous hydroxide, a modified neutralization technique which includes neutralization of the spent pickle liquor plus oxidation of the ferrous hydroxide to magnetite (Fe304) has been developed. Magnetite settles much more readily than ferrous hydroxide. This system also offers the possibility of recovering magnetite as a by-product. The investment for this process is significantly higher than that for simple neutralization. A discussion of this process is outside of the scope of this report.
Contract Disposal
Many companies contract with other firms for hauling and disposal of their spent pickle liquor. No pickling system changes or investment for treatment facilities are required. However, depending upon the specific situation, contract hauling can be expensive because of transportation costs. It i s impractical for handling rinse waters. The conditions when contract disposal i s economical are discussed in Section 4.
’ If the plant is discharging to a municipal system, this may not be critical.


The use of an acid recovery system offers the manufacturer a savings i n acjd costs and greatly reduces his pollution control problems. Neutralization not only does not recover the acid in the pickle liquor, but it requires the manufacturer to purchase lime for i t s neutralization. O n the other hand, the original investment for a neutralization system can be less than that for acid recovery under certain condi- tions, and the installation of neutralization technology normally does not require many modifications in the manufacturing area. Contract disposal of spent pickle liquor offers minimization of investment at the possible price of high operating costs. The relative advantages of each of these factors must be evaluated before a wise decision can be made for any specific facility. This section contains information which will allow the manufacturer to evaluate the performance and economics of these options under the operating conditions at his plant. To arrive at this data, the manufacturer needs to know only the percentage of iron and free acid in the pickle liquor when it i s considered “spent,” and the percentage of steel loss in pickling.
I f the pickling iron loss is not known, it can be estimated by averaging the iron and sulfuric acid composition in the spent pickle liquor over a period of t ime and using the following formula:
% Iron =
Tonsof 100% H2SO4 used x 100
LOSS . Tons of Steel %FreeH2SO4inspent liquor
ed/yr % Fe in spent liquor pickl- x(1.75 +
This formula neglects the iron lost in the rinse water.
Purchased Materials
The acid recovery system requires no lime and reduces acid requirements. If the wastewater flow i s reduced so that a l l the pickling solution and rinse waters pass through the acid recovery system (i.e., no free acid is lost in the rinse water), the makeup sulfuric acid requirements can be estimated from Figure 4 if one knows the amount of iron loss through pickling. The amount of ferrous sulfate crystals produced also can be estimated from this figure.
For example, at an average iron loss during pickl- ing of 0.5 percent, 18 pounds of sulfuric acid will be
required per ton of steel. From this same figure it can be determined that 50 pounds of ferrous sulfate heptahydrate crystals will be produced per ton of steel pickled.
The sulfuric acid required to pickle a ton of steel, when hauling or neutralization i s used, i s a function of the free sulfuric acid and the iron remaining in the spent pickle liquor, as well as the percent of iron loss during pickling. The sulfuric acid makeup require- ments can be determined from Figure 5. The quick- lime required for neutralization also can be determined from this figure. Figure 5 was prepared on the basis of 1 percent iron loss during pickling. The required acid or lime at any other pickling loss can be calculated by multiplying the value at 1 percent loss by the ratio of the actual iron loss to 1 percent. For example, i f a plant considering neutrali- zation i s currently dumping i ts pickle liquor when free acid is at 6 percent and the iron content i s a t 8 percent, Figure 5 shows that 50 pounds of sulfuric acid makeup will be required per ton of steel pickled, and 38 pounds of lime will be required for neutraliza- tion i f the iron loss i s 1 percent. I f the iron loss i s 0.5 percent, then 25 pounds of 100 percent sulfuric acid and 19 pounds of lime are needed per ton of steel.
Similarly, the calcium and iron hydroxide sludge produced by the neutralization process can be determined from Figure 6.
Figure 7 shows the amount of pickle liquor produced as a function of iron loss and pickle liquor composition.
Using these figures, Table 1 was constructed for a 100,000 TPY wire plant under the stated conditions,
Economics
Variabilities in operating conditions and in the availability of land among pickling facilities must be considered in evaluating the economics of each process. In this section the major factors which may affect the economics are discussed, and detailed costs are presented for a typical case so that each manu- facturer may evaluate the best choice for his particular situation.
-


