proyecto fin de carrera -...
TRANSCRIPT
Equation Chapter 1 Section 1
Proyecto Fin de Carrera Ingeniería Industrial
Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
Autor: Alejandro Llamas Gutiérrez
Tutor: Rocío González Falcón
Dep. Ingeniería Energética Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2017
Proyecto Fin de Carrera Ingeniería Industrial
Estudio de Técnicas para el Control del Ensucia-
miento en Equipos de Intercambio
Autor:
Alejandro Llamas Gutiérrez
Tutor:
Rocío González Falcón
Profesora contratada doctor
Dep. de Ingeniería Energética
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla Sevilla, 2017

Proyecto Fin de Carrera: Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
Autor: Alejandro Llamas Gutiérrez
Tutor: Rocío González Falcón
El tribunal nombrado para juzgar el Proyecto arriba indicado, compuesto por los siguientes miembros:
Presidente:
Vocales:
Secretario:
Acuerdan otorgarle la calificación de:
Sevilla, 2017
El Secretario del Tribunal


A mi familia, por su cariño
A Alba, por su paciencia
A mi tutora, Rocío González, por su ayuda
Resumen
El ensuciamiento de los intercambiadores de calor sigue siendo uno de los mayores problemas que hay en la
industria, debido a los problemas asociados a este: la obstrucción de los tubos, la corrosión o la pérdida de
carga.
La importancia de este problema ha motivado el presente Proyecto Fin de Carrera cuyas principales metas han
sido las siguientes:
• Conocer por qué se produce el ensuciamiento y su impacto en la industria.
• Conocer las distintas medidas que se utilizan en controlar ese ensuciamiento.
• Conocer casos reales donde se apliquen medidas contra el ensuciamiento.
El primer objetivo se desarrolla en el Capítulo 1, donde se explica los distintos tipos de ensuciamiento, su for-
ma de desarrollo y por último el impacto que tiene en los intercambiadores y su coste.
El segundo objetivo se desarrolla en los Capítulos 2, 3 y 4 donde se recopilan los distintos modos para contro-
lar el ensuciamiento, dividiéndose en métodos desde el diseño Capítulo 2, métodos online Capítulo 3 y final-
mente los métodos offline en el Capítulo 4.
La tercera meta se encuentra en el Capítulo 5, donde se han recopilado distintas aplicaciones de estos méto-
dos realizadas por investigadores y empresas del sector.
Por último en el Capítulo 6 se han desarrollado unas conclusiones y unas propuestas de ampliación.
Índice Resumen viii
Índice ix
1 Introducción 13
1.1 Introducción 13
1.2 La resistencia de ensuciamiento 15
1.3 Mecanismos de ensuciamiento 16
1.3.1 Cristalización 16
1.3.2 Sedimentación 16
1.3.3 Química 17
1.3.4 Corrosión 17
1.3.5 Biológico 17
1.3.6 Mixto 17
1.3.7 Periodo inicial 18
1.3.8 Transporte de masa 18
1.3.9 Formación de depósitos 19
1.3.10 Eliminación y retardo 19
1.3.11 Envejecimiento 19
1.4 Efectos del ensuciamiento 19
1.4.1 Efectos del ensuciamiento en el diseño del intercambiador de calor 19
1.4.2 Efectos del ensuciamiento en el intercambio de calor 19
1.5 Influencia del ensuciamiento con las condiciones operacionales 21
1.6 Costes atribuidos al ensuciamiento. 21
1.6.1 Costes de inversión 21
1.6.2 Costes de combustible 22
1.6.3 Costes de mantenimiento 22
1.6.4 Costes por pérdida de producción. 22
1.7 Impacto ambiental 22
1.8 Estrategias para el combate del ensuciamiento 22
2 Mitigación a través del diseño 24
2.1 Introducción 24
2.2 Condiciones operacionales 24
2.2.1 Velocidad 24
2.2.2 Temperatura 25
2.2.3 Concentración de ensuciamiento. 25
2.3 Selección del intercambiador de calor 25
2.3.1 Intercambiador de carcasa y tubo 27
2.3.2 Otros intercambiadores de calor 29
2.3.3 Intercambiadores de placas 30
2.3.4 Intercambiador de placa y aleta 30
2.3.5 Intercambiadores compactos poliméricos 30
2.4 Efecto del ensuciamiento en la pérdida de presión. 31
2.5 Selección del material 32
2.6 Método HTRI 33
2.6.1 Mejores condiciones de operación del crudo 34
2.6.2 Mejores condiciones de operación para torres de refrigeración 34
2.7 Recomendaciones de diseño 34
2.7.1 Exceso de superficie 34
2.7.2 Perdida de presión admisible. 35
2.8 Intercambiador en lecho fluidizado. 35
3 Métodos On-line 37
3.1 Introducción 37
3.2 Filtración 37
3.3 Condiciones operacionales. 38
3.3.1 Choque térmico 38
3.3.2 Inversión de flujo. 38
3.3.3 Inyección de aire o gas 39
3.4 Métodos químicos 39
3.4.1 Cristalización 40
3.4.2 Sedimentación 41
3.4.3 Reacción química 41
3.4.4 Biológico 42
3.4.5 Corrosión 43
3.5 Mecánicos 43
3.5.1 Insertos 43
3.5.2 Proyectiles 45
3.6 Físicos 48
3.6.1 El uso de radiación 48
3.6.2 Dispositivos magnéticos 48
3.6.3 Ultrasonidos 49
3.7 Zona del gas 49
3.7.1 Tipo jet 49
3.7.2 Tipo sónico 50
3.7.3 Químico 51
4 Métodos Off-line 52
4.1 Introducción 52
4.2 Métodos químicos 52
4.2.1 Proceso básico 52
4.2.2 Procedimiento de limpieza 53
4.2.3 Agentes de limpieza 53
4.3 Mecánicos 55
4.3.1 Limpieza manual 55
4.3.2 Fluido a presión 55
4.3.3 Taladrado de tubos 57
4.3.4 Raspadores 58
4.3.5 Limpieza con explosivos 59
4.3.6 Absorción de vapor 60
4.3.7 Choque térmico 61
4.3.8 Choque osmótico 61
5 Ejemplos Prácticos 62
5.1 Ejemplo de mitigación del ensuciamiento a través del diseño 62
5.1.1 Diseño original 62
5.1.2 Historia operacional con el diseño original 63
5.1.3 Análisis de mejora 63
5.1.4 Nuevo diseño 63
5.1.5 Resultado final 64
5.2 Tecnología EMbaffle 65
5.2.1 Caso practico 65
5.3 Ejemplo de intercambiador en lecho fluidizado 68
5.3.1 Principio de funcionamiento 68
5.3.2 Diseño 68
5.3.3 Comparación entre tecnologías 71
5.4 Ejemplo método químico online 74
5.4.1 Composición 74
5.4.2 Propiedades principales 74
5.4.3 Casos de éxito 75
5.5 Ejemplo limpieza on-line mecánica con insertos 76
5.5.1 Sistema SPIRELF 77
5.5.2 Sistema TURBOTAL 80
5.5.3 Sistema FIXOTAL 82
5.6 Ejemplos limpieza off-line mecánica 84
5.6.1 Ejemplos de éxito en la limpieza off-line mecánica 84
5.6.2 Uso de limpieza mecánica con agua de alta presión 86
5.7 Óptimo de limpieza 88
5.7.1 Metodología 88
5.7.2 Interacción entre intercambiadores de calor 90
5.7.3 Función objetivo 91
5.7.4 Estudio del caso y discusión de los resultados 92
6 Conclusiones y líneas de ampliación 96
6.1 Conclusiones 96
6.2 Líneas de ampliación 100
Referencias 102
Índice de Figuras 104
Índice de Tablas 107
Índice de Ecuaciones 108

1 INTRODUCCIÓN
1.1 Introducción
La necesidad de mejorar la gestión de la energía ha incrementado la importancia en el equipamiento de los
intercambiadores de calor en los últimos tiempos. A día de hoy no hay ningún proceso químico, alimentario o
de generación de energía que no tenga una gran variedad de equipos de intercambio. Esto ha provocado un
gran desarrollo de conocimiento en esta área.
La mayoría de los intercambiadores de calor industriales sufren problemas relacionados con el ensuciamiento.
Estos deben ser diseñados con cuidado debido a la reducción térmica e hidráulica. Hasta la fecha, la formación
de depósitos es sin duda el problema menor entendido en el diseño de intercambiadores de calor.
En la mayoría de procesos industrias, los fluidos utilizados en los intercambiadores de calor contienen ciertas
cantidades de materiales disueltos o suspendidos, o promueven condiciones favorables para el crecimiento
biológico de organismos. Como la conductividad térmica de los depósitos es muy baja, reducen significativa-
mente el rendimiento del intercambiador de calor. Las consecuencias pueden llevar al aumento de los márge-
nes de seguridad en el diseño, al pretratamiento de los fluidos o de limpiezas regulares de los equipos.
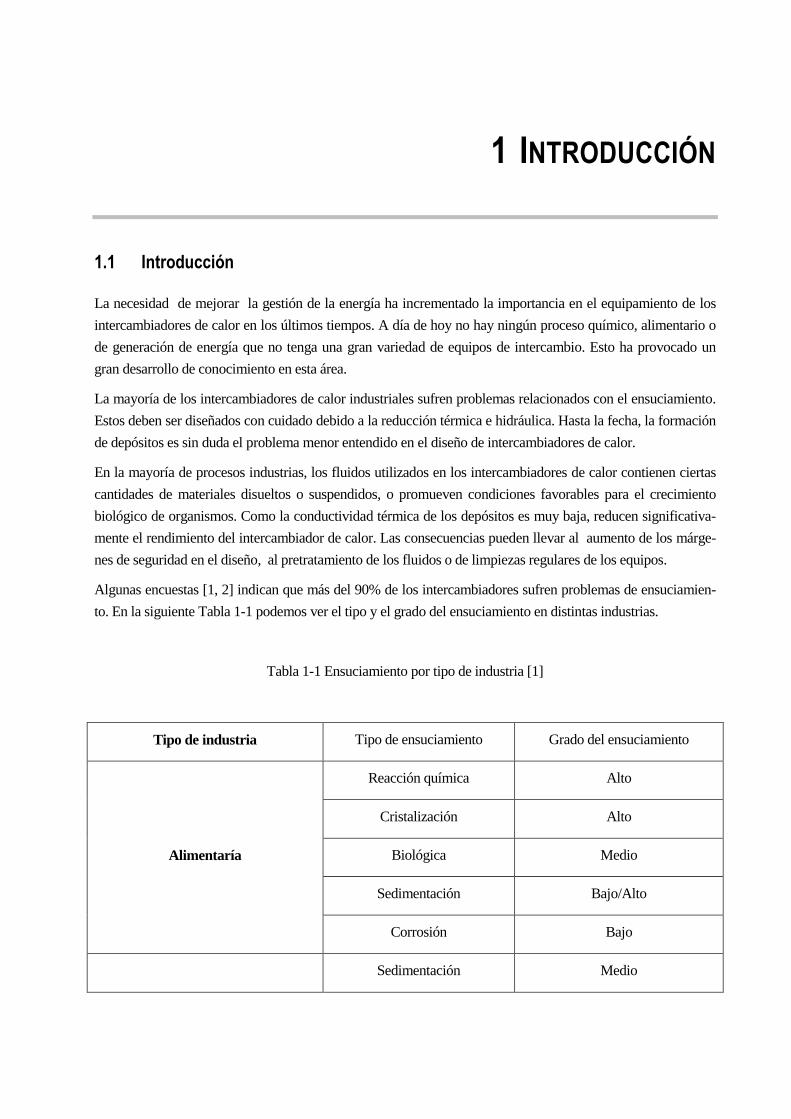
Algunas encuestas [1, 2] indican que más del 90% de los intercambiadores sufren problemas de ensuciamien-
to. En la siguiente Tabla 1-1 podemos ver el tipo y el grado del ensuciamiento en distintas industrias.
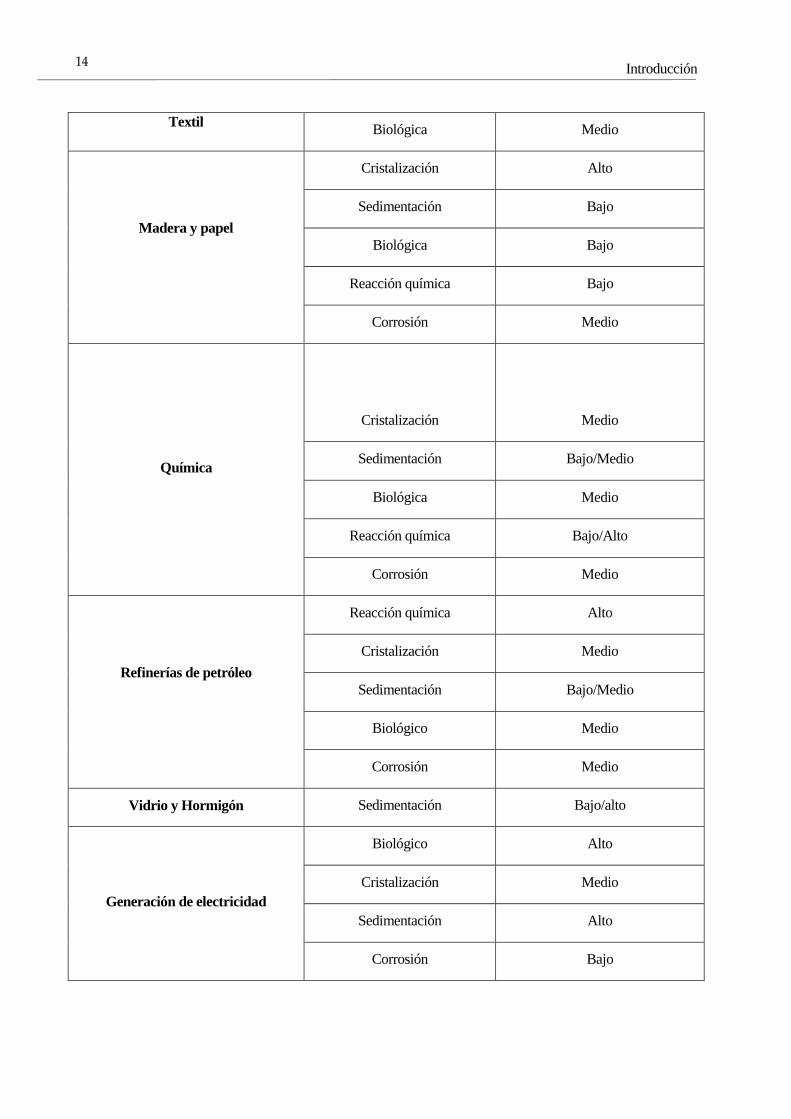
Tabla 1-1 Ensuciamiento por tipo de industria [1]
Tipo de industria Tipo de ensuciamiento Grado del ensuciamiento
Alimentaría
Reacción química Alto
Cristalización Alto
Biológica Medio
Sedimentación Bajo/Alto
Corrosión Bajo
Sedimentación Medio
Introducción
14
Textil Biológica Medio
Madera y papel
Cristalización Alto
Sedimentación Bajo
Biológica Bajo
Reacción química Bajo
Corrosión Medio
Química
Cristalización
Medio
Sedimentación Bajo/Medio
Biológica Medio
Reacción química Bajo/Alto
Corrosión Medio
Refinerías de petróleo
Reacción química Alto
Cristalización Medio
Sedimentación Bajo/Medio
Biológico Medio
Corrosión Medio
Vidrio y Hormigón Sedimentación Bajo/alto
Generación de electricidad
Biológico Alto
Cristalización Medio
Sedimentación Alto
Corrosión Bajo

15 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
1.2 La resistencia de ensuciamiento
La posibilidad de deposición en la superficies del intercambiador de calor es generalmente considerada en el la
etapa de diseño a través de la resistencia de ensuciamiento en el cálculo del coeficiente de transferencia global
U.
Ecuación 1-1 Cálculo del coeficiente de transmisión de calor [3]
1� = � 1
��+ �,�� �
��+ ������ + 1
� + �,
Donde α, A y Rf son los coeficientes de convección transferencia, las áreas de transferencia y las resistencias
térmicas de ensuciamiento, respectivamente, de cada uno de los dos fluidos del intercambiador. RPared es la
resistencia térmica de la pared de separación. La resistencia de ensuciamiento reduce el coeficiente de transfe-
rencia k.
En la industria es común el uso de un factor de limpieza CF
Ecuación 1-2 Factor de limpieza [3]
�� = ���
Donde Uc es el coeficiente de transferencia en estado limpio y � en estado de ensuciamiento. Por lo que CF
es función del material de los tubos, de la velocidad de los fluidos y de la propensión al ensuciamiento.
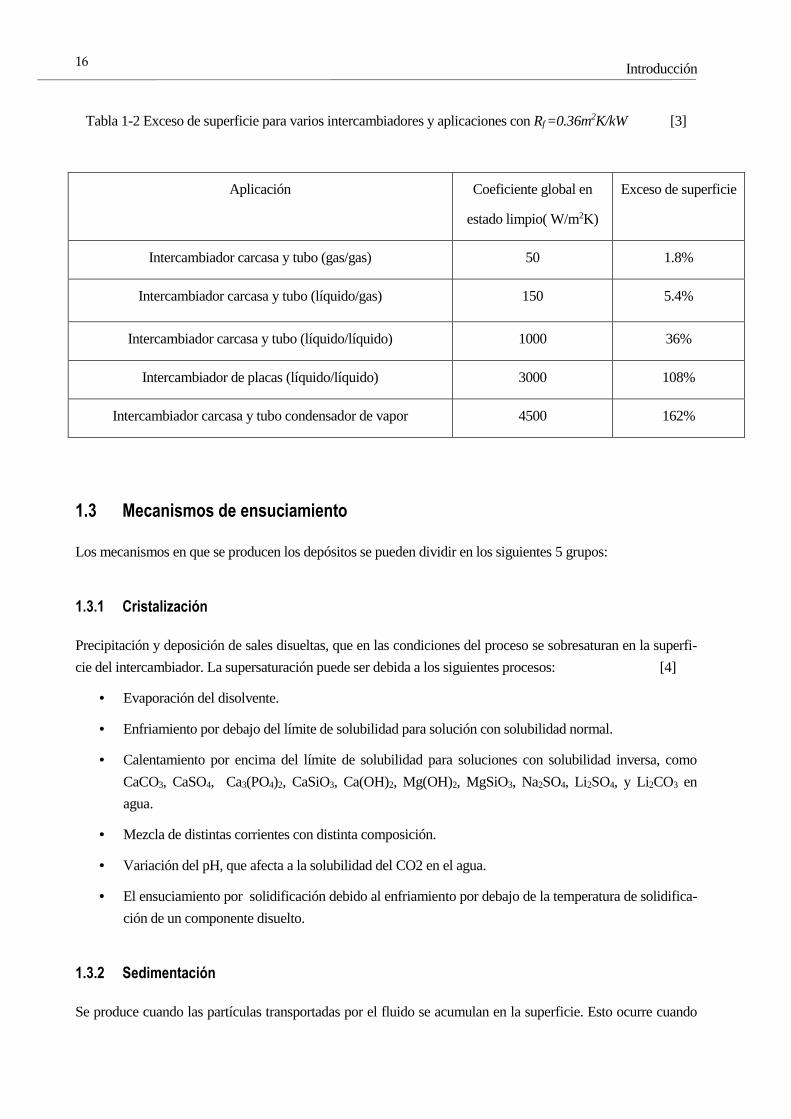
En la siguiente Tabla 1-2 podemos ver exceso de área para distintas aplicaciones
Introducción
16
Tabla 1-2 Exceso de superficie para varios intercambiadores y aplicaciones con Rf =0.36m2K/kW [3]
Aplicación Coeficiente global en
estado limpio( W/m2K)
Exceso de superficie
Intercambiador carcasa y tubo (gas/gas) 50 1.8%
Intercambiador carcasa y tubo (líquido/gas) 150 5.4%
Intercambiador carcasa y tubo (líquido/líquido) 1000 36%
Intercambiador de placas (líquido/líquido) 3000 108%
Intercambiador carcasa y tubo condensador de vapor 4500 162%
1.3 Mecanismos de ensuciamiento
Los mecanismos en que se producen los depósitos se pueden dividir en los siguientes 5 grupos:
1.3.1 Cristalización
Precipitación y deposición de sales disueltas, que en las condiciones del proceso se sobresaturan en la superfi-
cie del intercambiador. La supersaturación puede ser debida a los siguientes procesos: [4]
• Evaporación del disolvente.
• Enfriamiento por debajo del límite de solubilidad para solución con solubilidad normal.
• Calentamiento por encima del límite de solubilidad para soluciones con solubilidad inversa, como
CaCO3, CaSO4, Ca3(PO4)2, CaSiO3, Ca(OH)2, Mg(OH)2, MgSiO3, Na2SO4, Li2SO4, y Li2CO3 en
agua.
• Mezcla de distintas corrientes con distinta composición.
• Variación del pH, que afecta a la solubilidad del CO2 en el agua.
• El ensuciamiento por solidificación debido al enfriamiento por debajo de la temperatura de solidifica-
ción de un componente disuelto.
1.3.2 Sedimentación
Se produce cuando las partículas transportadas por el fluido se acumulan en la superficie. Esto ocurre cuando
17 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
la velocidad de transporte es menor a una cierta velocidad crítica. Se producen deposiciones de pequeñas par-
tículas en todas las orientaciones, y de partículas grandes en orientación vertical. [5]
1.3.3 Química
La formación de depósitos en la superficie del intercambiador, por una reacción química en la que el material
de la superficie no participa: (polimerización, procesamiento de alimentos). [6]
1.3.4 Corrosión
Ensuciamiento por corrosión, en el que una capa producto de la corrosión se acumula en la superficie del tubo,
formando una capa extra, normalmente de material con un alto nivel de resistencia térmica. [7]
1.3.5 Biológico
El ensuciamiento biológico consiste en el desarrollo y deposición de películas orgánicas, formadas por micro-
organismos y sus productos (microbios o microbio-ensuciamiento), y su unión y su crecimiento en macrorga-
nismos, como algas (macrobio-ensuciamiento) en las superficies del intercambiador. El ensuciamiento micro-
biano siempre precede al ensuciamiento de macrorganismos, siendo el primero fuentes de nutrientes del se-
gundo. [8]
Este tipo de ensuciamiento es común en aguas no tratadas como agua de mar o río. El ensuciamiento micro-
biológico es un problema grave cuando está en contacto con el aire en las torres de refrigeración. Las tempera-
turas entre 15 y 50 ºC en las torres de refrigeración son ideales para el crecimiento biológico. [8]
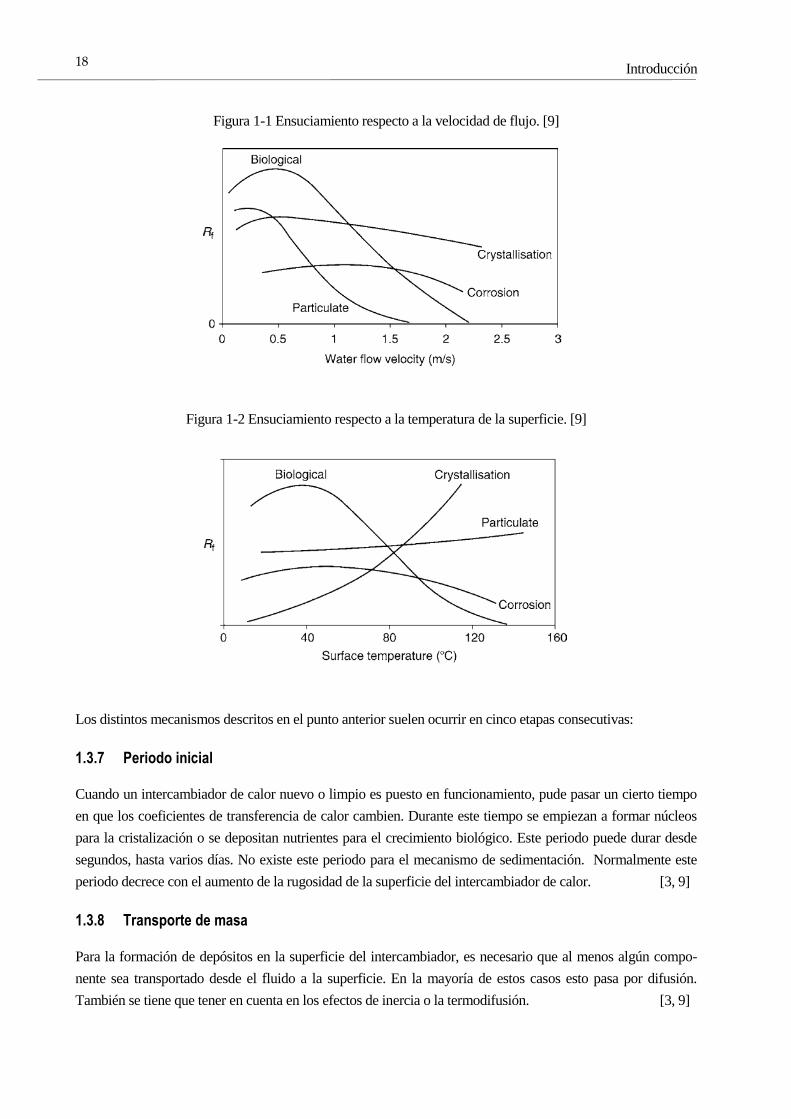
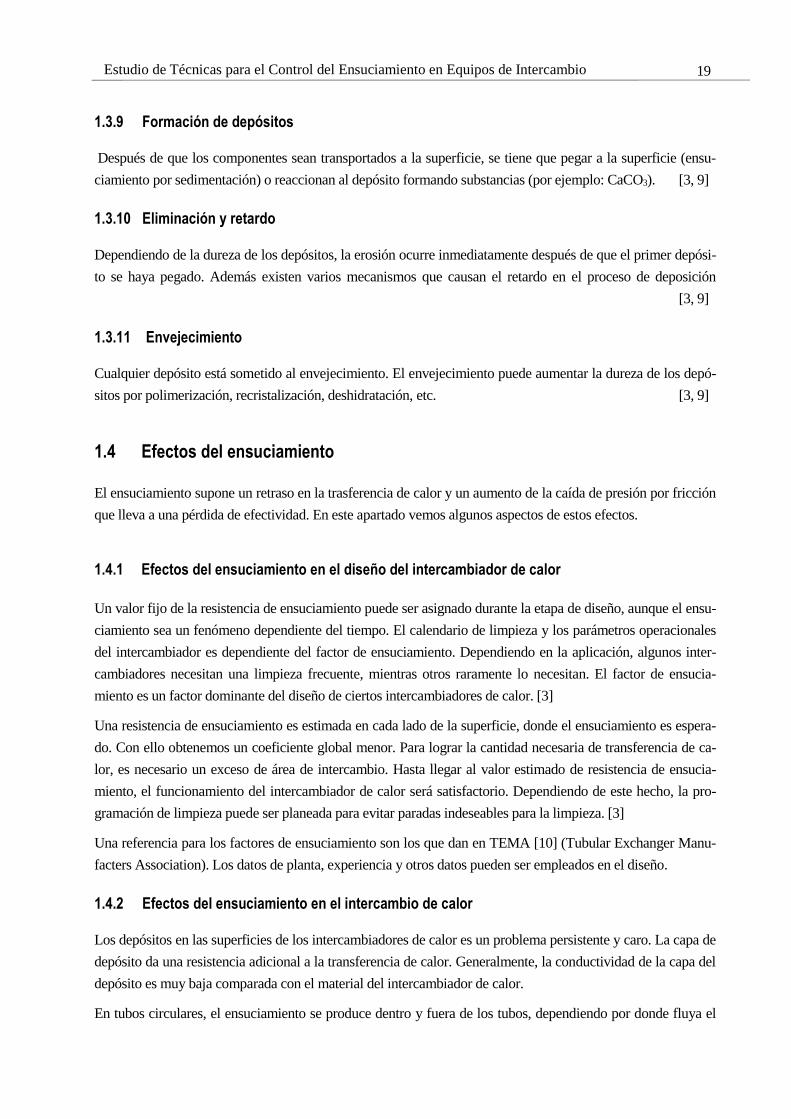
1.3.6 Mixto
Normalmente ninguno de estos mecanismos se produce aisladamente, aunque a veces uno de ellos sea el do-
minante, se tiene que tener en cuenta la combinación de estos mecanismos para su posterior estudio. En los
siguientes gráficos podemos ver los efectos de la velocidad de flujo y de la temperatura de la superficie en los
distintos mecanismos. [3]
Introducción
18
Figura 1-1 Ensuciamiento respecto a la velocidad de flujo. [9]
Figura 1-2 Ensuciamiento respecto a la temperatura de la superficie. [9]
Los distintos mecanismos descritos en el punto anterior suelen ocurrir en cinco etapas consecutivas:
1.3.7 Periodo inicial
Cuando un intercambiador de calor nuevo o limpio es puesto en funcionamiento, pude pasar un cierto tiempo
en que los coeficientes de transferencia de calor cambien. Durante este tiempo se empiezan a formar núcleos
para la cristalización o se depositan nutrientes para el crecimiento biológico. Este periodo puede durar desde
segundos, hasta varios días. No existe este periodo para el mecanismo de sedimentación. Normalmente este
periodo decrece con el aumento de la rugosidad de la superficie del intercambiador de calor. [3, 9]
1.3.8 Transporte de masa
Para la formación de depósitos en la superficie del intercambiador, es necesario que al menos algún compo-
nente sea transportado desde el fluido a la superficie. En la mayoría de estos casos esto pasa por difusión.
También se tiene que tener en cuenta en los efectos de inercia o la termodifusión. [3, 9]
19 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
1.3.9 Formación de depósitos
Después de que los componentes sean transportados a la superficie, se tiene que pegar a la superficie (ensu-
ciamiento por sedimentación) o reaccionan al depósito formando substancias (por ejemplo: CaCO3). [3, 9]
1.3.10 Eliminación y retardo
Dependiendo de la dureza de los depósitos, la erosión ocurre inmediatamente después de que el primer depósi-
to se haya pegado. Además existen varios mecanismos que causan el retardo en el proceso de deposición
[3, 9]
1.3.11 Envejecimiento
Cualquier depósito está sometido al envejecimiento. El envejecimiento puede aumentar la dureza de los depó-
sitos por polimerización, recristalización, deshidratación, etc. [3, 9]
1.4 Efectos del ensuciamiento
El ensuciamiento supone un retraso en la trasferencia de calor y un aumento de la caída de presión por fricción
que lleva a una pérdida de efectividad. En este apartado vemos algunos aspectos de estos efectos.
1.4.1 Efectos del ensuciamiento en el diseño del intercambiador de calor
Un valor fijo de la resistencia de ensuciamiento puede ser asignado durante la etapa de diseño, aunque el ensu-
ciamiento sea un fenómeno dependiente del tiempo. El calendario de limpieza y los parámetros operacionales
del intercambiador es dependiente del factor de ensuciamiento. Dependiendo en la aplicación, algunos inter-
cambiadores necesitan una limpieza frecuente, mientras otros raramente lo necesitan. El factor de ensucia-
miento es un factor dominante del diseño de ciertos intercambiadores de calor. [3]
Una resistencia de ensuciamiento es estimada en cada lado de la superficie, donde el ensuciamiento es espera-
do. Con ello obtenemos un coeficiente global menor. Para lograr la cantidad necesaria de transferencia de ca-
lor, es necesario un exceso de área de intercambio. Hasta llegar al valor estimado de resistencia de ensucia-
miento, el funcionamiento del intercambiador de calor será satisfactorio. Dependiendo de este hecho, la pro-
gramación de limpieza puede ser planeada para evitar paradas indeseables para la limpieza. [3]
Una referencia para los factores de ensuciamiento son los que dan en TEMA [10] (Tubular Exchanger Manu-
facters Association). Los datos de planta, experiencia y otros datos pueden ser empleados en el diseño.
1.4.2 Efectos del ensuciamiento en el intercambio de calor
Los depósitos en las superficies de los intercambiadores de calor es un problema persistente y caro. La capa de
depósito da una resistencia adicional a la transferencia de calor. Generalmente, la conductividad de la capa del
depósito es muy baja comparada con el material del intercambiador de calor.
En tubos circulares, el ensuciamiento se produce dentro y fuera de los tubos, dependiendo por donde fluya el

Introducción
20
fluid con ensuciamiento. El coeficiente global de transferencia, U, puede ser obtenido como hemos visto antes
en la Ecuación 1-1.
La Resistencia térmica se evalúa normalmente experimentalmente como la diferencia de resistencia en uso y
cuando esta se encuentra limpia.
Ecuación 1-3 Resistencia térmica [11]
1 1e
fou cle
RU U
= −
Donde el coeficiente global de trasferencia de calor puede también ser calculado usando la ecuación de trans-
ferencia:
Ecuación 1-4 Transferencia de calor [11]
(A )ee
QU
T=
× ∆
ɺ
Usando la definición del coeficiente de transmisión de calor, para una constante transferencia de calor
Ecuación 1-5 Relación de áreas (ensuciamiento/limpia) [11]
limplimpieza
1ensuciemientoio e
AU R
A= +
El requerido exceso de área de transferencia suele llegar a ser excesivo debido a lo grande que puede ser el
coeficiente de transferencia limpio. Es recomendado que la superficie adicional no exceda el 25% adicional.
[11]
21 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
1.5 Influencia del ensuciamiento con las condiciones operacionales
Muchas correlaciones son recomendables para la predicción de los mecanismos individuales de ensuciamiento
[3], pero en las condiciones industriales normalmente se produce una combinación de ellos. Comprando los
datos de ensuciamiento de un rango de industrias, las siguientes consideraciones se tienen en cuenta:
• El ensuciamiento normalmente incrementa linealmente con la concentración de lo que genera el ensu-
ciamiento [3]
• La resistencia térmica de ensuciamiento casi siempre decrece con el incremento de las tensiones cor-
tantes en la pared. Como promedio, se ha encontrado que la resistencia térmica de ensuciamiento es
proporcional con la velocidad del fluido en -1,5 [3]
• Para la mayoría de los mecanismos, la resistencia térmica de ensuciamiento crece exponencialmente
con el incremento dela temperatura de la superficie de acuerdo con la ecuación térmica de Arrhenius:
Ecuación 1-6 Arrhenius
sf E RTdRKe
dt−=
• El ensuciamiento se ha encontrado que incrementa con el aumento de la rugosidad de la superficie de
intercambio. [3]
Hasta la fecha ni siquiera se utilizan estas sencillas reglas en el diseño de intercambiadores de calor, aunque se
podría mejorar con estas significativamente los procesos.
1.6 Costes atribuidos al ensuciamiento.
A pesar del gran coste que supone el ensuciamiento, solo hay unas pocas investigaciones para cuantificar di-
cho gasto. Analizamos los distintos gastos, asociado al ensuciamiento.
1.6.1 Costes de inversión
1. Exceso de área de intercambio.
En estudios (Thackery, Garret-Price) [1, 12]han encontrado que el diseño con un exceso de área varía entre un
10-500% de esta, con un promedio de un 30%. Un exceso de área entre un 30-40% corresponde un 25% más
de coste capital.
2. Transporte y costes de instalación.
Con consecuencia de una mayor superficie, los intercambiadores se vuelven más grandes y pesados. Por ello
los costes de por un espacio extra deben ser considerados. Además, los gastos de transporte suelen ser 2-3
veces mayores. [12]

Introducción
22
3. Equipo antiensuciamiento
Todos los costes asociados a los métodos on-line, off-line y de diseño que necesitan un equipamiento extra
para limpiar el intercambiador
1.6.2 Costes de combustible
Estos costes solo son imputables si para combatir los efectos del ensuciamiento, se necesita la utilización de un
extra de combustible. Se ha calculado que la energía consumida en el sector industrial debido a combatir el
ensuciamiento esta entre el 1-5% [12]
1.6.3 Costes de mantenimiento
Estos costes son los asociados a los elementos químicos utilizados y a los costes de operación de los dispositi-
vos de limpieza. Se atribuye que el 50% de los costes de mantenimiento de la planta tienen relación con el
ensuciamiento. [12]
1.6.4 Costes por pérdida de producción.
Grandes pérdidas de producción son posibles debido a una desconexión planeada o no del equipo. Estos cos-
tes se consideran el coste principal del ensuciamiento. Por ejemplo Sart y Eimer [13] sostienen que las pérdi-
das de producción por un día de apagado en un planta de potencia de 1300 MW es alrededor de 500,000 USD
y estiman que una refinería de petróleo pierde alrededor de 1.5 millones de dólares al día durante la descone-
xión y la puesta a punto.
1.7 Impacto ambiental
Uno de los aspectos negativos del ensuciamiento que probablemente reciban menos atención puede ser sin
duda el impacto ambiental, sim embargo este problema ha pasado al foco a través de [14]:
• Cuestiones ambientales relacionadas con las emisiones de CO2 y la polución.
• Cuestiones de salud relacionadas con las emisiones de SOx y NOx y los vertidos cancerígenos
• Restricciones del uso de inhibidores químicos potencialmente dañinos
• Restricciones en los desechos químicos.
1.8 Estrategias para el combate del ensuciamiento
Por todo lo visto anteriormente debe haber una estrategia para mantener una eficiencia adecuada en el inter-
cambiador de calor. Hay tres principales opciones: desde el diseño, limpieza on-line, limpieza off-line.
Para seleccionar el método se sigue una de los siguientes criterios [15]:
• Mecanismo dominante de ensuciamiento
• Gravedad del ensuciamiento.

