proposition et développement d’une approche pour la ... · arts et métiers paristech - centre...
TRANSCRIPT

HAL Id: pastel-00006036https://pastel.archives-ouvertes.fr/pastel-00006036
Submitted on 17 Jun 2010
HAL is a multi-disciplinary open accessarchive for the deposit and dissemination of sci-entific research documents, whether they are pub-lished or not. The documents may come fromteaching and research institutions in France orabroad, or from public or private research centers.
L’archive ouverte pluridisciplinaire HAL, estdestinée au dépôt et à la diffusion de documentsscientifiques de niveau recherche, publiés ou non,émanant des établissements d’enseignement et derecherche français ou étrangers, des laboratoirespublics ou privés.
Proposition et développement d’une approche pour lamaîtrise conjointe qualité/coût lors de la conception et
de l’industrialisation du produitAlaa Hassan
To cite this version:Alaa Hassan. Proposition et développement d’une approche pour la maîtrise conjointe qualité/coûtlors de la conception et de l’industrialisation du produit. Sciences de l’ingénieur [physics]. Arts etMétiers ParisTech, 2010. Français. <NNT : 2010ENAM0009>. <pastel-00006036>

Arts et Métiers ParisTech - Centre de Metz
Laboratoire de Conception Fabrication Commande
2010-ENAM-0009
École doctorale n° 432 : Sciences des Métiers de l’ Ingénieur
Doctorat ParisTech
T H È S E
pour obtenir le grade de docteur délivré par
l’École Nationale Supérieure d'Arts et Métiers
Spécialité “ Génie Industriel ”
présentée et soutenue publiquement par
Alaa HASSAN
le 16 avril 2010
Proposition et développement d’une approche pour la maîtrise conjointe
qualité/coût lors de la conception et de l’industri alisation du produit
Directeur de thèse : Jean-Yves DANTAN Co-encadrement de la thèse : Ali SIADAT, Patrick MARTIN
Jury M. Benoît IUNG , Professeur, CRAN, Université Henri Poincaré, Nancy Président M. Samuel GOMES , Professeur, M3M-EA, Université de Technologie de Belfort-Montbéliard Rapporteur M. Maurice PILLET , Professeur, SYMME, Université de Savoie, Annecy Rapporteur M. Jean-Yves DANTAN , Maître de Conférences-HDR, LCFC, Arts et Métiers ParisTech, Metz Examinateur M. Ali SIADAT , Maître de Conférences, LCFC, Arts et Métiers ParisTech, Metz Examinateur M. Patrick MARTIN , Professeur, LCFC, Arts et Métiers ParisTech, Metz Examinateur M. Thierry BEAUJON , Directeur de TDC Software, Goux les Usiers Invité M. Jacques MARSOT , Resp. Labo. Ingénierie de Conception de Systèmes sûrs, INRS, Nancy Invité
T
H
È
S
E


- 3 -
A mes parentsA mes parentsA mes parentsA mes parents
A ma chère épouse Ruba et notre petit ange JadA ma chère épouse Ruba et notre petit ange JadA ma chère épouse Ruba et notre petit ange JadA ma chère épouse Ruba et notre petit ange Jad

- 4 -

- 5 -
Remerciements
Mes remerciements s’adressent en premier lieu à Monsieur Jean-Yves DANTAN, directeur de thèse et Monsieur Ali SIADAT, encadrant de thèse. Leurs grandes compétences et précieux conseils ont permis l'accomplissement de ce travail. Leur confiance en mes capacités a contribué à me faire aimer ces trois ans de recherche. Je les remercie chaleureusement pour leur contact si généreux sur le plan humain comme scientifique. J’adresse également mes remerciements à Monsieur Patrick MARTIN pour sa présence, son soutien et ses conseils constructifs sur mes travaux de thèse.
Je tiens à remercier les membres du jury, M. Samuel GOMES, M. Maurice PILLET, M. Benoît IUNG, M. Thierry BEAUJON et M. Jacques MARSOT pour avoir accepté d’évaluer mes travaux et de siéger à ma soutenance de thèse. Je les remercie de plus de leurs remarques positives et constructives.
Ce travail a été réalisé au sein de l’établissement Arts et Métiers ParisTech, centre de Metz, dans le Laboratoire de Conception Fabrication Commande (LCFC). Je tiens à remercier l’ensemble des membres du personnel de l’établissement pour m’avoir offert un cadre et une atmosphère de travail agréable. Merci également à mes camarades du bureau pour leur bonne humeur et leur gentillesse. Pour terminer, merci à ma famille, qui s’est intéressée à mes études et à mes travaux de thèse. Merci également à mes parents, qui m’ont toujours soutenu tout au long de ma scolarité. Sans eux, je n’aurais probablement pas pu arriver à ce niveau d’étude. Enfin, merci à mon épouse, Ruba, pour tout et bien plus encore. Rien n’aurait été possible sans ta présence à mes côtés. Merci à notre petit Jad qui, depuis son arrivé, a rajouté une joie de vie magnifique à notre petite famille. Metz, le 29/04/2010

- 6 -
Glossaire
- 7 -
Glossaire
ABC : Activity Based Costing.
Activité : Ensemble distinct d'actions identifiées, observables en tant que tel, et exécutées par une ou plusieurs ressources [Etienne 2007].
Capabilité : Un chiffre de mesure de la capacité d’une machine ou d’un procédé à réaliser des pièces dans l’intervalle de tolérance fixé par le cahier des charges [Duret 2005].
Caractéristique Clé (Key Characteristic) : Les propriétés clés du produit, du processus de fabrication et des ressources qui affectent de manière significative le coût final, l'exécution, ou la sûreté du produit quand les KCs changent de cibles [Thornton 1999].
CCP : Capabilité Composite du Processus.
Coût : Dépense engagée due à la consommation des ressources par des activités réalisant le produit.
Cycle de vie du produit : D’après la norme ISO 15226:99, il est défini comme étant les étapes d’évolution entre l’élaboration du concept même du produit et sa mise au rebut.
Défaillance : Cessation de l’aptitude d’une entité à accomplir une fonction requise.
Efficacité : Rapport entre les résultats obtenus et les objectifs fixés.
Efficience : Rapport entre les résultats obtenus et les ressources utilisées pour les atteindre.
FMEA : Failure Mode and Effects Analysis.
Fonction : Action ou réaction d'un produit ou de l'un de ses composants, exprimée exclusivement en termes de finalité. La totalité des fonctions décrit l'usage attendu du produit.
GRAI : Graphes à Résultats et Activités Interreliées.
Indicateur de performance : Une donnée quantifiée qui exprime l’efficacité et / ou l’efficience de tout ou partie d’un système (réel ou simulé), par rapport à une norme, un plan déterminé et accepté dans le cadre d’une stratégie d’entreprise (objectif stratégique) [Le Dain 1997].
Interopérabilité : La capacité de deux ou plusieurs systèmes ou composants d’échanger des informations et d’utiliser ces informations [IEEE 1990].
Mode de défaillance : Une manifestation extérieure. C’est la façon dont la défaillance se manifeste. C’est le caractère observable de la défaillance.
Opération (d’usinage) : Travail d’un outil qui réalise une unique forme géométrique [GAMA 1990].
Pertinence : L’adéquation entre les ressources et les objectifs [Bescos 1995].
Pièce : Composant élémentaire du produit.
Pré-gamme : Une activité de l'évaluation préliminaire de la fabricabilité de la conception préliminaire du produit. Elle vise à déterminer les procédés de fabrication et la sélection des ressources.
Procédé : Moyen ou activité appliqué au produit, qui en modifie les caractéristiques.
Processus : Un processus est une organisation séquentielle, spatiale et hiérarchique d’activités faisant appel à des ressources et conduisant à des produits [Labrousse 2004].

Glossaire
- 8 -
Produit : Ensemble de composants reliés entre eux et travaillant ensemble pour fournir les fonctions attendues par le client.
QCCPP : Quality/Cost-based Conceptual Process Planning.
QFD : Quality Function Deployment.
Qualité : D’après la norme ISO 9000 : c’est l’aptitude d’un ensemble de caractéristiques intrinsèques à satisfaire des exigences.
Ressource : Un élément contribuant au processus sans en être l’objet (ressource humaine, ressource matérielle).
Risque : La probabilité de disfonctionnement d’un produit ou d’une pièce, ou la probabilité qu’un produit (ou une pièce) soit défectueux.
UML : Unified Modeling Language.

Table des matières
- 9 -
Table des matières
INTRODUCTION GENERALINTRODUCTION GENERALINTRODUCTION GENERALINTRODUCTION GENERALEEEE .................................................................................................................................................................................................................................................................................................................................................................... ---- 19 19 19 19 ----
CHAPITRE I CHAPITRE I CHAPITRE I CHAPITRE I –––– ANALYSE DE LA PERFORANALYSE DE LA PERFORANALYSE DE LA PERFORANALYSE DE LA PERFORMANCEMANCEMANCEMANCE ---- CONCEPTS, MODELISATICONCEPTS, MODELISATICONCEPTS, MODELISATICONCEPTS, MODELISATION ET ON ET ON ET ON ET APPROCHESAPPROCHESAPPROCHESAPPROCHES .................................................................................................................................................................................................................................................................................................................................................................................................................................................................................... ---- 25 25 25 25 ----
1 Prise de décision et évaluation de la performance ............................................................ - 27 -
1.1 Importance de la performance dans le processus de conception et d’industrialisation- 29 -
1.1.1 La notion de la performance .................................................................................................................. - 29 - 1.1.2 Indicateur de performance ..................................................................................................................... - 31 -
1.2 Méthodes pour l’évaluation de la performance ......................................................... - 31 - 1.2.1 La méthode GRAI ................................................................................................................................. - 31 - 1.2.2 La méthode ECOGRAI ......................................................................................................................... - 33 - 1.2.3 Les méthodes IDEFx ............................................................................................................................. - 34 - 1.2.4 L’architecture CIMOSA ........................................................................................................................ - 35 -
1.3 Modélisation support de l’évaluation de la performance .......................................... - 35 - 1.3.1 Modèle de données « Grille GRAI » ..................................................................................................... - 36 - 1.3.2 Modèle FBS-PPRE ............................................................................................................................... - 36 -
1.4 Discussion ................................................................................................................. - 37 -
1.5 Modèle conceptuel générique du produit-processus-ressources supportant l’évaluation des indicateurs de la qualité et du coût ................................................................................. - 38 -
2 Prise de décision et évaluation de la qualité ..................................................................... - 42 -
2.1 L’importance de la qualité dans le processus de conception et d’industrialisation .. - 43 - 2.1.1 La qualité totale ..................................................................................................................................... - 44 -
2.2 Approches de maîtrise de la qualité .......................................................................... - 47 - 2.2.1 L’approche FMEA ................................................................................................................................ - 47 - 2.2.2 L’approche QFD ................................................................................................................................... - 48 - 2.2.3 L’approche KCs .................................................................................................................................... - 50 -
2.3 Modélisation support de l’évaluation de la qualité ................................................... - 52 - 2.3.1 Modèle de Gigout .................................................................................................................................. - 53 - 2.3.2 L’amélioration continue ........................................................................................................................ - 53 -
3 Prise de décision et évaluation des coûts .......................................................................... - 54 -
3.1 L’importance du coût dans le processus de conception et d’industrialisation .......... - 54 -
3.2 Méthodes d’estimation du coût ................................................................................. - 55 - 3.2.1 Méthodes intuitives ............................................................................................................................... - 56 - 3.2.2 Méthodes analogiques ........................................................................................................................... - 56 - 3.2.3 Méthodes paramétriques ........................................................................................................................ - 56 - 3.2.4 Méthodes analytiques ............................................................................................................................ - 56 - 3.2.5 Synthèse ................................................................................................................................................ - 57 -

Table des matières
- 10 -
3.2.6 La méthode ABC ................................................................................................................................... - 58 -
3.3 Modélisation support de l’évaluation du coût ........................................................... - 59 - 3.3.1 Modèle de Xu ........................................................................................................................................ - 60 -
4 Conclusion ........................................................................................................................ - 61 -
CHAPITRE II CHAPITRE II CHAPITRE II CHAPITRE II –––– AMELIORATION DE LA MAMELIORATION DE LA MAMELIORATION DE LA MAMELIORATION DE LA MAITRISE DE LA QUALITAITRISE DE LA QUALITAITRISE DE LA QUALITAITRISE DE LA QUALITEEEE ---- INTERACTIONS INTERACTIONS INTERACTIONS INTERACTIONS ENTRE QFD, FMEA ET KENTRE QFD, FMEA ET KENTRE QFD, FMEA ET KENTRE QFD, FMEA ET KCSCSCSCS ............................................................................................................................................................................................................................................................................................................................................................................ ---- 63 63 63 63 ----
1 Discussion des approches QFD, FMEA et KCs................................................................ - 66 -
1.1 La démarche QFD ..................................................................................................... - 66 -
1.2 La démarche FMEA .................................................................................................. - 67 -
1.3 La démarche KCs ...................................................................................................... - 69 -
1.4 Les relations entre les phases QFD ........................................................................... - 70 -
1.5 Les relations entre les types FMEA .......................................................................... - 72 -
1.6 Comparaison entre QFD, FMEA et KCs .................................................................. - 74 -
2 Analyse conjointe QFD et FMEA via leurs informations ................................................. - 77 -
2.1 Interactions QFD/FMEA - état de l’art ..................................................................... - 77 -
2.2 Interactions QFD/FMEA - discussion ....................................................................... - 80 -
2.3 Approche conjointe QFD/FMEA .............................................................................. - 81 -
2.4 Exemple illustratif - un robot cartésien ..................................................................... - 84 -
2.5 Modèle de données QFD/FMEA .............................................................................. - 86 - 2.5.1 Le modèle QFD ..................................................................................................................................... - 86 - 2.5.2 Le modèle FMEA .................................................................................................................................. - 86 -
2.6 Implémentation d’une interface du modèle QFD/FMEA ......................................... - 87 -
3 Interopérabilité des démarches QFD, FMEA et KCs ........................................................ - 89 -
3.1 Définitions ................................................................................................................. - 89 -
3.2 Etat de l’art ................................................................................................................ - 90 -
3.3 Approche d’interopérabilité des démarches QFD, FMEA et KCs ............................ - 92 -
3.4 Exemple illustratif - un robot cartésien ..................................................................... - 95 -
3.5 Modèle de données QFD/FMEA/KCs ...................................................................... - 96 -
3.6 Implémentation du modèle QFD/FMEA/KCs .......................................................... - 97 -
4 Opérationnalisation du suivi des caractéristiques ............................................................. - 99 -
5 Conclusion ...................................................................................................................... - 103 -
CHAPITRE III CHAPITRE III CHAPITRE III CHAPITRE III –––– CONSIDERATION DU COUCONSIDERATION DU COUCONSIDERATION DU COUCONSIDERATION DU COUT DANS LA MAITRISE DT DANS LA MAITRISE DT DANS LA MAITRISE DT DANS LA MAITRISE DE LA QUALITEE LA QUALITEE LA QUALITEE LA QUALITE –––– L’APPROCHE COSTL’APPROCHE COSTL’APPROCHE COSTL’APPROCHE COST----BASEBASEBASEBASED FMEA (CBFMEA)D FMEA (CBFMEA)D FMEA (CBFMEA)D FMEA (CBFMEA) ............................................................................................................................................................................................................................................ ---- 105 105 105 105 ----

Table des matières
- 11 -
1 Le coût de non-qualité ..................................................................................................... - 108 -
1.1 Les approches de calcul du coût de non-qualité ...................................................... - 110 - 1.1.1 Approches structurées ......................................................................................................................... - 110 - Check-list PAF .................................................................................................................................................. - 110 - Questionnaire .................................................................................................................................................... - 110 - Modélisation des coûts du processus ................................................................................................................ - 111 - 1.1.2 Approches semi-structurées ................................................................................................................. - 111 - Interviews organisationnels ............................................................................................................................... - 111 - Résolution de problème ..................................................................................................................................... - 111 -
1.2 Etat de l’art ............................................................................................................. - 111 -
1.3 Discussion ............................................................................................................... - 112 -
2 L’approche FMEA et la notion du coût .......................................................................... - 113 -
2.1 Revues de littérature ................................................................................................ - 113 -
2.2 Synthèse .................................................................................................................. - 116 -
3 L’approche FMEA basée sur le coût (CbFMEA) ........................................................... - 116 -
3.1 Flowchart du CbFMEA ........................................................................................... - 118 -
3.2 Exemple illustratif – l’axe Z d’un robot portique ................................................... - 119 -
4 L’utilisation de la méthode ABC pour CbFMEA ........................................................... - 122 - Remarque .......................................................................................................................................................... - 122 -
4.1 Interactions entre ABC et CbFMEA ....................................................................... - 122 -
5 Exemple illustratif - un axe d’un système centreur ......................................................... - 124 -
5.1 Décomposition du centreur ..................................................................................... - 124 -
5.2 Estimation du coût de la réalisation ........................................................................ - 126 -
5.3 L’analyse CbFMEA ................................................................................................ - 127 - 5.3.1 Coût interne de l’événement ................................................................................................................ - 128 - 5.3.2 Coût externe de l’événement ............................................................................................................... - 128 - 5.3.3 Nombre d’événement par an................................................................................................................ - 128 - 5.3.4 Le coût annuel de risques avant l’implémentation des actions ............................................................ - 128 - 5.3.5 Le coût d’implémentation des actions ................................................................................................. - 128 - 5.3.6 Le coût annuel de risques après l’implémentation des actions ............................................................ - 128 -
5.4 Discussion ............................................................................................................... - 129 -
6 Modélisation support de l’analyse CbFMEA .................................................................. - 129 -
6.1 Le concept CbFMEA .............................................................................................. - 130 -
6.2 Le concept ABC ...................................................................................................... - 130 -
7 Implémentation des interfaces de l’analyse CbFMEA .................................................... - 131 -
8 Conclusion ...................................................................................................................... - 132 -
CHAPITRE IV CHAPITRE IV CHAPITRE IV CHAPITRE IV –––– CONCEPTION PRELIMINACONCEPTION PRELIMINACONCEPTION PRELIMINACONCEPTION PRELIMINAIRE DE LA GAMME D’USIRE DE LA GAMME D’USIRE DE LA GAMME D’USIRE DE LA GAMME D’USINAGE BASEE INAGE BASEE INAGE BASEE INAGE BASEE SUR LES INDICATEURS SUR LES INDICATEURS SUR LES INDICATEURS SUR LES INDICATEURS QUALITE/COUTQUALITE/COUTQUALITE/COUTQUALITE/COUT ---- LA METHODE QCCPPLA METHODE QCCPPLA METHODE QCCPPLA METHODE QCCPP .................................................................................................... ---- 135 135 135 135 ----

Table des matières
- 12 -
1 L’étape de sélection des ressources lors de la génération d’une gamme d’usinage ........ - 138 -
1.1 Définition d’une pré-gamme d’usinage .................................................................. - 139 -
1.2 Etat de l’art .............................................................................................................. - 140 -
2 Le rôle de la méthode QCCPP ........................................................................................ - 141 -
3 La pièce « Couvercle d’Arbre Intermédiaire (CAI) » ...................................................... - 142 -
4 Les étapes de la méthode QCCPP ................................................................................... - 143 -
4.1 La sélection des ressources du processus ................................................................ - 143 -
4.2 L’évaluation de la capabilité de ressources ............................................................. - 146 - 4.2.1 Estimation de la capabilité d’un élément du processus ....................................................................... - 148 - 4.2.2 Estimation de la capabilité d’assurer une caractéristique de la qualité ................................................ - 150 - 4.2.3 Estimation de la capabilité composite du processus pour toutes les caractéristiques de la qualité ...... - 151 - 4.2.4 Application sur la pièce CAI ............................................................................................................... - 151 -
4.3 L’analyse de risques du processus .......................................................................... - 153 -
4.4 L’estimation du coût de fabrication du processus ................................................... - 155 -
4.5 L’estimation du coût de risques .............................................................................. - 156 -
4.6 Le tableau de sélection ............................................................................................ - 159 -
5 Conclusion ...................................................................................................................... - 160 -
CONCLUSION GENERALECONCLUSION GENERALECONCLUSION GENERALECONCLUSION GENERALE ............................................................................................................................................................................................................................................................................................................................................................................ ---- 161 161 161 161 ----
REFERENCESREFERENCESREFERENCESREFERENCES ................................................................................................................................................................................................................................................................................................................................................................................................................................................................ ---- 167 167 167 167 ----
ANNEXESANNEXESANNEXESANNEXES ............................................................................................................................................................................................................................................................................................................................................................................................................................................................................................ ---- 181 181 181 181 ----
Annexe I – Mode d’emploi de l’application « QFKInterop » ................................................. - 183 -
I.1 Définition du produit ................................................................................................... - 184 -
I.2 Analyse du produit – phase I ....................................................................................... - 185 -
I.3 Analyse des composants ......................................................................................... - 186 -
I.4 Analyse du processus .............................................................................................. - 187 -
Annexe II – Grille pour l’évaluation de la méthode FMEA ................................................... - 189 -
Annexe III – Dessin de définition de la pièce CAI ................................................................. - 191 -
Annexe IV – Les classes internationales des tolérances ......................................................... - 192 -

Table des illustrations
- 13 -
Table des figures
Figure 1. Le cadre des travaux de thèse. ....................................................................................... - 22 -
Figure 2. Organisation des chapitres du mémoire de thèse. .......................................................... - 23 -
Figure 3. Approche systémique du système de production. .......................................................... - 28 -
Figure 4. La performance industrielle [Vernadat 1999]. ............................................................... - 29 -
Figure 5. Le système de pilotage de l’entreprise et ses 5 niveaux de décision [Vernadat 1999]. . - 30 -
Figure 6. Les trois notions de performance. .................................................................................. - 30 -
Figure 7. Modèle de référence de la méthode GRAI [Melèse 1990]. ........................................... - 32 -
Figure 8. La grille GRAI [Pourcel 1986]. ..................................................................................... - 32 -
Figure 9. L’approche originale de la méthode ECOGRAI. ........................................................... - 33 -
Figure 10. Les 6 phases da la méthode ECOGRAI. ...................................................................... - 34 -
Figure 11. Actigramme dans IDEF0. ............................................................................................ - 34 -
Figure 12. Le cube CIMOSA [Vernadat 1999]. ............................................................................ - 35 -
Figure 13. Diagramme de classes Grille GRAI [Bennour 2004]. ................................................. - 36 -
Figure 14. Diagramme de classes UML du modèle FBS-PPRE [Labrousse 2004]. ..................... - 37 -
Figure 15. Diagramme de référence d’interactions produit-processus-ressources dans un système de production [Martin 2005]. ............................................................................................................. - 39 -
Figure 16. Modèle conceptuel des interactions produit-processus-ressources. ............................ - 40 -
Figure 17. La qualité et le coût du produit comme un résultant des interactions entre les éléments de son système de production. ........................................................................................................... - 41 -
Figure 18. Le système de production des points de vue informationnel et fonctionnel. ............... - 42 -
Figure 19. Le cycle de vie des certaines approches de la qualité [Thornton 2004]. ..................... - 44 -
Figure 20. Le cône et le cercle de la qualité [Tang 2007a]. .......................................................... - 45 -
Figure 21. La maison de TQM [Azizi 2007]. ............................................................................... - 46 -
Figure 22. Le classement de la satisfaction totale des techniques TQM [Azizi 2007]. ................ - 47 -
Figure 23. La matrice QFD ou la maison de la qualité [Tollenaere 1998]. .................................. - 49 -
Figure 24. Exemple d’une matrice QFD pour une imprimante. ................................................... - 50 -
Figure 25. Taxinomie des caractéristiques [Dantan 2008]............................................................ - 51 -
Figure 26. KC Flowdown pour une aile d'avion [Tony 1999]. ..................................................... - 52 -
Figure 27. Modèle de Gigout [Maria 1991]. ................................................................................. - 53 -
Figure 28. La roue de la qualité ou la roue Deming. ..................................................................... - 54 -
Figure 29. Coût engagé et dépenses réelles durant le cycle de vie du produit [Bourdichon 1994].- 55 -

Table des illustrations
- 14 -
Figure 30. Classification des méthodes d'estimation du coût. ...................................................... - 55 -
Figure 31. Utilisation des méthodes d’estimation du coût dans le cycle de vie du produit. ......... - 57 -
Figure 32. Le principe de la méthode ABC. ................................................................................. - 58 -
Figure 33. Diagramme de classes UML du modèle de Xu [Xu 2006]. ......................................... - 60 -
Figure 34. Décomposition de l’activité « Réaliser un produit ».................................................... - 62 -
Figure 35. La démarche QFD [ReVelle 1998]. ............................................................................. - 67 -
Figure 36. La démarche FMEA [Pillay 2003]. .............................................................................. - 68 -
Figure 37. La démarche KCs [Thornton 2004]. ............................................................................ - 69 -
Figure 38. Relations entre les quatre phases de l’approche QFD. ................................................ - 70 -
Figure 39. Schéma symbolique d'un robot portique. ..................................................................... - 71 -
Figure 40. La relation entre les matrices QFD phase I et II d'un robot cartésien. ......................... - 72 -
Figure 41. Les relations entre les types FMEA. ............................................................................ - 73 -
Figure 42. Schéma symbolique d'un piston pneumatique. ............................................................ - 73 -
Figure 43. Les relations entre les types FMEA d'un piston........................................................... - 74 -
Figure 44. QFD, FMEA et KCs ; trois vues de la qualité. ............................................................ - 75 -
Figure 45. Les interactions entre QFD et FMEA selon Ginn [Ginn 1998]. .................................. - 78 -
Figure 46. Diagramme du processus FMEA avancé [Eubanks 1997]. ......................................... - 79 -
Figure 47. Le cadre d'aide à la décision proposé par Almannai [Almannai 2008]. ...................... - 79 -
Figure 48. L’approche conjointe QFD/FMEA. ............................................................................. - 83 -
Figure 49. Les matrices QFD phase I et II et les tableaux FMEA système et design d’un robot cartésien et leurs interactions. ....................................................................................................... - 85 -
Figure 50. Diagramme de classes QFD/FMEA. ........................................................................... - 87 -
Figure 51. Interfaces de l'analyse conjointe QFD/FMEA. ............................................................ - 88 -
Figure 52. Les approches QFD, FMEA et KCs dans le cycle de vie du produit. .......................... - 89 -
Figure 53. Le processus de la décomposition des caractéristiques de la qualité basé sur les outils de la qualité [Tang 2007b]. ................................................................................................................ - 91 -
Figure 54. Intégration de l’AF, le QFD et le FMEA dans une démarche qualité [Martin 1999]. . - 92 -
Figure 55. Interopérabilité des démarches QFD, FMEA et KCs. ................................................. - 93 -
Figure 56. Interopérabilité entre QFD, FMEA et KCs pour un robot cartésien. ........................... - 96 -
Figure 57. Diagramme de classes QFD/FMEA/KCs. ................................................................... - 97 -
Figure 58. Interfaces du modèle QFD/FMEA/KCs. ..................................................................... - 98 -
Figure 59. Les impacts d'une action FMEA sur les autres caractéristiques dans QFD et KCs d'un piston. ............................................................................................................................................ - 99 -
Figure 60. Codage des caractéristiques. ...................................................................................... - 100 -

Table des illustrations
- 15 -
Figure 61. KC Flowdown pour le piston. .................................................................................... - 101 -
Figure 62. Codage du plan d'actions. .......................................................................................... - 102 -
Figure 63. Interface de la définition des actions. ........................................................................ - 103 -
Figure 64. Le triangle des coûts globaux [Fowlkes 2000]. ......................................................... - 108 -
Figure 65. Les différents coûts de non-qualité. ........................................................................... - 109 -
Figure 66. Coût de bonne qualité vs. Coût de mauvaise qualité. ................................................ - 110 -
Figure 67. Exemple d'un tableau FMEA avec les risques financiers [Tarum 2001]. .................. - 114 -
Figure 68. Choix des actions à implémenter - exemple. ............................................................. - 115 -
Figure 69. La démarche CbFMEA. ............................................................................................. - 120 -
Figure 70. Esquisse isométrique de l'axe Z d'un robot portique. ................................................ - 121 -
Figure 71. L'utilisation de la méthode ABC pour la méthode CbFMEA. ................................... - 123 -
Figure 72. Diagramme d'activités de notre approche globale qualité/coût. ................................ - 125 -
Figure 73. Le centreur dans la situation d’utilisation. ................................................................. - 125 -
Figure 74. La décomposition et les configurations du centreur. ................................................. - 126 -
Figure 75. Diagramme de classes support de l’approche CbFMEA. .......................................... - 131 -
Figure 76. Interfaces de l'analyse CbFMEA. .............................................................................. - 132 -
Figure 77. Les étapes couvrantes par l’approche qualité/coût et la place de la méthode QCCPP.- 137 -
Figure 78. Les étapes d'une gamme d’usinage [Weill 1993]. ..................................................... - 138 -
Figure 79. Le rôle de la méthode QCCPP. .................................................................................. - 141 -
Figure 80. La place de la pièce CAI sur le moteur. ..................................................................... - 142 -
Figure 81. Images de la pièce CAI brute et usinée. ..................................................................... - 142 -
Figure 82. Les étapes de la méthode QCCPP. ............................................................................ - 143 -
Figure 83. Les entités à usiner sur la pièce CAI. ......................................................................... - 144 -
Figure 84. La matrice QFD phase III de la pièce CAI. ................................................................ - 144 -
Figure 85. Les catégories des caractéristiques de la qualité. ....................................................... - 145 -
Figure 86. Les types des éléments du processus. ........................................................................ - 145 -
Figure 87. La première étape de la méthode QCCPP. ................................................................ - 146 -
Figure 88. Exemples de Cp et Cpk. ............................................................................................. - 147 -
Figure 89. Fonction perte de Taguchi [Taguchi 1992]................................................................ - 148 -
Figure 90. Calcul de l'indicateur CCP via la matrice QFD phase III. ......................................... - 149 -
Figure 91. La fonction de la capabilité de l'élément du processus [Zheng 2005]. ...................... - 150 -
Figure 92. Interfaces de définition des groupes de ressources. ................................................... - 152 -
Figure 93. Interface d'estimation de l'indicateur CCP pour la pièce CAI. .................................. - 153 -

Table des illustrations
- 16 -
Figure 94. La deuxième étape de la méthode QCCPP. ............................................................... - 154 -
Figure 95. Interface d'analyse FMEA processus pour la pièce CAI. ........................................... - 154 -
Figure 96. La troisième étape de la méthode QCCPP. ................................................................ - 155 -
Figure 97. Interface d'estimation du coût de fabrication pour la pièce CAI................................ - 156 -
Figure 98. La quatrième étape de la méthode QCCPP. ............................................................... - 156 -
Figure 99. Interface des tableaux CbFMEA pour la pièce CAI. ................................................. - 157 -
Figure 100. Interface du tableau de sélection pour la pièce CAI. ............................................... - 159 -
Figure 101. Bilan des travaux réalisés. ....................................................................................... - 164 -
Figure 102. Synthèse de la démarche d'utilisation de la maquette QFKInterop. ........................ - 183 -
Figure 103. Définition du produit. .............................................................................................. - 184 -
Figure 104. Analyse du produit. .................................................................................................. - 185 -
Figure 105. Analyse du produit - suite. ....................................................................................... - 186 -
Figure 106. Analyse des composants. ......................................................................................... - 187 -
Figure 107. Analyse du processus. .............................................................................................. - 188 -

Table des illustrations
- 17 -
Table de tableaux
Tableau 1. Synthèse sur les méthodes et modèles pour l’évaluation de performance. ................. - 38 -
Tableau 2. Les 9 techniques de TQM [Azizi 2007]. ..................................................................... - 45 -
Tableau 3. Exemple d'un tableau FMEA produit [AMDEC 2008]............................................... - 48 -
Tableau 4. Analyse comparative des méthodes d'estimation du coût. .......................................... - 57 -
Tableau 5. Analyse comparative des approches QFD, FMEA et KCs. ......................................... - 76 -
Tableau 6. Les étapes de la réalisation des objectifs QFD et FMEA. ........................................... - 81 -
Tableau 7. L'arbre et le codage des caractéristiques sous forme d'un tableau. ............................ - 101 -
Tableau 8. Le codage des actions. ............................................................................................... - 102 -
Tableau 9. Travaux de recherches sur le coût de non-qualité. .................................................... - 112 -
Tableau 10. Les entêtes d'un tableau CbFMEA. ......................................................................... - 117 -
Tableau 11. Extrait d'un tableau CbFMEA de l'axe Z d'un robot portique. ................................ - 121 -
Tableau 12. Estimation du coût de la réalisation pour l'axe. ....................................................... - 127 -
Tableau 13. L'analyse CbFMEA pour l'axe. ............................................................................... - 127 -
Tableau 14. Les éléments du processus et leurs ressources candidates pour la pièce CAI. ........ - 152 -
Tableau 15. Les données de l'estimation du coût de défaillances pour la pièce CAI. ................. - 157 -

Table des illustrations
- 18 -

Introduction générale
- 19 -
Introduction générale

Introduction générale
- 20 -

Introduction générale
- 21 -
’évolution rapide du marché des produits, la nécessité de réduction des coûts et la nécessité de fabriquer les produits de haute qualité obligent la mise en œuvre d’une démarche globale prenant en compte à la fois les aspects techniques, économiques, logistiques et
sociétaux lors de la conception et de l’industrialisation. Dans le domaine de la conception et de l’industrialisation de produits, les activités de gestion de la qualité, d’analyse de risques organisationnels, opérationnels et technologiques et d’estimation du coût sont de plus en plus importantes et se révèlent être des indicateurs essentiels de performance pour une entreprise manufacturière. D’où le besoin d'effectuer ces analyses et estimations de manière précise et méthodique qui justifient les décisions et assurent la prise en compte des risques (risque de non-conformité) et des coûts dès la conception jusqu’à l’industrialisation. Il est donc important de bien évaluer ces indicateurs de performance afin de fournir des informations robustes et cohérentes qui permettent de prendre une bonne décision pour piloter les activités de développement du produit de sort à répondre à l’objectif envisagé et à produire un produit de meilleur rapport qualité/coût. Ces deux préoccupations (qualité et coût) sont généralement antinomiques !
La problématique de cette thèse est de développer une approche permettant de coupler ces deux indicateurs afin de concevoir un produit de bonne qualité et peu coûteux. Dans ce contexte, la prise en compte de l’ensemble des contraintes du produit dépend du retour des indicateurs de performance (coût, risque, qualité, délai,…). La cohérence et la pertinence de ces indicateurs jouent un rôle important dans les prises de décision durant les étapes de cycle de vie du produit.
Des travaux récents menés au LCFC ont déjà montré :
• qu’une bonne maîtrise des risques n’est possible que par la prise en compte des problèmes de la gestion des connaissances qui supportent les processus d’analyse et de décision,
• que l’estimation des coûts dès la phase de conception nécessite une capitalisation des connaissances relatives à l’industrialisation et à la fabrication du produit.
Ainsi, la problématique de cette thèse intègre aussi un aspect de gestion de ces connaissances.
Ces travaux de thèse se positionnent dans plusieurs étapes de cycle de vie du produit (Figure 1) dès l’analyse fonctionnelle du besoin du client jusqu’au le processus de fabrication. Cette figure, inspirée du modèle GRAI [Doumeingts 1984], [Girard 2004], illustre le cadre de ces travaux qui portent sur les indicateurs de performance et sur le système d’information, et qui fait le lien entre le système de décision et le système physique de production du produit. Dans ce modèle, le système de décision contrôle le cycle de vie du produit en pilotant ses différentes activités. Ce pilotage est fait à l’aide d’un système d’information qui stocke, traite et transmet les informations entre les deux autres systèmes. Ces informations comportent des indicateurs de performances (qualité, coût, risques, délai…) issus des évaluations du processus de développement du produit afin de les comparer avec les objectifs souhaités et, ensuite, prendre une décision en vue du pilotage.
Comme l’illustre la Figure 1, nous avons limité notre domaine d’étude aux indicateurs de la qualité et du coût. Ces indicateurs sont déterminés à partir de nombreuses méthodes de maîtrise de la qualité et d’estimation du coût. La détermination d’indicateurs pertinents pour une prise de décision est capitale pour mener de la manière la plus adéquate possible une analyse des effets de
L

Introduction générale
- 22 -
cette décision sur le produit et sur son processus d’élaboration. Autrement dit, les indicateurs de la qualité et du coût doivent être homogènes afin de fournir des informations adéquates au système de décision pour lui permettre de bien piloter le processus de développement du produit.
Analyse
fonctionnelle
Conception préliminaire du produit
Conception détaillée du produit
Conception préliminaire du processus
Conception détaillée du processus
IndustrialisationUtilisation et
Service
Système de décision
Cycle de développement du produit
Indi
cate
urs
de q
ualit
é, c
oût …
Pilo
tage
Cadre de notre étude
Système d’information
Figure 1. Le cadre des travaux de thèse.
Le sujet de cette thèse a pour objectif de proposer aux concepteurs une démarche intégrée, des règles méthodologiques et des outils pour intégrer les exigences opérationnelles liées à la qualité et les exigences liées aux coûts dès la conception et le plus tôt possible de la recherche des solutions, et lors de la conception détaillée à l’industrialisation. Sachant que la pertinence des résultats de telles analyses est directement liée à la maîtrise de complexité et la connaissance du système, ces démarches doivent s’appuyer sur le système d’information produit et les connaissances métier.
La question centrale de cette thèse intègre les deux préoccupations citées précédemment : la cohérence et l’homogénéité des indicateurs de la qualité et l’amélioration conjointe de la qualité et du coût de produit. En d’autres termes, la problématique de recherche que nous avons abordée peut finalement s’exprimer de la façon suivante :
Comment améliorer le rapport qualité/coût d’un produit lors de sa conception et de son industrialisation en assurant la cohérence de ces indicateurs ?
Pour répondre à cette problématique, ce mémoire de thèse est organisé en quatre chapitres (Figure 2).

Introduction générale
- 23 -
Chapitre I : Analyse de la performance - concepts,
modélisation, méthodes et outils
Chapitre III : Considération du coût dans la maîtrise de
qualité - l’approche Cost-based FMEA (CbFMEA)
Chapitre II : Amélioration de la maîtrise de qualité -
interactions entre QFD, FMEA et KCs
Define & prioritize ‘’ Whats’’
Customer needs
Formalize product KCs and their
conditions
Formalize part/process KCs and their conditions
[OK]
[Not OK]
Creat the KC flowdown
Complete the KC flowdown
Evaluate the respect of product specifications,
the cost, ...
Determine potential failure
modes
Determine the effects of each failure modes
Determine the causes of each
failure
List current control process
Find severity rankingFind detectebility
ranking
Calculate RPN
Find probability
ranking
Correction required?
Recommended corrective action
Modification[Modification data]
[Yes]
[FMEA Report]
[No]
Define technical spécifications
‘’Hows’’
Determine relationship matrix(Whats vs. Hows)
Determine correlation matrix(Hows vs. Hows)
Define the target values of Hows
Calculate importance
ratings of Hows
Analyse and finalise the
matrix
Re-evaluate
Verify
FMEA QFD
KC relation : CharacteristicRelation
KCs
Formalize assembly KCs and
their conditions
bottom up exploitation
[Pro
duc
t/pro
cess
miti
gatio
n]
(a)
(b)
(b’)
(f)
(f’)
(e)
(g)
(c)
(d)
(h’)
(h)
Chapitre IV : Conception préliminaire de la gamme
d’usinage basée sur les indicateurs qualité/coût - la
méthode QCCPP
Système de décision
Système physique de production (Réaliser un
produit)
Informations de pilotage (actions)
Informations de retour suite à
évaluation
Informations exterieures
Objectif (plan)
Système d’information
Besoins de client
Produit
Vue
Info
rmat
ionne
lle/
Structu
relle
Vue
Fonctionnelle/
Hiérarchique
A1
Concevoir
A2
Industrialiser
Besoins de client
Capabilité du système productif (fabricat ion, assemblage,…)
Performance du système de recyclage
Performance du système logistique
Caractérist iques du produit
Indicateurs des performances
(coût, qualité,…)
Produit
{coût, qualité, délai, environnement, risque}
Potentiel industriel: acteurs, informations,
expertises
Approches , méthodes, outils (QFD, AMDEC,
KC, ABC,... )
A3
FabriquerMatière première
Ressources(Machines, Main
d’œuvres, outils…)
Données de fabrication
Données de fabrication
FonctionBesoin du client
Est explicité par
Est composée de
ProduitDoit réaliser
Composant
Est composée de
Est c
ompo
sée
de
Caractéristique (fonctionnelle)
Est d
éfin
ie p
ar
Caractéristique (produit)
Est d
éfin
ie p
ar
Con
ditio
nne
Processus(de production)
Activité(de production)
Est composée de
Caractéristique (activité)
Est déf inie par
Conditionne
RessourcesFait appel à
Caractéristique(Ressource)
Conditionne
Est d
éfin
ie p
ar
Qualité
Est réalisé pa
r
Coût
Procédé(de production)
Fait appel à
Matière première
Determine potential failure
modes
Determine the effects of each failure modes
Determine the causes of each
failure
List current control process
Find detectebility ranking
Calculate RPN
Find probability
ranking
Correction required?
Identify action
Modification[Modification data]
[Yes]
[FMEA Report]
[No]
Calculate event cost
Calculate action cost
Identify the resource centers
Find the cost drivers for the resource
centers
Identify the activities that participate in the design and development of the
product
Calculate the cost of each activity
Find the activity cost drivers
Calculate the cost of the product
ABC CbFMEA
(a)
(b)
(c)
(d)
Product design
Assessement of process quality
QFD phase III
Analysis of process failures
Process FMEAProcess alternatives & CCPs
RPNs
Estimation of the cost of failures
Failure cost
Estimation of manufacturing cost
Cost-based FMEA
Detailed process planning
ABC
Manufacturing process cost
Qualiy/Cost-based Conceptual Process Planning (QCCPP) Process
alternatives
Qua
lity
cons
ider
atio
n
Cos
t co
nsid
era
tion
Machining methods
Figure 2. Organisation des chapitres du mémoire de thèse.
Le chapitre I décrit le cadre général de ces travaux de thèse et propose une étude bibliographique relative à l’analyse de performance en se focalisant sur la maîtrise de la qualité et l’estimation du coût. Les différents indicateurs de performance sont définis et certains modèles pour l’évaluation de performance sont illustrés. Cette étude justifie notre choix de certaines méthodes de maîtrise de la qualité (telles que QFD, FMEA et KCs) qui sont les plus populaires. De plus, elle s’intéresse au

Introduction générale
- 24 -
déploiement de la méthode ABC comme la méthode d’estimation du coût la plus adaptée au couplage avec les méthodes de maîtrise de la qualité et notamment la méthode FMEA. Il révèle le besoin d’une approche générale de maîtrise de la qualité qui englobe plusieurs méthodes et prend en compte l’aspect du coût. Cette approche doit être structurée via un système d’information qui sera la base pour développer un outil informatique d’aide à la décision.
Le chapitre II se focalise sur l’amélioration de la maîtrise de la qualité du produit en analysant l’interopérabilité entre les méthodes QFD, FMEA et KCs. Un modèle conjoint QFD/FMEA est d’abord proposé afin de bénéficier de leurs informations communes. Ensuite, l’introduction de la méthode KCs est proposée afin d’assurer la traçabilité des différentes actions de maîtrise de la qualité. Un modèle de données est proposé afin de structurer les informations et les relations dans cette approche. Différents exemples sont présentés afin d’illustrer nos propositions. Il est bien de noter que les exemples ne sont pas exhaustifs, ils sont destinés à illustrer les concepts et les modèles proposés par des cas industriels.
La seconde partie de la problématique est la considération du coût dans l’approche de maîtrise de la qualité. Cette partie est traitée dans le chapitre III. Nous avons exprimé la qualité en termes de coût, on parle donc du coût de non-qualité. C’est le coût engendré par la mise en place des activités liées à la maîtrise de la qualité au sein de l’entreprise. Une approche, basée sur les méthodes CbFMEA et ABC, est proposée afin d’estimer le coût de la réalisation du produit prenant en compte le coût de non-qualité. Une modélisation support de cette approche a été proposée également.
Le dernier chapitre se concentre sur la phase de la conception préliminaire de la gamme d’usinage (ou la phase de pré-gamme). Il propose la méthode QCCPP qui est une application de l’approche qualité/coût, présentée dans les chapitres précédents. La méthode QCCPP fournit des indicateurs de capabilité, de risques et du coût afin d’aider l’utilisateur à choisir les ressources d’usinage qui répondent au mieux aux exigences demandées. C’est un choix multicritères qui est illustré à l’aide d’un exemple industriel et de la maquette informatique développée.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 25 -
Chapitre I – Analyse de la performance - concepts, modélisation et approches
L’objectif de ce chapitre est de présenter le cadre général dans lequel s’inscrivent ces travaux de thèse. L’importance de la prise de décision au sein d’un système de production est illustrée en montrant les liens entre ce dernier, le système de décision et le système d’information. Les concepts de l’analyse de la performance du produit sont décrits en mettant l’accent sur les indicateurs de performance et notamment les indicateurs de la qualité et de coût. De plus, une étude sur les différentes approches de maîtrise de la qualité et d’estimation du coût est menée. Enfin, ce chapitre révèle le besoin de déployer plusieurs approches de maîtrise de la qualité et du coût afin de fournir des indicateurs cohérents qui permettent de prendre de bonnes décisions pour réaliser un produit de meilleur rapport qualité/coût.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 26 -

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 27 -
e chapitre montre le contexte et la problématique de nos travaux de thèse. L’objectif de cette thèse est de développer une démarche outillée d’aide à la décision permettant de prendre en compte le rapport qualité/coût lors de la conception et de la fabrication du produit. La prise
de décision est issue d’une évaluation, exprimée en termes d’indicateurs de performance, du système étudié pour contrôler le niveau de satisfaction des exigences de performance souhaitée. Pour cela, il est important, d’abord, d’illustrer le rôle de la prise de décision et de l’évaluation dans un système de production.
La décomposition du système de production est présentée afin d’illustrer les interactions entre les systèmes d’information, de décision et de production. Comment ces systèmes réalisent ensemble un produit qui répond aux besoins du client ? Quel est le rôle de chaque système et comment ils interagissent à chaque niveau de décision ? La mesure de la performance du produit nécessite une modélisation de son système de production. Alors, le premier paragraphe étudie des différentes méthodes et modèles dont l’objectif est d’évaluer la performance d’un système. Il illustre aussi notre proposition d’un modèle conceptuel pour montrer la qualité et le coût du produit en tant que résultats des interactions entre le produit, le processus et les ressources.
Ensuite, nous nous focalisons sur les indicateurs de performance liés à nos travaux. Ce sont les indicateurs de la qualité et du coût du produit. Le deuxième paragraphe illustre l’indicateur de la qualité. Les différentes approches de la qualité sont étudiées dans le cadre de maîtrise de la qualité totale. Certaines approches sont ensuite étudiées en plus de détails : l’approche FMEA (Failure Mode and Effects Analysis), l’approche QFD (Quality Function Deployment) et l’approche KCs (Key Characteristics). La maîtrise de la qualité peut être facilitée en s’appuyant sur des modèles généraux, des exemples de ces modèles sont aussi étudiés.
Le quatrième paragraphe est consacré à l’étude de l’indicateur du coût. Une étude bibliographique sur les différentes méthodes d’estimation du coût est développée, et elle se focalise sur la méthode ABC (Activity-Based Costing). La modélisation supportant l’estimation du coût aide à gérer l’ensemble des activités qui réalisent le produit, un exemple de cette modélisation est présenté.
1 Prise de décision et évaluation de la performance La prise de décision en fonction de l’évaluation d’un système fait partie des activités d’un système
de décision. Ce système a comme objectif de piloter le système de production qui est un ensemble de ressources réalisant une activité de production. La production est la transformation via des ressources (machines et matières) conduisant à la création de biens ou de services [Doumeingts 1984], [Giard 1988]. Le système de production réalise un produit pour répondre aux besoins du client. La prise de décision est faite à plusieurs niveaux du système de décision, celui-ci contrôle le système physique tout en consultant les informations du « feedback » suite à l’évaluation des indicateurs de performance.
Les systèmes de production peuvent être très complexes et difficiles à gérer au vu de toutes leurs composantes fonctionnelles (fabrication, achat, distribution, maintenance...). Ils sont donc beaucoup étudiés, et ce depuis longtemps. Plusieurs approches ont été envisagées dans le but de mieux comprendre leur fonctionnement et de mieux les appréhender. Ces systèmes doivent aujourd’hui être conduits de façon de plus en plus fine afin d’en améliorer continuellement leurs performances, principalement dans les domaines du coût et de la qualité des produits réalisés.
C

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 28 -
L'application de la théorie des systèmes et la théorie de l’activité [Le Moigne 1974], [Le Moigne 1977], [Melèse 1972] aux systèmes de production suggère une décomposition de ces derniers en trois sous-systèmes (Figure 3) :
• Le système d'information.
• Le système de décision.
• Le système physique de production.
Le système de décision contrôle le système physique de production. Il en coordonne et organise les activités en prenant des décisions basées sur les données transmises par le système d'information. Le rôle du système d'information est de collecter, stocker, traiter et transmettre des informations. Il intervient à l'interface entre les systèmes de décision et de production et à l'intérieur même du système de décision, pour la gestion des informations utilisées lors de prises de décision, et pour la création et le stockage d'informations sur l’évaluation par exemple. Le système physique de production transforme les matières premières ou composantes en produits finis qui répondent aux besoins de client. Il est constitué de ressources humaines et physiques. Ses activités sont déclenchées et vérifiées par le système de gestion de production. Ce sont les activités de la conception jusqu’à la fabrication et la production du produit.
Figure 3. Approche systémique du système de production.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 29 -
1.1 Importance de la performance dans le processus de conception et d’industrialisation
Le besoin de compétitivité impose aujourd'hui plus que jamais de concevoir plus rapidement, mieux et moins cher que les concurrents pour pénétrer un marché de plus en plus dense et complexe. La performance industrielle se décline sur plusieurs niveaux pour fournir des indications d’ordre économique (ex. coût) et technique (ex. qualité et délai) sur les diverses activités qu’elles mettent en œuvre. La notion et les indicateurs de performance sont illustrés d’un point du vue global. Ces indicateurs fournissent des informations importantes pour aider le contrôle à piloter le système de réalisation. Néanmoins, notre préoccupation est la performance du produit qui dessine la finalité des activités du processus de conception et de fabrication.
1.1.1 La notion de la performance
La notion de performance industrielle fût l’objet d’un grand nombre d’études essentiellement dans une optique de pilotage des processus d’entreprise. Dans le projet PETRA, il est préconisé le pilotage des processus de réorganisation des systèmes industriels ou d’entreprise par des indicateurs de performance [PETRA 2009].
Vernadat a également eu recours à l’analyse de la performance industrielle lors de ses travaux sur la modélisation en entreprise. Il a participé à l’élaboration de CIMOSA (Computer Integrated Manufacturing Open System Architecture) [Vernadat 1999], [Panetto 2005]. Dans cette modélisation, la performance industrielle englobe l’organisation, ses compétences et leurs motivations (Figure 4).
Performance
(Qualité, Coût, Délai, Flexibilité, Réactivité)
Organisation
Motivation
Compétences
Figure 4. La performance industrielle [Vernadat 1999].
Ici, le système de pilotage est défini suivant cinq niveaux de décision qui correspondent à la structure de l’organisation du système industriel (Figure 5), ce système est similaire au système de décision dans la méthode GRAI (Graphes à Résultats et Activités Interreliées) illustrée ultérieurement.
Dans ce cadre, plusieurs architectures de référence sont proposées pour la modélisation en entreprise : CIMOSA, ARIS (Architecture des systèmes d’informations intégrés), GRAI/GIM (GRAI Integrated Methodology), PERA (Purdue Enterprise Reference Architecture), GERAM (Generalised Enterprise Reference Architecture and Methodology).