I - Fieure 5. 95 4 @,." 1
, e ., Sulfuric Acid and Lime Requirements for Neutralization of Pickle Liquor and Rinse
Water for 1% iron Loss 85
60
55
50
45 To obtain Ibr. of hydrated lime I
30 40 multiply x 1.32
- - .i . . .- ._ . . .- .- Weight, % Free Sulfuric Acid in Spent Pickle Liquor



Investment for Acid Recovery
The investment required for installing an acid recovery system falls into three distinct categories:
1. The acid recovery equipment. 2. Modifications to existing pickling and rinse
tanks to reduce water flow--these changes bring the water balance to the point where zero discharge is achieved.
demisting system--this system greatly improves the operating environment around the pickling line, and it i s optional for each plant.
3. The installation of an improved air exhaust and
It i s important to note that part of the investment required for acid recovery results in a direct improve- ment of the pickling operation. Staged rinsing, for example, reduces the water usage of the plant. Air agitation may improve pickling rates. The air exhaust system vastly improves the plant environment by controlling acid fumes and, therefore, can be a t least partially chargeable as an air pollution control investment.
The investment for acid recovery, as shown in Figure 8, assumes an iron and sulfuric acid concentra- t ion in the spent pickle liquor of about 8 percent. Neutralization investment costs are a strong function of the spent pickle liquor composition and volume because these values set the size of the lime slaking system as well as that of the neutralization vessels. The amount of rinse water also is a critical value and directly affects the size of the neutralization vessels. Unlike the investment shown for acid recovery, the neutralization costs do not include any investment for modifications of the rinse system. Therefore, the installed investment for neutralization is shown for two rinse water rates. The installed investment in- cludes equipment for neutralization of the pickle liquor and rinse water and provides for a clarifier and thickener to concentrate the neutralized sludge. It is assumed that the concentrated solids leave the thickener containing about 20 percent solids. Costs for further solids concentration equipment, such as vacuum filters or centrifuges, are not included. No in-plant modifications or land costs are included.
The neutralization investment costs were derived from a recently completed comprehensive study by
EPA on the costs required to maintain the pH of strong acid wastes between s ix and nine almost all of the time.
Because of the minimum practical size for lime slaking and the necessity for a basic control system regardless of size, the investment costs for a con- tinuous system do not decrease significantly for very small plants. Plants with small flows should investigate batch neutralization, which may decrease the invest- ment requirements.
The investment for contract hauling i s too de- pendent upon local conditions for inclusion in this report. However, depending upon the contractor’s schedule, some storage and pumping capacity will be required. Neutralization facilities for rinse water also will be required.
Operating Costs
Operating costs are a function of the following factors: 0 Raw material and utility consumption;
Iron loss to the pickling solution; Spent pickle liquor composition;
0 Volume of rinse waters.
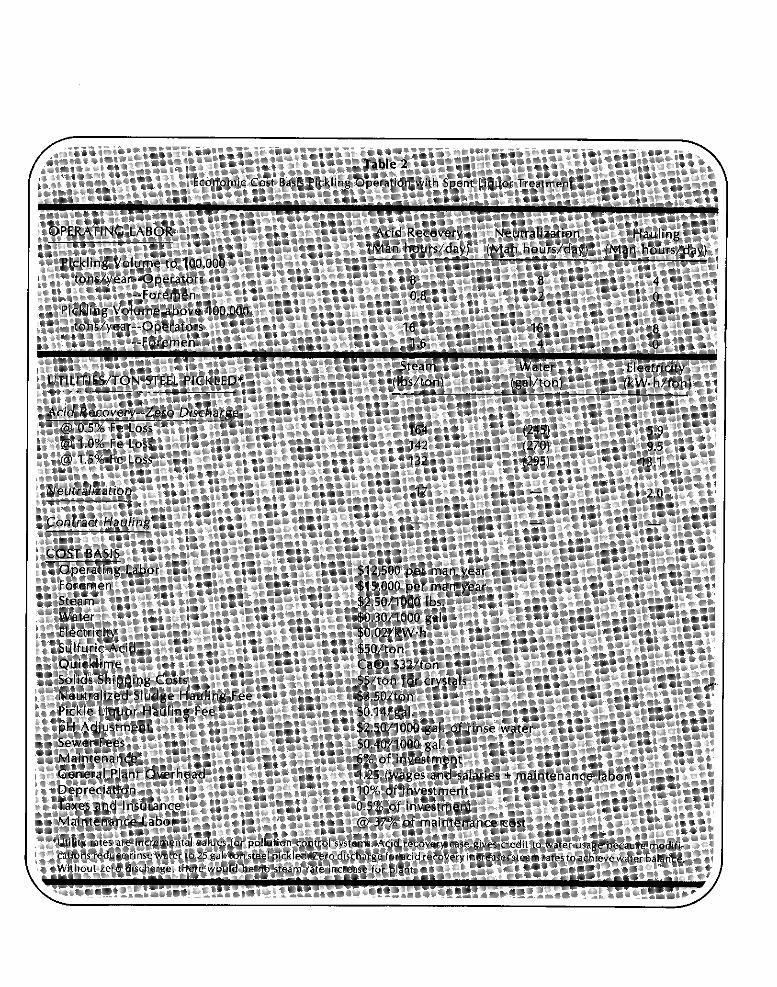
The annual operating costs for acid recovery and neutralization are presented in Figure 9. Figure 10 shows the operating costs per ton of steel pickled. Table 2 l is ts a l l of the major assumptions related to Figure 9.
The acid recovery operating costs bracket the most likely conditions. In one case, sulfuric acid i s valued at $25/ton (including freight) and a net loss of $10/ton is taken for ferrous sulfate crystals. In the second case, sulfuric acid is valued at $50/ton and a $5/tOn credit i s taken for ferrous sulfate crystals.
Neutralization costs are very sensitive to the method of sludge disposal and are shown for two conditions: - allow about a 5-mile haul for sludge containing 20 percent solids.
1. Sludge i s disposed of at $3.50/ton. This would
2. Sludge i s disposed of on-site at a negligible cost.

