re-export process improvement - careergyaan.org process.pdf · re-export is quite a complex process...
TRANSCRIPT

SUMMER INTERNSHIP
FINAL PROJECT REPORT
BY
NAME: JYOTSNA SHEKHAWATENROLLMENT NO.: 08BSHYD0327ICFAI BUSINESS SCHOOLHYDERABAD
2009
MOSER BAER INDIA
LIMITED5/16/2009
Re-Export Process Improvement
MOSER BAER INDIA LIMITED (MBIL)
Summer Internship Final Report
ON
Re-export Process Improvement
Submitted By:Jyotsna Shekhawat (08BSHYD0327)
MOSER BAER INDIA LIMITED (MBIL)
Date of Submission: 18th April, 2009Faculty Guide Name: Mr. Sanjay FuloriaCompany Guide Name: Mr. Bhanu Sharma
2 | P a g e
DECLARATION
I hereby declare that the project report titled “Re-Export Process Improvement ” at MOSER
BAER is my own work and has been carried out under the able guidance of Mr. Sunil Kumar,
Senior Manager and Mr. Bhanu P. Sharma, Senior Officer, Commercial, Moser Baer India Ltd.
66 Udyog Vihar, Greater Noida 201306. All care has been taken to keep this report error free and
I sincerely regret for any unintended discrepancies that might have crept into this report. I shall
be highly obliged if errors (if any) be brought to my attention.
Thank You. (JYOTSNA SHEKHAWAT)
Date: 16th May 2009 08BSHYD0327
Place: Greater Noida [email protected]
3 | P a g e
Acknowledgement
As a part of curriculum at ICFAI Business School, the ‘Summer Internship Program’ aims at
overall development of the students by providing them an opportunity to gain corporate exposure
and space to apply their theoretical knowledge in practice in a mutually beneficial manner. No
summer internship can be successful without the support of the people who keep themselves
closely involved with the student undergoing the program. The wealth of knowledge and
guidance shared and provided to us by these professionals is invaluable.
A project means teamwork. Its successful completion not only depends upon to whom it is
assigned but also the person involved in it either directly or indirectly. One of the most pleasant
parts of writing a project report is that it gives the opportunity to thank all those who have
contributed to it.
I would like to extend my sincerest gratitude to Mr. Sunil Kumar, Senior Manager, and Mr.
Bhanu P. Sharma, Senior Officer Commercial, Moser Baer India Ltd. for giving me chance to
pursue this project under their able guidance and for the continuous motivation and support they
provided.
I Express my gratitude to my project faculty guide Mr. Sanjay Fuloria, IBS, Hyderabad for his
able guidance and unflinching support throughout my project. I cannot be more thankful to the
administrative and faculty members of IBS, Hyderabad for providing me right direction and
opportunity whenever I faced problems during the whole project.
I would also like to thank Mrs. Rajni Oberoi, Mr. Vipin Kathuria, Mr. Murli, Miss Kusum
Maher, Mr. Pankaj, Miss Parul Sharma, Mr. Rajinder Singh and Mr. Manoj Sharma,
employees of Moser Baer (Commercial Department) who have helped me throughout my
summer internship to complete my project.
This project would not have been possible without the untiring support provided by my family
and friends. The inputs and guidance provided by my seniors have been precious. I would like to
extend my gratitude to these people.
4 | P a g e

TABLE OF CONTENTS
1. ABSTRACT.…………………………….……………………………..…………………………..6
2. INTRODUCTION TO THE PROJECT...........................................................................................72.1 The Need for This Project ........................…..................................................................................72.2 Objectives of the project ..........................................................................................................…..82.3 Scope of the project........................................................................................................................92.4 Limitations of the project ..............................................................................................................9
3. METHODOLOGY USED FOR THE PROJECT: ....................................................................... 103.1 On the Job Training………………………………………………………………………………………………………………….103.2 Operational Process Analysis……………..………………………………….…………………103.3 Secondary & Primary Data Collection………………………………………………………….133.4 Analysis………………………………………………..………………..………………………133.5 Report Preparation………………………………………………….…..……………………….15
4. ABOUT MOSER BAER INDIA LIMITED .................................................….............................164.1 History ........................................................................................................................................164.2 Milestones.........................................................................................................................………..174.3 Quick Facts..........................................................................................................................……..194.4 Products & Services....................................................................................................................204.5 About Photovoltaic Division.......................................................................................................214.6 Moser Baer Entertainment...........................................................................................………… …..23
5. WHAT IS RE-EXPORT? ..................................................................................……………….. ……..245.1 Flowchart of the procedure .............................................................................................………….265.2 Maintenance Department Procedure...................................................................................…… …275.3 Engineering Stores Procedure................................................................................................… ..33
5 | P a g e

5.4 Commercial Department Procedure.......................................................................................…. .365.5 Procurement Department Procedure...................................................................................……….415.6 Other Important Documents in Re-Export.................................................................................. 445.7 Re-Import Procedure...............................................................................................…………... …….475.8 Procurement Procedure of Re-Import..........................................................................................49
6. ANALYSIS..................................................................................................................................... 51 Standard Deviation.....................................................................................................……........... 515.1 Warranty Claim Average time Calculation................................................................................…525.2 Job Work Average time Calculation............................................................................................ 535.3 Critical Path................................................................................................………………….............. 545.4 Comparing the Ideal time & Actual Time ..........................................................................……… 585.5 Identification of Gaps in the Process..........................................................………………………………. 605.6 Problems faced...............................................................................................................…………...636. RECOMMENDATIONS............................................................................................................... 65
7. CONCLUSIONS & FINDINGS ...............................…………………………………………………………………. 70
8. REFERENCES............................................................................................………………………………… 74
1.ABSTRACT
Moser Baer India Limited is a 100% Export Oriented Unit and it is a star trading house. It has
achieved 18,000 crores export target in 4 years. The project is about the “Re-Export business” of this
huge manufacturing company, which stands as the second largest manufacturer of CD-DVDs in the whole
world. Being one of the leading technology companies of the world MBIL has been focusing on
improving its Re-Export business to take the company to new heights since it has helped them cut on the
losses incurred by them to a great extent in the recent past.
6 | P a g e
Re-Export is quite a complex process involving a number of steps. The project first requires the study of
the various steps underlying this process by interacting with the employees of the three prominent
departments involved in the process: Commercial, Maintenance department and the Engineering Stores.
The project will also give a brief overview of the re-import of the repaired or replaced material.
The need for Re-Export arises when the material previously imported by the company from a foreign
Supplier is either found defective or withers with time and does not meet the specifications of the
Purchase Order and demands. It can be sent back to the original vendor or another for replacement or
repair.
The project is about knowing the processes, followed by comparing the time taken by each activity from
the records of the past six months with the prescribed time. In some cases the time taken for the whole
process is way beyond the prescribed time. Consequently, since the past one year, the company has been
trying to continuously improve the process to keep pace with the requirements of the company and meet
the targets.
After analyzing the time taken it has been found out where the lags are occurring and what can be the
reasons behind it. Moser Baer has been paying enormous amount of “Demurrage charges” in the form of
Re-Import losses. This project, which is an answer to most of the queries regarding the process, would be
extremely valuable to the company for handling their processes in future.
The final step is of going through brainstorming activities to give suggestions for the improvement of the
entire Re-Export procedure to make it more efficient. Questions like where the time is taken, why the
extra time is taken, which are the activities taking the additional time, how to further handle these
activities and how can the costs associated with it be reduced, have been answered after a thorough
analysis.
If these suggestions are properly implemented in the functioning of the company, a lot of these unwanted
gaps can be reduced and the procedure can become highly effective.
2. INTRODUCTION TO THE PROJECT
Moser Baer India Ltd. is a company, which has been taking full advantage of foreign trade. It is
one of the leading companies of India whose market share has been increasing ever since it came
into existence. MBIL is a 100% Export Oriented Unit (EOU), as already mentioned. The company
has achieved 18,000 crores export target in 4 years.
7 | P a g e

If we deeply look into it, Re-Export is actually not concerned with profit maximization; instead it
trims down the losses incurred by the company drastically. When the material is not found in the
best of condition then in spite of buying new material we can send it back to the same supplier for
replacement or repair, which can be free of cost (FOC) in the case of warranty. Even in the case
of job work (refurbishing), it costs very less as compared to purchasing an entirely new product
and hence the need for Re-Export arises.
The project revolves around the whole Re-Export business. What Re-Export is all about, what are
the basic factors leading to any kind of loss (time and cost), how they can be minimized by giving
suggestions for process improvement and applying these strategies into the working of the
system.
2.1The Need for This Project
• Optimum inventory, minimal ordering costs and safety stock: The second reason can
be that since MBIL is a one of the largest manufacturing firms of India and so the costs
associated with the smallest of activities are immense. Considering this, it has been
concluded that minutest increase in the quantity of material ordered leads to huge losses
of the company. So the project involves maintaining a proper amount of inventory and
safety stock of the material ordered or to be exported to foreign companies so that it
neither falls short nor exceeds the requirements of the company.
• Minimizing the superfluous activities: Re-Export is kind of a new process in the
company and since no such study has been done before to find out which are the activities
taking the maximum time or which are the unwanted activities, it becomes necessary to
find out if such activities are redundant and are hampering the smooth flow of the process
in any way. If so, what steps to be taken to minimize or remove them.
• Innovation in approach required – With all these problems, it becomes of utmost
importance for a company to innovate to reach at the top. So, innovation in terms of
products, lead generation, and communication strategy is required.
• The Demurrage Charges: Custom Clearance is a very important term when it comes to
Re-Import. The time when the material is ready to be shipped, it is sent to the airport. In
most cases, the material keeps lying there for a long time. Sometimes when it doesn’t get
8 | P a g e

cleared even after three days from the day of reaching the port, the company in question
has to start paying the demurrage charges as a penalty, to the government till the time the
material finally gets cleared. These Demurrage charges form the major chunk of losses for
MBIL in the Re-Export v/s Re-Import Business. Although this is a very important feature
but since our study is limited to Re-Export, this is not an area of concern for us. So the
points mentioned earlier have been given more attention and major steps have been taken
to arrive at fruitful results.
2.2Objectives of the project
Through the project, the following objectives have been achieved:
The Re-Export processes of the company have been understood thoroughly.
The time limits and the costs associated with performing the tasks have been noted down.
The day-to-day activities of operations in a manufacturing firm have been pointed out like:
• The importance of maintaining an optimum inventory
• What should be the carrying costs, ordering costs, etc associated with it.
• What should be the safety stock.
Identifying the various factors leading to improper functioning.
The needs of Re-Export business in a technology company have been emphasized upon.
Suggestions for the reduction of the time associated with the Re-Export processes has been given.
The activities taking the maximum time have been pointed out.
Alternatives to reduce the time and costs involved with better work quality to improve the overall process have also been given.
2.3 Scope of the project
Various measures have been taken and are being taken by MBIL to further improve the process
since a small improvement in any stage of the whole re-export process leads to a ten-fold increase
in the overall profits of the company.
This forms the outline of our project. We needed to identify the factors that lead to any kind of
holdup in the process to cut down on the losses concerned with it.
9 | P a g e

The project also involves maintaining a proper inventory of the material which is to be re-
exported, when and how to be re-exported, what are the costs involved with each sub process by
gaining an insight into the working of the departments involved, namely, Commercial
department, Maintenance department, Engineering stores and Procurement department. The
project also aims at coming up with innovative ideas to reduce the anomalies and other
obstructions by studying the various reasons leading to these problems, which have been ignored.
And last but not the least in order to make the Summer Internship Program more fruitful in terms
of academic learning, a complete analysis of the functioning of the Re-Export business will be
done along with the organizational structure and other minor details.
2.4 Limitations of the project
The study we have done on re-Export process also has some limitations. These can be summed
up under the following points ---
The study does not deal with gaining practical knowledge of the working of the
manufacturing plant and is confined only to the outer peripherals of the re-export business.
The analysis is done on secondary data as well as primary data but the whole primary data
would not be allowed to be included in the report.
The project focuses on understanding the process of three main departments Maintenance,
Engineering Stores and Commercial department with a brief knowledge about the Excise
department and Customs authority, which are also an important part of the process.
3. METHODOLOGY USED FOR THE PROJECT
As given in the proposal of the report in the beginning, the guideline and the schedule for the
project was decided. This project followed a simple & systematic methodology.
To achieve the objective of the project following methodology will be used.
3.1On the job training
Interacting with the employees of the company to make a valuable addition to the project.
10 | P a g e