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 30 -
La performance industrielle est mesurée d’une part, par l’efficacité du système industriel et d’autre part, par son efficience. Les notions d’efficacité et d’efficience de l’organisation sont définies par :
Entreprise
Usine
Atelier/cellule
Station/Poste de travail
Machines/Equipements
Planification stratégique
ERP
Planification tactique
Ordonnancement
Planification opérationnelle
Figure 5. Le système de pilotage de l’entreprise et ses 5 niveaux de décision [Vernadat 1999].
• Efficacité (effectiveness) : rapport entre les résultats obtenus et les objectifs fixés,
• Efficience (efficiency) : rapport entre les résultats obtenus et les ressources utilisées pour les atteindre.
En plus de ces deux notions, Bescos définit la notion de pertinence par l’adéquation entre les ressources et les objectifs [Bescos 1995]. La Figure 6 montre ces trois notions dans un diagramme IDEF0. Par rapport à cette typologie, ces notions de performance qui représentent des indicateurs de performance, doivent être représentatives de nos objectifs : garantir un certain niveau de qualité du produit et minimiser le coût de fabrication.
Réaliser une fonctionEntrées Sorties
Objectifs/ Consignes
Ressources/ Moyens
Efficacité
Efficience
Pertin
ence
Figure 6. Les trois notions de performance.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 31 -
1.1.2 Indicateur de performance
La performance se mesure suivant un certain nombre de critères. Un indicateur de performance (IP) est défini comme une donnée quantifiée qui exprime l’efficacité et/ou l’efficience de tout ou partie d’un système (réel ou simulé), par rapport à une norme, un plan déterminé et accepté dans le cadre d’une stratégie d’entreprise (objectif stratégique) selon l’AFGI (Association Française de Génie Industriel) [Le Dain 1997]. Selon elle, un indicateur de performance est donc concrétisé par le triplet cohérent : objectif, mesure, variable de décision. Ce triplet représente l’approche originale de la méthode ECOGRAI (ECOnomie GRAI) présentée dans la suite.
1.2 Méthodes pour l’évaluation de la performance
Suite à la définition de la performance, nous allons présenter de façon générale des méthodes consacrées à répondre à un besoin de modélisation des systèmes industriels afin de les analyser et d’évaluer leurs performances.
1.2.1 La méthode GRAI
La méthode GRAI fédérée par GIM a été développée par les Professeurs Doumeingts et Pun au laboratoire de recherche GRAI de l’Université de Bordeaux, au début des années 1980.
Cette méthode a pour principal objectif la modélisation de système de gestion de production à savoir les sous-systèmes décisionnels et informationnels d'une entreprise ; ainsi, elle permet de définir une structure de gestion plus appropriée à l'entreprise en intégrant les hypothèses de fonctionnement et la correction des incohérences et disfonctionnements détectés [Doumeingts 1984], [Roboam 1993]. La Figure 7 illustre l’architecture de référence de la méthode GRAI. En se référant à l’approche systémique discutée précédemment, cette architecture décrit les décisions pour chaque niveau de décomposition temporel et les relations entre les trois systèmes qui forment le système de production [Doumeingts 2004].
Le système de décision est en particulier en charge des prises de décisions qui contrôlent et organisent le système de production. En raison du grand nombre de décisions à prendre, de la masse importante d'informations nécessaires à ces prises de décision et de l'incertitude ou de l'imprécision régnant sur les données, le système de décision a un rôle complexe. Cette complexité conduit généralement à hiérarchiser les prises de décision, afin de simplifier chacune d'entre elles. L'une des approches de décomposition du système de décision la plus répandue est celle de la typologie qui distingue trois niveaux de décision [Pierreval 1990], [Letouzey 2001] :
• Stratégique : ce sont les décisions prises à long terme. Elles déterminent la politique de l'entreprise et conditionnent son avenir. Elles portent essentiellement sur la gestion des ressources durables, afin que celles-ci soient toujours suffisantes pour assurer la pérennité de l'entreprise. Les ressources visées peuvent être des machines, des hommes, des informations ou des données techniques.
• Tactique : ce sont les décisions prises à moyen terme. Elles assurent la liaison entre le niveau stratégique et le niveau opérationnel, garantissant ainsi la cohérence des actions menées. Ces décisions contrôlent la bonne adéquation des ressources disponibles et des charges engendrées par les commandes ou les prévisions, mais sans modification profonde de la structure et du fonctionnement de l'entreprise.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 32 -
• Opérationnel : ce sont les décisions prises à court terme. Elles assurent le lancement des activités et la flexibilité nécessaire à la bonne conduite de la production.
Figure 7. Modèle de référence de la méthode GRAI [Melèse 1990].
La structure pyramidale des cadres de décision et des objectifs correspond bien à une vision industrielle de décomposition des objectifs. La modélisation du système décisionnel par la méthode GRAI conduit à une grille GRAI (Figure 8) mettant en évidence les différents centres de décision d'une entreprise. Le modèle du centre de décision, basé sur l'utilisation d'indicateurs de performance pour prendre une décision et sur la transmission des objectifs par le cadre de décision, fournit un cadre de modélisation simple et réaliste.
Fonction
Temps
H / P
H / P
H / P
H / P
Fonction de la gestion de production
Gérer les
produits
Planifier la
production
Gérer les
ressources...
Centre de
décision
Ho
rizon
décro
issa
nt Flux de décision
Flux d’information
H : Horizon de décision
P : Période de réactualisation
Figure 8. La grille GRAI [Pourcel 1986].

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 33 -
La méthode GRAI décompose le système de décision suivant deux axes : temporel et fonctionnel. La décomposition temporelle se fait par période de décision décroissante et la décomposition fonctionnelle se fait suivant les différentes fonctions de la gestion de production [Lattanzio 2006]. En fonction de ces deux axes de décomposition, on obtient une grille GRAI. La grille GRAI offre une homogénéité par fonction (colonnes) et par axe de temps (lignes). Elle permet donc d’établir un système d’indicateurs de performance disposant de certaines propriétés : cohérences temporelle et fonctionnelle.
1.2.2 La méthode ECOGRAI
La méthode ECOGRAI a pour objectif de mettre en place un système d’indicateurs de performance pour évaluer la performance technico-économique d’un système de production ou d’une partie de celui-ci [Clivillé 2004], sous forme de tableaux de bord. Elle permet l’implantation et la gestion de l’évolution d’un système industriel [Vernadat 1999]. Grâce à son approche originale (Figure 9), elle permet de définir des indicateurs de performance cohérents pour mesurer l’atteinte des objectifs avec une répartition couvrant les différentes fonctions et les différents niveaux décisionnels (stratégique, tactique et opérationnel).
Elle s’appuie sur une analyse descendante de l’organisation en vue de décomposer les objectifs stratégiques en objectifs tactiques et opérationnels. Cette décomposition est réalisée via l’utilisation de la grille GRAI. La structuration de l’organisation en centres de décision est le principe de base de cette démarche.
La définition d’indicateurs de performance est rendue nécessaire pour évaluer les solutions, soit entre elles, soit par rapport à des performances attendues, pour effectuer des choix [Labrousse 2004]. Dans le cadre de cette thèse, l’indicateur de performance est vu comme un outil d’aide à la décision dans les phases de conception et de fabrication du produit industriel afin d’atteindre le meilleur rapport qualité/coût.
Figure 9. L’approche originale de la méthode ECOGRAI.
L’approche logique structurée pour l’implémentation de la méthode ECOGRAI est décomposée en six phases (Figure 10). La première phase (phase 0) se compose de la modélisation de la structure de pilotage (contrôle) du système de production et de la détermination, à l'intérieur des centres de décision, où les indicateurs de performance seront définis. Les deux phases suivantes (phases 1 et 2) visent à identifier les éléments de base qui sont nécessaires : les objectifs et les variables de décision. La quatrième phase (phase 3) consiste à identifier les indicateurs de performances, la cinquième (phase 4) est la conception du système d'information des indicateurs, et la sixième (phase 5) est l’intégration des IPs dans le système d’information de la gestion de production de l’entreprise.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 34 -
PHASE 4CONCEPTION DU SYSTEME D'INFORMATION DES IP
PHASE 3IDENTIFICATION DES INDICATEURS DE PERFORMANCES
(IP) ET ANALYSE DE COHERENCE INTERNE
PHASE 1IDENTIFICATION DES OBJECTIFS ET ANALYSE
DE COHERENCE
PHASE 0MODELISATION DE LA STRUCTURE DE PILOTAGE DU
SYSTEME - Grilles GRAI- Réseaux GRAI-
PHASE 2IDENTIFICATION DES VARIABLES DE DECISION (VD)
ET ANALYSE DES CONFLITS ENTRE VD
PHASE 5INTEGRATION DU SYSTEME D'INFORMATION DES IP
DANS LE SYSTEME D'INFORMATION DEL’ENTREPRISE
OBJECTIFSOBJECTIFS
VARIABLES
DE DECISION
INDICATEURS DE
PERFORMANCES
INDICATEURS DE
PERFORMANCES
F1 F2 F3 ... Fn
Stratégique
Tactique
Opérationnel
Figure 10. Les 6 phases da la méthode ECOGRAI.
1.2.3 Les méthodes IDEFx
IDEF (Integrated DEFinition) est un groupe de méthodes de modélisation du fonctionnement d’entreprise. Elles ont été développées dans le but de modéliser tout type d’information à travers le processus de modélisation [Zaidat 2005]. Parmi eux, IDEF0 est le langage le plus utilisé. C’est une technique systémique qui permet de dégager les spécifications fonctionnelles du système à concevoir à partir d’une analyse des fonctions à mettre en œuvre, des objets traités par ces fonctions et des ressources nécessaires à l’exécution de ces fonctions. L’analyse débute par une description générale et abstraite du système à étudier (Figure 11). Cette description est considérée comme une activité qui peut être décomposée en sous-activités reliées entre elles dans un diagramme. Un niveau de décomposition supplémentaire peut être introduit pour chacune des sous-activités et ainsi de suite jusqu’à atteindre un degré de détail suffisant pour représenter le problème à traiter.
Figure 11. Actigramme dans IDEF0.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 35 -
Un autre langage largement utilisé est IDEF3 qui permet la modélisation des processus opérationnels.
1.2.4 L’architecture CIMOSA
CIMOSA définit un langage et les principaux concepts en vue de décrire les processus opérationnels et leurs activités. Pour ce faire, différentes vues sont considérées : vue Fonction (évènement, activité, processus), vue Organisation (cellule, unité), vue Ressources (ensemble d’aptitudes, ressources), vue Information (vue d’objet, objet d’entreprise) [Vernadat, 1999]. La Figure 12 montre le cube CIMOSA.
Figure 12. Le cube CIMOSA [Vernadat 1999].
1.3 Modélisation support de l’évaluation de la performance
Les approches de modélisation explicitent plus ou moins la démarche mise en œuvre pour modéliser un système de production à partir des besoins du client [Iung 2002]. Ce paragraphe décrit quelques travaux réalisés sur la modélisation des systèmes que sont le produit, l’entreprise, ses processus et ses ressources. La modélisation d’entreprise a pour objet la construction de modèles d’une partie déterminée d’une entreprise pour en expliquer la structure et le fonctionnement ou pour en analyser le comportement et en évaluer les performances ou pour l’aide à la décision dans son exploitation. Il existe actuellement un grand nombre de modèles permettant de formaliser les données d’entreprise et leurs relations. Ces modèles sont regroupés en plusieurs catégories selon l’objectif de leur modélisation. Afin d’illustrer l’intérêt de cette modélisation, deux exemples de modèles de données seront étudiés.
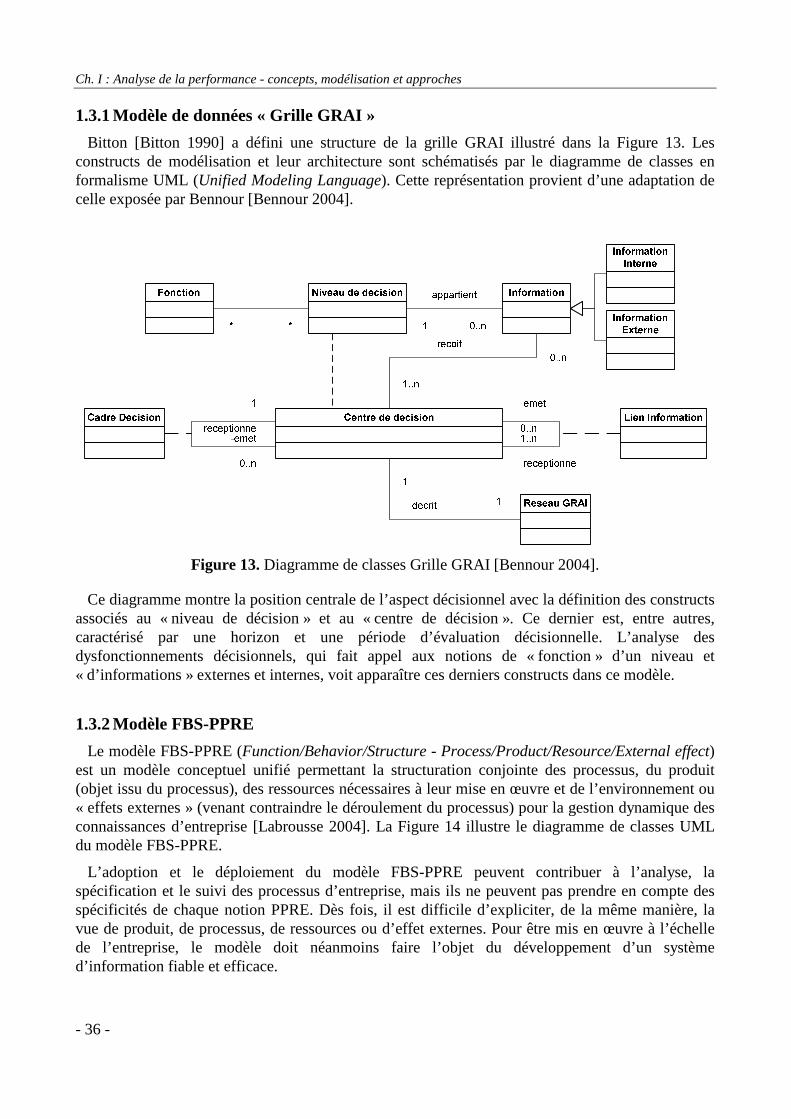
Ch. I : Analyse de la performance - concepts, modélisation et approches
- 36 -
1.3.1 Modèle de données « Grille GRAI »
Bitton [Bitton 1990] a défini une structure de la grille GRAI illustré dans la Figure 13. Les constructs de modélisation et leur architecture sont schématisés par le diagramme de classes en formalisme UML (Unified Modeling Language). Cette représentation provient d’une adaptation de celle exposée par Bennour [Bennour 2004].
Figure 13. Diagramme de classes Grille GRAI [Bennour 2004].
Ce diagramme montre la position centrale de l’aspect décisionnel avec la définition des constructs associés au « niveau de décision » et au « centre de décision ». Ce dernier est, entre autres, caractérisé par une horizon et une période d’évaluation décisionnelle. L’analyse des dysfonctionnements décisionnels, qui fait appel aux notions de « fonction » d’un niveau et « d’informations » externes et internes, voit apparaître ces derniers constructs dans ce modèle.
1.3.2 Modèle FBS-PPRE
Le modèle FBS-PPRE (Function/Behavior/Structure - Process/Product/Resource/External effect) est un modèle conceptuel unifié permettant la structuration conjointe des processus, du produit (objet issu du processus), des ressources nécessaires à leur mise en œuvre et de l’environnement ou « effets externes » (venant contraindre le déroulement du processus) pour la gestion dynamique des connaissances d’entreprise [Labrousse 2004]. La Figure 14 illustre le diagramme de classes UML du modèle FBS-PPRE.
L’adoption et le déploiement du modèle FBS-PPRE peuvent contribuer à l’analyse, la spécification et le suivi des processus d’entreprise, mais ils ne peuvent pas prendre en compte des spécificités de chaque notion PPRE. Dès fois, il est difficile d’expliciter, de la même manière, la vue de produit, de processus, de ressources ou d’effet externes. Pour être mis en œuvre à l’échelle de l’entreprise, le modèle doit néanmoins faire l’objet du développement d’un système d’information fiable et efficace.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 37 -
Figure 14. Diagramme de classes UML du modèle FBS-PPRE [Labrousse 2004].
1.4 Discussion
Nous venons de présenter une synthèse des principaux concepts et modèles d’évaluation de la performance industrielle. Chaque méthode/modèle de système de production propose une approche dédiée à son besoin, que ce soit le coût, la performance, etc. Ces modèles formalisent les interactions entre le produit et son système de production et utilisent des outils pour atteindre leurs objectifs. L’objectif de cette étude est de faire un bilan général sur ces méthodes et modèles pour explorer les points communs et les différences entre eux, ce qui nous permet de mieux comprendre la structure du système de production et les relations entre le produit et son environnement. Le Tableau 1 récapitule les méthodes et les modèles pour l’évaluation des performances décrits auparavant.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 38 -
Modèle Description Indicateurs privilégiés
GRAI, ECOGRAI
Méthode de conception et d'implantation de système de mesure de performances pour organisations industrielles.
Performance, coût
IDEF Méthodes de modélisation des systèmes industriels pour leur conception de leur système d’information
Performance, coût
CIMOSA Architectures de référence en modélisation en entreprise Performance
Grille GRAI Un modèle de données de la grille GRAI Performance, coût
FBS-PPRE Modèle conceptuel unifié pour la gestion dynamique des connaissances d’entreprise
Performance
Tableau 1. Synthèse sur les méthodes et modèles pour l’évaluation de performance.
Pour notre part, la mesure de la performance réside dans l’évaluation du coût des activités de réalisation d’un produit, de la capabilité des ressources sélectionnées pour la réalisation du produit et des risques de non qualité associés à celui-ci. Donc, nous aborderons la performance par le biais des coûts et de la qualité afin d’améliorer le rapport qualité/coût.
Pour assister le processus de décision en conception, il est nécessaire de fournir des indicateurs pertinents relatifs au contexte de réalisation du produit. L’intégration du processus de production et de son environnement fournit une base plus réaliste pour l’analyse, à priori, des performances du produit [Chapurlat 2006]. Ce qui nous intéresse dans ces travaux de thèse sont principalement les indicateurs de la qualité et du coût. Notre objectif est de modéliser, d’évaluer et de fournir des indicateurs de la qualité et du coût à l’utilisateur. Ces indicateurs lui apportent des éléments cibles pour une prise de décision la plus pertinente conformément à ses contraintes et objectifs.
Le paragraphe suivant expose un modèle conceptuel pour exprimer les notions de la qualité et du coût comme un résultat des interactions entre le produit et les éléments de son système de production (produit - processus - ressources).
1.5 Modèle conceptuel générique du produit-processus-ressources supportant l’évaluation des indicateurs de la qualité et du coût
Les différents modèles d’entreprise pour l’évaluation des performances sont principalement des modèles produit-processus. Pour mettre l’accent sur l’évaluation des performances industrielles et notamment les indicateurs de la qualité et du coût, nous allons nous baser sur le diagramme de référence d’intégration produit-processus-ressources développé dans notre laboratoire [Martin 2005]. La Figure 15 montre ce modèle, il représente une vue informationnelle du système de production présenté ci-dessus.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 39 -
Processus: usinage, rectification, forge, emboutissage, prototypage rapide…Processus: usinage, rectification, forge, emboutissage, prototypage rapide…
Objectifs : qualité, traçabilité technologique, précision, optimisation globale…Contraintes : pertinence, précision, complétude des modèles, économiques, sécurité ...
Modèles, méthodes, outils :Modélisation, représentation, simulation, expérimentation …
Pièces fabricablesProcessus de fabricationCoûtEquipements de fabricationProcessus de qualification
Produit : fonctions, structure, matériau, forme, surface, tolérance…
Produit : fonctions, structure, matériau, forme, surface, tolérance…
Ressources : machines, outillage, capteurs, actionneurs, main d’œuvre…
Produit
Processus Ressources
Figure 15. Diagramme de référence d’interactions produit-processus-ressources dans un système de production [Martin 2005].
• Fonction : action ou réaction d'un produit ou de l'un de ses composants, exprimée exclusivement en termes de finalité. La totalité des fonctions décrit l'usage attendu du produit.
• Produit : ensemble de composants reliés entre eux et travaillant ensemble pour fournir les fonctions attendues par le client.
• Processus : un processus est une organisation séquentielle, spatiale et hiérarchique d’activités faisant appel à des ressources et conduisant à des produits [Labrousse 2004]. Appliquée au cas de l’usinage le processus est vu comme une suite ordonnée interruptible de séquences d’usinage [GAMA 1990].
• Ressource : une ressource est un élément contribuant au processus sans en être l’objet (ressource humaine, ressource matérielle).
Un modèle conceptuel est développé pour détailler les liens entre produit-processus-ressources et
exploiter leurs interactions afin d’illustrer les notions de la qualité et du coût de produit comme des indicateurs de performance aident à la prise de décision dans le cycle de vie du produit. La Figure 16 illustre le modèle conceptuel d’intégration produit-processus-ressources. Les principaux concepts de ce modèle sont :
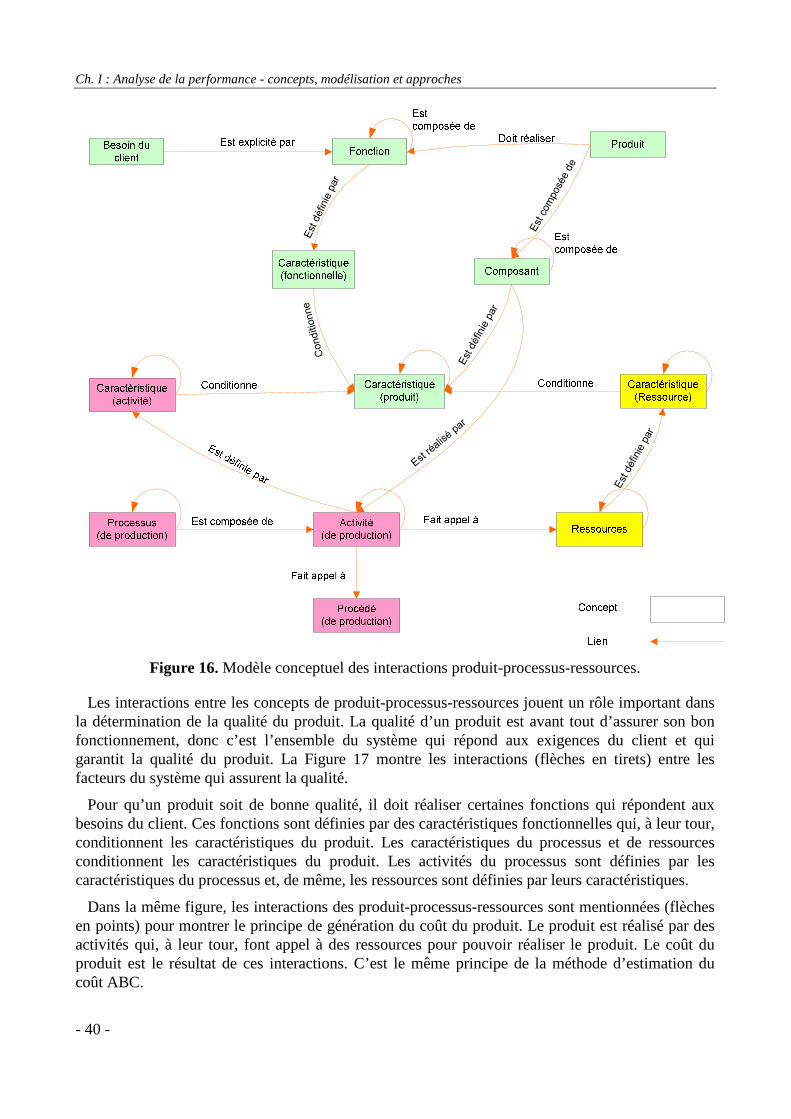
Ch. I : Analyse de la performance - concepts, modélisation et approches
- 40 -
Est
com
posé
e d
e
Est
défin
ie p
ar
Est
défin
ie p
ar
Conditio
nne
Est
défin
ie p
ar
Est ré
alisé p
ar
Figure 16. Modèle conceptuel des interactions produit-processus-ressources.
Les interactions entre les concepts de produit-processus-ressources jouent un rôle important dans la détermination de la qualité du produit. La qualité d’un produit est avant tout d’assurer son bon fonctionnement, donc c’est l’ensemble du système qui répond aux exigences du client et qui garantit la qualité du produit. La Figure 17 montre les interactions (flèches en tirets) entre les facteurs du système qui assurent la qualité.
Pour qu’un produit soit de bonne qualité, il doit réaliser certaines fonctions qui répondent aux besoins du client. Ces fonctions sont définies par des caractéristiques fonctionnelles qui, à leur tour, conditionnent les caractéristiques du produit. Les caractéristiques du processus et de ressources conditionnent les caractéristiques du produit. Les activités du processus sont définies par les caractéristiques du processus et, de même, les ressources sont définies par leurs caractéristiques.
Dans la même figure, les interactions des produit-processus-ressources sont mentionnées (flèches en points) pour montrer le principe de génération du coût du produit. Le produit est réalisé par des activités qui, à leur tour, font appel à des ressources pour pouvoir réaliser le produit. Le coût du produit est le résultat de ces interactions. C’est le même principe de la méthode d’estimation du coût ABC.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 41 -
FonctionBesoin du
client
Est explicité par
Est
composée de
ProduitDoit réaliser
Composant
Est
composée de
Est
com
posé
e d
e
Caractéristique
(fonctionnelle)
Est
défin
ie p
ar
Caractéristique
(produit)
Est
défin
ie p
ar
Conditio
nne
Processus
(de production)
Activité
(de production)
Est composée de
Caractéristique
(activité)
Est définie par
Conditionne
RessourcesFait appel à
Caractéristique
(Ressource)
Conditionne
Est
défin
ie p
ar
Qualité
Est ré
alisé p
ar
Coût
Procédé
(de production)
Fait appel à
Figure 17. La qualité et le coût du produit comme un résultant des interactions entre les éléments de son système de production.
En se référant à la Figure 3, le système de production peut être vu de deux points de vue différents. La Figure 18 montre le système de production des points du vue informationnel et fonctionnel. D’un point de vue informationnel, les notions de la qualité et du coût sont figurées comme des informations à extraire/calculer concernant le produit, son processus et ses ressources. C’est le schéma montré précédemment dans la Figure 17. D’un point de vue fonctionnel, ces notions sont des informations résultant des activités d’évaluation. Celles sont aussi des contrôles de pilotage des activités. Dans tous les cas, des approches « classiques » de maîtrise de la qualité et d’estimation du coût sont utilisées tout au long du cycle de vie du produit. Les paragraphes suivants présentent certaines de ces approches.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 42 -
Système de
décision
Système physique de
production (Réaliser un
produit)
Informations de
pilotage (actions)
Informations de
retour suite à
évaluation
Informations
exterieures
Objectif (plan)
Système
d’information
Besoins de
client
Produit
Vue
Info
rmat
ionn
elle/
Stru
ctur
elle
Vue
Fonctionnelle/
Hiérarchique
A1
Concevoir
A2
Industrialiser
Besoins de client
Capabilité du système productif (fabrication, assemblage,…)
Performance du système de recyclage
Performance du système logistique
Caractéristiques du produit
Indicateurs des performances
(coût, qualité,…)
Produit
{coût, qualité, délai, environnement, risque}
Potentiel industriel: acteurs, informations,
expertises
Approches, méthodes, outils (QFD, AMDEC,
KC, ABC,...)
A3
FabriquerMatière première
Ressources(Machines, Main
d’œuvres, outils…)
Données de fabrication
Données de fabrication
FonctionBesoin du
client
Est explicité par
Est composée de
ProduitDoit réaliser
Composant
Est composée de
Est
com
posé
e de
Caractéristique (fonctionnelle)
Est
déf
inie
par
Caractéristique (produit)
Est
déf
inie
par
Con
ditio
nne
Processus(de production)
Activité(de production)
Est composée de
Caractéristique (activité)
Est définie par
Conditionne
RessourcesFait appel à
Caractéristique(Ressource)
Conditionne
Est
déf
inie
par
Qualité
Est ré
alisé par
Coût
Procédé(de production)
Fait appel à
Matière
première
Figure 18. Le système de production des points de vue informationnel et fonctionnel.
2 Prise de décision et évaluation de la qualité Le terme « qualité » a été défini par la norme ISO 9000 : c’est l’aptitude d’un ensemble de
caractéristiques intrinsèques à satisfaire des exigences [Duret 2005]. Dans cette étude, l’exigence concerne un produit dont l’aptitude est caractérisée par la sûreté de bon fonctionnement afin de satisfaire le client.
Le « gourou de la qualité » Juran définit deux composantes fondamentales de la qualité, composantes qui sont également deux éléments majeurs pour la satisfaction du client [Juran 1988] :
• Les caractéristiques fondamentales d’un produit, qui sont les caractéristiques de performance qui rendent le produit attrayant pour le consommateur,

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 43 -
• La conformité du produit à ces caractéristiques, qui signifie l’aptitude du produit à fournir une performance « à la cible » chaque fois qu’il est utilisé.
2.1 L’importance de la qualité dans le processus de conception et d’industrialisation
La qualité est un résultat qui se constate en utilisation, donc, en général, quand il est trop tard pour faire quelque chose. La qualité d’un produit est influencée par de nombreuses phases d’activités interdépendantes, telles que la conception, l’industrialisation, la production, le service après-vente et la maintenance. Donc, il est important de mettre en place, tout au long du processus d’élaboration d’un produit, des méthodes et des outils de travail pour construire et assurer sa qualité.
Au cours de ces vingt dernières années, le concept de la qualité a profondément évolué. Partant d’une vision très centrée sur la conformité aux spécifications des produits, elle arrive à une vision plus globale visant à améliorer la performance industrielle pour une plus grande satisfaction du client. Plusieurs étapes sont à l’origine de ces évolutions dont on peut citer sans être exhaustifs [Duret 2005] :
• L’arrivé de la notion de la qualité totale (TQM : Total Quality Management) qui permettait de dépasser la simple conformité.
• L’ISO 9000 d’abord organisée en chapitres afin de prévenir les principales sources de défaillances, puis avec une vision processus davantage tournée vers le client et avec un souci de performance industrielle.
• La démultiplication de l’utilisation des outils statistiques et méthodologiques comme les plans d’expérience (DOE : Design Of Experiments), la Maîtrise Statistique de Processus (Statistical Process Control), le QFD, l’AMDEC (Analyse des Modes de défaillance, de leurs Effets et de leur Criticité) ; (en anglais, FMEA)…
• L’intégration des notions d’amélioration continue (Continuous improvement) telles que le Kaizen.
• L’intégration de démarches de progrès permettant d’organiser les différents outils en les positionnant par rapport à une approche de gestion par projet telles que Six Sigma, Design for Six Sigma…
• L’approche « Lean Management » qui recherche la qualité, la performance et l’agilité de l’entreprise.
• La gestion des risques de variations telle que l’approche KCs qui se focalise sur l’amélioration de la qualité durant la conception et l’industrialisation du produit.
La Figure 19 montre le cycle de vie naturel des approches présentées auparavant. Ce graphe a été construit après une étude comptant combien de fois chaque approche est référencée dans les articles apparus dans les journaux scientifiques [Thornton 2004]. Le graphe est normalisé pour montrer, à chaque année, le nombre de publications par rapport au nombre maximum des citations dans toutes les années.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 44 -
Figure 19. Le cycle de vie des certaines approches de la qualité [Thornton 2004].
2.1.1 La qualité totale
De plus en plus d’entreprises développent un modèle de maîtrise permettant d’améliorer la qualité d’un produit en essayant d’optimiser simultanément la production de chaque phase de son processus d’élaboration. On parlera de maîtrise par « Qualité totale » ou « TQM ».
Plusieurs méthodologies et méthodes de la qualité supportent tout ou partie de la modélisation du processus qualité. On cite, par exemple, les travaux effectués dans l’équipe de recherche [Deeb 2008] qui propose une approche qualité générique permettant de formaliser un processus qualité au niveau tactique, en lien avec les autres niveaux de l’entreprise. Cette approche se positionne en cohérence avec le TQM dans l’objectif de maîtriser et d’améliorer conjointement la qualité du produit/processus de production.
Pour présenter un scénario panoramique de l’intégration des informations de la qualité, un modèle appelé « cône des informations de la qualité » (Figure 20) est construit par Tang [Tang 2007a] selon une étude menée sur des entreprises manufacturières chinoises. Deux dimensions individuelles, mais liées, sont définies dans ce modèle. La première est l’intégration circulaire (Circular integration) qui vise à la maîtrise de la qualité totale dans le cycle de vie du produit de TQM et de la boucle de la qualité (quality loop) de la norme ISO 9000. La deuxième est l’intégration hiérarchique (Hierarchical integration), qui correspond au système de pilotage de la méthode GRAI présentée précédemment.
Azizi [Azizi 2007] a mené une étude sur les approches utilisées pour la maîtrise de la qualité totale. Dans son étude bibliographique, neuf techniques de TQM sont sélectionnées en tenant compte les exigences de la norme ISO TS16949:2002 et le mode de gestion japonais. La méthode AHP (Analytic Hierarchy Process) a été employée pour classer ces 9 techniques en fonction de six critères de satisfaction de la qualité. Les neuf TQM comprennent : cinq techniques de base (APQP, PPAP, SPC, MSA, FMEA), deux techniques de production optimisée selon Toyota Production System (5S et Kaizen) et deux autres techniques de conception et de planification (QFD et MP). Le Tableau 2 montre l’explication des abréviations de ces techniques de TQM.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 45 -
Figure 20. Le cône et le cercle de la qualité [Tang 2007a].
Techniques de base
APQP : Advanced Product Quality Planning
PPAP : Production Part Approval Process
SPC : Statistical Process Control
MSA : Measurement System Analysis
FMEA : Failure Mode and Effects Analysis
Techniques de production optimisée
5S : Sort (Seiri), Straighten (Seiton), Shine (Seiso), Standardize (Seiketsu), Sustain (Shitsuke)
Kaizen
Techniques de conception et de planification
MP : Management and Planning
QFD : Quality Function Deployment
Tableau 2. Les 9 techniques de TQM [Azizi 2007].
Dans la Figure 21, qui est appelée « la maison de TQM », les techniques de TQM ont été classées par les trois piliers de la maison : cinq techniques de base, les techniques de production optimisée et les outils de conception et de planification.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 46 -
Figure 21. La maison de TQM [Azizi 2007].
La méthode AHP [Saaty 1980], [Saaty 2001] a été employée pour classer ces 9 techniques en fonction de six critères de satisfaction de la qualité. Cette étude a été menée via des interviews avec des experts de la qualité dans dix usines automobiles certifiées ISO en Malaisie. Six critères d’évaluations sont adoptés dans cette étude pour comparer les techniques de TQM. Ces critères d’évaluation sont :
1. La capacité d’analyser les besoins du client et d’augmenter sa satisfaction.
2. La capacité d’identifier et de réduire les pertes de la qualité ou les défaillances.
3. La capacité de réduire le coût de la qualité.
4. La capacité d’améliorer la qualité.
5. Le temps d’adopter la technique dans la culture de l’entreprise.
6. La rapidité d’utilisation (mise en œuvre).
Les experts donnent une note entre 1-9 pour chaque technique en fonction de sa satisfaction des critères d’évaluation. Le classement général des techniques TQM par rapport à leur niveau de satisfaction totale des critères est illustré dans la Figure 22. Cette étude montre que les techniques les plus satisfaites aux critères sont FMEA avec 20% et QFD avec 16,9%. Elles sont les approches les plus utilisées pour la maîtrise de la qualité. C’est pourquoi nous allons nous focaliser sur ces approches. En plus, une autre approche récente est introduite dans le monde de maîtrise de la qualité : c’est l’approche KCs. Pour diminuer la subjectivité dans QFD et FMEA et améliorer la traçabilité des actions de la qualité, l’approche KCs est utilisée dans notre démarche de la qualité. Ces trois approches sont présentées dans les sous-paragraphes suivants.
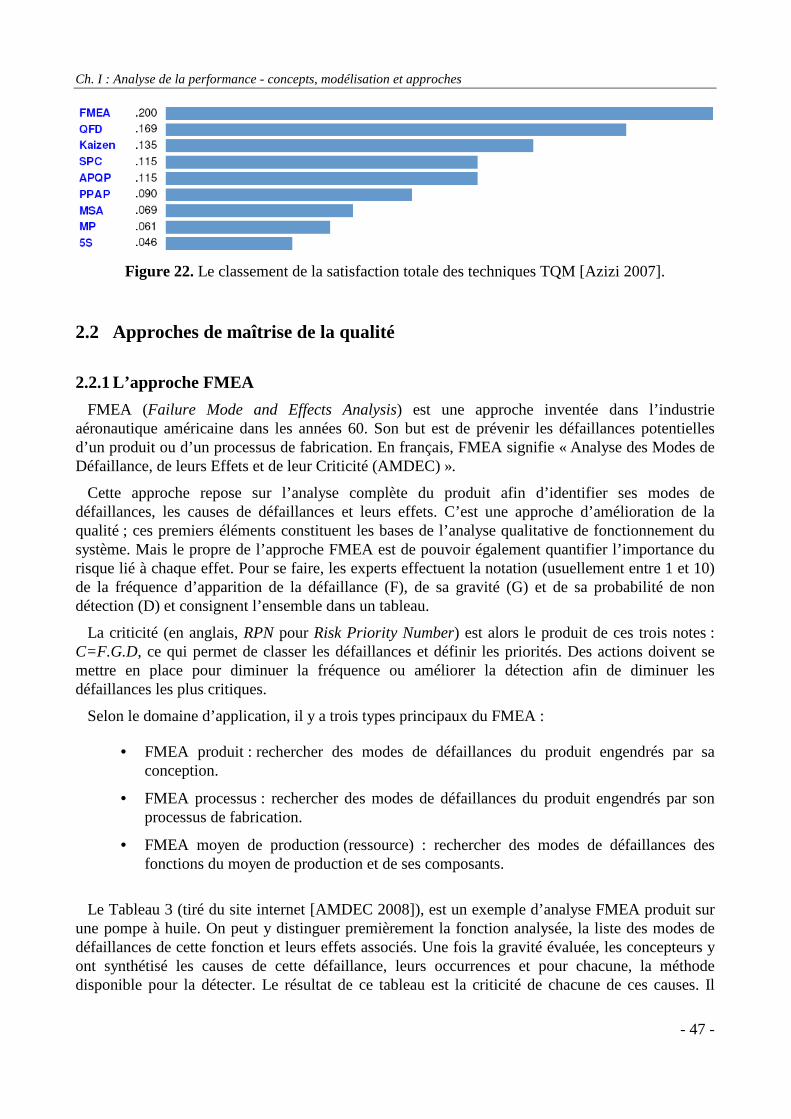
Ch. I : Analyse de la performance - concepts, modélisation et approches
- 47 -
Figure 22. Le classement de la satisfaction totale des techniques TQM [Azizi 2007].
2.2 Approches de maîtrise de la qualité
2.2.1 L’approche FMEA
FMEA (Failure Mode and Effects Analysis) est une approche inventée dans l’industrie aéronautique américaine dans les années 60. Son but est de prévenir les défaillances potentielles d’un produit ou d’un processus de fabrication. En français, FMEA signifie « Analyse des Modes de Défaillance, de leurs Effets et de leur Criticité (AMDEC) ».
Cette approche repose sur l’analyse complète du produit afin d’identifier ses modes de défaillances, les causes de défaillances et leurs effets. C’est une approche d’amélioration de la qualité ; ces premiers éléments constituent les bases de l’analyse qualitative de fonctionnement du système. Mais le propre de l’approche FMEA est de pouvoir également quantifier l’importance du risque lié à chaque effet. Pour se faire, les experts effectuent la notation (usuellement entre 1 et 10) de la fréquence d’apparition de la défaillance (F), de sa gravité (G) et de sa probabilité de non détection (D) et consignent l’ensemble dans un tableau.
La criticité (en anglais, RPN pour Risk Priority Number) est alors le produit de ces trois notes : C=F.G.D, ce qui permet de classer les défaillances et définir les priorités. Des actions doivent se mettre en place pour diminuer la fréquence ou améliorer la détection afin de diminuer les défaillances les plus critiques.
Selon le domaine d’application, il y a trois types principaux du FMEA :
• FMEA produit : rechercher des modes de défaillances du produit engendrés par sa conception.
• FMEA processus : rechercher des modes de défaillances du produit engendrés par son processus de fabrication.
• FMEA moyen de production (ressource) : rechercher des modes de défaillances des fonctions du moyen de production et de ses composants.
Le Tableau 3 (tiré du site internet [AMDEC 2008]), est un exemple d’analyse FMEA produit sur une pompe à huile. On peut y distinguer premièrement la fonction analysée, la liste des modes de défaillances de cette fonction et leurs effets associés. Une fois la gravité évaluée, les concepteurs y ont synthétisé les causes de cette défaillance, leurs occurrences et pour chacune, la méthode disponible pour la détecter. Le résultat de ce tableau est la criticité de chacune de ces causes. Il

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 48 -
ressort de cette étude rapide que la cause de défaillance ayant la plus grosse criticité est l’usure des engrenages. Les actions correctives à mettre en œuvre peuvent être le nettoyage du réservoir et des canalisations avant remplissage. L’approche FMEA sera étudiée plus profondément dans le chapitre II.
Produit Fonction Mode de défaillance
Cause Effet F G D C
Pompe Assurer le débit d’huile
baisse du débit l’usure abrasive des engrenages
Diminution de la durée de vie du système
2 2 4 16
. Irrégularité du débit
cavitation Détérioration des parties frottantes
1 2 4 8
Arrêt du débit détérioration du joint a lèvres
Grippage des coussinets
3 4 1 12
la rupture de la clavette
Grippage des engrenages
1 4 1 4
Tableau 3. Exemple d'un tableau FMEA produit [AMDEC 2008].
2.2.2 L’approche QFD
QFD (Quality Function Deployment) est une approche inventée chez Mitsubishi au Japon dans les années 60. Son but est d’aider les ingénieurs à prendre en considération la qualité des produits le plus tôt possible dans le processus de conception. En français, QFD signifie « Déploiement de la Fonction Qualité ».
Le QFD est une approche permettant de traduire de façon appropriée les attentes du client en spécifications du produit et de son processus. C’est un outil spécifique pour garantir la qualité à chaque étape du processus de développement du produit [Akao 2004]. La Figure 23 représente l’outil graphique de base du QFD, c’est la matrice QFD, appelée également la « maison de la qualité » (en anglais, House Of Quality). Cette matrice est constituée de plusieurs zones :
• QUOI (en anglais, WHAT) : elle contient les besoins exprimés du client et donc les exigences que doit respecter le produit. Chaque QUOI est noté entre 1 et 5 selon son importance par rapport au client (dès fois la notation utilisée est un pourcentage).
• POURQUOI : elle modélise le marché actuel et permet de situer le produit dans ce marché (concurrents, clients,…).
• QUOI vs POURQUOI : elle permet de situer les besoins en fonction du marché. C’est la partie marketing de la matrice.
• COMMENT (en anglais, HOW) : elle représente les solutions qui permettent de satisfaire les attentes du client.
• QUOI vs COMMENT : elle permet de quantifier la satisfaction qu’apporte une solution pour répondre à une attente du client. C’est une évaluation subjective utilise l’échelle 1-5-9 (ou 1-3-9) pour noter les relations faible, modérée et fortes, respectivement, entre les QUOI et les COMMENT. En fonction de l’importance des relations, on calcule alors