1,200
1,100 - -1,000 - t? W = 900 - 0 U
0 800 - 700 -
a 0 f 600 -
- a “7
1
I 5 500 - %! E % 400 - E -
300 - 200 - 100-
\
- - - - - - - - - - - - i I I I I 1
I I I I I
1,200
1,100 - -1,000 - t? W = 900 - 0 U
0 800 - 700 -
a 0 f 600 -
- a “7
1
I 5 500 - %! E % 400 - E -
300 - 200 - 100-
\ Figure 8. Acid Recovery with Air
Exhaust System Investment for Handling Spent Pickle Liquor at 1% Iron Loss
Acid Recovery without Air Exhaust System
Neutralization with Rinse Water to Pickle Liquor Ratio = 10
Neutralization with Rinse Water to Pickle Liquor Ratio = 2
NOTE: There investment figurer are bared upon P 1% iron loss and a composition of 8% iron and 8% sulfuric acid in the spent pickle liquor. This figure can be used with somewhat less accuracy for plants which have other percentage iron losses by using the lower scale.
- - - - - - - - - - - - i I I I I 1
I I I I I , , . ,
500 1,000’ 1,500 2,000 2,500 Iron Loss (tons of steel/year)
/

For comparison, costs for contract disposal under specific conditions also are shown. More specific costs for contract disposal should be determined by using the amount of pickle liquor shown in Figure 7 in combination with a quote from a contract disposal firm.
It i s important to note that it i s prohibitively expensive to handle rinse water by contract hauling, and a method for eliminating these wastes st i l l must be found i f contract disposal i s used. These wastes can be handled by municipal systems after pH adjust- ment to a range of six to nine. The cost of placing the rinse waters into the proper condition for acceptance by a municipality has been taken at $2.50/1,000 gallons, and a municipal charge of $0.40/1000 gallons has been included in Figure 9. This would allow only very simple in-line neutralization, with minimal solids/liquid separation. Depending upon the strength of the rinse waters, this may be acceptable for some municipal systems. Each manufacturer must check this for his site.
The more optimistic case for contract disposal of pickle liquor $0.07/gallon would allow about a 25-
mile haul if there were no other disposal costs. This would be realistic for the cases where a municipal system would be using the spent pickle liquor as a coagulant. I n the past, contract haulers had more latitude for disposal of spent pickle liquor than at present. The less optimistic ($0.14/gallon) case presumes there i s some charge for disposal after hauling. Contract disposal costs are specific to each site and the manufacturer must independently evalu- ate this option.
It should be mentioned that the use of a contract hauler places the manufacturer in the position of complete dependence on the contractor for con- tinued operation. The disposal contract should be carefully written.
Table 3 gives a complete economic analysis of all three options for one mill pickling 100,000 TPY of steel. Rinse water disposal requirements were taken at 250 gallons per ton of steel for neutralization and contract hauling. For acid recovery, complete recovery of rinse water and zero discharge were assumed.

Table 3 Comparison of Economics for a
Plant Pickling 100,000 TPY of Steel
BASIS: 1% iron loss; spent pickle liquor composition 8% dissolved iron, 8% H2SO4 al l figures in thousands of dollars per year (1976 base)
Contract Acid Recovery Neutralization Hauling
Item
investment Salaries -
& Wages Operators Foremen