23 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
• Tipo de intercambiador de calor.
• Grado de limpieza requerido.
• Tiempo entre ciclos de limpieza.
En los siguientes apartados desarrollaremos los métodos y su posible implantación. En la siguiente Figura 1-3
vemos los distintos grupos en los que hemos dividido la posibilidad de combatir el ensuciamiento.
Figura 1-3 Estrategias para combatir el ensuciamiento
Mitigación a través del diseño
24
2 MITIGACIÓN A TRAVÉS DEL DISEÑO
2.1 Introducción
La primera etapa en la mitigación del ensuciamiento en un intercambiador de calor tiene que ver con el diseño.
No todos los intercambiadores tienen problemas con el ensuciamiento, mucho de ellos operan satisfactoria-
mente largos periodos sin ser limpiados. A día de hoy, la selección de los valores óptimos de diseño se basa
más en la experiencia que en las investigaciones teóricas o prácticas. Es muy importante tener en cuenta que,
el ensuciamiento puede ser efectivamente mitigado en la etapa de diseño. A continuación se exponen una serie
de conceptos previos de diseño [9]:
• El diseño debe ser lo más simple posible, particularmente si se prevé mucho ensuciamiento.
• Diseño para la máxima velocidad permitida bajo las restricciones de perdida de presión y erosión.
• Minimizar la temperatura de las superficies.
• Dentro de las limitaciones de coste, escoger el material de construcción que se resista a la acumula-
ción de depósitos.
• Reducir la concentración de los precursores del ensuciamiento
• Tratar de que el tiempo de residencia sea el menor posible.
• Controlar el pH y la corrosión, no solo en el intercambiador de calor, sino también en los equipos
aguas arriba.
• Tener en cuenta el posible ensuciamiento a través de las condiciones exteriores.
2.2 Condiciones operacionales
Las condiciones operacionales tienes una importancia significativa en el ensuciamiento. Si estas variables son
correctamente elegidas, el ensuciamiento puede ser controlado o eliminado.
2.2.1 Velocidad
La principal variable es la velocidad del fluido. Normalmente el diseñador, tiene libertad en elegir las veloci-
dades de ambos lados del intercambiador. Es usual que esta sea elegida en función de la caída de presión. En la
siguiente figura 2-1 podemos ver la relación de la caída de presión y el coste del capital. [16]
25 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
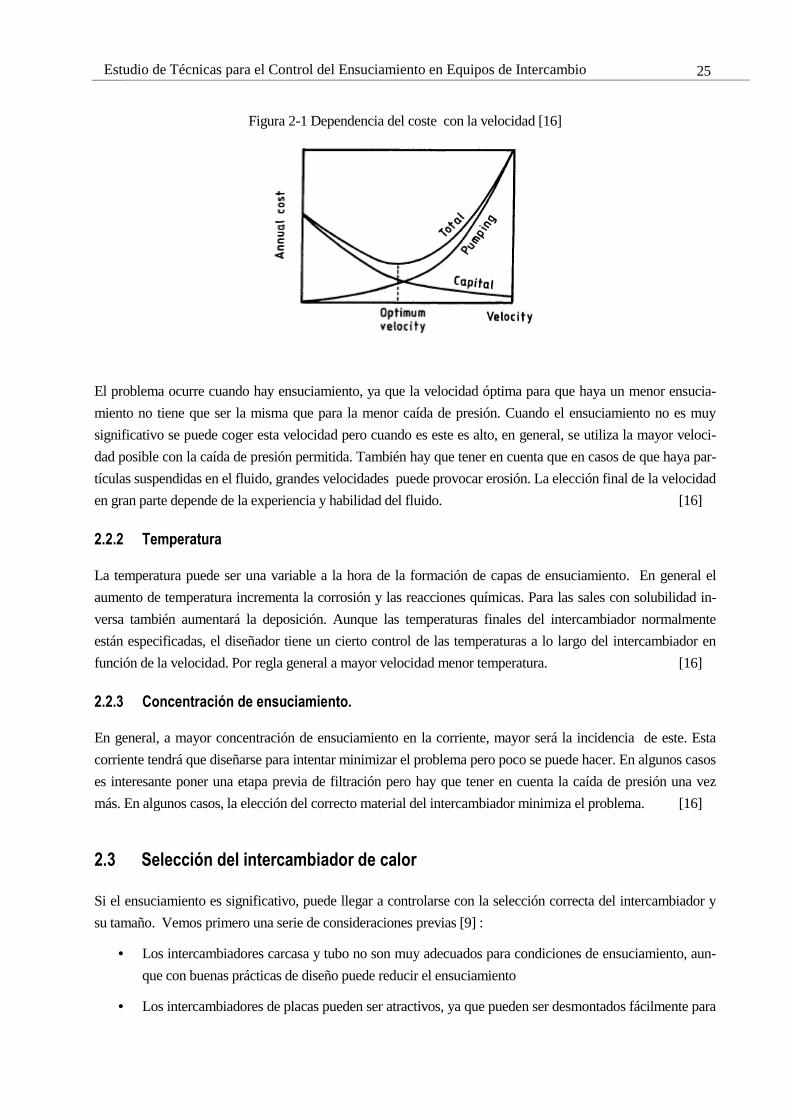
Figura 2-1 Dependencia del coste con la velocidad [16]
El problema ocurre cuando hay ensuciamiento, ya que la velocidad óptima para que haya un menor ensucia-
miento no tiene que ser la misma que para la menor caída de presión. Cuando el ensuciamiento no es muy
significativo se puede coger esta velocidad pero cuando es este es alto, en general, se utiliza la mayor veloci-
dad posible con la caída de presión permitida. También hay que tener en cuenta que en casos de que haya par-
tículas suspendidas en el fluido, grandes velocidades puede provocar erosión. La elección final de la velocidad
en gran parte depende de la experiencia y habilidad del fluido. [16]
2.2.2 Temperatura
La temperatura puede ser una variable a la hora de la formación de capas de ensuciamiento. En general el
aumento de temperatura incrementa la corrosión y las reacciones químicas. Para las sales con solubilidad in-
versa también aumentará la deposición. Aunque las temperaturas finales del intercambiador normalmente
están especificadas, el diseñador tiene un cierto control de las temperaturas a lo largo del intercambiador en
función de la velocidad. Por regla general a mayor velocidad menor temperatura. [16]
2.2.3 Concentración de ensuciamiento.
En general, a mayor concentración de ensuciamiento en la corriente, mayor será la incidencia de este. Esta
corriente tendrá que diseñarse para intentar minimizar el problema pero poco se puede hacer. En algunos casos
es interesante poner una etapa previa de filtración pero hay que tener en cuenta la caída de presión una vez
más. En algunos casos, la elección del correcto material del intercambiador minimiza el problema. [16]
2.3 Selección del intercambiador de calor
Si el ensuciamiento es significativo, puede llegar a controlarse con la selección correcta del intercambiador y
su tamaño. Vemos primero una serie de consideraciones previas [9] :
• Los intercambiadores carcasa y tubo no son muy adecuados para condiciones de ensuciamiento, aun-
que con buenas prácticas de diseño puede reducir el ensuciamiento
• Los intercambiadores de placas pueden ser atractivos, ya que pueden ser desmontados fácilmente para
Mitigación a través del diseño
26
su limpieza y esterilizado.
• Desde que se ha conseguido que no haya zonas de velocidad baja en los intercambiadores en espiral,
estos intercambiadores han conseguido grandes rendimientos con fluidos con alta concentración de
partículas suspendidas
• Los intercambiadores muy compactos son normalmente evitados, ya que favorecen las condiciones de
ensuciamiento y que son difícil de limpiar.
• Los intercambiadores de lecho fluidizado pueden ser utilizados, donde las partículas fluidizadas eli-
minan los depósitos de los tubos.
• Los intercambiadores de contacto directo pueden ser una alternativa adecuada.
• Los intercambiadores de superficie rascada mejoran la transferencia de calor con la continua elimina-
ción de depósitos de las superficies del intercambiador de calor con paletas rotativas
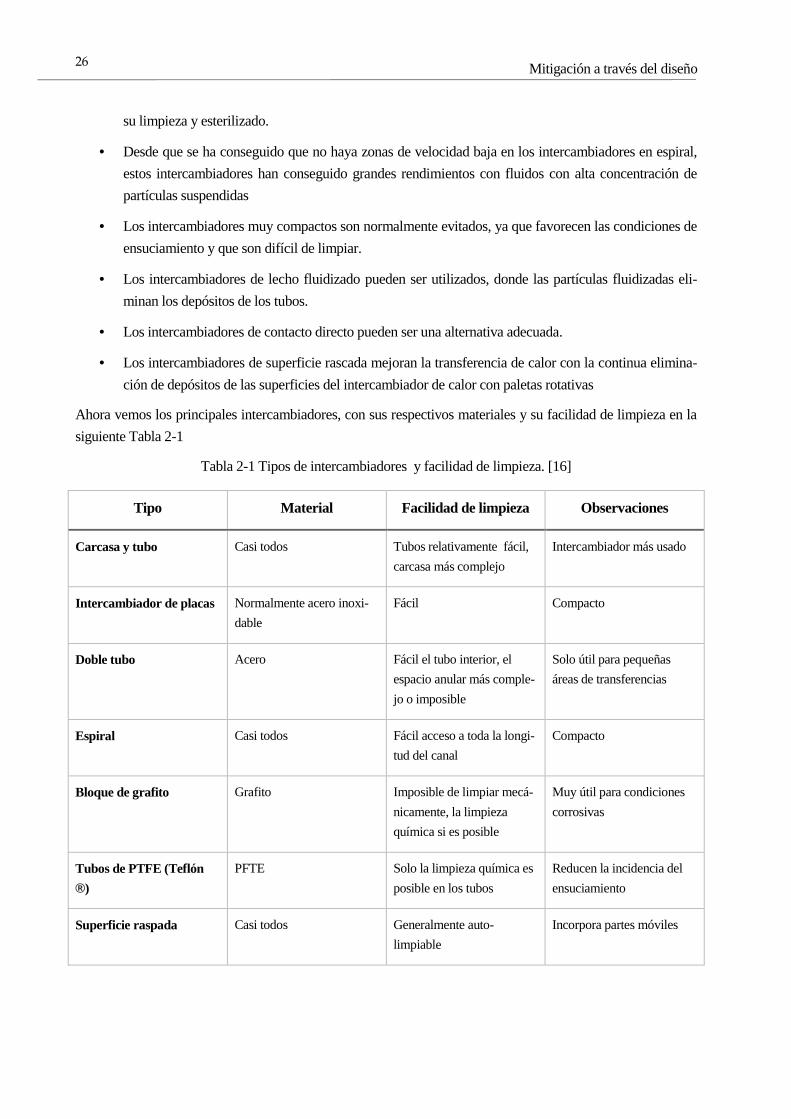
Ahora vemos los principales intercambiadores, con sus respectivos materiales y su facilidad de limpieza en la
siguiente Tabla 2-1
Tabla 2-1 Tipos de intercambiadores y facilidad de limpieza. [16]
Tipo Material Facilidad de limpieza Observaciones
Carcasa y tubo Casi todos Tubos relativamente fácil,
carcasa más complejo
Intercambiador más usado
Intercambiador de placas Normalmente acero inoxi-
dable
Fácil Compacto
Doble tubo Acero Fácil el tubo interior, el
espacio anular más comple-
jo o imposible
Solo útil para pequeñas
áreas de transferencias
Espiral Casi todos Fácil acceso a toda la longi-
tud del canal
Compacto
Bloque de grafito Grafito Imposible de limpiar mecá-
nicamente, la limpieza
química si es posible
Muy útil para condiciones
corrosivas
Tubos de PTFE (Teflón
®)
PFTE Solo la limpieza química es
posible en los tubos
Reducen la incidencia del
ensuciamiento
Superficie raspada Casi todos Generalmente auto-
limpiable
Incorpora partes móviles
27 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
2.3.1 Intercambiador de carcasa y tubo
La experiencia muestra que a mayores velocidades de flujo y a menor temperatura superficial de los tubos,
generalmente tienden en reducir el ensuciamiento. Además, la disposición de eliminar el estancamiento o la
baja velocidad en regiones, reduce el ensuciamiento total. Como normal general, el fluido con más ensucia-
miento y más corrosivo deberá ir en el interior de los tubos. El interior de los tubos puede limpiarse mucho
más fácil que la parte exterior y los tubos pueden hacerse con mejores materiales a menor coste que la carcasa.
[9]
La orientación es otra cosa a tener en cuenta. Esta influye en la facilidad de que el intercambiador sea limpiado
y en que se formen depósitos. Si el ensuciamiento es esperado una orientación vertical puede permitir que lo
solidos se muevan a través del intercambiador. Si la posición horizontal es inevitable, hay que colocar el fluido
con ensuciamiento a través de los tubos asegurando el flujo descendiente con un diseño con varios pasos por
tubo. Poner el fluido con más ensuciamiento por la carcasa no es recomendable, pero se ha encontrado un
cierto éxito en deflectores dobles verticales porque permiten el paso de sedimento a través del intercambiador.
[9]
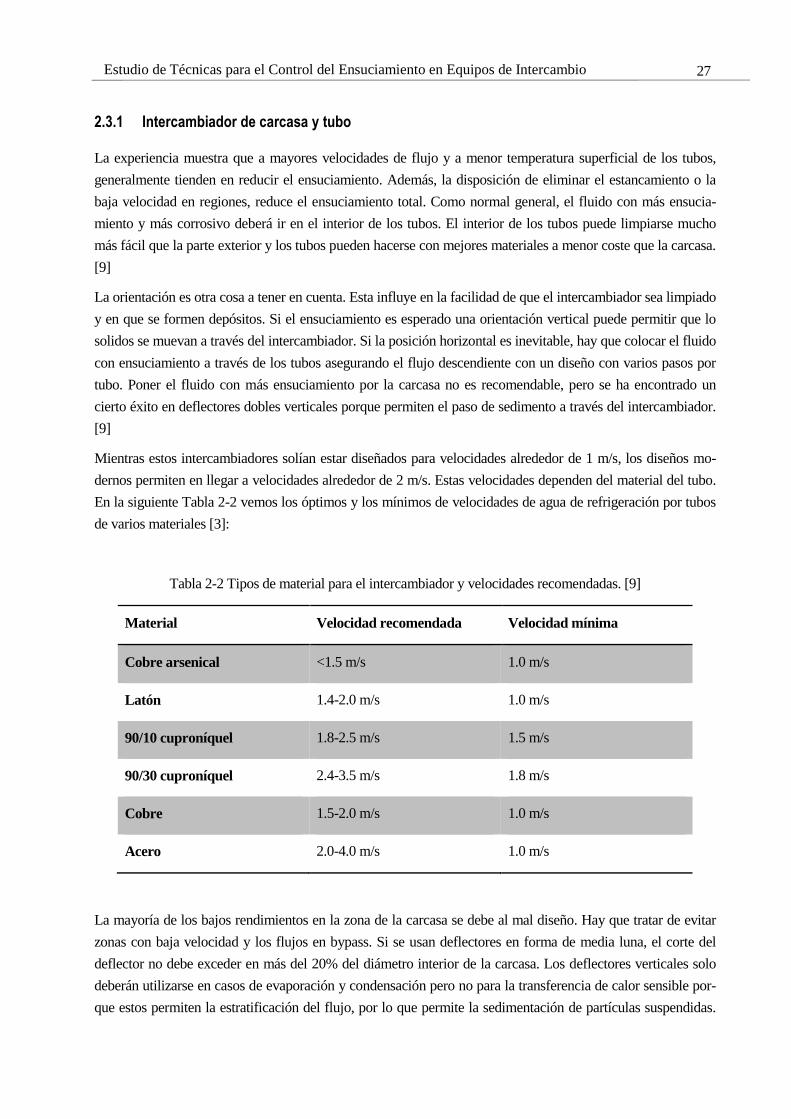
Mientras estos intercambiadores solían estar diseñados para velocidades alrededor de 1 m/s, los diseños mo-
dernos permiten en llegar a velocidades alrededor de 2 m/s. Estas velocidades dependen del material del tubo.
En la siguiente Tabla 2-2 vemos los óptimos y los mínimos de velocidades de agua de refrigeración por tubos
de varios materiales [3]:
Tabla 2-2 Tipos de material para el intercambiador y velocidades recomendadas. [9]
Material Velocidad recomendada Velocidad mínima
Cobre arsenical <1.5 m/s 1.0 m/s
Latón 1.4-2.0 m/s 1.0 m/s
90/10 cuproníquel 1.8-2.5 m/s 1.5 m/s
90/30 cuproníquel 2.4-3.5 m/s 1.8 m/s
Cobre 1.5-2.0 m/s 1.0 m/s
Acero 2.0-4.0 m/s 1.0 m/s
La mayoría de los bajos rendimientos en la zona de la carcasa se debe al mal diseño. Hay que tratar de evitar
zonas con baja velocidad y los flujos en bypass. Si se usan deflectores en forma de media luna, el corte del
deflector no debe exceder en más del 20% del diámetro interior de la carcasa. Los deflectores verticales solo
deberán utilizarse en casos de evaporación y condensación pero no para la transferencia de calor sensible por-
que estos permiten la estratificación del flujo, por lo que permite la sedimentación de partículas suspendidas.
Mitigación a través del diseño
28
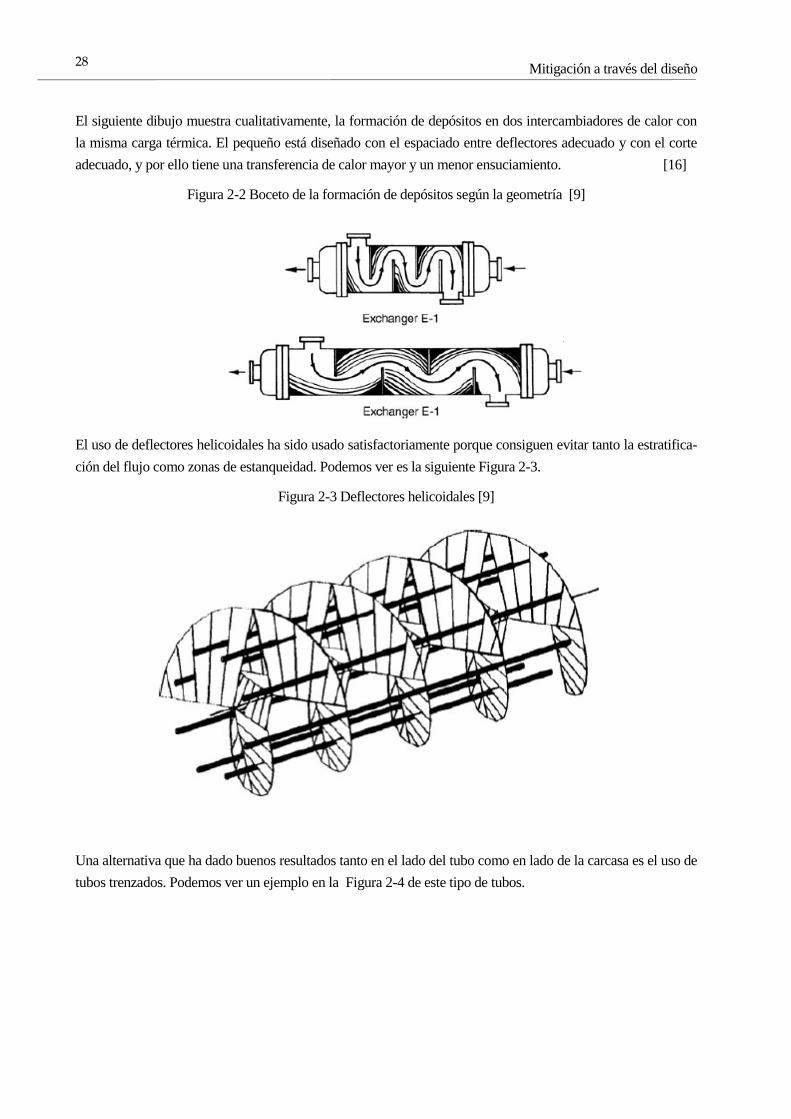
El siguiente dibujo muestra cualitativamente, la formación de depósitos en dos intercambiadores de calor con
la misma carga térmica. El pequeño está diseñado con el espaciado entre deflectores adecuado y con el corte
adecuado, y por ello tiene una transferencia de calor mayor y un menor ensuciamiento. [16]
Figura 2-2 Boceto de la formación de depósitos según la geometría [9]
El uso de deflectores helicoidales ha sido usado satisfactoriamente porque consiguen evitar tanto la estratifica-
ción del flujo como zonas de estanqueidad. Podemos ver es la siguiente Figura 2-3.
Figura 2-3 Deflectores helicoidales [9]
Una alternativa que ha dado buenos resultados tanto en el lado del tubo como en lado de la carcasa es el uso de
tubos trenzados. Podemos ver un ejemplo en la Figura 2-4 de este tipo de tubos.

29 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
Figura 2-4 Tubos trenzados [9]
Es normalmente asumido que los tubos con aletas tienden a ensuciarse más debido a las zonas de baja veloci-
dad en la base de las aletas. Mientras estos problemas pueden aparecer en mecanismos de ensuciamiento que
dependan fuertemente en la velocidad, como el biológico o sedimentación, hay un número de aplicaciones
donde el uso de este tipo de tubos reduce el ensuciamiento. Esto se explica por el efecto de la expansión térmi-
ca no uniforme a través de los tubos, que reducen la adherencia y dureza de los depósitos. Hay que tener en
cuenta que la utilización de estos tubos conlleva una limpieza mecánica muy difícil o incluso imposible. [3]
Otra alternativa es el uso de intercambiadores en lecho fluidizado. Pequeñas partículas sólidas (metal, vidrio,
cerámica) son fluidizados dentro de los tubos hacía arriba del fluido. Esto provoca un aumento de la transmi-
sión de calor ya que disminuye la velocidad, pero sobre todo más importante al ser estas partículas abrasivas,
van removiendo la mayoría de los depósitos. Son utilizados en refrigeración de agua. [3]
2.3.2 Otros intercambiadores de calor
La instalación generalizada de intercambiadores de calor compactos ha sido obstaculizado por la percepción
que los pequeños conductos son más fuertemente afectados por la formación de depósitos. Obviamente los
intercambiadores compactos no son adecuados para fluidos que contienen materiales con grandes partículas o
sedimentos. Con todo eso, muchas investigaciones demuestran que las fuerzas cortantes y la distribución de
flujo uniforme típico de intercambiadores compactos, reducen la formación y la adhesión de depósitos. Des-
afortunadamente, no hay muchas publicaciones sobre ensuciamiento y limpieza en intercambiadores de calor
compactos. [9]
El exceso de superficie en el intercambiador incrementa con el aumento del coeficiente de transferencia de
calor en caso limpio para una carga térmica constante. Como vimos en la Ecuación 1-5:
limplimpieza
1ensuciemientoio e
AU R
A= +
Esto coloca a los intercambiadores compactos con una gran penalización. Típico coeficiente para un inter-
cambiador de placas es sobre 3000 W/m2K, para un intercambiador carcasa y tubo sobre 1000 W/m2K. Para
un diseño de resistencia de ensuciamiento de 0.3 m2K/kW le corresponderá un 30% de sobredimensionamien-
to al intercambiador de carcasa y tubo y 90% de sobredimensionamiento al intercambiador de placas. [9]
Mitigación a través del diseño
30
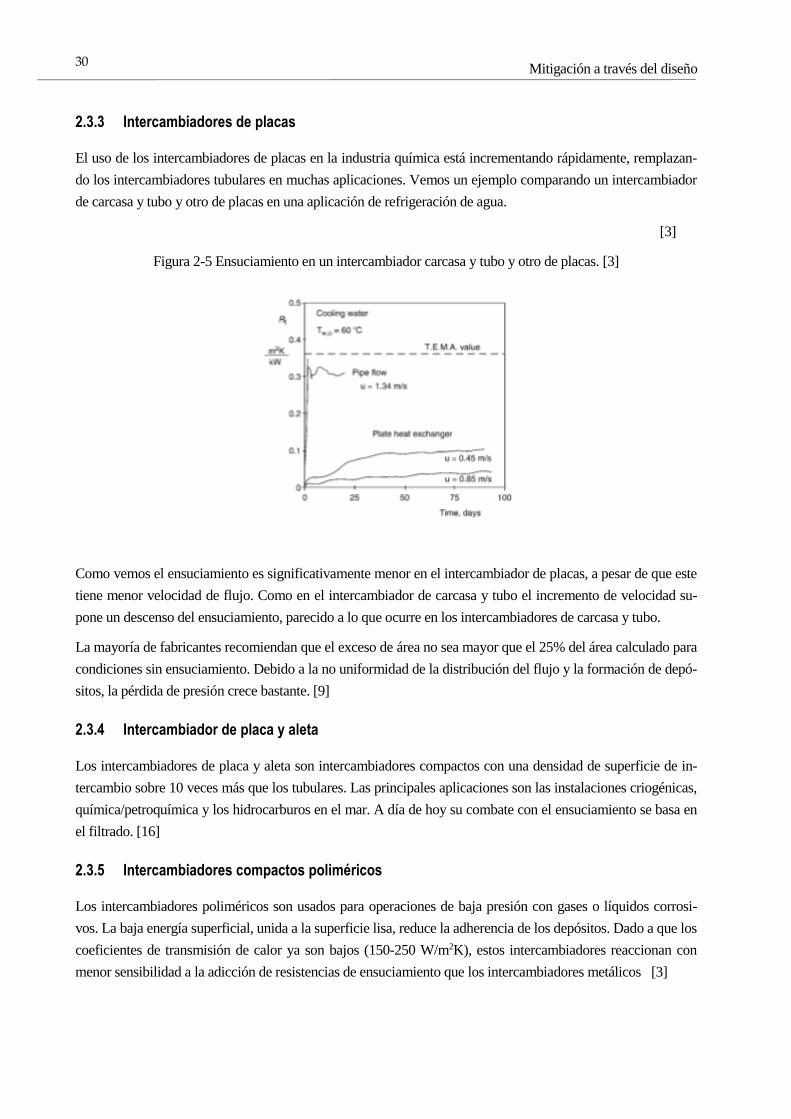
2.3.3 Intercambiadores de placas
El uso de los intercambiadores de placas en la industria química está incrementando rápidamente, remplazan-
do los intercambiadores tubulares en muchas aplicaciones. Vemos un ejemplo comparando un intercambiador
de carcasa y tubo y otro de placas en una aplicación de refrigeración de agua.
[3]
Figura 2-5 Ensuciamiento en un intercambiador carcasa y tubo y otro de placas. [3]
Como vemos el ensuciamiento es significativamente menor en el intercambiador de placas, a pesar de que este
tiene menor velocidad de flujo. Como en el intercambiador de carcasa y tubo el incremento de velocidad su-
pone un descenso del ensuciamiento, parecido a lo que ocurre en los intercambiadores de carcasa y tubo.
La mayoría de fabricantes recomiendan que el exceso de área no sea mayor que el 25% del área calculado para
condiciones sin ensuciamiento. Debido a la no uniformidad de la distribución del flujo y la formación de depó-
sitos, la pérdida de presión crece bastante. [9]
2.3.4 Intercambiador de placa y aleta
Los intercambiadores de placa y aleta son intercambiadores compactos con una densidad de superficie de in-
tercambio sobre 10 veces más que los tubulares. Las principales aplicaciones son las instalaciones criogénicas,
química/petroquímica y los hidrocarburos en el mar. A día de hoy su combate con el ensuciamiento se basa en
el filtrado. [16]
2.3.5 Intercambiadores compactos poliméricos
Los intercambiadores poliméricos son usados para operaciones de baja presión con gases o líquidos corrosi-
vos. La baja energía superficial, unida a la superficie lisa, reduce la adherencia de los depósitos. Dado a que los
coeficientes de transmisión de calor ya son bajos (150-250 W/m2K), estos intercambiadores reaccionan con
menor sensibilidad a la adicción de resistencias de ensuciamiento que los intercambiadores metálicos [3]
31 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
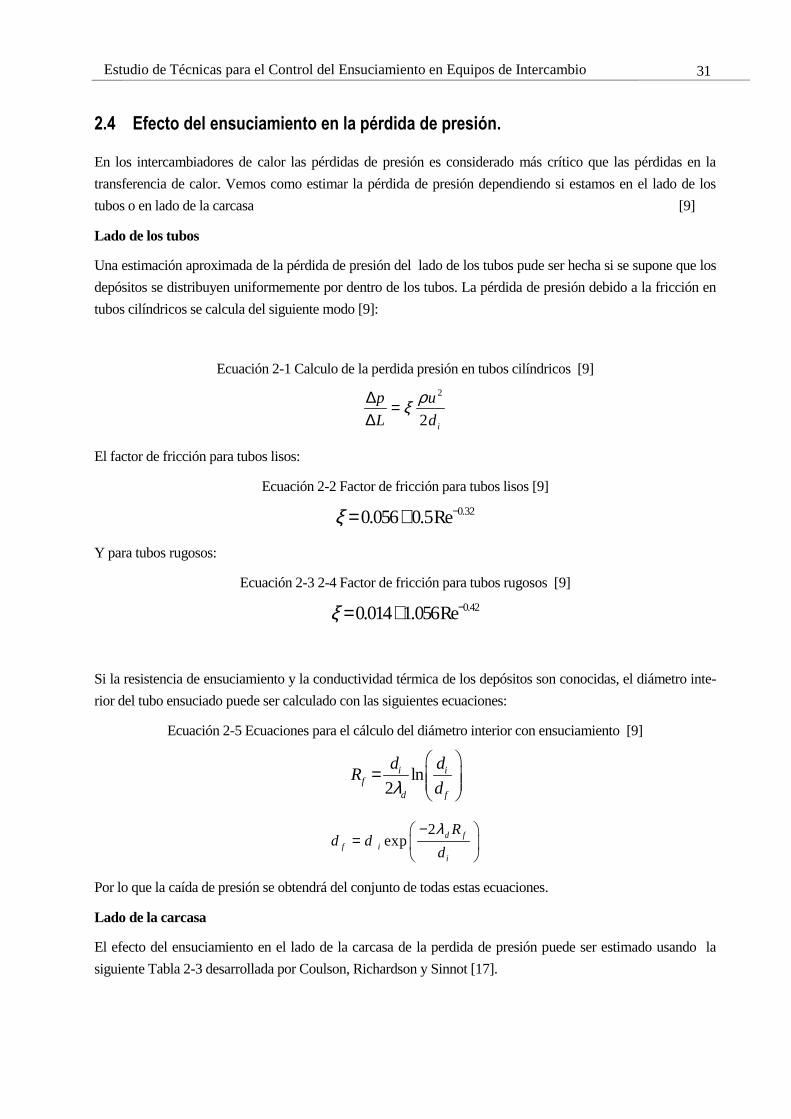
2.4 Efecto del ensuciamiento en la pérdida de presión.
En los intercambiadores de calor las pérdidas de presión es considerado más crítico que las pérdidas en la
transferencia de calor. Vemos como estimar la pérdida de presión dependiendo si estamos en el lado de los
tubos o en lado de la carcasa [9]
Lado de los tubos
Una estimación aproximada de la pérdida de presión del lado de los tubos pude ser hecha si se supone que los
depósitos se distribuyen uniformemente por dentro de los tubos. La pérdida de presión debido a la fricción en
tubos cilíndricos se calcula del siguiente modo [9]:
Ecuación 2-1 Calculo de la perdida presión en tubos cilíndricos [9]
2
2 i
p u
L d
ρξ∆ =∆
El factor de fricción para tubos lisos:
Ecuación 2-2 Factor de fricción para tubos lisos [9]
0.320.056 0.5Reξ −= +
Y para tubos rugosos:
Ecuación 2-3 2-4 Factor de fricción para tubos rugosos [9]
0.420.014 1.056Reξ −= +
Si la resistencia de ensuciamiento y la conductividad térmica de los depósitos son conocidas, el diámetro inte-
rior del tubo ensuciado puede ser calculado con las siguientes ecuaciones:
Ecuación 2-5 Ecuaciones para el cálculo del diámetro interior con ensuciamiento [9]
ln2
i if
d f
d dR
dλ
=
2exp d f
f ii
Rd d
d
λ− =
Por lo que la caída de presión se obtendrá del conjunto de todas estas ecuaciones.
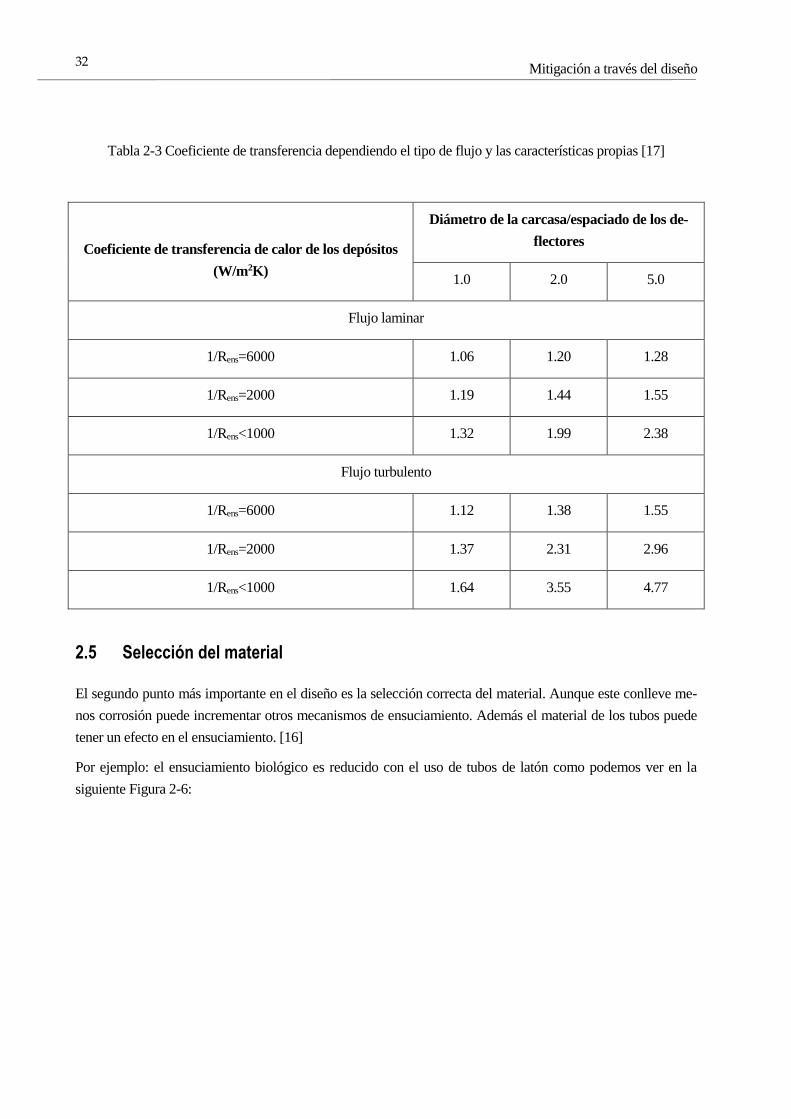
Lado de la carcasa
El efecto del ensuciamiento en el lado de la carcasa de la perdida de presión puede ser estimado usando la
siguiente Tabla 2-3 desarrollada por Coulson, Richardson y Sinnot [17].
Mitigación a través del diseño
32
Tabla 2-3 Coeficiente de transferencia dependiendo el tipo de flujo y las características propias [17]
Coeficiente de transferencia de calor de los depósitos
(W/m2K)
Diámetro de la carcasa/espaciado de los de-
flectores
1.0 2.0 5.0
Flujo laminar
1/Rens=6000 1.06 1.20 1.28
1/Rens=2000 1.19 1.44 1.55
1/Rens<1000 1.32 1.99 2.38
Flujo turbulento
1/Rens=6000 1.12 1.38 1.55
1/Rens=2000 1.37 2.31 2.96
1/Rens<1000 1.64 3.55 4.77
2.5 Selección del material
El segundo punto más importante en el diseño es la selección correcta del material. Aunque este conlleve me-
nos corrosión puede incrementar otros mecanismos de ensuciamiento. Además el material de los tubos puede
tener un efecto en el ensuciamiento. [16]
Por ejemplo: el ensuciamiento biológico es reducido con el uso de tubos de latón como podemos ver en la
siguiente Figura 2-6:
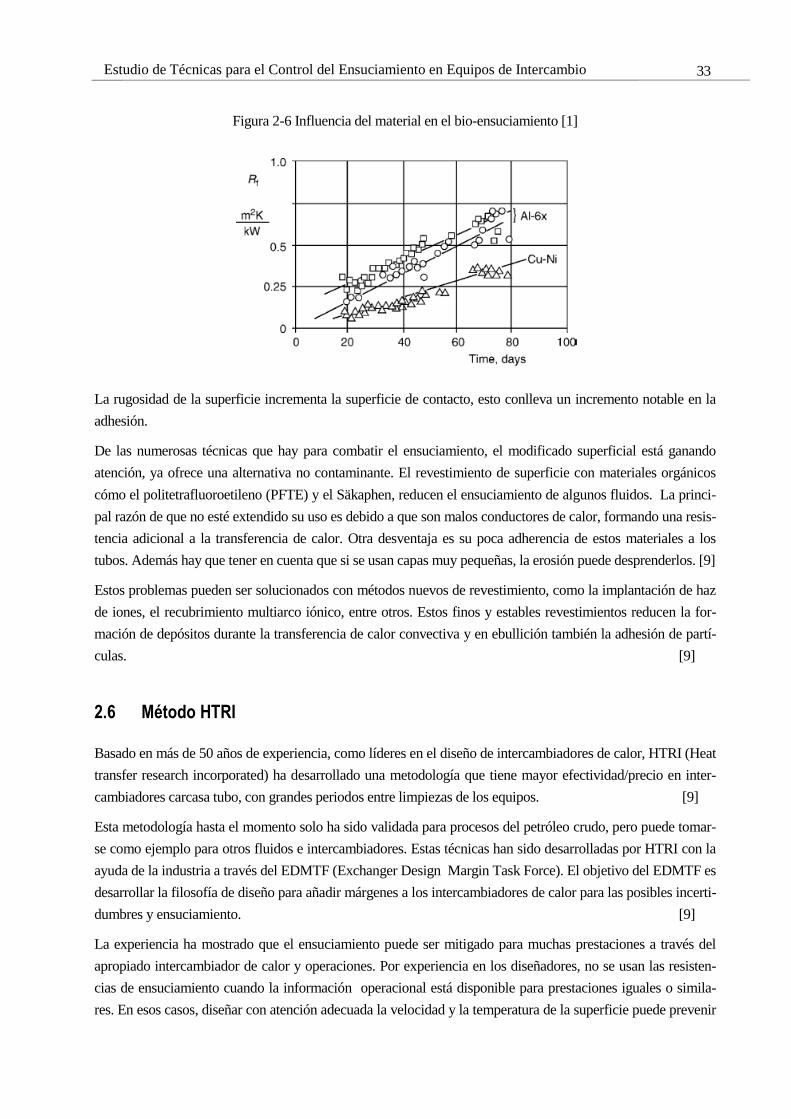
33 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
Figura 2-6 Influencia del material en el bio-ensuciamiento [1]
La rugosidad de la superficie incrementa la superficie de contacto, esto conlleva un incremento notable en la
adhesión.
De las numerosas técnicas que hay para combatir el ensuciamiento, el modificado superficial está ganando
atención, ya ofrece una alternativa no contaminante. El revestimiento de superficie con materiales orgánicos
cómo el politetrafluoroetileno (PFTE) y el Säkaphen, reducen el ensuciamiento de algunos fluidos. La princi-
pal razón de que no esté extendido su uso es debido a que son malos conductores de calor, formando una resis-
tencia adicional a la transferencia de calor. Otra desventaja es su poca adherencia de estos materiales a los
tubos. Además hay que tener en cuenta que si se usan capas muy pequeñas, la erosión puede desprenderlos. [9]
Estos problemas pueden ser solucionados con métodos nuevos de revestimiento, como la implantación de haz
de iones, el recubrimiento multiarco iónico, entre otros. Estos finos y estables revestimientos reducen la for-
mación de depósitos durante la transferencia de calor convectiva y en ebullición también la adhesión de partí-
culas. [9]
2.6 Método HTRI
Basado en más de 50 años de experiencia, como líderes en el diseño de intercambiadores de calor, HTRI (Heat
transfer research incorporated) ha desarrollado una metodología que tiene mayor efectividad/precio en inter-
cambiadores carcasa tubo, con grandes periodos entre limpiezas de los equipos. [9]
Esta metodología hasta el momento solo ha sido validada para procesos del petróleo crudo, pero puede tomar-
se como ejemplo para otros fluidos e intercambiadores. Estas técnicas han sido desarrolladas por HTRI con la
ayuda de la industria a través del EDMTF (Exchanger Design Margin Task Force). El objetivo del EDMTF es
desarrollar la filosofía de diseño para añadir márgenes a los intercambiadores de calor para las posibles incerti-
dumbres y ensuciamiento. [9]
La experiencia ha mostrado que el ensuciamiento puede ser mitigado para muchas prestaciones a través del
apropiado intercambiador de calor y operaciones. Por experiencia en los diseñadores, no se usan las resisten-
cias de ensuciamiento cuando la información operacional está disponible para prestaciones iguales o simila-
res. En esos casos, diseñar con atención adecuada la velocidad y la temperatura de la superficie puede prevenir