Understanding their tasks by gaining an insight into the working of the various departments
involved.
In the 1st step I was informed about the whole business of Re-Export. I gained a complete
knowledge about the details of the business and how it is carried out at a manufacturing plant
Moser Baer India Ltd. During this time I concentrated on adding on to my knowledge of
international business by constructive interaction with the employees of the four major
departments. They inculcated in me the whole process thoroughly to make it possible for me to
be confident about doing the project. They made me focus not just on the project part but every
minute thing that takes place in this process of re-export, e.g. I learnt to prepare all the documents
myself by minutely studying the steps so as to be well informed about the subject.
By performing each step myself, I gained practical knowledge and it helped me take up the
project more confidently. I was also able to find out time taken by each and every step of the
whole procedure from that of sending the format of RMA to the supplier to finally making the
goods ready for dispatch. This was a major step for making the project successful since we need
to compare the actual time taken by each step to their prescribed time and hence give suggestions
for process improvement.
3.2Operational process analysis
Problem identification
Problem identification was a very important task undertaken as it was going to determine the
future course of action. The right understanding of the problem was as important as the entire
project itself. After having a detailed conversation for several days following problems were
identified.
a) How to reduce the time and costs involved in the International Business of the firm
through the process of re-export?
b) How to minimize the inventory of the material to be re-exported and to minimize the
safety stock?
c) How to minimize the carrying costs, holding costs, etc associated with the whole process?
d) To remove the unwanted activities and reduce the time taken by the ones which are the
most time consuming.
11 | P a g e
e) To reduce the cycle time of the whole process by analyzing each and every process and
sub process thoroughly.
f) To maintain the maximum efficiency with the minimum costs.
Developing a right process map and executing it.
After these problems faced by the company were identified, we had to develop the right process map
of how to go about the project and overcome these problems. If the process map given by us is
executed properly then we would be able to take the company’s re-export business to new heights.
We designed the following Process Map:
PROCESS MAPPING
12 | P a g e
Problem identification
Approach to the problem
Calculating the time for each activity
Finding out the average time of the whole process
(both in WC and JW)

Performing a cost-benefit analysis.
While undergoing the above outlined steps, we also performed a cost-benefit analysis to find out
whether out study will be of any benefit to the company or not.
Whether the costs associated are greater than the benefits derived from the process.
It was concluded that the costs associated were far lower than the benefits derived from the re-export
process and that the company has had an edge over its rivals due to this re-export business which has
evolved in the recent past.
Designing a time chart for each and every activity and finding out where the problem is
occurring.
A time chart was designed with pointing out time taken by each activity compared to its prescribed
time.
3.3Secondary and Primary data collection
For making the project successful, we have collected data from various sources.
• Primary data
13 | P a g e
Comparing this average time with the prescribed time for
these activities
Finding out gaps or delays in the whole
process
Highlighting the reasons for these delays
Giving suggestions to remove these gaps
Conclusion

The first step involves the collection of data from various departments involved, through
interview of the respective Heads of these Departments which are mentioned above,
Commercial department,
Maintenance department and
Engineering stores.
Although there are a few other departments apart from these like customs authority, excise, etc.
which have an important role to play in the re-export business.
The data collected from these departments is the status of all the re-export work done to date. It
includes the dates of all the minute steps along with the description of the material or parts of the
machines, i.e. spares, faulty parts, etc., with their quantity, Inco-terms (payment terms), supplier’s
name or vendor’s name, B/E no., etc., all details are given.
• Secondary Data
The sources of secondary data are various websites such as www.moserbaer.in, www.cebc.gov.in,
www.internationalbusiness.com, magazines and journals.
3.4 Analysis
In this particular step, all the data collected from various departments were analyzed to find out
the reason behind any delay occurring in the entire process. The sources for these delays were
identified that at which department the gap is occurring and how it can be overcome. The analysis
involved a deep study of the data by finding out time taken by each activity which was compared
with the prescribed time for them given in the various KRAs (Key Request Area) of the
employees of all the departments and also by performing the activities on our own to find out the
ideal time taken. Then the average time was calculated to see by how much time is the actual
process lagging behind. The reasons were then found out to later give suggestions to improve the
whole process.
All the observations made and analyzed are given in the Analysis chapter later in the report.
14 | P a g e

Here is a stepwise procedure of the whole re-export process starting from the Maintenance
department till the Customs Authority’s duties in re-export.
3.5Report Preparation
In the final part of the project different suggestions and conclusions were drawn and then the
final report was prepared.
The following was the schedule followed for the completion of the project:
• 26th Feb: Designing of the project schedule.
• 27th Feb – 29th Feb: Identification of the problem and defining it properly.
15 | P a g e
Customs Authority
Intimation of re-export
Engineering Stores
Obtaining RMA
Generation of
Warranty Claim
B/E & other docs of initial import
taken
Packing of material ARE-1
preparation
Permission
preparation
GNPS, GNRE no.s
generated
Assessment of
material
Gate Pass for exit of
material
Generation of Invoice & Packing List
Obtaining Permission from Excise
Applying for
Permission
Auditing
OA & quotation is
obtained from Supplier
TT Advice obtained
Dispatch of
material from Plant
Payment is done through
Bank
PO is prepared
with unique PO no.
RE-EXPORT
Procurement
ExciseCommercial
Maintenance
PR prepared with PR
no.
• 1st March – 3rd March: Time chart Designing
• 3rd March – 6th March: Process Mapping.
• 7th March -- 25th March: Visiting the department and the plant workers to devise a strategy.
• 26th March --30th March: Interacting with clients.
• 1st April – 10th April: Secondary Data Collection.
• 11th April – 30th April: Performing Data Analysis of all the six months considered.
• 1st May – 18th May: Preparation of final report.
4. ABOUT MOSER BAER INDIA LTD.
16 | P a g e

About Moser Baer India Ltd. Moser Baer, headquartered in New Delhi, is one of India's leading technology companies. Established in
1983, the company successfully developed cutting edge technologies to become the world's second
largest manufacturer of Optical Storage media like CDs and DVDs. The company also emerged as the
first to market the next-generation of storage formats like Blu-ray Discs and HD DVD. Recently, the
company has transformed itself from a single business into a multi-technology organization, diversifying
into exciting areas of Solar Energy, Home Entertainment and IT Peripherals & Consumer Electronics.
Moser Baer has a presence in over 82 countries, serviced through six marketing offices in India, the US,
Europe and Japan, and has strong tie-ups with all major global technology players.
Moser Baer has the distinction of being preferred supplier to all top global OEM brands. Moser Baer
stands committed to supplying highest quality fully licensed media to its customers. Moser Baer's
products are manufactured at its three state-of-the-art manufacturing facilities. It has over 6,000 full-time
employees and multiple manufacturing facilities in the suburbs of New Delhi.
4.1 History
Moser Baer India was founded in New Delhi in 1983 as a Time Recorder unit in technical
collaboration with Maruzen Corporation, Japan and Moser Baer Sumiswald, Switzerland.
In 1988, Moser Baer India moved into the data storage industry by commencing manufacturing
of 5.25-inch Floppy Diskettes. By 1993, it graduated to manufacturing 3.5-inch Micro Floppy
Diskettes (MFD).
17 | P a g e

In 1999, Moser Baer India set up a 150-million unit capacity plant to manufacture Recordable
Compact Disks (CD-Rs) and Recordable Digital Versatile Disks (DVD-Rs). The strategy for the
optical media project was identical to what had successfully been implemented in the diskette
business - creating a facility that matched global standards in terms of size, technology, quality,
product flexibility and process integration. The company is today the only large Indian
manufacturer of magnetic and optical media data storage products, exporting approximately 85
percent of its production.
Since inception, Moser Baer has always endeavored to create its space in the international
market. Aiding the company in its efforts has been a carefully-planned and sustainable business
model - low costs, high margins, high profits, reinvestment and capacity growth. Along the way,
deep relationships have been forged with leading OEMs, with the result that today there are
hardly any global technology brands in the optical media segment that Moser Baer is not
associated with.
In 2006, the company announced its foray into the Photovoltaic and Home Entertainment
businesses. In 2007, the IT Peripherals and Consumer Electronics division was formed.
4.2 Milestones
1983
Established
1985
Production of 8.0"/5.25" Disks
1987
Production of 3.5" Disks
1998
ISO 9002 Certification
1999
Production of CD-R
2000
Production of CD-RW
18 | P a g e

2002
Completely Integrated Manufacturing
2003
Production of DVD-R
Production of DVD-RW
ISO Certification for all Facilities
Launch of 'Moser Baer' Brand in Indian Market
Signed one of Largest Outsourcing Deals in Indian Manufacturing
2004
'Light scribe' Deal with HP
HP Deal for India and SAARC Region
Contributing Member of Blu-Ray Disk Association
2005
ISO 14001 & OHSAS 18001 certification for Moser Baer plants.
Commencement of Phase III of Greater Noida Plant
2006
The first company in the world to start volume shipments of HD DVD-R
Signed Technology MoU with IT BHU
Patented technology approved by the Blu-ray Disc Association
In-house R&D Centre approved by Ministry of Science and Technology
Launched USB Flash drives
Forayed into entertainment space, enters Home Video market
2007
Acquired OM&T BV - a Philips' optical technology and R&D subsidiary
Announced start of trial run of solar photovoltaic cell production facility
Set up the world's largest Thin Film Solar Fab
Launched US$150 mn FCCBs
Moser Baer Photo Voltaic announced commercial shipment of solar photovoltaic cells
Forayed into PC peripherals market: Launches Optical Disk Drives (ODDs), Headphones, Keyboards, Optical Mouse etc.
Launched Branded DVD Player
19 | P a g e
2008
Moser Baer plans 600 MW Thin Film PV capacity with an estimated investment of over $ 1.5 bn
Moser Baer Photo Voltaic announces strategic sourcing tie-up with LDK Solar
Moser Baer announce successful trials of first Gen 8.5 Thin Film plant
4.3 SOME QUICK FACTS OF MOSER BAER INDIA LTD.
Quick Facts
Among the top two media manufacturers in the world.
Entered the highly exciting and emerging global technology space of photovoltaic in mid-
2005.
Foray into the fast growing Home Entertainment Business in 2006.
In-house developed and patented technology has been considered as one of the four standard
media to be included in the Blue-ray Disk Association.
The first storage media company in the world to ship HD DVDs using a special disc structure
using common materials.
Lowest-cost manufacturer of optical media in the world.
Highly R&D-focused Company.
OEM supplier to all the 12 leading storage media brands in the world
Location
Corporate Headquarters: New Delhi, India
Indian Offices: Mumbai, Kolkata, Chennai and Bangalore
Worldwide Offices: The Netherlands, USA (New York and California), Japan, Middle-East
20 | P a g e

4.4 PRODUCTS/SERVICES
Moser Baer India, the second largest manufacturers of optical media in the world, is a technology
company focused on the preferred OEM for all 12 of the world's optical media manufacturers and
commands a 16% development, manufacture and supply of optical media across the globe. The
company is a global market share. With a strong R&D thrust, the company has been able to lead
the technology curve in the optical media business. In the process, it is among the very few
Indian companies to have contributed to the establishment of new global technology standards.
As a result of this single-minded drive and commitment, Moser Baer became the first storage
media company in the world to ship HD DVDs.
In the Indian market, Moser Baer made its foray into the burgeoning domestic optical storage
market with the launch of the “Moser Baer” label in 2003. The company has blazed a new trail by
introducing technologically innovative and truly world-class product in the Indian market. Moser
Baer's new range of Gold and Platinum CD-Rs have been developed keeping native conditions in
mind in terms of enhanced durability and resistance to both environmental and human-induced
hazards. In a market estimated at US$ 350 million in 2005-06 - Moser Baer is already the leader
with a share of over 40%.
The company manufactures the entire spectrum of optical storage media products including
Recordable Compact Discs (CD-R), Rewritable Compact Discs (CD-RW), Recordable Digital
Versatile Discs (DVD-R), Rewritable Digital Versatile Discs (DVD-RW) and blue laser discs
(HD-DVD and Blu-ray).
Moser Baer's products are manufactured at its three state-of-the-art manufacturing facilities that
adhere to the most stringent process and quality standards. The company employs over 7,500
people and has an annual production capacity of over 3 billion units.
21 | P a g e

4.5 MOSERBAER PHOTOVOLTAIC (SUBSIDIARY COMPANY)
MBPV aims to distinguish itself as a significant player in the global photovoltaic market by
leveraging its high-volume manufacturing expertise and planned investments of nearly US$ 3.2
billion in research, development and manufacturing of products dedicated to generating solar
power.
MBPV realizes that PV markets have different needs and emerging technologies have to be
developed today to realize the world's future energy needs. It has already announced investments
in a mix of currently available and emerging technologies as follows:
A first of its kind 80 MW, state-of-the-art, fully automated in-line crystalline silicon cell
manufacturing facility - 40 MW already in productions - this will be scaled up to 240 MW.
A 40 MW module manufacturing facility with expansion plans to scale it up to 200 MW.
A 200 MW thin film module plant, capable of producing the world's largest non-flexible thin
film modules, is under construction. Module shipments are anticipated around mid 2008.
A high concentrator photovoltaic (CPV) module manufacturing facility and multi-million
dollar investments in a US-based company - Sol focus, the developer of the CPV technology
in partnership with the world renowned Palo Alto Research Center (PARC), California. The
technology is based on gallium arsenide cells, originally developed for harsh extra-terrestrial
solar applications and environments.
A significant equity stake in Solaria, a US-based technology company that has developed a
unique form of low-concentration solar PV technology. It is capable of producing power
equivalent to two to three times the power produced by conventional PV modules, using the
same amount of silicon material.
22 | P a g e