Utilities Steam Process Water Electricity
Raw Materials H2S04 CaO
Shipping & Hauling Costs Crystals Sludge Pickle Liquor
Maintenance
General Plant Overhead
Waste Water Costs Sewer Fees pH Adjustment
Taxes and Insurance
Depreciation
By-product Credit
Total Annual Costs
Basis
Figure
$12,50O/man year $15,5OO/man year
$2.50/1000 Ibs. $0.30/1000 gallons $0.02/kW.h
$50.00/ton $32.00/ton
-
$5.00/ton FeS04 7H20
$0.14/gallon
6% of investment
1.25 (wages & salaries + maintenance labor)
$3.50/ton
630.0
12.5 1.5
35.4 (8.1) 19.0
(50.0) 0
28.8 0 0
37.8
35.0
770.0
12.5 3.8
4.2
4.0 -
- 68.7
0 110.0
0
46.2
41.7
$0.40/1000 ga I I on s $2.50/1000 gallon rinse water 0
0 9.2 -
0
6.2 0
- - -
- 0
0 0
350.0 -
7.8
10.0 62.5
0.5% of investment 3.2 3.9 0 10% of investment 63.0 77.0 0 $lO.OO/ton FeSO4 7H20 (52.0) 0 0
126.1 381.2 436.5
Rinse Water included in process water for acid recovery plants a t 25 gal/ton pickled steel
'Maintenance labor a t 37% of maintenance cost

Since the acid recovery process is the only treat- ment unit which produces a by-product for sale or disposal, the operating expenses will vary with the costs or credits associated with that product--ferrous sulfate heptahydrate.
Most existing acid recovery plants now receive a net credit of $8 to $15 per ton of heptahydrate. The widespread use of acid recovery may change this situation. If complete drying and bagging facilities were installed, the crystal value would increase to $35 to $45 per ton, shipped in 50-pound bags. The economics usually are not favorable for installing these extra facilities since the crystal volume i s low and drying and marketing expenses are high. Shipping costs for the crystals can be high. Therefore, the net return or loss i s a function of the market and the location of the customers.
The effect of changes in the net value of the by- product credit on the total operating cost is tabulated in Table 4.
Because of the varying unit costs and operating conditions, the operating costs for each individual plant may differ greatly from those presented here. By using the correction factors and costs in this report, each manufacturer can compare his costs with those listed, and make the appropriate revisions.
The use of the data in this report to prepare Table 3 i s illustrated under the “Example Calculation” (Table 5 ) .
Although each company must evaluate the economics for i ts specific plant, some general com- ments can be made:
0 At pickling capacities above 75,000 TPY, the acid recovery process appears to be the most economical choice unless a special disposal situation i s present, or conditions are such that the existing pickling line cannot be modified to minimize the rinse water produced.
0 For capacities below 50,000 TPY, special site condi- tions will determine the most economical choice.
0 Neutralization appears to be economical only for special cases where ample land is available to impound the neutralized pickle liquor and rinse water, and inexpensive sulfuric acid is available for pickling.
reduce investment and operating costs for handling spent pickle liquor i s to reduce the iron loss from overpickling and by using steel with minimum scale. This reduces the spent pickle liquor volume to be handled, and applies to acid recovery, neutralization, and contract disposal.
0 A most important action which can be taken to