Mitigación a través del diseño
34
significativamente el ensuciamiento mientras que un uso de una alta resistencia de ensuciamiento generará un
alto grado de ensuciamiento. [9]
Un pequeño margen de superficie debe ser añadido para combatir las incertezas. Raramente este margen debe
ser mayor que un 30%. Mayor que ese porcentaje indican que el camino a resolver no es el correcto y se debe
pues de un problema del ingeniero. [9]
2.6.1 Mejores condiciones de operación del crudo
Para esta metodología el fluido tiene que tener las siguientes características [9]:
• Medio-alto punto de ebullición en la mezcla de hidrocarburos con gravedad API menor que 45.
• Razonable contenido de sal.
• Sin partículas pesadas.
� Velocidad mínima.
• Velocidad dentro de los tubos de 2 m/s. Esta velocidad limite es aplicable para tubos con un diámetro
exterior entre 19.05 y 25.4 mm. Para mantener las fuerzas cortantes hay que aumentar la velocidad 2.2
m/s si los diámetros están entre 31.75 y 38.1 mmm
• La velocidad dentro de la carcasa como mínimo debe ser de 0.6 m/s. Si el sentido de flujo dentro de la
carcasa es totalmente horizontal, la velocidad deberá ser de 1.2 m/s.
� Temperatura máxima.
• La máxima temperatura de las paredes de los tubos deben ser de alrededor de 300ºC.
2.6.2 Mejores condiciones de operación para torres de refrigeración
La temperatura del agua debe ser calculada para no exceder en temperatura promedio de 50ºC y no superar en
las paredes de los tubos de 60ºC. Además debe tener la suficiente velocidad para mantener las partículas en
suspensión y de producir la suficiente fuerza cortante donde ocurra el ensuciamiento. La velocidad mínima
dependerá de la cantidad de contaminantes disueltos. Hay mucha información sobre velocidades de diseño,
como por ejemplo la aportada en la Tabla 2-2. [9]
2.7 Recomendaciones de diseño
2.7.1 Exceso de superficie
Si los fluidos cumplen con lo antes expuesto, un exceso de superficie de entre un 20-25% debería ser utilizado
en vez de usar resistencias de ensuciamiento en el cálculo. Este margen se puede reducir cuando el diseñador
tenga totalmente controlado las propiedades del fluido, la mitigación del ensuciamiento, y los métodos predic-
tivos, todo esto normalmente basado en experiencias pasadas. [9]
35 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
Si solo uno de los fluidos opera en las mejores condiciones de operación, se tendrán que usar resistencias de
ensuciamiento en el cálculo. [9]
2.7.2 Perdida de presión admisible.
Las pérdidas de presión deberían ser las que requieran para mantener la velocidad mínima crítica. Si la perdi-
da de presión es muy baja y por consiguiente, la velocidad, el ensuciamiento será inevitable. [9]
2.8 Intercambiador en lecho fluidizado.
El mecanismo que se describe en este método no combate el ensuciamiento a través del uso de químicos o a
través de aumentar la turbulencia. En vez de eso está basado en el concepto de dejar que el ensuciamiento se
forme y eliminarlo cuando se esté formando. El interior de los tubos es limpiado por la acción continuada de
partículas fluidizadas sólidas. Estas partículas no solo mantienen la superficie limpia, sino que también incre-
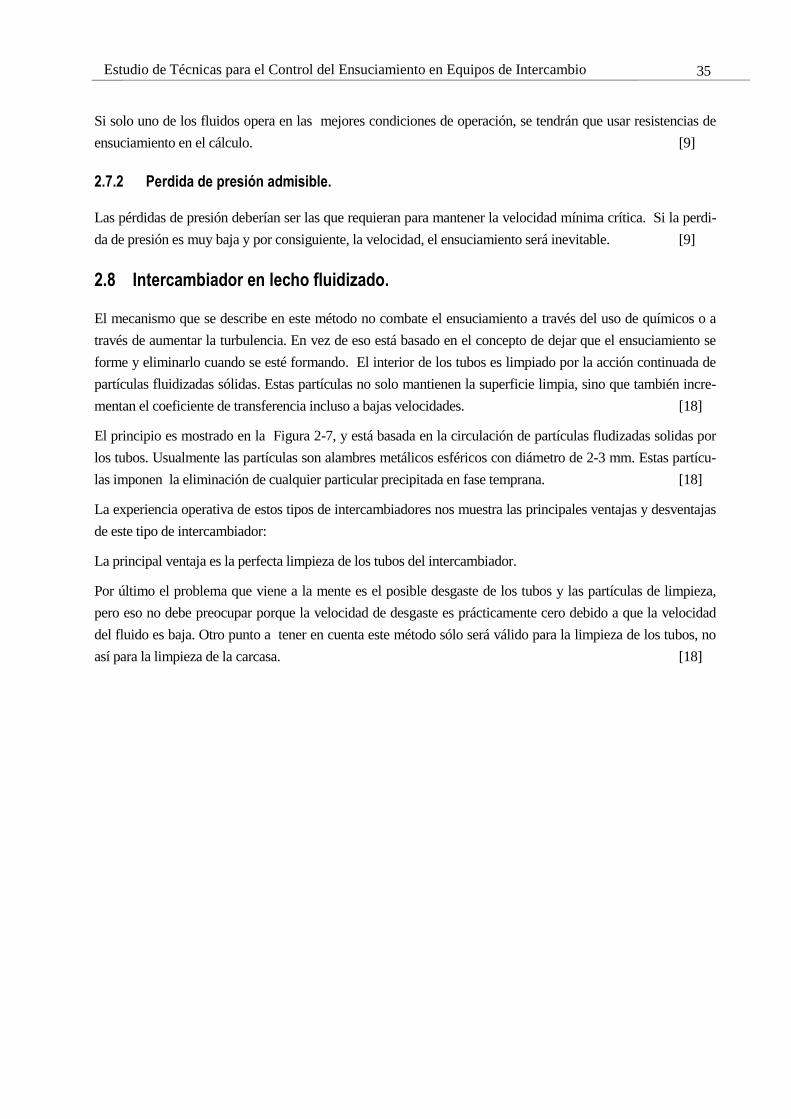
mentan el coeficiente de transferencia incluso a bajas velocidades. [18]
El principio es mostrado en la Figura 2-7, y está basada en la circulación de partículas fludizadas solidas por
los tubos. Usualmente las partículas son alambres metálicos esféricos con diámetro de 2-3 mm. Estas partícu-
las imponen la eliminación de cualquier particular precipitada en fase temprana. [18]
La experiencia operativa de estos tipos de intercambiadores nos muestra las principales ventajas y desventajas
de este tipo de intercambiador:
La principal ventaja es la perfecta limpieza de los tubos del intercambiador.
Por último el problema que viene a la mente es el posible desgaste de los tubos y las partículas de limpieza,
pero eso no debe preocupar porque la velocidad de desgaste es prácticamente cero debido a que la velocidad
del fluido es baja. Otro punto a tener en cuenta este método sólo será válido para la limpieza de los tubos, no
así para la limpieza de la carcasa. [18]
Mitigación a través del diseño
36
Figura 2-7 Esquema de un intercambiador en leche fluidizado [18]

37 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
3 MÉTODOS ON-LINE
3.1 Introducción
Los métodos online tienen como objetivo el mantener con una cierta limpieza los intercambiadores o retrasar
el ensuciamiento, en orden de mantener las condiciones operacionales de la planta, sin desconectar en ningún
momento los intercambiadores. He realizado una pequeña división de los métodos online en la Figura 3-1
Clasificación métodos online.
Figura 3-1 Clasificación métodos online
3.2 Filtración
La eliminación de los contaminantes puede reducir significativamente el ensuciamiento. Por ejemplo, la elimi-
nación de componentes como, sodio, azufre vanadio de los fuel antes de la combustión y la eliminación de los
contaminantes de los gases de combustión son dos opciones para mitigar el ensuciamiento en la parte del gas.
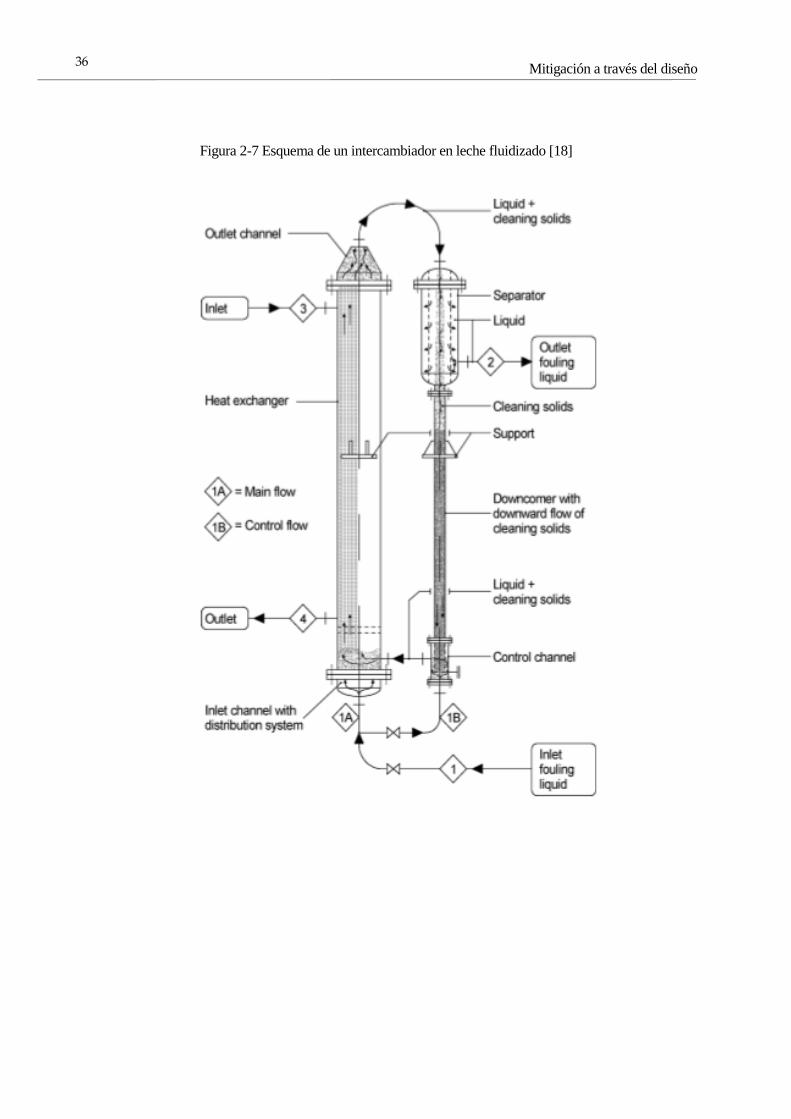
El problema de la filtración no es otro que la perdida de presión. En la siguiente Figura 3-2 podemos ver un
ejemplo de filtración. [15]
Métodos On-line
38
Figura 3-2 Ejemplo de filtración [19]
3.3 Condiciones operacionales.
Estos métodos consisten en la eliminación de los depósitos cambiando las condiciones de operación de la plan-
ta. Los principales métodos son los siguientes:
3.3.1 Choque térmico
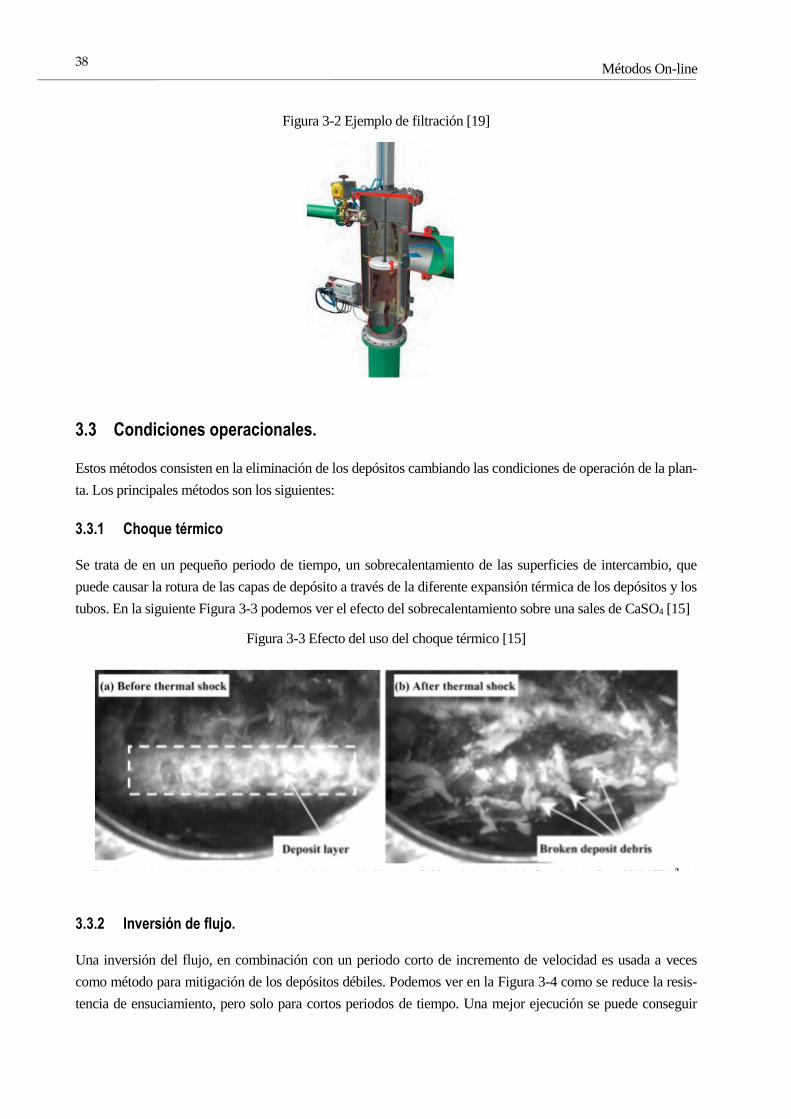
Se trata de en un pequeño periodo de tiempo, un sobrecalentamiento de las superficies de intercambio, que
puede causar la rotura de las capas de depósito a través de la diferente expansión térmica de los depósitos y los
tubos. En la siguiente Figura 3-3 podemos ver el efecto del sobrecalentamiento sobre una sales de CaSO4 [15]
Figura 3-3 Efecto del uso del choque térmico [15]
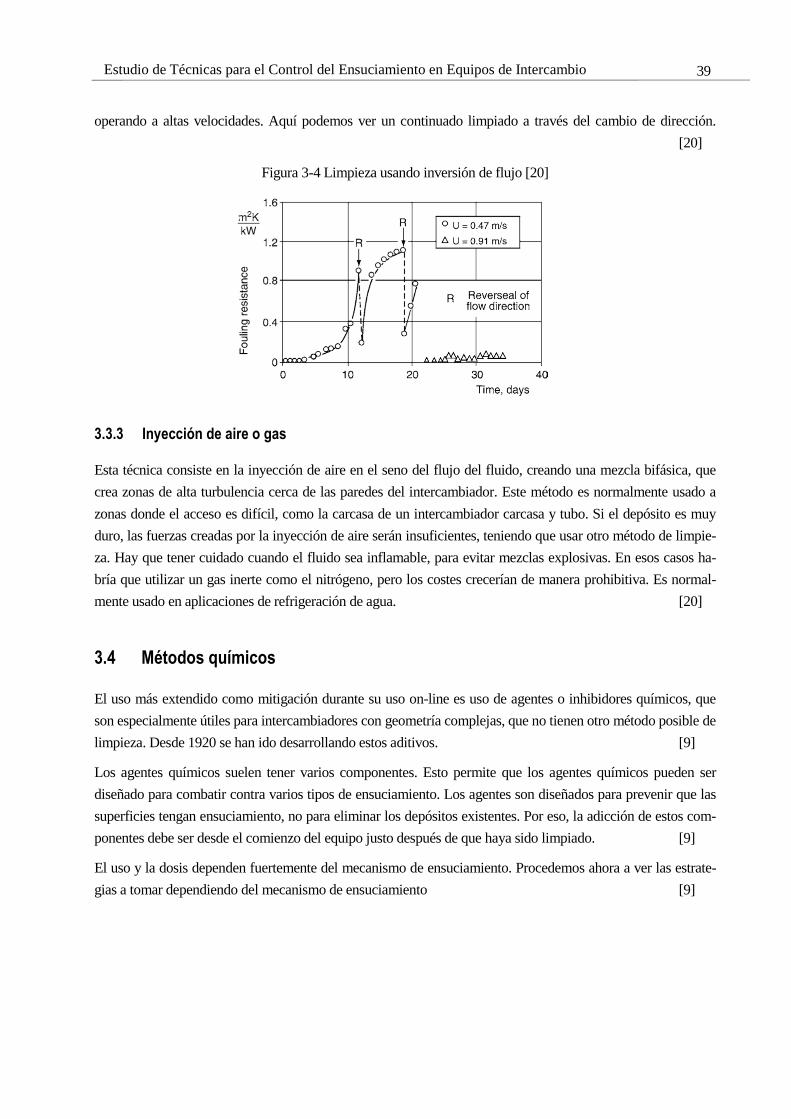
3.3.2 Inversión de flujo.
Una inversión del flujo, en combinación con un periodo corto de incremento de velocidad es usada a veces
como método para mitigación de los depósitos débiles. Podemos ver en la Figura 3-4 como se reduce la resis-
tencia de ensuciamiento, pero solo para cortos periodos de tiempo. Una mejor ejecución se puede conseguir
39 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
operando a altas velocidades. Aquí podemos ver un continuado limpiado a través del cambio de dirección.
[20]
Figura 3-4 Limpieza usando inversión de flujo [20]
3.3.3 Inyección de aire o gas
Esta técnica consiste en la inyección de aire en el seno del flujo del fluido, creando una mezcla bifásica, que
crea zonas de alta turbulencia cerca de las paredes del intercambiador. Este método es normalmente usado a
zonas donde el acceso es difícil, como la carcasa de un intercambiador carcasa y tubo. Si el depósito es muy
duro, las fuerzas creadas por la inyección de aire serán insuficientes, teniendo que usar otro método de limpie-
za. Hay que tener cuidado cuando el fluido sea inflamable, para evitar mezclas explosivas. En esos casos ha-
bría que utilizar un gas inerte como el nitrógeno, pero los costes crecerían de manera prohibitiva. Es normal-
mente usado en aplicaciones de refrigeración de agua. [20]
3.4 Métodos químicos
El uso más extendido como mitigación durante su uso on-line es uso de agentes o inhibidores químicos, que
son especialmente útiles para intercambiadores con geometría complejas, que no tienen otro método posible de
limpieza. Desde 1920 se han ido desarrollando estos aditivos. [9]
Los agentes químicos suelen tener varios componentes. Esto permite que los agentes químicos pueden ser
diseñado para combatir contra varios tipos de ensuciamiento. Los agentes son diseñados para prevenir que las
superficies tengan ensuciamiento, no para eliminar los depósitos existentes. Por eso, la adicción de estos com-
ponentes debe ser desde el comienzo del equipo justo después de que haya sido limpiado. [9]
El uso y la dosis dependen fuertemente del mecanismo de ensuciamiento. Procedemos ahora a ver las estrate-
gias a tomar dependiendo del mecanismo de ensuciamiento [9]

Métodos On-line
40
3.4.1 Cristalización
Hay tres alternativas para mitigar o para prevenir la formación de cristales [20]:
1. Eliminación
La cristalización puede ser eliminada por intercambio iónico y por tratamiento químico. En últimos tratamien-
tos, el ácido carbónico y la dureza cálcica son eliminados con la adicción de químicos. Si se usa el tratamiento
con cal:
( )3 2 3 22
2 2 3 2
(OH) 2 2
(OH)
Ca HCO Ca CaCO H O
CO Ca CaCO H O
+ → +
+ → +
Durante la descarburación lenta (1-3 horas de tiempo de residencia) el calcio precipita en forma de sal, durante
la descarburación rápida (5-10 minutos de tiempo de residencia) este precipita en forma de partículas. Con la
excepción de instalaciones con gran dureza cálcica, ya no se usa más este método
2. Control del pH
La solubilidad de formación de cristales aumenta con la disminución del pH. Muchos tratamientos incluye por
eso la adicción de un ácido, (normalmente H2SO4), para mantener el pH en una región de 6,5-7,5. Hay que
tener cuidado si el Sistema tiene materiales anticorrosivos. Para determinar el valor del pH se suele utilizar el
índice de saturación de Langeiler o el índice de estabilidad de Ryznar. [21]
3. Inhibidores
El crecimiento de cristales o la nucleación puede ser inhibida por la adicción de algunos componentes. Pode-
mos ver algunos ejemplos en la siguiente Tabla 3-1.
Tabla 3-1 Capacidad de varios aditivos de mantener el CaCO3 en solución. [20]
Aditivo
% Eficacia
2.5 ppm 5.0 ppm 7.5 ppm 10 ppm
Polifosfato 98 99 99 100
Ácido aminofosfatico 97 96 95 94
Ácido acetodifosfatico 83 82 83 90
Poliacrilato 30 65 84 93
Ácido polimaleico 26 35 44 56
EDTA 15 20 20 2
41 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
3.4.2 Sedimentación
Este tipo de ensuciamiento se suele mitigar con el uso de tensoáctivos o dispersantes. Si la tensión superficial
es reducida, los aglomerados de grandes partículas pueden romperse en partículas menores, con menor tenden-
cia a la sedimentación. Para aplicaciones con agua de refrigeración se usan poliacrilatos o polisulfonatos. El
uso de polifosfatos para reducir la cristalización puede causar la reducción de la dispersión de la particular.
[20]
3.4.3 Reacción química
El ensuciamiento por reacción química incrementa exponencialmente con el incremento de la temperatura
superficial del intercambiador de calor, de acuerdo a la ecuación térmica de Arrhenius Ecuación 1-6. Como la
energía de activación es alta, una pequeña reducción de la temperatura superficial puede significar una consi-
derable reducción de esas partículas. Otra cosa a tener en cuenta, son las partículas suspendidas en el fluido
pueden funcionar como catalizador. El ensuciamiento se puede reducir eliminando esas partículas. [20]
En la industria petrolífera, un gran número de aditivos químicos se han ido desarrollando en los últimos años.
La mayoría de ellos tienen varias funciones. Generalmente, son antioxidantes, desactivadores de metal y dis-
persantes. Vemos un poco más de cada uno de estos aditivos [20]:
• Antioxidantes
Hay que tener cuidado con el oxígeno, porque incluso en pequeñas cantidades puede causar o acelerar la poli-
merización. De acuerdo a esto, los antioxidantes son aditivos han sido desarrollados para prevenir el oxígeno
en una fase inicial de la polimerización. Estos actúan de tapones en la cadena con la formación de moléculas
inertes con los oxígenos libres. [22]
• Desactivadores de metal
Es habitual encontrar trazas de metal en los hidrocarburos, estos pueden ser catalizadores en la polimerización.
Para combatir este tipo de ensuciamiento, se utilizan quelantes como desactivadores de metal. [22]
• Dispersantes
Los dispersantes o estabilizadores, como hemos visto antes, previenen a las partículas que se aglomeren en
particular más largas, que son más fácil su sedimentación y adherencia a las superficies de los metales. Ade-
más los dispersantes modifican la superficie de la partícula de tal forma que la polimerización no pueda tener
lugar. Podemos ver en la Figura 3-5 la efectividad de los dispersantes en una refinería de petróleo con y sin
tratamiento químico.
[22]

Métodos On-line
42
Figura 3-5 Efectividad del uso de dispersantes [22]
3.4.4 Biológico
El entorno en las torres de refrigeración y en sistemas de refrigeración es particularmente proclive al creci-
miento de microorganismos en el agua y en las superficies del sistema. Los microorganismos se adhieren,
crecen en la superficie y producen polisacáridos. Estos incrementan la adherencia de materia suspendida. El
crecimiento biológico es normalmente controlado por la adicción de biocidas. En los últimos años el más ex-
tendido es la clorina que reacciona con el agua dando lugar a ácido clorhídrico y ácido hipocloroso [20]:
2 2Cl H O HCl HOCl+ → +
El control biológico con clorina tiene la desventaja que esta tiene que ser añadida continuamente. Una concen-
tración mayor de 0.5 ppm puede llevar al aumento de problemas por corrosión, especialmente en equipos de
aceros inoxidables. También encontrado que el crecimiento biológico crece después de usar clorina como
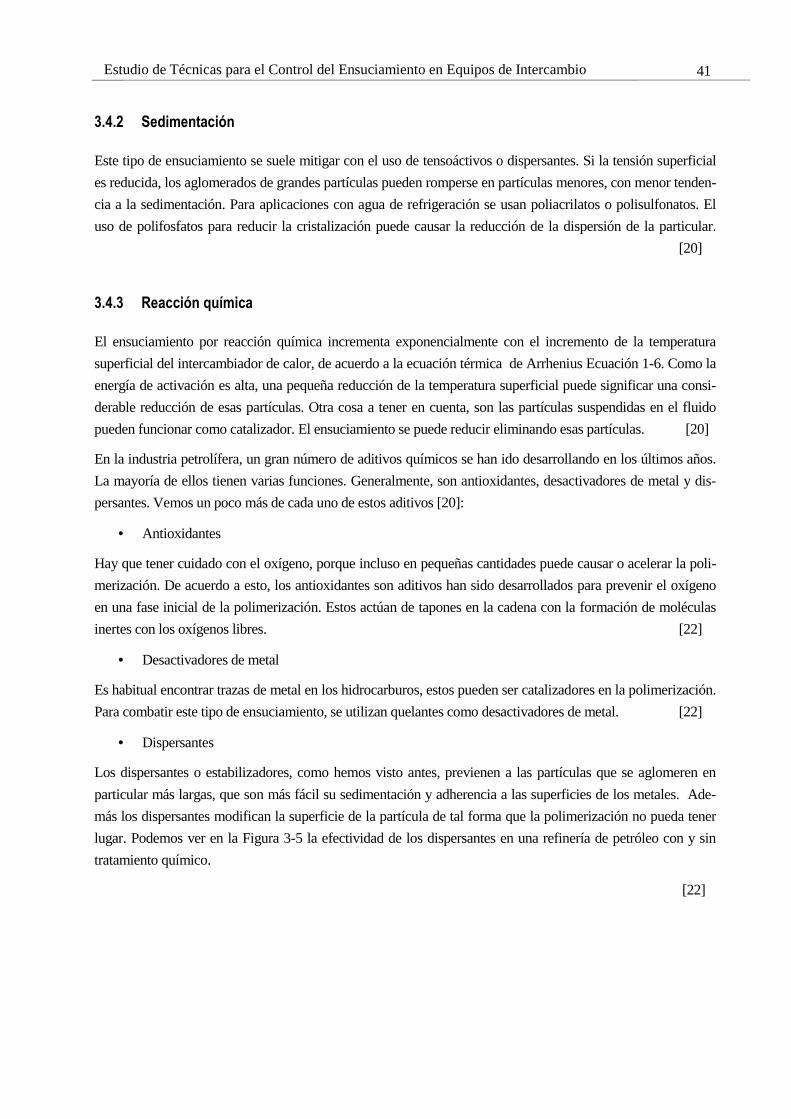
podemos ver en la Figura 3-6. Al haber hoy en día mayores restricciones en el tema medio ambiental, se em-
pieza a remplazar por otros productos químicos como metileno tiocinato o los clorofenoles. [20]
Otra opción es el uso como material de los tubos de cobre. Debido a su toxicidad, reduce el crecimiento bioló-
gico en un 60%. [20]
43 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
Figura 3-6 Efecto del uso de la clorina [20]
3.4.5 Corrosión
Normalmente es deseable tener en los tubos, una pequeña capa de óxido pasivada. Esta capa es eliminada si la
velocidad del flujo excede de 30 m/s. Una excesiva corrosión puede ser controlada añadiendo inhibidores de la
corrosión (cromatos o bases polifosfatos) o por el control del pH. Los cromatos son muy eficientes y tienen
una muy buena relación calidad/precio, pero la toxicidad de estos en el ambiente hace que su uso sea muy
restrictivo. [20]
3.5 Mecánicos
3.5.1 Insertos
Los insertos pueden mejorar significativamente la transferencia de calor en un factor de 2-15. La deposición
normalmente es inversamente proporcional a las fuerzas tangenciales en las paredes. La reducción de la visco-
sidad también contribuye a reducir el ensuciamiento. Se tiene que tener en cuenta que para el mismo flujo
másico, un incremento de la eficiencia térmica, conlleva un incremento de la caída de presión por unidad de
longitud. Estos insertos trabajan mejor en régimen laminar o de transición. En combinación de una reducción
adicional de velocidad con variaciones del diseño se puede incrementar significativamente la transferencia de
calor con ninguna o poco incremento en la perdida de presión. [20]
La selección de un tipo de inserto en particular y de su geometría depende del tipo de ensuciamiento y la dis-
ponibilidad de coladores o filtros adecuados que puedan atrapar partículas antes. Los principales tipos son: las
matrices esféricas, espirales y los insertos de alambre. [20]
Métodos On-line
44
Figura 3-7 Matriz esférica [20]
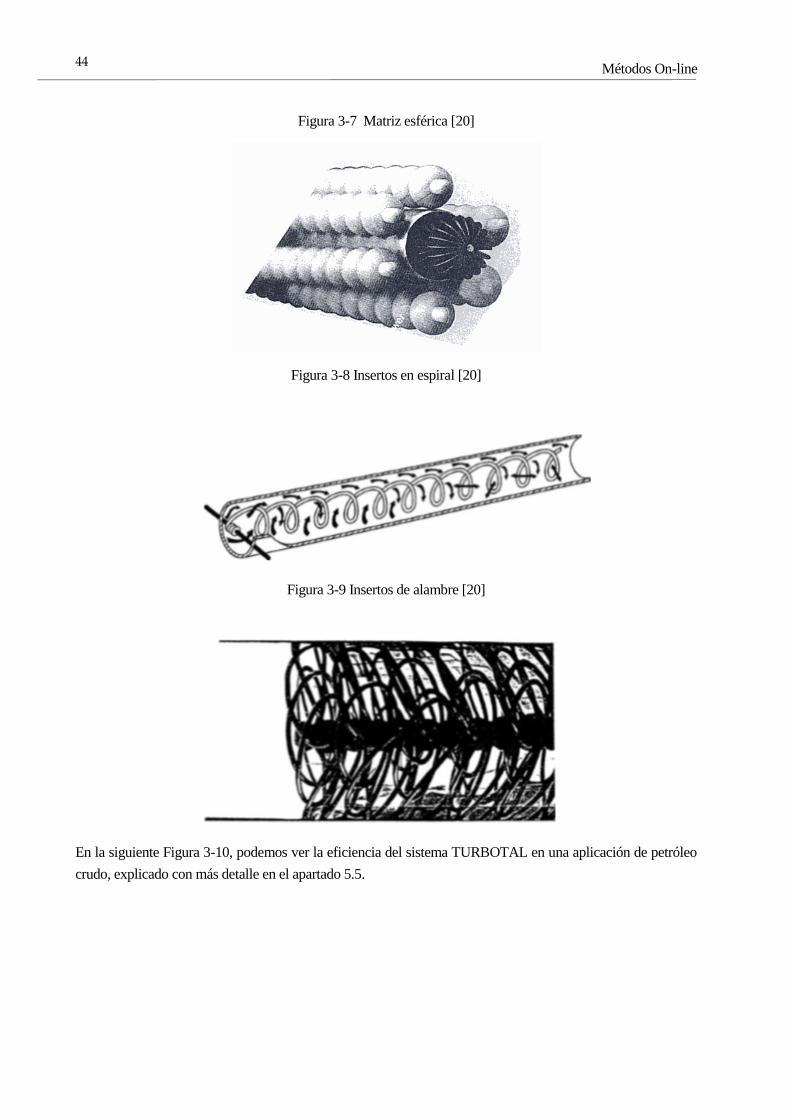
Figura 3-8 Insertos en espiral [20]
Figura 3-9 Insertos de alambre [20]
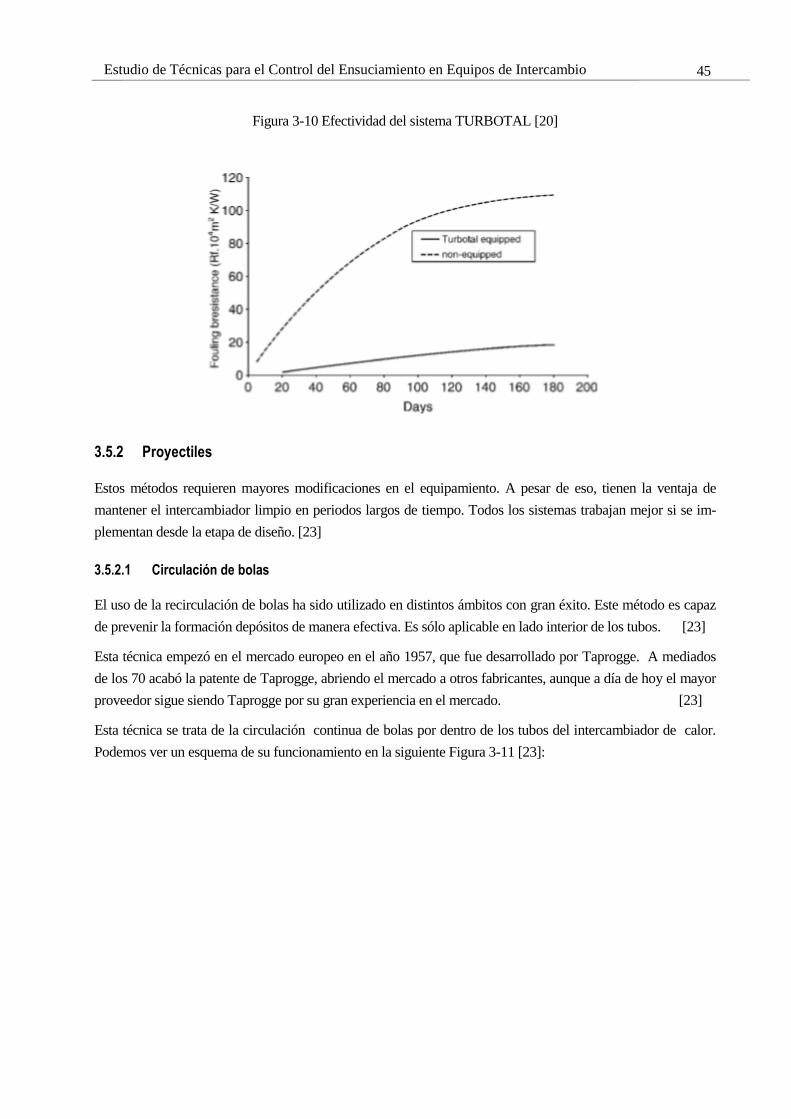
En la siguiente Figura 3-10, podemos ver la eficiencia del sistema TURBOTAL en una aplicación de petróleo
crudo, explicado con más detalle en el apartado 5.5.
45 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
Figura 3-10 Efectividad del sistema TURBOTAL [20]
3.5.2 Proyectiles
Estos métodos requieren mayores modificaciones en el equipamiento. A pesar de eso, tienen la ventaja de
mantener el intercambiador limpio en periodos largos de tiempo. Todos los sistemas trabajan mejor si se im-
plementan desde la etapa de diseño. [23]
3.5.2.1 Circulación de bolas
El uso de la recirculación de bolas ha sido utilizado en distintos ámbitos con gran éxito. Este método es capaz
de prevenir la formación depósitos de manera efectiva. Es sólo aplicable en lado interior de los tubos. [23]
Esta técnica empezó en el mercado europeo en el año 1957, que fue desarrollado por Taprogge. A mediados
de los 70 acabó la patente de Taprogge, abriendo el mercado a otros fabricantes, aunque a día de hoy el mayor
proveedor sigue siendo Taprogge por su gran experiencia en el mercado. [23]
Esta técnica se trata de la circulación continua de bolas por dentro de los tubos del intercambiador de calor.
Podemos ver un esquema de su funcionamiento en la siguiente Figura 3-11 [23]:

Métodos On-line
46
Figura 3-11 Esquema de una instalación de circulación de bolas [23]
El sobretamaño de las bolas asegura que estas estén en contacto con la pared de los tubos, así pudiendo ser
efectiva la limpieza. Las bolas son extraídas del intercambiador con un colador y luego bombeadas nuevamen-
te a la corriente de entrada del intercambiador. Las bolas en general son dúctiles y resilientes para así evitar un
excesivo desgaste con las superficies del intercambiador. El uso de bolas con superficies abrasivas es para los
depósitos más tenaces o para una primera limpieza, pero estas se deben emplear con cuidado por los proble-
mas asociados al desgaste. En la siguiente Tabla 3-2 vemos los materiales utilizados en las bolas [23]:
Tabla 3-2 Dureza de bolas de recirculación [23]
Material Dureza Vickers
Bolas recubiertas de carburo de silicio 3400
Bolas recubiertas de plástico granulado 5
Titanio 145
Acero inoxidable 142
Latón 84
Cuproníquel (90/10) 75
Cuproníquel (70/30) 95
47 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
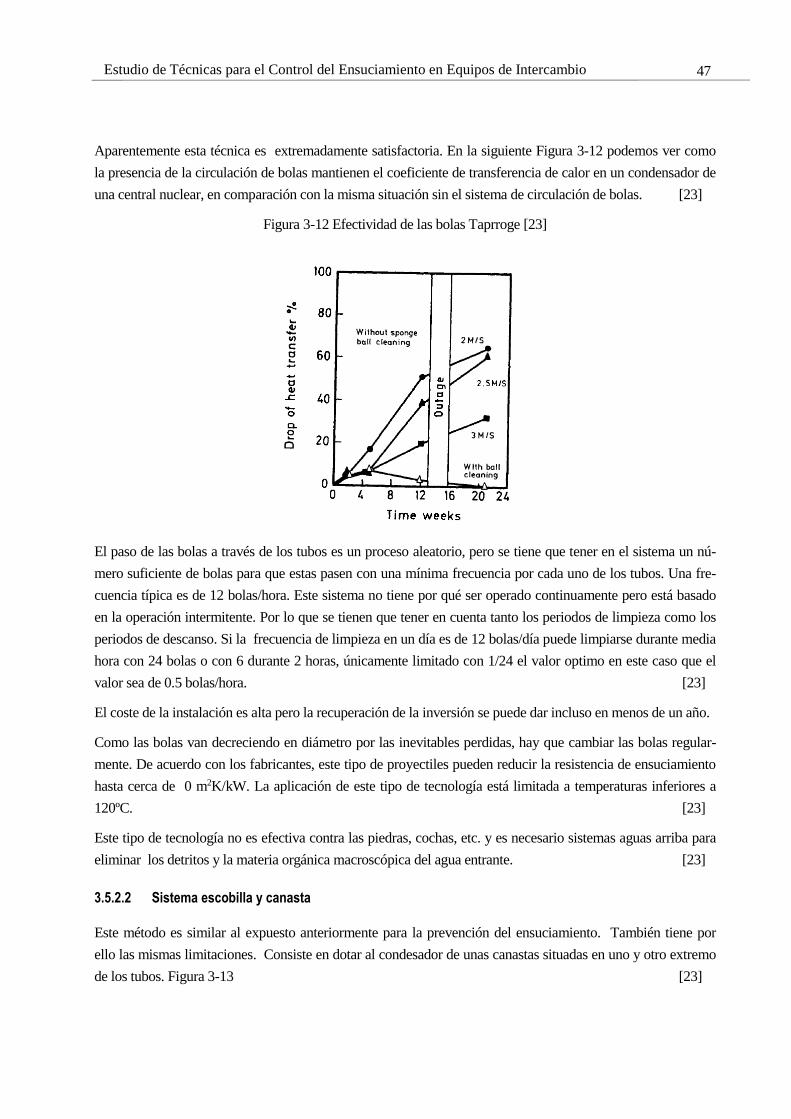
Aparentemente esta técnica es extremadamente satisfactoria. En la siguiente Figura 3-12 podemos ver como
la presencia de la circulación de bolas mantienen el coeficiente de transferencia de calor en un condensador de
una central nuclear, en comparación con la misma situación sin el sistema de circulación de bolas. [23]
Figura 3-12 Efectividad de las bolas Taprroge [23]
El paso de las bolas a través de los tubos es un proceso aleatorio, pero se tiene que tener en el sistema un nú-
mero suficiente de bolas para que estas pasen con una mínima frecuencia por cada uno de los tubos. Una fre-
cuencia típica es de 12 bolas/hora. Este sistema no tiene por qué ser operado continuamente pero está basado
en la operación intermitente. Por lo que se tienen que tener en cuenta tanto los periodos de limpieza como los
periodos de descanso. Si la frecuencia de limpieza en un día es de 12 bolas/día puede limpiarse durante media
hora con 24 bolas o con 6 durante 2 horas, únicamente limitado con 1/24 el valor optimo en este caso que el
valor sea de 0.5 bolas/hora. [23]
El coste de la instalación es alta pero la recuperación de la inversión se puede dar incluso en menos de un año.
Como las bolas van decreciendo en diámetro por las inevitables perdidas, hay que cambiar las bolas regular-
mente. De acuerdo con los fabricantes, este tipo de proyectiles pueden reducir la resistencia de ensuciamiento
hasta cerca de 0 m2K/kW. La aplicación de este tipo de tecnología está limitada a temperaturas inferiores a
120ºC. [23]
Este tipo de tecnología no es efectiva contra las piedras, cochas, etc. y es necesario sistemas aguas arriba para
eliminar los detritos y la materia orgánica macroscópica del agua entrante. [23]
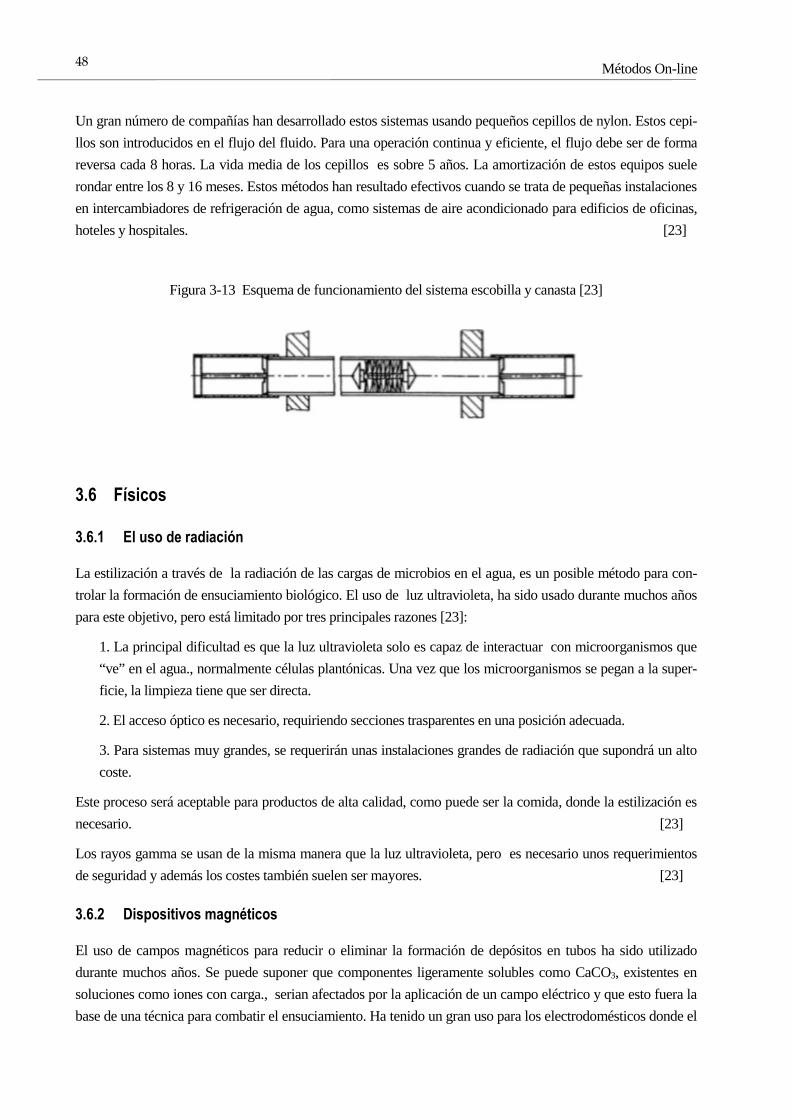
3.5.2.2 Sistema escobilla y canasta
Este método es similar al expuesto anteriormente para la prevención del ensuciamiento. También tiene por
ello las mismas limitaciones. Consiste en dotar al condesador de unas canastas situadas en uno y otro extremo
de los tubos. Figura 3-13 [23]
Métodos On-line
48
Un gran número de compañías han desarrollado estos sistemas usando pequeños cepillos de nylon. Estos cepi-
llos son introducidos en el flujo del fluido. Para una operación continua y eficiente, el flujo debe ser de forma
reversa cada 8 horas. La vida media de los cepillos es sobre 5 años. La amortización de estos equipos suele
rondar entre los 8 y 16 meses. Estos métodos han resultado efectivos cuando se trata de pequeñas instalaciones
en intercambiadores de refrigeración de agua, como sistemas de aire acondicionado para edificios de oficinas,
hoteles y hospitales. [23]
Figura 3-13 Esquema de funcionamiento del sistema escobilla y canasta [23]
3.6 Físicos
3.6.1 El uso de radiación
La estilización a través de la radiación de las cargas de microbios en el agua, es un posible método para con-
trolar la formación de ensuciamiento biológico. El uso de luz ultravioleta, ha sido usado durante muchos años
para este objetivo, pero está limitado por tres principales razones [23]:
1. La principal dificultad es que la luz ultravioleta solo es capaz de interactuar con microorganismos que
“ve” en el agua., normalmente células plantónicas. Una vez que los microorganismos se pegan a la super-
ficie, la limpieza tiene que ser directa.
2. El acceso óptico es necesario, requiriendo secciones trasparentes en una posición adecuada.
3. Para sistemas muy grandes, se requerirán unas instalaciones grandes de radiación que supondrá un alto
coste.
Este proceso será aceptable para productos de alta calidad, como puede ser la comida, donde la estilización es
necesario. [23]
Los rayos gamma se usan de la misma manera que la luz ultravioleta, pero es necesario unos requerimientos
de seguridad y además los costes también suelen ser mayores. [23]
3.6.2 Dispositivos magnéticos
El uso de campos magnéticos para reducir o eliminar la formación de depósitos en tubos ha sido utilizado
durante muchos años. Se puede suponer que componentes ligeramente solubles como CaCO3, existentes en
soluciones como iones con carga., serian afectados por la aplicación de un campo eléctrico y que esto fuera la
base de una técnica para combatir el ensuciamiento. Ha tenido un gran uso para los electrodomésticos donde el
49 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
agua es de gran dureza. Pero no ha tenido un gran uso en el sector industrial por las críticas de los ingenieros.
Duffy [24] demostró que no había influencia de los campos magnéticos con la precipitación de CaCO3. El
escepticismo todavía llega a la industria, aunque se hayan reportado aplicaciones satisfactorias. [23]
En la industria del acero, los sistemas de pretratamiento de fosfatación implican soluciones de cinc, mangane-
so, hierro y fosfato de cromo. Durante las operaciones de inmersión y rociado, los depósitos son formados, lo
que con lleva un bloqueo en los chorros y deficiencias y precipitaciones en los intercambiadores de calor y en
los tanques. Si se usa agua con una gran dureza, las precipitaciones serían mayores. En una aplicación particu-
lar, se usa un dispositivo magnético. El uso de este conlleva la eliminación de los depósitos de fosfato de cal-
cio, que se habían formado. Los depósitos originales eran del orden de 6-8 mm en las paredes de un tanque de
volumen 1.63 m3. Los ahorros calculados eran de 22.000 USD. [23]
El uso de un dispositivo en un circuito de agua dura previo a un intercambiador de placas resulto en la forma-
ción de depósitos blandos, fáciles de eliminar con un cepillo.
Hay muchos autores con trabajos que conllevan mejoras económicas por el uso de dispositivos magnéticos,
[25, 26]
Las evidencias de estos ejemplos no pue de ignorar la critica que tiene esta tecnología. Un argumento usado
por los detractores. A día de hoy, uno de los puntos más discutidos sobre los productos comercializados para
combatir el ensuciamiento es el uso de técnicas magnéticas. Hasta la fecha, ninguna demostración científica o
teoría ha podido demostrar el uso beneficioso de este tipo de tecnología. El estudio en plantas pilotos y labora-
torios es contradictorio, en algunos casos se ha demostrado su eficiencia, en otros no. Algunas investigaciones
apuntan que su efectividad puede ser debido a una limitada ventana operacional. [23]
3.6.3 Ultrasonidos
En la escala de laboratorio, algunos logros han sido conseguidos en eliminar depósitos por vibraciones ultrasó-
nicas. Desafortunadamente, estas limitaciones técnicas han dificultado la extrapolación de estos resultados a la
práctica industrial. [15]
3.7 Zona del gas
Los métodos descritos tanto en métodos mecánicos y físicos online han sido desarrollados para la parte de los
tubos de un intercambiador carcasa y tubo. Además de la filtración, analizamos ahora métodos para la carcasa,
aunque se pueden utilizar otras alternativas para la zona del gas, a día de hoy, la técnica más usada son los
sopladores de hollín o procedimientos químicos. Los tipos de sopladores de hollín más utilizados son el tipo jet
y el sónico. [20]
3.7.1 Tipo jet
El soplador de hollín tipo jet opera emitiendo pulsos de aire, agua o vapor en intervalos programados de tiem-
po, para desprender los depósitos y para que estos vuelvan a entrar en la corriente del gas. Estos sopladores de
hollín trabajan mejor si son usados frecuentemente, evitando así el crecimiento de los depósitos. Cuando el
crecimiento se produce, este aísla la superficie del refrigerante, permitiendo un aumento de temperatura que
puede producir depósitos vítreos. Los depósitos vítreos son mucho más duros, por lo que conllevan frecuente-
Métodos On-line
50
mente la desconexión para poder eliminarlos. Estos tipos de sopladores suelen ir en dos posiciones . [20]
1. De posición fija rotatorio que es instalado en el interior del intercambiador de calor.
2. Tipo retráctil que periódicamente que pasa periódicamente a través de una boquilla.
Los de posición fija necesitan un mayor espacio, además no pueden ser utilizados si la temperatura excede los
1000ºC.
Figura 3-14 Soplador hollín tipo jet [20]
3.7.2 Tipo sónico
Sólo un 10% de los sopladores de hollín instalados en este momento son de este tipo. Este tipo opera con ma-
yor rendimiento en zonas más frías o en zonas donde los depósitos vítreos no se encuentran. Estos operan emi-
tiendo ondas sónicas que hacen desprender a los depósitos. En condiciones normales, solo se necesita su fun-
cionamiento 10-30 segundos cada 10-30 minutos. [20]
Figura 3-15 Soplador de hollín tipo sónico [20]
El control de las condiciones operacionales es una consideración importante para la prevención del ensucia-
miento del lado del gas. Los puntos más importantes de control son [20]:
• Mantener la temperatura de superficie por encima del punto de condensación de los ácidos
• Controlar la cantidad de exceso de aire, que domina la conversión de SO2 a SO3 y por lo tanto la for-
mación de H2SO4.
51 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
• Controlar parámetros de combustión como el tipo de inyección, la frecuencia de inyección y la visco-
sidad del combustible.
• Usar aire y combustible premezclados para eliminar la mezcla de hollín.
El control de las condiciones de combustión es una tarea muy complicada, debido a la gran variabilidad en la
calidad de los combustibles. La variabilidad de los combustibles es un problema para las industrias que que-
man los residuos. [20]
3.7.3 Químico
Bajo ciertas circunstancias el uso de aditivos puede mitigar el ensuciamiento y la corrosión. Muchos aditivos
se han desarrollado con varios grados de éxito en la lucha contra el ensuciamiento. Aditivos al fuel en calderas
para mejorar la eficiencia de combustión y mantener las superficies del lado del gas limpio, han sido desarro-
llados por compañías como Drew, Betz, o Nalco. Estos aditivos incluyen oxido de aluminio, bicarbonato de
amonio, oxido de magnesio, carbonato de magnesio, silicio y zinc. Para calderas de carbón los aditivos son
utilizados para las cenizas y para el ensuciamiento del tubo convectivo. El óxido de magnesio minimiza el
ensuciamiento porque actúa de catalizador retardando la formación de SO3 y reacciona a MgSO4 que es inerte
y con un alto punto de fusión. [9]
Métodos Off-line
52
4 MÉTODOS OFF-LINE
4.1 Introducción
Es inevitable que más tarde o temprano sea necesario una limpieza off-line del equipo para restaurar su efi-
ciencia, aunque este haya sido bien diseñado y se hayan hecho los correspondientes métodos on-line. Además,
las condiciones reales pueden diferenciarse de las de diseño a través, de cambio en los caudales, temperaturas,
fallos en la planta, entrada de aire y bacterias, cambio en la composición de los fluidos o corrosión aguas arri-
ba, todo esto puede promover el ensuciamiento. Si el intercambiador empieza a sufrir depósitos, puede ser el
comienzo de una serie de problemas. Hay un gran número de posibilidades para la limpieza off-line, pero se
tiene que tener en cuenta no solo el método usado de limpieza, sino también en la implementación para preve-
nir daños en el equipo, en proteger a todos los empleados de posibles accidentes, y de proteger el ambiente de
posibles de posibles efectos durante el tiempo de limpieza.
Figura 4-1 Clasificación métodos offline
Los intercambiadores pueden ser limpiados por métodos químicos, mecánicos o una combinación de ellos. La
limpieza off-line es más frecuente en la industria de procesos de petróleo, química y de minerales…
4.2 Métodos químicos
4.2.1 Proceso básico
La mayoría de métodos de limpieza química consiste en cinco procesos distintos, cada uno siendo monitoriza-
do los resultados antes de seguir con el siguiente. Los cinco pasos son [27]:
• Limpieza alcalina para eliminar la parte orgánica del depósito, (aceites, grasas). Esto es necesario para
hacer la limpieza acida efectiva

53 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
• Antes y después de cada etapa química, agua a alta presión es necesaria para eliminar los desprendi-
mientos o los materiales ablandados.
• Ahora es el momento de utilizar una mezcla de ácidos. Esta mezcla suele tener un inhibidor que pre-
viene la corrosión del ácido en el metal. La acidez y la concentración disuelta de los depósitos indican
cuando la limpieza acida es complete.
• Una etapa de aclarado es necesaria para eliminar residuos sueltos y acido residual. Algunas veces va
acompañado de la inyección de un gas inerte
• Después de la exposición acida del metal, este está en un estado muy activo. Si se deja y se expone al
ambiente, la superficie se redoxidizaria rápidamente en un proceso incontrolado. Un proceso de palia-
ción es mejorado formando una película proyectiva de óxido en la base del metal.
Aplicaciones particulares pueden requerir modificaciones en la secuencia expuesta. La selección del agente de
limpieza y del procedimiento que dependen del material, la configuración de la instalación y en consideracio-
nes económicas y medio ambientales. [27]
4.2.2 Procedimiento de limpieza
Entre las muchas posibilidades de procedimientos de limpieza son tratamientos ambientales de temperatura,
tratamientos de alta temperatura. [27]
4.2.3 Agentes de limpieza
Los depósitos que no pueden ser eliminados son los vidrios, cerámicos, plásticos inertes, látex y goma vulca-
nizada fundamentalmente. El ácido sulfúrico y el ácido hidroclórico son los agentes más usados. Cuando son
usados correctamente, son seguros, y con un relativo bajo coste. Aunque, estos ácidos están altamente ioniza-
dos que puede causar una rápida corrosión si la solución no está lo suficientemente inhibida. Por ello, se está
extendiendo en el uso de ácidos orgánicos débiles y de agentes quelantes. [27]
Generalmente una mezcla con varios agentes químicos es usada para atacar a los depósitos complejos. Disper-
santes son añadidos para disipar aceites y grasas y para permitir una mayor penetración en los depósitos. A
veces la adicción de una pequeña cantidad de un segundo agente de limpieza puede incrementar considera-
blemente la limpieza. [27]
La selección del agente químico no solo depende en el tipo de depósito, sino en el material del intercambiador,
y las condiciones de limpieza. En muchos casos, la limpieza química conlleva el uso de ácidos. Aunque la
pérdida de metal sea inevitable, la adicción de inhibidores reduce drásticamente la corrosión. Hay que enfatizar
que el uso de inhibidores solo es adecuado para un metal concreto en unas condiciones concretas. En la Tabla
4-1 podemos ver algunos depósitos con los agentes recomendados. Y en la tabla el agente y su aplicación.
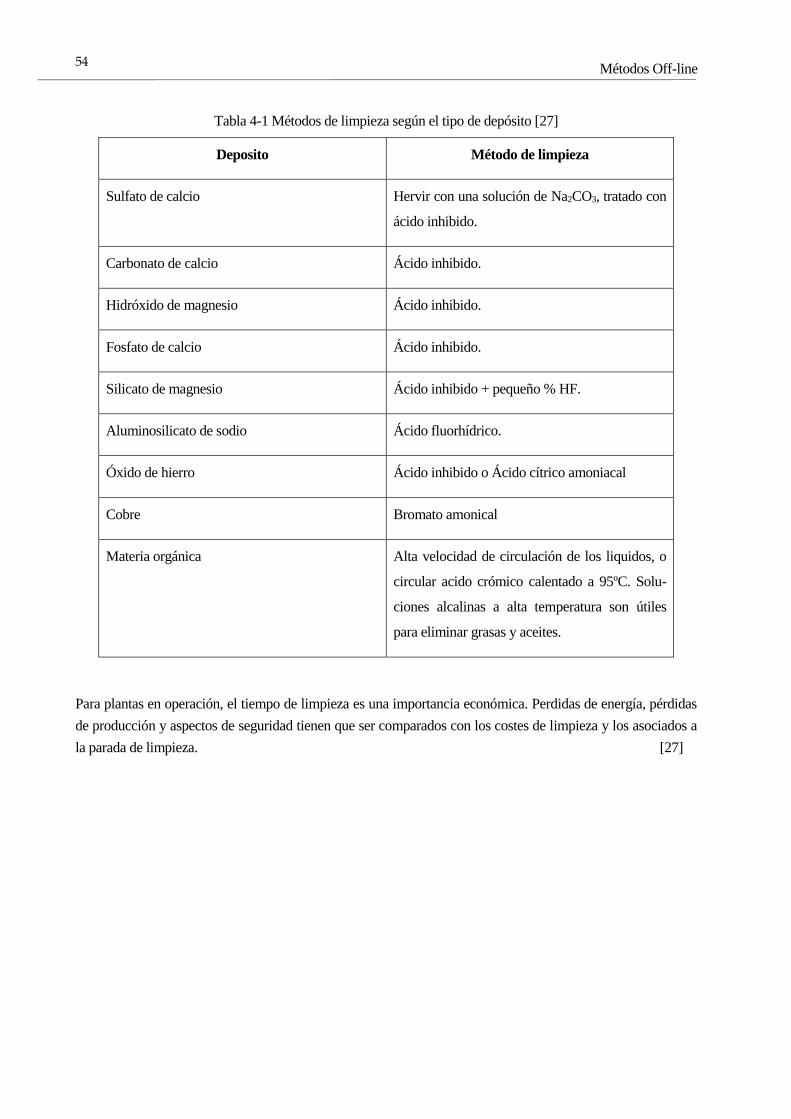
Métodos Off-line
54
Tabla 4-1 Métodos de limpieza según el tipo de depósito [27]
Deposito Método de limpieza
Sulfato de calcio Hervir con una solución de Na2CO3, tratado con
ácido inhibido.
Carbonato de calcio Ácido inhibido.
Hidróxido de magnesio Ácido inhibido.
Fosfato de calcio Ácido inhibido.
Silicato de magnesio Ácido inhibido + pequeño % HF.
Aluminosilicato de sodio Ácido fluorhídrico.
Óxido de hierro Ácido inhibido o Ácido cítrico amoniacal
Cobre Bromato amonical
Materia orgánica Alta velocidad de circulación de los liquidos, o
circular acido crómico calentado a 95ºC. Solu-
ciones alcalinas a alta temperatura son útiles
para eliminar grasas y aceites.
Para plantas en operación, el tiempo de limpieza es una importancia económica. Perdidas de energía, pérdidas
de producción y aspectos de seguridad tienen que ser comparados con los costes de limpieza y los asociados a
la parada de limpieza. [27]
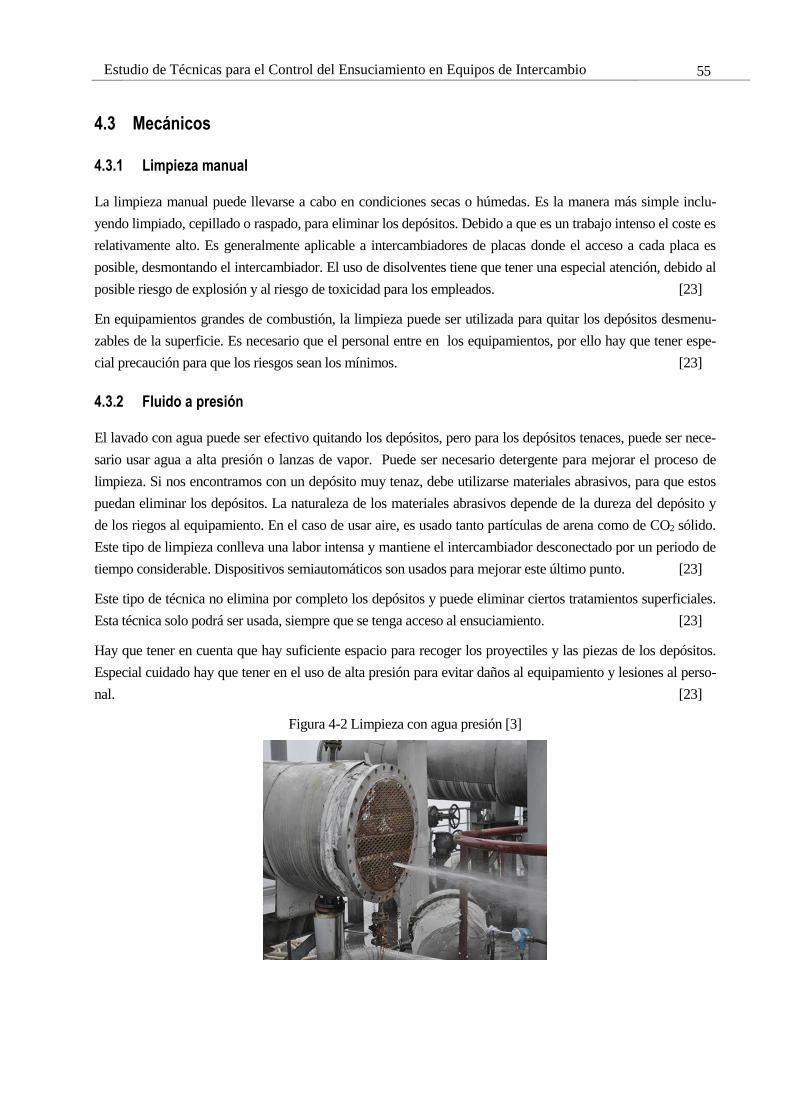
55 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
4.3 Mecánicos
4.3.1 Limpieza manual
La limpieza manual puede llevarse a cabo en condiciones secas o húmedas. Es la manera más simple inclu-
yendo limpiado, cepillado o raspado, para eliminar los depósitos. Debido a que es un trabajo intenso el coste es
relativamente alto. Es generalmente aplicable a intercambiadores de placas donde el acceso a cada placa es
posible, desmontando el intercambiador. El uso de disolventes tiene que tener una especial atención, debido al
posible riesgo de explosión y al riesgo de toxicidad para los empleados. [23]
En equipamientos grandes de combustión, la limpieza puede ser utilizada para quitar los depósitos desmenu-
zables de la superficie. Es necesario que el personal entre en los equipamientos, por ello hay que tener espe-
cial precaución para que los riesgos sean los mínimos. [23]
4.3.2 Fluido a presión
El lavado con agua puede ser efectivo quitando los depósitos, pero para los depósitos tenaces, puede ser nece-
sario usar agua a alta presión o lanzas de vapor. Puede ser necesario detergente para mejorar el proceso de
limpieza. Si nos encontramos con un depósito muy tenaz, debe utilizarse materiales abrasivos, para que estos
puedan eliminar los depósitos. La naturaleza de los materiales abrasivos depende de la dureza del depósito y
de los riegos al equipamiento. En el caso de usar aire, es usado tanto partículas de arena como de CO2 sólido.
Este tipo de limpieza conlleva una labor intensa y mantiene el intercambiador desconectado por un periodo de
tiempo considerable. Dispositivos semiautomáticos son usados para mejorar este último punto. [23]
Este tipo de técnica no elimina por completo los depósitos y puede eliminar ciertos tratamientos superficiales.
Esta técnica solo podrá ser usada, siempre que se tenga acceso al ensuciamiento. [23]
Hay que tener en cuenta que hay suficiente espacio para recoger los proyectiles y las piezas de los depósitos.
Especial cuidado hay que tener en el uso de alta presión para evitar daños al equipamiento y lesiones al perso-
nal. [23]
Figura 4-2 Limpieza con agua presión [3]
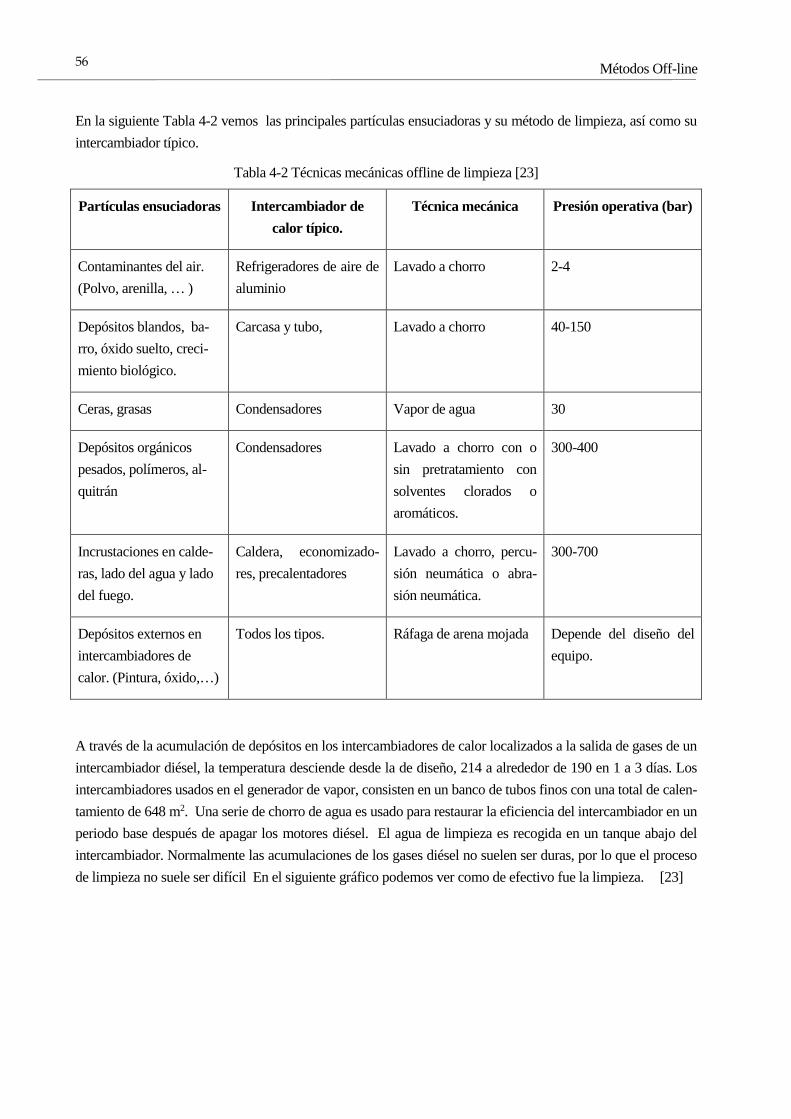
Métodos Off-line
56
En la siguiente Tabla 4-2 vemos las principales partículas ensuciadoras y su método de limpieza, así como su
intercambiador típico.
Tabla 4-2 Técnicas mecánicas offline de limpieza [23]
Partículas ensuciadoras Intercambiador de
calor típico.
Técnica mecánica Presión operativa (bar)
Contaminantes del air.
(Polvo, arenilla, … )
Refrigeradores de aire de
aluminio
Lavado a chorro 2-4
Depósitos blandos, ba-
rro, óxido suelto, creci-
miento biológico.
Carcasa y tubo, Lavado a chorro 40-150
Ceras, grasas Condensadores Vapor de agua 30
Depósitos orgánicos
pesados, polímeros, al-
quitrán
Condensadores Lavado a chorro con o
sin pretratamiento con
solventes clorados o
aromáticos.
300-400
Incrustaciones en calde-
ras, lado del agua y lado
del fuego.
Caldera, economizado-
res, precalentadores
Lavado a chorro, percu-
sión neumática o abra-
sión neumática.
300-700
Depósitos externos en
intercambiadores de
calor. (Pintura, óxido,…)
Todos los tipos. Ráfaga de arena mojada Depende del diseño del
equipo.
A través de la acumulación de depósitos en los intercambiadores de calor localizados a la salida de gases de un
intercambiador diésel, la temperatura desciende desde la de diseño, 214 a alrededor de 190 en 1 a 3 días. Los
intercambiadores usados en el generador de vapor, consisten en un banco de tubos finos con una total de calen-
tamiento de 648 m2. Una serie de chorro de agua es usado para restaurar la eficiencia del intercambiador en un
periodo base después de apagar los motores diésel. El agua de limpieza es recogida en un tanque abajo del
intercambiador. Normalmente las acumulaciones de los gases diésel no suelen ser duras, por lo que el proceso
de limpieza no suele ser difícil En el siguiente gráfico podemos ver como de efectivo fue la limpieza. [23]

