project final report - alterego-project.eu final report... · project final report grant agreement...
TRANSCRIPT
PROJECT FINAL REPORT
Grant Agreement number: 309874
Project acronym: ALTEREGO
Project title: Alternative Energy Forms for Green Chemistry
Funding Scheme: Collaborative project
Period covered: from 01.01.2013 to 30.06.2016
Name, title and organisation of the scientific representative of the project's
coordinator1:
Prof. Andrzej Stankiewicz, TU Delft
Phone: +31 15 2786678
Email: [email protected]
Project website: www.ALTEREGO-project.eu
1 Usually the contact person of the coordinator as specified in Art. 8.1. of the Grant Agreement.
2
Contents
1. Executive summary ................................................................................................................................... 3
2. Summary description of project context and objectives ............................................................................ 5
Rationale .................................................................................................................................................... 5
General concept ......................................................................................................................................... 5
Project objectives ....................................................................................................................................... 6
3. A description of the main S&T results/foregrounds .................................................................................. 9
Most important results by work packages ................................................................................................. 9
WP1 Ultrasound ........................................................................................................................................ 9
WP2 Microwaves .................................................................................................................................... 12
WP 3 Non-thermal plasma ...................................................................................................................... 16
WP4 implementation/validation of the alternative energy based technologies in a pharmaceutical
environment. ............................................................................................................................................ 20
WP5 Demonstration in green fuels and bulk chemical synthesis ............................................................ 24
4. The potential impact (including the socio-economic impact and the wider societal implications of the
project so far) and the main dissemination activities and exploitation of results ............................................ 27
Strategic impact ....................................................................................................................................... 27
Improved energy and resources efficiency in green fuel and bulk chemical syntheses .......................... 28
Technological impact and risks ............................................................................................................... 31
European Transnational Approach .......................................................................................................... 32
List of publications and dissemination activities ..................................................................................... 33
3
1. Executive summary
Alternative Energy Forms for Green Chemistry (ALTEREGO) was a collaborative project aiming at
developing a hierarchical methodology for targeted supply of three alternative forms of energy (ultrasound,
plasma and microwaves) in novel reactors to precisely control chemical transformations and reaction
pathways. It is based on fundamental mechanism understanding, advanced modelling, experimentation, and
model validation. The aim was to overcome existing bottlenecks towards the implementation of alternative
energy technologies for intensified chemical manufacturing. This was done by enabling highly efficient
chemical syntheses using alternative energy forms, and more specifically by the establishment of a new
hierarchical methodology through reliable process data collection with advanced analytical tools, robust
multiscale modelling and design and also the development of scalable equipment. The methodology is
generic and for three alternative energy technologies: ultrasound, microwave, and non-thermal plasma. Their
application to different industrially relevant case studies in the application areas of advanced pharmaceutical
synthesis and green fuels and bulk chemicals synthesis was part of the subject.
The project work started in three research work packages dealing with the development of the three
technologies and led to two further ones focused on the application and demonstration for the pharmaceutical
synthesis, and green fuels and bulk chemicals respectively.
In the first work package, tailored equipment was developed to efficiently perform the ultrasound-assisted
processes in the application areas of advanced pharmaceutical synthesis and green fuels and bulk chemicals
synthesis. Three types of multiphase processes were chosen as case studies: reactive solvent extraction,
reactive synthesis and cooling crystallization, vapour-liquid systems. The work focused on enabling local
positioning of the ultrasound energy at the interfaces (liquid/liquid, solid/liquid, gas/liquid), develop
mechanistic understanding and models for the ultrasound-assisted operation of the above-cited processes,
and - more recently - design an efficient ultrasound-assisted continuous reactor and demonstrate the
developed technology for the specified processes. In the case of reactive solvent extraction, novel reactor
types for efficient ultrasound transfer were explored. The new designs allowed reaching a threefold increase
in yield for a specific solvent extraction reaction by the application of ultrasound. In the case of cooling and
reactive crystallization, it has been found out that ultrasound clearly reduces nucleation induction time and
metastable zone width as well as crystal size, but has limited effect on crystal shape. Breakage of crystals
was observed only at low frequencies. Further, ultrasound effects on separation of binary systems involving
methanol are shown to be insignificant. This is corroborated by the very limited mass transfer enhancement
by ultrasound-assisted atomization. While ultrasound application can significantly improve reaction kinetics
for enzymatically catalyzed reactions, it was shown that the combination of the chemical system and the
form of enzyme immobilization play a vital role in the feasibility and effect of ultrasound application for
enzymatic reactive distillation.
