rapid prototyping with medical grade silicone
TRANSCRIPT

Rapid Prototyping with Medical Grade Silicone: An Overview of Material Options and Processing Methodologies
Matt Bont, Albright Technologies

Why Silicone?• Good compression set• High temperature resistance• High elongation• Softness• Good bio-compatibility

Materials General Overview
• Long-term implantable grade• Short-term implantable grade < 29 days• Skin contact only• Liquid silicone rubber materials are
typically two parts formulations, commonly mixed 50/50, part A and part B
• Colorant dispersions are typically added at a rate of 2%

Silicone Applications
Wide range of device applications including strain reliefs, gaskets, seals, diaphragms, thermal/electrical insulators, cardiac catheters, valves, drug delivery devices, punctal plugs, ocular implants, dental devices, orthodontic devices, laparoscopic lenses, medical device handles, and equipment keypads

Silicone Prototyping
• Feasibility testing for development and early stage marketing– Is silicone the right material for the function?– Can this geometry even be made? And demolded?– Which material should be used?– Is the combination of geometry and materials
appropriate? – Is the geometry and wall thickness appropriate?

Silicone Prototyping
• Design validation/scale up– Validate design
• Confirm tolerances and specifications for final design reviews
• Production capability• Feedback for testing performance
– Clinical trials– Produce marketable components to use during scale
up and early production

Materials and Prototyping: RTV• RTV – Room Temperature Vulcanization• Advantages
– Typically low temperature cure in minutes to hours– Low viscosity, pourable– Often available in small kits
• Disadvantages– Many grades have poor properties– Not well suited for injection molding or scaling up
• Applications– Coating/encapsulating of heat sensitive components
• Electronics
– Pourable molding and casting• 3D molds

Materials and Prototyping: LSR• LSR – Liquid Silicone Rubber is Injection and Compression
molding friendly• Advantages
– At elevated temperatures cycle is in seconds– Viscosity is relatively low – Properties are competitive
• Disadvantages– Generally not pourable
• Applications– Compression and Injection molding– Most device applications

Materials and Prototyping: HCR• HCR - High Consistency Rubber• Advantages
– High tear strength– High modulus– Good compression set
• Disadvantages– Highest viscosity– Low elongation
• Applications– Valves, strain reliefs, gaskets, and seals– Some high performance applications– Legacy designs

Silicone Prototyping Methods
• 3D printed casting• Compression molding• Transfer molding• Injection molding
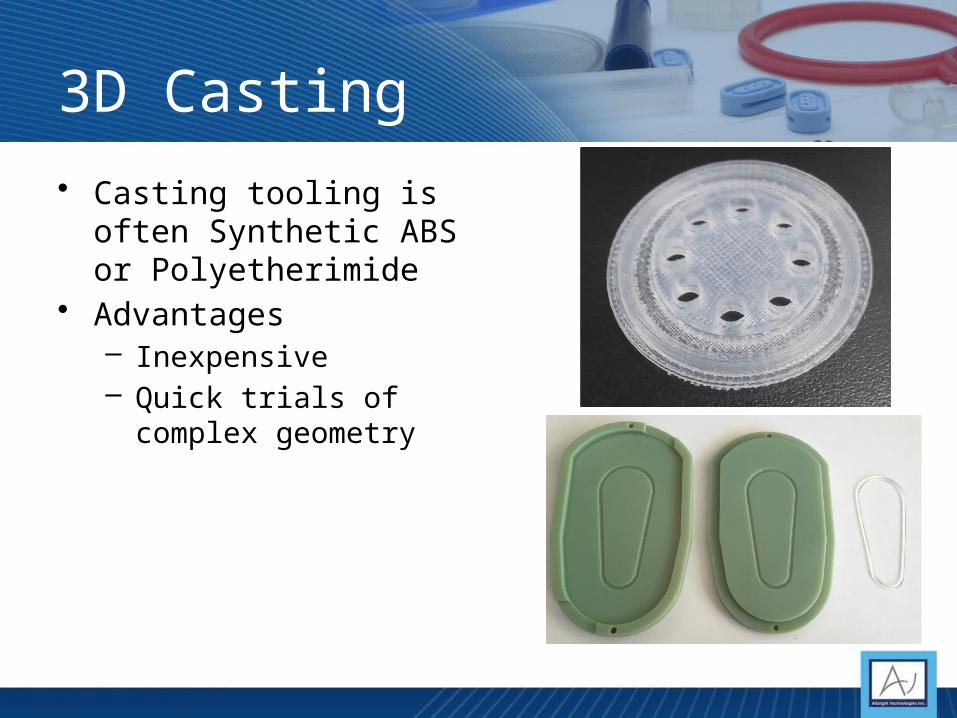
3D Casting• Casting tooling is often
Synthetic ABS or Polyetherimide
• Advantages– Inexpensive– Quick trials of complex
geometry