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 49 -
l’évolution de chacun des COMMENT en multipliant la note du QUOI par le coefficient de la relation.
Importance
POURQUOI
COMMENT
vs
COMMENT
QUOI
vs
COMMENT
QUOI
vs
POURQUOI
COMBIEN
vs
COMMENT
COMBIEN
COMMENT
Figure 23. La matrice QFD ou la maison de la qualité [Tollenaere 1998].
• COMBIEN : cette zone contient les critères d’évaluation des COMMENT.
• COMMENT vs COMMENT : cette zone permet de qualifier les corrélations entre les différentes solutions apportées pour satisfaire le client, et mettre ainsi à jour les contradictions qui peuvent apparaître entre ces solutions [Chen 2002].
• La dernière zone joue un rôle dans l’élaboration des spécifications et dans la quantification des exigences. En effet la partie COMBIEN vs COMMENT chiffre les COMMENT et permet une évaluation de l’importance de ces derniers : cette étape réalise donc la quantification des exigences du produit et de ses solutions.
En résumé, la matrice QFD permet à la fois de définir les spécifications d’un produit (les
COMMENT) à partir des attentes du client (les QUOI), de comparer le produit avec ses produits concurrents et de faire apparaître la solution optimale à mettre en place par l'entreprise. La Figure 24 montre un exemple d’une matrice QFD pour une imprimante. L’approche QFD sera étudiée plus profondément dans le chapitre II.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 50 -
Figure 24. Exemple d’une matrice QFD pour une imprimante.
2.2.3 L’approche KCs
KCs (Key Caracteristics) est un concept apparu au cours des années 80, principalement dans de grandes entreprises américaines comme Boeing ou GM [Boeing 1992]. En français, KCs signifie « caractéristiques clés ».
Définition
Parmi les nombreuses définitions disponibles dans la littérature [Boeing 1992] [GM 1996] [Edleman 1998] [Srinivasan 1999], celle habituellement citée est celle de [Thornton 1999] qui définit une caractéristique clé comme étant propriété clé du produit, du processus de fabrication et des ressources qui affecte de manière significative le coût final, l'exécution, ou la sûreté du produit quand elle change de sa cible.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 51 -
Une classification et une décomposition des types de caractéristiques ont émergé au fil de la littérature. Cette classification est synthétisée dans une taxinomie, proposée par [Dantan 2008] et illustrée dans la Figure 25. On distingue les KCs produit (Product KCs) et les KCs processus (Process KCs) :
Product KCs sont les propriétés clés du produit qui affectent de manière significative le coût final, l'exécution ou la sûreté du produit quand les KCs changent de leurs cibles [Dantan 2005]. On décompose les Product KCs en Functional KCs (domaine fonctionnelle) et Structural KCs (domaine physique) :
• Functional KC est un Product KC qui représente la performance et les fonctions du produit.
• Structural KC est un Product KC qui permet de décrire la structure de produit.
Process KCs sont les propriétés clés du processus de fabrication qui affectent de manière significative le coût final, l'exécution ou la sûreté du produit quand les KCs changent de leurs cibles [Dantan 2005]. Les Process KCs sont décomposées en Manufacturing Ressource KCs et Manufacturing Activity KCs :
• Manufacturing Ressource KC est une propriété de ressource comme l’incertitude de position de montage.
• Manufacturing Activity KC est un paramètre de processus de fabrication comme la vitesse de coupe.
Characteristic
Productcharacteristic
Processcharacteristic
Functionalcharacteristic
Structuralcharacteristic
Mfg activitycharacteristic
Mfg resourcecharacteristic
Figure 25. Taxinomie des caractéristiques [Dantan 2008].
Les liens de causalité : le KC Flowdown
Une structure arborescente hiérarchique est généralement employée pour décrire les caractéristiques principales d'un produit. Cette structure arborescente, désignée sous le nom KC Flowdown [Thornton 2004], lie les besoins des clients du produit (product KCs) à ses composants KCs (traditionnellement ; ce sont des spécifications dimensionnelles). Un KC Flowdown tient compte d'une décomposition du produit et des processus en permettant la traçabilité des causes et des effets.
La Figure 26 est le KC Flowdown d’une aile d’avion [Tony 1999]. Les product-KCs (Drag) au sommet de l'arbre ont plusieurs contributions des Subsystem-KCs (contour et gap). Les Subsystem-KCs sont, à leur tour, une fonction de part-KCs (Spare Angle) et de process-KCs (Fixtures). Il est possible d’utiliser cette cartographie des caractéristiques de deux façons : ascendante (bottom up),

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 52 -
afin d’analyser les impacts d’une variation sur celles de plus haut niveaux ou descendante (top down) pour lister et synthétiser les responsables d’une variation. Les relations entre les KCs peuvent prendre plusieurs de formes : équations, contraintes, règles…
Analyse
Synthèse
Figure 26. KC Flowdown pour une aile d'avion [Tony 1999].
Le concept KCs est une façon d'améliorer la qualité est de minimiser l'impact des variations de pièces et du processus sur la qualité du produit final. De nombreuses organisations utilisent le concept KCs pour gérer le risque des variations en identifiant où l'excès de variation a le plus d'influence significative sur la qualité du produit. Le concept KCs sera étudié plus profondément dans le chapitre II.
2.3 Modélisation support de l’évaluation de la qualité
La maîtrise de la qualité est conduite par une approche de type processus qui a comme mission de planifier, maîtriser, assurer et améliorer la qualité du produit et de son système de production. Ce processus de maîtrise de la qualité s’appuie sur des modèles de la qualité comme ISO 9001, le modèle de Gigout [Maria 1991], la démarche d’amélioration continue, etc. Ces deux derniers modèles sont présentés comme exemple pour illustrer cette modélisation.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 53 -
2.3.1 Modèle de Gigout
Une démarche qualité type consiste à [Duret 2005] :
1. Garantir le produit que l’on vend contre tous les vices de fabrication.
2. Sensibiliser le personnel en lui montrant que la qualité, c’est l’affaire de chacun.
3. Créer une structure (avec des moyens matériels et humains) pour garantir la pérennité de la démarche entreprise.
Si au début la démarche est séquentielle, à terme il faut essayer de progresser suivant ces trois axes. La qualité peut se comparer à un vecteur à trois composantes qui font les axes du modèle de Gigout montré dans la Figure 27.
Figure 27. Modèle de Gigout [Maria 1991].
2.3.2 L’amélioration continue
Le docteur Deming a illustré l’amélioration continue de la qualité par une démarche présentée comme une roue roulant sur un sol montant, de manière à élever le niveau de la maîtrise de la qualité. La Figure 28 montre la roue de Deming. Ce schéma est si célèbre que l’on parle de « faire tourner la roue Deming». La démarche est mise en œuvre en quatre étapes :
• Planifier/définir (Plan) : définir l’objectif et planifier les actions de l’amélioration de la qualité.
• Faire (Do) : exécuter les actions définies dans le plan qualité.
• Vérifier (Check) : surveiller le processus et l’atteinte des objectifs. Vérifier les effets et contrôler les causes.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 54 -
Figure 28. La roue de la qualité ou la roue Deming.
• Agir (Act) : prendre des actions (mesures) pour améliorer la performance.
3 Prise de décision et évaluation des coûts En économie, en gestion, en comptabilité, un coût est la dépense consentie en vue de la réalisation
d'une production, c’est la valeur d'un bien (produit) envisagée sous l'angle de sa production [GDT 2009]. Dans le cadre de cette thèse, le coût est une dépense engagée due à la consommation des ressources par des activités réalisant le produit. L’estimation du coût d’un produit est devenue aujourd’hui une étape indispensable pour l’aide au choix et à la décision concernant le cycle de vie du produit.
3.1 L’importance du coût dans le processus de conception et d’industrialisation
Des études menées au sein de plusieurs entreprises [Berliner 1988] ont montré que les décisions prises lors des phases de conception préliminaire et détaillée du produit déterminent la majorité de son coût global. Ainsi, comme l’illustre la Figure 29, plus de 90% du coût final du produit (Courbe �) dépendent des choix faits dans les phases de conception, soit à 20% environ de cycle de vie du produit [H’Mida 2002]. Ces coûts engagés sont à mettre en comparaison aux dépenses que coûtent réellement ces activités (Courbe �), soit moins de 15% des coûts réels cumulés. C’est donc dans cette phase, qui impacte fortement le coût par ses décisions, que les réelles économies sont possibles.
Selon les besoins et les objectifs visés, les informations concernant le produit sont plus ou moins disponibles. La réalisation de ces objectifs différents, portant sur diverses phases de cycle de vie du produit, où le concepteur dispose d’informations plus ou moins détaillées, nécessite la mise en place des méthodes d’estimation des coûts. Le sous-paragraphe suivant donne une explication générale de ces méthodes.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 55 -
Figure 29. Coût engagé et dépenses réelles durant le cycle de vie du produit [Bourdichon 1994].
3.2 Méthodes d’estimation du coût
Beaucoup de travaux ont été réalisés dans le domaine de l’estimation du coût, différents auteurs ont tenté de classifier les approches d’estimation mise en application. Parmi eux, nous pouvons citer les travaux de Duverlie [Duverlie 1999a], de Ficko [Ficko 2005] et de Niazi [Niazi 2006]. Ils font une synthèse sur les différentes méthodes d’estimation du coût couramment utilisées en précisant leur domaine d’utilisation par rapport au cycle de vie du produit. La Figure 30 illustre une classification (non exhaustive) de ces méthodes.
Figure 30. Classification des méthodes d'estimation du coût.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 56 -
Les méthodes d’estimation du coût sont divisées en deux grands groupes :
• Méthodes qualitatives qui sont des techniques basées principalement sur une comparaison d'un nouveau produit avec les produits qui ont déjà été fabriqués en vue d'identifier les similitudes et intégrer, ensuite, l’historique des données dans le nouveau produit.
• Méthodes quantitatives qui sont basées sur une analyse détaillée de la conception du produit, ses caractéristiques, et son processus de fabrication au lieu de simplement s'appuyer sur l’historique des données ou sur les connaissances de l’estimateur.
Chacun de ces deux groupes est divisé encore hiérarchiquement en plusieurs catégories.
3.2.1 Méthodes intuitives
Ce type de méthode d’estimation des coûts est entièrement basée sur l’expérience de l’estimateur et son résultat est donc toujours dépendants des connaissances spécifiques de ce dernier.
3.2.2 Méthodes analogiques
Ces méthodes tentent à évaluer le coût d’un produit par comparaison avec des produits qui ont déjà été réalisés. Elles mettent en œuvre des critères de similarité basés sur l’historique des données du coût de l’entreprise relativement aux produits dont le coût est connu.
En appliquant ces méthodes, on cherche à exploiter l’expérience acquise au travers des autres projets pour la réappliquer au projet en cours. En considérant que le coût de fabrication des pièces évolue en fonction de critères morpho-dimensionnels et technologiques, on peut se baser sur des pièces déjà produites, et par une mesure de similitude, et éventuellement une fonction d’adaptation, estimer le coût de production de la nouvelle pièce. Cette nouvelle estimation vient alors enrichir les connaissances de l’entreprise. Dans cette catégorie, plusieurs méthodes peuvent être citées : la Technologie de Groupe (TG) et le Raisonnement à Base de Cas (RBC).
3.2.3 Méthodes paramétriques
Le principe de ces méthodes est d’évaluer le coût d’un produit à partir de connaissances techniques décrivant de manière incomplète ce dernier. Elles utilisent un certain nombre de caractéristiques physiques ou paramètres tels que la masse, le volume, le nombre d’entrées-sorties, etc. Au moyen de relations mathématiques et logiques, elles établissent le lien entre les caractéristiques ou paramètres définissant le produit et son coût.
Ces méthodes sont donc dédiées à une famille de produits pouvant être modélisée par un même ensemble de caractéristiques techniques qui font évoluer d’une manière corrélée le coût du produit. Un exemple de cette catégorie est la méthode Formule d’Estimation du Coût (FEC).
3.2.4 Méthodes analytiques
Ces méthodes permettent d’évaluer le coût d’un produit à partir d’une décomposition du travail à réaliser en opérations et activités nécessaires au cycle de vie du produit (que ce soit son processus

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 57 -
de conception, de fabrication, d’exploitation ou de fin de vie). On dénombre plusieurs méthodes analytiques comme les méthodes des form features, l’entité coût et la méthode ABC.
3.2.5 Synthèse
Des études comparatives ont été réalisées afin d’analyser ces différentes méthodes : [Vacossin 1993], [Duverlie 1999b], [H’Mida 2002], [Etienne 2007]. En prenant en compte ces études, on peut comparer les méthodes d’estimation du coût exposées dans les paragraphes précédents selon les critères suivants :
• Implantation : la rapidité d’implantation de la méthode dans l’entreprise.
• Mise en œuvre : la difficulté de formalisation des données préparatoires, nécessaires à l’évaluation du coût.
• Précision : propension de la méthode à donner des résultats exacts considérant le coût final du produit.
• Rapidité : le temps de calcul.
• Sensibilité (répétabilité et robustesse) : capacité de la méthode à intégrer et prendre en compte les variations des données manipulées.
Les résultats de cette étude sont donnés dans le Tableau 4.
Implantation Mise en œuvre Précision Rapidité Sensibilité
Méthodes analogiques - - + + -
Méthodes paramétriques - + ++ ++ -
Méthodes analytiques + + + - ++
++ bon, + moyen, - mauvais
Tableau 4. Analyse comparative des méthodes d'estimation du coût.
Ces méthodes ne sont pas utilisables à tout moment. Certaines méthodes sont préférables à d’autres selon la phase de cycle de vie du produit. La Figure 31 synthétise l’utilisation des différentes méthodes d’estimation dans les différentes phases de cycle de vie du produit.
Figure 31. Utilisation des méthodes d’estimation du coût dans le cycle de vie du produit.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 58 -
Suite à cette étude comparative des différentes méthodes d’estimation du coût, il faut sélectionner la méthode la plus adaptée à notre besoin en vue de l’utilisation pour l’estimation du coût de fabrication d’un produit mécatronique, y compris le coût de non-qualité du produit, et de la facilité de mise en œuvre.
Les méthodes paramétriques ne sont pas convenables dans le domaine de fabrication. De même, les méthodes analogiques ne couvrent pas toute la phase de fabrication et, en plus, elles nécessitent un grand nombre de cas semblables pour devenir efficaces.
De ce fait, il semble que les approches analytiques soient les plus adaptées et plus particulièrement aux méthodes analytiques de type ABC. La méthode ABC est basée sur les activités de réalisation qui consomment des ressources pour réaliser le produit. Dans les chapitres III et IV, on expliquera comment cette méthode est déployée dans notre approche qualité/coût afin d’aider l’utilisateur à sélectionner des alternatives (ressources) de fabrication, mais, pour l’instant, le sous-paragraphe suivant explique en plus détail cette méthode ABC.
3.2.6 La méthode ABC
ABC (Activity-Based Costing) est une méthode d’estimation du coût, elle a été développée dans les années 80 par Cooper et Kaplan [Cooper 1988]. Elle cherche à relier frais généraux et coûts des produits de manière à saisir les liens de causalité. Elle est devenue nécessaire suite à la diminution des frais de main d’œuvre, à l’augmentation des coûts indirects, l’augmentation de la diversité des produits et à l’intégration des systèmes de production. Cette méthode est basée sur un concept simple : « les produits consomment des activités ; et les activités consomment des ressources » [Thyssen 2006]. Elle s’appuie sur l’idée que tout résultat est la conséquence d’un processus, c'est-à-dire d’un enchaînement d’activités. La Figure 32 illustre le principe de la méthode ABC.
Figure 32. Le principe de la méthode ABC.
La première étape de cette méthode est d’identifier les ressources utilisées pour le développement du produit ainsi que les activités qui participent à son développement. L’identification des activités et des ressources faite, l’étape suivante revient à quantifier ces liens de consommation par le jeu de trois inducteurs afin de faire émerger le coût :
• Inducteur d’activité : permet de répartir les coûts des activités entre les produits de l’entreprise. Exemple : heures de main d’œuvre directe, nombre de séries fabriquées, nombre de commandes, nombre de factures établies…
• Inducteur du coût : appelé aussi générateur du coût, c’est le facteur influençant le niveau de performance d’une activité et sa consommation de ressources associées.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 59 -
Exemple : qualité des matières premières reçues par un atelier de fabrication, formation et expérience d’une équipe de consultants...
• Inducteur de ressource : clé de répartition utilisée pour ventiler les ressources entre les activités. Exemple : nombre d’heures consacrées à chaque activité pour la répartition des salaires, nombre d’ordinateurs utilisés, espace occupé…
La démarche d’implémentation détaillée de la méthode ABC a été décrite dans plusieurs articles. Gupta montre comment un système basé sur ABC peut servir comme un système d’information utile pour soutenir la prise de décisions de gestion d’opérations liées à la planification, à la conception et à la gestion de la qualité [Gupta 2003]. Ben-Arieh présente une méthodologie de l’utilisation d’ABC pour évaluer le coût des activités de conception et de fabrication des pièces usinées [Ben-Arieh 2003]. Les étapes d’implémentation de la méthode ABC présentées par Gupta et Ben-Arieh peuvent être résumées par :
1. Identifier les ressources utilisées pour développer un produit.
2. Trouver les inducteurs de ressources (i.e. ce qui assigne le coût des ressources aux activités basées sur l'effort dépensé).
3. Identifiez les activités qui participent au processus de la réalisation du produit.
4. Identifier les inducteurs d'activités (assignant le coût des activités au produit basé sur la consommation).
5. Calculez le coût du processus complet basé sur les activités exécutées.
Le coût d’une activité est une fonction du temps, des ressources utilisées et des inducteurs du coût qui peuvent être relatifs à plusieurs activités (lancement de petite série, coût de non-qualité…). Le système ABC définit quatre catégories d’activités [Feng 2000], [Tornberg 2002], [Tsai 2007]:
1. Activités de niveau unité : ces activités sont liées au volume de production, chacune est effectuée une fois pour une unité de produit, par exemple, l'usinage et la finition des pièces…
2. Activités de niveau lot : effectuées qu'une seule fois pour un lot de produits, par exemple, la configuration et la programmation de la machine, l’inspection des pièces…
3. Activités de niveau produit : effectuées au bénéfice de toutes les unités du produit, par exemple, l’étude du marché et de faisabilité, la vérification de dessins, la conception du produit…
4. Activités de niveau installation : réalisées pour soutenir l’usine, par exemple, la surveillance et la gestion de l’usine, la formation des personnels…
3.3 Modélisation support de l’évaluation du coût
Ces modélisations permettent d’effectuer une estimation du coût d’un produit. Elles peuvent être classées suivant leur niveau de précision qui est directement lié aux informations ou données disponibles au moment de l’évaluation. Les méthodes d’estimation du coût apparaissent à tous les niveaux du cycle de vie mais, certaines méthodes sont préférables à d’autres selon le contexte et l’étape du processus de réalisation du produit.

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 60 -
On recense dans la littérature une classification autre que celle présentée ci-dessus. Mévellec a proposé une classification des méthodes d’estimation du coût suivant les objets du coût [Mévellec 2000], on parle alors des méthodes par approche d’activité (ABC), par le cycle de vie du produit (PLC : Product Life Cycle Costing), etc.
Pour montrer un exemple des modèles pour l’estimation du coût, nous citons le modèle de Xu qui représente un cadre pour l’estimation du coût de cycle de vie du produit (PLC).
3.3.1 Modèle de Xu
Ce modèle a l’objectif de supporter la prise de décision, en particulier la prise de décision au début d'un cycle de vie du produit. Il peut être utilisé comme un outil d'aide à la conception afin d'aider le développement de nouveaux produits. Un certain nombre de méthodes et d'outils sont utilisés dans ce cadre. La méthode de raisonnement à base de cas est utilisée pour construire un nouveau modèle de produit. Le coût de processus de développement du nouveau produit est calculé en utilisant la méthode ABC. La programmation dynamique est ensuite utilisée pour obtenir un ensemble optimal de processus de développement du produit dans le but d'optimiser le coût total de cycle de vie du produit [Xu 2006]. La Figure 33 illustre le diagramme de classes UML du modèle de Xu.
Figure 33. Diagramme de classes UML du modèle de Xu [Xu 2006].

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 61 -
4 Conclusion Ce premier chapitre a introduit la notion de système de production et le rôle joué par le système
de décision en pilotant le système physique de production. L’indicateur de performance industrielle a été défini comme un indice d’évaluation du système de production. Pour aboutir cette évaluation, une modélisation du système de production est nécessaire, alors certains modèles ont été présentés. Ces modèles varient en fonction de l’indicateur de performance envisagé, par exemple, les modèles pour la maîtrise de la qualité, les modèles pour l’estimation du coût, etc. Les indicateurs de performance doivent être homogènes et pertinents afin de fournir des informations adéquates au système de décision pour lui permettre de bien piloter le processus de réalisation du produit.
L’évaluation de la performance qualité/coût liée au produit est réalisée en utilisant des modèles, qui sont principalement des modèles produit-processus, des approches de maîtrise de la qualité et des méthodes d’estimation du coût. Dans ce chapitre, nous avons proposé un modèle conceptuel d’interactions produit-processus-ressources. Un état de l’art est présenté également sur sur les différentes approches de maîtrise de la qualité, comme QFD, FMEA et KCs, et d’estimation du coût, comme ABC.
Pour montrer le rôle des méthodes d’évaluation de performance, notamment les approches de maîtrise de la qualité et d’estimation du coût, dans les phases de conception et d’industrialisation du produit, un diagramme IDEF0 est utilisé pour illustrer une vue fonctionnelle de l’activité « Réaliser un produit », la Figure 34 montre ce diagramme qui fait un « zoom » sur la vue fonctionnelle présentée dans la Figure 18.
L’activité « Réaliser un produit » peut être décomposée en trois activités principales : Concevoir, Industrialiser et Fabriquer. Concevoir un produit : passer de l’expression de son besoin à la définition des caractéristiques d’un objet permettant de le satisfaire. Industrialiser un produit : passer de la définition des caractéristiques d’un objet (sous forme de solution techniques) à la détermination de ses modalités de fabrication [Mauchand 2007]. Fabriquer un produit : l’ensemble des opérations de transformation, de transport et de stockage qui permettent de transformer des composants et des matières premières en bien (produit). Dans le cadre de cette thèse, nous nous intéressons au retour des indicateurs de performance qui contrôlent, comme montrant dans la Figure 34, les deux activités de conception et d’industrialisation. Dans ce cadre beaucoup d’approches sont utilisées indépendamment pour maîtriser la qualité (ex. QFD, FMEA et KCs) et estimer le coût (ex. ABC) du produit.
Ce chapitre souligne la diversité et le nombre d’approches utilisées dans les domaines de la maîtrise de la qualité et d’estimation du coût. Il compare ces approches selon des critères d’évaluation dont la mise en œuvre, les phases d’application… et il argumente notre choix des approches QFD, FMEA, KCs et ABC. Le besoin d’une approche de maîtrise de la qualité, accompagnant le produit dès ces phases de conception jusqu’à ces phases d’industrialisation et fournissant des informations robustes et cohérentes, nécessite une analyse des interrelations entre les approches QFD, FMEA et KCs. Ces trois approches de maîtrise de la qualité visent à améliorer la qualité du produit, elles abordent ce sujet des points de vue différents. Les données manipulées par ces méthodes sont généralement homogènes et complémentaires.
C’est un de nos objectifs, de proposer une solution par une démarche de la qualité utilisant les approches QFD, FMEA et KCs. Cette démarche étudie les données communes de ces approches et leurs complémentarités. Elle analyse ainsi l’interopérabilité entre ces trois approches. Les indicateurs de la qualité fournis par cette démarche sont plus pertinents et plus cohérents, ils rendent

Ch. I : Analyse de la performance - concepts, modélisation et approches
- 62 -
la prise de décision plus juste afin de bien piloter les activités de réalisation du produit. Le chapitre II expliquera en détail cette partie du travail.
Un autre objectif est de prendre en compte la dimension économique dans l’environnement de la qualité proposé. Pour cela, la méthode ABC est employée au sein de l’approche FMEA en exprimant la qualité en termes de coût. Autrement dit, les risques de non-qualité sont exprimés en termes de coût, on parle du coût de non-qualité. Cette approche est entièrement décrite dans le chapitre III de ce mémoire.
A1
Concevoir
A2
Industrialiser
Besoins de
client
Capabilité du système productif
(fabrication, assemblage,…)
Performance du
système de recyclage
Performance du
système logistique
Caractéristiques
du produit
Indicateurs des
performances
(coût, qualité,…)
Produit
{coût, qualité, délai,
environnement, risque}
Potentiel industriel:
acteurs, informations,
expertises
Approches,
méthodes, outils
(QFD, AMDEC,
KC, ABC,...)
A3
FabriquerMatière
première
Ressources
(Machines, Main
d’œuvres, outils…)
Données de
fabrication
Données de
fabrication
Figure 34. Décomposition de l’activité « Réaliser un produit ».

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 63 -
Chapitre II – Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et
KCs
Trois approches de maîtrise de la qualité sont étudiées dans ce chapitre : QFD, FMEA et KCs. En général, ces approches sont utilisées indépendamment malgré leur objectif commun : améliorer la qualité du produit. Ce chapitre analyse ces trois approches durant le cycle de vie du produit afin de les exploiter dans un seul cadre de maîtrise de la qualité. Il analyse les relations entre elles, leurs différences et leurs points communs. Les interactions entre QFD et FMEA sont d’abord étudiées et une analyse conjointe QFD/FMEA via leurs informations est proposée. Ensuite, un modèle de données est proposé pour structurer les informations des approches QFD et FMEA et leurs relations. L’interopérabilité des démarches QFD, FMEA et KCs est étudiée en se focalisant sur les échanges des informations manipulées. Le modèle d’interopérabilité est proposé sous forme d’un diagramme d’activités, il permet d’illustrer le déroulement des démarches et leurs interactions. Un modèle de données est proposé aussi pour modéliser les informations manipulées durant cette interopérabilité. Pour opérationnaliser le suivi des caractéristiques entre ces approches, un codage unifié est proposé pour ces données. Notre proposition dans ce chapitre vise à améliorer la qualité du produit par l’application d’un cadre général qui bénéficie des informations communes et complémentaires de QFD, FMEA et KCs durant les étapes du cycle de vie du produit.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 64 -

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 65 -
n produit est soumis à un certain nombre d'étapes avant arriver à l’utilisateur final dans le marché. Le contrôle de la qualité dans le processus de développement du produit est fondamental pour sa qualité finale. Les études montrent que 75% de tous les défauts
détectés dans les produits sont originaires de la phase de développement des produits [Kneip 2004]. 80% de tous les défauts sont détectés uniquement dans la phase de test final et ils sont très coûteux à éliminer. Donc, la qualité et la fiabilité d'un produit sont principalement déterminées dans les premières étapes du processus de développement du produit. Pour améliorer la qualité des produits durant le processus de développement (de la conception à la fabrication), de nombreuses approches de la qualité sont largement utilisées. La gestion de la qualité doit superviser les activités principales de la conception jusqu’à la production. Elle doit aussi avoir une vision globale de ces approches dans le cycle de vie du produit afin de pouvoir établir les liens entre elles. Cela permet d’améliorer la maîtrise de la qualité dans les différentes phases du cycle de vie du produit.
Le chapitre précédent a décrit la notion d’indicateur de la qualité en présentant notamment les concepts de l’amélioration continue et la qualité totale. Il a présenté également, les approches de maîtrise de la qualité telle que l’approche QFD, l’approche FMEA et l’approche KCs. Ce chapitre a pour objectif de proposer une approche de la qualité basée sur les approches QFD, FMEA et KCs. Cette approche bénéficie des informations communes et complémentaires de ces trois approches. Au lieu d’utiliser ces approches séparément, l’approche proposée utilise les processus de QFD, FMEA et KCs durant les étapes de cycle de vie du produit. Cela permet aux acteurs de la maîtrise de la qualité de garder la traçabilité des informations et des décisions de la qualité prises. Cette approche crée une base pour intégrer QFD, FMEA et KCs dans un système d’information et pour assurer l’interopérabilité de leurs processus d’utilisation.
Dans un premier temps, les démarches QFD, FMEA et KCs sont illustrées et une comparaison de ces trois approches est menée selon leurs points de vue. Ensuite, les interactions entre les approches QFD et FMEA sont étudiées, et un état de l’art est mené sur les travaux développés pour utiliser ces deux approches ensemble. A partir de cette étude bibliographique, nous proposons une nouvelle approche d’analyse conjointe QFD/FMEA. Il s’agit d’une intégration au sens des informations entre l’approche QFD et l’approche FMEA qui offre la prise en compte de la satisfaction du client et de diminuer les risques de non-qualité en même temps. Un exemple d’un robot cartésien est présenté pour illustrer l’approche conjointe proposée. Un modèle de données est proposé pour structurer et formaliser notre approche QFD/FMEA. Ce modèle est présenté sous forme d’un diagramme de classes UML.
QFD et FMEA sont des approches plutôt qualitatives dont les quantifications des relations entre les spécifications sont subjectives. De ce fait, nous proposons un modèle basé sur l’introduction d’une approche plus objective dans le modèle QFD/FMEA ; c’est l’approche KCs. L’approche proposée reprend le modèle QFD/FMEA et le relie à l’approche KCs. L’analyse de l’interopérabilité entre ces trois approches permet de relier les caractéristiques clés et leurs conditions (dans la gestion des caractéristiques) aux paramètres de QFD et FMEA. Les relations entre les caractéristiques dans l’approche KCs sont subjectives et objectives. Donc, l’avantage de cette approche est de rendre la quantification des relations plus juste, de mettre un cadre de la qualité général à la disposition des acteurs et de diminuer la redondance des informations et tracer les effets des actions recommandées sur la qualité finale du produit. Un modèle de données est proposé pour formaliser les informations manipulées dans QFD, FMEA et KCs. Il introduit le modèle KCs dans le modèle QFD/FMEA déjà proposé. L’exemple d’un robot cartésien est présenté pour illustrer l’approche d’interopérabilité QFD/FMEA/KCs proposée.
U

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 66 -
En utilisant l’approche d’interopérabilité QFD/FMEA/KCs, l’homogénéité et la cohérence des indicateurs de la qualité sont assurées. Cela participe à l’amélioration de l’évaluation de la qualité du produit en favorisant l’homogénéité des données entre les trois approches QFD, FMEA et KCs durant le processus de développement du produit. En plus, cette approche d’interopérabilité permet de tracer les différents effets résultant de la prise de décision suite à l’évaluation.
Ce chapitre se conclut par la proposition d’un codage unifié des caractéristiques dans l’approche QFD/FMEA/KCs. Ce codage permet de surmonter la difficulté des sémantiques différentes des approches QFD, FMEA et KCs. Il propose une unification du codage pour les caractéristiques communes afin de créer une base d’informations permettant de suivre les impacts apportés par une approche aux autres approches. Ce codage est utilisé ensuite dans le développement d’un outil informatique basé sur l’approche d’interopérabilité.
1 Discussion des approches QFD, FMEA et KCs Nous allons étudier en détail les démarches QFD, FMEA et KCs, les relations entre les types QFD
et celles entre les types FMEA. Cette étude conduit à mieux comprendre ces trois approches et leur déroulement afin de pouvoir les comparer en vue de la qualité. Cette discussion est importante pour comprendre pourquoi une approche d’interopérabilité QFD/FMEA/KCs est nécessaire pour améliorer la maîtrise de la qualité.
1.1 La démarche QFD
Le but du QFD n’est pas de remplir une matrice, mais d’améliorer la qualité des produits conçus suivant cette approche. La matrice QFD représente le support qui formalise la démarche. Ainsi, en remplissant correctement tous les éléments de cette matrice, on s’oblige à valider successivement toutes les étapes qui mènent au succès. La Figure 35 montre les étapes de la démarche QFD [ReVelle 1998] :
1. Identifier les attentes du client : elles sont souvent imprécises et exprimées d’une manière qualitative.
2. Définir les QUOI en traduisant les attentes en spécifications précises sur le produit fini et prioriser ces QUOI.
3. Définir les caractéristiques techniques des pièces (les COMMENT) nécessaires pour assurer les spécifications finales.
4. Déterminer les relations entre les QUOI et les COMMENT dans la matrice QFD en utilisant une pondération 1, 3, 9 (ou 1, 5, 9) pour des relations faibles, moyennes et fortes.
5. Déterminer les corrélations entre les COMMENT dans la matrice QFD. On identifie toutes les relations positives et négatives (contradictoires).
6. Définir les valeurs cible à atteindre pour les COMMENT.
7. Calculer les importances des COMMENT à partir des importances des QUOI et la matrice de relations.
8. Vérifier et finaliser la matrice QFD.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 67 -
Figure 35. La démarche QFD [ReVelle 1998].
1.2 La démarche FMEA
La démarche FMEA peut se résumer par le schéma de la Figure 36 [Garin 1994], [Pillay 2003] :
1. Le découpage fonctionnel étant effectué, collecter des données et informations concernant le système à étudier va pouvoir être effectuée.
2. Pour chaque composant du système, recenser tous les modes de défaillance potentiels, puis les effets de chacun sur les sous-systèmes et le système entier.
3. Pour chaque mode de défaillance, identifier les différentes causes possibles. On peut également utiliser le diagramme d’Ishikawa pour chercher les causes d’un mode de défaillance.
4. Déterminer la fréquence d’apparition (F) ou « occurrence » (O) : c’est la probabilité pour que la cause se produise et qu’elle entraîne le mode de défaillance concerné.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 68 -
Determine potential
failure modes
Determine the effects
of each failure modes
Determine the
causes of each
failure
List current
control process
Find severity
rankingFind detectebility
ranking
Calculate RPN
Find
probability
ranking
Correction
required?
Recommended
corrective action
Modification[Modification data]
[Yes]
[FMEA Report]
[No]
Figure 36. La démarche FMEA [Pillay 2003].
5. Déterminer la gravité (G), encore appelée « sévérité » (S) : on s’intéresse à la gravité provoquée par l’effet s’il intervient à l’utilisation.
6. Déterminer l’indice de non-détection (D) : c’est la probabilité que la cause et le mode étant apparus, la défaillance atteigne l’utilisateur.
7. Calculer la criticité (C ou RPN) comme la résultante des facteurs de risques : fréquence (F), gravité (G) et non-détection (D). On la détermine concrètement par le produit : C = F × G × D

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 69 -
8. Recommander, si nécessaire, un plan d’actions : les actions sont d’ordre préventif ou correctif, selon le cas. L’essentiel des actions doit porter sur l’amélioration de la détection des défaillances d’une part et la diminution de la fréquence d’autre part.
9. Synthétiser l’analyse dans un tableau FMEA.
1.3 La démarche KCs
La Figure 37 montre la démarche de la construction de KC Flowdown [Thornton 2004] :
Formalize product KCs
and their conditions
Formalize part/
process KCs and their
conditions
[OK]
[Not OK]
Creat the KC
flowdown
Complete the KC
flowdown
Evaluate the respect of
product specifications, the
cost, ...
Formalize assembly
KCs and their
conditions
Figure 37. La démarche KCs [Thornton 2004].
1. Identifier les exigences du produit qui sont sensibles aux variations, d’où les caractéristiques du produit (Product-KCs) sont dérivées.
2. Identifier les caractéristiques des assemblages qui contribuent aux caractéristiques du produit, leurs relations et leurs conditions.
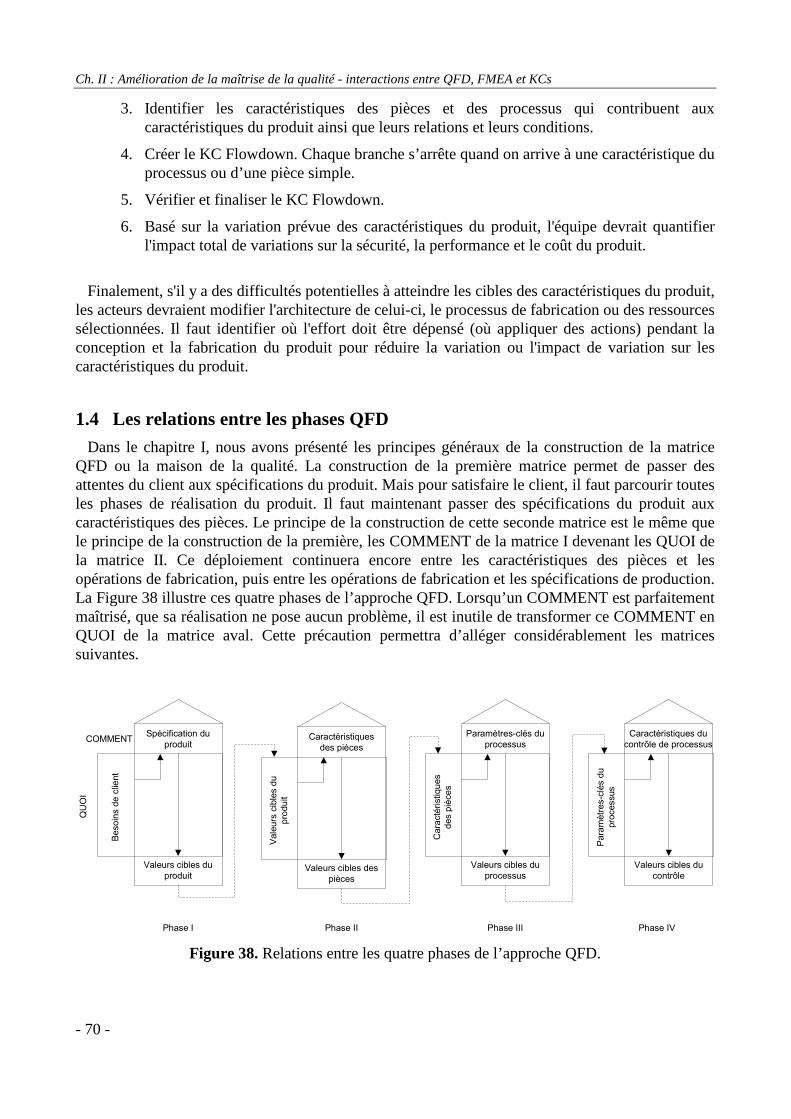
Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 70 -
3. Identifier les caractéristiques des pièces et des processus qui contribuent aux caractéristiques du produit ainsi que leurs relations et leurs conditions.
4. Créer le KC Flowdown. Chaque branche s’arrête quand on arrive à une caractéristique du processus ou d’une pièce simple.
5. Vérifier et finaliser le KC Flowdown.
6. Basé sur la variation prévue des caractéristiques du produit, l'équipe devrait quantifier l'impact total de variations sur la sécurité, la performance et le coût du produit.
Finalement, s'il y a des difficultés potentielles à atteindre les cibles des caractéristiques du produit, les acteurs devraient modifier l'architecture de celui-ci, le processus de fabrication ou des ressources sélectionnées. Il faut identifier où l'effort doit être dépensé (où appliquer des actions) pendant la conception et la fabrication du produit pour réduire la variation ou l'impact de variation sur les caractéristiques du produit.
1.4 Les relations entre les phases QFD
Dans le chapitre I, nous avons présenté les principes généraux de la construction de la matrice QFD ou la maison de la qualité. La construction de la première matrice permet de passer des attentes du client aux spécifications du produit. Mais pour satisfaire le client, il faut parcourir toutes les phases de réalisation du produit. Il faut maintenant passer des spécifications du produit aux caractéristiques des pièces. Le principe de la construction de cette seconde matrice est le même que le principe de la construction de la première, les COMMENT de la matrice I devenant les QUOI de la matrice II. Ce déploiement continuera encore entre les caractéristiques des pièces et les opérations de fabrication, puis entre les opérations de fabrication et les spécifications de production. La Figure 38 illustre ces quatre phases de l’approche QFD. Lorsqu’un COMMENT est parfaitement maîtrisé, que sa réalisation ne pose aucun problème, il est inutile de transformer ce COMMENT en QUOI de la matrice aval. Cette précaution permettra d’alléger considérablement les matrices suivantes.
Spécification du
produit
Be
so
ins d
e c
lient
Valeurs cibles du
produit
Phase I
Caractéristiques
des pièces
Vale
urs
cib
les d
u
pro
du
it
Valeurs cibles des
pièces
Phase II
Paramètres-clés du
processus
Cara
cté
ristiqu
es
des p
ièce
s
Valeurs cibles du
processus
Phase III
Caractéristiques du
contrôle de processus
Para
mètr
es-c
lés d
u
pro
cessus
Valeurs cibles du
contrôle
Phase IV
COMMENT
QU
OI
Figure 38. Relations entre les quatre phases de l’approche QFD.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 71 -
Pour illustrer le principe de construction des matrices QFD, une analyse QFD (phase I et II), adoptée du travail du Korayem [Korayem 2008], est présentée. Il s’agit d’une analyse QFD, non exhaustive, d’un robot cartésien portique. Ce robot avec un système centreur, étudié dans le chapitre III, font partie d’une même cellule d’usinage. La Figure 39 montre un schéma simplifié de ce robot. C’est un robot à trois degrés de liberté qui sont trois translations selon les axes X, Y et Z.
Figure 39. Schéma symbolique d'un robot portique.
La première étape pour effectuer une analyse QFD est de récolter les informations sur l'utilisation du produit et de formaliser les besoins du client (Customer requirements). Ensuite, ces besoins doivent être classés du point de vue du client. Les relations entre QUOI et COMMENT sont déterminées en utilisant une échelle de 1-5-9. Ces relations font les liens entre les besoins du client et les caractéristiques (ou spécifications) techniques du robot (Robot technical characteristics). Les avantages principaux de la matrice QFD phase I sont : l’identification des spécifications du produit, la détermination des importances des caractéristiques techniques pour améliorer la qualité et la détermination de leurs valeurs cible.
Les caractéristiques techniques les plus importantes dans la matrice QFD phase I passent à la matrice suivante. Cette matrice phase II établie les liens entre les caractéristiques du robot et les caractéristiques de ses pièces principales (Part characteristics). Les avantages principaux de la matrice QFD phase II sont : la détermination des pièces critiques et de leurs valeurs cible ainsi que la détermination de certaines pièces sur lesquelles il faut faire plus d’attention dans le processus de production. La Figure 40 montre les matrices QFD phase I et II du robot cartésien.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 72 -
(1) weak (5) medium (9) strong
Robot technical characteristics
Customer requirements Customer
weight Degree of freedom
Workspace Velocity Accuracy Repeatability Load carrying capacity
Control system
DWG input
Fault tolerant capability
Be user friend 7.1 9 9 9 1 Operation Easy to
maintain 4 5
1
Long life 35.5 9 Performance
High reliability 23.7 5 9 5 High accuracy 14.2 1 9 5 1
Precision Testability 1.3 1
Velocity High velocity 7.1 1 9 5
Flexibility Usable for different purpose
7.1 9 5 5 9 5
Relative weight 7.1 1.6 6.2 14.8 41.9 6.4 9.1 4.6 8.3 Measurement units m mm/s mm mm kg
Target value 3 1x2x1 100 0.1 0.1 1
Part characteristics Links Joints Motors
Robot technical characteristics
Relative weight
Stiffness Elastic module
Weight Number DoF Number Type Velocity Torque Type
Sensor End
effecter
Power
transmission
system Repeatability 42.8 9 5 5 9 5 9 9
Accuracy 15.1 1 5 9 5 9 9 1 9 5 9 Control system 9.3 9 9 Fault tolerant
capability 8.5
5 9 5
Degree of freedom 7.4 9 9 9 1 Load carrying
capacity 6.5
9 9 5 1 9 5 1 9
Velocity 6.3 5 9 9 5 9 Robot weight 4.1 1 9 5 1 1
Relative weight 12.1 6.1 1 8.6 13 5.8 9.1 2 1.5 17.8 5.4 0.9 16.7 Measurement units GPa MPa kg RPM N.m
Target value 200 80 3 1 3 Linear Servo Ball screw
Matrice QFD phase I
Matrice QFD phase II
Figure 40. La relation entre les matrices QFD phase I et II d'un robot cartésien.
1.5 Les relations entre les types FMEA
Il existe plusieurs types du FMEA, par exemple, FMEA produit et FMEA processus. Afin de réaliser une analyse FMEA, il est nécessaire de décomposer le produit, ou le processus, étudié en ses composants élémentaires. C’est un découpage fonctionnel/structurel du produit, ou du processus, en utilisant les approches connues dans ce domaine.
Il est parfois difficile de distinguer entre mode, cause et effet de défaillance. Une approche consiste à raisonner par niveau. La Figure 41 montre les relations entre les types FMEA : FMEA système (ou produit), FMEA design (ou pièce) et FMEA processus. Considérons par exemple un système constitué de pièces, qu’elles sont fabriquées par un processus. Les modes au niveau « design » deviennent les causes au niveau « système » (a), respectivement les causes au niveau « design » deviennent les modes au niveau « processus » (b). Les effets au niveau « système » restent les mêmes au niveau «design » (c) et au niveau « processus » (d) [Bassetto 2005].