~~
Wire rod before pickling (IeftJ, wire rod after pickling and lime coating (right)

Although the on-site energy requirement for acid recovery systems aimed a t zero discharge usually is higher than the requirement for neutralization (depending upon the amount of pickle liquor evapo- ration required), a comparison of the ultimate energy’ requirements of the two processes indicates that acid recovery and neutralization energy requirements are about equal at 0.75 percent iron loss and favorable to acid recovery at higher iron losses.
The lime needed for neutralization i s manu-
CaC03 + Heat --CaO + C 0 2
factured by the calcination of limestone:
limestone quicklime
The theoretical heat input is approximately 3 mil- l ion Btu per ton of quicklime (CaO). In actual plant practice, this heat requirement approaches 10 million Btu. Lime rates are, therefore, a very significant portion of the ultimate energy requirements.
Although plants using l ime do not directly pro- vide the energy for calcination, eventually they do pay the cost. The cost of lime has risen from $18 per ton in 1972 to $32 per ton in 1976. There i s no doubt that future energy cost increases also will be reflected in the price of lime.
Since the amount of pickle liquor used per ton of steel is a function of the iron loss, the ultimate energy consumption for both neutralization and acid recovery also i s a function of the same variable. Figure 11 shows the ultimate energy requirements as a function of iron loss for each ton of steel pickled. TPY plant.
Since sulfuric acid i s produced by an exothermic reaction, savings in sulfuric acid by acid recovery do not result in large ultimate energy savings.
Figure 11 shows that as the iron losses approach 0.75 percent, the ultimate energy requirements for neutral- ization and acid recovery are equal at 220,000 Btu/ton of steel. As the iron losses increase, acid recovery is favored. Although the zero discharge acid recovery
1 The “ultimate” energy requirement considers the energy to manufacture the required raw materials.
system requires significant energy for evaporation and refrigeration, neutralization uses large volumes of lime produced from energy intensive processes. Approximately 10 million tons of steel are pickled with sulfuric acid annually and iron losses are usually 1 percent. At this volume, the installation of acid recovery systems achieving zero discharge would increase the national en’ergy usage by 2.4 trillion Btu or the equivalent of 400,000 barrels of fuel oil. The energy usage for neutralization would be about 25 percent higher. This increase in energy usage for acid recovery systems does not take into account the energy savings associated with improving capacities or operation of the plant when operating a closed loop acid recovery system. A decrease in average iron loss per ton of steel would also greatly reduce the energy requirements.
Discharge of ferrous sulfate crystals to storage building


Pickling tank (loreground), acid mist exhaust iyrtem (background)

Dip and spray rinse tank with spray nozzles in operation
lime coating tank and exhaust system

The Industrial Environmental Research Laboratory in Research Triangle Park, North Carolina, i s respon- sible for control technology in the ferrous metallurgical industry. For environmental information on steel pickling operations and other EPA sponsored pro- grams regarding ferrous metallurgical processes, write:
Metallur ical Process Branch
Industrial Environmental Research Laboratory Environmental Protection Agency Research Triangle Park, N.C. 27711
Industria f Processes Division