In the second work package, work was done i) to establish suitable equipment for the measurements of VLE,
SLE and reaction under microwave and to determine experimentally the effect for a set of systems under
investigation, ii) to identify suitable reaction-catalyst systems for the reactive distillation and the API
synthesis reaction; as well as iii) to identify the mechanisms behind the MW effect on different phenomena
which allows the modelling and subsequently the design of complex equipment. Within this work, a suitable
setup to measure kinetics of reactions heated by conventional or MW has been established and validated.
Comparisons of two different MW setup’s using two different MW equipment showing similar results
reveals the validity of the obtained results for the reaction. For the investigated chemical system, the
synthesis of DMC/EMC, the enhancement of kinetics of different homogenous catalysts by MW has been
seen only at larger temperatures (T > 85 °C). No suitable heterogeneous catalysts have been found. The
influence of MW on VLE has not been verified for the system under investigation and simulation studies
revealed that no significant improvement for MW enhanced reactive distillation would be expected. The
influence of MW on evaporative crystallization has been shown for the crystal shape and crystal size
distribution, which are two important product parameters. In particular, it has been found that MW can
induce faster solvent evaporation with concomitant enhancement of supersaturation that favors crystal
nucleation instead of growth. As a result, smaller crystals with narrower size distribution are obtained
compared to conventional evaporative crystallization. WP2 has focussed primarily on detailed kinetic

4
investigations in order to compare conventional heating and microwave heating for three reaction types
namely, esterification, and transesterification (relevant to reactive distillation) and a demethylation reaction
relevant as an API study for the pharmaceutical industry. For each system, reactions were carried out in
identical glassware under carefully controlled conditions. In all three reaction types, microwave effects have
been observed, which are dependent on operating temperature, with positive microwave effects being
observed at higher temperatures, but not at lower temperatures. As temperature increases, kinetic analysis
indicates that the conventional systems behave consistently, while microwave reactions generally show
enhanced reaction rates (of the magnitude 1.5-5). Microwave assisted crystallisation was also pursuit, and
this demonstrated a positive impact in terms of reduction of process time (ca. 50% reduction) as well as
improved size distribution of crystals. This is considered to be due to the faster response of microwave
heating, compared to conventional heating, and the impact this has on unwanted nucleation.
In the third work package, the general objective was to develop prototype solutions for methanol synthesis
from renewable feeds (CO2 and biomass) based on a novel microwave plasma technology. In this context,
gas-phase CO2 hydrogenation to CO (CO2 + H2 CO + H2O, i.e., reverse water gas shift (RWGS)) has been
studied. Two relevant setups have been developed. In the case of RWGS, a bench-scale microwave plasma
reactor based on a solid-state microwave generator MiniFlow 200SS and an electromagnetic surface wave
launcher Surfatron, provided by SAIREM, has been designed and constructed. In the case of biomass
gasification, a scalable containerized microwave plasma gasifier (10-20 kWth) based on a 6 kW magnetron
has been built through funding from the Bill & Melinda Gates Foundation and it is further developed within
ALTEREGO. Regarding RWGS, the results show that plasma treatment enables very high
(superequilibrium) conversions, compared to the conventional thermal catalytic process, without the need of
catalyst and without byproduct formation, which is highly desirable in terms of simplified downstream gas
cleaning and minimization of recycle and purge streams. On the gasification side, biomass conversions as
high as 85% were obtained at cold gas efficiencies (CGE) of ~40%. The product gas composition was found
to be close to the equilibrium one at the reactor outlet temperature; this provides certainty that if the reactor
becomes properly insulated to minimize heat losses, CGEs>80% will be possible to attain.
In the demonstration work package four, the overall objective was the implementation/validation of the
ultrasound and microwave energy based technologies in a pharmaceutical environment. In addition to this,
the technologies were evaluated economically and a roadmap for implementation was set up.
The demonstration work package five included the implementation/validation of all energy-based
technologies in question in an academic lab/pilot environment. A technical-economic evaluation of the
processes and comparison with the conventional processes currently applied in industry and the development
of a roadmap for industrial implementation of the proposed technologies was done. Based on the results and
the decision of the consortium, the prior case study of the reactive distillation on process for the
transesterification of DMC with ethanol to yield DEC and EMC, was adapted towards an US-assisted
enzymatically catalysed RD process to produce butyl butyrate by transesterification of butanol.
ALTEREGO:
Coordinator: Andrzej Stankiewicz
Technical Manager: Georgios Stefanidis
Administrative Manager: Dorota Pawlucka
Project website:
www.ALTEREGO-project.eu

5
2. Summary description of project context and objectives
Rationale
Alternative energy sources (microwave, plasma, ultrasound, electric fields, light) are considered novel key
methods with high potential for intensification of chemicals syntheses in terms of energy and resource
efficiency. Nevertheless, they are not yet adequately applied in the chemical process industry. This is due to
existing gaps in scientific and engineering understanding of the mechanisms underlying alternative energy-
based syntheses and processes and in the interaction of various process and equipment design parameters
determining performance.