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 73 -
Item Function Failure mode Cause Effect Detection O D S RPN Action
The problem Problem on
System parts
Problem on System
functions
Item Function Failure mode Cause Effect Detection O D S RPN Action
Problem on a
part Related to the
design
The effects from System FMEA with
better definition
Item Function Failure mode Cause Effect Detection O D S RPN Action
The causes of the problem
from the Design FMEA
Related to the manufacturing
process
The same effect as the
Design FMEA
Figure 41. Les relations entre les types FMEA.
Pour illustrer les relations entre les types FMEA, prenons l’axe Z de l’exemple de robot du paragraphe précédent. Cet axe peut être réalisé par un piston pneumatique, la Figure 42 montre un schéma symbolique de ce piston. Il est composé de trois pièces principales : la tige (Rod), le corps (Casing) et le joint (Seal). Une analyse FMEA (design et processus) du piston est présentée par la suite.
Figure 42. Schéma symbolique d'un piston pneumatique.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 74 -
La Figure 43 montre les tableaux FMEA design et processus du piston. Dans cette figure, nous pouvons constater que les causes dans FMEA pièce deviennent des modes de défaillance dans FMEA processus, par exemple, l’usure de joint (Seal wear) est une cause au niveau design, mais il est dévenu un mode au niveau processus. De toute façon, il ne faut pas confondre entre les deux analyses ; la première cherche les causes dues à la conception (ex. mauvaises spécifications du traitement de surface) et la deuxième cherche les causes dues au processus (ex. mauvaise mise en œuvre du processus de traitement de surface).
Item Function Failure Mode Cause Effect O D S RPN Action
Loose Casing 2 1 5 10 … Casing Guide the movement
Incorrect
guide Surface treatment
Incorrect
movement 2 1 5 10
Loose seal 2 2 2 8 Seal Prevent air escape Air escape
Seal wear
Low
efficiency 2 2 2 8
Rod Transmit mechanical
energy
Energy isn’t
transmitted Clamped rod
Incorrect
movement 1 3 9 27
Item Function Failure Mode Cause Effect O D S RPN Action
Casing Guide the movement Bad surface
treatment
Surface treatment
process
Incorrect
movement 3 4 5 60 …
Seal Prevent air escape Seal wear Incorrect seal
used
Low
efficiency 4 3 2 24
Rod Transmit mechanical
energy Clamped rod
Insufficient
lubrication
applied
Incorrect
movement 3 2 9 54
Figure 43. Les relations entre les types FMEA d'un piston.
1.6 Comparaison entre QFD, FMEA et KCs
Les approches QFD, FMEA et KCs sont trois outils de maîtrise de la qualité. En général, les outils de la qualité travaillent sur l’amélioration de la qualité du produit par une prise de décision intelligente, une amélioration de la conception et du processus et/ou une amélioration de l’efficacité opérationnelle de l’organisation. Ces outils devraient être considérés comme une boîte à outils dont l'organisation peut se servir pour résoudre un problème. De nouveaux outils sont souvent créés à partir de regroupement d’outils classiques avec « un nouvel emballage ». Ce paragraphe analyse les relations entre les trois outils QFD, FMEA et KCs expliqués précédemment, les limitations de chacun, les points communs entre eux ainsi que leurs différences. Ils sont trois approches de maîtrise de la qualité mais avec trois points de vue complémentaires sur la qualité (Figure 44) : l’aspect technique (qualité positive, satisfaction du client) avec QFD, l’aspect fiabilité (qualité négative, risques) avec FMEA et l’aspect gestion de variations (modélisation de produit et optimisation des caractéristiques) avec KCs.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 75 -
Vue fia
bili
té: qualit
é n
égative,
risqu
es
(FM
EA
)
Vue gestion de variations:
modélisation de produit et
optimisation des caractéristiques
(KC)
Figure 44. QFD, FMEA et KCs ; trois vues de la qualité.
Les limitations principales de l’approche QFD sont :
• C’est une approche qualitative. Les relations entre les QUOI et les COMMENT sont subjectivement qualifiées.
• Elle ne fait pas la différence entre les paramètres qui sont sensibles aux variations et ceux qui ne sont pas. Alors, c’est difficile de se concentrer sur la question de variation.
• La maison de la qualité se focalise seulement sur les exigences liées aux besoins du client. Les exigences liées aux variations, à la production et au coût ne sont pas incorporées facilement.
• Il est difficile de tracer entre les paramètres de processus et les besoins de client. La représentation peut être maladroite pour vérifier les erreurs.
De même, les limitations de l’approche FMEA sont :
• La quantification des F, G et D est subjective. De plus, elle associe la capacité de la conception avec celle de la détection des défauts. Si une défaillance est grave et elle est bien détectée, sa criticité sera petite.
• La traçabilité des défaillances du produit jusqu’aux pièces est difficile à formaliser et à exploiter. De plus, les actions qui contribuent à plusieurs modes de défaillance sont difficiles à identifier.
• Le tableau FMEA ne fait pas la différence entre les paramètres liés aux variations et ceux de la conception. En plus, il est inadapté à représenter les combinaisons entre les composants.
L’approche KCs, elle aussi, a des limitations :

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 76 -
• La formalisation et la quantification des relations entre les caractéristiques restent un point bloquant de l’approche KCs.
• L’utilisation de l’approche KCs est connue par un petit groupe, mais peu connue au niveau de l’organisation [Rezayat 2000].
• L’utilisation de l’approche KCs dépend de leur nombre et de leur présentation.
• Il n’y a pas de méthode précise pour identifier les caractéristiques qui ne peuvent pas être réalisées avec la capacité courant du processus de fabrication [Lee 1996].
Des études comparatives sont réalisées [Carallucci 2000], [Dean 1994], [Deming 1982], [Motwani 2001], [Thia 2005] pour analyser les différentes approches de maîtrise de la qualité. Pour résumer cette comparaison entre ces trois approches, les critères suivants sont adaptés : la rapidité d’implantation dans l’entreprise, la rapidité d’utilisation (mise en œuvre), la capacité d’améliorer la qualité, la capacité d’augmenter la satisfaction du client, la précision de la quantification des relations produit-processus-ressources, la traçabilité des relations produit-processus-ressources, la capacité à réduire le coût de la qualité et la capacité de réduire les défaillances. Les résultats de cette étude sont donnés dans le Tableau 5.
Approche Implantation Mise
en
œuvre
Améliorer
la qualité
Satisfaction
du client
Quantification Traçabilité Réduire
le coût
de la
qualité
Réduire les
défaillances
QFD ++ + + ++ - + - -
FMEA + + + + - - ++ ++
KCs - - - - ++ ++ + -
++ Bon, + Moyen, - Mauvais
Tableau 5. Analyse comparative des approches QFD, FMEA et KCs.
Nous pouvons résumer cette étude comparative des approches QFD, FMEA et KCs en commentant le tableau ci-dessus :
• QFD : cette approche est intéressante pour la satisfaction du client, mais elle est moins bien en termes de quantification, de réduction des coûts de la qualité et de réduction des défaillances. L’implantation et la mise en œuvre de QFD est plus facile que les deux autres approches.
• FMEA : bien que ce soit une bonne approche pour réduire les coûts de la qualité et les défaillances, l’implantation de cette approche est plus difficile que QFD. Comme QFD, l’approche FMEA est faible au niveau de la quantification des données et de la traçabilité des impacts de mesures de la qualité sur la qualité finale du produit.
• KCs : les avantages principaux de cette approche sont la possibilité de tracer les impacts des mesures et des variations au niveau pièces et processus sur le produit final ainsi que les quantifications mathématiques des relations entre les caractéristiques. Cette approche est difficile à implanter.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 77 -
Après cette discussion sur ces trois approches de la qualité, on va présenter dans les deux paragraphes suivants une proposition d’une approche conjointe QFD/FMEA et une approche, basée sur ce dernier, d’interopérabilité QFD/FMEA/KCs. Durant leur explication, on montre les rôles complémentaires de QFD, FMEA et KCs et comment cette démarche d’interopérabilité contribue à l’amélioration de la qualité.
2 Analyse conjointe QFD et FMEA via leurs informations Aujourd'hui, l'amélioration de la qualité fait partie des objectifs ambitieux pour le développement
des produits. Ce paragraphe étudie les interactions entre l’approche QFD et l’approche FMEA en mettant l'accent sur leurs informations communes en termes d'amélioration de la qualité. QFD est un outil important dans le développement des produits qui traduit les besoins des clients en spécifications du produit. FMEA est un outil de la qualité qui atténue les risques dès la phase de conception et avant qu'ils ne surviennent sur le produit final.
D’abord, une étude est menée sur les travaux trouvés dans la littérature qui abordent le sujet d’interactions QFD/FMEA ou qui utilisent ces deux approches ensemble dans un même cadre de maîtrise de la qualité. Une discussion sur les points de différence et les points communs de ces approches est présentée avant la description de notre approche conjointe QFD/FMEA proposée. Afin de bien comprendre l’approche conjointe, l’exemple d’un piston est présenté à la fin de ce paragraphe.
2.1 Interactions QFD/FMEA - état de l’art
Le concept de l’utilisation des approches QFD et FMEA ensemble a été déployé par plusieurs travaux de recherche. Slinger [Slinger 1992] fait valoir que QFD ajoute un accent sur les modes de défaillance qui sont prioritaires dans FMEA, en particulier dans les étapes en aval du cycle de développement du produit. Il fait valoir également que les mécanismes pour compléter la phase III ou IV de QFD est similaire au remplissage d’un tableau FMEA processus. Clausing [Clausing 1994] décrit comment, dans le cycle de développement du produit, une FMEA peut ajouter des détails utiles au processus QFD. Johnson [Johnson 1998] a utilisé la combinaison des QFD et FMEA pour l'analyse des risques de l'entreprise. Ginn [Ginn 1998] propose une méthodologie pour les interactions entre les deux approches QFD et FMEA et il met l'accent sur leurs caractéristiques communes. Il montre comment QFD et FMEA peuvent être formellement liées au sein d'un processus basé sur les activités de l’équipe en utilisant l’approche d'ingénierie des systèmes dans le cycle de développement du produit. La Figure 45 illustre les interactions entre QFD et FMEA dans un contexte d’ingénierie des systèmes. Cette figure montre comment les deux approches peuvent supporter mutuellement en parallèle pour améliorer la qualité du produit. Le lien essentiel à l'ingénierie des systèmes est la seconde étape des critères de la qualité (QC2) où QFD est la technique essentielle de la qualité soutenue par FMEA. Le scénario global dans cette figure illustre comment QFD et FMEA assistent au processus de planification et de prise de décision dans l’ensemble du cycle de vie du produit.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 78 -
Figure 45. Les interactions entre QFD et FMEA selon Ginn [Ginn 1998].
D'autres travaux de recherches ont intégré les approches QFD et FMEA afin de bénéficier de leurs informations pour soutenir le processus de la maîtrise de la qualité. Eubanks [Eubanks 1997] présente une approche FMEA avancé (Advanced FMEA) applicable aux premières étapes de la conception afin d'améliorer la qualité du cycle de vie du produit. La Figure 46 montre le diagramme du processus FMEA avancé. Ce processus commence par l’approche QFD pour identifier les besoins du client et les relier aux caractéristiques techniques qui sont responsables de la satisfaction du client et ensuite l’approche FMEA avancée prend le relais. Chin [Chin 2003] propose une approche hybride pour développer une pré-gamme de fabrication pour la qualité. Cette approche planifie la qualité du processus de fabrication par une combinaison entre QFD et FMEA dans cette phase.
Chao [Chao 2007] développe une méthode dite « error-proffing » pour éviter les erreurs graves de la conception. Cette méthode utilise QFD pour se focaliser sur les activités et les erreurs de la conception, ensuite elle effectue FMEA design pour les analyser. Les effets des erreurs de la conception dans chaque activité de conception sont considérés comme « effets locaux » dans le tableau FMEA et ils sont quantifiés en utilisant l’approche QFD. Almannai [Almannai 2008] développe un outil d’aide à la décision dans la phase de fabrication automobile. Cet outil soutient la gestion des activités face aux exigences technologiques et organisationnelles. Il utilise l’approche QFD pour identifier les alternatives de fabrication les plus appropriées, ensuite, il utilise l’approche FMEA pour identifier les risques associés à ces alternatives et les adresser aux phases d’implémentation dans le système de fabrication. La Figure 47 illustre le cadre de la prise de décision proposé.
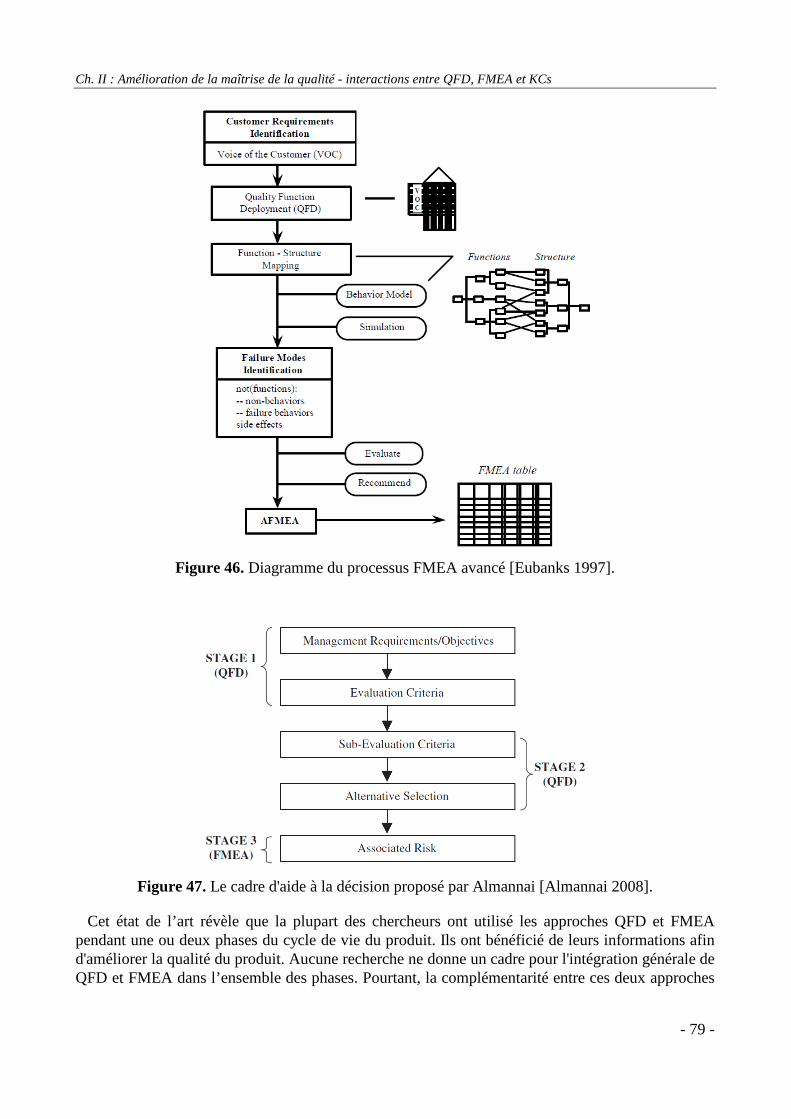
Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 79 -
Figure 46. Diagramme du processus FMEA avancé [Eubanks 1997].
Figure 47. Le cadre d'aide à la décision proposé par Almannai [Almannai 2008].
Cet état de l’art révèle que la plupart des chercheurs ont utilisé les approches QFD et FMEA pendant une ou deux phases du cycle de vie du produit. Ils ont bénéficié de leurs informations afin d'améliorer la qualité du produit. Aucune recherche ne donne un cadre pour l'intégration générale de QFD et FMEA dans l’ensemble des phases. Pourtant, la complémentarité entre ces deux approches
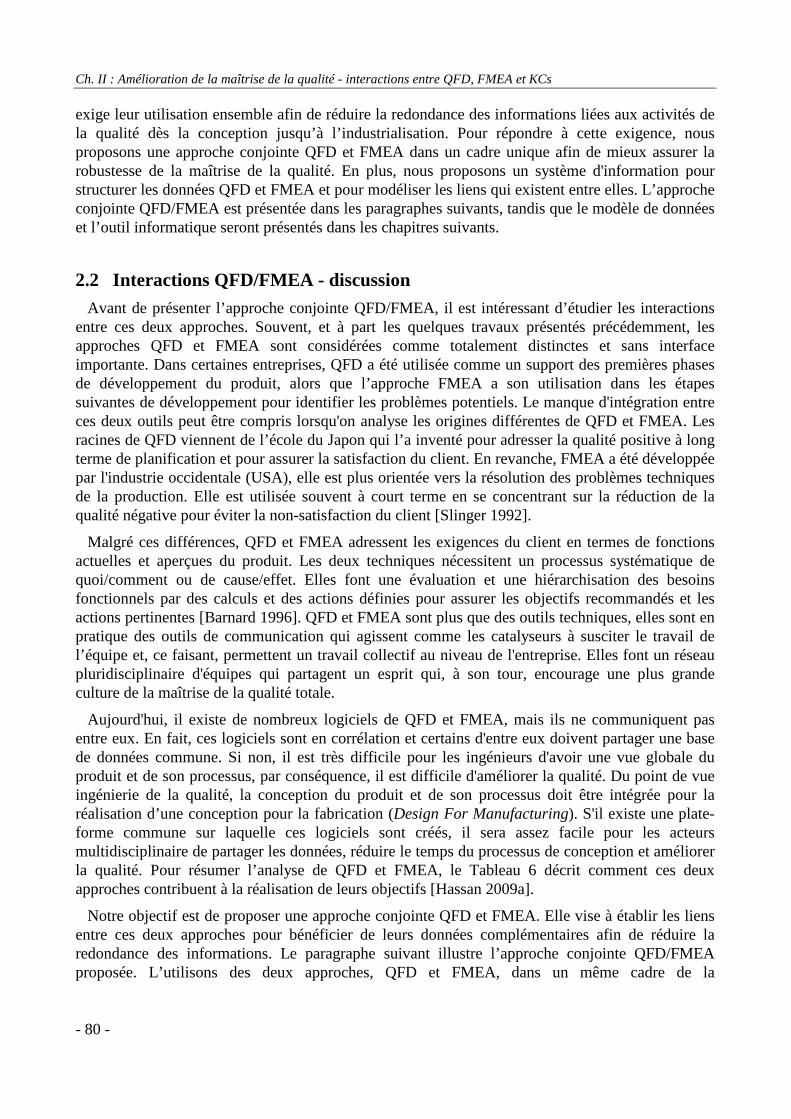
Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 80 -
exige leur utilisation ensemble afin de réduire la redondance des informations liées aux activités de la qualité dès la conception jusqu’à l’industrialisation. Pour répondre à cette exigence, nous proposons une approche conjointe QFD et FMEA dans un cadre unique afin de mieux assurer la robustesse de la maîtrise de la qualité. En plus, nous proposons un système d'information pour structurer les données QFD et FMEA et pour modéliser les liens qui existent entre elles. L’approche conjointe QFD/FMEA est présentée dans les paragraphes suivants, tandis que le modèle de données et l’outil informatique seront présentés dans les chapitres suivants.
2.2 Interactions QFD/FMEA - discussion
Avant de présenter l’approche conjointe QFD/FMEA, il est intéressant d’étudier les interactions entre ces deux approches. Souvent, et à part les quelques travaux présentés précédemment, les approches QFD et FMEA sont considérées comme totalement distinctes et sans interface importante. Dans certaines entreprises, QFD a été utilisée comme un support des premières phases de développement du produit, alors que l’approche FMEA a son utilisation dans les étapes suivantes de développement pour identifier les problèmes potentiels. Le manque d'intégration entre ces deux outils peut être compris lorsqu'on analyse les origines différentes de QFD et FMEA. Les racines de QFD viennent de l’école du Japon qui l’a inventé pour adresser la qualité positive à long terme de planification et pour assurer la satisfaction du client. En revanche, FMEA a été développée par l'industrie occidentale (USA), elle est plus orientée vers la résolution des problèmes techniques de la production. Elle est utilisée souvent à court terme en se concentrant sur la réduction de la qualité négative pour éviter la non-satisfaction du client [Slinger 1992].
Malgré ces différences, QFD et FMEA adressent les exigences du client en termes de fonctions actuelles et aperçues du produit. Les deux techniques nécessitent un processus systématique de quoi/comment ou de cause/effet. Elles font une évaluation et une hiérarchisation des besoins fonctionnels par des calculs et des actions définies pour assurer les objectifs recommandés et les actions pertinentes [Barnard 1996]. QFD et FMEA sont plus que des outils techniques, elles sont en pratique des outils de communication qui agissent comme les catalyseurs à susciter le travail de l’équipe et, ce faisant, permettent un travail collectif au niveau de l'entreprise. Elles font un réseau pluridisciplinaire d'équipes qui partagent un esprit qui, à son tour, encourage une plus grande culture de la maîtrise de la qualité totale.
Aujourd'hui, il existe de nombreux logiciels de QFD et FMEA, mais ils ne communiquent pas entre eux. En fait, ces logiciels sont en corrélation et certains d'entre eux doivent partager une base de données commune. Si non, il est très difficile pour les ingénieurs d'avoir une vue globale du produit et de son processus, par conséquence, il est difficile d'améliorer la qualité. Du point de vue ingénierie de la qualité, la conception du produit et de son processus doit être intégrée pour la réalisation d’une conception pour la fabrication (Design For Manufacturing). S'il existe une plate-forme commune sur laquelle ces logiciels sont créés, il sera assez facile pour les acteurs multidisciplinaire de partager les données, réduire le temps du processus de conception et améliorer la qualité. Pour résumer l’analyse de QFD et FMEA, le Tableau 6 décrit comment ces deux approches contribuent à la réalisation de leurs objectifs [Hassan 2009a].
Notre objectif est de proposer une approche conjointe QFD et FMEA. Elle vise à établir les liens entre ces deux approches pour bénéficier de leurs données complémentaires afin de réduire la redondance des informations. Le paragraphe suivant illustre l’approche conjointe QFD/FMEA proposée. L’utilisons des deux approches, QFD et FMEA, dans un même cadre de la

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 81 -
qualité soutient le travail des acteurs de développement du produit en identifiant les contributeurs les plus importants à la qualité du produit et en prévoyant les problèmes potentiels.
Approche Objectif Comment réaliser
QFD Identifier et prioriser les besoins du client Organiser les exigences du client
Etablir le classement d’importance des exigences selon le client
Déterminer les caractéristiques du produit qui répondent aux besoins du client
Etablir les caractéristiques techniques
Déterminer les valeurs cible pour mieux satisfaire les besoins du client
Déterminer les conflits entre les caractéristiques techniques
Déterminer les relations entre les caractéristiques techniques
Déterminer les valeurs cible des caractéristiques techniques et leur classement
FMEA Identifier les problèmes potentiels qui peuvent diminuer la qualité du produit ou la performance du processus
Identifier les modes de défaillance potentiels
Identifier les causes potentielles des défaillances
Identifier les effets potentiels des défaillances
Identifier le plan de contrôle du processus de conception et de fabrication
Evaluer l'état actuel de contrôle
Fournir un plan d’actions préventives et correctives
Tableau 6. Les étapes de la réalisation des objectifs QFD et FMEA.
2.3 Approche conjointe QFD/FMEA
QFD est un outil qualitatif de développement qui décrit les relations entre les exigences du client, les caractéristiques du produit, et les opérations de fabrication. FMEA vise à trouver les modes de défaillance potentiels au sein d'un produit ou d’un processus de fabrication. Comme nous avons mentionné ci-dessus, QFD et FMEA ont beaucoup de points communs en termes d'amélioration de la qualité. Les résultats de QFD aident l'équipe à identifier quelles sont les caractéristiques de la qualité du produit et les éléments du processus à analyser dans l’approche FMEA. Le couplage entre ces deux approches est censé aider à améliorer la fiabilité et la robustesse de la conception avec la satisfaction réelle du client. Le croisement des points de vue QFD et FMEA et le partage de

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 82 -
leurs informations complémentaires aident aussi à améliorer l’évaluation de la qualité du produit et de son processus. La prise de décision, suite à cette évaluation, se manifeste dans le choix des solutions techniques, des ressources de fabrication, des contrôles de la qualité, etc. La Figure 48 montre notre proposition d’une approche de couplage QFD/FMEA [Hassan 2008a].
Les nombres entourés par des cercles représentent l'ordre dans lequel cette démarche doit être effectuée. Dans chaque étape, les éléments QFD sont utilisés comme entrées pour les différents types de FMEA; phase I avec FMEA système, phase II avec FMEA design et phase III et IV avec FMEA processus. Les liens de style uni (trait continu) sont plus forts (liens directs) que les liens de style tirets (trait discontinu). La démarche commence par QFD phase I en identifiant les exigences du client et en faisant les liens entre celles-ci et les exigences de la conception. Les données de cette étape sont transférées à la deuxième étape afin de réaliser le FMEA système (produit) qui analyse les problèmes potentiels liés à la conception du produit (a).
Les résultats de QFD phase I sont utilisés comme entrées de FMEA à l'étape suivante. Le mode de défaillance du système est lié à une fonction non-conforme (c'est-à-dire l'insatisfaction du client) (b). Le poids d’importance de chaque besoin du client est quantifié d’une manière subjective dans la phase QFD, cette valeur est analogue à la gravité (S) de l'effet du mode de défaillance (c). Cette analogie rend l’évaluation des besoins du client et des effets plus fiable en assurant la prise en compte des besoins du client (qualité positive) et les risques (qualité négative).
L’approche QFD/FMEA recommande une échelle de notation allant de 1 à 9 pour quantifier la gravité à partir du poids d’importance relatif. La gravité est égale au poids relatif normalisé contre le poids maximal et multiplié par 9, le résultat est estimé à la valeur entière la plus proche :
9)/( max ×= iii wwS
Équation 1. La gravité dans FMEA en fonction des poids du QFD.
Tel que :
iS : la gravité de l’effet qui est lié à ièmei COMMENT non-conforme,
iw : le poids normalisé de ièmei COMMENT dans la matrice QFD,
maxiw : le poids maximal normalisé de COMMENT dans la matrice QFD.
Tandis que les effets dans les différents types FMEA font référence à des problèmes sur les fonctions principales du système, les valeurs de la gravité de mêmes effets sont transférées entre les tableaux FMEA. Une fois les gravités sont définies dans le tableau FMEA système, elles pourraient être utilisées dans les autres tableaux FMEA.
Lors de la mise en œuvre de FMEA système, on analyse les problèmes qui sont liées aux exigences de la conception dans QFD phase I. Pour trouver les causes d'un mode de défaillance (QUOI), on cherche les exigences de la conception liées à celui-ci (d). Ces exigences font parties des COMMENT dans la matrice QFD correspondante. Lorsque les deux approches sont exécutées en parallèle avec un peu d'avance sur QFD, les données de FMEA pourraient être utilisées comme un feed-back pour vérifier les données de QFD (lien (d) en retour vers QFD). Les actions recommandées dans l’approche FMEA sont identifiées afin de réduire la fréquence de causes, donc les exigences de la conception sont utiles pour déterminer la direction de ces actions (e).

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 83 -
Custo
mer
Requirem
ents
Design Target
Values
Phase I
Critical Parts
Characteristics
Desig
n
Requirem
ents
Parts Target
Values
Phase II
Phase III
Phase IV
Hows
Whats
Weig
hts
System FMEA
Weig
hts
Design FMEA
Critical Process
Parameters
Critical P
art
s
Chara
cte
ristics
Process Target
Values
Weig
hts
Process FMEA
Process Control
Characteristics
Critical P
rocess
Para
mete
rs
Process Control
Target Values
Weig
hts
1
2
3
4
5
6
7
QFD FMEA
Design
Requirements
Item Function Failure mode Cause Effect Detection O D S RPN Action
The problem Problem on
System parts
Problem on System
functions
Item Function Failure mode Cause Effect Detection O D S RPN Action
Problem on a
part Related to the
design
The effects from System FMEA with
better definition
Item Function Failure mode Cause Effect Detection O D S RPN Action
The causes of the problem
from the Design FMEA
Related to the manufacturing
process
The same effect as the
Design FMEA
×wi Wi analogue à S
Quelles sont les fonctions et
les mode de défaillance
Quelles sont les causes
Véri
ficatio
n d
e H
ow
s
Déterminer la direction des actions
(d)
(a) (b)
(e)
(c)
Figure 48. L’approche conjointe QFD/FMEA.
La même logique est appliquée pour les étapes suivantes de l’approche conjointe QFD/FMEA. À l'étape 3, les exigences de la conception sont liées aux caractéristiques critiques des pièces dans

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 84 -
QFD phase II, tandis que les causes dans FMEA design sont dérivées des modes de FMEA système. Le flux de données entre les deux phases I et II est cohérent avec celui du FMEA système et design. Autrement dit, cette approche conjointe aide à garder la trace du flux de données entre les phases QFD, les types FMEA et entre QFD et FMEA.
Après l’évaluation des solutions techniques et des actions recommandées dans QFD et FMEA, une prise de décision peut être faite en vue d’augmenter la satisfaction du client et de diminuer les risques associés au produit. L’approche conjointe QFD/FMEA permet d’analyser les impacts des choix pris à chaque étape grâce à ces relations réciproques établisses entre ces deux approches.
Les avantages de l’approche conjointe QFD/FMEA peuvent être résumés par :
1. Maintenir l'intégrité des données. QFD aide à identifier quels sont les éléments du système à analyser dans FMEA.
2. Faciliter la tâche de l’évaluation de la qualité par la mise en œuvre conjointe des approches QFD et FMEA en parallèle et de les lier ensemble durant le processus de développement du produit.
3. Bénéficier de la cohérence et de la complémentarité des données et réduire la redondance des informations.
4. Améliorer la fiabilité et la robustesse de conception et les relier aux besoins du client.
5. Améliorer le processus de développement continu et garder trace des changements de ce processus. Ces changements sont résultats des évaluations/prises de décision durant le processus de développement.
6. Améliorer le processus de prise de la décision pour trouver des solutions plus compromises.
7. Réduire la tendance subjective de l’évaluation des poids d’importance, des valeurs cible, des gravités, des fréquences et des indices de détection.
Les résultats de cette approche proposée peuvent aider à sélectionner des alternatives de conception et de fabrication qui répondent aux exigences de la qualité demandées. Ils fournissent également une documentation historique qui peut être une référence de la qualité du produit, et qui peut aider ensuite à l'analyse et à l'examen de la conception des produit similaires.
2.4 Exemple illustratif - un robot cartésien
Pour illustrer l’approche conjointe QFD/FMEA, une étude, non exhaustive, est menée sur le robot cartésien présenté dans le paragraphe 1.4. Mettant en œuvre la première étape de l’approche QFD/FMEA, la matrice QFD phase I est déployée pour se concentrer sur les exigences du client du robot et de les traduire en exigences de conception du système. Ensuite, l’analyse FMEA système est réalisée, puis l’approche conjointe QFD/FMEA proposée est suivi étape par étape. La Figure 49 montre une partie des matrices QFD phase I et II et les tableaux FMEA système et design correspondants. La même figure montre les relations entre ces deux approches en flèches en tirets. Elle illustre également comment utiliser les informations communes et comment garder trace du flux de données entre les différentes phases de l’approche conjointe. Il faut signaler que les chiffres figurant dans cette étude sont des chiffres illustratifs.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 85 -
Item Function Failure mode
Cause Effect O D S RPN Action
Accuracy High
accuracy Low
accuracy
Power transmission system not accurate
Low precision 3 2 5 30 …
Repeatability High
reliability Bad
repeatability Variation of
motor Low
performance 4 1 9 36
Design requirements (1) weak (5) medium (9) strong
Customer requirements
Customer weight
Accuracy Repeatability Control system …
Be user friend 7.1 9 High reliability 23.7 5 9 High accuracy 14.2 9 5
… Relative weight 14.8 41.9 9.1 …
Item Function Failure mode Cause Effect O D S RPN Action
Be user friend
Not user friend
Control system interface not user
friend Difficult to use 3 2 3 18 …
High reliability
Low reliability
Bad repeatability Low
performance 4 2 9 72
Low accuracy Low precision 4 2 5 40
Robot cartésien
High accuracy
Low accuracy Bad repeatability Low precision 3 1 5 15
Part characteristics (1) weak (5) medium (9) strong
Design requirements
Design weight
Motor type Sensor Power transmission
system
…
Accuracy 15.1 9 5 9 Repeatability 42.8 9 9
Control system 9.3 9 9 …
Relative weight 17.8 5.4 16.7 …
3 ≈ 7.1/23.7×9
Phase I QFD
Phase II QFD
System FMEA
Design FMEA
(a) (b)
(c)
Figure 49. Les matrices QFD phase I et II et les tableaux FMEA système et design d’un robot cartésien et leurs interactions.
Les modes de défaillance dans FMEA sont dérivés des QUOI de la matrice QFD (a). Par exemple, un problème sur la précision du robot (accuracy) dans QFD engendre un mode de défaillance dans FMEA : faible précision (low accuracy). De plus, les poids relatifs des besoins du client sont utilisés dans l’approche QFD/FMEA pour déterminer la gravité des modes de défaillance (b). Par exemple, la gravité de l’effet « difficile à utiliser » (difficult to use) est 3, elle a été trouvée en divisant le poids (7.1) de l’exigence « convivial » (user friend) par le poids maximum (23.7) et en multipliant par 9. Cela rend l’évaluation plus conséquente entre les plusieurs étapes de la conception et de la fabrication.
Les COMMENT de la matrice QFD sont utiles pour déterminer les causes de la défaillance, ainsi que les directions des actions recommandées. Lorsque l'on examine les causes du problème, les acteurs se concentrent sur les COMMENT pour savoir lequel d'entre eux pourrait être la cause (c). Dans notre exemple, le système de transmission de puissance est un COMMENT de la matrice

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 86 -
QFD phase II, qui est lié également à la cause « système de transmission de puissance n’est pas précis » (power transmission system not accurate) du mode de défaillance « faible précision ».
La prise de décision lors du choix de ce système, par exemple, impacte directement cette exigence de conception. Donc, grâce à ces relations, nous pouvons tracer les impacts des décisions prise dans FMEA sur les fonctions techniques ou sur leurs valeurs cibles dans QFD, et changer peut être les critères de choix des solutions.
2.5 Modèle de données QFD/FMEA
Un modèle de données est proposé afin de structurer les informations manipulées dans les approches QFD et FMEA et de modéliser notre proposition d’approche conjointe QFD/FMEA. Ce modèle est présenté sous forme d’un diagramme de classes UML, il est illustré dans la Figure 50. Il est décomposé principalement en deux éléments : le modèle QFD et le modèle FMEA.
2.5.1 Le modèle QFD
La classe QFD représente les quatre phases de l’approche QFD. Cette approche analyse le produit (la classe Product) qui peut être décomposé en pièces. Le produit a des fonctions (l’attribut prodFunctions). Les COMMENT de la matrice QFD sont représentés par la classe How. Les attributs principaux de cette classe sont les poids (weight) et les valeurs cibles (targetValue) des COMMENT. La classe What modélise les QUOI dans la matrice QFD. Les relations entre les COMMENT sont représentées par la classe d’association CorrelationMatrix. Les relations entre QUOI et COMMENT sont modélisées par la classe d’association RelationMatrix.
2.5.2 Le modèle FMEA
Ce modèle a été élaboré afin de supporter le processus de réalisation du FMEA à partir de son tableau. Les tableaux des différents types du FMEA sont identiques malgré les différences de leurs objectifs. Tous ces tableaux présentent les concepts de mode de défaillance, de cause, d’effet, de détection et d’action [Hassan 2007].
La classe FMEA représente le tableau FMEA qui est composé des modes de défaillances (la classe Mode). La classe Mode a comme attribut l’indice RPN pour évaluer la priorité du risque. Chaque mode de défaillance est généré par un ou plusieurs causes (la classe Cause), il génère aussi des effets (la classe Effect). La classe Mode est liée à la classe What (a) qui représente le QUOI dans le modèle QFD. La classe Cause a l’attribut occurrence qui représente la fréquence d’apparition de la cause. Cette classe est dérivée de la classe How (b) qui représente le COMMENT dans le modèle QFD. Les liens (a) et (b) modélisent les relations entre QFD et FMEA dans l’approche conjointe proposé. La classe Effect a l’attribut severity pour représenter la gravité de l’effet.
La détection d’un mode de défaillance est représentée par la classe Detection. Elle a comme attribut l’indice de détection (detectionIndex). Pour les modes de défaillance qui ont un RPN élevé, des actions doivent mise en place. Ces actions sont représentées par la classe Action.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 87 -
Figure 50. Diagramme de classes QFD/FMEA.
2.6 Implémentation d’une interface du modèle QFD/FMEA
L’objectif de cette implémentation est de valider la modélisation proposée ci-dessus ainsi que l’approche conjointe QFD/FMEA. Elle a également pour objectif de proposer une interface simple d’emploi permettant un passage simple entre les deux approches QFD et FMEA. Cette interface fait partie de notre démonstrateur global. Un mode d’emploi plus conséquent de ce démonstrateur est disponible en Annexe I.
L’interface développée aide l’utilisateur à mener une analyse conjointe QFD/FMEA et à gérer les données liées à cette analyse d’une manière cohérente. Cette interface est illustrée pour l’exemple du robot cartésien expliqué ci-dessus. La fenêtre principale contient plusieurs onglets, la Figure 51

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 88 -
illustre l’onglet de la phase I qui permet la saisie des informations nécessaires à l’analyse QFD phase I et FMEA système.
3
1
2
Figure 51. Interfaces de l'analyse conjointe QFD/FMEA.
1. La fenêtre � permet de saisir les COMMENT dans la matrice QFD phase I avec les poids de chacun ainsi que la matrice de relations entre les QUOI et les COMMENT. Les QUOI sont remplis automatiquement par le logiciel car ils sont transportés de la description du produit dans l’onglet « Product Definition ». Une fois cette matrice est remplie, l’utilisateur peut la valider.
2. Après la validation de la matrice QFD, on passe à l’analyse FMEA correspondante. Le tableau FMEA est pré-rempli à l’aide des données QFD (la fenêtre �). Ce couplage garantit la cohérence du flux des données et nous aide à mener une analyse plus cohérente. Il respecte bien les relations entre QFD et FMEA déjà expliquées dans l’approche conjointe.
3. Pour terminer l’analyse de cette phase, le tableau FMEA doit être complété. La fenêtre � illustre ce tableau pour notre exemple de robot cartésien. L’utilisateur peut vérifier le tableau FMEA et le modifier (notamment la saisie des indices O, D et S). Une fois, le tableau FMEA terminé, il peut être validé.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 89 -
Le fait que la matrice QFD et le tableau FMEA soient dans la même fenêtre rend l’analyse plus facile et plus précise.
3 Interopérabilité des démarches QFD, FMEA et KCs Après la proposition d’une approche conjointe QFD/FMEA via leurs informations manipulées,
nous proposons ici une extension de cette approche en y introduisant les caractéristiques clés (KCs) dans le but de construire une plate-forme commune de la qualité. L’approche KCs représente la dynamique du système et les combinaisons de ses pièces. Elle peut enrichir l'analyse en introduisant les dépendances entre les modes de défaillance ainsi que les effets d'une action recommandée à plusieurs modes. L’étude de l’interopérabilité des démarches QFD, FMEA et KCs permet de mieux comprendre comment ils inter-opèrent ensemble et de passer d’une approche à l’autre tout en assurant l’homogénéité et la cohérence des données de la qualité du produit. Nous monterons également comment l’interopérabilité apporte plus de robustesse à l’analyse de la qualité.
Les approches QFD, FMEA et KCs sont des approches de maîtrise de la qualité, elles accompagnent le produit dans les étapes de son cycle de vie dès la conception préliminaire jusqu’à la fabrication. Précédemment, on a présenté les phases de QFD, les types de FMEA et les types de KCs. Pour avoir une vue plus globale sur l’ensemble des étapes de ces approches dans le cycle de vie du produit, la Figure 52 montre la place de chaque approche dans un cycle de vie simplifié.
Requirements Definition
Conceptual product design
Detailed product design
Conceptual process planning
Detailed Process planning Manufacturing
Service and Support
QFD phase I
Product FMEA
Product KCs
QFD phase II
Design FMEA
Part KCs & Creat KC flowdown
QFD phase III
Process FMEA
Process KCs & Complete KC
flowdown
QFD phase IV
Process FMEA
Evaluation of robustness,
cost…
Recycling
Figure 52. Les approches QFD, FMEA et KCs dans le cycle de vie du produit.
3.1 Définitions
Il existe de plusieurs définitions d'interopérabilité :
• L’aptitude des systèmes à pouvoir travailler ensemble sans effort particulier pour les utilisateurs de ces systèmes [Konstantas 2005].
• La capacité des entreprises – hors intervenants humains – à supporter, de manière transparente pour les utilisateurs, les contraintes et conséquences des besoins d’intégration [Touzi 2007].
• La capacité de communiquer avec des systèmes pairs et d’accès à leur fonctionnalité [Vernadat 1996].
• La capacité de deux ou plusieurs systèmes ou composants d’échanger des informations et d’utiliser ces informations [IEEE 1990].
Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 90 -
3.2 Etat de l’art
Pour améliorer la fiabilité et la robustesse des produits, de nombreuses recherches ont étudié les approches de la qualité et comment bénéficier de leurs interactions au cours du processus de développement du produit. Pour Thornton, une façon d’améliorer la qualité du produit est via la réduction des variations. Elle présente un modèle mathématique capable d'optimiser l'allocation des ressources de variations pour un produit complexe. Ce modèle est basé sur l’utilisation de l’approche KCs pour modéliser le produit. L’équipe commence à identifier la/les zone(s) de variations, ensuite elle effectue l’analyse FMEA pour chercher et identifier les contributeurs au problème. Quelques-uns des contributeurs sont soumis à des efforts d'amélioration : l'évolution des paramètres de processus, la modernisation des machines, la maintenance des machines, la mise en œuvre des processus standards et la formation des employés [Thornton 2000].
Tang a proposé une approche systématique pour supporter la maîtrise de la qualité à partir de la décomposition, la transformation, l’optimisation, la validation et la surveillance des caractéristiques de la qualité durant le processus de développement du produit. Il a mis en avant un modèle de processus combiné avec des outils de la qualité pour décomposer et transformer les caractéristiques de la qualité. La Figure 53 illustre ce modèle et les relations entre les outils de la qualité. En contrôlant les caractéristiques de la qualité décomposées à chaque niveau structurel du produit, la perte de la qualité à chaque cycle peut être minimisée et la qualité du processus de développement du produit peut être contrôlée [Tang 2007b].
Le terme d’interopérabilité est peu abordé dans la littérature pour ce domaine d’application. Dans ce cadre, on cite les travaux de Martin et de son équipe [Martin 1999]. Son travail est centré sur la mise en évidence des relations entre les approches de maîtrise de la qualité (pour lui elles sont aussi des méthodes de conception) pour l’amélioration du processus de conception. C’est pourquoi il a étudié l’inter-opérativité des approches AF (Analyse Fonctionnelle), QFD et FMEA. Il propose une démarche qualité dans laquelle ces trois approches sont intégrées, la Figure 54 montre cette démarche. Avec trois points de vue différents, ces trois approches de conception peuvent s’appeler complémentaires, parce que même si les objectifs sont très différents, on peut les appliquer avec un intérêt commun, qui est celui d’améliorer la conception en diminuant le temps entre l’idée d’un produit et sa réalisation physique.
Après avoir présenté ces travaux de recherche, nous pouvons constater qu’ils utilisent des différentes approches de maîtrise de la qualité dans plusieurs étapes de cycle de vie du produit afin d’améliorer sa qualité. Chaque approche de la qualité utilisée intervient à une phase de la démarche proposée, mais les interactions et les échanges des données durant les démarches de ces approches de la qualité ne sont pas analysés. Il manque une vue plus globale sur l’ensemble des activités d’exécution de ces approches. En ce qui nous concerne, les approches QFD, FMEA et KCs ne sont pas étudiées ensemble et aucune proposition n’a jamais été faite sur leur interopérabilité. Notre étude vise à analyser cette interopérabilité dans le but de bénéficier de leur complémentarité afin de fournir des indicateurs d’évaluation robustes et cohérents. Ces indicateurs participent au contrôle du processus de développement du produit, ils assurent une prise de décision plus conséquente. Ensuite, nous nous basons sur cette approche d’interopérabilité pour proposer un modèle de données modélisant les relations entre QFD, FMEA et KCs et développer un outil informatique d’aide à la décision basé sur ce modèle.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 91 -
Figure 53. Le processus de la décomposition des caractéristiques de la qualité basé sur les outils de la qualité [Tang 2007b].

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 92 -
Figure 54. Intégration de l’AF, le QFD et le FMEA dans une démarche qualité [Martin 1999].
3.3 Approche d’interopérabilité des démarches QFD, FMEA et KCs
De point de vue ingénierie de la qualité, un outil de la qualité ne devrait pas normalement être utilisé d’une façon isolée, mais il devrait être une partie intégrante du processus d'amélioration continu. En se référant à la Figure 34 dans le chapitre précédent, les outils QFD, FMEA et KCs supportent les activités de maîtrise de la qualité dans les différentes phases de cycle de vie du produit. Le rôle général de chaque outil est d’évaluer la performance du produit et de retourner des indicateurs liés à celle-ci afin de permettre à l’équipe de prendre une décision et des mesures pour améliorer la qualité du produit et minimiser son coût. Chaque outil de maîtrise de la qualité se concentre sur un aspect concret du processus de conception et/ou de fabrication. Mais, ne serait-il pas mieux de pouvoir profiter de l’interaction entre ces outils pour améliorer plusieurs aspects en même temps, pour profiter de leurs données communes et complémentaires et pour assurer la cohérence de leurs indicateurs/résultats ?
Pour aborder ces problématiques, les relations entre les démarches QFD, FMEA et KCs sont analysées. Nous cherchons également à démontrer l'utilité de cette analyse pour éviter des répétitions de tâches, coûteuses en temps, provoquées par une dissociation complète des outils et des résultats que ceux-ci sont susceptibles de fournir. En plus, nous visons à mettre en évidence que l'intégration des différents outils dans un seul cadre est plus efficace en termes de complétude des informations générées et recueillies que l'addition des résultats issus des outils pris séparément [Gomes 1999]. Cela permet d’identifier rapidement la nature des données susceptibles de servir à l’enchaînement des approches entre elles pour permettre la réalisation d’une plateforme de travail multi méthodologique capable de fournir des indicateurs de la qualité cohérents et robustes.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 93 -
L’interopérabilité des démarches QFD, FMEA et KCs est illustrée en utilisant le diagramme d’activités dans la Figure 55 [Hassan 2009b]. Dans cette figure, on peut voir notre proposition sur les interactions entre les activités et les informations de ces trois démarches et exploiter comment elles peuvent inter-opérer en parallèle.
Define &
prioritize
‘’ Whats’’
Customer needs
Formalize product
KCs and their
conditions
Formalize part/
process KCs and
their conditions
[OK]
[Not OK]
Creat the KC
flowdown
Complete the KC
flowdown
Evaluate the respect of
product specifications,
the cost, ...
Determine
potential failure
modes
Determine the effects
of each failure modes
Determine the
causes of each
failure
List current
control process
Find severity
rankingFind detectebility
ranking
Calculate RPN
Find
probability
ranking
Correction
required?
Recommended
corrective action
Modification
[Modification data]
[Yes]
[FMEA Report]
[No]
Define technical
spécifications
‘’Hows’’
Determine
relationship matrix
(Whats vs. Hows)
Determine
correlation matrix
(Hows vs. Hows)
Define the target
values of Hows
Calculate
importance
ratings of Hows
Analyse and
finalise the
matrix
Re-evaluate
Verify
FMEA QFD
KC relation : CharacteristicRelation
KCs
Formalize
assembly KCs and
their conditions
bottom up
exploitation
(a)
(b)
(b’)
(f)
(f’)
(e)
(g)
(c)
(d)
(h’)
(h)
Figure 55. Interopérabilité des démarches QFD, FMEA et KCs.
La structure de QFD est appropriée pour intégrer d'autres principes et approches, où la voix du client guide sélectivement les efforts d'éliminer la perte et favorise l'amélioration continue. À cause de la flexibilité de QFD, elle a été combinée avec d'autres techniques et outils; cela donne un crédit à l'utilisation de QFD comme un mécanisme systématique qui a un bon retour d’investissement sur l’amélioration de la qualité pour une organisation. Les arguments ci-dessus soutiennent l'utilisation du QFD comme le centre qui pourrait nouer les relations avec FMEA et KCs et illustrer leurs activités dans le cycle de vie du produit.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 94 -
Les trois approches sont réalisées en parallèle, mais avec un peu d’avance de l’approche QFD. Dans cette démarche, QFD est le centre du cadre qui englobe ces trois approches et qui supporte le management des activités de l’équipe multidisciplinaire. Cette plateforme synchronise les communications entre ces démarches pour supporter la gestion des activités de la qualité ainsi que la manipulation des données liées à la qualité.
Le point de départ pour la conception est l’identification des besoins du client. Ensuite, ses besoins sont traduits en spécifications techniques quantifiables en accomplissant l’approche QFD phase I. Les COMMENT dans cette phase sont liés aux caractéristiques du produit, en plus la matrice QFD permet d’établir les liens entre les besoins du client (QUOI) et les caractéristiques du produit.
• Les QUOI dans QFD aident l’équipe à identifier quels sont les problèmes potentiels du système, ce sont les modes de défaillance au niveau FMEA système (a).
• En effectuant l’approche FMEA, les causes sont cherchées dans les COMMENT de QFD (b).
• L’exécution des deux démarches en parallèle, les causes des modes de défaillance peuvent aider, à ce stade, à vérifier les relations entre QUOI et COMMENT (b’).
• Les poids de QUOI sont quantifiés d’une manière subjective dans la matrice QFD ; ces valeurs sont analogues aux gravités des effets dans le tableau FMEA (f).
• L’indice RPN dans FMEA peut être utilisé pour réévaluer les valeurs cible et les importances des COMMENT afin de maintenir une homogénéité du flux de données à travers les prochaines étapes de FMEA et QFD (f’).
Pour résumer l’interopérabilité de ces deux démarches, on peut dire que l’analyse FMEA s’enchaîne après le début QFD alors que le FMEA aide à vérifier et à compléter la matrice QFD.
Dans l’approche FMEA, des actions sont recommandées pour contrôler des caractéristiques et de processus de fabrication. Ces informations sont indispensables pour compléter le KC Flowdown. En revanche, l’exploitation ascendante (bottom up) de KC Flowdown permet de tracer entre les caractéristiques du produit, des pièces et du processus et d’identifier où et comment un changement ou une action sur un processus de fabrication impacte la qualité du produit (e).
Au plus haut niveau, les KCs peuvent être interprétés en tant que besoins du client qui sont traduits en spécifications techniques pour la conception du produit.
• Pour identifier les KCs, l’approche QFD est utilisée pour capturer les relations entre les besoins du client et les spécifications du produit (g). Elle fournit des informations sur les caractéristiques intéressantes (KCs) et leurs conditions.
• Par conséquent, l'équipe de conception formalise les KCs, fixe les conditions admissibles et commence à créer le KC Flowdown (c).
• Au cours de la construction du KC Flowdown et de leurs conditions, les informations de QFD sont consultées pour compléter la construction (d).