3D Casting (Continued)• Disadvantages
– Material may not represent end material
• Limited to RTV and some LSR materials
– Limited dimensional accuracy
– Excessive flash– Surface quality is limited by
the printer resolution– Short tool life (1-20 parts)– Long cycle time (>20 min)

Compression Molding• Aluminum or steel tooling• Material is overfilled and excess
is displaced as the geometry is created

Compression Molding (Continued)
• Advantages– Dimensionally accurate– Use of final material selection possible– Rapid material changes and cleaning– Simpler tool construction that can be
easily modified– Complex parts are possible– Inexpensive to setup
Compression Molding (Continued)
• Disadvantages– Cycle time is typically in minutes
depending on complexity of mold and material cure characteristics
– Operator intensive– Limited number of cycles
• Tens to thousands – May not represent production process
for validations– Flash may be harder to control than
Injection molding
Magnified edge

Transfer Molding• Slug is compressed
by mold action and transferred into cavity
• Shot size control by weight or fluid dispenser
• Most practical for HCR or thicker LSRs

Transfer Molding (Continued)• Aluminum or steel tooling• Advantages
– Favorable for HCR processing– Dimensionally correct– Simple material changes
• Disadvantages– Requires additional setup– Limited process controls– Operator intensive

Injection Molding• Aluminum vs. Steel – Production quantity, strength,
durability, and cost.• Primarily LSR
– Less commonly HCR.• Injection molding often most represents final process
– Feasibility• Gating• Parting line
– Validation and scale-up• Cold deck• Part removal
– Robot– Sweeper– Compressed air

Injection Molding (Continued)
• Advantages– Long tool life, especially in harder
materials• Thousands to millions
– Higher production rate, in seconds– High repeatability– Test parting line, injection location,
and handling processes– Develop manufacturing processes
and procedures for operators– Build quantities of parts to transition
into production line startup

Injection Molding (Continued)
• Disadvantages– Greater initial tooling complexity and cost– High processing temperature required– Limit of substrates due to processing conditions– More time to setup – die setting and processing– Part removal requires operator or automation– Time consuming material changes
• Purge vs. clean barrel, screw, static mixer and pumping unit

Tooling
• 3D printed plastic tooling• Aluminum• Steel
Aluminum Finish: No
Cutter Marks
Aluminum Finish:
Sand Blast
Finish: 3D
Printed Tool
Molding Substrates• Bonding
– Primers– Surface treatments – corona and plasma– Self-adhesive and adhesive promoters– Temperature– Inhibition
• Metal– Aluminum– Steel– Titanium

Molding Substrates (Continued)• Plastic
– Limit Heat Deflection Temperature or Vicat Softening Temperature
– Inhibition– 3D printed inserts
• Temperature restrictions• Cure inhibition
– Materials• Bonding – ABS, Nylon, Peek, Polysulfone, and
polycarbonates • Poor or no bonding to – Polypropylene and
polyethylene
• Silicone– Post cure vs. bonding– Chemistry alignment

Questions