57 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
Figura 4-3 Efectividad de limpieza con agua presión [23]
4.3.3 Taladrado de tubos
Debido a la dificultad de eliminar algunos depósitos muy duros, es necesario taladrar axialmente a lo largo de
los tubos para poder recuperar el área total. Otras técnicas como la limpieza química o el chorro de agua pue-
den ser no posibles por la dificultad de acceso a los depósitos o porque estos son demasiado densos, duros o
insolubles. El taladro puede ser de varios materiales y de diferentes técnicas dependiendo de la naturaleza del
depósito y del material del tubo. En la siguiente Tabla 4-3 podemos ver los diferentes dispositivos y sus posi-
bles aplicaciones. [23]
Tabla 4-3 Diferente dispositivos y aplicaciones [23]
Ítem Aplicación
Taladros huecos Tubos completamente o muy bloqueados
Herramientas de pulido Incrustaciones medio-bajas
Cepillos acero inoxidable Depósitos blandos y pequeñas incrustaciones en tu-
bos ferrosos
Cepillos de latón Depósitos blandos y pequeñas incrustaciones en tu-
bos no ferrosos
Cepillos de nylon Depósitos blandos de lodo, barro, etc... en tubos no
ferrosos (cobre, plástico, latón)
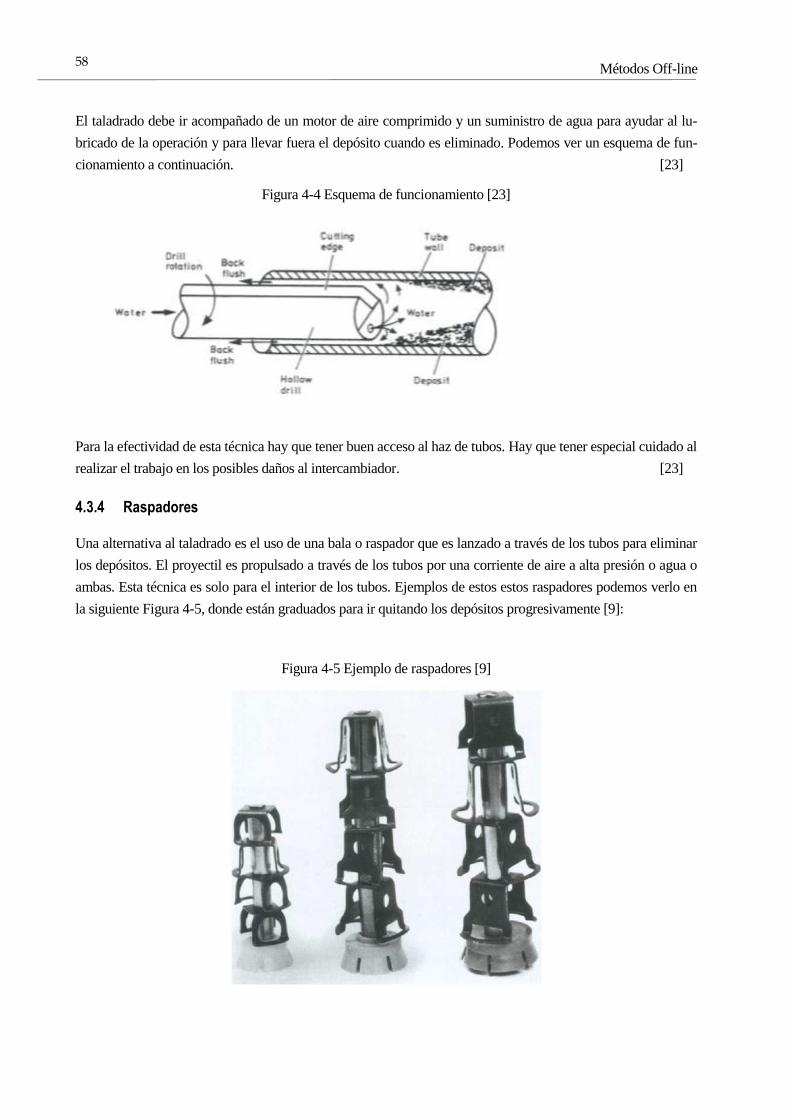
Métodos Off-line
58
El taladrado debe ir acompañado de un motor de aire comprimido y un suministro de agua para ayudar al lu-
bricado de la operación y para llevar fuera el depósito cuando es eliminado. Podemos ver un esquema de fun-
cionamiento a continuación. [23]
Figura 4-4 Esquema de funcionamiento [23]
Para la efectividad de esta técnica hay que tener buen acceso al haz de tubos. Hay que tener especial cuidado al
realizar el trabajo en los posibles daños al intercambiador. [23]
4.3.4 Raspadores
Una alternativa al taladrado es el uso de una bala o raspador que es lanzado a través de los tubos para eliminar
los depósitos. El proyectil es propulsado a través de los tubos por una corriente de aire a alta presión o agua o
ambas. Esta técnica es solo para el interior de los tubos. Ejemplos de estos estos raspadores podemos verlo en
la siguiente Figura 4-5, donde están graduados para ir quitando los depósitos progresivamente [9]:
Figura 4-5 Ejemplo de raspadores [9]
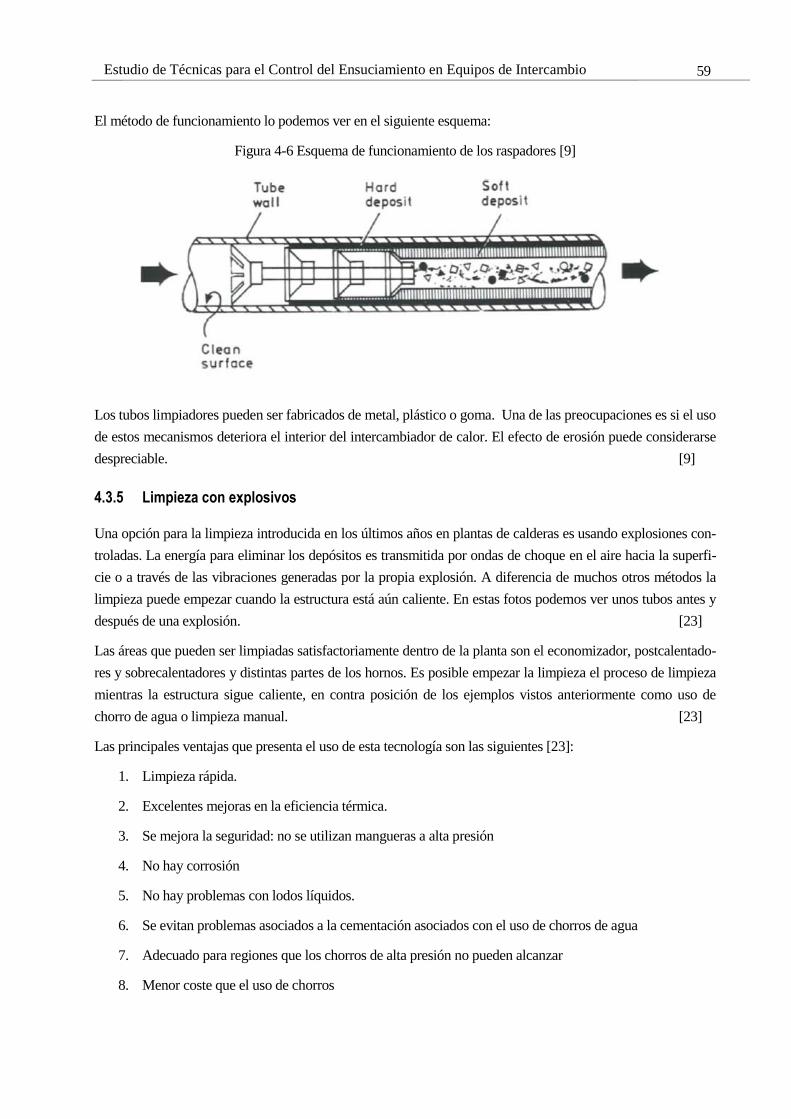
59 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
El método de funcionamiento lo podemos ver en el siguiente esquema:
Figura 4-6 Esquema de funcionamiento de los raspadores [9]
Los tubos limpiadores pueden ser fabricados de metal, plástico o goma. Una de las preocupaciones es si el uso
de estos mecanismos deteriora el interior del intercambiador de calor. El efecto de erosión puede considerarse
despreciable. [9]
4.3.5 Limpieza con explosivos
Una opción para la limpieza introducida en los últimos años en plantas de calderas es usando explosiones con-
troladas. La energía para eliminar los depósitos es transmitida por ondas de choque en el aire hacia la superfi-
cie o a través de las vibraciones generadas por la propia explosión. A diferencia de muchos otros métodos la
limpieza puede empezar cuando la estructura está aún caliente. En estas fotos podemos ver unos tubos antes y
después de una explosión. [23]
Las áreas que pueden ser limpiadas satisfactoriamente dentro de la planta son el economizador, postcalentado-
res y sobrecalentadores y distintas partes de los hornos. Es posible empezar la limpieza el proceso de limpieza
mientras la estructura sigue caliente, en contra posición de los ejemplos vistos anteriormente como uso de
chorro de agua o limpieza manual. [23]
Las principales ventajas que presenta el uso de esta tecnología son las siguientes [23]:
1. Limpieza rápida.
2. Excelentes mejoras en la eficiencia térmica.
3. Se mejora la seguridad: no se utilizan mangueras a alta presión
4. No hay corrosión
5. No hay problemas con lodos líquidos.
6. Se evitan problemas asociados a la cementación asociados con el uso de chorros de agua
7. Adecuado para regiones que los chorros de alta presión no pueden alcanzar
8. Menor coste que el uso de chorros
Métodos Off-line
60
A continuación mostramos tubos antes y después de haber usado la técnica de explosión.
Figura 4-7 Antes de la limpieza por explosión [23]
Figura 4-8 Después de la limpieza por explosivo [23]
4.3.6 Absorción de vapor
La absorción de vapor involucra la admisión de vapor dentro del intercambiador de calor, por lo que tiene que
haber contacto entre el vapor y la superficie para ser limpiada. El proceso de limpiado va acompañado con una
combinación de temperatura, diferencia de temperatura asociado con el diferencial de expansión térmica o con
la contracción y la susceptibilidad de los depósitos a la penetración al vapor y al agua caliente. Se tiene que
tener cuidado en la aplicación para no dañar los equipos. Por ejemplo es necesario llenar el interior de los tu-
bos de agua, si se usa esta tecnología en la parte de fuera de los tubos. Los problemas típicos asociados son la
corrosión y posibles efectos en los revestimientos refractarios en plantas de combustión a alta temperatura.
61 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
Donde estén instalados sopladores de hollín se podrán usar para permitir la admisión de vapor, si no se necesi-
tarán entradas de vapor especialmente diseñadas y adecuadas. [23]
Esta técnica no es recomendada para el uso general cuando hay riesgos para el equipo, especialmente en equi-
pos de combustión, donde hay mezcla de varios materiales de construcción: refractarios y diferentes aleaciones
de metales están presentes. Aún lo dicho si los depósitos son extremadamente difíciles de eliminar, se puede
utilizar como último recurso. [23]
La absorción de vapor puede aplicarse a intercambiadores de calor donde el bio-ensuciamiento es un proble-
ma. Si la temperatura es incrementada lo suficiente durante un periodo grande, microrganismos y en realidad
los depósitos macrobiológicos son matados y posterior enjuague de agua es como eliminar la película biológi-
ca de la superficie. En general no es recomendable para sistemas cerrados con ensuciamiento biológico, ya que
aunque elimina con cierta efectividad la actividad biológica, grandes volúmenes de materia muerta puede lle-
gar a bloquear al sistema aguas abajo. [23]
4.3.7 Choque térmico
Debido a la diferencia en la expansión térmica que en general, ocurre entre los depósitos de ensuciamiento y
las superficies de metal, cambios rápidos de temperatura causan roturas en las capas de ensuciamiento que
están en las superficies metálicas. Esta técnica funciona físicamente igual que la absorción de vapor. Es nece-
sario continuar el proceso con inyección de agua que lleve los elementos desprendidos, el proceso deberá repe-
tirse varias veces hasta que el las superficies estén razonablemente limpias. Este proceso es análogo al de la
limpieza online. [9]
4.3.8 Choque osmótico
El crecimiento de los microorganismos depende de la trasferencia de nutrientes a través de las membranas
celulares. Por lo que cualquier proceso que controle esa transferencia, podrá controlar la viabilidad de las célu-
las. Los procesos osmóticos dependen en membranas semipermeables. Este fenómeno puede ser aplicado para
la limpieza de intercambiadores de calor donde haya películas biológicas. En términos simples, el agua atra-
viesa membranas permeables de regiones con poca concentración a regiones done la concentración es mayor.
Se puede usar tanto en agua dulce como en agua salada, sometiendo a estas con agua salada o agua dulce res-
pectivamente. [9]
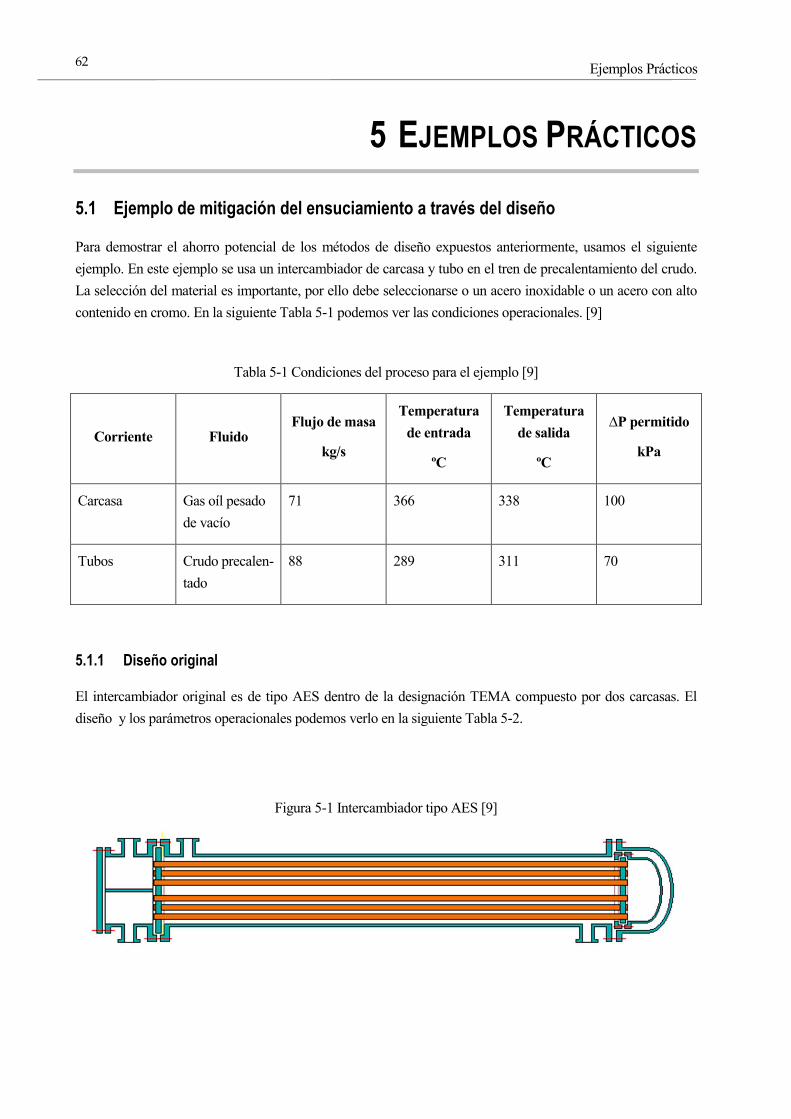
Ejemplos Prácticos
62
5 EJEMPLOS PRÁCTICOS
5.1 Ejemplo de mitigación del ensuciamiento a través del diseño
Para demostrar el ahorro potencial de los métodos de diseño expuestos anteriormente, usamos el siguiente
ejemplo. En este ejemplo se usa un intercambiador de carcasa y tubo en el tren de precalentamiento del crudo.
La selección del material es importante, por ello debe seleccionarse o un acero inoxidable o un acero con alto
contenido en cromo. En la siguiente Tabla 5-1 podemos ver las condiciones operacionales. [9]
Tabla 5-1 Condiciones del proceso para el ejemplo [9]
Corriente Fluido Flujo de masa
kg/s
Temperatura
de entrada
ºC
Temperatura
de salida
ºC
∆P permitido
kPa
Carcasa Gas oíl pesado
de vacío
71 366 338 100
Tubos Crudo precalen-
tado
88 289 311 70
5.1.1 Diseño original
El intercambiador original es de tipo AES dentro de la designación TEMA compuesto por dos carcasas. El
diseño y los parámetros operacionales podemos verlo en la siguiente Tabla 5-2.
Figura 5-1 Intercambiador tipo AES [9]
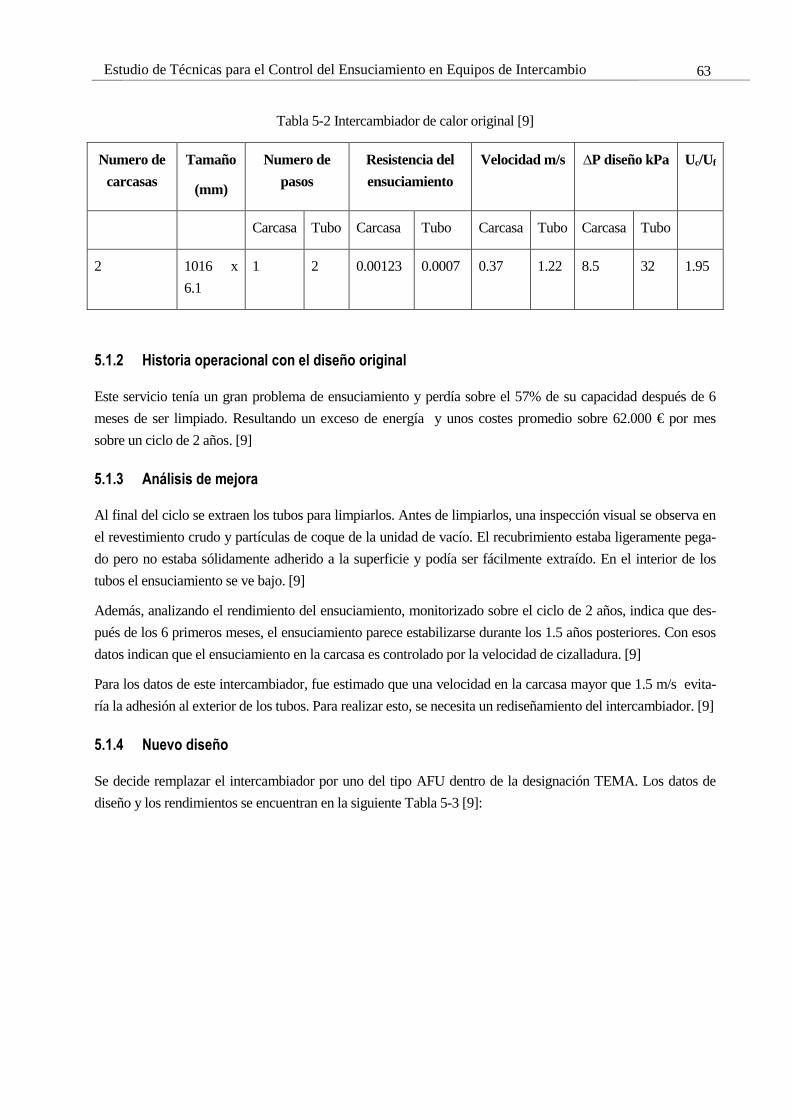
63 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
Tabla 5-2 Intercambiador de calor original [9]
Numero de
carcasas
Tamaño
(mm)
Numero de
pasos
Resistencia del
ensuciamiento
Velocidad m/s ∆P diseño kPa Uc/Uf
Carcasa Tubo Carcasa Tubo Carcasa Tubo Carcasa Tubo
2 1016 x
6.1
1 2 0.00123 0.0007 0.37 1.22 8.5 32 1.95
5.1.2 Historia operacional con el diseño original
Este servicio tenía un gran problema de ensuciamiento y perdía sobre el 57% de su capacidad después de 6
meses de ser limpiado. Resultando un exceso de energía y unos costes promedio sobre 62.000 € por mes
sobre un ciclo de 2 años. [9]
5.1.3 Análisis de mejora
Al final del ciclo se extraen los tubos para limpiarlos. Antes de limpiarlos, una inspección visual se observa en
el revestimiento crudo y partículas de coque de la unidad de vacío. El recubrimiento estaba ligeramente pega-
do pero no estaba sólidamente adherido a la superficie y podía ser fácilmente extraído. En el interior de los
tubos el ensuciamiento se ve bajo. [9]
Además, analizando el rendimiento del ensuciamiento, monitorizado sobre el ciclo de 2 años, indica que des-
pués de los 6 primeros meses, el ensuciamiento parece estabilizarse durante los 1.5 años posteriores. Con esos
datos indican que el ensuciamiento en la carcasa es controlado por la velocidad de cizalladura. [9]
Para los datos de este intercambiador, fue estimado que una velocidad en la carcasa mayor que 1.5 m/s evita-
ría la adhesión al exterior de los tubos. Para realizar esto, se necesita un rediseñamiento del intercambiador. [9]
5.1.4 Nuevo diseño
Se decide remplazar el intercambiador por uno del tipo AFU dentro de la designación TEMA. Los datos de
diseño y los rendimientos se encuentran en la siguiente Tabla 5-3 [9]:
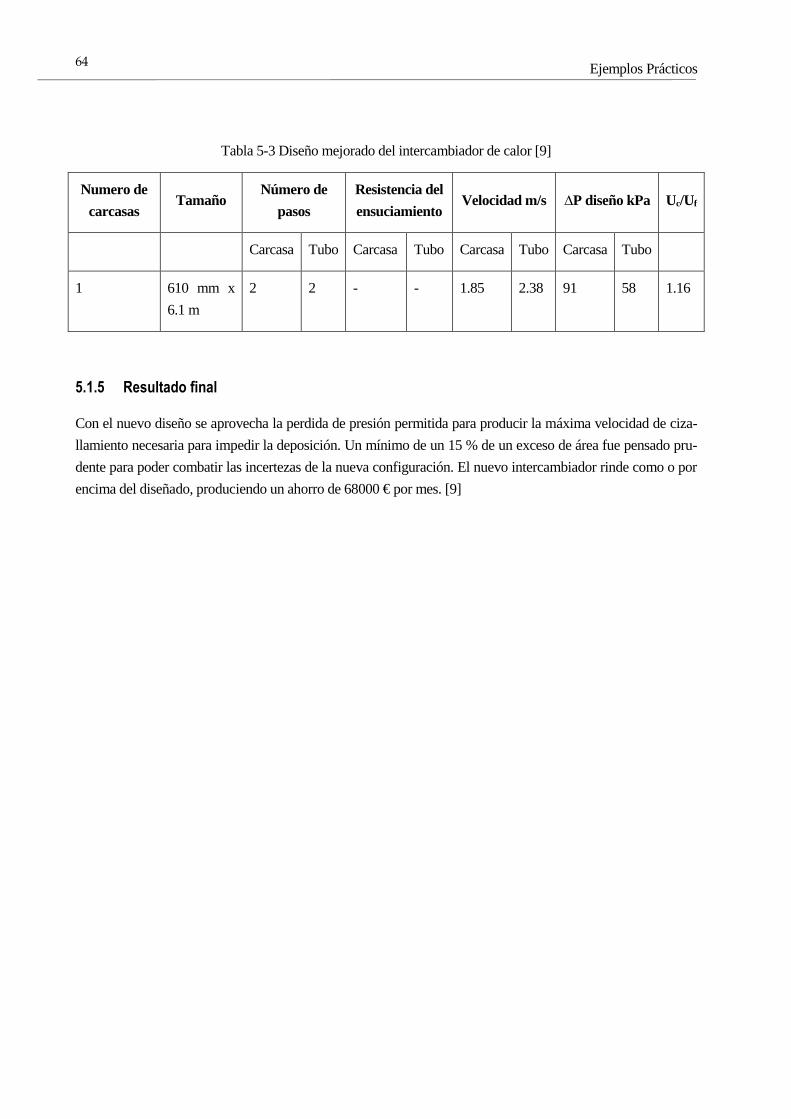
Ejemplos Prácticos
64
Tabla 5-3 Diseño mejorado del intercambiador de calor [9]
Numero de
carcasas Tamaño
Número de
pasos
Resistencia del
ensuciamiento Velocidad m/s ∆P diseño kPa Uc/Uf
Carcasa Tubo Carcasa Tubo Carcasa Tubo Carcasa Tubo
1 610 mm x
6.1 m
2 2 - - 1.85 2.38 91 58 1.16
5.1.5 Resultado final
Con el nuevo diseño se aprovecha la perdida de presión permitida para producir la máxima velocidad de ciza-
llamiento necesaria para impedir la deposición. Un mínimo de un 15 % de un exceso de área fue pensado pru-
dente para poder combatir las incertezas de la nueva configuración. El nuevo intercambiador rinde como o por
encima del diseñado, produciendo un ahorro de 68000 € por mes. [9]