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 95 -
• Lors de la détermination des relations dans la matrice QFD, le KC Flowdown peut être complété en reliant les caractéristiques du produit aux caractéristiques des pièces et aux caractéristiques du processus (h).
• La traçabilité entre les caractéristiques des pièces et les caractéristiques du produit dans KC Flowdown est nécessaire pour vérifier les relations dans la matrice QFD, alors que les conditions de KCs contribuent à la définition des valeurs cible et des niveaux de précision dans la matrice QFD (h’).
L’approche KCs apporte l’avantage de vérifier les interrelations entre les QUOI et les COMMENT dans l’approche QFD et entre les modes et les causes dans l’approche FMEA. Dans l’application de notre méthodologie, le déploiement de l’approche KCs restreint dans l’exploitation ascendante des relations entre les KCs pour assurer la bonne quantification dans QFD et FMEA et les rendre moins subjectives.
3.4 Exemple illustratif - un robot cartésien
Pour illustrer l’interopérabilité des démarches QFD, FMEA et KCs, un besoin du client du robot cartésien est étudié. La Figure 56 montre le QFD phase I, le FMEA système et le KC Flowdown de ce robot. La haute précision du robot (high accuracy) est une des caractéristiques de plus haut niveau qui est un besoin du client. Ce besoin est lié à la caractéristique du produit « précision » (accuracy). Ce QUOI est utilisé pour identifier les modes de défaillance dans le tableau FMEA et les caractéristique du produit dans KC Flowdown (a). Plusieurs caractéristiques de conception influencent la précision du robot. Parmi celles sont le système de transmission de puissance, les capteurs et le type du moteur. Ces COMMENT dans la matrice QFD aident à identifier les causes de défaillance dans le tableau FMEA (b) et les caractéristiques des sous-systèmes dans KC Flowdown (c). Par exemple, prenons le mode de défaillance « la précision est faible », une des causes est le système de transmission de puissance qui a une forte relation avec cette caractéristique du robot dans la matrice QFD.
L'exploration ascendante de KC Flowdown conduit à la vérification de la justesse de la quantification dans la matrice QFD (d). Une fois les relations objectivement quantifiées entre les caractéristiques des sous-systèmes, les caractéristiques du produit et les exigences du client dans KC Flowdown pourraient aider à faire une quantification QFD moins subjective. Même si cet exemple ne montre que deux niveaux de la structure du produit, cette logique est valable pour tous les niveaux de KC Flowdown avec les matrices QFD. Cette interopérabilité améliore l’évaluation des différentes caractéristiques dans QFD et KCs, et elle aide à la prise de décision lors du choix des solutions techniques ou des plans de contrôle.
Dans le tableau FMEA, nous identifions quelles caractéristiques doivent être contrôlées et les causes potentielles des problèmes de la qualité. La traçabilité entre les caractéristiques de sous-systèmes et les exigences du client via les caractéristiques du produit est nécessaire pour identifier l'impact des actions FMEA. Cette traçabilité aide à la prise de décision du plan d’actions et à évaluer comment les changements dans les processus peuvent impacter la qualité du produit (e). Par exemple, une action sur « le système de transmission de puissance » est recommandée dans le tableau FMEA pour éliminer la cause du mode de défaillance (il s’agit d’utiliser un système vis à billes). Pour connaître l'impact de cette action sur les exigences du client (c'est-à-dire sur la qualité finale du produit), le KC Flowdown est consulté pour retrouver ses effets.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 96 -
Part characteristics (1) weak (5) medium (9) strong
Design requirements
Customer weight
Motor type Sensor
Power transmission
system
…
Accuracy 15.1 9 5 9 …
Relative weight …
Item Function Failure mode Cause Effect O D S RPN Action
Robot cartésien High accuracy Low accuracy
Power
transmission
system not
accurate
Low precision
Use ball
screw system
…
High
accuracy
RepeatabilityAccuracy
Sensor
Power
transmission
system
Motor type
Customer
requirements
Product-KCs
Subsystem-KCs
QFD phase II
(vue technique,
satisfaction de client)
Design FMEA
(vue fiabilité, risques)
KC Flowdown
(vue gestion de variation,
conception robuste)
Identifier les sous-
système-KCs
Identifier les
modes de
défaillanceIdentifier les
causes
Identifier les
KCs à contrôler
et explorer les
effets sur les
autres KCs
Exploitation
ascendante des
relations entre KCs
pour vérifier les
quantifications
QFD
(a) (b)
(c)
(d)
(e)
Figure 56. Interopérabilité entre QFD, FMEA et KCs pour un robot cartésien.
3.5 Modèle de données QFD/FMEA/KCs
Ce modèle de données est proposé afin de structurer les informations manipulées et échangées dans l’approche d’interopérabilité QFD/FMEA/KCs. Il est basé sur le modèle de données QFD/FMEA présenté auparavant en ajoutant le modèle KCs et ses relations avec le modèle QFD/FMEA. La Figure 57 illustre le diagramme de classes UML du modèle QFD/FMEA/KCs.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 97 -
-prodFunctions
Product
-type
FMEA
1
*
-name
-RPN
Mode
-name
-severity
Effect
1 *
generates-name
-occurance
Cause
* 1
isGeneratedBy
-description
Action
<HighRPN>
-name
-detectionIndex
Detection
1
1modeDetection
1
1
-phase
-analysedProduct
QFD
-weight
What-weight
-targetValue
How
-weight
RelationMatrix
1
*
1
*
relatedTo
*
parts
FMEA
model
QFD
model
-weight
CorrelationMatrix
analyse
(b)
(a)
-id
-name
-standardDeviation
Characteristic -type
-rule
-mathematicalExpression
CharacteristicRelation
relatedTo
1
*appliedOn
KC
model(c) (d)
1
*
(e)
1
*
Figure 57. Diagramme de classes QFD/FMEA/KCs.
Toutes les caractéristiques sont des spécialisations de la classe Charateristic qui représente une caractéristique générique. Selon notre proposition d’interopérabilité, cette classe est dérivée de la classe How (c) dans le modèle QFD.
La classe CharacteristicRelation est une classe d’association entre la classe Characteristic qui représente elle-même une relation générique entre les KCs. Cette classe est liée à la classe RelationMatrix (d) dans le modèle QFD, ce qui est expliqué dans l’analyse d’interopérabilité QFD/FMEA/KCs. Les actions mise en place dans l’approche FMEA sont appliquées sur des caractéristiques, ce qui est représenté par la relation (e).
3.6 Implémentation du modèle QFD/FMEA/KCs
Le concept de KCs a été implémenté dans notre maquette informatique de maîtrise de la qualité. C’est une implémentation du modèle de données QFD/FMEA/KCs expliqué ci-dessus. Dans les

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 98 -
paragraphes précédents, une interface d’analyse QFD/FMEA a été présentée. Cette interface a été ensuite enrichie par l’introduction de l’interface du KCs. La Figure 58 montre des interfaces pour l’exemple du robot cartésien. Le mode d’emploi du démonstrateur informatique développé est détaillé en Annexe I, ce démonstrateur est basé sur le modèle de données QFD/FMEA/KCs.
1. La fenêtre � est une interface de l’analyse QFD et FMEA illustrée déjà dans la Figure 51.
2. La construction de l’arbre KC Flowdown est réalisée en parallèle avec les deux approches QFD et FMEA. La fenêtre � illustre l’interface de cet arbre. Après la validation de la matrice QFD, cette interface s’affiche permettant la modification des KCs. Lors de la saisie du tableau FMEA, les KCs à contrôler sont à déterminer ainsi que le type d’action de contrôle appliquée.
3. La traçabilité des impacts est assurée dans l’ensemble des caractéristiques affectées par une action. Une caractéristique peut être subie par plusieurs actions (�).
Ces interfaces permettent de valider cette proposition d’interopérabilité des QFD, FMEA et KCs. Le codage des caractéristiques expliqué dans le paragraphe suivant est réalisé dans la maquette informatique développée d’une manière implicite afin de bien garder la traçabilité entre ces trois approches.
Figure 58. Interfaces du modèle QFD/FMEA/KCs.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 99 -
4 Opérationnalisation du suivi des caractéristiques Le paragraphe précédent a expliqué l’interopérabilité QFD/FMEA/KCs et l’intérêt d’exécuter ces
trois approches dans un même cadre de la qualité afin de bénéficier de leurs échanges de données. Malgré les données communes manipulées par ces approches, elles les expriment différemment. Cela pose un problème de redondance lors du stockage des caractéristiques dans une base de données commune. De plus, il sera difficile de tracer les impacts des actions FMEA sur les caractéristiques en utilisant les deux autres approches ; surtout l’approche KCs. Pour illustrer ce dernier problème, on reprend l’exemple du piston pneumatique présenté dans la Figure 42 et la Figure 43.
La Figure 59 montre la matrice QFD phase II et le tableau FMEA design du piston. En général, les actions recommandées dans l’analyse FMEA sont de deux types :
1. Actions sur un COMMENT pour diminuer la fréquence de la cause et/ou pour améliorer la détection de la cause. Cela affecte plusieurs QUOI dans la même matrice QFD qui sont liés à cette cause.
2. Actions sur un QUOI pour améliorer la détection du mode de défaillance. Cela affecte des caractéristiques dans des autres matrices QFD ou dans des niveaux supérieurs de KC Flowdown.
Part characteristics (1) weak (5) medium (9) strong
Design requirements
Design weight
Casing surface
Seal tightness
Rod strength
…
Guide the movement 0.30 9 5 1 Prevent air escape 0.15 5 9
Transmit mechanical energy
0.55 1 1 9
… Raw score 4 4.6 5.25
Relative weight 0.29 0.33 0.38 …
Item Function Failure Mode Cause Effect O D S RPN Action
Loose Casing 2 1 5 10
Casing Guide the movement Incorrect
guide Surface treatment
Incorrect
movement 2 1 5 10
Action sur un How pour diminuer la
fréquence et/ou améliorer la détection,
cela affecte plusieurs What …
Loose seal 2 2 2 8
Seal Prevent air escape Air escape Seal wear
Low
efficiency 2 2 2 8
Action sur un What pour améliorer la
détection, cela affecte un What (une
défaillance) …
Rod Transmit mechanical
energy
Energy isn’t
transmitted Clamped rod
Incorrect
movement 1 3 9 27
QFD phase II
Design FMEA
Trois What sont affectés
par une action appliquée
sur un How
Dans ce cas, on ne peut pas savoir l’impact
d’une action sur les autres défaillances
directement à partir d’une matrice QFD, il
faut donc regarder la matrice QFD au niveau
supérieur ou le KC Flowdown.
Figure 59. Les impacts d'une action FMEA sur les autres caractéristiques dans QFD et KCs d'un piston.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 100 -
Un codage unifié des caractéristiques de QFD, FMEA et KCs sera nécessaire pour pouvoir poursuivre les impacts apportés d’une approche aux autres. En plus, ce codage est indispensable pour pouvoir implémenter le modèle d’interopérabilité QFD/FMEA/KCs dans un système de la qualité qui construit ces trois approches en parallèle et d’une manière homogène. Notre proposition d’un codage unifié est présentée dans le sous-paragraphe suivant.
Soit AQFD l’ensemble des caractéristiques du produit dans la matrice QFD de phase i (les COMMENT), AFMEA l’ensemble des fonctions dans le tableau FMEA système au niveau correspondant de celui de QFD en phase i, AKC l’ensemble des caractéristiques clés du produit (product-KCs) au niveau correspondant de celui de QFD en phase i, d’après notre modèle d’interopérabilité QFD/FMEA/KCs, nous écrivons :
AFMEA ⊆ AQFD
AKC ⊆ AQFD
Les caractéristiques dans ces trois approches sont exprimées différemment, pour surmonter ce problème de non homogénéité de la sémantique, nous proposons un codage (une numérotation) des caractéristiques afin d’assurer leurs traçabilité dans une approche et entre les différentes approches également. La Figure 60 illustre le codage proposé pour les caractéristiques.
Les trois premières lettres (CCC) représentent un code unique pour le système étudié. Les trois lettres suivantes (BBB) sont utilisées pour indiquer l’assemblage ou la pièce auquel appartient la caractéristique. Les trois numéros (###) sont uniques pour identifier la caractéristique.
Figure 60. Codage des caractéristiques.
Comme nous l’avons déjà vu, le KC Flowdown est une structure arborescente hiérarchique généralement employée pour décrire les caractéristiques principales du produit. La Figure 61 illustre le KC Flowdown du piston pneumatique étudié. Cette représentation graphique facilite la discussion autour des variations de caractéristiques.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 101 -
Guide the
movement
Prevent air
escape
Transmit
mechanical
energy
System KCs
Casing surfaceSeal tightnessRod strengthPart KCs
Figure 61. KC Flowdown pour le piston.
Une autre manière de documenter l’arbre des caractéristiques, c’est par un tableau qui fait les liens entre les caractéristiques et leurs parents. Le Tableau 7 illustre le codage des caractéristiques de l’exemple du piston, les liens entre les caractéristiques sont établis à partir de la matrice QFD.
Caractéristique Caractéristique ID Nom du père Père ID
Guide the movement SYS-CYL-001 NA NA
Prevent air escape SYS-CYL-002 NA NA
Transmit mechanical energy SYS-CYL-003 NA NA
Casing surface CYL-PAR-001 Guide the movement SYS-CYL-001
Prevent air escape SYS-CYL-002
Transmit mechanical energy SYS-CYL-003
Seal tightness CYL-PAR-002 Guide the movement SYS-CYL-001
Prevent air escape SYS-CYL-002
Transmit mechanical energy SYS-CYL-003
Rod strength CYL-PAR-003 Guide the movement SYS-CYL-001
Transmit mechanical energy SYS-CYL-003
Tableau 7. L'arbre et le codage des caractéristiques sous forme d'un tableau.
Un autre codage est proposé pour le plan d’actions pour assurer la traçabilité des impacts de celui-ci. La Figure 62 illustre ce codage du plan d’actions.
Les trois premières lettres (AAA) représentent un code unique pour l’action recommandée. Les trois lettres suivantes (EEE) sont utilisées pour indiquer sur quel indice l’action est appliquée, soit pour diminuer la fréquence (sur la cause) ou/et pour améliorer la détection (sur la défaillance). Les trois numéros (###) sont uniques pour identifier l’action.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 102 -
Figure 62. Codage du plan d'actions.
• EEE = 00O pour « Occurence ».
• EEE = 00D pour « Detection ».
• EEE = 0OD pour « Occurence » et « Detection ».
Comme il est difficile de regrouper les actions dans des catégories « limitées », nous recommandons le codage des actions (AAA) en fonction de domaine d’application selon la règle de 5M (diagramme d’Ishikawa). La Figure 63 montre l’interface permettant la définition des actions.
• AAA = AMO : Action sur la Main d’Œuvre.
• AAA = AMN : Action sur la Machine.
• AAA = AME : Action sur la Méthode.
• AAA = AMA : Action sur le Matériau.
• AAA = AMI : Action sur le Milieu.
• AAA = A## : Action sur d’autres éléments.
On peut modifier la matrice QFD et le tableau FMEA en ajoutant une colonne (et une ligne pour
la matrice) contenant les codes des caractéristiques ou tout simplement d’associer ces codes d’une manière implicite aux caractéristiques dans notre base de données lors de la création des caractéristiques. Dans la maquette informatique développée, nous avons choisi l’association implicite des codes aux caractéristiques lors de leur création. Le Tableau 8 reprend l’exemple du piston pour montrer un codage d’une action et le codage des caractéristiques affectées.
Action Action ID Caractéristique soumise à l’action
KC ID Caractéristique du système (effet)
Responsable
Modify surface spcifications
AMA-00O-001 Casing surface CYL-PAR-001 CSY-CYL-001 Designer
CSY-CYL-002
CSY-CYL-003
Tableau 8. Le codage des actions.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 103 -
Figure 63. Interface de la définition des actions.
5 Conclusion L’objectif de ce chapitre est de proposer un cadre de maîtrise de la qualité contenant les approches
QFD, FMEA et KCs. Ce cadre bénéficie de la cohérence et la complémentarité des informations de ces trois approches. Il facilite l’évaluation et la prise de décision en diminuant la redondance des informations et en traçant les effets apportés par une approche sur les deux autres. Suite à cette analyse, un modèle de données a été proposé pour structurer les informations manipulées et échangées entre les approches QFD, FMEA et KCs. Il servira après à développer une maquette informatique basée ce système d’information avec une base de données commune des trois approches. Lors de l’utilisation de cette maquette, l’interopérabilité QFD/FMEA/KCs est assurée en effectuant les trois approches en parallèle.
Ce chapitre commence par une analyse conjointe des approches QFD et FMEA. Il a exploré les interactions de ces approches afin de les coupler via leurs informations. Une approche conjointe QFD/FMEA a été proposé pour permettre à l’équipe multidisciplinaire de partager les données, de réduire le temps du cycle de vie et d’améliorer la qualité du produit. Dans cette approche, les résultats de QFD ont été utilisés pour déterminer quelles sont les caractéristiques de la qualité du produit et du processus à analyser dans l’approche FMEA. Cela permet d'établir un lien entre les modes de défaillance et les besoins du client. D’autre part, FMEA est utilisé pour vérifier les données de QFD. Un modèle de données QFD/FMEA est proposé pour formaliser les informations de ces deux approches ainsi que leur approche conjointe proposée. L’interface développée est illustrée pour montrer l’implémentation du modèle dans un environnement informatique.

Ch. II : Amélioration de la maîtrise de la qualité - interactions entre QFD, FMEA et KCs
- 104 -
Dans la deuxième partie de ce chapitre, l’interopérabilité des démarches QFD, FMEA et KCs a été étudiée. Cette étude a montré comment ces trois approches peuvent dérouler en parallèle et inter-opérer ensemble. Les avantages apportés sont d’avoir une vue globale sur la qualité du produit et d’accompagner ce dernier durant les phases de son développement. Chacune de ces approches couvre un manque de l’autre, cela permet de fournir des indicateurs d’évaluation cohérents et robustes. L’introduction de l’approche KCs rend les quantifications dans QFD et FMEA moins subjectives, il permet de mieux tracer les effets sur la qualité du produit final. Cela améliore la prise de décision lors du choix des solutions et des plans d’actions durant le cycle de vie du produit. Les interactions entre ces trois approches sont illustrées via un diagramme d’activités qui montre leurs échanges de données communes et complémentaires. En plus, nous avons ajouté un modèle KCs au modèle de données QFD/FMEA pour obtenir un modèle de données englobant ces trois approches. Ce modèle formalise l’interopérabilité QFD/FMEA/KCs et modélise notre cadre générale de la qualité. Un exemple d’un robot cartésien est présenté pour illustrer le diagramme d’interopérabilité QFD/FMEA/KCs. A la fin de ce paragraphe, l’implémentation du modèle de données QFD/FMEA/KCs est présentée à l’aide des interfaces développées.
En plus de proposer une approche d’interopérabilité et un diagramme de données, la dernière partie de ce chapitre a été consacrée au codage des caractéristiques du produit, du processus et du plan d’actions. Ce codage est nécessaires pour le bon fonctionnement des approches QFD, FMEA et KCs en parallèle dans une même démarche de la qualité. Il surmonte le problème de non homogénéité de la sémantique entre les trois approches et assure le poursuivre des caractéristiques manipulées dans une même approche et entre les différentes approches également.
Après avoir proposé une démarche QFD/FMEA/KCs pour améliorer la qualité du produit, il faut introduire l’aspect financier dans cette démarche. L’amélioration conjointe du rapport qualité/coût doit être pris en compte dans les différentes étapes de développement du produit. La considération du coût dans la maîtrise de la qualité sera l’objectif du chapitre suivant.

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 105 -
Chapitre III – Considération du coût dans la maîtrise de la qualité – l’approche Cost-based
FMEA (CbFMEA)
Dans ce chapitre, une méthode est proposée pour introduire l’influence du coût dans le cadre de maîtrise de la qualité. C’est une extension de l’approche classique ; qu’on a baptisé « Cost-based FMEA (CbFMEA) » (en français : AMDEC basé sur le coût). Le but de cette méthode est d’exprimer les risques de non-qualité en termes de coût (i.e. le coût de risques). Au lieu d’évaluer séparément les risques et le coût associés à un produit (analyse monocritère), ce travail propose une analyse multicritère qualité/coût baseé sur l’estimation du coût de non-qualité. Ce dernier est une fonction de la probabilité d’apparition d’une défaillance et du coût associé aux activités liées à cette défaillance. La probabilité d’une défaillance est estimée à partir des indices de la fréquence (O) et de la détection (D) dans l’approche. Tandis que le coût des activités liées à une défaillance est estimé en utilisant la méthode ABC. La méthode ABC fournit des informations sur les activités liées à la maîtrise de la qualité et à la réduction/élimination des défaillances, et sur les coûts de ces activités. Les résultats de cette approche sont le coût de non-qualité, le coût des activités recommandées dans la méthode CbFMEA, et le coût de la réalisation du produit estimé dans la méthode ABC. Ces résultats fournissent des indicateurs de performance qualité/coût qui aident à la prise des décisions durant le cycle de développement du produit. Les interactions entre les méthodes CbFMEA et ABC sont illustrées via un diagramme d’activités. Un exemple sur un axe d’un système centreur est présenté pour illustrer l’approche proposée. Ensuite, un diagramme de classes est proposé pour permettre l’explicitation et la structuration des données manipulées dans cette approche. A la fin de ce chapitre, l’implémentation du modèle de données proposé est illustrée via des interfaces liées à la mise en place de la méthode CbFMEA.

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 106 -
Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 107 -
e chapitre précédent a présenté une approche pour améliorer la maîtrise de la qualité. Après une étude des interactions des approches QFD et FMEA, nous avons proposé une approche conjointe QFD/FMEA via leurs informations. Ensuite, l’interopérabilité de ces
deux approches avec l’approche KCs est étudiée. Cette interopérabilité est illustrée par un diagramme d’activités pour expliquer comment les trois approches échanges leurs données durant leurs déroulements en parallèle. Le cadre d’interopérabilité QFD/FMEA/KCs assure l’homogénéité et la cohérence des données de la qualité. Pour implémenter ce cadre dans un système d’aide à la décision, un modèle de données QFD/FMEA/KCs et un codage unifié des caractéristiques ont été proposés.
Dans ce chapitre, nous abordons la problématique de la prise en considération du facteur coût dans le cadre de la qualité. Les indicateurs de la qualité et du coût à mettre en œuvre pour l’aide à la décision doivent être représentatifs de nos objectifs : garantir un certain niveau de qualité du produit et minimiser son coût. L’indicateur de la qualité a été présenté dans le chapitre précédent à partir d’une proposition d’un cadre de la qualité. En effet, il peut être globalement pertinent de prendre des choix techniques et technologiques et d’utiliser des moyens de production très coûteux avec un minimum de risques de non satisfaction des exigences fonctionnelles. C’est pourquoi nous proposons un autre indicateur coût afin d’aider le concepteur à prendre une décision en améliorant conjointement le rapport qualité/coût.
Pour atteindre la qualité finale souhaitée du produit, certaines mesures doivent être mises en place. Ces mesures sont essentiellement des activités de maîtrise de la qualité (ex. activités de prévention et de détection) durant les différentes étapes de développement du produit. Ces activités font partie des activités de la réalisation du produit, dès la conception jusqu’à l’industrialisation et la vente. Le coût de ces activités peut être estimé par une des méthodes d’estimation du coût présentées dans le chapitre I. Néanmoins, l’estimation de coût du produit à partir de ses activités de réalisation représente le principe de la méthode ABC. Cette méthode permet aussi d’estimer le coût des activités liées à la qualité qui sont mises en place au sein du processus de la réalisation. C’est pour ces raisons que nous avons choisi la méthode ABC pour estimer le coût de la réalisation du produit. Ce coût fournit un indicateur pour aider à prendre des décisions lors de la sélection des différentes solutions pour la conception, des ressources de fabrication, etc.
Un autre coût est engendré afin d’atteindre la qualité souhaitée du produit, c’est le coût des défaillances. Ce coût est engendré par des activités liées à la maîtrise de la qualité afin d’éliminer/diminuer les risques (risques de non-qualité) qui peuvent survenir sur le produit. Pour atteindre notre objectif, nous avons choisi le principe du coût de non-qualité avec l’estimation du coût de la réalisation. Nous avons exprimé la qualité en termes de coût afin de fournir des indicateurs de performance qualité/coût homogènes et cohérents. Le compromis entre réduire le coût de la réalisation du produit et améliorer sa qualité peut être traduit dans nos travaux par la prise de décision entre plusieurs plans d’action, plusieurs solutions techniques, plusieurs ressources de fabrication, etc.
Il est nécessaire de mettre en œuvre une analyse de risques et une méthode d'estimation du coût de manière méthodique pour justifier les décisions et s'assurer que la qualité et le coût sont pris en compte dès les premiers stades de la conception et de la fabrication du produit. Dans notre cadre de la qualité, les exigences liées à la qualité du produit sont exprimées dans QFD et KCs. Tandis que l’approche FMEA analyse les problèmes de non respect de la qualité. C’est pourquoi, l’approche FMEA est la plus adaptée à estimer le coût des défaillances. De toute façon, l’interopérabilité QFD/FMEA/KCs assure la cohérence des données liées à la qualité positive et négative entre ces trois approches.
L

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 108 -
L’analyse multicritère proposée dans ce chapitre fournit des indicateurs d’évaluation du coût de la réalisation du produit et de son coût de non-qualité. Ces indicateurs de coût, avec l’indicateur de la qualité issu de l’approche QFD/FMEA/KCs, permettent de prendre une décision plus raisonnable en vue de l’amélioration conjointe du rapport qualité/coût du produit.
Dans la première partie de ce chapitre, nous allons prendre connaissance de la notion du coût de non-qualité du produit. Aussi, nous présentons quelques travaux de recherche sur le même sujet, et, à la fin, une synthèse est présentée sur les avantages et les inconvénients de ces travaux.
La deuxième partie se concentre sur les travaux couplant la notion du coût avec l’approche FMEA. Elle montre l’intérêt de ces travaux, leurs limites et leurs avantages. Nous allons nous baser sur ces travaux pour développer la méthode Cost-based FMEA (CbFMEA).
La troisième partie explique notre proposition de la méthode CbFMEA. C’est une extension de l’approche classique présentée dans les deux chapitres précédents. Cette partie montre comment utiliser les données FMEA pour calculer la probabilité d’une défaillance et les données de la méthode ABC pour estimer les coûts des activités de non-qualité.
La méthode ABC est présentée dans la quatrième partie. Les interactions entre CbFMEA et ABC sont illustrées via un diagramme d’activités. La notion d’activité est la base commune, entre CbFMEA et ABC, qu’on utilise pour calculer le coût des activités liées aux défaillances dans la méthode CbFMEA.
La cinquième partie est consacrée à une étude de cas d’un axe du système centreur afin d’illustrer l’application de notre proposition. Le coût de non-qualité, les coûts des activités recommandées dans CbFMEA et le coût de la réalisation de cet axe sont calculés.
Ce chapitre se conclut par la proposition d’un diagramme de classes des deux méthodes CbFMEA et ABC. Ce diagramme modélise les données manipulées par ces deux méthodes et leurs interactions, il support l’analyse CbFMEA proposée.
1 Le coût de non-qualité Les coûts de non-qualité peuvent être difficiles à évaluer, mais ils sont réels. Une part du travail
des ingénieurs consiste à minimiser le coût total d’un produit, c’est-à-dire le coût de la réalisation, le coût d’usage et le coût de non-qualité (aussi appelé coût de la perte qualité ou coût d’obtention de la qualité). Ce dernier coût est, sans doute, le plus difficile à quantifier que les deux autres, mais il ne doit pas être négligé. Le coût peut être représenté comme une structure à trois dimensions maintenues en équilibre, la Figure 64 montre cette structure [Fowlkes 2000].
Figure 64. Le triangle des coûts globaux [Fowlkes 2000].

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 109 -
Le coût de la réalisation est lié aux activités internes de l’entreprise. Il comprend le coût des matières, des mains d’œuvre ainsi que tous les coûts associés à la fabrication ; prendre des décisions industrielles à partir de ce seul coût conduit à une qualité et à une fiabilité médiocres, à un coût d’usage élevé et à une mauvaise réputation. Comme nous l’avons déjà expliqué, l’estimation du coût de la réalisation sera étudiée dans ce chapitre en utilisant la méthode ABC.
Le coût d’usage comprend des coûts résultant de l’utilisation du produit, supportés par le consommateur : biens consommables et énergie nécessaire au fonctionnement du produit. L’étude de ce coût n’entre pas dans le cadre de cette thèse.
Le coût de non-qualité « comptabilise » les conséquences économiques du fait que la performance s’écarte de la cible. Les moyens de conception, de fabrication et de distribution n’étant pas parfaits, cela engendre automatiquement des défauts sur le produit qui se traduiront par des écarts de la cible et, par conséquence, des pertes de la qualité.
Le coût de non-qualité peut être divisé en deux catégories : le coût de maîtrise de la qualité (aussi appelé coût de bonne qualité) et le coût de la défaillance (aussi appelé le coût de mauvaise qualité). La Figure 65 illustre les différentes parties du coût de non-qualité, ce coût comprend [Duret 2005]:
Figure 65. Les différents coûts de non-qualité.
• Coût de prévention (en anglais, prevention cost) : coût de vérification du cahier des charges, de revue de conception et de production, coût de formation du personnel, coût de maintenance préventive, coût d’audits qualité, coût d’évaluation des fournisseurs…
• Coût de détection (en anglais, appraisal cost) : coût des dispositifs de contrôles (coût de leur entretien et de leur gestion), coûts de contrôle de réception, des produits, des gammes, des stocks, des commandes, des factures…
• Coût de la défaillance interne (en anglais, internal failure cost) : coût de main d’œuvre supplémentaire (modification de conception, réparation, reconditionnement, etc.), coût de rebuts et de retouches, coût des accidents du travail, coût de temps de changement de série ou d’arrêt de série…
• Coût de défaillance externe (en anglais, external failure cost) : coût des retards de livraison, coût de réclamation des clients, coût du service après vente, coût de la perte d’image de l’entreprise, coût logistique d’acheminement ou de stockage des produits de replacement…
Quel est le rapport entre le coût de la maîtrise de la qualité (bonne qualité) et le coût de la défaillance (mauvaise qualité) ? La Figure 66 montre les courbes de ces coûts pour une conception

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 110 -
traditionnelle [iSixSigma 2009]. Si une entreprise veut réduire les défauts, elle doit investir plus dans tout type de contrôle, d'essai, d’évaluation, de formation d'opérateurs, etc. (Courbe �). Par contre, le coût de la défaillance va être diminué avec cet investissement (Courbe �). Pour l’entreprise, que ce soit de bonne ou mauvaise qualité, cela correspond à un surcoût (perte financière) dû à la non-qualité. L’optimisation se fera sur la somme de ces coûts (Courbe �). Dans notre cas, où nous cherchons un meilleur rapport qualité/coût, ces coûts seront des indicateurs d’évaluation des solutions.
Niveau de défauts 0 %
∞�
� Coût de gestion
de la qualitéCoût de la
défaillance
� Coût de
non-qualité
Figure 66. Coût de bonne qualité vs. Coût de mauvaise qualité.
1.1 Les approches de calcul du coût de non-qualité
Les diverses approches du calcul du coût de non-qualité peuvent être classées dans deux catégories : approches structurées et approches semi-structurées [Sharma 2007].
1.1.1 Approches structurées
Check-list PAF
La check-list PAF (pour Prevention - Appraisal - Failure) est une approche qui aide à examiner les procédures opérationnelles, les systèmes de comptabilité et les rapports organisationnels mensuels pour identifier les différents éléments des coûts associés aux quatre parties du coût de non-qualité.
Questionnaire
Dale [Dale 2002] a développé un questionnaire pour déterminer :
• Les coûts intangibles associés au temps dépensé par les employeurs pour les activités liées à la qualité.

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 111 -
• Les coûts tangibles sur une période d’un an.
Modélisation des coûts du processus
La modélisation des coûts du processus souligne l’importance de la mesure des coûts du processus en termes de coûts de conformité et de coûts de non-conformité. Elle regroupe toutes les activités et les paramètres du processus via un diagramme et identifie les zones clés afin d’améliorer ce processus.
1.1.2 Approches semi-structurées
Interviews organisationnels
L’incidence des coûts de non-qualité est très large car elle s'inscrit dans un cycle couvrant chaque département (marketing, conception, fabrication, inspection et vente). Les interviews avec les responsables respectifs de l’ingénierie, du contrôle de production, du marketing, de la vente, etc. aide à identifier les défaillances majeures et les éléments non-conformes liés aux coûts de non-qualité, ils aident aussi à réduire les coûts inutiles.
Résolution de problème
Elle est basée sur l’utilisation de sept outils de maîtrise de la qualité (7-QC) qui sont : les check-lists, les histogrammes, le diagramme de corrélation, l’analyse cause/effet, l’analyse Pareto et les cartes de contrôle. Ces outils fournissent un cadre pour recueillir, analyser et interpréter les données liées aux coûts de non-qualité. En fonction de la nature du problème, une feuille des coûts de non-qualité peut être faite (pour le suivi du temps d’arrêt et des ressources utilisée) pour inscrire à la fois le coût de conformité et le coût de non-conformité.
1.2 Etat de l’art
Le calcul du coût de non-qualité a commencé à faire partie de la maîtrise de la qualité depuis les années cinquante quand Feingenbaum a publié son papier sur ce sujet [Feingenbaum 1956]. De nombreuses études ont été menées sur le coût de non-qualité par des divers chercheurs dans des domaines variés tels que le génie mécanique, le génie civil, etc. Le Tableau 9 cite quelques uns de ces travaux. Willis [Willis 1996], Zhao [Zhao 2000] et Carpinetti [Carpinetti 2003] ont conclu dans leurs études qu’avec l'augmentation des coûts de détection et de prévention, il y aura une réduction considérable des coûts de la défaillance, à la suite de laquelle la productivité des processus s’améliore et le niveau de la qualité augmente. Selon Harrington [Harrington 1999], l’amélioration de la qualité est faite par les initiatives de diminution des coûts de non-qualité comme la réduction des rebuts, l’élimination du gaspillage, la réduction du travail supplémentaire et de l’arrêt des machines, cela conduit à l’amélioration de la productivité. Israeli [Israeli 1995] a conclu dans son étude que le coût de non-qualité aide l’équipe comme un moyen pour réduire le coût de fabrication par l’identification et l’élimination du gaspillage et des activités qui ne rapportent pas de valeurs ajoutées.
Ittner [Ittner 1996] et Lai [Lai 2003] ont examiné en général les initiatives et les résultats de l’implémentation de la maîtrise de la qualité dans l’industrie en prenant en compte le coût de non-qualité. Kunzmann [Kunzmann 2005] analyse le rôle de la métrologie dans la production et

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 112 -
démontre comment la métrologie peut générer de la valeur. Il illustre aussi les différentes façons d'évaluer les bénéfices de la métrologie avec des arguments économiques. Son travail vise à changer le regard envers la métrologie comme un stigmate d'être non-productif et dans de nombreux cas l'objectif des ingénieurs de production est de réduire les coûts de la métrologie. Sharma [Sharma 2007] a proposé un système du calcul des coûts de non-qualité en considérant cinq alternatives pour chaque catégorie des coûts (prévention, détection, défaillance interne et défaillance externe). Il a utilisé le principe de la logique floue pour agréger les informations liées aux coûts de non-qualité afin de trouver les activités à améliorer dans le processus manufacturier tout en respectant les alternatives sélectionnées. Etienne [Etienne 2007] a proposé le coût pondéré qualité comme un indicateur d’efficacité d’une solution d’allocation de tolérances, ce coût comprend les coûts des produits non-conformes. Son évaluation est basée sur l’analyse des impacts des choix des spécifications sur le coût et la qualité, elle s’appuie sur le concept d’activité.
Année Auteur Domaine
1995 Israeli Général – phase de la fabrication
1996 Willis Construction
1996 Ittner Général – phase de production
1999 Harrington Général – phase de production
2000 Zhao Général
2003 Carpinetti Industriel
2003 Lai Industriel
2005 Kunzmann Industriel – métrologie en production
2007 Sharma Général – Industriel
2007 Etienne Industriel – phase de pré-gamme
Tableau 9. Travaux de recherches sur le coût de non-qualité.
1.3 Discussion
Après cette courte présentation de la notion du coût de non-qualité et des travaux liés à ce sujet, nous pouvons constater que plusieurs approches sont utilisées pour calculer ce coût. Certaines de ces approches n’utilisent pas des méthodes de maîtrise de la qualité ou d’estimation du coût. D’autres approches sont appliquées sur une phase précise du cycle de vie du produit. Il manque dans ces approches un outil pour aider à identifier et à prioriser les activités en fonction des coûts de non-qualité. Elles ne bénéficient pas toujours des informations de la qualité disponibles dans l’entreprise et notamment sur les activités de maîtrise de la qualité et sur les défaillances du produit. La traçabilité des activités préventives et correctives n’est pas employée ni le compromis entre ces activités et les coûts de défaillances.
Pour prendre en compte le coût de non-qualité dans notre démarche qualité/coût, l’approche FMEA est utilisée afin d’estimer les coûts de défaillances. Cette approche analyse les défaillances potentielles du produit. Nous proposons la méthode CbFMEA, qui est basée sur l’approche classique FMEA, pour estimer les coûts de défaillances. La méthode ABC est utilisée avec la

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 113 -
méthode CbFMEA pour fournir des informations sur les coûts des différentes activités liées à la maîtrise de la qualité et aux défaillances. Un compromis entre le coût des activités préventives et correctives d’une part et le coût de défaillances d’autre part est nécessaire pour prendre une bonne décision lors de la conception et de la fabrication du produit.
2 L’approche FMEA et la notion du coût Bien que beaucoup d'industries utilisent l’approche FMEA, elle a beaucoup de limites en termes
d’évaluation des risques financiers des modes de défaillance. En fait l’approche FMEA, sans tenir compte des aspects financiers, ne conduit pas toujours à prendre la meilleure décision. Le risque est mesuré en termes de l’indicateur RPN qui est un produit de l’occurrence, la sévérité et la détection. Les trois indices utilisés pour le RPN sont des variables d'échelle ordinale qui sont utilisées pour classer les business comme les hôtels, les restaurants et les films. Les valeurs ordinales préservent le rang mais la distance entre les valeurs ne peut pas être mesurée puisqu’aucune fonction de distance n'existe pas. Ainsi, le RPN, qui est un produit de trois variables indépendantes, n'est que peu significatif. Le FMEA ne considère pas directement l'impact financier de problèmes potentiels. Le paragraphe suivant présente deux travaux de recherche sur l’introduction de ces impacts dans l’analyse FMEA.
2.1 Revues de littérature
Il existe plusieurs exemples qui peuvent prouver que le FMEA en tant que telle ne peut pas toujours identifier la bonne décision, la Figure 67 montre un de ces exemples ; c’est un tableau FMEA d’un processus industriel tiré d’un article de Tarum [Tarum 2001].
Dans ce tableau, deux modes de défaillances potentiels sont présentés. Le premier mode de défaillance est l’arrêt d'un contrôleur (il y a 40 contrôleurs identiques) sur une ligne de production (ligne �). Lorsque la défaillance s'est produite, le processus s’arrête. La réparation a consistée par la programmation et de l'installation d'une carte de circuit imprimé. Le processus peut être arrêté pour une heure ou deux. Il n'y a pas de méthode de détection ou de prédiction de la panne d’un contrôleur, cette défaillance se produit à environ une fois par mois. Le RPN est de 7x5x6 = 210. L’action corrective actuelle est de remplacer la carte par une autre, cela coûte 2050 dollars pour le prix de la carte, la main d’œuvre et la perte de production.
Le second est un mode de défaillance d'un encrassement d’un échangeur de chaleur (ligne �). Lorsque l'échangeur est pollué, l'efficacité du processus est détériorée. Le nettoyage de l'échangeur nécessite une semaine d'arrêt. La quantité d'encrassement pourrait être facilement détectée par la mesure de la chute de pression et le taux de transfert thermique. L'échangeur doit être nettoyé tous les 8 à 16 mois. Le RPN est de 8x3x3 = 72. Le coût est de 150.000 $ pour nettoyer l'échangeur de chaleur, et pour la perte de production.
Si on se base sur le FMEA classique, les contrôleurs ont la priorité pour les mesures correctives (210 contre 72). Mais les coûts annuels de contrôleur défectueux sont inférieur au coût de l'échangeur de chaleur (24.600 $ contre 150.000 $). Donc au vue de l’impact financier, l’échangeur a la priorité. Cette analyse FMEA d’une ligne de production a pour objectif de choisir les meilleures actions correctives de maintenance selon leurs coûts et selon la politique de l’entreprise. La Figure 68 illustre ces différentes actions avec leurs coûts d’implémentation contre les coûts annuels de leurs risques associés.
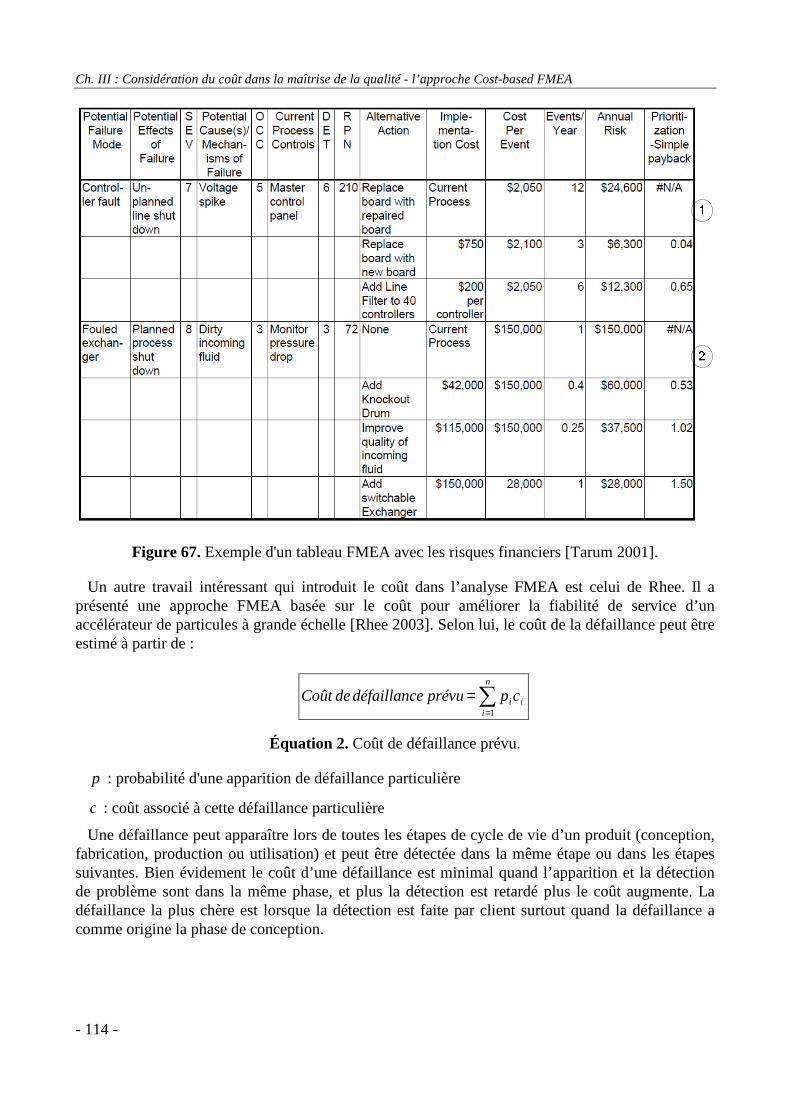
Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 114 -
Figure 67. Exemple d'un tableau FMEA avec les risques financiers [Tarum 2001].
Un autre travail intéressant qui introduit le coût dans l’analyse FMEA est celui de Rhee. Il a présenté une approche FMEA basée sur le coût pour améliorer la fiabilité de service d’un accélérateur de particules à grande échelle [Rhee 2003]. Selon lui, le coût de la défaillance peut être estimé à partir de :
∑=
=n
iii cpprévuedéfaillancdeCoût
1
Équation 2. Coût de défaillance prévu.
p : probabilité d'une apparition de défaillance particulière
c : coût associé à cette défaillance particulière
Une défaillance peut apparaître lors de toutes les étapes de cycle de vie d’un produit (conception, fabrication, production ou utilisation) et peut être détectée dans la même étape ou dans les étapes suivantes. Bien évidement le coût d’une défaillance est minimal quand l’apparition et la détection de problème sont dans la même phase, et plus la détection est retardé plus le coût augmente. La défaillance la plus chère est lorsque la détection est faite par client surtout quand la défaillance a comme origine la phase de conception.

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 115 -
Re
pla
ce b
oar
d w
ithre
pa
ried
boa
rd
Re
pla
ce b
oard
with
new
bo
ard
Ad
d li
ne
filte
r to
40
cont
rolle
r
No
ne
Ad
d k
no
cko
ut d
rum
Imp
rove
qu
ality
of
inco
min
g flu
id
Ad
d s
witc
ha
ble
exch
ang
er
S1
0
20000
40000
60000
80000
100000
120000
140000
160000
Financal risk ($)
Alternative action
Implementation costAnnual cost
Figure 68. Choix des actions à implémenter - exemple.
Chaque défaillance génère trois familles de coût ; le coût de main d’œuvre, le coût matériel et le coût d’opportunité [Rhee 3003] :
• Le coût de main d’œuvre représente le coût de main d’œuvre des activités liées à la réparation du mode de défaillance, il est donné par l’équation :
dœuvre main de taux arrêtd' temps dœuvre main de Coût ×=
Équation 3. Le coût de main d'œuvre.
En utilisant les données de maintenance, nous pouvons calculer le temps d’arrêt :
opérationd' temps ité)disponibil-(1 [h/an] arrêtd' Temps ×=
Équation 4. Le temps d'arrêt d’un système.
MTBF
MTTF
MTTRMTTF
MTTFitéDisponibil =
+=
Équation 5. La disponibilité d'un système.
MTTF : le temps moyen jusqu’à l’apparition de la première défaillance (système non réparable).
MTBF : la moyenne de temps entre deux défaillances (moyenne de temps de bon fonctionnement).