A significant minority stake in Stion Corporation, a nanostructures development company
based in the Silicon Valley, California, for producing extremely low-cost solar power
generating surfaces.
Acquisition of 40% equity stake in Solarvaiue, Proizvodnja, a solar grade silicon production
facility in Slovenia, to provide access and assurance of supply to low-cost solar grade silicon.
An R&D centre dedicated for the improvement and rapid commercialization of solar
technology products.
In addition to the above, MBPV has invested in strategic partnerships involving the entire value
chain, particularly for strategic sources such as silicon ingots and wafers, glass, etc. through
short-term and long-term supply agreements.
23 | P a g e

4.6 MOSER BAER ENTERTAINMENT
Moser Baer Entertainment offers home video titles in various Indian languages at unmatched
prices and is also engaged in media content creation.
The company is the first to offer home videos in every popular language of India and it is today
India's largest Home Entertainment Company. It currently offers home video titles in Hindi,
English, Tamil, Telugu, Malayalam, Kannada, Marathi, Gujarati, and Bengali and non-film
categories. Moser Baer Entertainment has acquired the rights for close to 10,000 titles in all the
popular languages and has already released close to 3,000 of them in the market.
Headquartered in Mumbai, the company is establishing a strong presence across the country in all
major metros as well as in smaller towns through an active and well-organized multi-tiered
channel. This move will take advantage of the established Moser Baer production capability and
a well-developed distribution network.
The company has released video content in DVD and Video CD formats using Moser Baer's
proprietary and patented technology that ensures the highest quality standards and significantly
reduces cost. The movie titles come with world-class packaging. In short, Moser Baer
Entertainment is working towards providing unprecedented value by offering high quality
products at a price that delights consumers.
5. RE-EXPORT PROCESS
24 | P a g e

"Export", with its grammatical variations and cognate expressions means taking out of India to a
place outside India and includes loading of provisions or store or equipment for use on board a
vessel or aircraft proceeding to a foreign port or airport.
There are often occasions where imported goods may have to be “Re-Exported”. Such situations
arise where the import goods are found defective after customs clearance or these are not found
according to specifications or requirements of the Indian consignee. Various machinery items
after import for use in certain projects or otherwise are also often sought to be re-exported by the
original owner. Re-exports can be made by sea, air, baggage or post.
The matter has been examined and it has been decided that in cases where the goods imported are
found defective or unfit for use, the same may be permitted to be re-exported by the
Commissioner of Customs subject to the following conditions: -
i) Re-export of goods takes place from the same port from where the goods were imported;
ii) The Assistant Commissioner/Deputy Commissioner of Customs is satisfied about the identity of the goods;
While in some cases, this process is not termed as “Re-Export”:
• Non Returnable Basis
a) When the material is received beforehand at the receiver end before even starting
the re-export process
b) In the case of Consignment Stock, the material is given to the other party for one
year absolutely free of cost, after which the receiver can keep the material with
payment or send the item back, according to the satisfaction derived from using
the material.
As we have discussed above already that the Re-Export business involves a lot of steps, which
together make it a complete process. The material is always imported under two conditions: Warranty
and normal purchase. Also since MBIL is recognized as 100% Export Oriented Unit, it has to pay no duty
involved in the Export and Import process.
25 | P a g e

The material can be Re-Exported for the following purposes:
• Warranty Claim (WC), when the material is found to be faulty within the warranty period
• Job Work (JW), when the spares or parts of material are sent back for repair or replacement
(mostly on a regular basis) without warranty.
• Testing Purpose (TP), when the goods are re-exported for testing when it is not viable to test in the
home country.
• Rejection (RJ), when the material is rejected due to some fault and a whole replacement is asked
for.
A flowchart depicting the flow of processes from one step to another, showing different
departments is given below:
Flow Chart for the Procedure of Re-export under Warranty Claim, Rejected Parts / Rejected Raw Material Consignment / Re-furbishing etc. through Shipping Module
26 | P a g e
RE-IMPORT PROCESS
RE-EXPORT PROCESS

As we can see from the flowchart given above that there are three prominent departments in the
procedure of Re-Export which were already mentioned in the beginning, Commercial
Department, Engineering Stores and the Maintenance Department. Yet we need to closely look at
it, since re-export is a lengthy and a multifaceted process so it cannot be completed by the
contribution of just three departments, instead it includes a number of other departments namely,
AC Excise, Customs and Procurement. We will be discussing each of these departments’ roles in
detail now but only the previous mentioned three departments have been thoroughly valued.
5.1 FLOWCHART FOR THE MAINTENANCE DEPARTMENT:
27 | P a g e
Maintenance Department
Engineering Store
Commercial
Material Requisition
Request with Warranty Details -
Import Details i.e. B/E No, Invoice etc. will be
entered in Re-export Stores Screen by stores
Warranty Claim will be raised with
Warranty Details, Item Description,
Vendor Details etc.
Packing Details will be entered in
“Re-export Packing Screen”
Shipping Bill, Invoice & Packing List will be
generated in “Re-export
Invoice Screen”
Post Shipping Details will be entered in “Re-export Invoice” Screen
by Commercial
End
End
EndEnd
Stores will co-relate the Re-import consignments vs. Re-export Consignment on “Re-
export GRN” Screen
End
Stores will generate a request for Re-furbishing of used material in “Re-exports Stores” screen along with document
details i.e Bill of Entry No. & Date
FOR RE-FURBISHING
End
Engineering Stores
The Shop Floor division intimates the people in
Maintenance

MAINTENANCE DEPARTMENT PROCEDURE:
There are two divisions, the Shop floor and the Production division, which comprise this
department, and it is the first group that comes into play in the process of Re-Export. When a
request for Re-export arises, intimation is made by the Shop Floor to Production division. After
28 | P a g e
A format is prepared by the production division which includes all details of
material to be re-exported
Warranty Claim is generated
Return Material Authorization (RMA) format is sent to the
supplier
The RMA signed by the supplier comes back in the form of
The Inspection Report, Defective Parts list, Technical Write-up are
All the WC & JW entries are made which must include Item
Description, Vendor details, etc.
Preparation of the checklist for all documents to be handed
over
Handover the documents to Engineering Stores (only on
Monday, Wed & Fri)

intimation, the User identifies the flaws in the material and then the Production division prepares
a format, which states all the necessary details of the deal. Before any further step is taken it is
mandatory that the supplier is also made aware of this since if the company has no consent from
the supplier, re-export cant take place.
For this reason a particular format of RMA is sent to the vendor for replacement or repair of the
goods previously imported from it.
1. This RMA or “Return Material Authorization” is a document which states that the
original supplier or another vendor has accepted the request of the company for receiving
the goods for the purpose specified in the letter. Only when the vendor agrees to it, further
formalities can take place. Sometimes the receiving of RMA by the user from supplier is
delayed since it depends on when the supplier sends it back which is out of the control of
the buyer, i.e. MBIL. Although RMA should be prepared and signed by the supplier but
since it consumes more time, hence Moser Baer has started to provide the format
themselves so that the supplier is just left with authorizing it with his signature.
RMA includes the following details:
• Date of Issue: This is the date when the RMA was sent to the Supplier by mail.
• Date of Validity: The date up to which the RMA is valid to be signed by the
supplier.
• Quantity: Quantity of the material to be re-exported.
• Description of material
• Warranty Claim No.: (Explained later)
• Value of Goods in INR (Indian Rupee)
• Inco-terms with Forwarder name
*Inco terms or international commercial terms are a series of international sales terms,
published by International Chamber of Commerce (ICC) and widely used in international
commercial transactions. They are used to divide transaction costs and responsibilities between
buyer and seller and reflect state-of-the-art transportation practices. They closely correspond to
29 | P a g e
the U.N. Convention on Contracts for the International Sale of Goods. The first version was
introduced in 1936 and the present dates from 2000.
Group E – Departure
EXW – Ex Works (named place) - The seller makes the goods available at his premises. The
buyer is responsible for all charges.
Ex-works is the most common Inco-term used in case of MBIL, since it is a 100% EOU and so it
doesn’t have to pay any duty. Also Ex-works means that the buyer can decide on its own who
should be the freight forwarder in that particular deal. Since it is beneficial for the buyer to keep
its own F/F, MBIL mostly chooses to keep Ex-works as the Inco-term which is decided upon
initially with the supplier before performing any formality of re-exports process.
Apart from Ex-works, there are a no. of other very important Inco-terms which are explained
herewith:
Group F – Main carriage unpaid
FCA – Free Carrier (named place) - The seller hands over the goods, cleared for export, into the
custody of the first carrier (named by the buyer) at the named place. This term is suitable for all
modes of transport, including carriage by air, rail, road, and containerized / multi-modal
transport.
FAS – Free Alongside Ship (named loading port) - The seller must place the goods alongside the
ship at the named port. The seller must clear the goods for export; this changed in the 2000
version of the Inco terms. Suitable for maritime transport only.
FOB – Free On Board (named loading port) - The classic maritime trade term, Free On Board:
seller must load the goods on board the ship nominated by the buyer, cost and risk being divided
at ship's rail. The seller must clear the goods for export. Maritime transport only.
FOT – Free On Truck
FOR – Free On Rail
30 | P a g e

Group C – Main carriage paid
CFR – Cost and Freight (named destination port) - Seller must pay the costs and freight to bring
the goods to the port of destination. However, risk is transferred to the buyer once the goods have
crossed the ship's rail. Maritime transport only.
CIF – Cost, Insurance and Freight (named destination port) - Exactly the same as CFR except that
the seller must in addition procure and pay for insurance for the buyer. Maritime transport only.
CPT – Carriage Paid To (named place of destination) - The general/containerized multimodal
equivalent of CFR. The seller pays for carriage to the named point of destination, but risk passes
when the goods are handed over to the first carrier.
CIP – Carriage and Insurance Paid to (named place of destination) - The containerized
transport/multimodal equivalent of CIF. Seller pays for carriage and insurance to the named
destination point, but risk passes when the goods are handed over to the first carrier.
Above is an illustration of how in the Export process different Inco-terms come into use.
After RMA format is sent, another very important document is prepared by the Maintenance
team, namely, Warranty Claim. A unique Warranty Claim no. (in case of Warranty Claim) while a
31 | P a g e

unique Job Work No. (in case of Job work) is generated which is unique for every shipment
followed by the preparation of other important documents like the checklist of all the documents
handed over to stores.
2. Warranty Claim is another significant document (in case of Warranty), where we need to
re-export the material or its part for repair or replacement under warranty period. In case
of Job work, such document is required but with Job works details.
Warranty Claim includes the following details:
2.1 Party Namea) Vendor nameb) Vendor code
2.2 Customer details
2.3 Machine details
a) Part No.b) Supplier & Part No.c) Spare Part Description d) Quantitye) Codef) Priority
g) Date of Receiving
2.4 Reason for Claim
2.5 Priority
a) Machine downb) Urgentc) Routine
2.6 Signature of the User or Requester
After this, other documents like the Inspection Report, Technical write-up, Defective Parts List,
Check list of all the documents to be handed over to Stores are prepared.
All these documents with their description are given below:
32 | P a g e

33 | P a g e

34 | P a g e
3.TECHNICAL WRITE-UP
3.1It includes the details of what and where the parts or material re-ex

4. DEFECTIVE PARTS INSPECTION REPORT
As the name itself suggests, the defective parts list specifies all the defective parts of a machine earlier imported which are now to be re-exported. It describes properly what needs to be done, i.e. whether to be repaired or replaced.
4.1GNRE no. and GNPS no.
4.2The description of the parts that are defective and how they are defective
35 | P a g e
ported now is used along with their B/E no. of the initial import.
3.2Description of the material

5.CHECKLIST FOR RE-EXPORT
5.1Warranty Claim NO. /RMA
5.2RMA/W.C. Date
5.3ERP Code
5.4Material Description
5.536 | P a g e
3.3Fault in the material( in Warranty Claim and also in Job work)