65 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
5.2 Tecnología EMbaffle
La tecnología EMbaffle es una patentado intercambiador carcasa y tubo, patentado por Shell Global Solutions
International. La tecnología fue originalmente desarrollada para la disminución del ensuciamiento en la parte
de la carcasa en aplicaciones en refinerías y plantas petroquímicas. El objetivo de esta tecnología es la elimina-
ción de zonas muertas. Para ello se coloca una reja de metal que con ella podemos reducir la capa límite. En
las siguientes fotos vemos el diseño y como se distribuye la capa límite [28] :
Figura 5-2 Rejilla metálica [28]
Figura 5-3 Diseño del intercambiador EMbaffle [28]
Figura 5-4 Distribución de la capa límite con EMbaffle [28]
5.2.1 Caso practico
A continuación vemos un caso práctico. En este caso tenemos un intercambiador, se equipa el intercambiador
con la tecnología EMbaffle, El intercambiador se optimiza para que pueda llevar esta tecnología y pasa de un
paso a dos pasos por tubo.
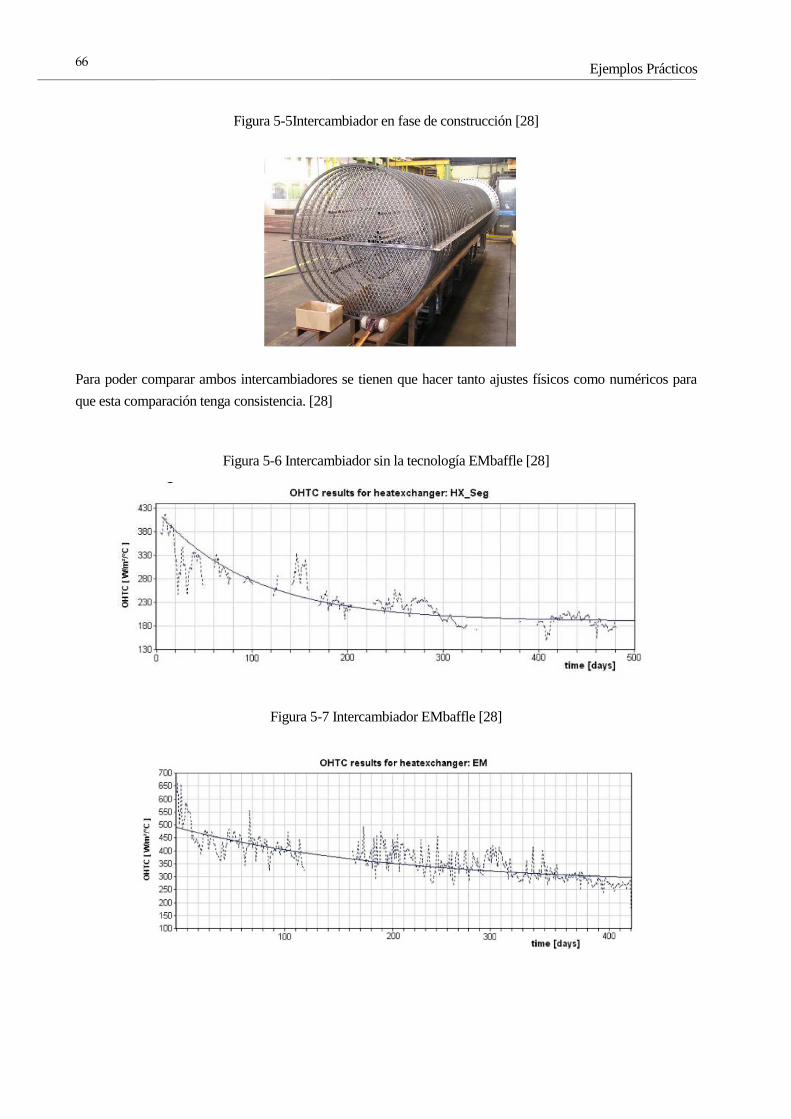
Ejemplos Prácticos
66
Figura 5-5Intercambiador en fase de construcción [28]
Para poder comparar ambos intercambiadores se tienen que hacer tanto ajustes físicos como numéricos para
que esta comparación tenga consistencia. [28]
Figura 5-6 Intercambiador sin la tecnología EMbaffle [28]
Figura 5-7 Intercambiador EMbaffle [28]
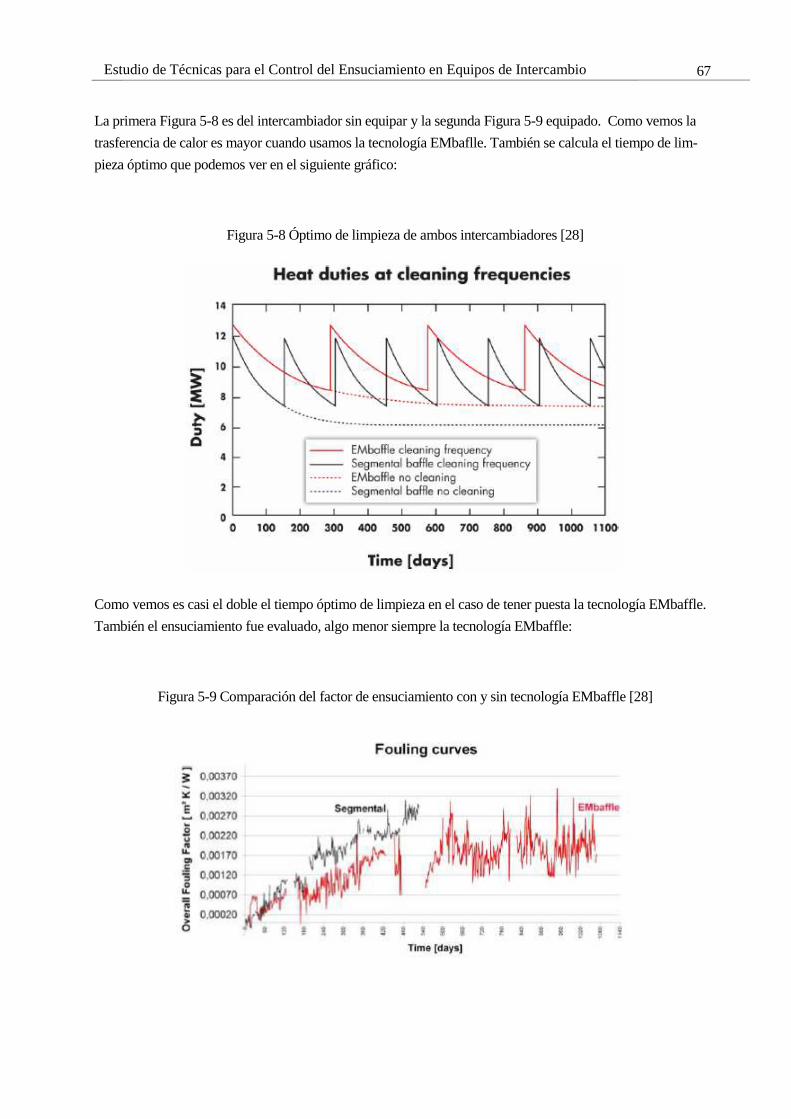
67 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
La primera Figura 5-8 es del intercambiador sin equipar y la segunda Figura 5-9 equipado. Como vemos la
trasferencia de calor es mayor cuando usamos la tecnología EMbaflle. También se calcula el tiempo de lim-
pieza óptimo que podemos ver en el siguiente gráfico:
Figura 5-8 Óptimo de limpieza de ambos intercambiadores [28]
Como vemos es casi el doble el tiempo óptimo de limpieza en el caso de tener puesta la tecnología EMbaffle.
También el ensuciamiento fue evaluado, algo menor siempre la tecnología EMbaffle:
Figura 5-9 Comparación del factor de ensuciamiento con y sin tecnología EMbaffle [28]
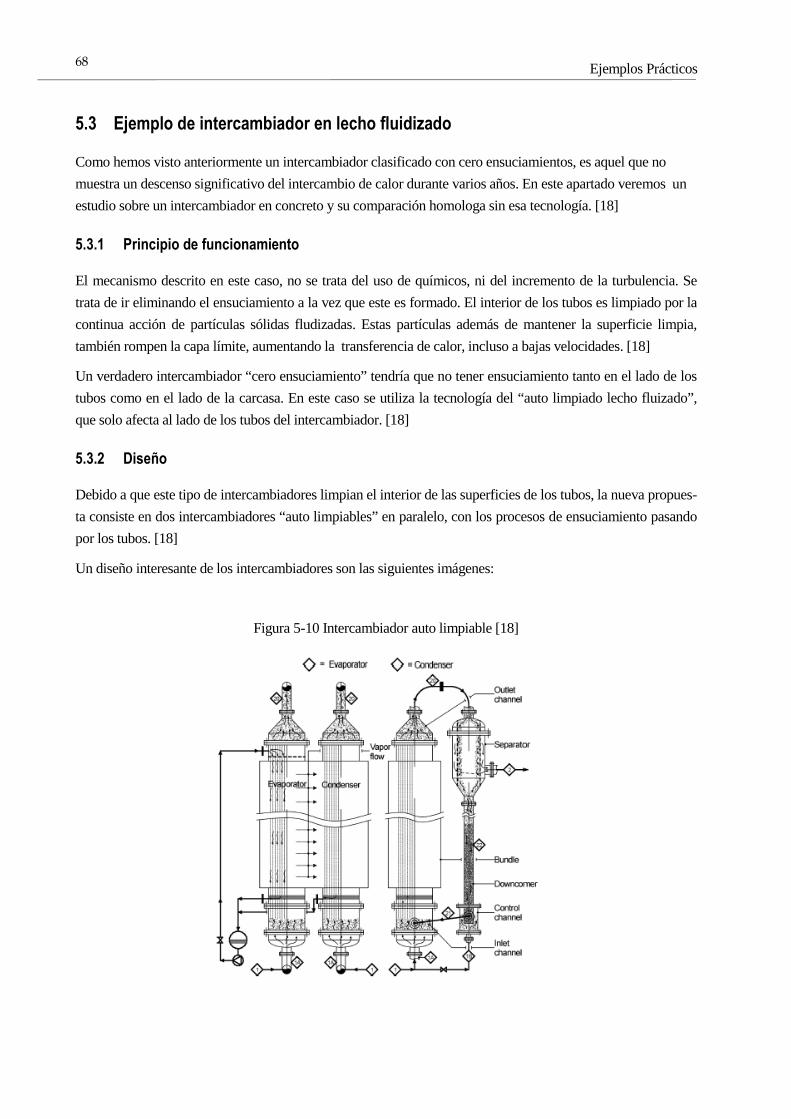
Ejemplos Prácticos
68
5.3 Ejemplo de intercambiador en lecho fluidizado
Como hemos visto anteriormente un intercambiador clasificado con cero ensuciamientos, es aquel que no
muestra un descenso significativo del intercambio de calor durante varios años. En este apartado veremos un
estudio sobre un intercambiador en concreto y su comparación homologa sin esa tecnología. [18]
5.3.1 Principio de funcionamiento
El mecanismo descrito en este caso, no se trata del uso de químicos, ni del incremento de la turbulencia. Se
trata de ir eliminando el ensuciamiento a la vez que este es formado. El interior de los tubos es limpiado por la
continua acción de partículas sólidas fludizadas. Estas partículas además de mantener la superficie limpia,
también rompen la capa límite, aumentando la transferencia de calor, incluso a bajas velocidades. [18]
Un verdadero intercambiador “cero ensuciamiento” tendría que no tener ensuciamiento tanto en el lado de los
tubos como en el lado de la carcasa. En este caso se utiliza la tecnología del “auto limpiado lecho fluizado”,
que solo afecta al lado de los tubos del intercambiador. [18]
5.3.2 Diseño
Debido a que este tipo de intercambiadores limpian el interior de las superficies de los tubos, la nueva propues-
ta consiste en dos intercambiadores “auto limpiables” en paralelo, con los procesos de ensuciamiento pasando
por los tubos. [18]
Un diseño interesante de los intercambiadores son las siguientes imágenes:
Figura 5-10 Intercambiador auto limpiable [18]
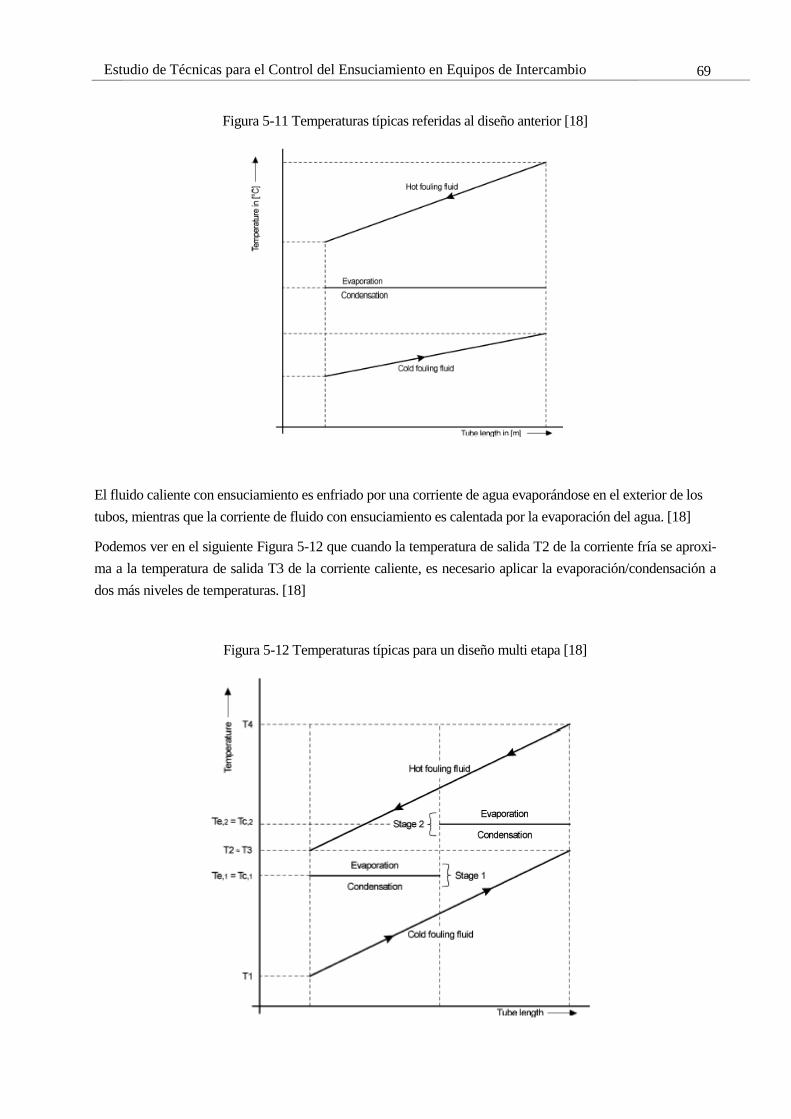
69 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
Figura 5-11 Temperaturas típicas referidas al diseño anterior [18]
El fluido caliente con ensuciamiento es enfriado por una corriente de agua evaporándose en el exterior de los
tubos, mientras que la corriente de fluido con ensuciamiento es calentada por la evaporación del agua. [18]
Podemos ver en el siguiente Figura 5-12 que cuando la temperatura de salida T2 de la corriente fría se aproxi-
ma a la temperatura de salida T3 de la corriente caliente, es necesario aplicar la evaporación/condensación a
dos más niveles de temperaturas. [18]
Figura 5-12 Temperaturas típicas para un diseño multi etapa [18]
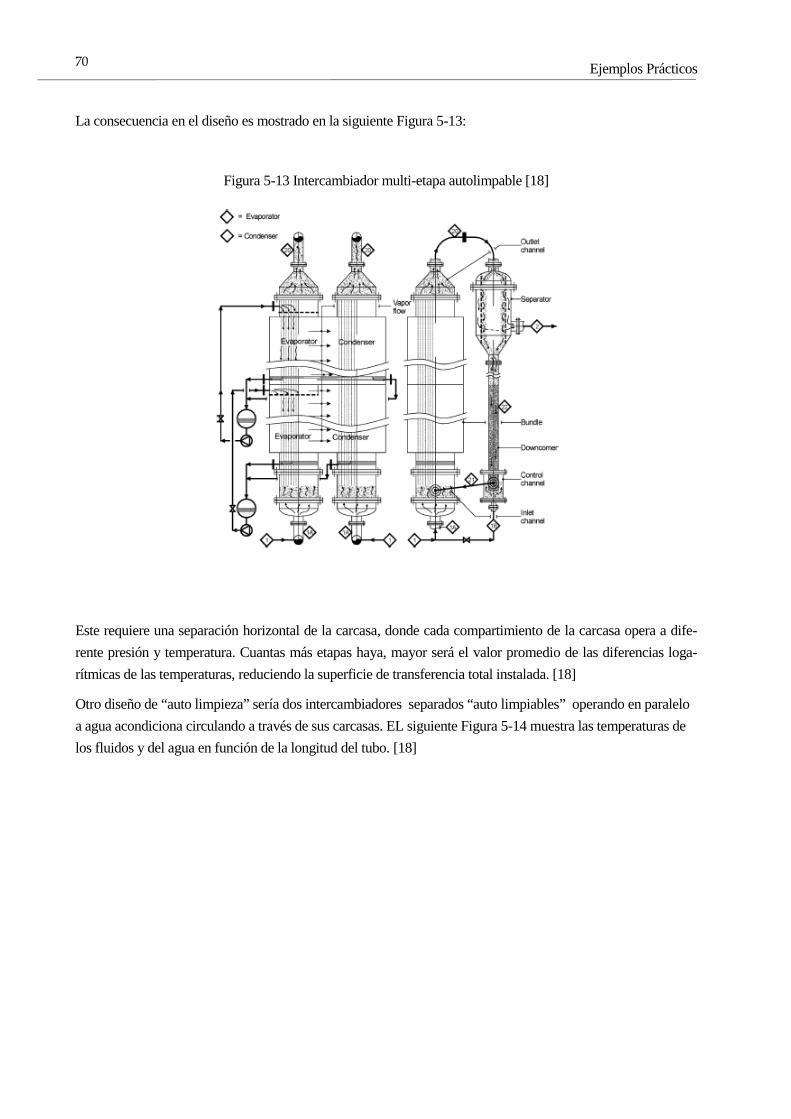
Ejemplos Prácticos
70
La consecuencia en el diseño es mostrado en la siguiente Figura 5-13:
Figura 5-13 Intercambiador multi-etapa autolimpable [18]
Este requiere una separación horizontal de la carcasa, donde cada compartimiento de la carcasa opera a dife-
rente presión y temperatura. Cuantas más etapas haya, mayor será el valor promedio de las diferencias loga-
rítmicas de las temperaturas, reduciendo la superficie de transferencia total instalada. [18]
Otro diseño de “auto limpieza” sería dos intercambiadores separados “auto limpiables” operando en paralelo
a agua acondiciona circulando a través de sus carcasas. EL siguiente Figura 5-14 muestra las temperaturas de
los fluidos y del agua en función de la longitud del tubo. [18]
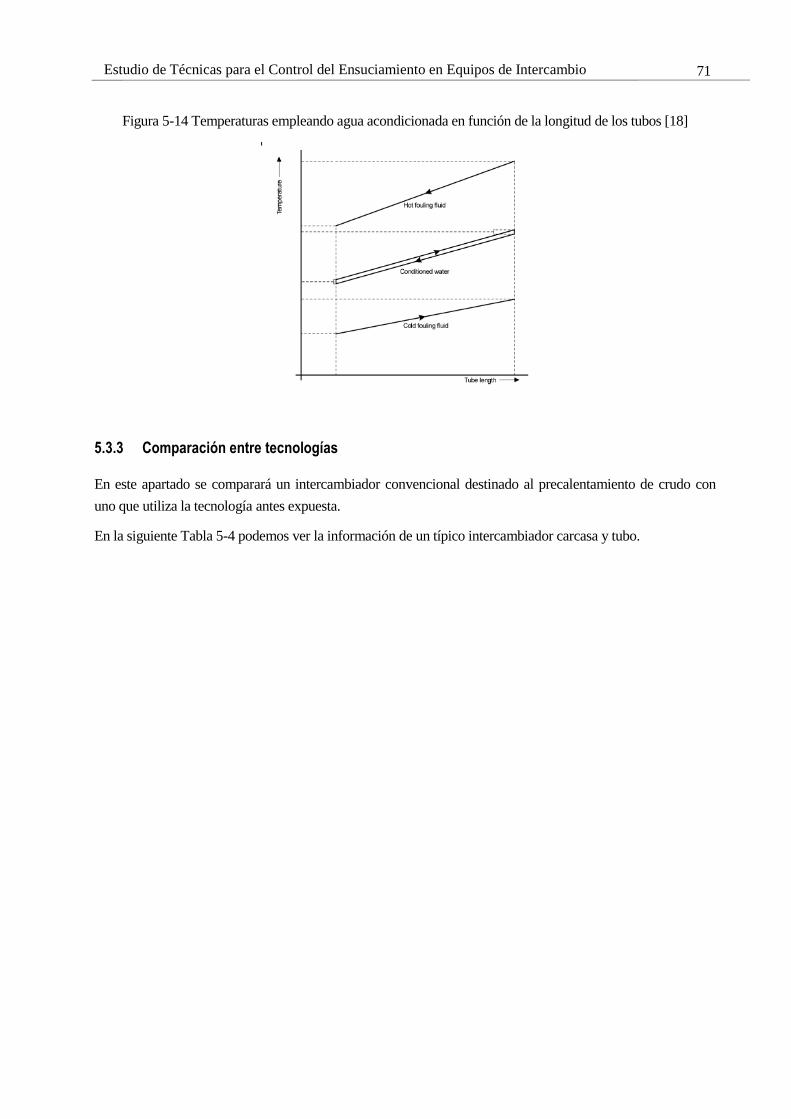
71 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
Figura 5-14 Temperaturas empleando agua acondicionada en función de la longitud de los tubos [18]
5.3.3 Comparación entre tecnologías
En este apartado se comparará un intercambiador convencional destinado al precalentamiento de crudo con
uno que utiliza la tecnología antes expuesta.
En la siguiente Tabla 5-4 podemos ver la información de un típico intercambiador carcasa y tubo.
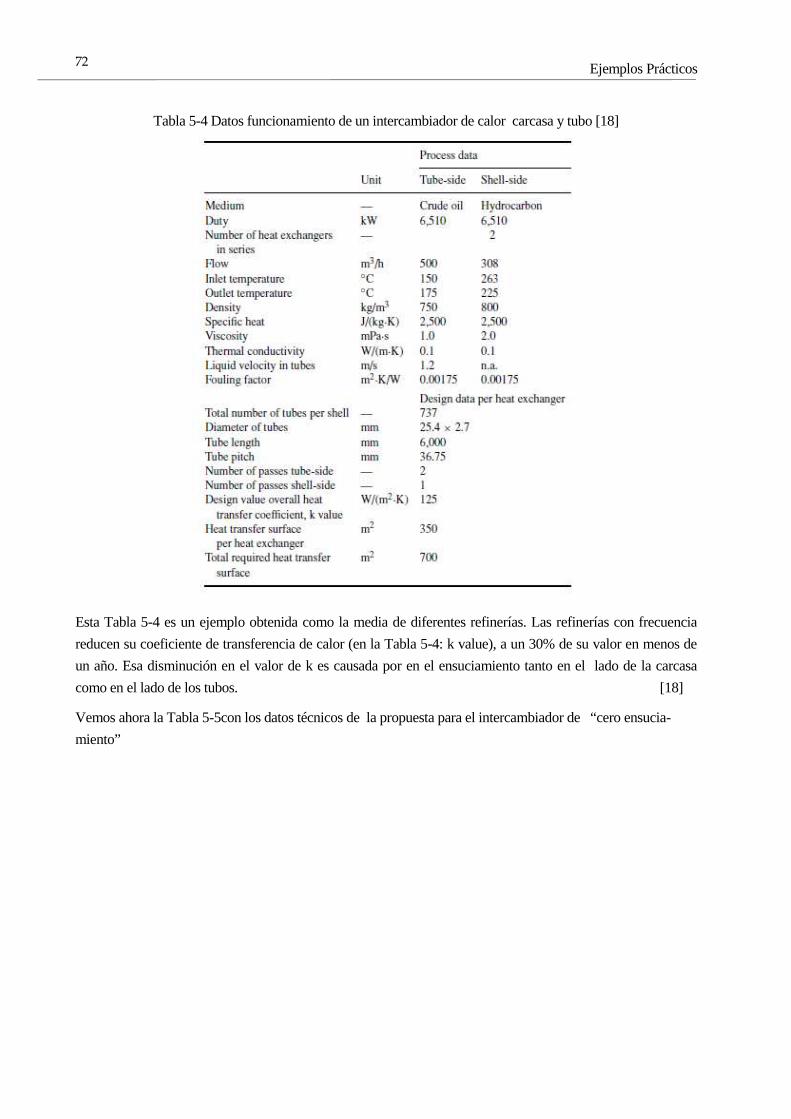
Ejemplos Prácticos
72
Tabla 5-4 Datos funcionamiento de un intercambiador de calor carcasa y tubo [18]
Esta Tabla 5-4 es un ejemplo obtenida como la media de diferentes refinerías. Las refinerías con frecuencia
reducen su coeficiente de transferencia de calor (en la Tabla 5-4: k value), a un 30% de su valor en menos de
un año. Esa disminución en el valor de k es causada por en el ensuciamiento tanto en el lado de la carcasa
como en el lado de los tubos. [18]
Vemos ahora la Tabla 5-5con los datos técnicos de la propuesta para el intercambiador de “cero ensucia-
miento”
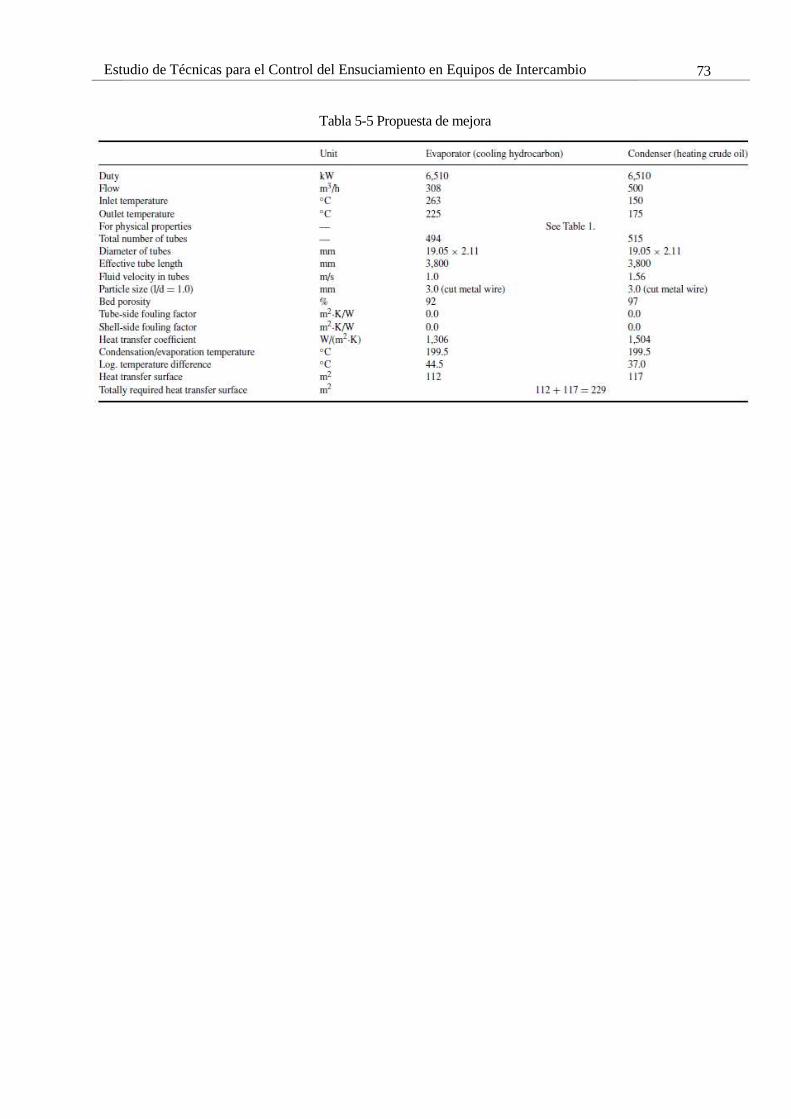
73 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
Tabla 5-5 Propuesta de mejora
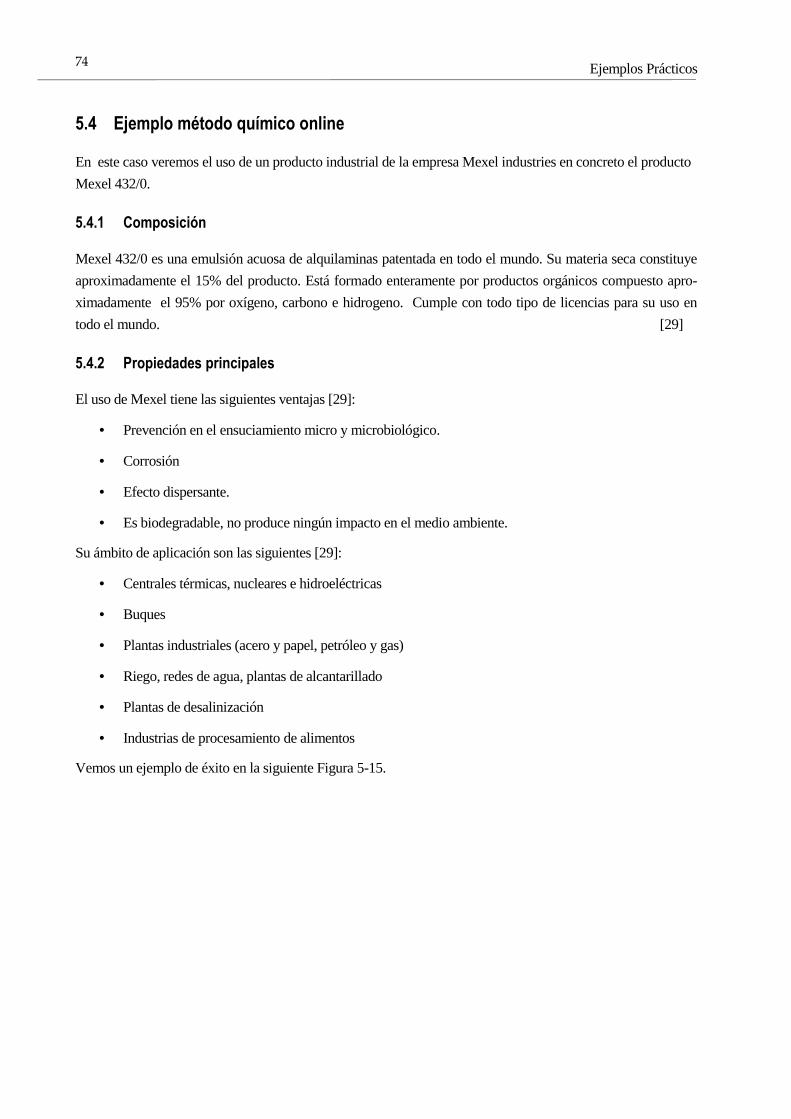
Ejemplos Prácticos
74
5.4 Ejemplo método químico online
En este caso veremos el uso de un producto industrial de la empresa Mexel industries en concreto el producto
Mexel 432/0.
5.4.1 Composición
Mexel 432/0 es una emulsión acuosa de alquilaminas patentada en todo el mundo. Su materia seca constituye
aproximadamente el 15% del producto. Está formado enteramente por productos orgánicos compuesto apro-
ximadamente el 95% por oxígeno, carbono e hidrogeno. Cumple con todo tipo de licencias para su uso en
todo el mundo. [29]
5.4.2 Propiedades principales
El uso de Mexel tiene las siguientes ventajas [29]:
• Prevención en el ensuciamiento micro y microbiológico.
• Corrosión
• Efecto dispersante.
• Es biodegradable, no produce ningún impacto en el medio ambiente.
Su ámbito de aplicación son las siguientes [29]:
• Centrales térmicas, nucleares e hidroeléctricas
• Buques
• Plantas industriales (acero y papel, petróleo y gas)
• Riego, redes de agua, plantas de alcantarillado
• Plantas de desalinización
• Industrias de procesamiento de alimentos
Vemos un ejemplo de éxito en la siguiente Figura 5-15.
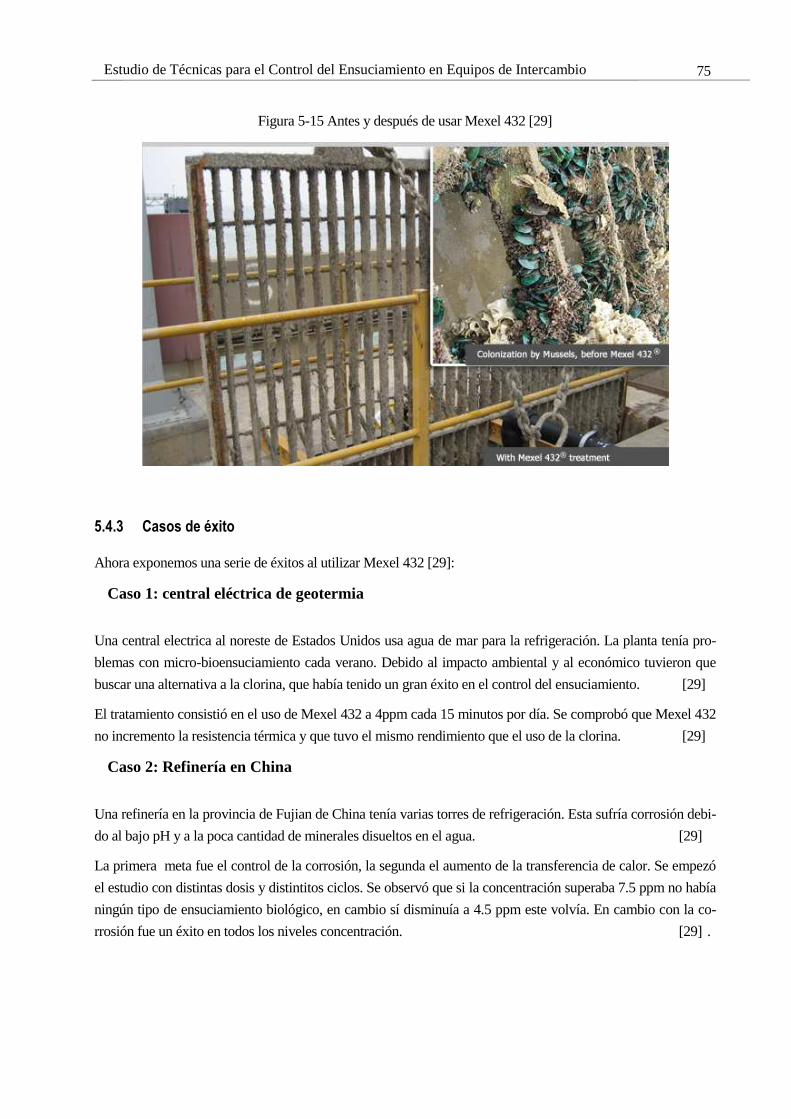
75 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
Figura 5-15 Antes y después de usar Mexel 432 [29]
5.4.3 Casos de éxito
Ahora exponemos una serie de éxitos al utilizar Mexel 432 [29]:
Caso 1: central eléctrica de geotermia
Una central electrica al noreste de Estados Unidos usa agua de mar para la refrigeración. La planta tenía pro-
blemas con micro-bioensuciamiento cada verano. Debido al impacto ambiental y al económico tuvieron que
buscar una alternativa a la clorina, que había tenido un gran éxito en el control del ensuciamiento. [29]
El tratamiento consistió en el uso de Mexel 432 a 4ppm cada 15 minutos por día. Se comprobó que Mexel 432
no incremento la resistencia térmica y que tuvo el mismo rendimiento que el uso de la clorina. [29]
Caso 2: Refinería en China
Una refinería en la provincia de Fujian de China tenía varias torres de refrigeración. Esta sufría corrosión debi-
do al bajo pH y a la poca cantidad de minerales disueltos en el agua. [29]
La primera meta fue el control de la corrosión, la segunda el aumento de la transferencia de calor. Se empezó
el estudio con distintas dosis y distintitos ciclos. Se observó que si la concentración superaba 7.5 ppm no había
ningún tipo de ensuciamiento biológico, en cambio sí disminuía a 4.5 ppm este volvía. En cambio con la co-
rrosión fue un éxito en todos los niveles concentración. [29] .
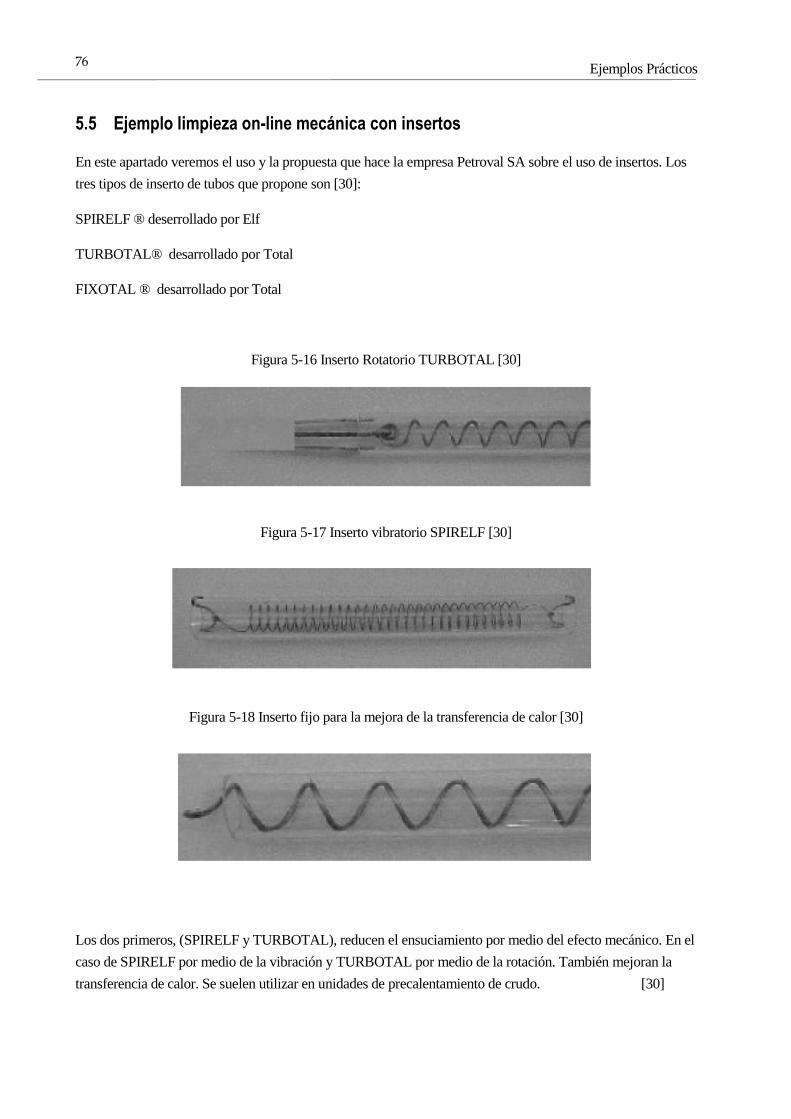
Ejemplos Prácticos
76
5.5 Ejemplo limpieza on-line mecánica con insertos
En este apartado veremos el uso y la propuesta que hace la empresa Petroval SA sobre el uso de insertos. Los
tres tipos de inserto de tubos que propone son [30]:
SPIRELF ® deserrollado por Elf
TURBOTAL® desarrollado por Total
FIXOTAL ® desarrollado por Total
Figura 5-16 Inserto Rotatorio TURBOTAL [30]
Figura 5-17 Inserto vibratorio SPIRELF [30]
Figura 5-18 Inserto fijo para la mejora de la transferencia de calor [30]
Los dos primeros, (SPIRELF y TURBOTAL), reducen el ensuciamiento por medio del efecto mecánico. En el
caso de SPIRELF por medio de la vibración y TURBOTAL por medio de la rotación. También mejoran la
transferencia de calor. Se suelen utilizar en unidades de precalentamiento de crudo. [30]
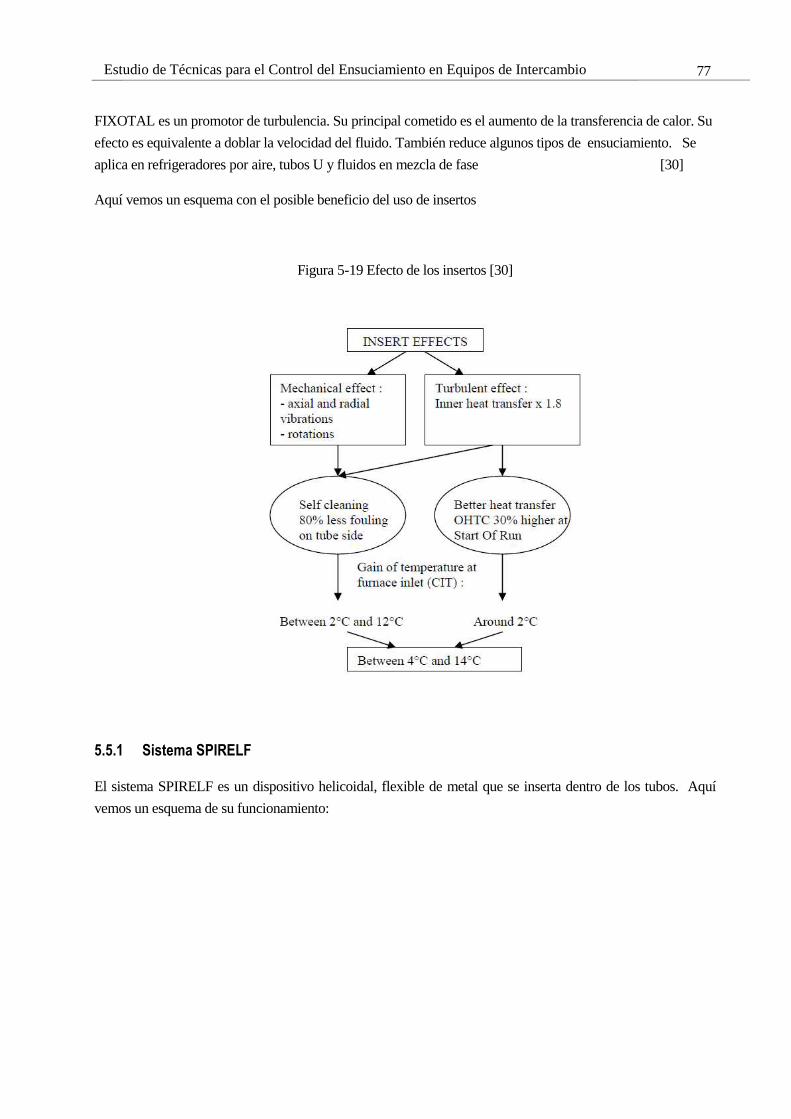
77 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
FIXOTAL es un promotor de turbulencia. Su principal cometido es el aumento de la transferencia de calor. Su
efecto es equivalente a doblar la velocidad del fluido. También reduce algunos tipos de ensuciamiento. Se
aplica en refrigeradores por aire, tubos U y fluidos en mezcla de fase [30]
Aquí vemos un esquema con el posible beneficio del uso de insertos
Figura 5-19 Efecto de los insertos [30]
5.5.1 Sistema SPIRELF
El sistema SPIRELF es un dispositivo helicoidal, flexible de metal que se inserta dentro de los tubos. Aquí
vemos un esquema de su funcionamiento:
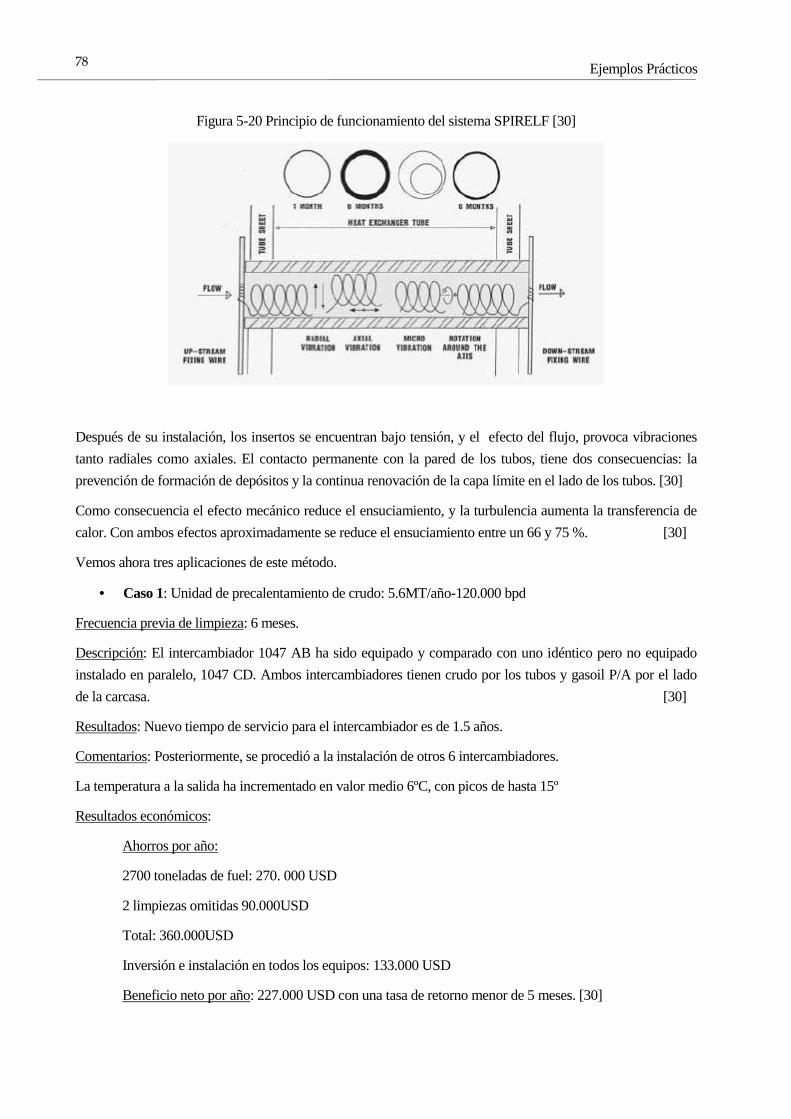
Ejemplos Prácticos
78
Figura 5-20 Principio de funcionamiento del sistema SPIRELF [30]
Después de su instalación, los insertos se encuentran bajo tensión, y el efecto del flujo, provoca vibraciones
tanto radiales como axiales. El contacto permanente con la pared de los tubos, tiene dos consecuencias: la
prevención de formación de depósitos y la continua renovación de la capa límite en el lado de los tubos. [30]
Como consecuencia el efecto mecánico reduce el ensuciamiento, y la turbulencia aumenta la transferencia de
calor. Con ambos efectos aproximadamente se reduce el ensuciamiento entre un 66 y 75 %. [30]
Vemos ahora tres aplicaciones de este método.
• Caso 1: Unidad de precalentamiento de crudo: 5.6MT/año-120.000 bpd
Frecuencia previa de limpieza: 6 meses.
Descripción: El intercambiador 1047 AB ha sido equipado y comparado con uno idéntico pero no equipado
instalado en paralelo, 1047 CD. Ambos intercambiadores tienen crudo por los tubos y gasoil P/A por el lado
de la carcasa. [30]
Resultados: Nuevo tiempo de servicio para el intercambiador es de 1.5 años.
Comentarios: Posteriormente, se procedió a la instalación de otros 6 intercambiadores.
La temperatura a la salida ha incrementado en valor medio 6ºC, con picos de hasta 15º
Resultados económicos:
Ahorros por año:
2700 toneladas de fuel: 270. 000 USD
2 limpiezas omitidas 90.000USD
Total: 360.000USD
Inversión e instalación en todos los equipos: 133.000 USD
Beneficio neto por año: 227.000 USD con una tasa de retorno menor de 5 meses. [30]
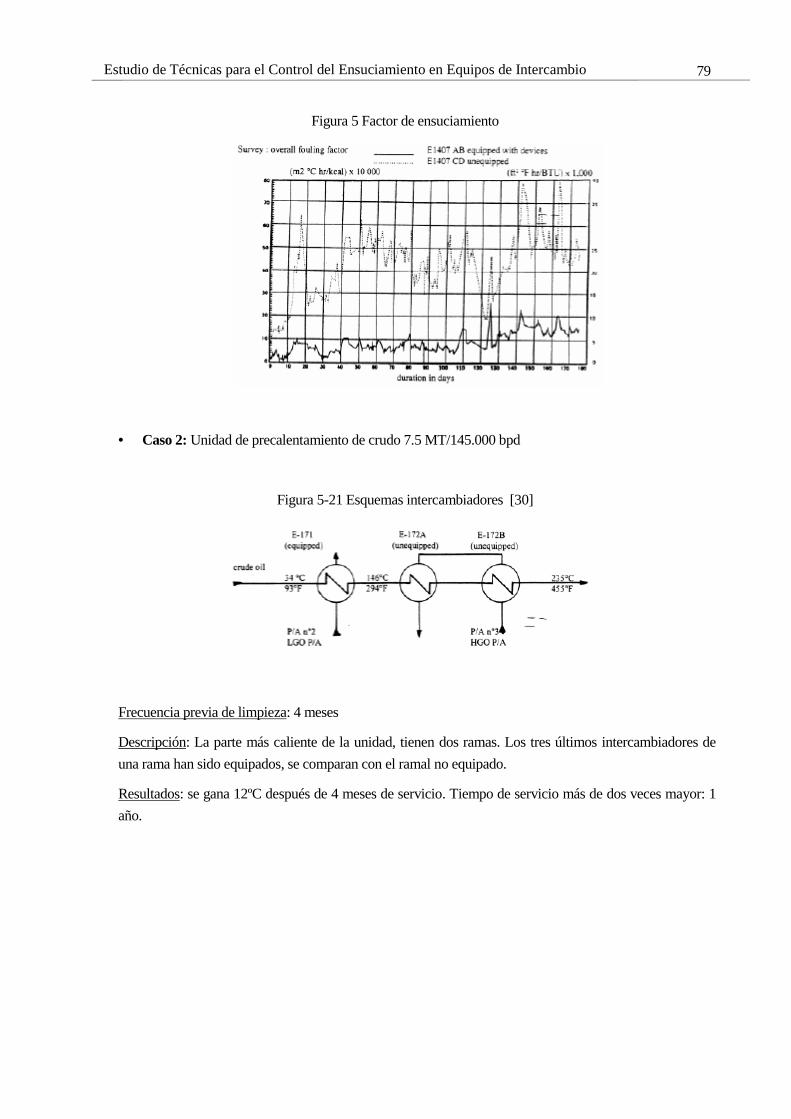
79 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
Figura 5 Factor de ensuciamiento
• Caso 2: Unidad de precalentamiento de crudo 7.5 MT/145.000 bpd
Figura 5-21 Esquemas intercambiadores [30]
Frecuencia previa de limpieza: 4 meses
Descripción: La parte más caliente de la unidad, tienen dos ramas. Los tres últimos intercambiadores de
una rama han sido equipados, se comparan con el ramal no equipado.
Resultados: se gana 12ºC después de 4 meses de servicio. Tiempo de servicio más de dos veces mayor: 1
año.
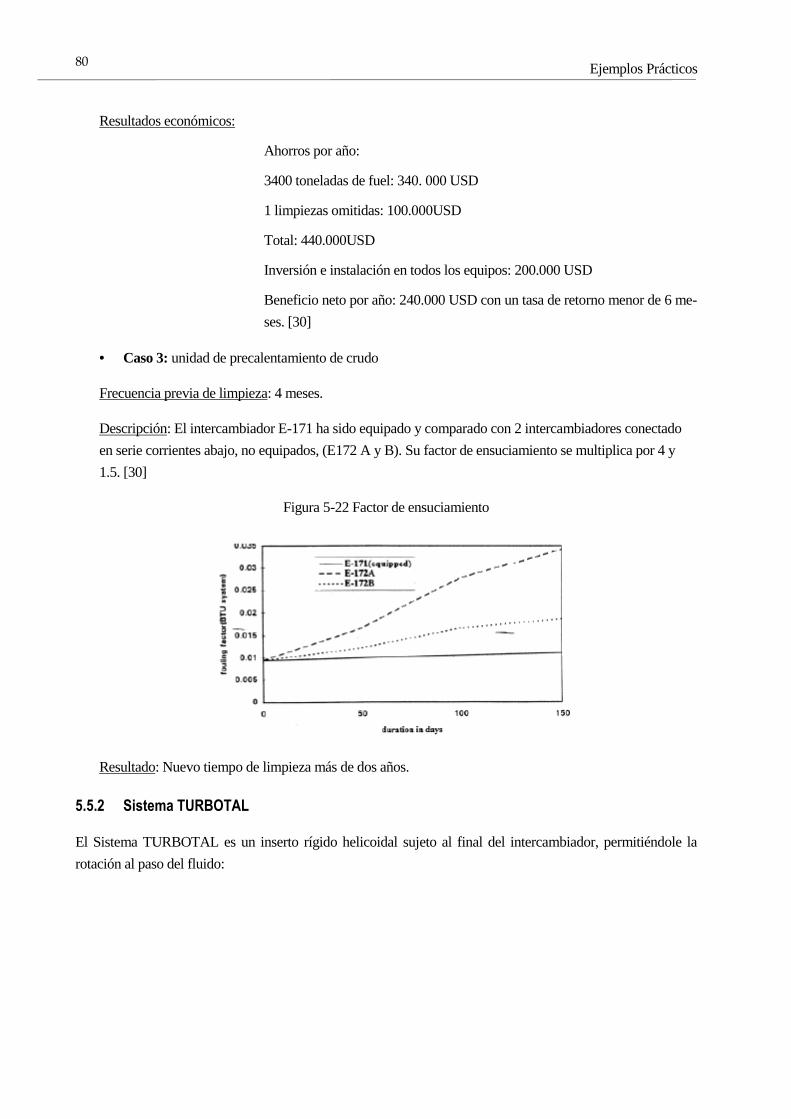
Ejemplos Prácticos
80
Resultados económicos:
Ahorros por año:
3400 toneladas de fuel: 340. 000 USD
1 limpiezas omitidas: 100.000USD
Total: 440.000USD
Inversión e instalación en todos los equipos: 200.000 USD
Beneficio neto por año: 240.000 USD con un tasa de retorno menor de 6 me-
ses. [30]
• Caso 3: unidad de precalentamiento de crudo
Frecuencia previa de limpieza: 4 meses.
Descripción: El intercambiador E-171 ha sido equipado y comparado con 2 intercambiadores conectado
en serie corrientes abajo, no equipados, (E172 A y B). Su factor de ensuciamiento se multiplica por 4 y
1.5. [30]
Figura 5-22 Factor de ensuciamiento
Resultado: Nuevo tiempo de limpieza más de dos años.
5.5.2 Sistema TURBOTAL
El Sistema TURBOTAL es un inserto rígido helicoidal sujeto al final del intercambiador, permitiéndole la
rotación al paso del fluido:
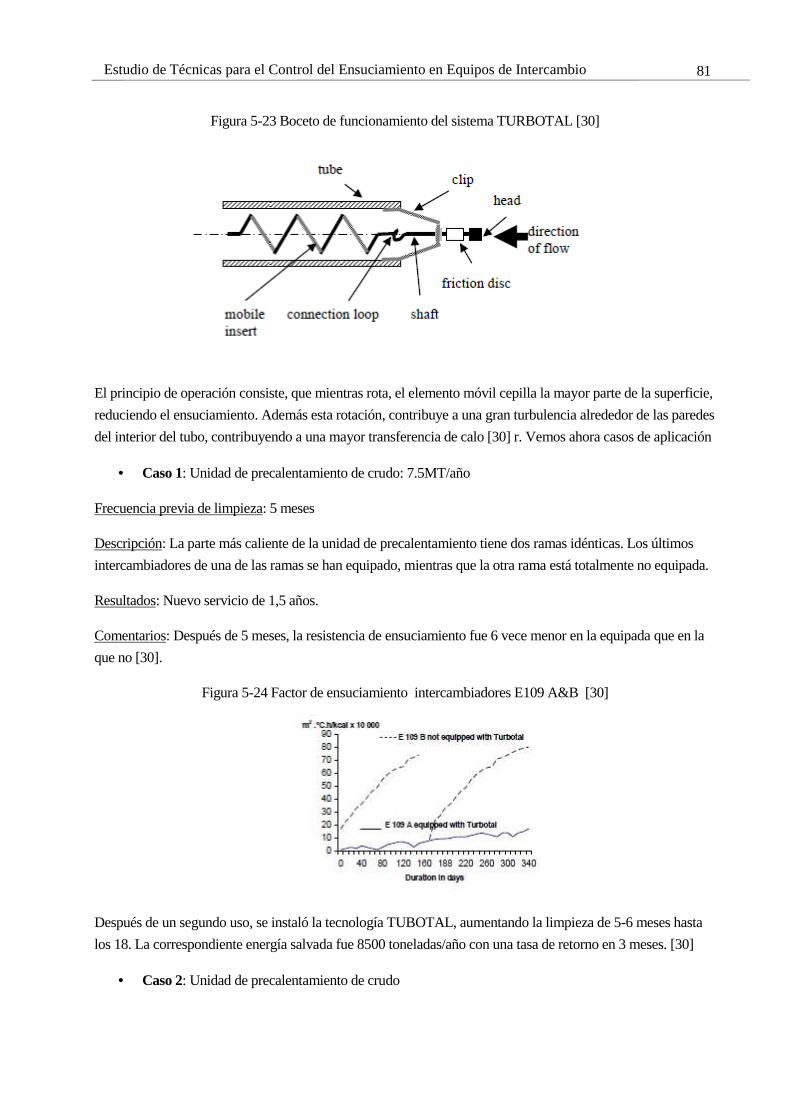
81 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
Figura 5-23 Boceto de funcionamiento del sistema TURBOTAL [30]
El principio de operación consiste, que mientras rota, el elemento móvil cepilla la mayor parte de la superficie,
reduciendo el ensuciamiento. Además esta rotación, contribuye a una gran turbulencia alrededor de las paredes
del interior del tubo, contribuyendo a una mayor transferencia de calo [30] r. Vemos ahora casos de aplicación
• Caso 1: Unidad de precalentamiento de crudo: 7.5MT/año
Frecuencia previa de limpieza: 5 meses
Descripción: La parte más caliente de la unidad de precalentamiento tiene dos ramas idénticas. Los últimos
intercambiadores de una de las ramas se han equipado, mientras que la otra rama está totalmente no equipada.
Resultados: Nuevo servicio de 1,5 años.
Comentarios: Después de 5 meses, la resistencia de ensuciamiento fue 6 vece menor en la equipada que en la
que no [30].
Figura 5-24 Factor de ensuciamiento intercambiadores E109 A&B [30]
Después de un segundo uso, se instaló la tecnología TUBOTAL, aumentando la limpieza de 5-6 meses hasta
los 18. La correspondiente energía salvada fue 8500 toneladas/año con una tasa de retorno en 3 meses. [30]
• Caso 2: Unidad de precalentamiento de crudo
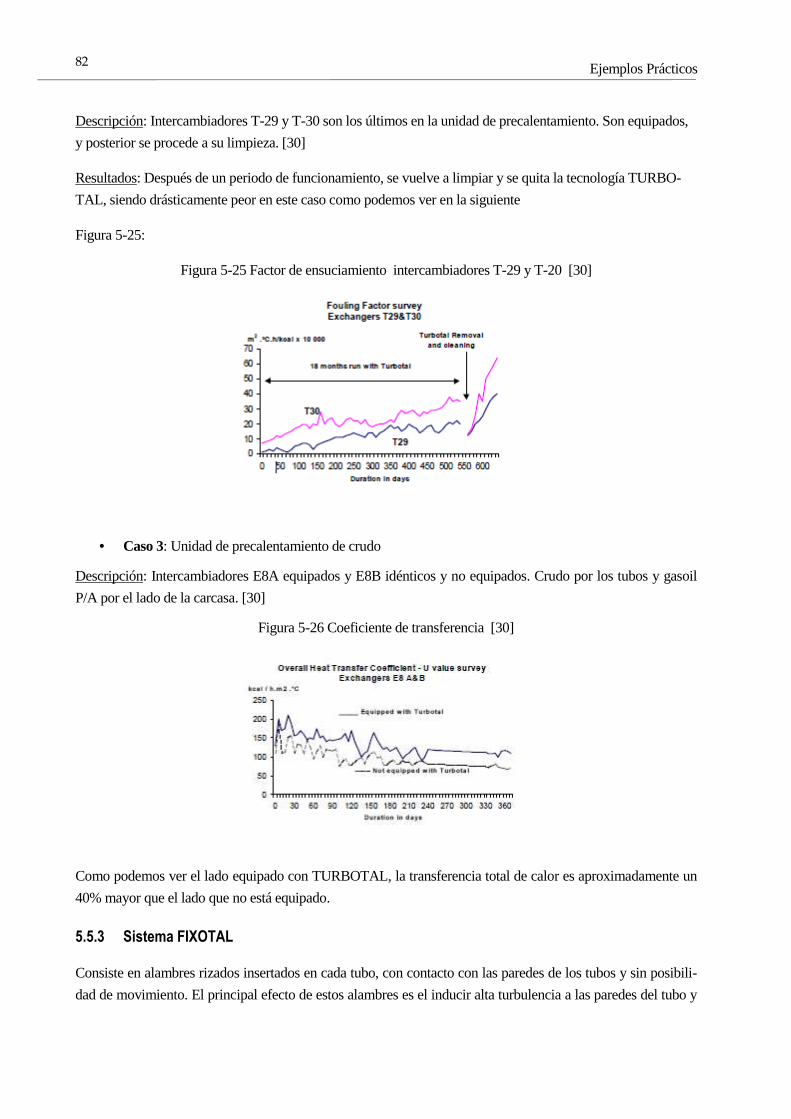
Ejemplos Prácticos
82
Descripción: Intercambiadores T-29 y T-30 son los últimos en la unidad de precalentamiento. Son equipados,
y posterior se procede a su limpieza. [30]
Resultados: Después de un periodo de funcionamiento, se vuelve a limpiar y se quita la tecnología TURBO-
TAL, siendo drásticamente peor en este caso como podemos ver en la siguiente
Figura 5-25:
Figura 5-25 Factor de ensuciamiento intercambiadores T-29 y T-20 [30]
• Caso 3: Unidad de precalentamiento de crudo
Descripción: Intercambiadores E8A equipados y E8B idénticos y no equipados. Crudo por los tubos y gasoil
P/A por el lado de la carcasa. [30]
Figura 5-26 Coeficiente de transferencia [30]
Como podemos ver el lado equipado con TURBOTAL, la transferencia total de calor es aproximadamente un
40% mayor que el lado que no está equipado.
5.5.3 Sistema FIXOTAL
Consiste en alambres rizados insertados en cada tubo, con contacto con las paredes de los tubos y sin posibili-
dad de movimiento. El principal efecto de estos alambres es el inducir alta turbulencia a las paredes del tubo y
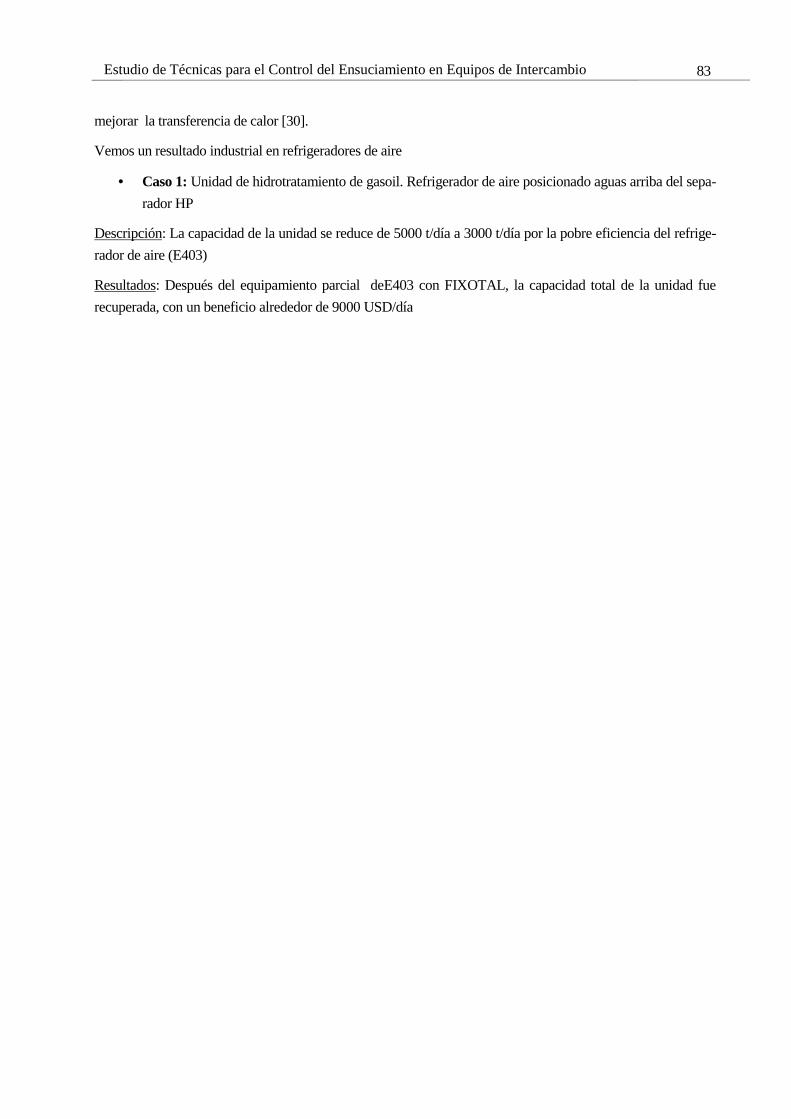
83 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
mejorar la transferencia de calor [30].
Vemos un resultado industrial en refrigeradores de aire
• Caso 1: Unidad de hidrotratamiento de gasoil. Refrigerador de aire posicionado aguas arriba del sepa-
rador HP
Descripción: La capacidad de la unidad se reduce de 5000 t/día a 3000 t/día por la pobre eficiencia del refrige-
rador de aire (E403)
Resultados: Después del equipamiento parcial deE403 con FIXOTAL, la capacidad total de la unidad fue
recuperada, con un beneficio alrededor de 9000 USD/día
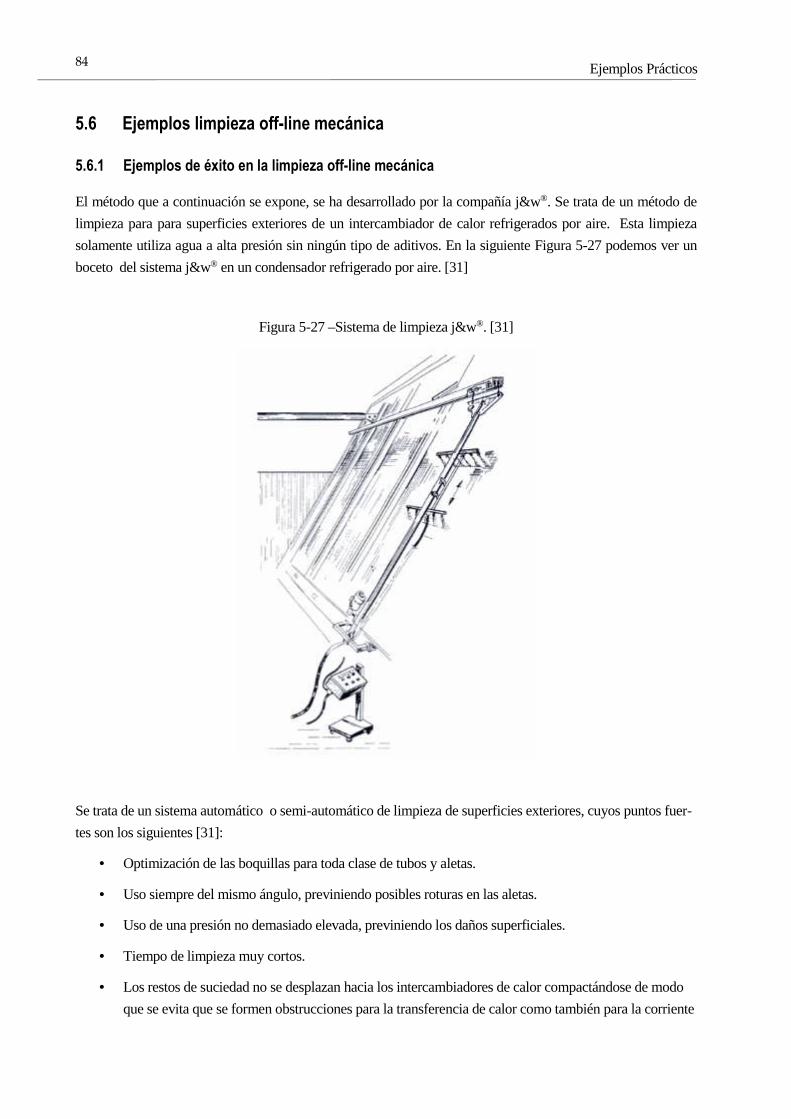
Ejemplos Prácticos
84
5.6 Ejemplos limpieza off-line mecánica
5.6.1 Ejemplos de éxito en la limpieza off-line mecánica
El método que a continuación se expone, se ha desarrollado por la compañía j&w®. Se trata de un método de
limpieza para para superficies exteriores de un intercambiador de calor refrigerados por aire. Esta limpieza
solamente utiliza agua a alta presión sin ningún tipo de aditivos. En la siguiente Figura 5-27 podemos ver un
boceto del sistema j&w® en un condensador refrigerado por aire. [31]
Figura 5-27 –Sistema de limpieza j&w®. [31]
Se trata de un sistema automático o semi-automático de limpieza de superficies exteriores, cuyos puntos fuer-
tes son los siguientes [31]:
• Optimización de las boquillas para toda clase de tubos y aletas.
• Uso siempre del mismo ángulo, previniendo posibles roturas en las aletas.
• Uso de una presión no demasiado elevada, previniendo los daños superficiales.
• Tiempo de limpieza muy cortos.
• Los restos de suciedad no se desplazan hacia los intercambiadores de calor compactándose de modo
que se evita que se formen obstrucciones para la transferencia de calor como también para la corriente
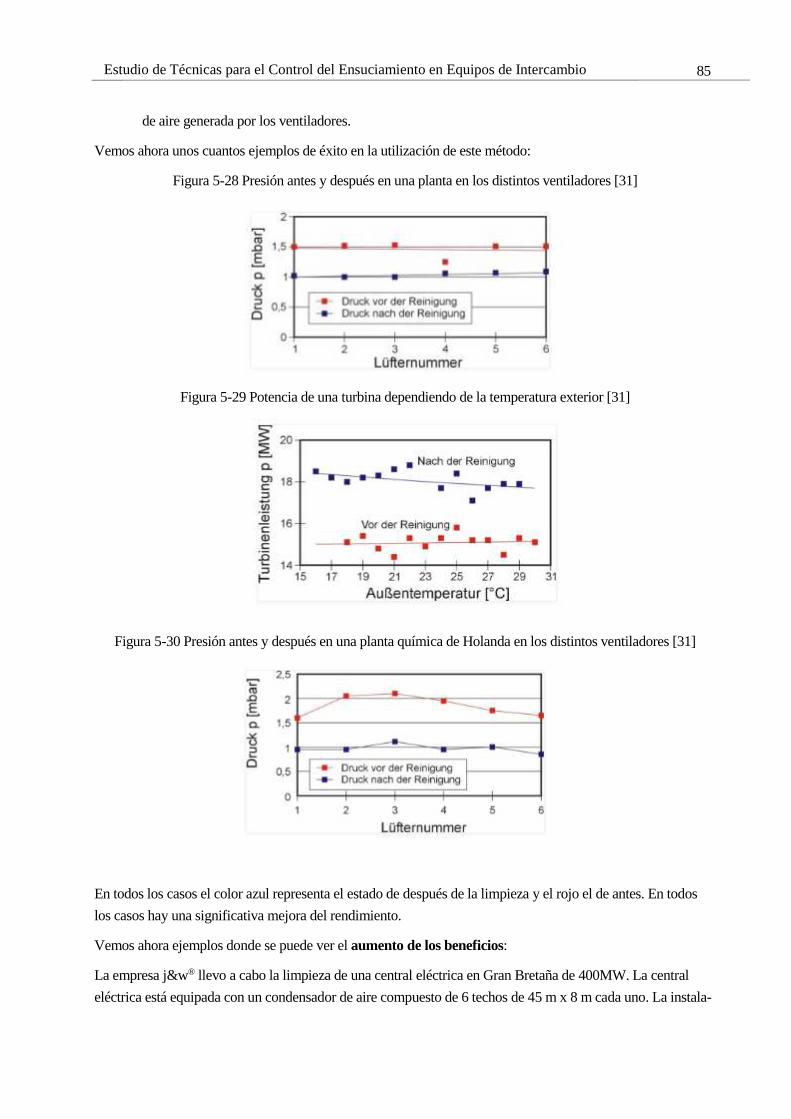
85 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
de aire generada por los ventiladores.
Vemos ahora unos cuantos ejemplos de éxito en la utilización de este método:
Figura 5-28 Presión antes y después en una planta en los distintos ventiladores [31]
Figura 5-29 Potencia de una turbina dependiendo de la temperatura exterior [31]
Figura 5-30 Presión antes y después en una planta química de Holanda en los distintos ventiladores [31]
En todos los casos el color azul representa el estado de después de la limpieza y el rojo el de antes. En todos
los casos hay una significativa mejora del rendimiento.
Vemos ahora ejemplos donde se puede ver el aumento de los beneficios:
La empresa j&w® llevo a cabo la limpieza de una central eléctrica en Gran Bretaña de 400MW. La central
eléctrica está equipada con un condensador de aire compuesto de 6 techos de 45 m x 8 m cada uno. La instala-
Ejemplos Prácticos
86
ción funcionó ininterrumpidamente durante los trabajos de limpieza. Únicamente se desconectaron los ventila-
dores de cada área que había que limpiar. [31]
Antes de llevar a cabo los trabajos de limpieza, la presión medida de la turbina era de 130 mbar. Tras los traba-
jos de limpieza se redujo a 100 mbar. Esta diferencia de 30 mbar corresponde a una potencia de turbina de 3,8
MW. La potencia adicional semanal que se puede obtener con una limpieza periódica se calcula de la siguiente
manera:
3,8 MW x 7 días x 24 h x 75 % tiempo de funcionamiento = 478,8 kW. Con un precio de venta de 45 €/MW,
los ingresos adicionales ascienden a 21.546 € por semana o 1.1120.392 € al año. [31]
Como ejemplo, de reducción de costes por la utilización de sistemas de limpieza de j&w® de una refinería en
Alemania:
Mejora de un 24 % por un incremento de la eficacia, reducción de los costes de energía, reducción de las emi-
siones de CO₂:
Tabla 5-6 Temperaturas de funcionamiento de una refinería Alemania [31]
ANTES DE LOS TRABAJOS DESPUÉS DE LOS TRABAJOS
TEMPERATURA DE ENTRADA 89.1 ºC 87.6ºC
TEMPERATURA DE SALIDA 62.0 ºC 53.9ºC
∆T 27.1ºC 33.7ºC
Resultado: Una vez realizados los trabajos de limpieza por j&w®, se pueden desconectar la mitad de los venti-
ladores.
5.6.2 Uso de limpieza mecánica con agua de alta presión
Vemos una serie de casos donde la limpieza off-line mecánica fue todo un éxito. Los siguientes 3 casos se han
usado limpieza mecánica off-line, no sólo para mejorar el consumo específico, sino también para recuperar la
capacidad de generación perdida debido a los problemas por el ensuciamiento.
Caso 1: Central eléctrica en Trinidad y Tobago
Se trata de una central de 67 MW de ciclo combinado. Esta estaba experimentando limitaciones en la produc-
ción bruta de megavatios debido al poco rendimiento del condensador. Solo era capaz de producir 30 MW,
menos de la mitad de su potencial. El condensador con tubos de acero inoxidable que se observó que contenía
depósitos [27].
Se realizó un programa de inspección y limpieza durante una parada de la planta. Tras quitar más de dos tone-
ladas de depósitos, la planta recupero 34 MW adicionales de potencia recuperando también la presión perdida
[27].
87 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
Caso 2: San Diego
Una planta de 300 MW tenía un condensador con problemas de ensuciamiento que afectaba a la consumo,
como a veces a la capacidad de generación. Los tubos del condensador eran de latón aluminoso, refrigerados
con agua de mar. Estos estaban con sulfuro de hierro para pasivar las superficies. Se llegó a acumular depósi-
tos del sulfuro de hierro [27].
Para resolver este problema se decidió limpiar el condensador entero usando métodos mecánicos. Unos 2600
kg fueron retirados de depósitos, la mayoría de sulfuro de hierro. Tras esta limpieza, las pérdidas de presión
disminuyeron considerablemente. Lo que supuso un incremento del 1% del rendimiento a carga parcial o lo
que es lo mismo un ahorro de cerca de 500 USD [27].
Caso 3: Central nuclear en Peach Bottom
La central de Peach Bottom es una central del tipo BWR con una capacidad de 1152 MW. El condensador es
de un solo paso y refrigerado por el agua del río Susquehanna. El condensador tiene 55000 tubos de titanio.
La central de Peach Bottom tenía monitorizado el factor de limpieza como el factor principal para el criterio
de determinar la presencia de depósitos y obstrucciones en los tubos del condensador. Los ingenieros observa-
ron durante unos meses la disminución del factor de limpieza con una pérdida considerable de la capacidad de
la planta. El empeoramiento de la unidad dos de la planta, se pensaba que era por el bloqueo de los tubos por
los residuos. Sin embargo, las observaciones originales, indicaban que la degradación ocurría incluso en los
meses de invierno que las temperaturas del agua son normalmente bajas. Ya que la presencia de algo de ensu-
ciamiento en el condensador durante el invierno no debe producir una perdida en la capacidad de la planta.
Uno de las posibles causas que se planteó fue que el uso de los biocidas promovía la formación de depósitos de
manganeso [27].
Se obtuvieron muestras de los depósitos de los tubos del condensador, y las sospechas fueron correctas con el
manganeso. Se procedió a una limpieza de los 55000 tubos durante 90 horas, quitando cerca de 3 toneladas de
depósitos. Esto supuso un aumento de 25 MW de capacidad y más de 4 millones de USD por año [27].