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 116 -
MTTR : la durée moyenne de temps de réparation.
La fréquence de la défaillance est donnée par l’équation :
MTTR
arrêtd' TempsedéfaillancladefréquenceLa =
Équation 6. La fréquence de la défaillance.
• ntremplacemedepièces des coût matériel coût Le =
Équation 7. Le coût matériel.
• Le coût d’opportunité est le coût de risque quand une défaillance interdit une des fonctions du système et empêche une création de valeur :
heure par éopportunitd' taux arrêtd' temps éopportunitd' Coût ×=
Équation 8. Le coût d'opportunité.
2.2 Synthèse
Les deux travaux de recherche présentés dans le sous-paragraphe précédent introduisent la notion du coût dans l’analyse FMEA. Ils montrent bien la limitation de l’approche classique et l’avantage apporté par le calcul du coût de risques. Mais ces travaux se limitent à la phase de production, ils manipulent que des données d’un moyen de production (FMEA moyen), c’est pourquoi ils se basent sur les données de maintenance dans l’objectif de trouver les meilleures actions correctives pour le plan de maintenance. En plus, ils ne distinguent pas les défaillances internes et externes, et leur proposition semble difficile à appliquer pour les autres types de FMEA (FMEA design et FMEA processus). Dans l’intérêt de ces travaux de thèse, nous allons proposer une analyse FMEA basée sur la notion du coût dans les phases de la conception et de la fabrication des produits mécatroniques. Il s’agit de l’approche CbFMEA avec la méthode ABC. Cette proposition établie le lien avec la méthode d’estimation du coût ABC pour solliciter les données nécessaire afin de calculer les coûts des activités liées à la qualité ainsi que le coût du produit lui-même.
3 L’approche FMEA basée sur le coût (CbFMEA) Dans ce paragraphe, nous proposons une nouvelle méthode pour surmonter les défauts des
FMEA classiques : c’est l’approche Cost-based FMEA (CbFMEA). Dans cette méthode, les gravités de risques sont exprimées en termes de coût de risques. Il s’agit d’associer, à chaque événement de défaillance apparu, un coût interne, appelé « le coût interne de l’événement » et un coût externe appelé « le coût externe de l’événement ». Le coût est une langue universelle qui peut être facilement comprise en termes de sévérité entre les ingénieurs multidisciplinaires. Cette proposition est basée sur les travaux de Tarum et de Rhee présentés dans le paragraphe précédent.
Partant d’un tableau FMEA classique, le tableau CbFMEA est construit en ajoutant des colonnes pour noter les coûts de défaillances ainsi que les coûts des actions recommandées. Ces coûts sont calculés à l’aide de la méthode ABC qui fournit des données concernant les différentes activités et
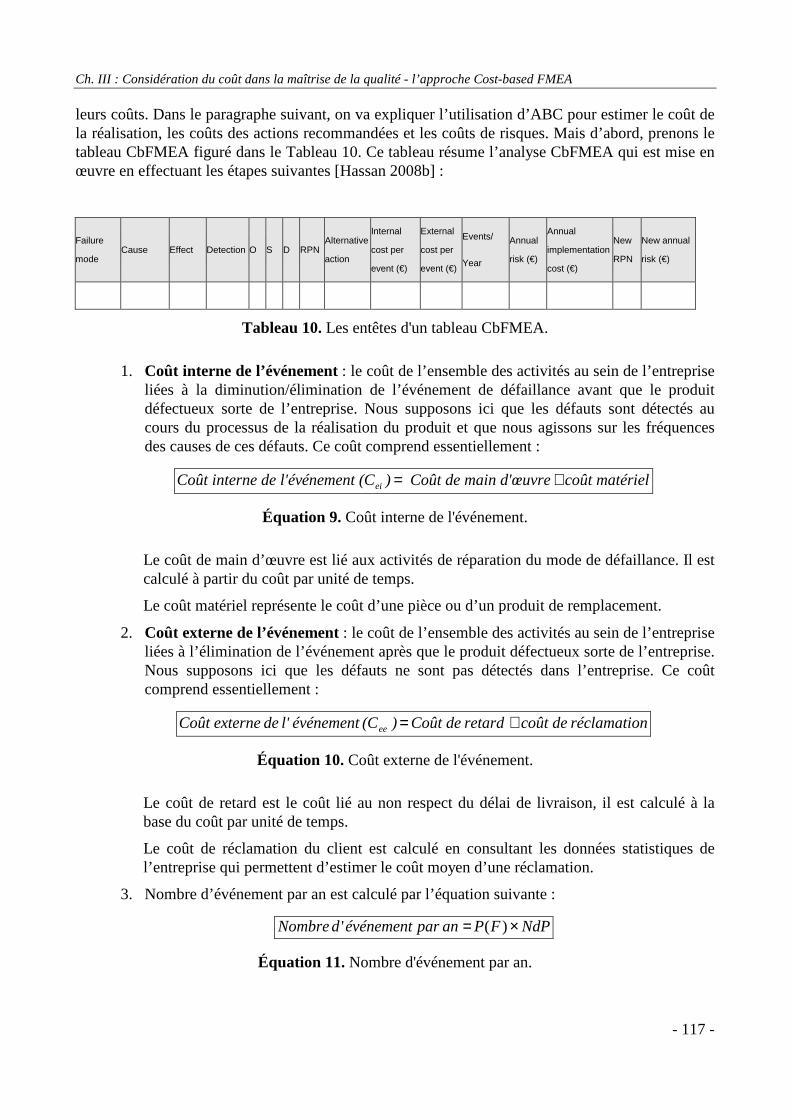
Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 117 -
leurs coûts. Dans le paragraphe suivant, on va expliquer l’utilisation d’ABC pour estimer le coût de la réalisation, les coûts des actions recommandées et les coûts de risques. Mais d’abord, prenons le tableau CbFMEA figuré dans le Tableau 10. Ce tableau résume l’analyse CbFMEA qui est mise en œuvre en effectuant les étapes suivantes [Hassan 2008b] :
Tableau 10. Les entêtes d'un tableau CbFMEA.
1. Coût interne de l’événement : le coût de l’ensemble des activités au sein de l’entreprise liées à la diminution/élimination de l’événement de défaillance avant que le produit défectueux sorte de l’entreprise. Nous supposons ici que les défauts sont détectés au cours du processus de la réalisation du produit et que nous agissons sur les fréquences des causes de ces défauts. Ce coût comprend essentiellement :
ielcoût matéreain d'œuvr Coût de m)énement (Cne de l'évCoût inter ei +=
Équation 9. Coût interne de l'événement.
Le coût de main d’œuvre est lié aux activités de réparation du mode de défaillance. Il est calculé à partir du coût par unité de temps.
Le coût matériel représente le coût d’une pièce ou d’un produit de remplacement.
2. Coût externe de l’événement : le coût de l’ensemble des activités au sein de l’entreprise liées à l’élimination de l’événement après que le produit défectueux sorte de l’entreprise. Nous supposons ici que les défauts ne sont pas détectés dans l’entreprise. Ce coût comprend essentiellement :
nréclamatio de coût retard de Coût )(C événementl' de externe Coût ee +=
Équation 10. Coût externe de l'événement.
Le coût de retard est le coût lié au non respect du délai de livraison, il est calculé à la base du coût par unité de temps.
Le coût de réclamation du client est calculé en consultant les données statistiques de l’entreprise qui permettent d’estimer le coût moyen d’une réclamation.
3. Nombre d’événement par an est calculé par l’équation suivante :
NdPFPanparévénementdNombre ×= )('
Équation 11. Nombre d'événement par an.
Failure
mode Cause Effect Detection O S D RPN
Alternative
action
Internal
cost per
event (€)
External
cost per
event (€)
Events/
Year
Annual
risk (€)
Annual
implementation
cost (€)
New
RPN
New annual
risk (€)

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 118 -
)(FP est la probabilité correspondante à la fréquence associée au risque i avant l’implémentation des actions recommandées (voir Annexe II).
NdP est le nombre des pièces fabriquées par an.
4. Le coût annuel de risques (rC ) avant l’implémentation des actions recommandées.
[ ]∑ ×+××=i
ee,iiei,iiir C)P(DC)DP()P(FNdPC
Équation 12. Coût annuel de risques avant l’implémentation des actions recommandées.
)P(Di est la probabilité correspondante à la non détection associée au risque i (voir
Annexe II). La probabilité que la défaillance ne soit pas détectée et le produit défectueux sorte de l’entreprise. Dans ce cas, le coût externe de l’événement est engagé à éliminer les défauts.
)DP( i est la probabilité correspondante à la détection associée au risque i. La
probabilité que la défaillance soit détectée avant que le produit sorte de l’entreprise. Dans ce cas, le coût interne de l’événement est engagé à éliminer les défauts.
5. Le coût annuel de l’implémentation des actions recommandées ( aC ).
6. Le nouveau RPN après l’implémentation des actions recommandées.
7. Le coût annuel de risques ('rC ) après l’implémentation des actions recommandées.
[ ]∑ ×+××=i
ee,i'iei,i
'i
'i
'r C)P(DC)DP()P(FNdPC
Équation 13. Coût annuel de risques après l’implémentation des actions recommandées.
)( 'iFP est la probabilité correspondante à la fréquence associée au risque i après
l’implémentation des actions recommandées.
)P(D'i est la probabilité correspondante à la non détection associée au risque i après
l’implémentation des actions recommandées.
)DP( 'i est la probabilité correspondante à la détection associée au risque i après
l’implémentation des actions recommandées.
3.1 Flowchart du CbFMEA
Pour résumer les étapes du CbFMEA, la Figure 69 montre la démarche CbFMEA. La démarche FMEA classique présentée dans le chapitre précédent a été reprise en ajoutant les extensions proposées. Les ajouts (en blanc) sont :

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 119 -
• Le calcul du coût de l’événement : calculer le coût annuel de risques afin de savoir sa gravité financière.
• L’identification de l’action ou du plan d’actions pour diminuer ou éliminer les risques.
• Le calcul du coût de l’action afin de pouvoir le comparer avec le coût de risques et faire un compromis entre ces deux coûts. Ce compromis aide les acteurs à prendre une décision concernant l’implémentation du plan d’actions selon la politique de l’entreprise.
• Le calcul des coûts des différentes actions alternatives afin de choisir les actions le moins couteuses.
Les avantages apportés par cette méthode sont :
1. La prise en compte des coûts internes et externes de défaillances.
2. L’utilisation des données déjà saisies dans FMEA classique. Cela permet de gagner du temps et de ne pas recommencer l’analyse depuis le début.
3. La possibilité de faire un compromis entre les actions recommandées, les ressources candidates et risques associés en fonction de leurs coûts.
4. L’estimation des coûts de risques même après l’implémentation du plan d’actions afin d’évaluer le gain.
5. Le lien avec la méthode d’estimation du coût ABC afin de calculer le coût de la réalisation du produit et les coûts des activités de maîtrise de la qualité (y compris les coûts des actions recommandées).
La méthode ABC est employée pour estimer le coût des activités de la maîtrise de la qualité et le coût de la réalisation du produit. Le paragraphe 4 explique en détail l’utilisation de la méthode ABC.
3.2 Exemple illustratif – l’axe Z d’un robot portique
L’axe Z d’un robot cartésien est étudié pour illustrer l’aide apportée par CbFMEA aide à évaluer plusieurs actions (dans notre cas ce sont des solutions techniques) et à prendre une décision lors de la conception d’un produit mécatronique. La Figure 70 illustre une esquisse de cet axe. Le mouvement selon cet axe est réalisé par un moteur électrique � lié à un système vis à billes � attaché à la plaque de l’axe � qui est montée via un roulement linéaire �.

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 120 -
Determine
potential failure
modes
Determine the effects
of each failure modes
Determine the
causes of each
failure
List current
control process
Find detectebility
ranking
Calculate RPN
Find
probability
ranking
Correction
required?
Identify action
Modification[Modification data]
[Yes]
[FMEA Report]
[No]
Calculate event
cost
Calculate action
cost
Figure 69. La démarche CbFMEA.
Un des problèmes recensé sur cet axe est la dilatation thermique de la plaque due à l’augmentation de la température de l’environnement de travail. Une analyse CbFMEA est menée pour chercher les effets, les solutions possibles et les coûts de l’implémentation de ces solutions. Le Tableau 11 illustre un extrait de cette analyse CbFMEA.

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 121 -
Figure 70. Esquisse isométrique de l'axe Z d'un robot portique.
Failure
mode
Cause Effect O D S RPN Recommended
action
Implementation
cost (€)
O’ D’ S’ RPN’
Dilatation
thermique
Augmentation
de la
température de
l’environnement
Déformation 8 7 9 504 Utiliser une
jauge de
déformation
400 8 1 9 72
Réduction de
la précision et
de la
performance
Utiliser un
matériau à
faible
coefficient de
dilatation
thermique
50 2 7 9 126
Augmentation
du frottement
Jeu suffisant
entre la plaque
et le roulement
linéaire
10 2 7 9 126
Tableau 11. Extrait d'un tableau CbFMEA de l'axe Z d'un robot portique.
Trois solutions sont proposées pour éviter ce mode de défaillance : l’utilisation d’une jauge de déformation pour mesurer la dilatation, l’utilisation d’un matériau à faible coefficient de dilatation thermique ou de laisser un jeu suffisant entre la plaque et le roulement linéaire lors de la conception. Les coûts de l’implémentation de ces actions sont variés. Néanmoins, ce coût représente un indicateur important pour évaluer les actions et choisir ensuite l’une des solutions.

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 122 -
4 L’utilisation de la méthode ABC pour CbFMEA Nous employons la méthode ABC comme un outil d’estimation du coût dans l’analyse CbFMEA.
La méthode ABC consiste à estimer le coût du produit à partir des activités de son processus de réalisation. Ces activités consomment des ressources pour achever la fabrication du produit. Cette méthode est utilisée dans l’approche qualité/coût afin de calculer :
1. Le coût de la réalisation du produit.
2. Les coûts internes et externes de risques, en calculant les coûts des activités nécessaires pour diminuer/éliminer les risques.
3. Les coûts des actions recommandées.
Comme ces trois coûts sont basés sur le calcul du coût des activités correspondantes, la méthode ABC est utilisée pour ce calcul. Cette méthode fournit les données relatives aux coûts des différentes activités. L’approche par activités permet de relier le coût de la réalisation du produit avec le coût de non-qualité.
Notons ici que le coût de maîtrise de la qualité (prévention et détection) est inclu dans les activités de vérification et d’inspection. Ces activités sont définies au cours du développement du produit, donc font partie des activités de la réalisation. En résumant, le coût de la réalisation d’un produit calculé par la méthode ABC est donné par la formule :
∑=
=N
i
iactivitym CC
1
Équation 14. Coût des activités de la réalisation du produit.
mC : le coût des activités de la réalisation du produit.
i : un indice.
N : le nombre total des activités de la réalisation appliquées sur le produit.
Remarque
En plus des coûts de ces activités, il faut ajouter le coût matériel du produit afin de bien calculer son coût de la réalisation.
4.1 Interactions entre ABC et CbFMEA
L’utilisation de la méthode ABC, afin de calculer les coûts de risques, est illustrée à l’aide d’un diagramme d’activités (Figure 71). Ce diagramme est composé de deux démarches : la démarche CbFMEA déjà expliquée dans le paragraphe précédent et la démarche ABC expliquée dans le chapitre I. La méthode ABC est utilisée pour estimer le coût de la réalisation du produit et pour compléter l’analyse CbFMEA. Cette méthode doit être menée en avance par rapport à la méthode CbFMEA.

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 123 -
Figure 71. L'utilisation de la méthode ABC pour la méthode CbFMEA.
Les interactions entre les deux méthodes sont :
• Les données ABC qui sont utilisées comme entrées pour la méthode CbFMEA.

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 124 -
• Les données du CbFMEA qui ajoutent des activités supplémentaires participant à la réalisation du produit.
Nous pouvons expliquer ces interactions par :
• Les coûts des activités sont utilisés pour calculer les coûts de défaillances (a). Dans la méthode CbFMEA, les données du coût de main d’œuvre, de retard et de réclamation sont utilisées pour compléter l’analyse CbFMEA. Ces données sont issues de la méthode ABC.
• Les actions recommandées dans la méthode CbFMEA sont des activités prévues pour diminuer/éliminer les risques. Les coûts de ces activités sont estimés par la méthode ABC, ils sont utilisés dans la méthode CbFMEA (b).
• Le coût des pièces remplaçantes est estimé aussi par la méthode ABC qui le fournit, à son tour, à la méthode CbFMEA (c).
Les actions recommandées dans CbFMEA ajoutent des activités à la méthode ABC (d). Le coût de ces actions est ajouté au coût des activités réalisant le produit.
Afin d’avoir une vue globale sur les activités de l’approche globale qualité/coût, la Figure 72 illustre les différents diagrammes d’activités, elle inclut les activités des différentes approches utilisées ainsi que leur interopérabilité afin d’assurer la prise en considération les dimensions de la qualité et du coût du produit.
5 Exemple illustratif - un axe d’un système centreur Dans le chapitre II, le robot cartésien a été étudié. Une des taches de ce robot est de positionner la
pièce à usiner sur un montage d’usinage composé de centreurs. Le robot et le système centreur font partie d’une même cellule d’usinage. L’axe du système centreur est étudié dans ce paragraphe afin d’illustrer l’application de la méthode CbFMEA et l’estimation du coût avec la méthode ABC. Cette étude a comme objectif de montrer comment appliquer la proposition et calculer les différents coûts : coût de la réalisation, coût de défaillances et coût du plan d’actions. Ces coûts fournissent des indicateurs pour la prise de décision en vue de choisir un plan d’actions approprié. D’abord, la décomposition du centreur et son utilisation sont présentées. Ensuite, on s’intéresse à l’axe du centreur, son coût de la réalisation est estimé en utilisant la méthode ABC. Enfin, une analyse CbFMEA est menée sur cet axe.
5.1 Décomposition du centreur
L’objectif du centreur est de supporter et positionner la pièce à usiner par rapport à la base. La Figure 73 illustre ce système dans son état d’utilisation. La décomposition structurelle du centreur est illustrée dans la Figure 74. Il est composé d’un axe, un embout, un corps, 4 vis et un ressort. Il existe deux configurations du centreur (Figure 74) : la configuration libre (la pièce n’est pas montée) et la configuration chargée (la pièce est en place).

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 125 -
[Pro
du
ct/
pro
ce
ss m
itig
ation
]
Figure 72. Diagramme d'activités de notre approche globale qualité/coût.
Base de fixation du standard
NORELEM
Pièce à fixer
appuis ponctuels
Le centreur
Plaque
Figure 73. Le centreur dans la situation d’utilisation.

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 126 -
4 vis
Axe
Embout
Corps
Configuration libre
Configuration chargée
Guidage de l'axe uniquement dans l'embout
Pièce en place
Figure 74. La décomposition et les configurations du centreur.
Dans la suite de cette étude, nous allons nous intéresser à l’axe du centreur. Cet axe a les fonctions techniques suivantes :
1. S’adapter à la pièce brute.
2. Etre guidée par l’embout, sachant que le guidage de l’axe est uniquement dans l’embout.
3. Etre positionné par le corps.
4. En position libre, ne pas sortir du corps.
5. En position chargée, laisser un espace pour le ressort comprimé.
6. En position chargée, l’épaulement n’est pas en contact avec le fond de l’alésage du corps.
5.2 Estimation du coût de la réalisation
En utilisant la méthode ABC présentée avant, nous pouvons estimer le coût de la réalisation de l’axe. D’abord, cette méthode commence par identifier les ressources consommées et par relier ces consommations aux activités de la réalisation du produit. Ensuite, le coût de chaque activité est calculé, le Tableau 12 montre le calcul du coût de la réalisation de l’axe. Les chiffres figurés dans cette étude sont des chiffres illustratifs. Nous avons supposé que la cadence annuelle de l’axe est de 42 000 pièces et que le lot comprend 500 pièces pour toutes les activités, soit 84 lots par an.
Activités Type d'activité
Coût annuel d'activité (€)
Coût par unité d'activité (€)
Coût par unité (€)
Etude de marché et de faisabilité Produit 11 300 11 300 €/produit 0,27
Dessins du produit Produit 22 500 22 500 €/produit 0,54
Dessins des outils/éléments Produit 15 500 15 500 €/produit 0,37
Vérification de dessins Produit 8 780 8 780 €/produit 0,21

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 127 -
Activités Type d'activité
Coût annuel d'activité (€)
Coût par unité d'activité (€)
Coût par unité (€)
Usinage Unité 36 840 0,88 €/unité 0,88
Setup Lot 19 284 229,57 €/lot 0,46
Programmation/test Produit 24 780 24 780 €/produit 0,59
Manutention Lot 39 360 468,57 €/lot 0,94
Monter/démonter Unité 20 376 0,49 €/unité 0,49
Inspection Lot 27 504 327,43 €/lot 0,65
Management de production Installation 13 000 13 000 €/produit 0,31
Stockage et logistique Installation 15 500 15 500 €/produit 0,37
Energie Installation 17 000 17 000 €/produit 0,40
Formation Installation 9 000 9 000 €/produit 0,21
Matière première 18 000 0,43
Le coût total de la réalisation 7,12 €
Tableau 12. Estimation du coût de la réalisation pour l'axe.
5.3 L’analyse CbFMEA
A partir de l’analyse fonctionnelle et technique, l’analyse CbFMEA peut être effectuée sur l’axe. Le principe du calcul du coût de risques est illustré sur un exemple d’un mode de défaillance dû à la dispersion de la machine-outil. Le Tableau 13 montre cette analyse et les étapes suivantes illustrent le calcul des coûts.
Tableau 13. L'analyse CbFMEA pour l'axe.
Failure
mode Cause Effect Detection O S D RPN
Alternative
action
Internal
cost per
event (€)
External
cost per
event (€)
Events/
Year
Annual
risk (€)
Annual
implementation
cost (€)
New
RPN
New annual
risk (€)
Ne
s’adapte
pas à la
pièce
brute
Dispersion
machine Position
incorrect 1 pièce/H
6
2 5
8
2
240
Réglage
de la
machine/
Réalisation
outillage
de
contrôle 11,02 80,00 210 2603,79
3000 20 46,28
6
2 5
8
3
240
Réglage
de la
machine/
SPC
2000 30 46,28

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 128 -
5.3.1 Coût interne de l’événement
Ce coût est calculé en utilisant l’Équation 9. En cas d’apparition d’événement « axe défectueux », l’opérateur doit démonter le centreur et remplacer l’axe. Supposant que cette opération dure 18 minutes de l’opérateur en prenant compte le taux d’horaire d’un opérateur de 13,00 € (2000 €/mois, 22 j, 7 h) : le coût de main d’œuvre = 18 min × 13,00 €/h = 3,90 €
Le coût de l’axe de remplacement est égal à son coût de la réalisation calculé dans le sous-paragraphe précédent. Donc, le coût de matériel = 7,12 €
Le coût interne de l’événement = 3,90 + 7,12 = 11,02 €
5.3.2 Coût externe de l’événement
Ce coût est calculé en utilisant l’Équation 10. Il est plus difficile à estimer par rapport au coût interne. Mais ce coût est généralement plus important que le coût interne. Chaque événement génère un retard de 20 min et le taux d’horaire d’une heure de retard de livraison est de 50,00 €. Le coût moyen d’une réclamation due à l’événement est 30,00 €. Donc le coût externe de l’événement = 50,00 + 30,00 = 80,00 €. Ce coût comprend également le coût de la perte d’image de l’entreprise.
5.3.3 Nombre d’événement par an
Ce nombre est calculé en utilisant Équation 11.
Nombre d’événement par an = (1/200) × 42 000 = 210
5.3.4 Le coût annuel de risques avant l’implémentation des actions
Le coût annuel de risques avant l’implémentation des actions recommandées est calculé en utilisant l’Équation 12. Cela donne :
]6,1799,10[210
]80)50/1(02,11)50/11[(210C
+×=×+×−×=r
=2603,79 €
5.3.5 Le coût d’implémentation des actions
Deux actions sont recommandées pour diminuer la fréquence du mode de défaillance et améliorer sa détection :
1. Réglage de la machine et la réalisation d’un outillage de contrôle L’implémentation de ce plan coûtera de 3 000 €
2. Réglage de la machine et mise en place d’un SPC. Le coût annuel de ce plan est de 2 000 €
5.3.6 Le coût annuel de risques après l’implémentation des actions

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 129 -
Le coût annuel de risques après l’implémentation des actions recommandées est calculé en utilisant l’Équation 13.
1. Pour le réglage et la la réalisation d’un outillage de contrôle :
02,112,4
]80)10000/1(02,11)10000/11)[(10000/1(42000C '
×=×+×−×=r
28,46= €
2. Pour le réglage et le SPC :
02,112,4
]80)2000/1(02,11)2000/11)[(10000/1(42000C '
×=×+×−×=r
28,46= €
5.4 Discussion
L’étude d’un axe de centreur présentée dans ce paragraphe est une application de la proposition du CbFMEA. Elle illustre le calcul du coût de la réalisation, le coût de non-qualité et le coût du plan d’actions. Elle montre aussi l’échange de données entre la méthode ABC et la méthode CbFMEA. Néanmoins, il est important de mentionner quelques commentaires pour conclure cette étude :
1. La diminution de la fréquence a un impact beaucoup plus important que l’amélioration de la détection. Cette remarque est valide pour un coût externe/coût interne peu élevé. Pour un rapport élevé, l’amélioration de la détection sera prioritaire par rapport à la diminution de la fréquence.
2. Cette étude analyse une seule machine-outil candidate pour la fabrication de l’axe. Dans un cadre plus général, plusieurs machines doivent être comparées.
3. Cette analyse aide au choix des actions à mettre en place. Ce choix est fait en fonction des coûts de ces actions.
4. L’expression de la qualité (ou de non-qualité) en termes de coût rend l’amélioration conjointe du rapport qualité/coût plus facile. Elle permet une homogénéisation des indicateurs.
5. Le coût de non-qualité doit être pris en compte dans l’estimation du coût global du produit. C’est le coût de la qualité négative analysée par la méthode CbFMEA.
6 Modélisation support de l’analyse CbFMEA Dans le chapitre précédent, nous avons proposé un modèle de données support de l’approche
qualité QFD/FMEA/KCs. Dans ce chapitre la notion du coût est introduite dans l’analyse FMEA en déployant la méthode ABC, la nouvelle méthode est appelée CbFMEA. Les interactions entre la méthode ABC et la l’approche CbFMEA sont déjà décrites par un diagramme d’activités. Dans ce paragraphe, nous présentons un modèle de données de ces deux méthodes : ABC et CbFMEA. Le but de ce modèle est de formaliser les données manipulées dans ces méthodes et de modéliser leurs

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 130 -
interactions. Le démonstrateur informatique présenté dans le chapitre suivant est basé sur ces modèles de données proposés.
La Figure 75 illustre le modèle de données UML de l’approche CbFMEA/ABC. Il montre également les paquets de QFD et de KCs dans l’objectif de montrer toutes les relations entre ces approches. Ce modèle de classes illustre les deux concepts qui participent à l’analyse CbFMEA : le concept ABC, le concept CbFMEA. Ces deux composants de la modélisation sont détaillés dans les paragraphes suivants.
6.1 Le concept CbFMEA
Le premier concept modélise l’approche CbFMEA. Comme cette approche est basée sur l’approche classique FMEA, sa modélisation est aussi basée sur le modèle de cette dernière présentée dans le chapitre précédent. Les modifications apportées afin de modéliser l’introduction de la notion du coût sont les suivantes :
• La classe RiskAnalysis est spécifiée de classe Activity, elle représente l’activité « analyser les risques ». La classe RiskAnalysis est composée des classes FMEA qui analysent le produit.
• L’attribut eventCost a été ajouté à la classe Mode. Cet attribut représente le coût de l’événement dans la méthode CbFMEA. Pour les modes qui génèrent des coûts de risques élevés, des actions doivent mise en place pour réduire ces risques.
• Les actions sont modélisées par la classe Action. Chaque action est une activité ; elle est dérivée de la classe mère Activity. La classe Action est enrichie aussi par l’ajout de l’attribut estimatedCost qui représente le coût de la mise en place de cette action.
6.2 Le concept ABC
Le concept de la méthode ABC est basé sur le principe qu’un produit consomme des activités et les activités consomment des ressources pour réaliser le produit. Ainsi, ce modèle est constitué de trois vues principales :
• La vue produit : elle est représentée par la classe Product. Chaque produit a un ensemble de fonctions techniques qui sont représentées par l’attribut Functions. Le produit est composé des composants simples qui sont modélisées par la classe Part.
• La vue activité : la classe Activity modélise toutes les activités de la réalisation du produit. En effet, cette classe a comme attribut le type d’activité, qui représente les différentes catégories d’activités déjà présentées dans la méthode ABC. Qui plus est, l’habilité à générer une activité (comme par exemple la génération d’une activité de contrôle de la qualité par une activité de production) est modélisée par l’agrégation réflexive. Cette classe a comme opération le retour du coût de l’activité, qui est calculé dans la démarche ABC selon la consommation de ressources.
• La vue ressource : tous les types de ressources héritent de la classe Resource. Cette partie concerne les classes modélisant les ressources consommées par les activités. Parmi l’ensemble des attributs de ces classes deux sont essentiels : le coût horaire et leur disponibilité.

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 131 -
+returnCost()
+generateActivity()
-type : String
Activity
1
*
generates
-costPerWorkingUnit : Double
-availability : Boolean
Resource
*
1..*
consumes
-functions
Product
Part
1
*
*
*
consumes
Manufacturing+actionTaken()
-type : String
-period : Integer
-team : List
FMEA
analyse
-RPN : Integer
-eventCost : Double
Mode
-severity : Integer
Effect
1 *
generates-occurance : Integer
Cause
* 1
isGeneratedBy
-responsable : String
-estimatedCost : Double
Action
<HighCost>
RiskAnalysis
-D : Integer
Detection
1 1modeDetection
ManMachine
1
1
Design Support
Tool
-phase
-analysedProduct
-weight
-targetValue
-measure
1
*
-weight
-id
-name
-standardDeviation
-type
-rule
-mathematicalExpression
1
*
ABC Concept CbFMEA Concept
1
*
-weight
Figure 75. Diagramme de classes support de l’approche CbFMEA.
7 Implémentation des interfaces de l’analyse CbFMEA Afin d’illustrer la mise en œuvre de la maquette informatique, plusieurs interfaces sont présentées
en Figure 76. Cette implémentation est faite dans la même maquette de maîtrise de la qualité QFD/FMEA/KCs présentée dans le chapitre précédent.
A partir de ces interfaces, l’utilisateur peut facilement définir ses ressources, mener une analyse CbFMEA et calculer le coût de fabrication du produit. Plus de détails sur cette maquette sont donnés dans le chapitre suivant. Un mode d’emploi est disponible en Annexe I.
1. A partir de l’interface principale de la démarche qualité/coût, l’utilisateur peut commencer l’analyse CbFMEA. La fenêtre � illustre le début de cette analyse par la définition des ressources de fabrication.
2. La fenêtre � permet de définir les ressources à utiliser pour fabriquer la pièce étudiée.
3. Les données nécessaires à l’estimation du coût sont à saisir dans la fenêtre �. Cette fenêtre représente l’interface de la méthode ABC.

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 132 -
4. Pour compléter l’analyse CbFMEA, le coût de risques doit être calculé. La fenêtre � illustre le tableau CbFMEA. Elle reprend le tableau FMEA classique et intègre les colonnes correspondantes aux coûts de risques.
1
2
3
4
Figure 76. Interfaces de l'analyse CbFMEA.
8 Conclusion Dans ce chapitre, nous avons proposé la méthode Cost-based FMEA (CbFMEA) qui est basée sur
l’approche FMEA classique. L’objectif de cette proposition est de considérer l’aspect coût dans l’analyse de la qualité et notamment dans l’analyse de risques. L’approche FMEA a été préférée pour des raisons de facilité d’introduction du coût de non-qualité et du coût des actions recommandées en même temps. En plus, elle peut bénéficier des données de la méthode ABC et ajouter le composant coût de non-qualité au coût global du produit. Le point commun entre ces deux méthodes est la notion d’activité, que ce soient les activités de conception et de fabrication, les activités de maîtrise de la qualité et les activités liées à la réduction/élimination des défaillances.

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 133 -
Ce coût de non-qualité fait partie du coût global du produit. L’état de l’art illustre que cette composante du coût n’est pas intégrée comme indicateur de performance pour la prise de décision dans les premières phases du développement d’un produit. Afin que cette composante influe sur la prise de décision, le coût de non-qualité doit être calculé dans la démarche de la qualité en consultant les informations liées aux coûts des activités. Ces informations sont généralement issues de la méthode d’estimation du coût ABC. Donc l’utilisation de cette dernière dans notre démarche de la qualité est nécessaire.
L’approche CbFMEA surmonte certaines limites de l’approche FMEA classique. Elle permet d’exprimer les risques en fonction de leurs coûts associés. Les résultats sont des indicateurs de performances qualité/coût plus homogènes qui aident à la prise de décision durant la conception et la fabrication du produit. Dans la méthode CbFMEA, le calcul du coût de non-qualité est fait en fonction de la probabilité de la défaillance, la probabilité de la détection et le coût des activités générées par cette défaillance.
Un cas d’étude sur l’axe du centreur a été présenté pour montrer l’application de la méthode CbFMEA. Les résultats de cette analyse permettent de faire une amélioration entre le plan d’actions, les ressources à utiliser et le coût du produit.
L’analyse CbFMEA est formalisée sous la forme d’un diagramme de classes pour structurer les données manipulées. Nous avons proposé un modèle de données UML comprenant un modèle CbFMEA, un modèle ABC et les relations entre les deux modèles. La validation de ces modèles a été effectuée en les opérationnalisant via une maquette informatique. Les interfaces correspondant à l’analyse CbFMEA sont présentées pour montrer l’implémentation du modèle de données.
Le résultat de ce chapitre, et du chapitre précédent, sont alors une démarche d’amélioration conjointe qualité/coût permettant de mener une analyse de la qualité prenant en compte le coût. Cette démarche utilise plusieurs outils de maîtrise de la qualité et d’estimation du coût durant le cycle de vie du produit tel que : QFD, FMEA, KCs et ABC. Néanmoins, pour bien montrer le lien entre l’approche qualité (QFD/FMEA/KCs) et l’approche coût (CbFMEA), le chapitre suivant présente l’application de l’approche globale qualité/coût dans la phase de pré-gamme.

Ch. III : Considération du coût dans la maîtrise de la qualité - l’approche Cost-based FMEA
- 134 -

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 135 -
Chapitre IV – Conception préliminaire de la gamme d’usinage basée sur les indicateurs
qualité/coût - la méthode QCCPP
Une méthode d’aide à la décision basée sur les indicateurs qualité/coût est proposée dans ce chapitre. Elle est baptisée « Quality/Cost-based Conceptual Process Planning (QCCPP) » (en français : conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût). C’est une application de l’approche qualité/coût dans la phase de pré-gamme aussi nommée « gamme conceptuelle ». La QCCPP vise à déterminer les ressources principales de fabrication prenant en compte leur capabilité, leur coût et leur risque associés. Elle peut servir comme une méthode d’aide à la décision lors de la conception préliminaire de la gamme d’usinage. Un exemple d’une pièce CAI (Couvercle d’Arbre Intermédiaire) et des interfaces de la maquette développée sont présentées pour illustrer les différentes étapes de QCCPP. L’approche QFD phase III est utilisée pour faire le lien entre les caractéristiques du produit et celles du processus d’usinage. L’évaluation de la capabilité des ressources du processus d’usinage est faite en intégrant une fonction de capabilité pour les éléments de processus appelée l’indicateur de la capabilité composite du processus (CCP). Les caractéristiques du produit et les éléments de processus dans QFD sont pris comme entrée pour compléter le tableau FMEA. Pour estimer le coût de fabrication, la méthode ABC est employée. Ensuite, la méthode CbFMEA est utilisée pour estimer les coûts de risques associés aux ressources d’usinage. Pour chaque groupe de ressources, les données sont rassemblées dans un tableau de décision afin d’aider l’utilisateur à sélectionner les ressources qui répondent au mieux au rapport qualité/coût envisagé.

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 136 -

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 137 -
ans les deux chapitres précédents, nous avons proposé une approche qualité/coût qui est basée sur l’interopérabilité QFD/FMEA/KCs et sur les méthodes ABC et CbFMEA. Cette approche a pour objectif de faciliter la prise en compte des aspects de qualité et du
coût lors de la conception et de l’industrialisation du produit. Elle s’applique à plusieurs étapes de son cycle de vie. La Figure 77 illustre un cycle de vie simplifié d’un produit manufacturier avec les méthodes utilisées dans l’approche qualité/coût.
Dans ce chapitre, nous nous focalisons sur l’étape de pré-gamme (aussi nommée : conception préliminaire de la gamme ou gamme conceptuelle) pour montrer l’application de l’approche qualité/coût à cette étape (Figure 77). Cette application est nommée « conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût », en anglais : Quality/Cost-based Conceptual Process Planning (QCCPP). La pré-gamme peut être vue comme un squelette de gamme d’usinage. Nous nous focaliseront essentiellement sur les choix des ressources d’usinage. La méthode QCCPP est une démarche pour la sélection des ressources d’usinage en fonction de leur capabilité (aspect qualité) et de leur coût [Hassan 2008c]. Il est important de noter que, dans ce chapitre, quand nous parlons de processus, cela signifie la pré-gamme.
D’abord, la notion de la pré-gamme est définie en illustrant son lien avec la gamme d’usinage détaillée. Un état de l’art est aussi mené sur des travaux de recherche manipulant le sujet de pré-gamme et les critères de décision pris en compte lors de sa génération. Cette bibliographie révèle le besoin de faire plus attention à cette étape de réalisation du produit. Pour répondre à ce besoin, la méthode QCCPP a été proposée.
Le rôle de la méthode QCCPP est ensuite expliqué en illustrant ses entrées et ses sorties ainsi que ses contrôles et ses ressources.
Dans la quatrième partie de ce chapitre, les différentes étapes de la méthode QCCPP sont explicitées. En détaillant ces étapes, nous montrons comment les différentes méthodes de l’approche qualité/coût sont employées afin d’aider l’utilisateur à sélectionner les ressources d’usinage. La méthode QCCPP est appliquée afin de calculer les indicateurs de la qualité et du coût des groupes de ressources candidats. La sélection des ressources est faite en fonction des objectifs et à l’aide d’un tableau de sélection. Ce tableau rassemble les résultats de la méthode QCCPP et permet de classer les différentes solutions (groupes de ressources).
La méthode QCCPP est illustrée à l’aide d’un exemple d’une pièce « Couvercle d’Arbre Intermédiaire (CAI) ». Des interfaces de la maquette informatique qualité/coût sont aussi montrées pour illustrer le déroulement de l’étude de la pièce CAI avec la méthode QCCPP.
Quality management with QFD/FMEA/KCs and cost consederation with ABC/CbFMEA
Applied on
Quality/Cost-based
Conceptual Process
Planning(QCCPP)
Result
Requirements Definition
Conceptual product design
Detailed product design
Conceptual process planning
Detailed Process planning Manufacturing
Service and Support
Recycling
Figure 77. Les étapes couvrantes par l’approche qualité/coût et la place de la méthode QCCPP.
D

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 138 -
1 L’étape de sélection des ressources lors de la génération d’une gamme d’usinage
Le cycle de vie d’un produit manufacturier (Figure 77) va de l’identification des besoins du client jusqu'à recyclage du produit. La conception d’une gamme d’usinage a comme objectif de définir les opérations qui doivent être effectués afin de transformer les matières premières en produit fini. Le coût et le temps de fabrication doivent aussi être estimés.
La Figure 78, tirée d’un article de Weill [Weill 1993], illustre les étapes principales de la conception d’une gamme d’usinage. Ces étapes sont :
Figure 78. Les étapes d'une gamme d’usinage [Weill 1993].
• Choix des opérations et des outils : la description du produit donnant toutes les exigences à respecter (tolérances, quantité, matières premières, etc.) est nécessaire au choix des types d’opérations et des outils convenant aux différentes entités d’usinage (alésages, surface plane, filetage, etc.) et respectant les contraintes imposées.
• Choix des machines-outils : en fonction des quantités de pièces à produire et des contraintes technologiques, un ensemble de machines-outils est sélectionné pour

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 139 -
exécuter les opérations. Les méthodes de fixation et de bridage sont aussi ébauchées dans cette étape.
• Ordre des opérations : tenant compte des tolérances de précision, il est nécessaire d’ordonner les opérations individuelles suivant une séquence bien définie.
• Groupement des opérations : pour optimiser les temps d’usinage et respecter les tolérances de position (positions relatives des entités de la pièce), les opérations doivent être groupées de façon optimale.
• Choix des montages et des surfaces de référence : il s’agit d’examiner les possibilités de mise en position des pièces sur les montages, ainsi que leur bridage pour assurer leur stabilité sous l’effet des forces actives pendant l’usinage (effort de coupe notamment).
• Détermination des dimensions et des tolérances de fabrication : les différentes dimensions sur la pièce n’étant pas obligatoirement réalisées en cote directe, on doit procéder à un transfert de dimensions et de tolérances en cotes de fabrication satisfaisant aux conditions fonctionnelles et aux conditions de réglage sur site, notamment en fonction des capabilités techniques des machines-outils.
• Détermination des données d’usinage : des contrôles en cours de fabrication ou, éventuellement, après finition de la pièce, doivent aussi être ajoutés dans le plan de fabrication.
• Calcul des temps et des coûts : il est nécessaire ensuite que, pour chaque phase d’usinage, les conditions de travail (vitesse, avance, profondeur de passe) soient précisées et, de là, un calcul des temps et des coûts des opérations est possible en vue d’arriver à une appréciation économique.
• Rédaction du dossier de fabrication : un dossier de fabrication doit être enfin rédigé suivant les données précédentes pour être passé aux services de fabrication pour exécution.
Cette gamme d’usinage peut être divisée en deux niveaux : pré-gamme et gamme détaillée. Comme illustré dans la Figure 78, la pré-gamme comprend essentiellement les étapes de choix des opérations, des outils et des machines-outils nécessaires à la fabrication du produit.
1.1 Définition d’une pré-gamme d’usinage
Une pré-gamme d’usinage est une ébauche de gamme d’usinage permettant principalement l'évaluation préliminaire de la fabricabilité de la conception du produit. Elle vise à déterminer les procédés de fabrication et la sélection des ressources (outils et machines-outils) nécessaires à la réalisation des pièces.
Cette définition peut être adoptée selon les points de vue ou l’objectif envisagé. Certains travaux de recherche considèrent la qualité comme un des objectifs de cette étape [Klocke 2000], d’autres y ajoutent le séquencement des posages et les types de montages d’usinage [Etienne 2007] ou l’estimation préliminaire du coût de fabrication [Feng 1999]. Un état de l’art sur les travaux abordant ce sujet est présenté dans le paragraphe suivant.
Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 140 -
1.2 Etat de l’art
Peu de travaux de recherche ont concentré leurs efforts sur la phase de pré-gamme dans le cycle de vie du produit manufacturier, en se focalisant sur les impacts significatifs sur la qualité de fabrication, les coûts et les délais [Maropolous 1998], [Chu 2000], [Feng 2000].
Mukherjee a présenté une approche de génération de la pré-gamme pour déterminer les opérations de fabrication impliquées dans la création de la géométrie du produit [Mukherjee 1997]. Il s’est basé sur des abstractions des esquisses représentant la géométrie fonctionnelle. A partir de ces esquisses, une liste préliminaire des opérations de moulage peut être créée par une procédure heuristique. Ces esquisses sont utilisées également pour la conception préliminaire, l’évaluation de la fabricabilité et la conception de la pré-gamme.
Chu a proposé une méthodologie nommée « prototype-based incremental process planning (PIPP) » [Chu 2000]. Un prototype de la gamme est défini comme une représentation abstraite d'une gamme détaillée, et il est déterminé par quelques surfaces clés du produit. Cette méthode offre une nouvelle approche pour améliorer l'efficacité et la qualité de la gamme et pour soutenir l'ingénierie simultanée.
Feng a développé un prototype pour l'évaluation préliminaire de la fabricabilité dès les premières phases de la conception du produit [Feng 2000]. Il a illustré la génération de la pré-gamme par un diagramme IDEF0 en la décomposant en trois activités : déterminer les processus d’usinage, sélectionner les ressources et estimer « grossièrement » le coût de fabrication. Le prototype développé a été basé sur un modèle objet. Il valide le modèle IDEF0 et l’intégration entre la conception de la pré-gamme et la conception préliminaire du produit.
Chin a proposé une approche hybride pour développer une pré-gamme dédiée à la qualité [Chin 2003]. L'approche vise à déterminer les ressources clés de la gamme d’usinage avec une capabilité adéquate. Cette approche est composée de quatre étapes : l’identification des caractéristiques de la qualité sur le produit, faire les liens entre ces caractéristiques et les éléments du processus, la sélection des ressources et l’évaluation de la qualité du processus.
Les travaux présentés ci-dessus sont impliqués dans la génération de la pré-gamme. Chacun vise à améliorer le processus de développement du produit en se focalisant sur la qualité, le coût ou le temps. Ces trois indicateurs sont normalement utilisés pour l’évaluation et l’optimisation de la gamme. Chu et Chin ont concentré leurs travaux sur la qualité. Mukherjee a concentré sur la fabricabilité. Tandis que Feng s’est concentré sur le coût de fabrication.
Néanmoins, très peu de travaux se focalisent sur la prise en compte conjointe des facteurs qualité et coût dans la phase de pré-gamme. La méthode QCCPP proposée dans ce chapitre vise à déterminer les ressources d’usinage avec une capabilité adéquate aux spécifications du produit et avec un coût acceptable. Elle permet de valider ces ressources et d’estimer le coût de fabrication avant la génération d’une gamme détaillée. L’avantage de cette proposition est de donner la possibilité à l’utilisateur de faire une amélioration de la qualité et du coût lors de la prise de décision en conception et en fabrication. En plus, cette méthode est implémentée dans une maquette informatique. Elle fait partie de la maquette qualité/coût globale. Les paragraphes suivants illustrent la méthode QCCPP.

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 141 -
2 Le rôle de la méthode QCCPP La méthode QCCPP n’est qu’une application de l’approche qualité/coût, présentée dans les
chapitre II et III, dans la phase de génération de pré-gamme de cycle de vie du produit. Cette méthode est basée sur les outils QFD, FMEA, KCs, ABC et CbFMEA et sur leurs interrelations. L’objectif principal de cette méthode est l’amélioration conjointe du rapport qualité/coût de la gamme d’usinage, par conséquent la qualité et le coût du produit. Le rôle de QCCPP est illustré par un diagramme d’activités IDEF0 présenté dans la Figure 79 [Hassan 2009c].
Figure 79. Le rôle de la méthode QCCPP.
L’activité de la méthode QCCPP a comme objectif de sélectionner les ressources d’usinage. Les entrées de cette activité sont :
• Le modèle du produit. Cela peut être aussi les caractéristiques clés du produit sans connaître tous les détails. Dans ce cas, nous parlons du lien entre la conception préliminaire du produit et la conception préliminaire de la gamme (la pré-gamme).
• Les opérations d’usinage à effectuer pour réaliser le produit.
Le rôle de la méthode QCCPP est de faire le lien entre les caractéristiques clés du produit (dites caractéristiques de la qualité) et les éléments clés du processus d’usinage. Autrement dit, faire le lien entre la conception du produit et la conception de sa gamme d’usinage. Dans la phase de pré-gamme, la méthode QCCPP fournit des indicateurs qualité et coût qui permettent la sélection des ressources d’usinage. Selon ces indicateurs, des modifications peuvent être effectuées sur la conception du produit et/ou sur les ressources candidates.
Les contrôles de cette activité sont les contraintes liées aux ressources disponibles pour fabriquer le produit, les exigences de l’ingénierie ainsi que les contraintes liées à sa conception. Les approches de maîtrise de la qualité QFD, FMEA et KCs soutiennent l’activité QCCPP ainsi que les méthodes d’estimation du coût ABC et CbFMEA.
Les sorties de cette activité sont les ressources avec leurs capabilités, les risques associés à ces ressources et leurs coûts.
La démarche QCCPP est détaillée et illustrée sur un exemple : la pièce CAI.

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 142 -
3 La pièce « Couvercle d’Arbre Intermédiaire (CAI) » La Figure 80 illustre la place de la pièce CAI sur le moteur d’un véhicule [CERTA 2009]. Cette
pièce couvre l’arbre intermédiaire du moteur et permet le passage du pignon intermédiaire et du lubrifiant. C’est un composant du moteur type F8Q. Des voitures du constructeur Renault (Clio, Mégane, Laguna) et d’autres voitures du constructeur Volvo sont équipées par ce moteur. La pièce brute est obtenue par la fonderie, sa finition par des opérations d’usinage en grande série (rectification des surfaces, perçage des trous…). Les critères de sélection des solutions techniques et technologiques pour usiner cette pièce sont : la qualité, le coût et le temps. Dans cette étude, le critère de temps n’est pas pris en compte, seuls les critères de la qualité et du coût sont considérés. La Figure 81 montre la différence entre la pièce CAI brute et usinée. Le dessin détaillé du plan fonctionnel de cette pièce est présenté dans Annexe III. Nous supposons que la cadence annuelle est de 600.000 pièces, avec 2500 pièces pour chaque lot. L’objectif est la sélection des ressources. Les estimations quantitatives dans cette étude devraient être considérées à titre indicatif.
Couvercle d’Arbre Intermédiaire
Moteur F8Q
Figure 80. La place de la pièce CAI sur le moteur.
Pièce brute (fonderie) Pièce usinée
Figure 81. Images de la pièce CAI brute et usinée.