When all these documents reach stores, the people in stores cross-check all the necessary details
from this checklist.
5.2 FLOWCHART FOR THE ENGINEERING STORES:
ENGINEERING STORES PROCEDURE:
37 | P a g e
Taking out the original documents of the initial
import (Bill of Entry, Invoice & Packing List) from records
Packing of the material is done
Entering these Re-Export details in Ship module
Generating the GNREno. (stores document no.)
Enter the Packing Details in Ship module-Item Packing
Generating the GNPS no. (Packing No.)
Handover the documents to Commercial Department
Handover the correct documents to commercials
after editing
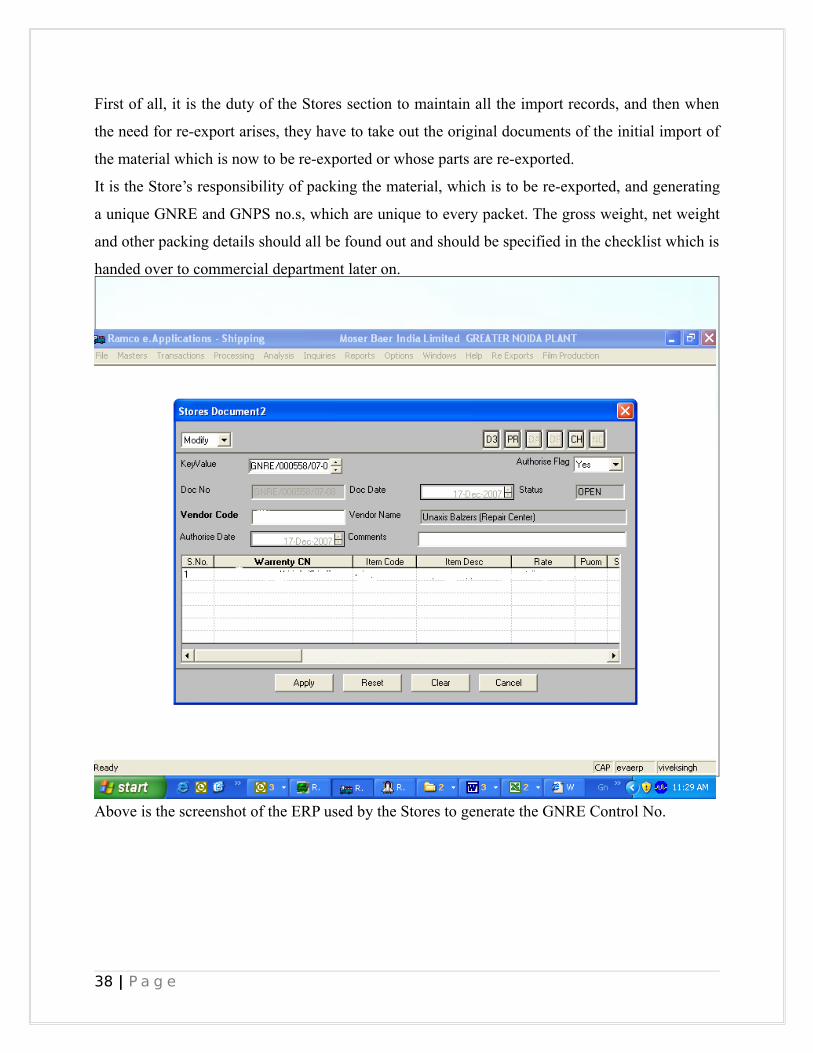
First of all, it is the duty of the Stores section to maintain all the import records, and then when
the need for re-export arises, they have to take out the original documents of the initial import of
the material which is now to be re-exported or whose parts are re-exported.
It is the Store’s responsibility of packing the material, which is to be re-exported, and generating
a unique GNRE and GNPS no.s, which are unique to every packet. The gross weight, net weight
and other packing details should all be found out and should be specified in the checklist which is
handed over to commercial department later on.
Above is the screenshot of the ERP used by the Stores to generate the GNRE Control No.
38 | P a g e

This is the screen in which the Engineering Stores enter the data to generate the unique GNPS No.
5.3 FLOWCHART FOR THE COMMERCIAL DEPARTMENT:
39 | P a g e

COMMERCIAL DEPARTMENT PROCEDURE:
40 | P a g e
Auditing is done
Receiving of docs from Engg stores
Dispatch of the material
GR Waiver, etc are handed over to Excise for preparing
Papers are handed over to Cargo
Checking of docs in front of stores person
Then Assessment of Material
Application for Re-export Permission is Prepared
Handover the application with docs to Excise person for submission with Range Office
Obtain the permission from AC Excise
Shipping details, Packing Details crosschecked with
Shipping Details are entered in the "Re-Export Invoice"
Freight & Insurance are entered in the Re-Export
Invoice is generated along with a Packing list
Invoice & Packing List are sent to F/F with Shipping Bill

The Commercial Department has to undertake a number of responsibilities regarding the process.
First of all, it has to take Permission from the Excise Department, which is such a document
without which the Re-Export can’t take place. For this purpose, the Commercial prepares the
format for the Permission instead of asking Excise to make it and hands it over to Excise to
directly get it signed by the Commissioner and Superintendent in the Range Office. The
Commissioner signs the Permission and allows the process to go on uninterruptedly.
Sometimes, like in cases of Job Work where we know that the material needs refurbishing after a
certain point of time, we can obtain”Advance Permission” from the Excise Department again
saving the time.
6. PERMISSION FROM EXCISE
6.1
Clause 4(i) of notification no. 52/03-which states that the company is allowed to re-export the material described in this letter.
6.2
It includes the details of the initial import of the material which is now re-exported or whose part is re-exported, including its B/E no., shipment no., etc.
6.3
It also includes the description of the material to be re-exported along with its current B/E no., size, weight, etc
6.4
The advance permission for re-export is also mentioned with its date of receipt and the name of the supplier or vendor and that of the customer, i.e MBIL (in our case).
6.5
It is also mentioned in the letter whether this deal is on a non returnable or returnable basis
After this step, the Commercial Department has to prepare an Invoice with the Packing slip for
Re-Export containing the unique Invoice and Packing slip no.s.
41 | P a g e

Commercial Team enters data in the screen given above. They fetch the data from GNRE Control No and other required details fill in the respective column for generating Re-Export invoice.
42 | P a g e
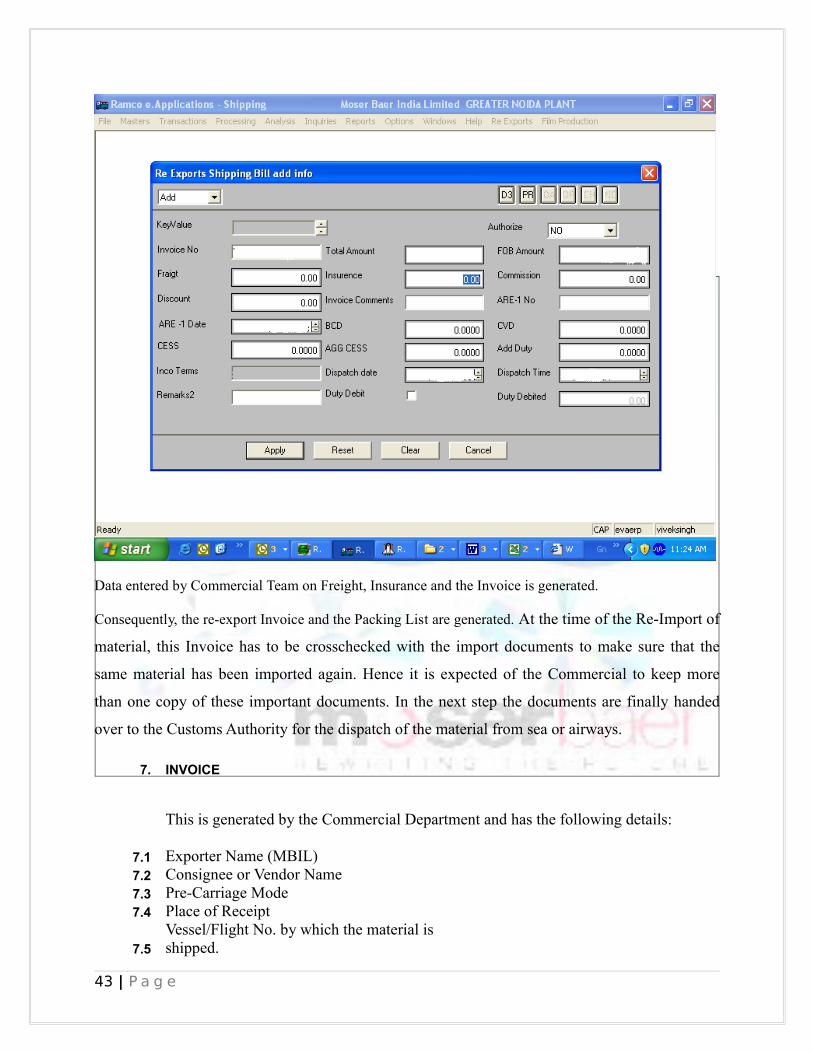
Data entered by Commercial Team on Freight, Insurance and the Invoice is generated.
Consequently, the re-export Invoice and the Packing List are generated. At the time of the Re-Import of
material, this Invoice has to be crosschecked with the import documents to make sure that the
same material has been imported again. Hence it is expected of the Commercial to keep more
than one copy of these important documents. In the next step the documents are finally handed
over to the Customs Authority for the dispatch of the material from sea or airways.
7. INVOICE This is generated by the Commercial Department and has the following details:
7.1 Exporter Name (MBIL) 7.2 Consignee or Vendor Name 7.3 Pre-Carriage Mode 7.4 Place of Receipt
7.5
Vessel/Flight No. by which the material is shipped.
43 | P a g e
7.6 Port of Loading (IGI airport ,New Delhi) 7.7 Port of Discharge 7.8 Final Destination 7.9 Invoice No. & Date
7.10 Permission No. obtained from Excise 7.11 Buyer Name(If other than consignee) 7.12 Country of Origin 7.13 Country of Destination 7.14 Terms of Delivery & Payments (Inco terms) 7.15 Job work(JW) or Warranty Claim(WC) 7.16 W/C no. 7.17 Description of goods 7.18 Quantity, Rate, Value of the goods in INR 7.19 Freight, Insurance, Commission, Disc, 7.20 B/E No.& Date of Import
8. PACKING LIST
It includes the packing details of the material to be re-exported and used along with Invoice.
8.1 Exporter Name (MBIL) 8.2 Consignee or Vendor Name 8.3 Pre-Carriage Mode 8.4 Place of Receipt 8.5 Vessel/Flight No. 8.6 Port of Loading (IGI airport ,New Delhi) 8.7 Port of Discharge 8.8 Final Destination 8.9 Invoice No. & Date
8.10 Permission No. 8.11 Buyer Name(If other than consignee) 8.12 Country of Origin 8.13 Country of Destination 8.14 Terms of Delivery & Payments (Inco terms) 8.15 Job work(JW) or Warranty Claim(WC) 8.16 W/C no. 8.17 Description of goods 8.18 Quantity, Rate, Value of the goods in INR 8.19
Packing Details including Height, Width, Length, Net weight, Gross Weight
8.20 B/E No.& Date of Import
5.4 FLOWCHART FOR THE PROCUREMENT DEPARTMENT:
44 | P a g e

NO YES
45 | P a g e
The Invoice and Packing List prepared by
Commercial are sent to Freight Forwarder
Forwarder sends the Shipping Bill and Checklist
to Commercial
Commercial intimates the Stores
Stores prepare the Gate pass & send it to the
Commercial further prepares ARE-3 documents,
etc.
Stores send these documents to F/F
F/F sends the AWB, Shipping Bill to the
Commercial & Procurement team after boarding it to
Procurement sends the Quotation to Indenter or User
A Quotation is sent by the Supplier about how and what
AWB, Invoice & PL is forwarded to Supplier
Maintenance makes a Purchase Request for Service charges of
material & sends to Supplier with Purchase Request No.
After receiving the material, Supplier checks the material
In JW, the Supplier generates a testing code with an over-
oiling code
The Indenter makes an Indent with a unique Indent No. & sends to
Procurement
Indenter checks the material with the Quotation- Any
Negotiation with the Supplier
Agreement
AdvPost
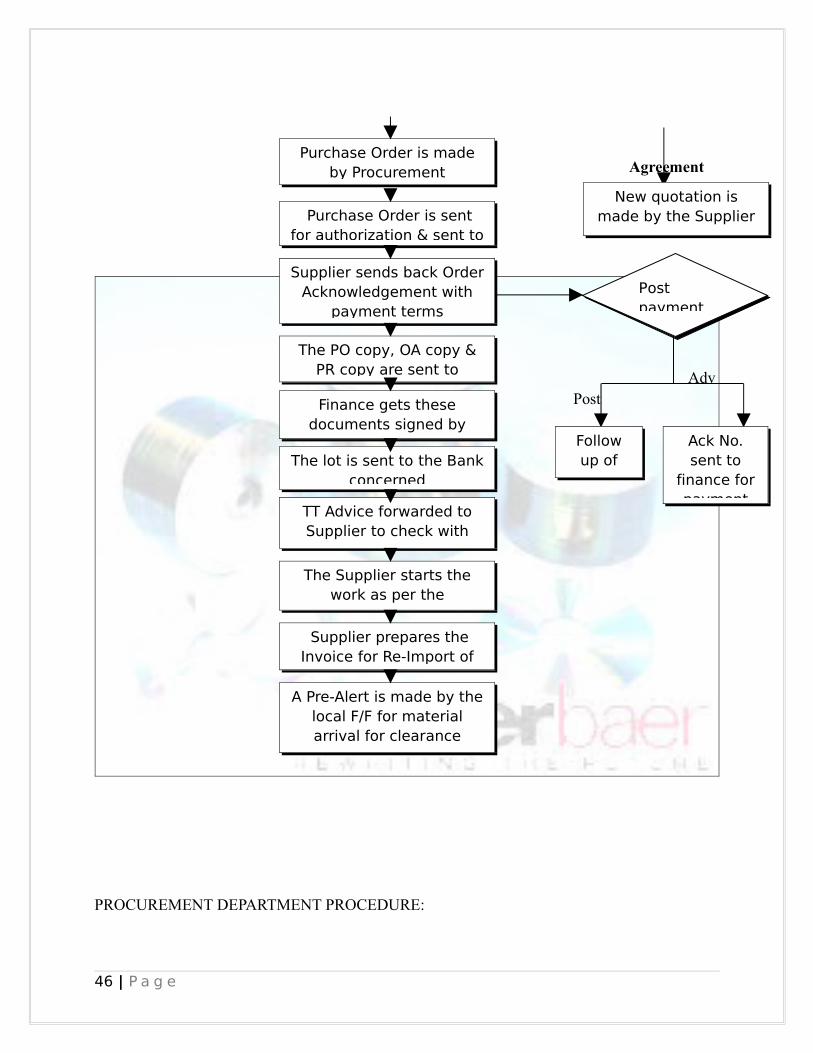
PROCUREMENT DEPARTMENT PROCEDURE:
46 | P a g e
TT Advice forwarded to Supplier to check with
their Bank
Finance gets these documents signed by authorized signatories
The lot is sent to the Bank concerned
The PO copy, OA copy & PR copy are sent to
Purchase Order is sent for authorization & sent to
Supplier sends back Order Acknowledgement with
payment terms
Purchase Order is made by Procurement
The Supplier starts the work as per the requirements
Supplier prepares the Invoice for Re-Import of
A Pre-Alert is made by the local F/F for material arrival for clearance
New quotation is made by the Supplier
Post payment
Follow up of
delivery
Ack No. sent to
finance for payment