Ejemplos Prácticos
88
5.7 Óptimo de limpieza
Hemos visto distintos ejemplos de limpieza que no conllevan la parada de producción para la limpieza. En este
caso presentamos un estudio, en cual se calcula el punto óptimo de limpieza de los intercambiadores.
5.7.1 Metodología
El ensuciamiento en la superficie de los intercambiadores de calor produce una disminución de la capacidad
del intercambiador, a la vez que variaciones de las temperaturas de salidas de las corrientes. La simulación de
este estudio consiste en un conjunto de ecuaciones no lineares que describen el funcionamiento de los inter-
cambiadores, y otras ecuaciones lineales que indican la relación de las unidades y de las corrientes. En esta
Figura 5-31podemos ver diagrama de un solo intercambiador. [32]
Figura 5-31 Intercambiador de calor [32]
La transferencia de calor se define:
Ecuación 5-1 Transferencia de calor [32]
Donde U es el coeficiente de transferencia global, kW/m2ºC; A es el área de la superficie del intercambiador,
m2; ∆��� es la diferencia media logarítmica, ºC.
Suponiendo que no hay pérdidas de energía, las ecuaciones de balance de calor quedan:
Ecuación 5-2 Ecuaciones de balance de calor [32]
Donde ��� y ��� son la capacidad calorífica de las corrientes fría y caliente, respectivamente (cold y hot en
inglés), kW/ºC.

89 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
La degradación del coeficiente global de transferencia de calor respecto al tiempo se puede expresar así:
Ecuación 5-3 Degradación del coeficiente global de transferencia [32]
Donde �(�) es el coeficiente global de transferencia en el tiempo θ influenciado por el ensuciamiento,
kW/m2ºC, �� es el coeficiente de transferencia calor cuando está limpio, kW/m2ºC, �(�) es la resistencia de
ensuciamiento en el tiempo θ m2ºC/kW. [32]
Un montón de información se ha obtenido sobre el ensuciamiento, pero no es razonable usar información ob-
tenida en condiciones especiales para predecir el ensuciamiento bajo otras condiciones. En la ausencia de unas
ecuaciones exactas de cinética en este trabajo se usó el modelo de ensuciamiento lineal. Como se muestra en
la siguiente ecuación la curva de ensuciamiento utiliza un factor de disminución para predecir el ensuciamien-
to en función del tiempo. [32]
�(�) = ��� � ���
�
+ ��!
Donde ��� es la resistencia de ensuciamiento en el momento θ�, m2ºC/kW, Análogo es el caso de ��!, α es
el factor de disminución.
Con las ecuaciones Ecuación 5-1 y Ecuación 5-2 puede transformarse en
(1 − $�)% + ($ − 1)�%& + (� − 1)%� = 0
(1 − $�)%( + ($ − 1)�%� + (� − 1)%& = 0
Donde:
� = ��� ���⁄
$ = exp (������
� (� − 1))
Asumiendo que UA y que todos los CPs son conocidos, la diferencia logarítmica media de temperaturas puede
expresarse de la siguiente manera
∆��� =(� − 1)($ − 1)(�$ − 1) (%� − %&)
ln$
Basado en este análisis, una vez el ratio de deposición de ensuciamiento, es obtenida, la diferencia logarítmica
media de temperaturas, la degradación del coeficiente global de transferencia, y las desviaciones de las tempe-
raturas de salida con la influencia del ensuciamiento puede ser calculado. [32]

Ejemplos Prácticos
90
5.7.2 Interacción entre intercambiadores de calor
El funcionamiento de un intercambiador de calor puede también verse afectado por otros intercambiadores del
mismo proceso. Desviándose la temperatura de entrada, las características aguas abajo cambiaran. Este tipo de
influencia puede ser transmitida en el sistema. Esto se puede demostrar fácilmente en esta Figura 5-32:
Figura 5-32 Conexión simple de intercambiadores [32]
Considerando que la corriente caliente es propenso al ensuciamiento, el ensuciamiento inicial es mucho mayor
en el intercambiador E2 porque es más caliente que el intercambiador E1. El ensuciamiento en E2 reduce el
coeficiente de transferencia, aumentando su temperatura de salida, y por ello puede incrementar el ensucia-
miento en el intercambiador E1. Esto no sería posible predecirlo si nos centramos solo en un intercambiador y
no en su conjunto. El impacto del ensuciamiento solo puede ser correctamente predicho cuando se tienen en
cuenta todos los intercambiadores que participan en el proceso. [32]
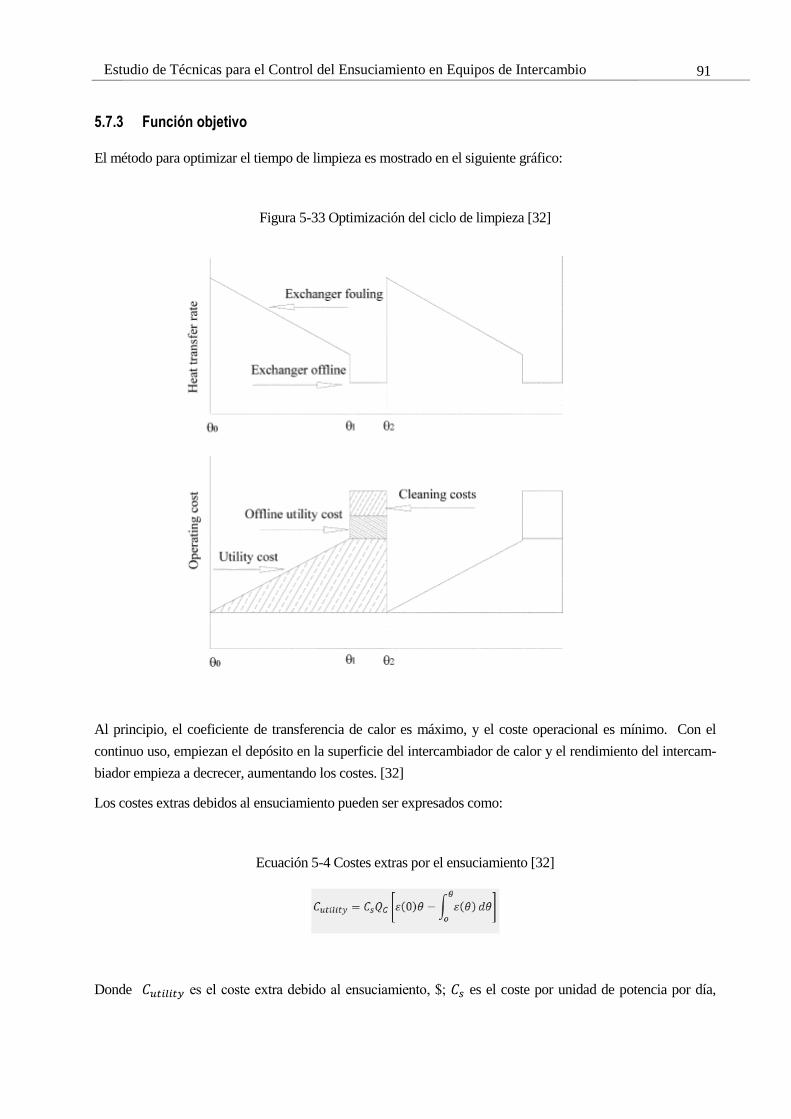
91 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
5.7.3 Función objetivo
El método para optimizar el tiempo de limpieza es mostrado en el siguiente gráfico:
Figura 5-33 Optimización del ciclo de limpieza [32]
Al principio, el coeficiente de transferencia de calor es máximo, y el coste operacional es mínimo. Con el
continuo uso, empiezan el depósito en la superficie del intercambiador de calor y el rendimiento del intercam-
biador empieza a decrecer, aumentando los costes. [32]
Los costes extras debidos al ensuciamiento pueden ser expresados como:
Ecuación 5-4 Costes extras por el ensuciamiento [32]
Donde �012�213 es el coste extra debido al ensuciamiento, $; �4 es el coste por unidad de potencia por día,