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 143 -
4 Les étapes de la méthode QCCPP Dans ce paragraphe, les étapes de la méthode QCCPP sont illustrées sur un exemple de la pièce
CAI. Des interfaces de la maquette informatique QCCPP illustrent l’implémentation de cette méthode. La Figure 82 illustre les différentes étapes de la méthode QCCPP [Hassan 2010] :
Product
design
Assessement of
process qualityQFD phase III
Analysis of
process failuresProcess FMEA
Process alternatives & CCPs
RPNs
Estimation of the
cost of failures
Failure cost
Estimation of
manufacturing cost
Cost-based
FMEA
Detailed process planning
ABC
Manufacturing
process cost
Qualiy/Cost-based
Conceptual Process
Planning (QCCPP) Process
alternatives
Legend:
Process
Method and Tool
Qualit
y
co
nsid
era
tion
Cost
con
sid
era
tion
Machining
methods
Figure 82. Les étapes de la méthode QCCPP.
1. L’évaluation de la capabilité des ressources du processus d’usinage en utilisant l’approche QFD en phase III.
2. L’analyse de risques du processus en utilisant l’approche FMEA classique.
3. L’estimation du coût de fabrication du processus en utilisant la méthode ABC.
4. L’estimation du coût de risques associé au processus en utilisant la méthode CbFMEA.
Les sorties sont des indicateurs qualité et coût, pour les ressources, rassemblés dans un tableau de sélection. Ce tableau permet de faire une agrégation entre les différents critères de sélection. Les deux premières étapes de la méthode QCCPP considérant la qualité en calculant la capabilité des ressources candidates et les risques en analysant les défaillances potentielles. Les deux dernières étapes assurent la considération du coût en estimant le coût de fabrication et de risques associés.
4.1 La sélection des ressources du processus
Après la conception préliminaire du produit, des données relatives à ses caractéristiques clés sont disponibles. L’approche QFD phase III est mise en œuvre afin de relier ces caractéristiques aux éléments principaux du processus d’usinage. La Figure 83 illustre les entités à usiner sur la pièce

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 144 -
CAI. Ces entités sont l’objet de cette étude. Ce sont une surface pl100, deux trous cy103 et un trou cy104.
Figure 83. Les entités à usiner sur la pièce CAI.
La Figure 84 illustre la matrice QFD phase III pour la pièce CAI. Cette pièce a trois caractéristiques clés (iq ) : la planéité de la surface pl100, la position des trous cy103 et la circularité
du trou cy104. Ces caractéristiques sont appelées dans la méthode QCCPP « caractéristiques de la qualité » (en anglais : quality characteristics).
Quality characteristic (qi) Characteristic weight ( ) Machining tool Fixturing mode Cutting conditionspl100 planarity 0,5 0,22 0,39 0,39cy103 position 0,25 0 0,9 0,1cy104 circularity 0,25 0,6 0,07 0,33
0,26 0,4375 0,3025Precision grade Locating error Deformation
10 0,05 0,10 0 01 1,1 18 0,04 0,0811 0,06 0,1
Correlation coefficient (γj )
Process elements (ej)
Process element weight (wj)Process element measure
Benchmark of process element level (xj0)Large-better (1), Small-better (0)
Lower bound of process quality level (Lj )Upper bound of process quality level (Uj )
iv
Figure 84. La matrice QFD phase III de la pièce CAI.
Les caractéristiques de la qualité sont des objectifs de la qualité déterminés lors de la conception du produit. Selon leur fonction, les caractéristiques de la qualité sont généralement classées en quatre catégories [Zheng 2005]. Elles sont illustrées dans la Figure 85.
• Caractéristiques géométriques (telles que les dimensions, les tolérances et la rugosité).
• Caractéristiques mécaniques (telles que la dureté et la force).
• Caractéristiques physiques (comme le poids).
• Caractéristiques chimiques (tels que les ingrédients chimiques du matériau, la résistance à la corrosion de la surface).

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 145 -
Figure 85. Les catégories des caractéristiques de la qualité.
Trois éléments du processus (en anglais : process elements) sont liés aux caractéristiques de la qualité de la pièce CAI (je ) : la machine-outil, le mode de montage et les conditions de coupe. Les
éléments du processus sont des caractéristiques du processus qui influencent considérablement les caractéristiques de la qualité. Ils peuvent être approximativement divisés en deux types : indépendants et dépendants (Figure 86).
Figure 86. Les types des éléments du processus.
• Les éléments indépendants se réfèrent à ceux qui sont uniquement liés au processus d’usinage. Ils comprennent généralement le type d’opération d'usinage, les outils, le mode de montage, la classe de précision de la machine (voir Annexe IV), la trajectoire de l'outil, les conditions de coupe, la méthode d'inspection, l’instrument d'inspection, etc.
• Les éléments dépendants se réfèrent à ceux qui ne sont pas seulement liés au processus d’usinage, mais aussi liés à la conception du produit. Ils comprennent la fabricabilité du matériau sélectionné, la fabricabilité de la géométrie, la précision spécifiée, le mode de fabrication de la pièce brute, etc.
La présélection des solutions de ressources appropriées pour chaque élément du processus est réalisée en fonction du niveau de précision, du modèle du produit et des informations des ressources d’usinage disponibles dans l'usine.

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 146 -
4.2 L’évaluation de la capabilité de ressources
L’évaluation de la capabilité est la première étape de la méthode QCCPP, illustrée dans la Figure 87. L’objectif de cette étape est d'évaluer la qualité du processus par la mesure de la capabilité des ressources à disposition.
Figure 87. La première étape de la méthode QCCPP.
Il existe dans la littérature de nombreux travaux portant sur la définition de l’indicateur de capabilité PC , PkC , PP , PkP , PiC , PikC .
PC et PkC sont deux indicateurs de capabilité associées au procédé et ne prennent en compte que
les dispersions à court terme dues essentiellement à la machine et à la gamme de fabrication [Pillet 1994]. Ils se calculent de la façon suivante :
CTP
IT
termecourtàDispersion
tolérancedeIntervalleC
σ.6==
Équation 15. Définition mathématique du Cp.
Un procédé est alors dit capable lorsque sa capabilité est supérieure à 1.33. La Figure 88 illustre l’impact de la dispersion du procédé (en grisé) et les deux limites bornant cette dispersion et formant l’intervalle de tolérance sur le PC et PkC . On peut ainsi remarquer que la dispersion du
premier cas (noté �) est beaucoup trop importante pour être capable de réaliser l’intervalle de tolérance demandé.
Le PC permet ainsi d’évaluer rapidement l’aptitude d’un procédé, néanmoins il n’est réellement pertinent que pour les dispersions centrées sur la cible à atteindre. En effet les cas � et � ont le même PC (car la même dispersion et le même intervalle de tolérance) alors que dans le cas � un
certain nombre de pièces sont hors tolérance. Afin d’améliorer la pertinence de la capabilité, le PkC
prend en compte ce décentrage :
CTpk
LlppMoyDist
termecourtàDispersion
prochepluslaLimiteMoyenneDistanceC
σ.3
)/(
.2/1
)/( ==
Équation 16. Définition mathématique du Cpk.

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 147 -
Intervalle de tolérance
Dispersion = 6σ Dispersion = 6σ Dispersion = 6σ
Intervalle de tolérance Intervalle de tolérance
Cas �Procédé non capable
car Cp < 1.33
Cas �Procédé capable
car Cp > 1.33
Cas �Procédé censé être
capable car Cp > 1.33
Intervalle de tolérance
Dispersion = 6σ Dispersion = 6σ Dispersion = 6σ
Intervalle de tolérance Intervalle de tolérance
Cas �Procédé non capable
car Cp < 1.33
Cas �Procédé capable
car Cp > 1.33
Cas �Procédé censé être
capable car Cp > 1.33
Figure 88. Exemples de Cp et Cpk.
PP et PkP sont deux indicateurs de capabilité associées au processus en tenant compte sa
dispersion à long terme [Duret 2005]. Ils se calculent de la façon suivante :
LTP
IT
termelongàDispersion
tolérancedeIntervalleP
σ.6==
Équation 17. Définition mathématique du Pp.
Un procédé est alors dit capable à long terme lorsque sa capabilité est supérieure à 1.33. Lorsque la production est décentrée, l’indicateur PP est insuffisant. Donc, il faut mettre en place un autre
indicateur PkP qui tiendra compte du décentrage du procédé :
LTpk
LlppMoyDist
termelongàDispersion
prochepluslaLimiteMoyenneDistanceP
σ.3
)/(
.2/1
)/( ==
Équation 18. Définition mathématique du Ppk.
PiC et PikC sont des indicateurs de capabilité inertielle proposés par [Pillet 2005], qui propose non
plus de spécifier en s’appuyant sur des intervalles de tolérance mais sur une inertie. Cette méthode basée sur la fonction perte de Taguchi [Taguchi 1992] (Figure 89), propose donc au concepteur de limiter l’inertie dont la définition est donnée ci-dessous :
22XXXI σδ +=
Équation 19. Définition de l'inertie (dans le cadre du tolérancement inertiel).
Avec :
Xδ : écart entre la moyenne de la distribution et la cible.
Xσ : écart type de la distribution des X.
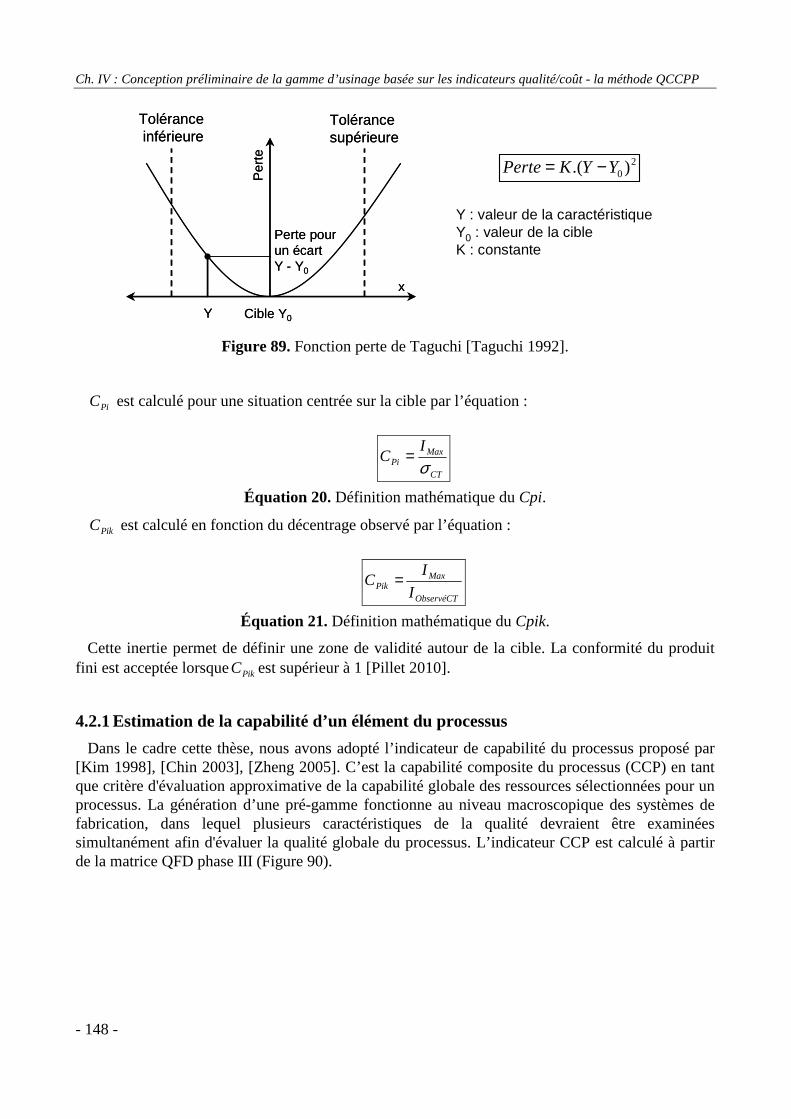
Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 148 -
Toléranceinférieure
Tolérance supérieure
x
Per
te
Cible Y0Y
Perte pour un écart Y - Y0
Toléranceinférieure
Tolérance supérieure
x
Per
te
Cible Y0Y
Perte pour un écart Y - Y0
20).( YYKPerte −=
Y : valeur de la caractéristiqueY0 : valeur de la cibleK : constante
Figure 89. Fonction perte de Taguchi [Taguchi 1992].
PiC est calculé pour une situation centrée sur la cible par l’équation :
CT
MaxPi
IC
σ=
Équation 20. Définition mathématique du Cpi.
PikC est calculé en fonction du décentrage observé par l’équation :
ObservéCT
MaxPik I
IC =
Équation 21. Définition mathématique du Cpik.
Cette inertie permet de définir une zone de validité autour de la cible. La conformité du produit fini est acceptée lorsquePikC est supérieur à 1 [Pillet 2010].
4.2.1 Estimation de la capabilité d’un élément du processus
Dans le cadre cette thèse, nous avons adopté l’indicateur de capabilité du processus proposé par [Kim 1998], [Chin 2003], [Zheng 2005]. C’est la capabilité composite du processus (CCP) en tant que critère d'évaluation approximative de la capabilité globale des ressources sélectionnées pour un processus. La génération d’une pré-gamme fonctionne au niveau macroscopique des systèmes de fabrication, dans lequel plusieurs caractéristiques de la qualité devraient être examinées simultanément afin d'évaluer la qualité globale du processus. L’indicateur CCP est calculé à partir de la matrice QFD phase III (Figure 90).

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 149 -
Quality characteristic (qi) Characteristic weight ( ) Machining tool Fixturing mode Cutting conditionspl100 planarity 0,5 0,22 0,39 0,39cy103 position 0,25 0 0,9 0,1cy104 circularity 0,25 0,6 0,07 0,33
0,26 0,4375 0,3025Precision grade Locating error Deformation
10 0,05 0,10 0 01 1,1 18 0,04 0,0811 0,06 0,1
Lower bound of process quality level (Lj )Upper bound of process quality level (Uj )
Correlation coefficient (γj )
Process elements (ej)
Process element weight (wj)Process element measure
Benchmark of process element level (xj0)Large-better (1), Small-better (0)
ijwiv
∏=
=m
i
vi
iCqCCP1
)(
j
n
jiji CewCq .
1∑
=
=
Figure 90. Calcul de l'indicateur CCP via la matrice QFD phase III.
A partir des résultats de la sélection des ressources, la capabilité de chaque élément du processus, appelée dès maintenant « la capabilité de l’élément », peut être calculée de la façon suivante [Chin 2003] :
"",10
grandmieuxindiceunestxsiLU
xxCe j
jj
jjj
j
−
−−
+=γ
njpetitmieuxindiceunestxsiLU
xxCe j
jj
jjj
j
,...,2,1,"",10
=−
−−
−=γ
Équation 22. La capabilité de l'élément du processus.
Tel que :
jCe : l’indicateur de la capabilité du ièmej élément de processus (je )
jj xx ,0 : la valeur cible et la valeur actuelle de la mesure de la qualité de l’élément je ,
respectivement
jj UL , : les limites inférieure et supérieure techniquement faisables par l’élément je ,
respectivement
jγ : le coefficient du classement imposé par les données historiques ou empirique de l’usinage,
0≥jγ
n : le nombre d’éléments du processus (les je ).
La Figure 91 illustre la définition de la fonction de la capabilité de l’élément décrite dans Équation 22. Si 1=jγ , cette fonction est linéaire.
Dans Équation 22, l’indicateur de la capabilité (jCe ) de l’élément du processus est centré sur 1.
Quand la valeur de l’élément est égale à la valeur cible, la capabilité de l’élément est égale à 1. Plus la valeur de la mesure de la qualité (jx ) s'écarte de la valeur nominale (0
jx ), plus jCe s'écarte de 1.
L’inéquation 1<Ce signifie que la capabilité de l’élément du processus diminue, tandis que 1>Ce

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 150 -
signifie que cette capabilité augmente. Dans cette étape, il est très important de choisir les ressources dont l’indicateur est égal à 0
jx (j = 1,2, ... n), contre lesquelles toutes les autres
ressources de chaque élément du processus peuvent être évaluées.
1>γ
1=γ
1<γ
1>γ
1=γ
1<γ
Figure 91. La fonction de la capabilité de l'élément du processus [Zheng 2005].
4.2.2 Estimation de la capabilité d’assurer une caractéristique de la qualité
En supposant que la capabilité de l'élément (jCe ) affecte la caractéristique de la qualité d’une
façon linéaire, la capabilité de garantir la qualité de chaque caractéristique peut être estimée par la formule suivante [Zheng 2005] :
miCewCq j
n
jiji ,...2,1.
1
==∑=
Équation 23. La capabilité d'assurer une caractéristique de la qualité.
Tel que :
iCq : la capabilité d’assurer la caractéristique de la qualité iq
ijw : les coefficients des relations entre iq et je (la matrice QUOI × COMMENT), avec
10 ≤≤ ijw et 11
=∑=
n
jijw
m : le nombre des caractéristiques de la qualité.
iCq indique le degré d’assurer la caractéristique de la qualité iq par un ensemble de ressources
combinées noté par )...,,,( 21 nrrrR= . Cet ensemble de ressources a un ensemble de valeurs de
mesure de la qualité noté par )...,,,( 21 nxxxX = .

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 151 -
4.2.3 Estimation de la capabilité composite du processus pour toutes les caractéristiques de la qualité
L’indicateur CCP reflète le niveau général de satisfaction de l’ensemble des caractéristiques de la qualité. Il existe deux approches de base pour estimer l'effet global de plusieurs attributs : l’approche additive et l’approche multiplicative. Comme toutes les caractéristiques de la qualité possèdent un droit de veto sur la qualité globale du processus selon les stratégies d’amélioration, nous adoptons l’approche multiplicative pour calculer l’indicateur CCP (Équation 24) :
∏=
=m
i
vi
iCqCCP1
)(
Équation 24. L'indicateur de la capabilité composite du processus.
Tel que :
iv : le poids relatif de la caractéristique iq , avec 10 ≤≤ iv et 11
=∑=
m
iiv
Il est clair que l’indicateur CCP de l’ensemble de ressources standards, dont les mesures de la qualité sont )...,,,( 00
201
0nxxxX = , est toujours égal à 1. En conséquence, pour les ressources
sélectionnées durant la pré-gamme, un CCP supérieur à 1 indique que le niveau de la capabilité globale augmente et que la probabilité d’assurer toutes les caractéristiques de la qualité est plus élevée que les ressources standards du processus. Au contraire, un CCP inférieur à 1 indique que le niveau de la capabilité globale diminue. Donc, il faut toujours s'attendre à ce que l’indicateur CCP soit supérieur à 1 pendant la génération de la pré-gamme.
Quand l’indicateur CCP est inférieur à 1, des modifications à plusieurs niveaux peuvent être mises en place :
1. Changer les ressources candidates ou changer les combinaisons entre elles.
2. Si l’étape précédente n’a pas donné un CCP supérieur à 1, il faut revoir les éléments du processus et/ou les caractéristiques de la qualité dans la matrice QFD.
3. Modifier la conception du produit si les deux étapes précédentes n’ont pas donné un CCP supérieur à 1.
Le calcul de l’indicateur CCP est illustré via l’exemple de la pièce CAI. Le paragraphe suivant montre une application numérique sur cette pièce.
4.2.4 Application sur la pièce CAI
Afin de supporter l’étape du calcul de l’indice de capabilité CCP, la maquette informatique contient (Figure 92) :
1. Une interface de saisie les éléments de la matrice QFD (la fênetre �).
2. Une interface permet de définir les groupes de ressources (la fenêtre �). Le Tableau 14 donne la liste des ressources candidates pour chaque élément de processus. Deux groupes

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 152 -
de ressources sont étudiés dans cette étape, ce sont GR1 = (MT1, FM2, CC2), et GR2 = (MT2, FM1, CC1).
3. Un module de calcul de l’indicateur CCP dont les résultats sont représentés sous la forme d’un pourcentage (Figure 93).
Figure 92. Interfaces de définition des groupes de ressources.
Elément du processus
Référence de la ressource
Nom de la ressource Mesure Valeur
Machine-outil MT1 Machine de configuration 1 Classe de précision IT8
MT2 Machine de configuration 2 Classe de précision IT9
Mode de montage
FM1 Serrage extérieur Erreur de localisation 0.06 mm
FM2 Pince Erreur de localisation 0.05 mm
Conditions de coupe
CC1 Force et vitesse de coupe Déformation 0.085 mm
CC2 Force et vitesse de coupe Déformation 0.080 mm
Tableau 14. Les éléments du processus et leurs ressources candidates pour la pièce CAI.

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 153 -
Malgré la petite différence entre les niveaux des ressources de chaque groupe, il y a une différence notable entre l’indicateur CCP pour GR1, qui est égal à 1,45, et pour GR2, qui est égal à 1,03. Par conséquent, le niveau de capabilité globale sera augmenté de 45% avec GR1, et de 3% avec GR2 par rapport à un groupe de ressources standard.
Capabilité augmente 45%
Capabilité augmente 3%
Figure 93. Interface d'estimation de l'indicateur CCP pour la pièce CAI.
4.3 L’analyse de risques du processus
La deuxième étape de la méthode QCCPP est l’analyse de risques du processus en utilisant l’approche FMEA processus (Figure 94). Cette méthode recherche les défaillances possibles qui conduiraient au non-respect des spécifications de la pièce étudiée. Les causes de ces défaillances liées au processus d’usinage de la pièce sont identifiées. L’approche conjointe QFD/FMEA (chapitre II) est appliquée dans cette étape afin d’aider la recherche des modes de défaillance possibles et leurs causes. La sortie de cette étape est un tableau d’analyse FMEA processus avec les indices RPN.

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 154 -
Figure 94. La deuxième étape de la méthode QCCPP.
Afin de supporter cette étape, la maquette informatique contient (Figure 95) :
Figure 95. Interface d'analyse FMEA processus pour la pièce CAI.
1. Un module pour pré-remplir les tableaux FMEA par des données issues de la matrice QFD.
2. Une interface de saisie des tableaux FMEA afin de compléter l’analyse FMEA.
Deux modes de défaillance sont analysés dans ces tableaux : la planéité incorrecte et la position incorrecte. Les causes de ces défaillances sont liées aux conditions de coupe « la profondeur de coupe est trop grande » et au mode de montage « jeu dans le montage », respectivement. Les effets

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 155 -
sont liés aux fonctions de la pièce au niveau supérieur. Dans ces tableaux, les indices de fréquence, de détection et de gravité pour chaque mode et, par conséquence, l’indice RPN sont calculés. Notons que dans cet exemple les différences entre les tableaux (chacun pour un groupe de ressources) résident en la notation des indices.
4.4 L’estimation du coût de fabrication du processus
La troisième étape de la méthode QCCPP (Figure 96) est d’estimer le coût de fabrication du produit étudié en appliquant la méthode ABC (chapitre III). Pour estimer le coût de fabrication, seules les activités liées à la fabrication sont prises en compte. Les entrées de cette étape sont les données liées au produit et aux ressources utilisées pour sa fabrication. La sortie de cette étape est le coût de fabrication du produit. Ce coût dépend, entre outre, de ressources utilisées pour la fabrication. Notons que ce coût est une estimation approximative car, à ce stade du cycle de vie du produit, toutes les informations nécessaires pour une estimation précise ne sont pas entièrement disponibles. L’objectif de cette estimation est de permettre la comparaison entre plusieurs groupes de ressources en fonction de leurs coûts de fabrication.
Figure 96. La troisième étape de la méthode QCCPP.
Afin de supporter cette étape, la maquette informatique contient (Figure 97) :
1. Une interface de saisie des coûts des activités.
2. Un module de calcul du coût de fabrication de la pièce étudiée.
Comme le montre la Figure 97, le coût de fabrication de la pièce CAI avec le GR1 est estimé à 4,60 € et le coût de fabrication avec le GR2 est estimé à 3,63 €.

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 156 -
Figure 97. Interface d'estimation du coût de fabrication pour la pièce CAI.
4.5 L’estimation du coût de risques
Le coût de risques associé au processus d’usinage est estimé dans la quatrième étape de la méthode QCCPP (Figure 98). Cette étape utilise la méthode CbFMEA expliquée dans le chapitre III. Elle a comme entrée le tableau FMEA processus classique et le coût de fabrication issus des étapes précédentes. La sortie de cette étape est le tableau CbFMEA pour chaque groupe de ressources.
Figure 98. La quatrième étape de la méthode QCCPP.

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 157 -
En supposant que le temps d'arrêt afin de détecter les défaillances est de 18 minutes, et que le coût horaire du travail est de 12 €/h. Le coût de main d’œuvre est estimé : 18/60 × 12 = 3,60 €. Le Tableau 15 résume les données nécessaires pour l’estimation du coût de défaillances. Nous avons supposé aussi que le coût externe d’une réclamation du client est de 27,00 €. Le coût matériel est le coût de fabrication de la pièce calculé dans l’étape précédente. Comme nous l’avons déjà expliqué dans le chapitre III, le coût interne = coût de main d’œuvre + coût matériel.
Coût de main d’œuvre (€)
Coût matériel pour GR1 (€)
Coût matériel pour GR2 (€)
Coût interne pour GR1 (€)
Coût interne pour GR2 (€)
Coût externe (€)
3.60 4.60 3.63 8.20 7.23 27.00
Tableau 15. Les données de l'estimation du coût de défaillances pour la pièce CAI.
Afin de supporter cette étape, la maquette informatique contient (Figure 99) :
1. Un module pour pré-remplir les tableaux CbFMEA par des données issues des tableaux FMEA.
2. Un module de calcul des différents coûts de risques.
3. Une interface de saisie des tableaux afin de compléter l’analyse CbFMEA.
Figure 99. Interface des tableaux CbFMEA pour la pièce CAI.
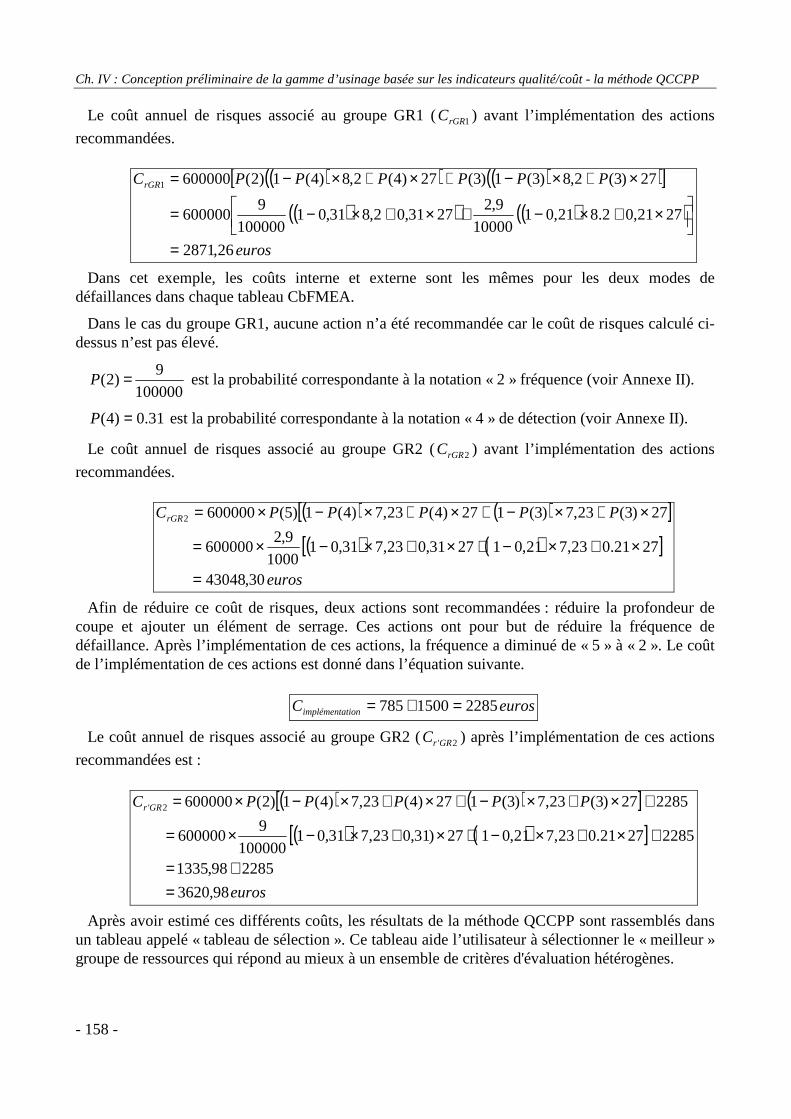
Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 158 -
Le coût annuel de risques associé au groupe GR1 (1rGRC ) avant l’implémentation des actions
recommandées.
( )( ) ( )( )[ ]
( )( ) ( )( )
euros
PPPPPPCrGR
26,2871
2721,02.821,0110000
9,22731,02,831,01
100000
9600000
27)3(2,8)3(1)3(27)4(2,8)4(1)2(6000001
=
×+×−+×+×−=
×+×−+×+×−=
Dans cet exemple, les coûts interne et externe sont les mêmes pour les deux modes de défaillances dans chaque tableau CbFMEA.
Dans le cas du groupe GR1, aucune action n’a été recommandée car le coût de risques calculé ci-dessus n’est pas élevé.
100000
9)2( =P est la probabilité correspondante à la notation « 2 » fréquence (voir Annexe II).
31.0)4( =P est la probabilité correspondante à la notation « 4 » de détection (voir Annexe II).
Le coût annuel de risques associé au groupe GR2 (2rGRC ) avant l’implémentation des actions
recommandées.
( ) ( )[ ]( ) ( )[ ]
euros
PPPPPCrGR
30,43048
2721.023,721,012731,023,731,011000
9,2600000
27)3(23,7)3(127)4(23,7)4(1)5(6000002
=
×+×−+×+×−×=
×+×−+×+×−×=
Afin de réduire ce coût de risques, deux actions sont recommandées : réduire la profondeur de coupe et ajouter un élément de serrage. Ces actions ont pour but de réduire la fréquence de défaillance. Après l’implémentation de ces actions, la fréquence a diminué de « 5 » à « 2 ». Le coût de l’implémentation de ces actions est donné dans l’équation suivante.
eurosC tionimplémenta 22851500785 =+=
Le coût annuel de risques associé au groupe GR2 (2'GRrC ) après l’implémentation de ces actions
recommandées est :
( ) ( )[ ]( ) ( )[ ]
euros
PPPPPC GRr
98,3620
228598,1335
22852721.023,721,0127)31,023,731,01100000
9600000
228527)3(23,7)3(127)4(23,7)4(1)2(6000002'
=+=
+×+×−+×+×−×=
+×+×−+×+×−×=
Après avoir estimé ces différents coûts, les résultats de la méthode QCCPP sont rassemblés dans un tableau appelé « tableau de sélection ». Ce tableau aide l’utilisateur à sélectionner le « meilleur » groupe de ressources qui répond au mieux à un ensemble de critères d'évaluation hétérogènes.

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 159 -
4.6 Le tableau de sélection
De nombreuses méthodes sont employées pour évaluer des solutions complexes multi-attributs. Par exemple, nous pouvons citer la méthode AHP qui est une technique de prise de décision multicritère [Saaty 1980]. La méthode SPEC (Suivi de PErformances en cours de Conception), basée sur l’analyse de la valeur, qui permet d’appréhender des risques couplés produit/projet et de prendre des décisions entre alternatives de conception sur les bases des indicateurs de satisfaction des performances (techniques, coûts, délais) et de risques [Yannou 2002]. En plus, il y a la méthode ECOGRAI qui permet la définition d’un système de mesure de performance avec des indicateurs de performance multicritères et cohérents [Blanc 2007].
Pour faciliter la tâche de sélection, nous proposons un outil de prise de décision adapté des travaux de [Almannai 2008]. Cette méthode aide à prendre une décision multicritère d’une manière simple. Les objectifs de l'évaluation sont rassemblés et hiérarchisés conformément à la politique de l’entreprise. Ensuite, les groupes de ressources sont classées suivant une échelle de 1-10. Le choix se base sur les résultats de la méthode QCCPP pour préparer un tableau de sélection en abordant les bonnes proportions de la qualité et du coût.
En reprenant l’exemple de la pièce CAI, l'étape finale dans la méthode QCCPP est de prendre une décision concernant la sélection d’un groupe de ressources qui fait un compromis entre plusieurs critères d'évaluation. Afin de supporter cette étape, la maquette informatique contient (Figure 100) :
Figure 100. Interface du tableau de sélection pour la pièce CAI.
1. Une interface de saisie les poids des critères et les notes des groupes.
2. Un module de calcul du score final pour chaque groupe.

Ch. IV : Conception préliminaire de la gamme d’usinage basée sur les indicateurs qualité/coût - la méthode QCCPP
- 160 -
Cinq critères d’évaluation sont considérés pour la sélection d’un groupe de ressources : l’indicateur CCP (l’amélioration de la qualité), la réduction du coût de fabrication, la réduction du coût des actions recommandées dans l’analyse FMEA, la réduction du coût de risques avant la mise en œuvre des actions et la réduction du coût de risques après la mise en œuvre des actions. Ces critères sont pondérés et notés selon leurs valeurs obtenues par la méthode QCCPP. Le score final du GR1 est de 56% ce qui le place en premier par rapport au GR2 qui prend la deuxième place avec 44%. Donc le groupe GR1 est favori par rapport au groupe GR2 pour la fabrication de la pièce CAI.
5 Conclusion L’objectif de ce chapitre est de proposer une méthode permettant la sélection des ressources
d’usinage dans la phase de pré-gamme. Cette méthode est appelée QCCPP. Elle permet la sélection en fonction de plusieurs critères d’évaluation liés au coût et à la qualité obtenus par les ressources candidates.
La méthode QCCPP illustre la mise en œuvre des outils et concepts proposés dans les chapitres II et III. Elle utilise les outils de la qualité et du coût tel que QFD, FMEA, ABC et CbFMEA ainsi que la maquette informatique basée sur leur modèle d’interopérabilité. Les entrées de cette méthode sont principalement les caractéristiques de la qualité du produit et les opérations d’usinage. Afin de bien expliquer les différentes étapes de la méthode QCCPP, un exemple d’une pièce CAI a été étudié.
La méthode QCCPP est composée de quatre étapes. La première étape est d’évaluer la capabilité des ressources d’usinage via un indicateur appelé « la capabilité composite du processus CCP ». Le calcul de cet indicateur est effectué à l’aide de la matrice QFD phase III qui relie les caractéristiques de la qualité du produit aux éléments du processus. Connaissant les valeurs des ressources candidates pour chacun de ces éléments, la capabilité composite d’un groupe de ressources peut être calculée. Un groupe de ressources standard a un indicateur CCP égal à 1. Plus l’indicateur est supérieur à 1, plus le groupe assure la qualité du produit et vice-versa.
La deuxième étape est l’analyse FMEA processus de la pré-gamme proposée. Les notations des fréquences (O) et de la détection (D) dans cette analyse se varient selon les ressources étudiées. Le lien entre la première étape (avec QFD) et cette deuxième étape (avec FMEA) est assuré par l’approche globale de qualité/coût. Les résultats de cette étape sont les risques associés à la pré-gamme pour chaque groupe de ressources.
Les indicateurs du coût sont calculés dans la troisième et la quatrième étape. Le coût de fabrication est estimé dans la troisième étape en utilisant la méthode ABC. Il dépend des ressources étudiées. La quatrième étape complète cette étude avec l’estimation du coût de risques associé à ces ressources en utilisant la méthode CbFMEA.
Les résultats de la méthode QCCPP sont des indicateurs de la qualité (CCP) et du coût (coût de fabrication et coût de risques). Ces résultats sont rassemblés dans un tableau de sélection qui permet la pondération et la notation des différents groupes de ressources selon ces indicateurs d’évaluation. Le tableau de sélection aide à prendre une décision de choix de ressources d’usinage.
La réalisation de la maquette informatique permet de mettre à la disposition de l’utilisateur une interface appropriée pour mener la méthode QCCPP et, par conséquence, pour sélectionner le « meilleur » groupe de ressources.

Conclusion générale
- 161 -
Conclusion générale

Conclusion générale
- 162 -

Conclusion générale
- 163 -
ans une entreprise manufacturière, le produit est réalisé par un système physique de production pour répondre aux besoins du client. Cette réalisation est pilotée par un système de décision qui contrôle l’ensemble des activités dès la conception jusqu’à la
production du produit. La prise de décision durant le développement d’un produit nécessite une évaluation de ses états résultants des activités de conception, de fabrication, etc. Cette évaluation est exprimée en termes d’indicateurs de la qualité et du coût qui fournissent des informations nécessaires à la prise de décision afin de répondre aux exigences souhaitées du produit. Notre préoccupation dans cette thèse est d’assurer la cohérence des différents indicateurs de la qualité et de prendre en compte l’indicateur du coût. Cela permet d’améliorer conjointement ces deux critères dans l’objectif de réaliser un produit de meilleur rapport qualité/coût.
Les travaux de cette thèse ont porté sur la problématique exprimée par la question suivante :
Comment améliorer le rapport qualité/coût d’un produit lors de sa conception et de son industrialisation en assurant la cohérence de ces indicateurs ?
En conclusion de ce mémoire, il est intéressant de proposer un bilan de nos travaux en détaillant nos contributions en réponse à cette problématique. La Figure 101 illustre ce bilan.
Dans le chapitre I, nous avons pu donner une description du contexte général dans lequel nos travaux de thèse se trouvent. Les différents modèles d’entreprise à l’évaluation des performances sont principalement des modèles produit-processus. C’est pourquoi un modèle conceptuel est proposé pour montrer les liens produit-processus-ressources et exploiter leurs interactions afin d’illustrer les notions de la qualité et du coût du produit. Les différentes approches de maîtrise de la qualité sont étudiées dans le cadre de la gestion de la qualité totale. Cette étude a amené à choisir les approches QFD, FMEA et KCs pour gérer la qualité du produit. Les trois approches de la qualité sont largement utilisées par rapport aux autres approches. Elles couvrent une grande plage dans le cycle de vie du produit dès la conception jusqu’à la production. Les méthodes d’estimation du coût sont étudiées. Une étude comparative est menée sur ces méthodes. Par conséquence, la méthode ABC a été choisie pour mener la notion du coût dans l’approche globale qualité/coût.
Dans le chapitre II, nous nous sommes focalisés sur la qualité du produit. Une analyse conjointe QFD et FMEA est proposée via leurs informations. Cette analyse a mis l’accent sur les informations communes et complémentaires de ces deux approches. Les avantages principaux de cette analyse est de maintenir l’intégrité des données, de faciliter la tâche de maîtrise de la qualité et d’améliorer la fiabilité du produit et la relier aux besoins du client. Malgré ces avantages, les approches QFD et FMEA ont des limites car elles sont des approches qualitatives et il est difficile à tracer les conséquences des actions de la qualité via leurs relations. Pour cela, il était nécessaire d’introduire une troisième approche de maîtrise de la qualité plus quantitative, c’est l’approche KCs.
L’analyse conjointe QFD/FMEA a été enrichie en analysant l’interopérabilité des QFD, FMEA et KCs. Un diagramme d’activités est proposé en montrant les échanges de données entre ces trois approches de la qualité. L’interopérabilité QFD/FMEA/KCs répond bien à notre objectif d’assurer la cohérence et l’homogénéité des données de la qualité. Ses avantages peuvent être résumés par :
• Bénéficier de la cohérence et de la complémentarité des données et réduire la redondance des informations. Chaque approche a une vue différente vers la qualité du produit.
D

Conclusion générale
- 164 -
• Réduire la tendance subjective de l’évaluation des poids d’importance, des valeurs cible, des gravités, des fréquences et des indices de détection. Cela est assuré par la vérification de la cohérence des notations subjectives dans QFD et FMEA d’un coté et via les relations quantitatives dans KCs de l’autre coté.
• Améliorer le processus de prise de décision pour trouver de meilleures solutions.
• Améliorer la traçabilité entre les caractéristiques des pièces, des ressources de fabrication et du produit pour pouvoir tracer les effets des différents choix sur sa qualité finale.
Chapitre I : Analyse de la performance - concepts,
modélisation, méthodes et outils
Chapitre III : Considération du coût dans la maîtrise de
qualité - l’approche Cost-based FMEA (CbFMEA)
Chapitre II : Amélioration de la maîtrise de qualité -
interactions entre QFD, FMEA et KCs
Define & prioritize ‘’ Whats’’
Customer needs
Formalize product KCs and their
conditions
Formalize part/process KCs and their conditions
[OK]
[Not OK]
Creat the KC flowdown
Complete the KC flowdown
Evaluate the respect of product specifications,
the cost, ...
Determine potential failure
modes
Determine the effects of each failure modes
Determine the causes of each
failure
List current control process
Find severity rankingFind detectebility
ranking
Calculate RPN
Find probability
ranking
Correction required?
Recommended corrective action
Modification[Modification data]
[Yes]
[FMEA Report]
[No]
Define technical spécifications
‘’Hows’’
Determine relationship matrix(Whats vs. Hows)
Determine correlation matrix(Hows vs. Hows)
Define the target values of Hows
Calculate importance
ratings of Hows
Analyse and finalise the
matrix
Re-evaluate
Verify
FMEA QFD
KC relation : CharacteristicRelation
KCs
Formalize assembly KCs and
their conditions
bottom up exploitation
[Pro
duct
/pro
cess
miti
gatio
n]
(a)
(b)
(b’)
(f)
(f’)
(e)
(g)
(c)
(d)
(h’)
(h)
Chapitre IV : Conception préliminaire de la gamme
d’usinage basée sur les indicateurs qualité/coût - la
méthode QCCPP
Ap
pro
ch
es d
e m
aît
rise d
e
la q
ua
lité:
QF
D,
FM
EA
,
KC
s
Méth
od
es d
’estim
atio
n d
u
coû
t: A
BC
Inte
rop
éra
bili
té Q
FD
,
FM
EA
et
KC
s
Co
hé
ren
ce
de
s d
on
né
es
de
la
qu
alit
é
Coû
t de
la d
éfa
illan
ce
Co
ût d
e fa
bric
atio
n
Eva
lua
tion d
es c
ho
ix
Ch
oix
multic
ritè
res d
e
resso
urc
es
CC
P
Co
ût...
Determine potential failure
modes
Determine the effects of each failure modes
Determine the causes of each
failure
List current control process
Find detectebility ranking
Calculate RPN
Find probability
ranking
Correction required?
Identify action
Modification[Modification data]
[Yes]
[FMEA Report]
[No]
Calculate event cost
Calculate action cost
Identify the resource centers
Find the cost drivers for the resource
centers
Identify the activities that participate in the design and development of the
product
Calculate the cost of each activity
Find the activity cost drivers
Calculate the cost of the product
ABC CbFMEA
(a)
(b)
(c)
(d)
Système de décision
Système physique de production (Réaliser un
produit)
Informations de pilotage (actions)
Informations de retour suite à
évaluation
Informations exterieures
Objectif (plan)
Système d’information
Besoins de client
Produit
Vue
Info
rmat
ionne
lle/
Structure
lle
Vue
Fonct ionnelle/
Hiérarchique
A1
Concevoir
A2
Industrialiser
Besoins de client
Capabi lité du système producti f (fabrication, assemblage,…)
Performance du système de recyclage
Performance du système logistique
Carac téristiques du produit
Indicateurs des performances
(coût, qualité,…)
Produit
{coût, qual ité, délai , environnement, risque}
Potentiel industriel: acteurs, informations,
expertises
Approches, méthodes , outils (QFD, AMDEC,
KC, ABC,...)
A3
FabriquerMatièr e première
Ressources(Machines, Main
d’œuvres, outils…)
Données de fabrication
Données de fabrication
FonctionBesoin du client
Est explicité par
Est composée de
ProduitDoit réaliser
Composant
Est composée de
Est c
ompo
sée
de
Caractéristique (fonctionnelle)
Est d
éfin
ie p
ar
Caractéristique (produit)
E s t d
éfin
ie pa
r
Con
ditio
nne
Processus(de production)
Activité(de production)
Est composée de
Caractéristique (activité)
Est définie par
Conditionne
RessourcesFait appel à
Caractéristique(Ressource)
Conditionne
Est d
éfini
e pa
r
Qualité
Est réalis
é par
Coût
Procédé(de production)
Fait appel à
Matière première
Product design
Assessement of process quality
QFD phase III
Analysis of process failures
Process FMEAProcess alternatives & CCPs
RPNs
Estimation of the cost of failures
Failure cost
Estimation of manufacturing cost
Cost-based FMEA
Detailed process planning
ABC
Manufacturing process cost
Qualiy/Cost-based Conceptual Process Planning (QCCPP) Process
alternatives
Qua
lity
cons
ider
atio
n
Cos
t co
nsid
erat
ion
Machining methods
Figure 101. Bilan des travaux réalisés.
Afin de valider cette approche de la qualité, un modèle de données et une maquette logicielle a été développée. Cette maquette permet d’exécuter les trois approches QFD, FMEA et KCs dans un même cadre de la qualité afin de bénéficier de leurs interrelations selon le diagramme d’interopérabilité proposé. En plus, un codage unifié des caractéristiques a été proposé pour

Conclusion générale
- 165 -
surmonter la différence sémantique de ces trois approches. Ce codage a été implémenté d’une manière implicite dans la maquette développée afin de pouvoir tracer les impacts des différentes actions sur la qualité finale du produit.
La prise en considération de l’aspect coût est abordée dans le chapitre III. Le coût total du produit a été divisé en deux parties : le coût de fabrication et le coût de non-qualité. Le coût de fabrication est estimé en utilisant la méthode ABC. Le coût de non-qualité comprend deux coûts : le coût de la gestion de la qualité et le coût de la défaillance. Ce dernier représente les coûts internes et externes engendrés à cause de non-qualité du produit. Une nouvelle approche, basée sur FMEA, a été proposé pour estimer ce coût, elle a été nommée Cost-based FMEA (CbFMEA).
L’intérêt de cette proposition est de pouvoir exprimer la qualité en termes de coût et de faire la balance entre le coût de non-qualité et le coût des actions envisagées à mettre en place pour améliorer la qualité. L’approche CbFMEA permet de bénéficier des résultats de l’analyse de risques et des statistiques liées aux défaillances du produit pour estimer leurs coûts. Les échanges des données entre ABC et CbFMEA sont illustrées par un diagramme d’activités qui enrichie le diagramme d’interopérabilité vers une prise en compte de l’indicateur du coût à coté de l’indicateur de la qualité. Nous avons ajouté le module d’estimation du coût dans la maquette informatique développée en implémentant le modèle de données pour valider notre proposition.
Le chapitre IV a été consacré à l’illustration de l’application de l’approche qualité/coût dans la phase de pré-gamme. Cette application est baptisée QCCPP. L’approche QCCPP a été proposée pour aider le concepteur à choisir les ressources d’usinage qui répondent au mieux aux exigences de la qualité et du coût. Pour chaque groupe de ressources, l’approche QCCPP permet d’évaluer :
• L’indicateur de la capabilité composite du processus (CCP). Cet indicateur reflète le niveau de la capabilité globale du groupe de ressources.
• Les risques associés au produit dus au processus de fabrication ainsi que leurs coûts.
• Le coût de fabrication du produit.
• Le coût des actions recommandées pour diminuer les risques.
Les résultats de cette approche sont rassemblés dans un tableau de sélection pour aider le concepteur à prendre une décision et à choisir un groupe de ressources. Cette décision est prise suite à l’évaluation de chaque groupe en quantifiant les indicateurs de la qualité et du coût.
Bien que notre approche propose une solution pour l’amélioration conjointe qualité/coût du produit, le temps reste un facteur essentiel à prendre en considération dans le processus du développement. Le calcul de certains coûts dans la méthode ABC utilise le temps consacré pour les activités. Néanmoins, il faut bien respecter la date limite pour lancer un produit dans le marché. Cette notion ouvre une troisième dimension du problème d’amélioration. Il est intéressant d’aborder ce sujet par la suite. Par exemple, lors de la conception de la gamme de fabrication, l’ordonnancement des opérations est un élément essentiel. Des travaux de thèse sont lancés dans le laboratoire LCFC sur la phase de la gamme de fabrication suite à notre proposition pour la phase de pré-gamme.