RMA can be obtained from either the original supplier from whom the goods were imported
initially or any other vendor who is willing to do it. Generally, in case of Job Work, the material
initially imported is a huge manufacturing machine, which has a number of spare parts, which
regularly need maintenance. In most cases, there is not a single vendor found in India for doing
this job. Hence the company has to make a deal overseas. These decisions are made by the
Procurement Department.
In case of the Inco term of CIF (Cost, Insurance, Freight), MBIL has its own Forwarder while if
it’s Ex-Works, it’s the Supplier’s decision whose F/F should come into play. In the case of FOB,
vendor decides but under a condition that MBIL will pay the duty from plant to the forwarder,
and after F/F, the vendor will pay.
Another important fact about the Procurement Teams Functions apart from the ones mentioned
above are that when the documents for Re-Export are prepared, the value of the goods always has
to be mentioned in INR, which can be converted accordingly by the Supplier on purpose. Just as
in the case of import or Re-Import, supplier also needs the whole bunch of documents correctly
two days before the arrival of a particular shipment.
Coming down to the Purchase Request part, a PR is made only in the case of Job Work and not in
Warranty Claim for the same reason that it’s the duty of the vendor to repair the goods within
warranty.
9. TT ADVICE
It is document from bank used during payment in Re-Export specifying the following:
• Sender's Reference,
• Bank Operation Code,
• Value of the material,
• Date Currency,
• Amount related to the Shipment,
• Customer Name & Address,
• Beneficiary Customer Name & Address
• Details of Charges
47 | P a g e

5.5 OTHER IMPORTANT DOCUMENTS IN RE-EXPORT AND RE-IMPORT
1. BILL OF ENTRY
The documents on the strength of which the custom clearance of re-imported goods can be
affected are known as bill of entry, the form has been standardized by the Central Board of
Excise and Customs (CBEC).
This is a very vital and important document which every importer and re-exporter has to
submit under section 46. Bills of Entry should be submitted in quadruplicate – original and
duplicate for customs, triplicate for the importer and fourth copy is meant for bank for
making remittances. When the material is re-exported for some reason, it is mandatory to
attach a copy of the Bill Of Entry of the import details of the material without which it
cannot be re-exported.
The Bill of Entry for warehousing of material is printed on yellow paper and often called
‘Yellow Bill of Entry’. It is also called ‘Into Bond Bill of Entry’ as bond is executed for
transfer of goods in warehouse without payment of duty.
Contents of Bill of Entry:
• B/E number and date.
• IGM number and date.
• Port of loading
• Name and address of the Importer.
• Name and address of the supplier.
• MAWB NO. , HAWB NO. and date.
• No. of Pkgs and gross weight.
• Invoice no., date and invoice value.
• Freight and insurance value.
• Description and value of goods
48 | P a g e

2. LETTER OF CREDIT
A letter of credit is a signed instrument including an undertaking by the banker of a buyer to pay
the seller a certain sum of money on presentation of documents evidencing shipment of specified
goods and subject to compliance with the stipulated terms and conditions. The terms and
conditions in L/C decide the type of L/C it is.
3. AIRWAY BILL OR BILL OF LADING /DELIVERY ORDER
Airway bill
The receipt issued by an airline company or its agent like Freight Forwarder for the carriage of
goods is called Airway Bill (AWB). The goods are delivered to the Supplier mentioned in the
AWB after identifying himself as the party named in the airway bill as a receiver against payment
of charges, if any.
The airway bill consists of three original copies.
Original 1 (Green) is retained by the carrier issuing the AWB for accounting purposes.
Original 2 (Pink) accompanies the consignment to the final destination.
Original 3 (Blue) is given to shipper as a proof of receipt of the goods for shipment.
Contents of Airway bill:
• Name of the airport of departure and destination.
• Name and address of the consignor, consignee and the first carrier.
• Packing and container description.
• Total number of containers and packages.
• Description of goods in term of quantity.
• Container status and seal number.
• Amount of fright paid or payable.
49 | P a g e

• Signature and initials of the issuing carrier or his agent.
Bill of Lading
The bill of lading is a document issued by the shipping company or its agent acknowledging the
receipt of goods mentioned in the bill for shipment on board the vessel and undertaking to deliver
the goods in the like order and conditions as received to the consignee or his order provided the
freight and other charges specified in the bill of lading has been duly paid. Bill of lading is issued
in the standardized aligned documents format.
4. GOODS RECEIPT NOTE 4.1 GRN Number with Date4.2 Gate Entry No. with Date4.3 Unloading No. with Date4.4 Invoice No. with Date4.5 Permission Order No. (PO No.) With Date
4.6 Vendor Details
a) Form No.b) Air Way Bill (AWB) No.c) AR-3 or B/E No. with Dated) Vehicle Noe) GI Status
4.7 Item Description
a) Inspection Typeb) Acc. Quantityc) PUOM d) Invoice Quantitye) Received Quantityf) Shortage Quantity
g) Rate CHFh) Tax & OthersI) GR Valuej) Remarks
4.8 Quality Check
a) Inspected By(Name and Signature)b) Approved By (Name and Signature)
50 | P a g e

c) Prepared By( Name and Signature)d) Authorized Signatory e) Total Value with Exchange Rate
After the Re-Export process is over or, when the material has been successfully sent to the
foreign Supplier or Vendor, after Replacement or Repair, we have to again import it back which is
termed as Re-Import.
The Re-Import process is similar to the import process only with a difference that the material
which was re-exported earlier against a specific Bill of Entry and Invoice containing details of the
material has to be cross checked with the details of the re-imported material.
5.6 RE-IMPORT PROCEDURE
Import Manifest / Report- Person-in-charge of vessel or aircraft have to submit Import Manifest /
Report. [also termed as IGM - Import General Manifest]. (In case of a vessel or aircraft, it is
called import manifest.) The import manifest in case of vessel or aircraft is required to be
submitted prior to arrival of a vessel or aircraft.
The Invoice sent while Re-Import must be exactly same as the Invoice while Re-Export and
should be sent at least two days before arrival of the material. If not so, it is sent back for revision
and then it is forwarded again to the Commercial and Procurement team.
Every F/F has a counterpart in other countries in the entire world. If any of these intermediaries
makes any mistake then the Company does not directly contact their offices, instead the
Procurement Department contacts the Logistics Team first, then the Logistics contacts the local
Freight Forwarder in the Country, then finally The F/F contacts its counterpart in that particular
country to which the Supplier belongs, and then they are asked what and where the problem is
occurring.
51 | P a g e

If the report / manifest could not be submitted within prescribed time, person-in-charge or any
person specified as responsible by a notification is liable to penalty up to Rs 50,000. IGM can be
submitted electronically through floppy where EDI facility is available.
IGM includes information like date of arrival of vessel or aircraft, details about cargo, consignee
name, number of packages, description etc.
This also enable importer to file ‘Bill of Entry’ in advance.
Grant of Entry Inwards by Customs Officer - Unloading of cargo can start only after Customs
Officer grants ‘Entry Inwards’.
An E-mail with subject as “Pre Alert” is received by Commercial Department of [MBIL] at
least 2 days before the arrival of shipment at the port of destination with attachments
52 | P a g e
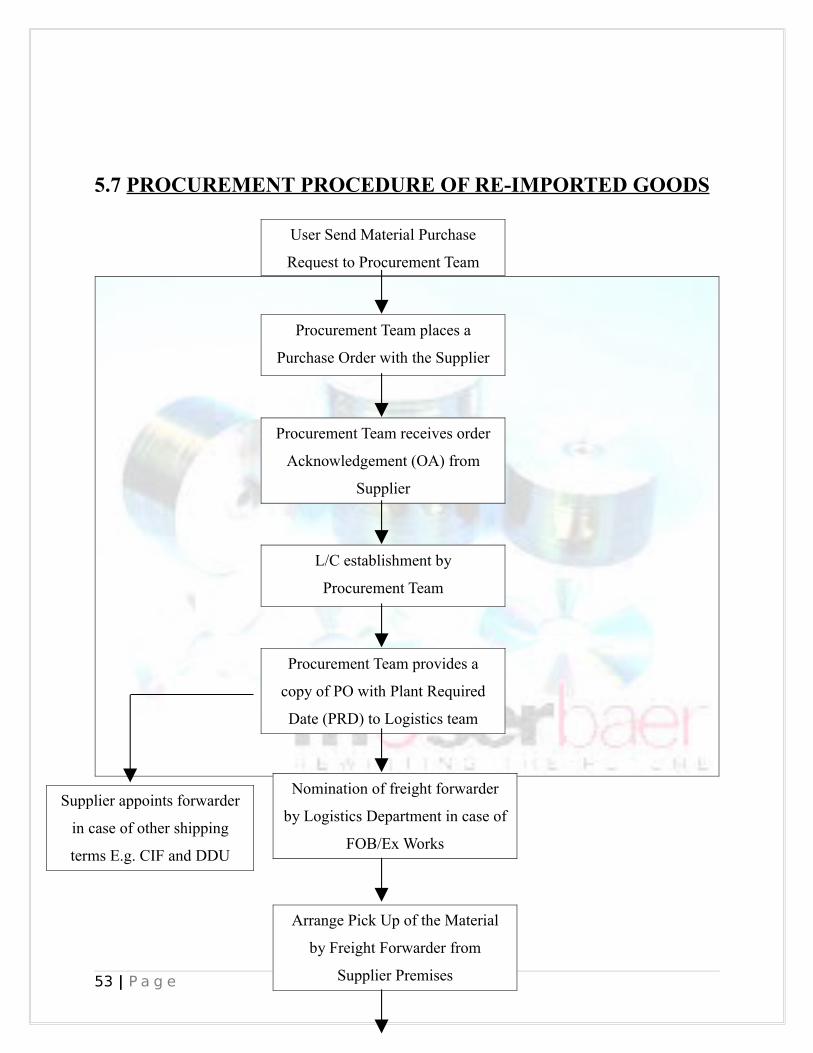
5.7 PROCUREMENT PROCEDURE OF RE-IMPORTED GOODS
53 | P a g e
User Send Material Purchase
Request to Procurement Team
Procurement Team places a
Purchase Order with the Supplier
Procurement Team receives order
Acknowledgement (OA) from
Supplier
L/C establishment by
Procurement Team
Procurement Team provides a
copy of PO with Plant Required
Date (PRD) to Logistics team
Nomination of freight forwarder
by Logistics Department in case of
FOB/Ex Works
Arrange Pick Up of the Material
by Freight Forwarder from
Supplier Premises
Supplier appoints forwarder
in case of other shipping
terms E.g. CIF and DDU
1. Prime InfoTech, New Delhi2. Pinnacle n, Mumbai3. Affix Techno, Mumbai4. Bangalore5. India Films, Mumbai6. D-Ram Enterprises, Mumbai7. r InfoTech, Bangalore8. Neutron Electronic Systems Pvt. Ltd., Mumbai9. Unicom 10. Avaya Global Connect, Hyderabad11. Genesis12. E-Tech
6. ANALYSIS
54 | P a g e
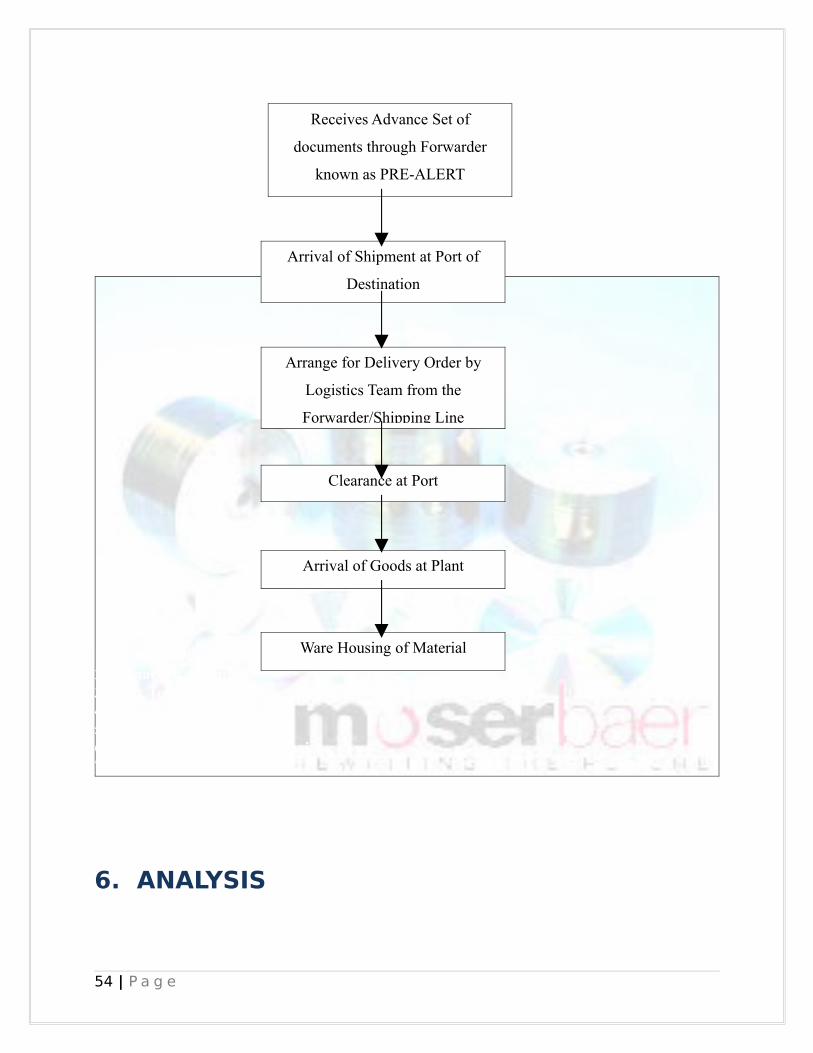
Receives Advance Set of
documents through Forwarder
known as PRE-ALERT
Arrival of Shipment at Port of
Destination
Arrange for Delivery Order by
Logistics Team from the
Forwarder/Shipping Line
Clearance at Port
Arrival of Goods at Plant
Ware Housing of Material