Ejemplos Prácticos
92
USD/kWdia; 56 es la capacidad del intercambiador en condiciones limpias, kW; 7(�) = 89(�)8: es la eficiencia
del intercambiador al tiempo θ por el ensuciamiento; 5(�) es la capacidad del intercambiador con condicio-
nes de ensuciamiento en el momento θ, kW. [32]
Al tiempo θ1, el intercambiador es extraído y limpiado mientras la unidad continua operando lo que resulta un
mayor coste. Mientas el intercambiador está offline, la contribución del intercambiador es remplazado por un
calentador. El coste extra es expresado por la siguiente formula [32]:
Ecuación 5-5 Coste offline [32]
Donde �;�2<� es el coste extra mientras el intercambiador está offline, USD; �����< es el periodo de limpie-
za, días.
Después de que el intercambiador es puesto en funcionamiento otra vez en el momento θ2, el consumo vuelve
a su valor inicial.
Los costes de limpieza incluyen los costes químicos y otros costes que se pueden consideras independiente en
el tiempo, Cclean.
Los costes totales debidos al ensuciamiento pueden expresarse de la siguiente manera:
Ecuación 5-6 Costes Totales [32]
Asumiendo que el periodo de limpieza �����< es constante, el cálculo del mínimo será a través de esta ecua-
ción:
==� �
�(�)� � = 0
5.7.4 Estudio del caso y discusión de los resultados
La Figura 5-31muestra un único intercambiador cuyos parámetros están en la siguiente Tabla 5-7 como E2.
Con el funcionamiento el intercambiador pierde eficiencia debido al ensuciamiento. Podemos ver ahora el
coeficiente global de transferencia y las desviaciones de las temperaturas de salida de las corrientes frías y
calientes. Tiene que haber un mayor consumo para conseguir las temperaturas requeridas, lo que es básica-
mente el coste de ensuciamiento. [32]
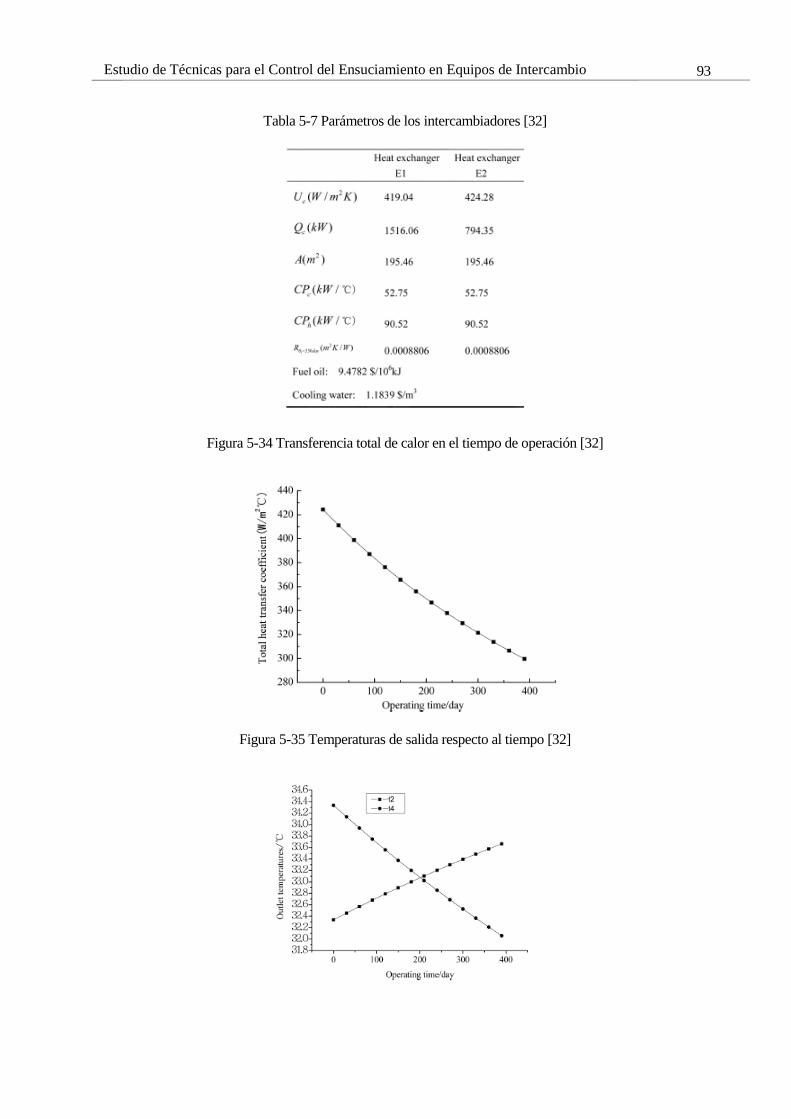
93 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
Tabla 5-7 Parámetros de los intercambiadores [32]
Figura 5-34 Transferencia total de calor en el tiempo de operación [32]
Figura 5-35 Temperaturas de salida respecto al tiempo [32]
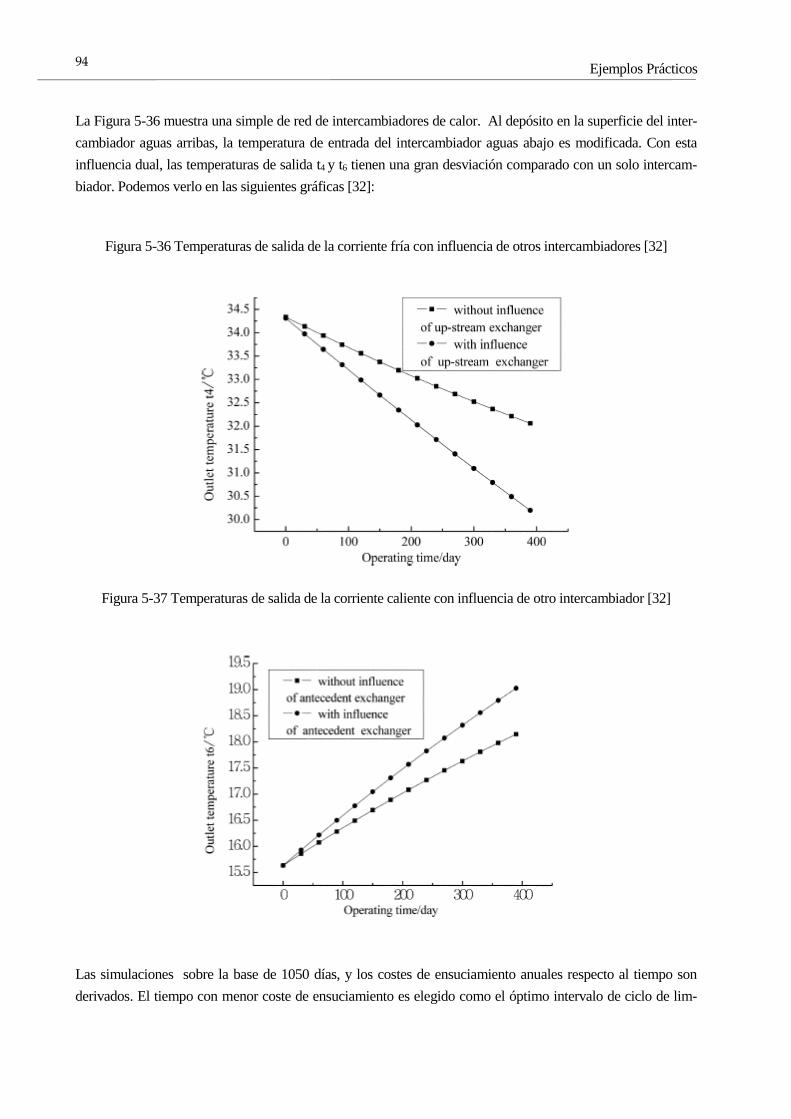
Ejemplos Prácticos
94
La Figura 5-36 muestra una simple de red de intercambiadores de calor. Al depósito en la superficie del inter-
cambiador aguas arribas, la temperatura de entrada del intercambiador aguas abajo es modificada. Con esta
influencia dual, las temperaturas de salida t4 y t6 tienen una gran desviación comparado con un solo intercam-
biador. Podemos verlo en las siguientes gráficas [32]:
Figura 5-36 Temperaturas de salida de la corriente fría con influencia de otros intercambiadores [32]
Figura 5-37 Temperaturas de salida de la corriente caliente con influencia de otro intercambiador [32]
Las simulaciones sobre la base de 1050 días, y los costes de ensuciamiento anuales respecto al tiempo son
derivados. El tiempo con menor coste de ensuciamiento es elegido como el óptimo intervalo de ciclo de lim-
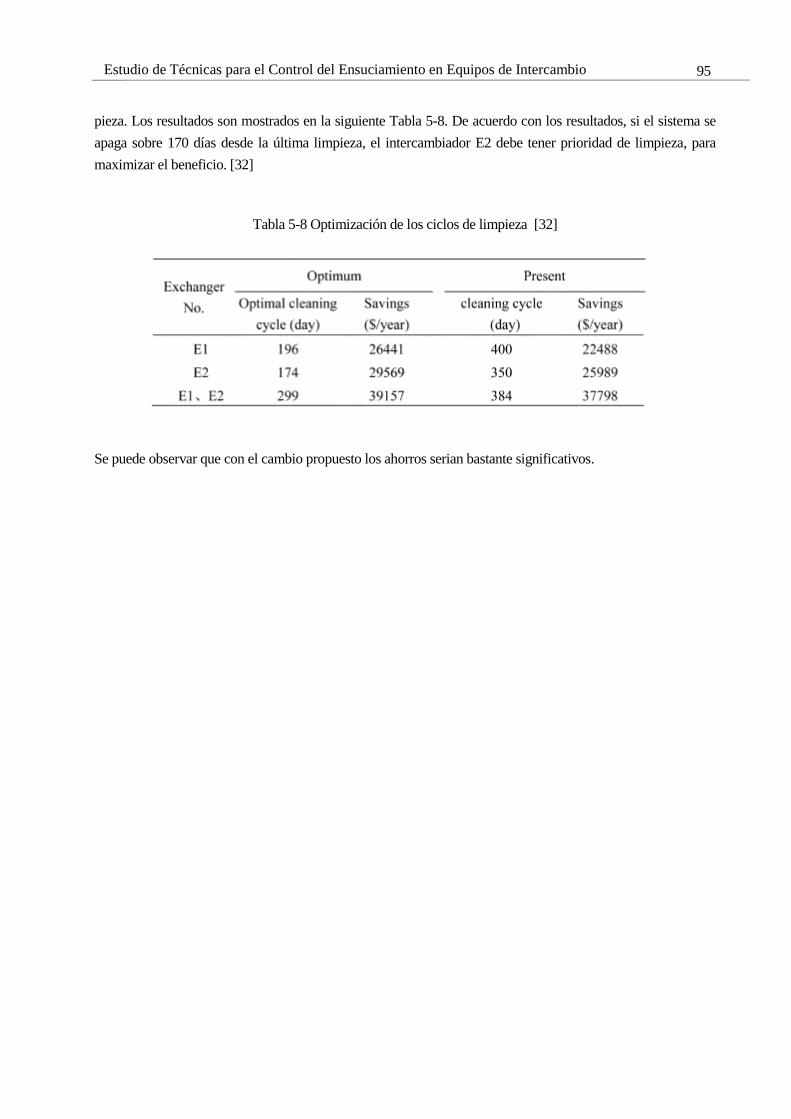
95 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
pieza. Los resultados son mostrados en la siguiente Tabla 5-8. De acuerdo con los resultados, si el sistema se
apaga sobre 170 días desde la última limpieza, el intercambiador E2 debe tener prioridad de limpieza, para
maximizar el beneficio. [32]
Tabla 5-8 Optimización de los ciclos de limpieza [32]
Se puede observar que con el cambio propuesto los ahorros serian bastante significativos.
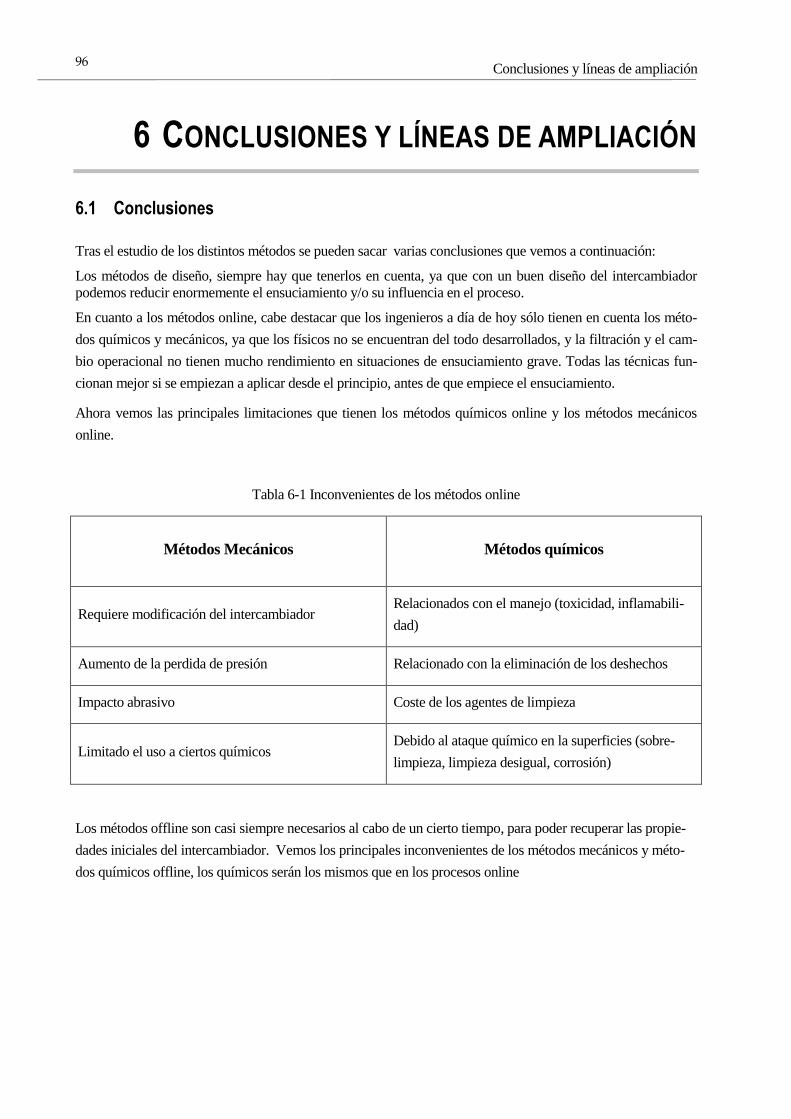
Conclusiones y líneas de ampliación
96
6 CONCLUSIONES Y LÍNEAS DE AMPLIACIÓN
6.1 Conclusiones
Tras el estudio de los distintos métodos se pueden sacar varias conclusiones que vemos a continuación:
Los métodos de diseño, siempre hay que tenerlos en cuenta, ya que con un buen diseño del intercambiador podemos reducir enormemente el ensuciamiento y/o su influencia en el proceso.
En cuanto a los métodos online, cabe destacar que los ingenieros a día de hoy sólo tienen en cuenta los méto-
dos químicos y mecánicos, ya que los físicos no se encuentran del todo desarrollados, y la filtración y el cam-
bio operacional no tienen mucho rendimiento en situaciones de ensuciamiento grave. Todas las técnicas fun-
cionan mejor si se empiezan a aplicar desde el principio, antes de que empiece el ensuciamiento.
Ahora vemos las principales limitaciones que tienen los métodos químicos online y los métodos mecánicos
online.
Tabla 6-1 Inconvenientes de los métodos online
Métodos Mecánicos Métodos químicos
Requiere modificación del intercambiador Relacionados con el manejo (toxicidad, inflamabili-
dad)
Aumento de la perdida de presión Relacionado con la eliminación de los deshechos
Impacto abrasivo Coste de los agentes de limpieza
Limitado el uso a ciertos químicos Debido al ataque químico en la superficies (sobre-
limpieza, limpieza desigual, corrosión)
Los métodos offline son casi siempre necesarios al cabo de un cierto tiempo, para poder recuperar las propie-
dades iniciales del intercambiador. Vemos los principales inconvenientes de los métodos mecánicos y méto-
dos químicos offline, los químicos serán los mismos que en los procesos online
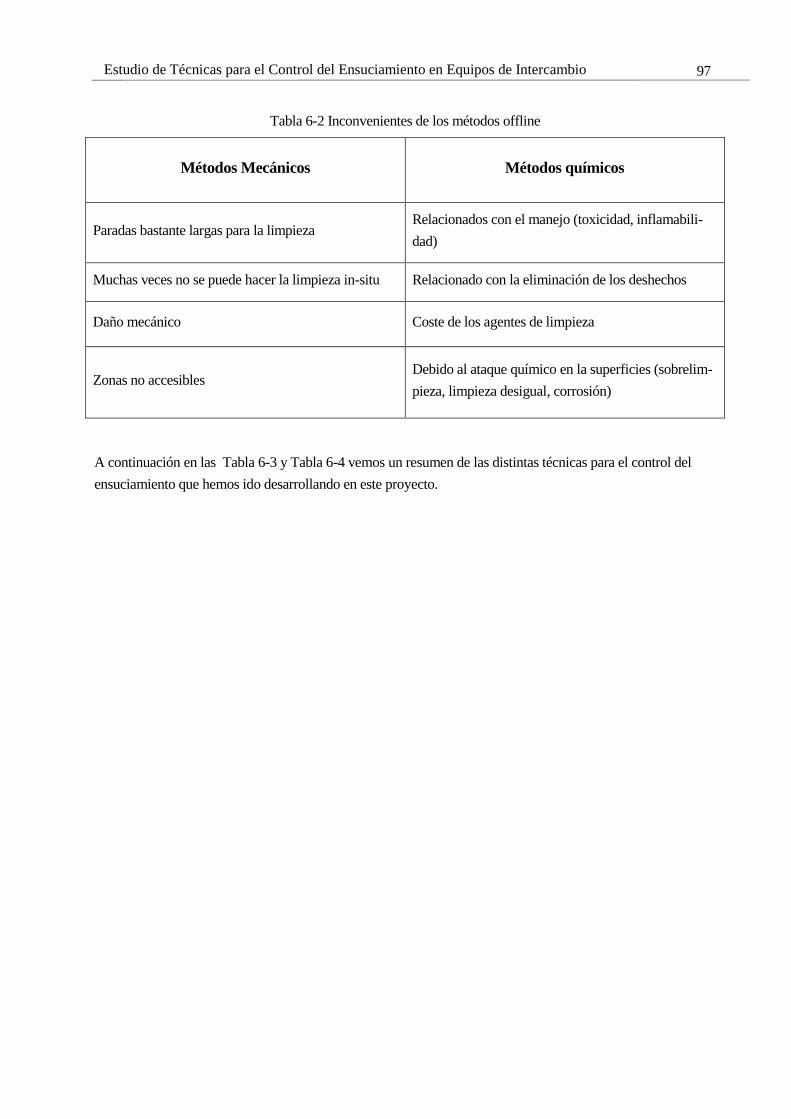
97 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
Tabla 6-2 Inconvenientes de los métodos offline
Métodos Mecánicos Métodos químicos
Paradas bastante largas para la limpieza Relacionados con el manejo (toxicidad, inflamabili-
dad)
Muchas veces no se puede hacer la limpieza in-situ Relacionado con la eliminación de los deshechos
Daño mecánico Coste de los agentes de limpieza
Zonas no accesibles Debido al ataque químico en la superficies (sobrelim-
pieza, limpieza desigual, corrosión)
A continuación en las Tabla 6-3 y Tabla 6-4 vemos un resumen de las distintas técnicas para el control del
ensuciamiento que hemos ido desarrollando en este proyecto.
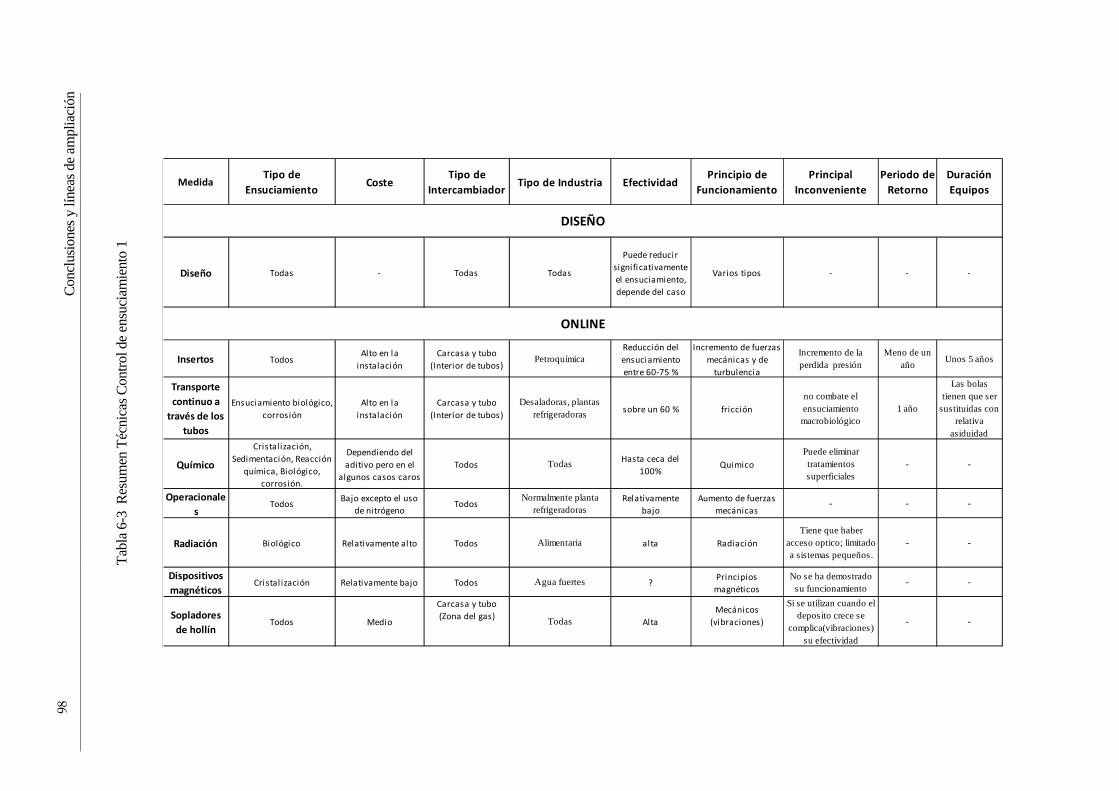
Con
clus
ione
s y
línea
s de
am
plia
ción
98
Tab
la 6
-3 R
esum
en T
écni
cas
Con
trol
de
ensu
ciam
ient
o 1
MedidaTipo de
EnsuciamientoCoste
Tipo de
IntercambiadorTipo de Industria Efectividad
Principio de
Funcionamiento
Principal
Inconveniente
Periodo de
Retorno
Duración
Equipos
Diseño Todas - Todas Todas
Puede reducir
significativamente
el ensuciamiento,
depende del caso
Varios tipos - - -
Insertos TodosAlto en la
instalación
Carcasa y tubo
(Interior de tubos)Petroquímica
Reducción del
ensuciamiento
entre 60-75 %
Incremento de fuerzas
mecánicas y de
turbulencia
Incremento de la perdida presión
Meno de un año
Unos 5 años
Transporte
continuo a
través de los
tubos
Ensuciamiento biológico,
corrosión
Alto en la
instalación
Carcasa y tubo
(Interior de tubos)
Desaladoras, plantas refrigeradoras sobre un 60 % fricción
no combate el ensuciamiento macrobiológico
1 año
Las bolas tienen que ser
sustituidas con relativa
asiduidad
Químico
Cristalización,
Sedimentación, Reacción
química, Biológico,
corrosión.
Dependiendo del
aditivo pero en el
algunos casos caros
Todos Todas Hasta ceca del
100%Quimico
Puede eliminar tratamientos superficiales
- -
Operacionale
sTodos
Bajo excepto el uso
de nitrógenoTodos
Normalmente planta refrigeradoras
Relativamente
bajo
Aumento de fuerzas
mecánicas- - -
Radiación Biológico Relativamente alto Todos Alimentaria alta Radiación
Tiene que haber acceso optico; limitado a sistemas pequeños.
- -
Dispositivos
magnéticosCristal ización Relativamente bajo Todos Agua fuertes ?
Principios
magnéticos
No se ha demostrado su funcionamiento
- -
Sopladores
de hollínTodos Medio
Carcasa y tubo
(Zona del gas) Todas Alta
Mecánicos
(vibraciones)
Si se utilizan cuando el deposito crece se
complica(vibraciones) su efectividad
- -
ONLINE
DISEÑO
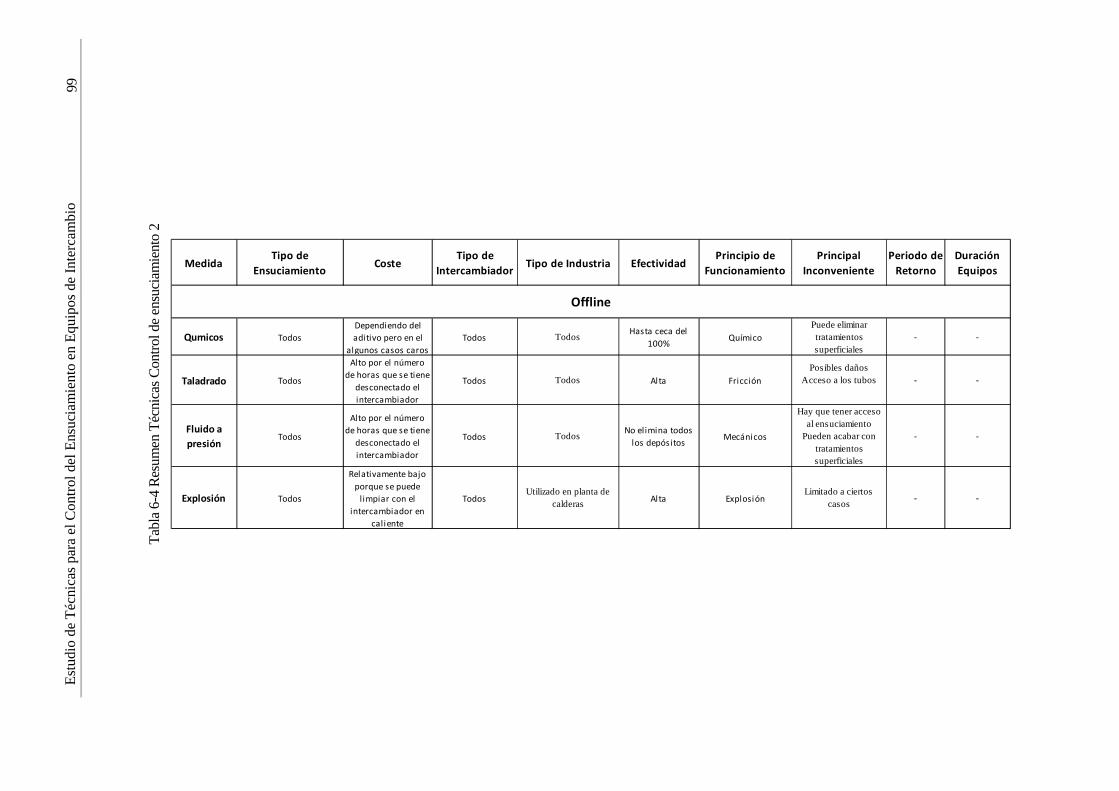
99
Est
udio
de
Téc
nica
s pa
ra e
l Con
trol
del
Ens
ucia
mie
nto
en
Equ
ipos
de
Inte
rcam
bio
Tab
la 6
-4 R
esum
en T
écni
cas
Con
trol
de
ensu
ciam
ient
o 2
MedidaTipo de
EnsuciamientoCoste
Tipo de
IntercambiadorTipo de Industria Efectividad
Principio de
Funcionamiento
Principal
Inconveniente
Periodo de
Retorno
Duración
Equipos
Qumicos Todos
Dependiendo del
aditivo pero en el
algunos casos caros
Todos TodosHasta ceca del
100%Químico
Puede eliminar tratamientos superficiales
- -
Taladrado Todos
Alto por el número
de horas que se tiene
desconectado el
intercambiador
Todos Todos Alta Fricción
Posibles dañosAcceso a los tubos - -
Fluido a
presiónTodos
Alto por el número
de horas que se tiene
desconectado el
intercambiador
Todos TodosNo elimina todos
los depósitosMecánicos
Hay que tener acceso al ensuciamiento
Pueden acabar con tratamientos superficiales
- -
Explosión Todos
Relativamente bajo
porque se puede
limpiar con el
intercambiador en
caliente
TodosUtilizado en planta de
calderas Alta Explosión Limitado a ciertos
casos- -
Offline
Conclusiones y líneas de ampliación
100
6.2 Líneas de ampliación
Este proyecto se encarga de recopilar el estado tecnológico más usual en el mercado. Por esa razón sería muy
interesante continuar el proyecto en los siguientes aspectos:
• El proyecto está prácticamente centrado en los intercambiadores de carcasa y tubo, los más utilizados
a día de hoy en la industria. Por ello, una posible línea de ampliación seria centrarse en los intercam-
biadores no incluidos.
• Las técnicas más novedosas del mercado no se han incluido en este proyecto por dificultad para ac-
ceder a los recursos o por encontrarse en una fase de desarrollo. Las empresas que desarrollan estos
productos no quiere que la competencia conozca sus investigaciones. Por esta razón este proyecto
siempre se puede ir ampliando incluyendo nuevas técnicas y estudios.
• Cabe destacar para finalizar, que cada dos años se organizan jornadas para ver los últimos avances en
la materia. Las conferencias llamadas “Heat Exchanger Fouling and Cleaning” reúnen a los expertos
más entendidos de la materia de diferentes países. [33]

101 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
Referencias
102
REFERENCIAS
[1] B. A. G. PRICE, Fouling of heat exchangers.
[2] R. STEINHAGEN, H. MÜLLER-STEINHAGEN y K. MAANI, Fouling problems and fouling costs in New Zeland industries.
[3] H. MÜLLER-STEINHAGEN, de Heat Exchanger Fouling - Mitigation and Cleaning Technologies, PUBLICO PUBLICATIONS.
[4] T. R. BOTT, «Crystallisation and Scale Formation,» de Fouling of Heat Exchangers, ELSEVIER.
[5] T. R. BOTT, «Particulate Deposition,» de Fouling of Heat Exchangers, ELSEVIER.
[6] T. R. BOTT, «Chemical Reaction Fouling,» de Fouling of Heat Exchangers, ELSEVIER.
[7] T. R. BOTT, «Fouling Due to Corrosion,» de Fouling of Heat Exchangers, ELSEVIER.
[8] T. R. BOTT, « Biological Growth on Heat Exchanger Surfaces,» de Fouling of Heat Exchangers, ELSEVIER.
[9] H. MÜLLER-STEINHAGEN, Fouling of Heat exchangers surfaces.
[10] TEMA Stadards of the Tubulat Exchanger Manufacters Association.
[11] S. N. KAZI, «Fouling an Fouling Mitigation on Heat Exchanger Surfaces».
[12] P. THACKERY, The Cost of Fouling in Heat Exchanger Plant.
[13] P. S. K. EIMER, Control of Scaling of Fouling Effects in Cooling Water System fo Improvement of Heat Exchanger Efficiency.
[14] H. MÜLLER-STEINHAGEN, M. R. MALAYERI y A. P. WATKINSON, Heat Exchanger Fouling: Environmental Impacts.
[15] H. MÜLLER-STEINHAGEN, M. R. MALAYERI y A. P. WATKINSON, Heat Exchanger Fouling: Mitigation and Cleaning Strategies.
[16] T. R. BOTT, «The Design, Installation, Commissioning and Operation of Heat Exchangers to Minimise Fouling,» de Fouling of Heat Exchangers, ELSEVIER.
[17] J. M. COULSON, J. F. RICHARDSON y R. K. SINNOTT, «Chemical Engineering».
103 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
[18] D. G. KLAREN y E. F. D. B. a. &. D. W. SULLIVAN, «"Zero Fouling” Self-Cleaning Heat Exchanger».
[19] «ARAX®,» [En línea]. Available: http://www.edelflex.com/.
[20] H. MÜLLER-STEINHAGEN, «On-Line Cleaning Methods,» de Heat Exchanger Fouling - Mitigation and Cleaning Technologies.
[21] H. MÜLLER-STEINHAGE, «Cooling Water Fouling in Heat Exchanger».
[22] T. R. BOTT, «The Use of Additives to Mitigate Fouling,» de Fouling of Heat Exchanger, ELSEVIER.
[23] T. R. BOTT, «Heat Exchanger Cleaning,» de Fouling of Heat Exchangers.
[24] E. DUFFY, «Investigation of'magnetic water treatment devices».
[25] E. NORDELL, «Water Treatment for Industrial an Other Uses».
[26] J. DONALDSON y S. GRIMES, «Scale prevention in steel pretreatment by magnetic treatment».
[27] H. MÜLLER-STEINHAGEN, «Off-Line Cleaning Methods,» de Heat Exchanger Fouling - Mitigation and Cleaning Technologies.
[28] E. V. D. ZIJDEN, V. BRIGNONE, M. ROTTOLI y C. V. LINT, « EMBAFFLE HEAT EXCHANGER IN FOULING OPERATION».
[29] D. F. GHILLEBAERT, «On-Line Methods and fouling preventive Treatments».
[30] A. K. F. POIPONNOT, «HEAT EXCHANGER PERFORMANCE ENHACEMENTE THROUGH THE USE OF TUBE INSERTS IN REFINERIES AND CHEMICAL PLANTS – SUCCESFUL APPLICATIONS SPIRELF, TURBOTAL AND FIXOTAL SYSTEMS».
[31] j&w -REINUNGSSYSTEME, «Mechanical Cleaning with High Pressure Water of the external surfaces of Air Cooled Heat Exchangers of every Design with j&w - Cleaningssystem».
[32] Z. JIN, X. CHEN, Q. DONG y M. LIU, «Planning the Optimum Cleaning Schedule Based on Simulation of Heat Exchangers under Fouling».
[33] [En línea]. Available: http://www.heatexchanger-fouling.com/.
Índice de Figuras
104
ÍNDICE DE FIGURAS
Figura 1-1 Ensuciamiento respecto a la velocidad de flujo. [9] 18
Figura 1-2 Ensuciamiento respecto a la temperatura de la superficie. [9] 18
Figura 1-3 Estrategias para combatir el ensuciamiento 23
Figura 2-1 Dependencia del coste con la velocidad [16] 25
Figura 2-2 Boceto de la formación de depósitos según la geometría [9] 28
Figura 2-3 Deflectores helicoidales [9] 28
Figura 2-4 Tubos trenzados [9] 29
Figura 2-5 Ensuciamiento en un intercambiador carcasa y tubo y otro de placas. [3] 30
Figura 2-6 Influencia del material en el bio-ensuciamiento [1] 33
Figura 2-7 Esquema de un intercambiador en leche fluidizado [18] 36
Figura 3-1 Clasificación métodos online 37
Figura 3-2 Ejemplo de filtración [19] 38
Figura 3-3 Efecto del uso del choque térmico [15] 38
Figura 3-4 Limpieza usando inversión de flujo [20] 39
Figura 3-5 Efectividad del uso de dispersantes [22] 42
Figura 3-6 Efecto del uso de la clorina [20] 43
Figura 3-7 Matriz esférica [20] 44
Figura 3-8 Insertos en espiral [20] 44
Figura 3-9 Insertos de alambre [20] 44
Figura 3-10 Efectividad del sistema TURBOTAL [20] 45
Figura 3-11 Esquema de una instalación de circulación de bolas [23] 46
Figura 3-12 Efectividad de las bolas Taprroge [23] 47
Figura 3-13 Esquema de funcionamiento del sistema escobilla y canasta [23] 48
Figura 3-14 Soplador hollín tipo jet [20] 50
Figura 3-15 Soplador de hollín tipo sónico [20] 50
Figura 4-1 Clasificación métodos offline 52
Figura 4-2 Limpieza con agua presión [3] 55
Figura 4-3 Efectividad de limpieza con agua presión [23] 57
Figura 4-4 Esquema de funcionamiento [23] 58
Figura 4-5 Ejemplo de raspadores [9] 58
105 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
Figura 4-6 Esquema de funcionamiento de los raspadores [9] 59
Figura 4-7 Antes de la limpieza por explosión [23] 60
Figura 4-8 Después de la limpieza por explosivo [23] 60
Figura 5-1 Intercambiador tipo AES [9] 62
Figura 5-2 Rejilla metálica [28] 65
Figura 5-3 Diseño del intercambiador EMbaffle [28] 65
Figura 5-4 Distribución de la capa límite con EMbaffle [28] 65
Figura 5-5Intercambiador en fase de construcción [28] 66
Figura 5-6 Intercambiador sin la tecnología EMbaffle [28] 66
Figura 5-7 Intercambiador EMbaffle [28] 66
Figura 5-8 Óptimo de limpieza de ambos intercambiadores [28] 67
Figura 5-9 Comparación del factor de ensuciamiento con y sin tecnología EMbaffle [28] 67
Figura 5-10 Intercambiador auto limpiable [18] 68
Figura 5-11 Temperaturas típicas referidas al diseño anterior [18] 69
Figura 5-12 Temperaturas típicas para un diseño multi etapa [18] 69
Figura 5-13 Intercambiador multi-etapa autolimpable [18] 70
Figura 5-14 Temperaturas empleando agua acondicionada en función de la longitud de los tubos [18] 71
Figura 5-15 Antes y después de usar Mexel 432 [29] 75
Figura 5-16 Inserto Rotatorio TURBOTAL [30] 76
Figura 5-17 Inserto vibratorio SPIRELF [30] 76
Figura 5-18 Inserto fijo para la mejora de la transferencia de calor [30] 76
Figura 5-19 Efecto de los insertos [30] 77
Figura 5-20 Principio de funcionamiento del sistema SPIRELF [30] 78
Figura 5-21 Esquemas intercambiadores [30] 79
Figura 5-22 Factor de ensuciamiento 80
Figura 5-23 Boceto de funcionamiento del sistema TURBOTAL [30] 81
Figura 5-24 Factor de ensuciamiento intercambiadores E109 A&B [30] 81
Figura 5-25 Factor de ensuciamiento intercambiadores T-29 y T-20 [30] 82
Figura 5-26 Coeficiente de transferencia [30] 82
Figura 5-27 –Sistema de limpieza j&w®. [31] 84
Figura 5-28 Presión antes y después en una planta en los distintos ventiladores [31] 85
Figura 5-29 Potencia de una turbina dependiendo de la temperatura exterior [31] 85
Figura 5-30 Presión antes y después en una planta química de Holanda en los distintos ventiladores [31] 85
Figura 5-31 Intercambiador de calor [32] 88
Figura 5-32 Conexión simple de intercambiadores [32] 90
Figura 5-33 Optimización del ciclo de limpieza [32] 91
Figura 5-34 Transferencia total de calor en el tiempo de operación [32] 93

Índice de Tablas
106
Figura 5-35 Temperaturas de salida respecto al tiempo [32] 93
Figura 5-36 Temperaturas de salida de la corriente fría con influencia de otros intercambiadores [32] 94
Figura 5-37 Temperaturas de salida de la corriente caliente con influencia de otro intercambiador [32] 94
107 Estudio de Técnicas para el Control del Ensuciamiento en Equipos de Intercambio
ÍNDICE DE TABLAS
Tabla 1-1 Ensuciamiento por tipo de industria [1] 13
Tabla 1-2 Exceso de superficie para varios intercambiadores y aplicaciones con Rf =0.36m2K/kW [3] 16
Tabla 2-1 Tipos de intercambiadores y facilidad de limpieza. [16] 26
Tabla 2-2 Tipos de material para el intercambiador y velocidades recomendadas. [9] 27
Tabla 2-3 Coeficiente de transferencia dependiendo el tipo de flujo y las características propias [17] 32
Tabla 3-1 Capacidad de varios aditivos de mantener el CaCO3 en solución. [20] 40
Tabla 3-2 Dureza de bolas de recirculación [23] 46
Tabla 4-1 Métodos de limpieza según el tipo de depósito [27] 54
Tabla 4-2 Técnicas mecánicas offline de limpieza [23] 56
Tabla 4-3 Diferente dispositivos y aplicaciones [23] 57
Tabla 5-1 Condiciones del proceso para el ejemplo [9] 62
Tabla 5-2 Intercambiador de calor original [9] 63
Tabla 5-3 Diseño mejorado del intercambiador de calor [9] 64
Tabla 5-4 Datos funcionamiento de un intercambiador de calor carcasa y tubo [18] 72
Tabla 5-5 Propuesta de mejora 73
Tabla 5-6 Temperaturas de funcionamiento de una refinería Alemania [31] 86
Tabla 5-7 Parámetros de los intercambiadores [32] 93
Tabla 5-8 Optimización de los ciclos de limpieza [32] 95
Tabla 6-1 Inconvenientes de los métodos online 96
Tabla 6-2 Inconvenientes de los métodos offline 97
Tabla 6-3 Resumen Técnicas Control de ensuciamiento 1 98
Tabla 6-4 Resumen Técnicas Control de ensuciamiento 2 99
Índice de Ecuaciones
108
ÍNDICE DE ECUACIONES
Ecuación 1-1 Cálculo del coeficiente de transmisión de calor [3] 15
Ecuación 1-2 Factor de limpieza [3] 15
Ecuación 1-3 Resistencia térmica [11] 20
Ecuación 1-4 Transferencia de calor [11] 20
Ecuación 1-5 Relación de áreas (ensuciamiento/limpia) [11] 20
Ecuación 1-6 Arrhenius 21
Ecuación 2-1 Calculo de la perdida presión en tubos cilíndricos [9] 31
Ecuación 2-2 Factor de fricción para tubos lisos [9] 31
Ecuación 2-3 2-4 Factor de fricción para tubos rugosos [9] 31
Ecuación 2-5 Ecuaciones para el cálculo del diámetro interior con ensuciamiento [9] 31
Ecuación 5-1 Transferencia de calor [32] 88
Ecuación 5-2 Ecuaciones de balance de calor [32] 88
Ecuación 5-3 Degradación del coeficiente global de transferencia [32] 89
Ecuación 5-4 Costes extras por el ensuciamiento [32] 91
Ecuación 5-5 Coste offline [32] 92
Ecuación 5-6 Costes Totales [32] 92