Conclusion générale
- 166 -
D’autre évolution de l’approche qualité/coût est aussi envisageable au niveau d’estimation du coût. Nous pouvons citer par exemple que l’approche QFD permet d’ajouter les contraintes du coût dans les différentes phases. Cela peut limiter les choix lors de la conception et de la fabrication du produit par fournir un indicateur du coût qui respecte les limites budgétaires prédéfinies. Ensuite, l’approche qualité/coût prend le relais pour continuer l’analyse des choix en ajoutant le coût des risques associés.
Une autre perspective intéressante serait d’étudier la sensibilité d’une solution aux variations des valeurs cibles des caractéristiques. La gestion des variations est possible à partir de l’approche KCs qui permet d’analyser les impacts de ces variations sur la qualité finale et le coût du produit.

Références
- 167 -
Références

Références
- 168 -

Références
- 169 -
[Akao 2004] Akao Y., Quality Function Deployment: Integrating Customer Requirements into Product Design, Productivity Press, 2004, ISBN 978-1-56327-313-1, disponible en accès limité sur http://books.google.com
[Almannai 2008] Almannai B., Greenough R., Kay J. A decision support tool based on QFD and FMEA for the selection of manufacturing automation technologies, Robotics and Computer-Integrated Manufacturing, vol. 24, pp. 501-507, 2008.
[AMDEC 2008] AMDEC 2008. http://www.enpc.fr/fr/formations/ecole_virt/trav-eleves/QFS/AMDEC_et_ses_applications.htm, dernière visite le 22 Septembre 2008.
[Azizi 2007] Azizi A. Satisfactory Prediction of Performance of Total Quality Management Critical Techniques, Proceedings of the 13th Asia Pacific Management Conference, Melbourne, Australia, pp. 332-337, 2007.
[Barnard 1996] Barnard S. Linkages between QFD and FMEA, ASI Quality Systems, QFD User Group, 1996.
[Bassetto 2005] Bassetto S. Contribution à la qualification et amélioration des moyens de production – application à une usine de recherche et production de semi-conducteurs, Thèse de doctorat de l’Ecole Nationale Supérieure d’Arts et Métiers Centre de Metz, 2005.
[Ben-Arieh 2003] Ben-Arieh D., Qian L. Activity-based cost management for design and development stage, International Journal of Production Economics. vol. 83, pp. 169-183, 2003.
[Bennour 2004] Bennour M. Contribution à la Modélisation et à l’Affectation des Ressources Humaines dans les Processus, Thèse de Doctorat en Génie Informatique, Automatique et Traitement du Signal, Université Montpellier II – Sciences et Techniques du Languedoc, 2004.
[Bennour 2007] Bennour M., Crestani D. Using Competencies in Performance Estimation: from the Activity to the Process, Computers in Industry, vol. 58, no. 2, pp. 151-163, 2007.
[Berliner 1988] Berliner C., Brimson J. A. Cost management for today’s advanced manufacturing, Chapitre du livre : The CAM.I. Conceptual Design, Harvard Business School Press, 1988.
[Bescos 1995] Bescos P-L. Contrôle de gestion et management, Montchrestien, 1995, ISBN 2-7076-0673-1.
[Bitton 1990] Bitton M. ECOGRAI : Méthode de conception et d’implantation de systèmes de mesure de performance pour organisations industrielles, Thèse d’Etat, Université Bordeaux I, 1990.
[Blanc 2007] Blanc S., Ducq Y., Vallespir B. Evolution management towards interoperable supply chains using performance measurement,

Références
- 170 -
Computers in Industry, vol. 58, pp. 720-732, 2007.
[Boeing 1992] Boeing commercial airplane group, Key characteristics: the first step to advance quality, Report #D6-55596 TN, USA, 1992.
[Bourdichon 1994] Bourdichon P. L'ingénierie simultanée et la gestion d'informations, Hermès, 1994, ISBN : 2-86601-404-9.
[Carallucci 2000] Cavallucci D., Lutz P. Intuitive Design Method (IDM), a new approach on design methods integration, Proceedings of ICAD2000 First International Conference on Axiomatic Design Cambridge, MA – June 21-23, 2000.
[Chao 2007] Chao P. L., Ishii K. Design Process Error Proofing: Failure Modes and Effects Analysis of the Design Process, Journal of Mechanical Design, vol. 129, pp. 491-501, 2007.
[Carpinetti 2003] Carpinetti L. C. R., Buosi T., Gerolamo M. C. Quality Management and Improvement : a frmaework and a business-process reference model, Business Process Management Journal, vol. 9, no. 4, pp. 543-554, 2003.
[CERTA 2009] CERTA 2009. http://www.certaproductique.fr/telecharg.htm/ telechargements.htm#piece%20cai, dernière visite le 04 Septembre 2009.
[Chapurlat 2006] Chapurlat V., Braesch C. A Process Model Based Methodology To Support Conflict Management, INCOM 2006, 12th IFAC Symposium on Information Control Problems in Manufacturing, Information control: a complex challenge for the 21st century, Saint Etienne, 2006.
[Chen 2002] Chen J. A., Chen J. O. QFD-Based Technical Textbook: Evaluation procedure and case study, vol. 18, no. 1, 2002, http://www.nait.com.
[Chin 2003] Chin K-S., Zheng L-Y., Wei L. A hybrid rough-cut process planning for quality, International Journal of Advanced Manufacturing Technology, vol. 22, pp. 733-743, 2003.
[Chu 2000] Chu X. N., Tso S. K., Tu Y. L. A novel methodology for computer aided process planning, International Journal of Advanced Manufacturing Technology, vol. 16, pp. 714-719, 2000.
[Clausing 1994] Clausing D. Total Quality Development: A Step-By-Step Guide to World-Class Concurrent Engineering, ASME Press, 1994.
[Clivillé 2004] Clivillé V. Approche systémique et méthode multicritère pour la définition d’un système d’indicateurs de performance, Thèse de Doctorat en Génie Industriel de l’Université de Savoie, 2004.
[Cooper 1988] Cooper R., Kaplan R. S. How cost accounting distorts product costs. Mgmt. Accounting, vol. 69, no. 10, pp. 20-27, 1988.
[Dale 2002] Dale B. G., Wan G. M. Setting up a quality costing system, Business

Références
- 171 -
Process Management Journal, vol. 8, no. 2, pp. 104-116, 2002.
[Dantan 2008] Dantan J-Y., Hassan A., Etienne A., Siadat A., Martin P. Information modeling for variation management during the product and manufacturing process design, International Journal on Interactive Design and Manufacturing, vol. 2, no. 2, pp. 107-118, 2008.
[Dantan 2005] Dantan J.Y., Landmann T., Siadat A., Martin P. Information modelling to manage tolerances during the product and process design, 9th CIRP seminar on Computer Aided Tolerancing, Arizona, USA, 2005.
[Dean 1994] Dean J., Bowen D. Management theory and total quality: Improving research and practice through theory development, Academy of Management Review, vol. 19, pp. 392-418, 1994.
[Deeb 2008] Deeb S. Contribution méthodologique à la maîtrise conjointe de la qualité d’un produit et de ses processus de production par une modélisation des concepts qualité, Thèse de doctorat de l’Université Henri Poincaré - Nancy I, 2008.
[Deming 1982] Deming W. E. Out of the Crisis, Cambridge University Press: MA, 1982.
[Doumeingts 1984] Doumeingts G. La méthode GRAI, Thèse d'Etat, Université de Bordeaux I, 1984.
[Doumeingts 2004] Doumeingts G., Vallespir B. Modélisation d'entreprise : vers le système d'information, Actes de l'école de modélisation d'entreprise, Ecole des Mines d'Alès, 2004.
[Duret 2005] Duret D., Pillet M. Qualité en Production : De l’ISO 9000 à Six Sigma, 3ème édition, Éditions d’Organisation, 2005, ISBN 2-7081-3388-8.
[Duverlie 1999a] Duverlie P., Castelain J. M. Cost Estimation During Design Step: Parametric Method versus Case Based Reasoning Method, The International Journal of Advanced Manufacturing Technology, vol. 15, pp. 895-906, 1999.
[Duverlie 1999b] Duverlie P., Castelain J. M. Farieau T. Estimation des coûts en production mécanique, Techniques de l’Ingénieur - traité Génie mécanique, BM 7076, pp. 1-17, 1999.
[Edleman 1998] Edleman J. Key Characteristics: Strategic, Business and Supplier Issues, 2nd MIT Key Characteristics Symposium, Kennedy Space Center, Florida, 1998.
[Etienne 2007] Etienne A. Intégration Produit / Process par les concepts d’activités et de caractéristiques clés - Application à l’optimisation de l’allocation des tolérances géométriques, Thèse de doctorat de l’Université de Metz, LGIPM – ENSAM – Université de Metz, 2007.
[Eubanks 1997] Eubanks C., Kmenta S., Ishii K. Advanced Failure Modes and Effects

Références
- 172 -
Analysis Using Behavior Modeling, Proceedings of DETC’97, ASME Design Engineering Technical Conferences and Design Theory and Methodology Conference, Sacramento, California, September 14-17, 1997.
[Feigenbaum 1956] Feigenbaum A. Total quality control, Harvard Business Review, vol. 34, no. 6, pp. 93-101, 1956.
[Feng 1999] Feng S., Zhang Y. Conceptual Process Planning – a definition and functional decomposition, Manufacturing Science and Engineering, Proceedings of the 1999 international mechanical engineering congress and exposition, vol. 10, pp. 97-106, 1999.
[Feng 2000] Feng S., Song E. Information Modeling of Conceptual Process Planning Integrated with Conceptual Design, Proceedings of DETC2000, The 5th Design For Manufacturing Conference, The 2000 ASME Design Engineering Technical Conferences, Baltimore, Maryland, USA, September 10-13, 2000.
[Ficko 2005] Ficko M., Drstvenšek I., Brezočnik M., Balič J., Vaupotic B. Prediction of total manufacturing costs for stamping tool on the basis of CAD-model of finished product, Journal of Materials Processing Technology, vol. 164-165, pp. 1327-1335, 2005.
[Fowlkes 2000] Fowlkes W. Y., Creveling C. M. L’ingénierie robuste – Méthodes Taguchi en conception, version française, Dunod, 2000, ISBN 2-10-005333-7.
[GAMA 1990] Groupe GAMA, La gamme automatique en usinage, recueil de textes du séminaire GAMA réunis par P. Bourdet et F. Villeneuve, Editions Hermès, 1990, ISBN 2-86601-255-0.
[Garin 1994] Garin H. AMDEC/MADE/AEEL : L’essentiel de la méthode, Collection A SAVOIR, AFNOR, 1994, ISBN 2-12-475013-5
[GDT 2009] GDT. Le Grand Dictionnaire Terminologique, http://www.granddictionnaire.com, dernière visite le 21/04/2009.
[Giard 1988] Giard V. Gestion de production, Economica, 1988.
[Girard 2004] Girard P., Doumeingts G. Modelling the engineering design system to improve performance, Computers & Industrial Engineering, vol. 46, pp. 43-67, 2004.
[Ginn 1998] Ginn D.M., Jones D.V., Rahnejat H., Zairi M. The QFD/FMEA interface, European Journal of Innovation Management, Bradford, vol. 1, no. 1, pp. 7-20, 1998.
[GM 1996] General Motors Corporation, Key characteristics Designation System: Reference Manual, GM 1805 QN, 1996.
[Gomes 1999] Gomes S. Contribution de l’analyse à la conception de produits

Références
- 173 -
innovants - Application à la conception de systèmes de contrôle-commande automobiles, Thèse de doctorat en Génie des Systèmes industriels, INPL, Nancy, 1999.
[Gupta 2003] Gupta M., Galloway. Activity-based costing/management and its implications for operations management, Technovation, vol. 23, pp. 131-138, 2003.
[Harrington 1999] Harrington H. J. Performance improvement: a total poor-quality cost system, TQM Magazine, vol. 11, no. 4, pp. 221-230, 1999.
[Hassan 2007] Hassan A., Dantan J-Y., Siadat A. Information modelling for variation risk management during product and process design, International Journal of Productivity and Quality Management, vol. 2, pp. 221-240, 2007.
[Hassan 2008a] Hassan A., Siadat A., Dantan J-Y., Martin P. Quality improvement through QFD/FMEA information mode, Proceedings in 6th CIRP ICME, Naples, Italy, July 23-25, 2008, ISBN 978-88-900948-7-3.
[Hassan 2008b] Hassan A., Dayarian I., Siadat A., Dantan J-Y. Cost-based FMEA and ABC concepts for manufacturing process plan evaluation, Proceedings of 3rd IEEE CIS-RAM, Chengdu, China, September 21-24, 2008, ISBN 978-1-4244-1673-8.
[Hassan 2008c] Hassan A., Siadat A., Dantan J-Y., Martin P. A quality/cost-based improvement approach for conceptual process planning, Proceedings of 4th IEEE ICMIT, Bangkok, Thailand, September, 2008, Best paper selected, ISBN 978-1-4244-2329-3
[Hassan 2009a] Hassan A., Siadat A., Dantan J-Y., Martin P. Proposal of a quality approach based on QFD and FMEA integration method and information modeling, un article de 15 pages a été soumis le 12/09/2008 au “Research in Engineering Design”.
[Hassan 2009b] Hassan A., Siadat A., Dantan J-Y., Martin P. Interoperability of QFD, FMEA, and KC Methods in the Product Development Process, Proceedings in The IEEE International Conference on Industrial Engineering and Engineering Management, Hong Kong, Decembre 8-11, 2009.
[Hassan 2009c] Hassan A., Siadat A., Dantan J-Y., Martin P. A quality/cost-based improvement approach for conceptual process planning, International Journal of Management Science and Engineering Management, vol. 4, no. 3, pp. 188-197, 2009.
[Hassan 2010] Hassan A., Siadat A., Dantan J-Y., Martin P. Conceptual process planning - An improvement approach using QFD, FMEA, and ABC methods, Robotics and Computer Integrated Manufacturing,

Références
- 174 -
doi:10.1016/j.rcim.2009.12.002, 2010.
[H’Mida 2002] H’Mida F. Contribution à l’estimation des coûts de production mécanique : approche entité coût appliquée à un contexte d’ingénierie intégrée, Thèse de doctorat de l’Université de Metz, 2002.
[IEEE 1990] IEEE (Institute of Electrical and Electronics Engineers): Standard Computer Dictionary - A Compilation of IEEE Standard Computer Glossaries, 1990.
[iSixSigma 2009] iSixSigma 2009. http://europe.isixsigma.com/library/content/c070502a.asp dernière visite le 10 Novembre 2009.
[Israeli 1995] Israeli A., Fisher B. Cutting quality costs, Quality Progress, January, pp. 48-48, 1995.
[Ittner 1996] Ittner C. D. Exploratory evidence on behaviour quality costs, Operational Reseache, vol. 44, no. 1, pp. 114-130, 1996.
[Iung 2002] Iung B. Contribution à l'Automatisation des Systèmes Intelligents de Production : Interopérabilité des Processus de Contrôle, Maintenance et Gestion Technique, Habilitation à Diriger des Recherches, Université Henri Poincaré - Nancy I, 2002.
[Johnson 1998] Johnson S. K. Combining QFD and FMEA to optimize performance, Proceedings of ASQ’s 52nd Annual Quality Congress, pp. 564-575, 1998.
[Juran 1988] Juran J. M., Gryna F. M. Juran’s Quality Control Handbook, 4ème édition, McGraw-Hill, 1988, ISBN 978-0070331761.
[Kim 1998] Kim K. J. Determining optimal design characteristic levels in QFD. Quality Engineering, vol. 10, no. 2, pp. 295-307, 1998.
[Klocke 2000] Klocke F., FallboKhmer M., Kopner A., Trommer G. Methods and tools supporting modular process design, Robotics and Computer Integrated Manufacturing, vol. 16, pp. 411-423, 2000.
[Kneip 2004] Kneip M. Methods to improve product quality, Proceedings of the 2nd seminar on Development of Modular Products, Dalarna University, Sweden, December 13-14, pp. 127-132, 2004.
[Konstantas 2005] Konstantas D., Bourrières J.-P., Léonard M., Boudjlida N. Interoperability of Enterprise Software and Applications, Actes de INTEROPESA’ 05, Genève, Suisse, Springer-Verlag, February 21-25, 2005.
[Korayem 2008] Korayem M.H., Iravani A. Improvement of 3P and 6R mechanical robots reliability and quality applying FMEA and QFD approaches, Robotics and Computer-Integrated Manufacturing, vol. 24, pp. 472-487, 2008.

Références
- 175 -
[Kunzmann 2005] Kunzmann H., Pfeifer T., Schmitt R., Schwenke H., Weckenmann A. Productive Metrology-Adding Value to Manufacture, CIRP Annals-Manufacturing Technology, vol. 54, no. 2, pp. 155-168, 2005.
[Labrousse 2004] Labrousse M. Proposition d’un modèle conceptuel unifié pour la gestion dynamique des connaissances d’entreprise, Thèse de doctorat en Génie Mécanique de l’Ecole Centrale de Nantes et de l’Université de Nantes, 2004.
[Lai 2003] Lai K., Cheng T. C. E. Initiatives and outcomes of quality management implementation across industries, Omega, vol. 31, no. 2, pp. 141-154, 2003.
[Lattanzio 2006] Lattanzio T. Caracterisation des entreprises organisées en « Gestion par Affaires », Thèse de doctorant en Génie Industriel à l’École Nationale Supérieure d’Arts et Métiers, 2006.
[Le Dain 1997] Le Dain M-A., Ndao P. I. Sur un système d'indicateurs de performance pour l'évaluation d'une automatisation dans une entreprise papetière, Deuxième Congrès International Franco-québécois de Génie Industriel, ALBI, 1997.
[Lee 1996] Lee D. J., Thornton A.C. The Identification and Use of Key Characteristics in the Product Development Process, Proceedings of the 1996 ASME Design Engineering Technical Conferences and Computers in Engineering Conference, Irvine, California, August 18-22, 1996.
[Le Moigne 1974] Le Moigne J. L. Les systèmes de décision dans les organisations, Presses universitaires de France, 1974.
[Le Moigne 1977] Le Moigne J. L. La théorie du système en général, Théorie de la modélisation, Presses universitaires de France, 1977.
[Letouzey 2001] Letouzey A. Ordonnancement interactif basé sur des indicateurs : Applications à la gestion de commandes incertaines et à l'affectation des opérateurs, Thèse de doctorant de l'Institut National Polytechnique de Toulouse au Laboratoire Génie de Production, 2001.
[Maria 1991] Maria C. La qualité des produits industriels, DUNOD, 1991, ISBN 2-04-018998-x.
[Maropoulos 1998] Maropoulos P. G., Bradley H. D., Yao Z. CAPABLE: an aggregate process planning system for integrated product development, Journal of Materials Processing Technology, vol. 76, pp.16-22, 1998.
[Martin 1999] Martin C., Djeapragache, Bocquet J-C. Amélioration de la gestion du processus de conception à travers les méthodes dans le cadre de la conception intégrée, CPI'99 Conception et production intégrée, Colloque international, Tanger, Maroc, 25-26 Novembre, 1999.

Références
- 176 -
[Martin 2005] Martin P. Conception, Fabrication Intégrée en Production Mécanique, Cours de master recherche CII, Arts et Métiers ParisTech-Metz, 2005.
[Mauchand 2007] Mauchand M. Modélisation pour la simulation de chaînes de production de valeur en entreprise industrielle comme outil d’aide à la décision en phase de conception / industrialisation, Thèse de doctorat diplôme délivré conjointement par L'École Centrale de Nantes et l'Université de Nantes, IRCCyN Nantes – LGIPM-ENSAM de Metz, 2007.
[Melèse 1972] Melèse J. L'analyse modulaire des systèmes de gestion, Editions Hommes et Techniques, 1972.
[Melèse 1990] Melèse J. Approches systémiques des organisations, Classiques EO ; Paris, 1990.
[Mévellec 2000] Mévellec P. Le coût global, nouvelle frontière du calcul des coûts, FINECO, vol. 10, 2000 (publié en 2003).
[Motwani 2001] Motwani J. Critical factors and performance measures of TQM, The TQM Magazine, vol. 13, no. 4, pp. 292-300, 2001.
[Mukherjee 1997] Mukherjee A., Liu C. R. Conceptual design, manufacturability evaluation and preliminary process planning using function-form relationships in stamped metal parts, Robotics & Computer-Integrated Manufacturing, vol. 13, no. 6, pp. 253-270, 1997.
[Niazi 2006] Niazi A., Dai J., Balabani S., Seneverante L. Product Cost Estimation: Technique Classification and Methodology, Transactions of the ASME, Review Journal of Manufacturing Science and Engineering, vol. 128, pp. 563-575, May 2006.
[Panetto 2005] Panetto H. Interoperability of Enterprise Software and Applications, Workshops of the INTEROP-ESA International Conference EI2N, WSI, ISIDI and IEHENA 2005, Genève, Suisse, 2005.
[PETRA 2009] PETRA. http://www.polytech.univ-savoie.fr/pub/petra/, dernière visite le 14/04/2009.
[Pierreval 1990] Pierreval H. Les méthodes d’analyse et de conception des systèmes de production, Hermès, 1990, ISBN 2-86601-201-1
[Pillay 2003] Pillay A., Wang J. Modified failure mode and effects analysis using approximate reasoning, Reliability Engineering and System Safety, vol. 79, pp. 69-85, 2003.
[Pillet 1994] Pillet M. Appliquer la maîtrise statistique des procédés : (MSP-SPC), 4ème édition, Éditions d’Organisation, 1994, ISBN 2-7081-2672-5.
[Pillet 2005] Pillet M., Adragna P.A. Monographie sur le tolérancement inertiel, Monographie rédigée dans le cadre d'un projet de recherche INTERREG III « Tolérancement des systèmes assemblés » de l'Union Européenne,

Références
- 177 -
2005.
[Pillet 2010] Pillet M. http://web.qlio.univ-savoie.fr/pillet/Fichiers/Article% 20tolérancement%20Inertiel.pdf, dernière visite le 14 Janvier 2010.
[Pourcel 1986] Pourcel C. Systèmes Automatisés de Production, CEPAD, 1986, ISBN 2-85428-135-7
[ReVelle 1998] ReVelle B. J., Moran W. J., Cox A. C. The QFD Handbook, John Wiley & Sons, Inc. 1998, ISBN 0-471-17381-9, disponible en accès limité sur http://books.google.com
[Rezayat 2000] Rezayat M. Knowledge-based product development using XML and KCs, Computer-Aided Design, vol. 32, pp. 299-309, 2000.
[Rhee 2003] Rhee S., Ishii K. Using cost based FMEA to enhance releability and serviceability, Advanced Engineering Information, vol. 17, pp. 179-188, 2003.
[Roboam 1993] Roboam M. La méthode GRAI : Principes, outils et démarche pratique, Edition TEKNA, 1993.
[Saaty 1980] Saaty T. L. The Analytic Hierarchy Process, New York: McGraw-Hill, 1980, ISBN 978-0-07-054371-3.
[Saaty 2001] Saaty L. T. Decision Making for Leaders: The Analytic Hierarchy Process for Decisions in a Complex World, New Edition 2001, RWS Publications, 2001, ISBN 978-0962031786.
[Sharma 2007] Sharma R. K., Kumar D., Kumar P. Quality costing in process industries through QCAS: a practical case, International Journal of Production Research, vol. 45, no. 15, pp. 3381-3403, 2007.
[Slinger 1992] Slinger M. To practice QFD with success requires a new approach to product design, Kontinuert Forbedring, Copenhagen, 20-21 February, 1992.
[Srinivasan 1999] Srinivasan V. On interpreting Key Characteristics, Proceeding of the 1999 ASME Design Engineering Technical Conferences, September 12-15, Las Vegas, Nevada, USA, 1999.
[Taguchi 1992] Taguchi G. Taguchi on robust technology development: bringing quality engineering upstream, ASME Press, New York, 1992.
[Tang 2007a] Tang X., Duan G., Chin K-S. Development and implementation of an integrated quality information system - a China experience, Int J Adv Manuf Technol, vol. 32, pp. 608-616, 2007.
[Tang 2007b] Tang X., Maiqing W., Shuchun W. A systematic methodology for quality control in the product development process, International Journal of Production Research, vol. 45, no. 7, pp. 1561-1576, 2007.

Références
- 178 -
[Tarum 2001] Tarum C. FMERA-Failure Modes, Effects, and (Financial) Risk Analysis, SAE 2001 World Congress, March 5-8, Detriot, Michigan, USA, 2001.
[Thia 2005] Thia C. W., Kah-Hin C., John B., Yan X. An exploratory study of the use of quality tools and techniques in product development, The TQM Magazine, vol.17, no. 5, pp. 406-424, 2005.
[Thornton 1999] Thornton A. C. A mathematical framework for the key characteristic process, Research in engineering design, vol. 11, no. 3, pp.145-157, 1999.
[Thornton 2000] Thornton A. C., Donnelly S., Ertan B. More than Just Robust Design: Why Product Development Organizations Still Contend with Variation and its Impact on Quality, Research in Engineering Design, vol. 12, pp. 127-143, 2000.
[Thornton 2004] Thornton A.C. Variation risk management, John Wiley and Sons editions, Hoboken, New Jersey, 2004, ISBN 0-471-44679-3.
[Thyssen 2006] Thyssen J., Israelsen P., JØrgensen B. Activity-based costing as a method for assessing the economics of modularization - A case study and beyond, Int. J. Production Economics. vol. 103, pp. 252-270, 2006.
[Tollenaere 1998] Tollenaere M. Conception de produits mécaniques : methods, modèles et outils, Hermès, 1998, ISBN 2-86601-694-7.
[Tony 1999] Tony J. C., Thornton A. C. Quantitative selection of inspection plans, Paper number DCE/DTM-8759 in the Proceedings of the ASME Design Engineering Technical Conferences September 12-15, Las Vegas, Nevada, USA, 1999.
[Tornberg 2002] Tornberg K., Jämsen M., Paranko J. Activity-based costing and process modeling for cost-conscious product design: A case study in a manufacturing company, International Journal of Production Economics, vol. 79, pp.75-82, 2002.
[Touzi 2007] Touzi J. Aide à la conception de Système d'Information Collaboratif support de l'interopérabilité des entreprises, Thèse de doctorat à l’Institut National Polytechnique de Toulouse, préparée au Centre de Génie Industriel - Ecole des Mines d'Albi Carmaux, 2007.
[Tsai 2007] Tsai W-H., Lai C-W. Outsourcing or capacity expansions: Application of activity-based costing model on joint products decisions, Computers & Operations Research, vol. 34, pp. 3666-3681, 2007.
[Vacossin 1993] Vacossin B. Rapport interne projet Metacost, 1993.
[Vernadat 1996] Vernadat F. B. Enterprise Modelling and Integration: principles and applications, Chapman & Hall, 1996, ISBN 0-412-60550-3.

Références
- 179 -
[Vernadat 1999] Vernadat F. Techniques de modélisation en entreprise: applications aux processus opérationnels, Economica, 1999, ISBN 2-7178-3853-8.
[Weill 1993] Weill D. R. Conception des gammes d’usinage, Techniques de l’Ingénieur, traité Génie mécanique, B 7 025, pp. 1-22, 1993.
[Willis 1996] Willis T. H., Willis W. D. A quality performance management system for industrial construction engineering projects, International Journal of Quality and Reliability Management, vol. 13, pp. 38-49, 1996.
[Xu 2006] Xu X., Chen J., Xie S. Framework of Product Lifecycle Costing System, Journal of Computing and Information Science in Engineering, vol. 6, pp. 69-77, 2006.
[Yannou 2002] Yannou B., Hajsalem S., Limayem F. Comparaison de la méthode SPEC et de l’Analyse de la Valeur pour l’aide à la conception préliminaire de produits, Mécanique & Industries, vol. 3, pp. 189-199, 2002.
[Zaidat 2005] Zaidat A. Spécification d’un cadre d’ingénierie pour les réseaux d’organisations, Thèse de doctorat de l’Ecole National Supérieure des Mines de Saint-Etienne et de l’Université Jean Monnet, 2005.
[Zhao 2000] Zhao J. An optimal quality cost model, Applied Economics Letter, vol. 7, pp. 185-188, 2000.
[Zheng 2005] Zheng L. Y., Chin K. S. QFD based optimal process quality planning, International Journal of Advanced Manufacturing Technology, vol. 26, pp. 831-841, 2005.

Références
- 180 -

Annexes
- 181 -
Annexes

Annexes
- 182 -
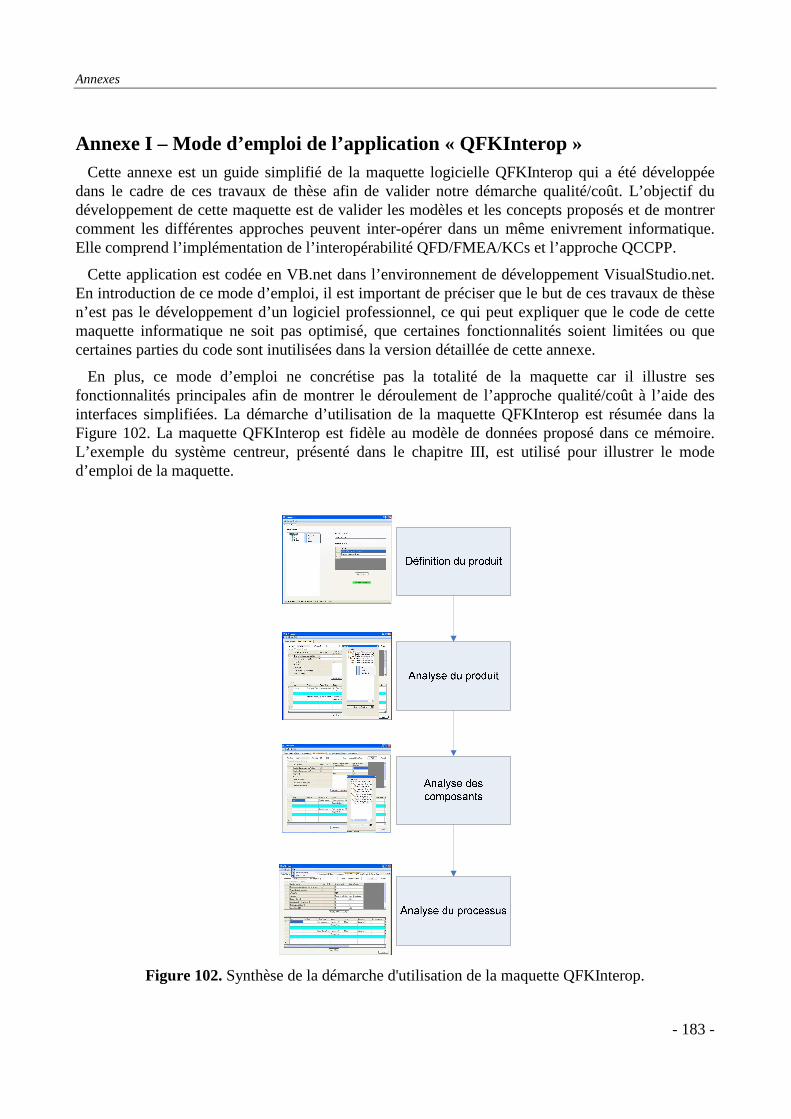
Annexes
- 183 -
Annexe I – Mode d’emploi de l’application « QFKInterop » Cette annexe est un guide simplifié de la maquette logicielle QFKInterop qui a été développée
dans le cadre de ces travaux de thèse afin de valider notre démarche qualité/coût. L’objectif du développement de cette maquette est de valider les modèles et les concepts proposés et de montrer comment les différentes approches peuvent inter-opérer dans un même enivrement informatique. Elle comprend l’implémentation de l’interopérabilité QFD/FMEA/KCs et l’approche QCCPP.
Cette application est codée en VB.net dans l’environnement de développement VisualStudio.net. En introduction de ce mode d’emploi, il est important de préciser que le but de ces travaux de thèse n’est pas le développement d’un logiciel professionnel, ce qui peut expliquer que le code de cette maquette informatique ne soit pas optimisé, que certaines fonctionnalités soient limitées ou que certaines parties du code sont inutilisées dans la version détaillée de cette annexe.
En plus, ce mode d’emploi ne concrétise pas la totalité de la maquette car il illustre ses fonctionnalités principales afin de montrer le déroulement de l’approche qualité/coût à l’aide des interfaces simplifiées. La démarche d’utilisation de la maquette QFKInterop est résumée dans la Figure 102. La maquette QFKInterop est fidèle au modèle de données proposé dans ce mémoire. L’exemple du système centreur, présenté dans le chapitre III, est utilisé pour illustrer le mode d’emploi de la maquette.
Figure 102. Synthèse de la démarche d'utilisation de la maquette QFKInterop.
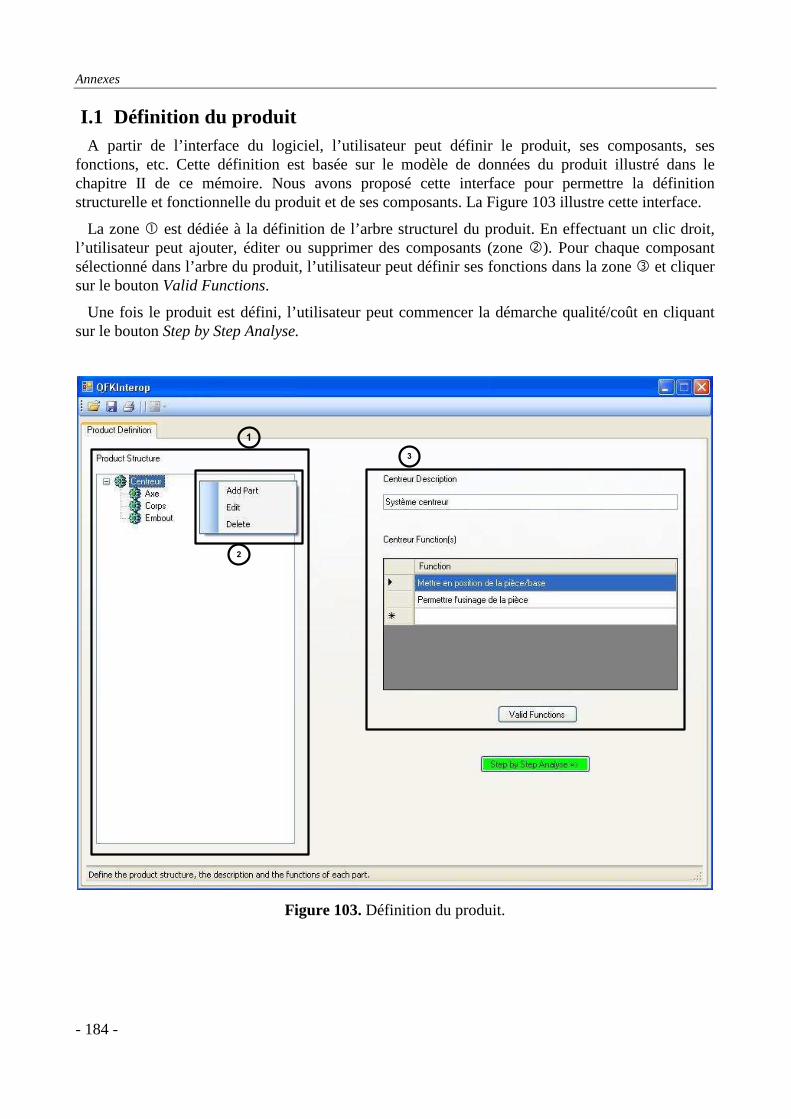
Annexes
- 184 -
I.1 Définition du produit A partir de l’interface du logiciel, l’utilisateur peut définir le produit, ses composants, ses
fonctions, etc. Cette définition est basée sur le modèle de données du produit illustré dans le chapitre II de ce mémoire. Nous avons proposé cette interface pour permettre la définition structurelle et fonctionnelle du produit et de ses composants. La Figure 103 illustre cette interface.
La zone � est dédiée à la définition de l’arbre structurel du produit. En effectuant un clic droit, l’utilisateur peut ajouter, éditer ou supprimer des composants (zone �). Pour chaque composant sélectionné dans l’arbre du produit, l’utilisateur peut définir ses fonctions dans la zone � et cliquer sur le bouton Valid Functions.
Une fois le produit est défini, l’utilisateur peut commencer la démarche qualité/coût en cliquant sur le bouton Step by Step Analyse.
1
2
3
Figure 103. Définition du produit.

Annexes
- 185 -
I.2 Analyse du produit – phase I L’analyse du produit permet à l’utilisateur de mener une analyse conjointe QFD, FMEA et KCs.
Ces interfaces sont basées sur la formalisation des connaissances et données exprimée dans le chapitre II de ce mémoire et sur le diagramme d’interopérabilité QFD/FMEA/KCs. La Figure 104 illustre ces interfaces. L’utilisateur commence par la saisie de la matrice QFD phase I, il saisie chaque COMMENT dans la case correspondante et il clique sur le bouton Add pour l’ajouter (zone �). La matrice QFD doit être complétée avec les notations des corrélations QUOI×COMMENT. Une fois la matrice QFD est terminée, l’utilisateur peut la valider en cliquant sur le bouton Valid QFD\Construct KCs. Le logiciel va pré-construire l’arbre KCFlowdown et le tableau FMEA produit.
Le tableau FMEA (zone �) peut être complété en modifiant ses données, l’utilisateur peut aussi supprimer des lignes du tableau. Les caractéristiques peuvent être aussi modifiées dans l’arbre KCs (zone �). L’utilisateur peut éditer ou supprimer des caractéristiques en cliquant droit (zone �).
Figure 104. Analyse du produit.
La Figure 105 illustre des interfaces permettant de continuer l’analyse du produit. Lors de la saisie des actions recommandées dans l’analyse FMEA, l’utilisateur doit sélectionner le type de l’action et la caractéristique sur laquelle cette action est appliquée (flèche �). Une nouvelle fenêtre s’ouvre libellée « Ishikawa Diagramme » dans laquelle l’utilisateur sélectionne le type d’action dans la liste de choix � et l’indice changé par cette action dans la liste �. Ensuite, il clique sur le bouton OK pour choisir la caractéristique (flèche �).
Dans la fenêtre du KC Flowdown (KC Form), l’utilisateur sélectionne la caractéristique sur laquelle l’action est appliquée. Il est possible aussi de savoir et d’afficher les impacts d’une action sur toutes

Annexes
- 186 -
les caractéristiques affectées (le choix Show impact) dans l’arbre de KCs. Ces caractéristiques seront de remplissage jaune dans le KC Flowdown. Ces fonctionnalités sont disponibles aussi pour les autres phases d’analyse, elles bénéficient de l’interopérabilité FMEA/KCs pour tracer les impacts d’une action sur la qualité finale du produit. Le codage des caractéristiques est implémenté d’une manière implicite afin de pouvoir tracer ces impacts même si les caractéristiques dans KC Flowdown sont exprimées différemment de celles dans FMEA ou QFD.
1
2 3
4
Figure 105. Analyse du produit - suite.
Quand l’utilisateur termine cette phase d’analyse, il valide le tableau FMEA en cliquant sur le bouton Valid FMEA et il clique ensuite sur le bouton Next afin de passer à l’étape suivante. Dans notre cas, c’est la phase II qui s’occupe des composants du produit.
I.3 Analyse des composants
Dans cette étape, l’utilisateur continue l’analyse QFD, FMEA et KCs pour les pièces du produit. Le logiciel transforme les COMMENT dans la matrice de phase I en QUOI dans la matrice de phase II en gardant aussi leurs poids d’importance. Un nouvel onglet est créé pour chaque pièce en laissant la liberté à l’utilisateur de se concentrer sur une pièce ou sur toutes les pièces. La même

Annexes
- 187 -
logique d’analyse s’applique dans la phase II, c’est pourquoi l’onglet de phase II ressemble beaucoup à celle de phase I. La Figure 106 illustre les interfaces pour la pièce « axe » du centreur.
Dans cette phase nous trouvons la case Part Weight (zone �) qui sert à saisir le poids de la pièce en pourcentage d’importance par rapport aux autres pièces. Ce poids est important pour le bon calcul des notations dans la matrice QFD. Notons aussi que l’arbre des caractéristiques est construit au fur et à mesure de l’avancement de l’analyse. Une fois cette phase est terminée, l’utilisateur peut cliquer sur le bouton Next pour passer à l’étape suivante.
1
Figure 106. Analyse des composants.
I.4 Analyse du processus
Dans la phase III, l’utilisateur mène une analyse QFD, FMEA et KCs sur le processus de fabrication de chaque pièce. Commençant toujours par la matrice QFD phase III, nous pouvons liés les caractéristiques de la pièce aux éléments du processus. La Figure 107 illustre l’interface de cette phase. Après la validation de la matrice QFD, du tableau FMEA et de l’arbre KC Flowdown, l’utilisateur peut commencer l’approche QCCPP (zone �) en définissant tout d’abord les ressources candidates. L’approche QCCPP est expliquée en détail avec les interfaces correspondantes dans le

Annexes
- 188 -
chapitre IV. En cliquant sur le bouton Next, l’utilisateur passe à la dernière étape pour analyser le contrôle du processus de fabrication.
Figure 107. Analyse du processus.

Annexes
- 189 -
Annexe II – Grille pour l’évaluation de la méthode FMEA
Probabilité de non-détection Fréquence d’apparition
Critère Note
D
Risque de laisser
passer un produit
défectueux
(à titre indicatif)
Critère Note
F
Risque que le défaut se
produise
(à titre indicatif)
Très faible probabilité de ne
pas détecter le défaut avant
que le produit ne quitte
l’opération concernée.
Contrôle automatique à 100 %
des pièces à l’opération, Poka
Yoké.
1
ou
2
[0 % à 2 %[
[2 % à 12 %[
Probabilité très faible
Défaut inexistant sur processus
analogue.
Capabilité estimée du processus
CP > 1,66
1
ou
2
0 à
3 / 100 000 [
[3 / 100 000
à 10 / 100
000 [
Faible probabilité de ne pas
détecter le défaut avant que le
produit ne quitte l’opération
concernée.
Le défaut est évident (exemple :
présence d’un trou) quelques
défauts échapperont à la
détection (contrôle unitaire).
3
ou
4
[12% à 22%[
[ 22% à 32%[
Probabilité faible
Très peu de défauts sur
processus analogue ou
processus sous contrôle
statistique.
Capabilité estimée du processus
1,33 < CP < 1,66
3
ou
4
[10 / 100 000
à 3 / 10 000[
[ 3 / 10 000 à
10 / 10 000 [
Probabilité modérée de ne pas
détecter le défaut avant que le
produit ne quitte l’opération
concernée.
Contrôle manuel difficile
5
ou
6
[32% à 42%[
[42% à 52%[
Probabilité modérée
Défauts apparus occasionnelle-
ment sur processus analogue.
Capabilité estimée du processus
1 < CP < 1,33
5
ou
6
[1 / 1000 à 3
/ 1000[
[3 / 1000 à
10 / 1000[
Probabilité élevée de ne pas
détecter le défaut avant que le
produit ne quitte l’opération
concernée.
Le contrôle est subjectif
Echantillonnage mal adapté
7
ou
8
[52% à 62%[
[62% à 72%[
Probabilité élevée
Défauts fréquents sur processus
analogue.
Capabilité estimée du processus
0,83 < CP < 1
7
ou
8
[1 / 100 à 3 /
100[
[3 / 100 à 10
/ 100[

Annexes
- 190 -
Probabilité de non-détection Fréquence d’apparition
Probabilité très élevée de ne
pas détecter le défaut avant
que le produit ne quitte
l’opération concernée.
Le point n’est pas contrôlé ou
pas contrôlable.
Le défaut n’est pas apparent.
9
ou
10
[72% à 82%[
[82% à 100%[
Probabilité très élevée
Il est certain que le défaut se
produira souvent. 9
ou
10
[10 / 100 à
30 / 100[
[30 / 100 à
100 / 100[

Annexes
- 191 -
Annexe III – Dessin de définition de la pièce CAI

Annexes
- 192 -
Annexe IV – Les classes internationales des tolérances
PROPOSITION ET DÉVELOPPEMENT D’UNE APPROCHE POUR LA MAÎTRISE CONJOINTE QUALITÉ/COÛT LORS DE LA CONCEPTION ET DE
L’INDUSTRIALISATION DU PRODUIT
RESUME : Le besoin de compétitivité impose aujourd'hui de concevoir plus rapidement, mieux et moins cher que les concurrents. Dans ce contexte, la prise en compte de l’ensemble des contraintes du produit dépends du retour des indicateurs de performance (coût, risque, qualité, délai,…). Il est donc important de bien évaluer ces indicateurs afin de retourner des informations robustes et cohérentes qui permettent de prendre une bonne décision pour piloter le cycle de développement du produit de sort qu’on obtient un meilleur rapport qualité/coût. L’interopérabilité des approches QFD, FMEA et KCs a été étudiée afin de les exploiter dans un seul cadre de maîtrise de la qualité pour assurer l’homogénéité et la cohérence des indicateurs de la qualité. Le coût a été pris en compte en proposant l’approche CbFMEA, basée sur FMEA classique, qui permet d’estimer le coût de non-qualité afin d’évaluer la gravité financière des défaillances du produit. Ce coût a été ajouté au coût de fabrication du produit estimé par la méthode ABC. L’approche du coût (CbFMEA/ABC) a été couplée à l’approche de la qualité (QFD/FMEA/KCs) résultant une approche conjointe qualité/coût illustrée par un diagramme d’activités. Un modèle de données de l’approche conjointe qualité/coût a été proposé est une maquette informatique a été développée afin de valider les concepts et le modèle proposés. Une application de cette approche a été illustrée dans la phase de pré-gamme d’usinage via un cas d’études. Cette application est nommée QCCPP, elle fournit des indicateurs de capabilité, de risques et du coût. L’objectif est l’aide à la décision lors du choix multicritères des ressources d’usinage pour l’amélioration conjointe de rapport qualité/coût du produit.
Mots clés : maîtrise de la qualité, estimation du coût, aide à la décision, modèle de données, interopérabilité, développement du produit, QFD, CbFMEA, KCs, ABC.
PROPOSAL AND DEVELOPMENT FOR A COMBINED QUALITY / C OST CONTROL APPROACH DURING THE DESIGN AND INDUSTRIALIZ ATION OF
THE PRODUCT
ABSTRACT : The need for competitiveness requires today to design faster, better and cheaper than competitors. In this context, taking into account the product constraints depends on the return of performance indicators (cost, risk, quality, time ...). Therefore, it is important to evaluate in detail these indicators to return robust and coherent information. This information allows making a good decision to pilot the product development cycle in order to obtain a better quality/cost ratio. The interoperability of the approaches QFD, FMEA and KCs was studied to exploit them in a single framework of quality management to ensure homogeneity and coherence of the quality indicators. Cost was taken into account in proposing the CbFMEA approach based on classical FMEA, which estimates the cost of non-quality to assess the failure financial severity of the product. This cost was added to the manufacturing cost of the product estimated by the ABC method. The cost approach (CbFMEA/ABC) was coupled with the quality approach (QFD / FMEA / KCs) resulting a combined quality/cost approach illustrated by an activity diagram. An information model of the joint quality/cost approach was proposed and a prototype has been developed to validate the proposed concepts and model. An application of this approach was illustrated in conceptual process planning phase via a case study. This application is named QCCPP; it provides indicators of capability, risks and cost. The objective is to support the decision-making during the multi-criteria selection of manufacturing alternatives for the joint improvement of product quality/cost ratio.
Keywords : quality management, cost estimation, decision-making support, information model, interoperability, product development, QFD, CbFMEA, KCs, ABC.