The data collected from various primary sources or the various departments involved in the Re-
Export business was used to draw conclusions to make our project successful. Although we have
studied the whole Re-Export v/s Re-Import process but analysis has been done only on the data
provided by the three departments mentioned in Interim Report as well: Maintenance,
Engineering stores and Commercial department. Data was analyzed up to the stage when the
material is dispatched from the local airport for Re-Export since our project title is Re-export
Process Improvement and Re-export ends when the material is successfully sent from here and
the Air Way Bill and Shipping Bill are received. The data collected by all the departments is
given in Annexure (only a portion of it).
We were given a data of when and from where each and every document was prepared. Every
document along with the dates starting from October, 2008 against a specific Invoice No. or Bill
of Entry No. was mentioned in this data. Other details like the description of the material,
quantity, supplier’s name, etc. were also given in the data for further reference.
Our job was to find out the time taken by each activity. For this, we analyzed these given dates to
calculate the difference of the previous two dates. E.g. the date for the handing over the
documents from Stores to Commercial department was given as 2nd October, 2008 and the
date for the preparation of Invoice and other similar documents was given as 15th October,
2008. So our time taken calculated would be (15-2) + 1 = 14 days. Similarly we computed the
time taken for all activities in all three departments. But this time was calculated based on a few
assumptions.
i. Standard Deviation: First of all, the Standard Deviation calculated for the figures of all
the 42 entries of JW and 29 entries of WC, starting from October till March (approx.),
was quite big a value for most of the considered activities, and so the conclusions derived
from such a data would not be reliable enough. For example, for activities of Job Work
Receiving of RMA
Handover docs from stores to
comm
Correct docs handed over
Preparation of
Application
Applying for
Permission
Permission
granted
Preparation of Docs
Docs Sent to
F/F
Shipping Bill
received from F/F
ARE-1 received
11 23 24 2 2 5 8 0 1 1
5 11 14 1
Similarly for Warranty Claim:
55 | P a g e

Receiving of RMA
Handover docs from
stores to comm
Correct docs
handed over
Preparation of
Application
Applying for
Permission
Permission
granted
Preparation of Docs
Docs Sent
to F/F
Shipping Bill
received from F/F
ARE-1 receiv
ed
48 16 19 3 1 4 8 3 2 1
5 9 11 2 6 1
The values in the green row give the values of the standard deviations found out for 42 entries of
different activities of Job Work and Warranty Claim respectively, including those entries which
have highly varying values affecting the standard deviation gravely. While the values in the
yellow row are the Revised Standard Deviations excluding those highly fluctuating values.
Keeping the revised standard deviations in mind, we removed these fluctuating values from our
data and calculated the average for JW and WC cases.
Consequently, we arrived at the following findings:
6.1 WARRANTY CLAIM AVERAGE TIME CALCULATION:
ACTIVITYR
MA
rece
ived
Do
cu
me
nts
fro
m s
tores
to
Co
mm
ercia
ls
Co
rrec
t d
oc
um
en
ts fro
m s
tores
to
Co
mm
ercia
ls
Pre
pa
ring
the
A
pp
lica
tion
Ap
plyin
g fo
r P
erm
iss
ion
Gra
nt
Perm
issio
n
Pre
pa
ring
the
D
oc
um
en
ts
Se
nd
the
Do
cs
to
F/F
Re
ceive
the
S
hip
pin
g B
ill fro
m F
/F
Dis
pa
tch
ing
th
e M
ate
rial
(afte
r rec
eivin
g S
B)
56 | P a g e

No
. of
Day
s h
acti
vity
fo
r d
iffe
ren
t en
trie
s0 0 0 0 0 3 0 0 0 04 1 4 4 7 8 9 1 5 33 2 10 4 8 5 30 2 18 205 9 6 18 6 12 8 3 12 127 8 48 4 28 6 12 59 15 36 5 16 9 16 36 6 27 6 9 18 161 11 61 13 44 193 12 28
13 30 14 64 16 18 20 23 33
50 TOTAL DAYS
TAKEN418 251 192 54 21 247 80 6 63 40
AVG TIME TAKEN 14 9 7 2 1 10 3 1 3 2
So we can see from the above table that in case of Warranty Claim, the average time comes out to
be quite high for a few activities like ‘Receiving of RMA from the Supplier’, 14 days and also
in ‘Getting the permission from Excise’, which is 10 days. Though, it was found out that the
ideal time for them is 2 or 3 days after performing these activities ourselves.
6.2 JOB WORK AVERAGE TIME CALCULATION:
Similarly, in case of Job work the following findings were arrived at:
ACTIVITY
RM
A re
ceive
d
Do
cu
me
nts
from
sto
res
to
Co
mm
ercia
l
Co
rrec
t do
cs
fro
m s
tores
to
C
om
me
rcials
Pre
pa
ring
the
A
pp
lica
tion
Ap
plyin
g fo
r P
ermiss
ion
Gra
nt
Perm
issio
n
Pre
pa
ring
the
Do
cu
me
nts
Se
nd
the
D
oc
s to
F/F
Rec
eive
the
S
hip
pin
g B
ill fro
m F
/F
Dis
pa
tch
ing
th
e M
ate
rial
(afte
r rec
eivin
g S
B)
57 | P a g e

No
. of
Day
s ta
ken
by
each
act
ivit
y fo
r d
iffe
ren
t en
trie
s
0 0 0 0 0 3 0 0 0 0
1 16 2 6 4 16 14 2 14 16
2 3 6 2 2 5 4 4 36 22
4 12 10 6 9 35 9 12 3
20 7 12 10 11 24 4 6 8
11 18 7 6 44 24 8 15
13 20 10 14 13 14 11 42 75 14 18 30 16 16 42 70 34 23 41
18 44
19 130
21 98
23 118
25 133
26 137
30 138
37 173
46
140 TOTAL DAYS
TAKEN83 536 89 30 15 232 68 6 76 49
AVG TIME TAKEN 3 11 2 1 1 3 25 1 1 1
So in this case, we can see that two activities are taking a very long time, namely ‘Time taken in
handing over the documents from Stores to Commercial’ which is 11 days and secondly,
‘Time taken in preparing the documents by Commercial’ which is 25 days, way beyond the
prescribed time.
6.3 FINDING OUT THE CRITICAL PATH
58 | P a g e

Now we have used a different approach to find out which activities can be removed in case we
want to shorten the process. For this we have applied the method known as Critical Path Method
(CPM).
• The critical path method (CPM) is a network-planning model
– Uses a network diagram with nodes and arcs depicting project activities and
relationships between them, respectively
• activity-on-nodes (AON) diagram
– Time estimates are deterministic
– Basic idea:
– A project is made up of a sequence of activities that form a network representing a
project
– The path taking longest time through this network of activities is called the
critical path
– The critical path provides a wide range of scheduling information
– CPM helps to identify the critical paths in the project networks
a) For Warranty Claim
A- RMA received
B- Docs received from stores to commercial
C- Correct docs received
D- Preparation of Application
E- Applying for Permission
F- Permission grant from Excise
G- Preparation of documents
H- Documents forwarded to F/F
I- SB received from F/F
J- Dispatch of material
14 27 27 37 37 40
59 | P a g e
Activities
Preceding Activities
Normal time
(Days)
A - 14B A 9C A 7D C 2E D 1F B 10G F 3H G 1I H 3J I 2
B (9)
G (3)
F (1

14 27 27 37 37 40
0 14 40 41 41 44 44 46
0 14 40 41 41 44 44 46
14 21 21 23 23 24
30 37 37 39 39 40
This is a CPM diagram given above showing different activities. In this, the path with the red
arrows is the calculated Critical Path, which includes activities A, B, F, G, H, I, J. The
numbers written on the top of the activities in red color are the Early Start & Early Finish times
of the activities. While the numbers on the bottom in green color are the Late Start & Late Finish
times of the activities.
Activity Early start Early finish Late finish Late start Slack timeA 0 14 14 0 0B 14 27 27 14 0C 14 21 37 30 16D 21 23 39 37 16E 23 24 40 39 16F 27 37 37 27 0G 37 40 40 37 0H 40 41 41 40 0I 41 44 44 41 0J 44 46 46 44 0
So activities C, D and E, which have a slack time of 16 days, can be adjusted somewhere else too
and there time can be reduced to a great extent while the other activities cannot be adjusted
anywhere else having a slack time of 0 days. The critical path time is 46 days so we can say that
in cases of Warranty Claim the whole process must not take more than 46 days time.
b) For Job Work:
60 | P a g e
A (1
H (1)
J (2)
C (7)
I (3)
E (1)
D (2)

A- RMA received
B- Docs received from stores to commercial
C- Correct docs received
D- Preparation of Application
E- Applying for Permission
F- Permission grant from Excise
G- Preparation of documents
H- Documents forwarded to F/F
I- SB received from F/F
J- Dispatch of material
3 14 14 16 16 41
3 14 14 16 16 41
0 3 41 42 42 43 43 44
0 3 41 42 42 43 43 44
3 5 5 6 6 7
37 39 39 40 40 41
Activity Early start Early finish Late finish Late start Slack timeA 0 3 3 0 0B 3 14 14 3 0C 3 5 39 37 34D 5 6 40 39 34E 6 7 41 40 34F 14 16 16 14 0G 16 41 41 16 0H 41 42 42 41 0I 42 43 43 42 0J 43 44 44 43 0
61 | P a g e
Activities
Preceding Activities
Normal time
(Days)
A - 3B A 11C A 2D C 1E D 1F B 2G F 25H G 1I H 1J I 1
A (3)
B (1
H (1)
J (1)
C (2)
I (1)
E (1)
D (1)
G (2
F (2)
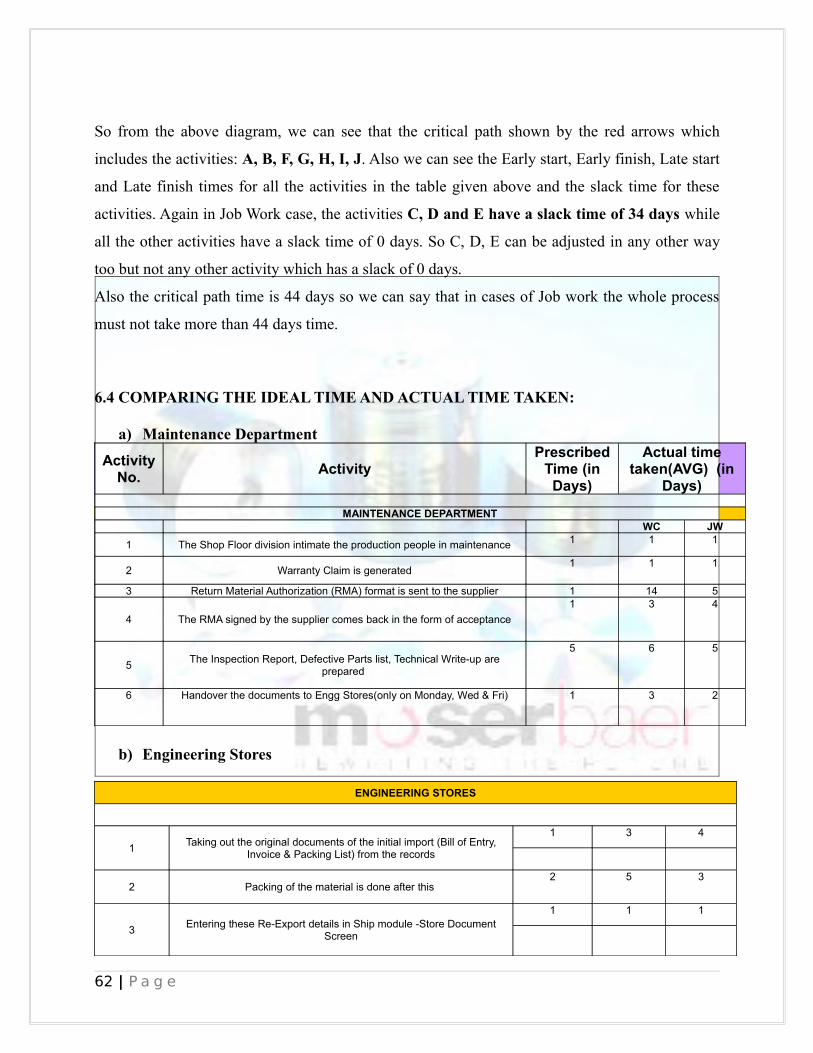
So from the above diagram, we can see that the critical path shown by the red arrows which
includes the activities: A, B, F, G, H, I, J. Also we can see the Early start, Early finish, Late start
and Late finish times for all the activities in the table given above and the slack time for these
activities. Again in Job Work case, the activities C, D and E have a slack time of 34 days while
all the other activities have a slack time of 0 days. So C, D, E can be adjusted in any other way
too but not any other activity which has a slack of 0 days.
Also the critical path time is 44 days so we can say that in cases of Job work the whole process
must not take more than 44 days time.
6.4 COMPARING THE IDEAL TIME AND ACTUAL TIME TAKEN:
a) Maintenance Department
Activity No.
ActivityPrescribed
Time (in Days)
Actual time taken(AVG) (in
Days)
MAINTENANCE DEPARTMENT WC JW
1 The Shop Floor division intimate the production people in maintenance 1 1 1
2 Warranty Claim is generated1 1 1
3 Return Material Authorization (RMA) format is sent to the supplier 1 14 5
4 The RMA signed by the supplier comes back in the form of acceptance
1 3 4
5The Inspection Report, Defective Parts list, Technical Write-up are
prepared
5 6 5
6 Handover the documents to Engg Stores(only on Monday, Wed & Fri) 1 3 2
b) Engineering Stores
ENGINEERING STORES
1Taking out the original documents of the initial import (Bill of Entry,
Invoice & Packing List) from the records
1 3 4
2 Packing of the material is done after this 2 5 3
3Entering these Re-Export details in Ship module -Store Document
Screen
1 1 1
62 | P a g e

4 Generating the GNRE no. (Stores document no.) 1 1 1
5 Enter the Packing Details in Ship module-Item Packing Screen 1 1 1
6 Generating the GNPS no.(Packing No.) 1 1 1
7 Handover the documents to Commercial Department 5 9 13
8 Handover the correct documents to commercials 1 7 3
c) Commercial Department
COMMERCIAL DEPARTMENT
1 Application for Re export Permission Prepared 2 2 1
2Handover the application along with docs to Excise for further
submission with excise range (Applying for Permission)1 1 1
3 Obtain the permission from AC excise 2 10 9
4Then an Invoice report is generated(Re-export Invoice) along with a
Re-export Packing list2 3 28
5Invoice & Packing List are Sent to Freight Forwarder for checklist with
Shipping Bill No.1 1 1
6After getting the checklist and shipping bill, mail is sent to stores for
Gate Pass.1 3 2
7All documents with GR Waiver are handed over to Excise Section for
preparing ARE-1 & another document.2 5 1
8All documents are handed over to the store for dispatch of the
material.1 2 2
9 Total time for Dispatch of the material 10 16 13
After full calculations, we arrived at the result that, in cases of Warranty claim, an average of 60
days (72 - (12 Sundays and non working days) = 60 days) is taken, where 72 days is the initial
average time calculated and an average of 12 non working days have been found out in every
WC entry.
Similarly in cases of Job Work, an average of 43 days is taken (53 – (10 Sundays and non
working days) = 43 days), where 53 days is the initial average time calculated and an average of
10 non working days have been found out in every JW entry.
63 | P a g e
Though we know that the whole process must take not more than 15 days in any of the two cases,
be it Job Work or Warranty Claim, yet our actual time comes out to be way more than the ideal
time. This means we have to perform an analysis of where and why the gaps are occurring.
6.5 IDENTIFICATION OF GAPS IN THE PROCESS:
GAP 1
Delay in receiving RMA or receiving incorrect RMA from the Supplier taking up to 14 days in
WC and 5 days in JW.
Impact: This leads to delay in preparation of documents by Maintenance team leading to further
delay of work at stores to Commercial and so on.
GAP 2
Documents are received from the Maintenance to Stores not as per the target date set, i.e. within
a minimum of 1 day; instead it is taking an average of 3 days in WC and 2 days in JW.
Impact: late receiving of intimation leads to late processing of documents which leads to delay in
export of goods, which further leads to loss of money to the company. It can also lead to expiry of
the Shipping Bill which remains valid for just 7 days from the day of its generation, after which a
new Shipping Bill is to be filed.
GAP 3
Documents from Maintenance are received by Engineering Stores only on Mondays, Wednesdays
and Fridays.
Impact: Receiving documents on Fridays leads to non processing of documents as on the rest of
the days of the week, namely Tuesday, Thursdays and Saturdays. This again causes loss to
company in terms of Shipping Bill Expiry or Warranty period getting over for the material to be
re-exported (in case of WC) which means that now the supplier would take the service charges.
GAP 4
64 | P a g e
Documents are received from the Stores to Commercial department not as per the target date set,
i.e. within a minimum of five days from the receiving of documents from Maintenance. This
activity in actual is taking an average of 9 days in WC and 13 days in JW.
Impact: Late receiving of intimation leads to late processing of documents which leads to delay
in export of goods, which further leads to loss of money to the company. It can also lead to expiry
of the Shipping Bill which remains valid for just 7 days from the day of its generation, after
which a new Shipping Bill is to be filed.
GAP 5
Documents from Stores are received by Commercial department only on Wednesdays and
Saturdays.
Impact: Receiving documents on Fridays and Saturdays leads to non processing of documents as
on weekends documents cannot be processed, shifting the work up till Monday. This again
causes loss to company in terms of Shipping Bill Expiry or Warranty period getting over for the
material to be re-exported (in case of WC) which means that now the supplier would take the
service charges.
GAP 6
Delay in getting Permission from Excise Range is quite considerable since in WC, an average of
10 days is taken and in JW, an average of 9 days is taken. This may occur due to
1. Delay in receiving documents from Excise team
2. Non-availability of issuing authority (Superintendent of Excise) at office.
3. Query raised by Excise Superintendent
4. Not technologically advanced enough.
5. Wrong description, wrong value of goods, etc. with accordance to the Invoice and
other documents may lead to non issue of the document till amended copy of
request is received.
Impact: This again delays the shipping of the material, since without Excise Permission, Airway
Bill cannot be filed. This can lead to late clearance of goods, may lead to direct and indirect
losses as demurrage charges while re-import, being a hindrance in an essential business activity
because of non availability of material.
65 | P a g e

GAP 7
If any two documents passed on from one department to another are dissimilar in one way or the
other (description of the material, value of the material, etc.), it acts as another major hindrance.
Impact: This leads to non movement of goods even after they are cleared from the port, this may
attract demurrage for the cargo and late availability of the material at the plant which account to
heavy cost due to stoppage in production.
GAP 8
The logistics team relies on outside freight forwarder which many a time leads to not accurate
service levels.
Impact: May lead to late pick up of goods from suppliers premises, more cost, and less quality
service level. This gives hard time to the supplier as well as the company tracing for the
forwarder and send him frequent reminders for the service.
GAP 9
The Warranty Claim No., the Job Work No., GNPS No., GNRE No., etc. are sometimes not
generated and take time.
Impact: This leads to delay in the whole process again leading to greater losses.
GAP 10
Last but not the least, in fact one of the most important reasons for holdups in the re-export
process is the difference between the descriptions of the material in the documents of the Supplier
and the Customer, which is Moser Baer.
Impact: It creates a lot of inconvenience for both the buyer and the vendor leading to delay in
further activities as most of the time is taken in correction of documents.
*DETENTION: Detention is a term that crops up when we are talking of the ways in which
losses occur to the company applying re-export business. Detention occurs when the company’s
Logistics team has successfully transported the goods to Freight Forwarder’s authority, to be
66 | P a g e
further re-exported and then the material keeps lying at F/F’s warehouse for a long time leading
to delay in clearance and payment of detention charges.
67 | P a g e

6.6 PROBLEMS FACED
1. Demurrage Charges: An important term that needs mentioning here is ‘Demurrage’.
Demurrage is a form of a major loss in the business of re-import. 50 % of the losses
arising from re-export, borne by the company are paid in the form of demurrage charges.
After expiry of the stipulated free period, i.e., 72 hrs, if the total time between ATA and
generation of the Gate Pass exceeds 120 hrs, Demurrage charges will be levied on
cumulative basis inclusive of holidays from the date and actual time of arrival of flight, as
follows:
SN
Type of cargo
PeriodRate per Kg per
Day
Minimum rate per
consignment
1
General Cargo
Up to 120 hrs including free period Re. 1.30Between 120 hrs and 720 hrs Rs. 2.60beyond 720 hrs Rs. 3.90
Rs. 295
2
Special cargo
Up to 120 hrs including free period Rs. 2.60Between 120 hrs and 720 hrs Rs. 5.20beyond 720 hrs Rs. 7.80
Rs. 580
3 Valuable
Cargo
Up to 120 hrs including free period Rs. 5.20
Between 120 hrs and 720 hrs Rs. 10.40beyond 720 hrs Rs. 15.60
Rs. 1160
2. Non availability of any designated person at port at the required time like Appraisers,
Superintendent etc.
3. Technical problems like system failure, etc.
68 | P a g e

4. Cases of government holidays, Sundays, etc may also create problems in smooth
clearance of goods.
5. The Range Office not technologically advanced enough to use internet for performing all
Permission related formalities through mail and so they take maximum time and require
physical labor.
6. The mismatch in the ERP codes of the Supplier and buyer due to the fact that the
companies in foreign countries are far more technologically advanced than the ones in
India. The ERP system installed in their offices is far more superior to the systems
installed in MBIL and so a lot of inconvenience is created.
These problems are temporary and may affect the clearance procedure during particular phase
of time. Suitable action should be prepared according to the situation at that point of time.
Pro-active approach to these kinds of problem might give an edge in solving these problems.
69 | P a g e
7. RECOMMENDATIONS
REDUCING GAPS
FOR GAP 1
A pre-intimation to the Supplier must be made that the RMA format will be forwarded to him on
a particular date so that the Supplier can also prepare himself and does not become a cause of
holdup in the process of the Customer.
This gap can also be reduced by following the concept of Non- Returnable Basis, which was
explained in the beginning or re-export process explanation. This concept saves time to a great
extent since the material is received before the required documents and faulty material. But this is
not practical enough in every case since Supplier might not always give his consent for such a
request.
So, we can say by adopting the above methods, we can reduce the time taken by this activity
from 14 days, in case of WC and 5 days in case of JW, to a maximum of 3 days. We have arrived
at this result of three days in the following manner:
Day 1: Intimation from the maintenance department over phone or e-mail.
Day 2: Receiving of the format for RMA
Day 3: Signing the format and filling up the necessary details.
FOR GAP 2 AND 4
The Maintenance Team and the Engineering Stores at the time of the intimation must agree to
forward the set of documents through EMAIL to Stores and Commercial Department,
respectively. This will help the departments to start working on the available documents in prior
and if the Stores delay the original documents, Commercial team can remind them and resolve
the issues.
By these methods we can limit our process time to just 1 day in both WC and JW cases. Since
one day is required to send the documents from one department to another. In fact, sending them
through mail is even faster taking a few minutes. If the departments forward the documents
through Internet first before manually passing them on to another department, a lot of time can be
saved since the preceding department can start working with the soft copies of the documents till
70 | P a g e
the time the hard copies reach them. Also we observed that most of the documents are designed
on computer systems only, like Permission format, Invoice etc. so whatever information they
want, if it is directly sent them by mail, it will require lesser time and physical work.
So we arrive at the result that this particular activity can be done in a single day.
FOR GAP 3 AND GAP 5
The documents are taken by Stores only on Mondays, Wednesdays and Fridays from
Maintenance while the Commercial takes them only on Wednesdays and Saturdays from the
Stores; this leaves the rest of the week unutilized. Although we can suggest that the documents
can be obtained throughout the week but then it creates inconvenience since the Permissions with
other documents keep piling up in the Excise Range Office and are not processed or signed every
day. This has something to do with the rules and regulations of the Range office and
Commissioner, Superintendent, etc. are the ones concerned with it. So we can’t tackle this
situation straightaway. Though we can switch the days of documents from Wednesdays and
Saturdays to instead, Mondays and Wednesdays (in case of Commercial from Stores) and instead
of Fridays to Thursdays (in case of Stores from Maintenance) so that the documents can reach the
Excise Range before Saturdays as it is a five day working week in Range office and no
Permission gets signed on Saturdays. While in the manufacturing plant of Moser Baer, it is a six
day working week.
FOR GAP 6
Gap 6 states:
1. Delay in receiving documents from Excise team
2. Non-availability of issuing authority (Superintendent of Excise) at office.
Excise Permission is self-certifying certificate which company with good export record has to
take as a permission to carry forward the Re-export process. This Permission requires to be
verified by the Superintendent and hence consumes a lot of time and cost. The average time,
which can be calculated here, will be
Preparing Permission for all consignments in 1 day : 2 man hours (a)
71 | P a g e

Transporting the Permission format to central excise
Range Office from greater Noida plant and back : 1.30 man hours (b)
Receiving signed Permission : 2-3 man hours (C)
Time expected to prepare final Permission : 2 man hours (d)
Hence this process is expected to take a minimum of 3.30-4.30 man-hours daily (a + b + c - d)
which can be reduced if the Permission is obtained over Internet. These 4.30 hrs can be reduced
to a few minutes if the documents are not taken manually and the Permission is signed
electronically. Also Permissions cannot be prepared if the person taking the Permission to Range
Office reaches after 6 pm since at 6 pm the office of Central Excise closes and for getting a
Permission we have to wait till next day. This procedure of electronic authorization is also
expected to save transportation costs. Apart from this, as already stated in above suggestion, the
Saturdays are not working days in Excise. This again acts as an impediment in the whole process
and if the Permissions reach after 6 pm on Friday, then they will keep lying for the next two days
up to 10 am on Monday.
3. Not technologically advanced enough.
These have only one solution that the Range office needs to get a little technologically sound so
that no documents have to be taken to the office manually helping in reducing the time from days
to a few minutes.
4. Wrong description, wrong value of goods, etc. with accordance to the Invoice and other
documents may lead to non issue of the document till amended copy of request is received.
The documents filed for Re-Export must be as per the Bill of Entry of the initial import. While
the Bill of Entry and other documents of the Re-Import must be filed in accordance to the Invoice
of re-export. A number of checks must be applied to avoid any trouble later on as the customs
authority is very rigid in this regard. They don’t entertain any variations of the slightest nature
between any documents in relation to custom clearance.
FOR GAP 7 AND GAP 8
The company has two options for solving this issue
72 | P a g e

1. The company should hire reputed freight forwarders with proven records of efficient service in
their area of operation.
2. Since MBIL is 100% EOU and produces for exporting only except some permitted sale in DTA,
its goods are exported and imported to/from all over the world.
For this it has to take services of freight forwarders who are external agencies and transport
goods on the company’s behalf.
MBIL has its presence in most of the nations and if MBIL could start up with its own Logistics
Subsidiary which will be responsible of transporting the goods and forwarding the goods from
suppliers end to the main plant or the desired location shall increase the level of quality, speed
and service levels in comparison to existing services significantly. Moreover the commission,
which the freight forwarders charge around 7 to 8 %, could be saved. The new company could be
used for exporting finished goods to foreign locations also.
This project might attract huge investments in its initial stages but will be profitable in long run
for the company. It will reduce the logistics cost over the period and if successful might even
serve other companies to earn large profits.
A careful analysis of this project shall give a much clear and feasible picture.
FOR GAP 9 AND GAP 10
The ERP system used by MBIL is quite an old version. Major ERP system failures occur
frequently leading to slow generation of Warranty Claim No., the Job Work No., GNPS No.,
GNRE No., etc. It also does not match up with those of the highly advanced and latest versions of
ERPs of the foreign Suppliers. Although this might seem to be a minor problem but the
consequences are big. Due to this mismatch, there occurs a difference in the description of the
material re-exported from MBIL and the description of the same material re-imported. As already
stated earlier that the customs authority here is quite rigid in these issues and so any changes of
this sort are not entertained and the documents are sent back to the Supplier for rectification
involving double time wastage and inconvenience.
For this, either newer versions of ERP systems should be installed in MBIL for both solving this
problem and also for speeding up the process, or a Six Sigma project should be undertaken to
come to an agreement with the frequent foreign suppliers of the company like, AWM
73 | P a g e

MOLDTECH, Switzerland, HITACHI High Technical Corporation, Japan, etc. A Six Sigma
project is always a lengthy process so a proper team should be formed to arrive at good results.
8. CONCLUSIONS AND FINDINGS:
74 | P a g e

We can conclude from our findings above that the process of Re-Export can be completed within
a very short time span as compared to the time taken currently by the company.
As we have calculated above that in case of Warranty Claim, the average time taken is 60 days
while in that of Job Work, it is 43 days which is way beyond the prescribed time of 15 days for
the whole process.
Although after our recommendations, we have been able to reduce this time to a great extent.
This reduction in time is shown here:
Receiving of RMA--------3 days
Documents handed over from Stores to Commercials-------5 days
Correct Documents handed over from Stores to Commercials-------4 days
Preparation of Application--------1 day
Applying the Permission--------1 day
Permission grant----------3 days
Preparation of Documents------- 12 days
Send the documents to F/F-------1 day
Receiving the Shipping Bill from F/F------1 day
Dispatch of material-------1 day
Total time taken = 3 + 5 + 4 + 1+ 1 + 3 + 12 + 1 + 1 + 1 = 32 days.
So for Warranty Claim we have reduced the time by 60 – 32 days = 28 days. While for Job
Work, we have reduced the time by 43 – 32 = 11 days.
IN TERMS OF COST
A. It is clear that MBIL saves a huge amount by re-export of the material for refurbishing,
repair, replacement, etc. instead of buying new material altogether. The machine, which is
the most used for the manufacturing of CDs and DVDs, uses some specially designed
mirrors, which are imported from foreign suppliers. These mirrors are the regular items
sent for refurbishing under the re-export process, and so we have taken them as a basis to
arrive to the conclusions and findings for our project. The results drawn by us regarding
the operational activities of the company are as follows:
• If we talk about the cost then, a new mirror costs up to 12 lakhs.
75 | P a g e

• Depending on the type of the mirror, the cost varies between Rs. 180000 to Rs. 12 lakhs.
• While refurbishing of such a mirror through re-export accounts for very less depending on
the requirements of the mirror, whether it needs polishing or any other servicing as well.
• The cost of polishing of the mirror varies from Rs. 32000 to Rs. 3 lakhs.
So we can clearly see that re-export of such materials is far less expensive than an entirely new
purchase.
B. While for the costs associated with reducing time taken in re-export v/s re-import, the
costs are reduced in the following ways:
• In the form of lesser Demurrage charges while re-import
• In the form of keeping the material to be re-exported within the Warranty period after which it will expire and the services charges will be applicable.
• For completing the process before seven days after the receiving the Shipping Bill from F/F.
• In the form of reduced Detention charges.
Hence it is advised that MBIL should continue with its present system of Re-Export by adopting
the methods given above for further process improvement as it might further prove to be
financially beneficial for the company compared to the present savings related to Re-export.
IN TERMS OF SERVICE LEVEL
Apart from the cost criteria, at the service level, MBIL has been doing quite well by maintaining
a huge inventory of material to be re-exported. Being such a huge firm, the warehouses, which
require huge spacing and maintenance, have been effectively managed. The company has two
warehouses names ESP1 and ESP3.
As we have discussed above that one single mirror is so expensive that even if we order an extra
3 or 4 mirrors, it would cost us 3 * 1200000 = Rs. 4200000 over and above our normal charges.
76 | P a g e
So it is a vital decision that how much inventory is to be maintained and what should be the
Safety Stock to keep our process going.
• The optimum inventory maintained by Moser Baer for Mirrors is approximately 150 to
200 mirrors at a time, which means 150 * 1200000 = Rs. 180000000 to 200 * 1200000 =
Rs. 240000000. This is decided according to the consumption rate, which varies from 5 to
6%.
• An extra inventory of 6 mirrors is always kept for emergencies.
• The Safety Stock maintained for these mirrors is 20 % of the current inventory, which is
0.20 * 200 (say) = 40 mirrors.
• The holding cost for the material is around 8% of the total cost which is counted as
depreciation in the Company’s Profit & Loss account.
• The consumption rate of these mirrors 5 %, on an average
• Also the company always has to keep one item insured for emergencies, (1 insured
mirror in case of 150 mirrors).
We have seen above that we have reduced the total lead time for the whole re-export process to
just 32 days from 60 days of WC and 43 days of JW.
So for 32 days of the re-export process, we have a reduced inventory as well. Where we
maintained an inventory of 150 – 200 mirrors at a time, we will now be able to reduce it by 1
mirror at a time, i.e. in one month thereby reducing the holding costs. We have arrived at this
figure by observing the consumption pattern of inventory from the past six months and so a total
of 32 days will have an effect on the inventory by 1 or 2 mirrors. Now by reducing this inventory
even by 1 mirror, we can save up to
= 1 * 1200000 = Rs. 1200000 or 12 Lakhs, which is quite a big amount.
77 | P a g e

So the amount saved for the entire year would be
= 1200000 * 12 = Rs. 14400000
Also, the holding cost would be, 8 % of total costs
= 0.8 * (138 * 1200000) (since, Inventory is 150-12 =138)
= 0.8 * 165600000 = Rs. 132480000,
Which is far lesser than
= 0.8 * (150 * 1200000)
= 0.8 * 180000000 = Rs. 144000000.
So we will be able to save up to 144000000-132480000 = Rs. 11520000 in one year as holding
costs. Hence, a continuous improvement regarding this process is demanded to meet the 25000
crores export target in the near future.
By looking at the recommendations and the analysis done in the project, we have arrived to a
conclusion that if the company implements these few suggestions they can further improve the
process to a great extent making it more fruitful for their business.
9. REFERENCES
Books
How to Import 2007 by Nabhi Publications
How to Export2007 by Nabhi Publications
Exporters Manual and Documentation
78 | P a g e

Manual of 100% Export Unit and SEZ
Websites
www.moserbaer.com
www.chennaicustoms.gov.in
www.concorindia.com
www.customs.gov.in
www.cbec.gov.in/customs
www.google.com
www.icegate.gov.in
www.wikipedia.com
www.yahoo.com
ANNEXURE
• GR Vaiver:
79 | P a g e
• Air Way Bill
80 | P a g e

• RMA Format:
81 | P a g e

Date of Issue: Date of Validity:
We hereby authorize M/s Moser Baer India Ltd to return back the below mentioned Machine/Spare Parts/Raw Material to us under Warranty Claim for the Inspection & necessary replacement. Details of Return Material are as under:
S.
No.
W/C No.
Description of Goods
Qty. Value of Goods
Freight to be borne
by
Name of Freight
Forwarder
Remark
1
2
3
4
5
6
We look forward to your immediate cooperation. Kindly arrange to return the material immediately.
For “Supplier’s Name”
Authorized Signatory
• INVOICE Format:
INVOICE Invoice No. & Date Exporter's Ref.
Exporter
82 | P a g e
Return Material Authorization
Deputy Comm. D-IV, Noida Permission No.
Consignee Buyer (if other than consignee)
Country of Origin of Goods Country of final destination
Terms of Delivery and Payment
Pre-Carriage byPlace of Receipt by the Pre-Carrier
Vessel / Flight No. Port of Loading
Port of Discharge Final Destination
Marks & Nos./ Descrpition of Goods Quantity Rate/PUOM Value Goods
Container No. EA
0
Freight :
Insurance :
Commission : 0.00
Discount : 0.00
Amount Chargeable
(In words)
Total RS: Total
THESE GOODS WERE IMPORTED AGAINST B/E NO.: From M/s
We declare that this Invoice shows the actual price of the goods Signature & Date described and that all particualrs are true and correct.
all particulars are true and correct
83 | P a g e