General concept
The general aim of ALTEREGO was to develop a hierarchical methodology for targeted supply of three
alternative forms of energy (ultrasound, plasma and microwaves) in novel reactors to precisely control
chemical transformations and reaction pathways. It was based on fundamental mechanism understanding,
advanced modelling, experimentation, and model validation and envisaged creating a reaction environment
in which the right type of energy is transferred selectively from the source to the target molecules in the
required form, in the required amount, at the required moment, and at the required position.
Unfortunately, current chemical reactors still offer a very limited degree of control of molecular level events.
This is due to conductive heating, which is conventionally applied to bring more molecules at the energy
levels exceeding the activation energy threshold. However, conductive heating offers only macroscopic
control upon the process and is thermodynamically inefficient. It is non-selective in nature, which means that
non-reacting (bulk) molecules heat up together with the reacting ones. Also, other elements of the reactor are
unnecessarily heated up. Secondly, conductive heating generates temperature gradients, which creates a
broad Maxwell-Boltzmann distribution of molecular energy levels.
In this project we demonstrate a number of alternative energy based prototype solutions with process
benefits, compared to conventional processes, owing to two general distinct characteristics of alternative
energy forms: 1) selective interaction with materials and 2) precise spatial and temporal control of energy
dosing. The process benefits that are anticipated to be harnessed are:
Ultrasound
Ultrasound (US) has been investigated as a way to enhance reaction kinetics and mass transfer and to control
the formation of primary or secondary nuclei in crystallization processes. Organic synthetic reactions show
increased rate (sometimes even from hours to minutes, up to 25 times faster) and/or increased yield (tens of
percent, sometimes even starting from 0% yield in non-sonicated conditions). In multiphase systems, gas-
liquid and liquid-solid mass transfer has turned out to increase 5 and 20-fold, respectively. Additional
benefits in crystallization reactions include more uniform crystal size distribution and the selective synthesis
of certain polymorphs. Finally, US energy has proven its potential to manipulate vapour-liquid equilibrium
(VLE) in order to break azeotropes and improve separation efficiency.2 This can be taken advantage of in
distillation based processes.
2 Ripin et al. “Effects of Ultrasonic Waves on Vapor-Liquid Equilibrium of an Azeotropic mixture”, Separation Science and Technology, 44(11), 2009.

6
Microwaves
Microwave (MW) energy provides an efficient means of heating of microwave absorbing materials, such as
polar molecules and metal nanoparticles; it has proven to significantly accelerate (up to several orders of
magnitude) various chemical syntheses and to increase products yield. Furthermore, MWs (in analogy to US)
can also shift vapour-liquid-equilibrium composition and to increase separation efficiency in distillation
processes.3
Non-thermal plasma
Non-thermal plasma (NTP) generated by high-intensity microwave fields will be explored as a technology to
intensify gas-phase catalytic reactions. Synergy can occur when non-thermal plasma is combined with a
heterogeneous catalyst, as each affects the other physically and chemically. The resulting combined system
can exhibit higher energy efficiencies, better conversion to desired product and decreased formation of by-
products4 than either NTP or thermal catalysis alone. NTP can activate the catalyst at temperatures too low
for thermal catalysis to occur. Catalysis can lower the energy requirements of a plasma reactor while
speeding up the destruction of unwanted or hazardous by-products5. Catalytic processes are often more
selective than plasma-induced ones, but tend to be more stringent in their requirements for a controlled gas
composition and temperature6.
Project objectives
The project specific objectives were to develop:
Novel gas phase catalytic chemical syntheses activated by microwaves and non-thermal plasma with the
specific application to be: methanol synthesis from carbon dioxide and hydrogen in micro- or
millireactors.
Novel liquid phase chemical syntheses activated by ultrasound (US) and microwaves (MW) with the
specific application to be:
o Ethyl methyl carbonate (EMC) and Diethyl carbonate (DEC) synthesis from methanol
activated by microwaves and ultrasound in reactive distillation columns.
o Paracetamol synthesis through reactive and cooling crystallization activated by ultrasound
in continuous flow milliscale tubular reactors and Oscillatory Flow Reactors (OFR).
o Active Pharmaceutical Ingredients (API) synthesis (liquid-liquid reactions) activated by
ultrasound and microwaves in microreactors and OFRs.
The systems chosen represent challenging real applications in the fields of 1) green fuels and bulk chemicals
synthesis (methanol, DEC, EMC) and 2) advanced pharmaceuticals synthesis (paracetamol, APIs) and were
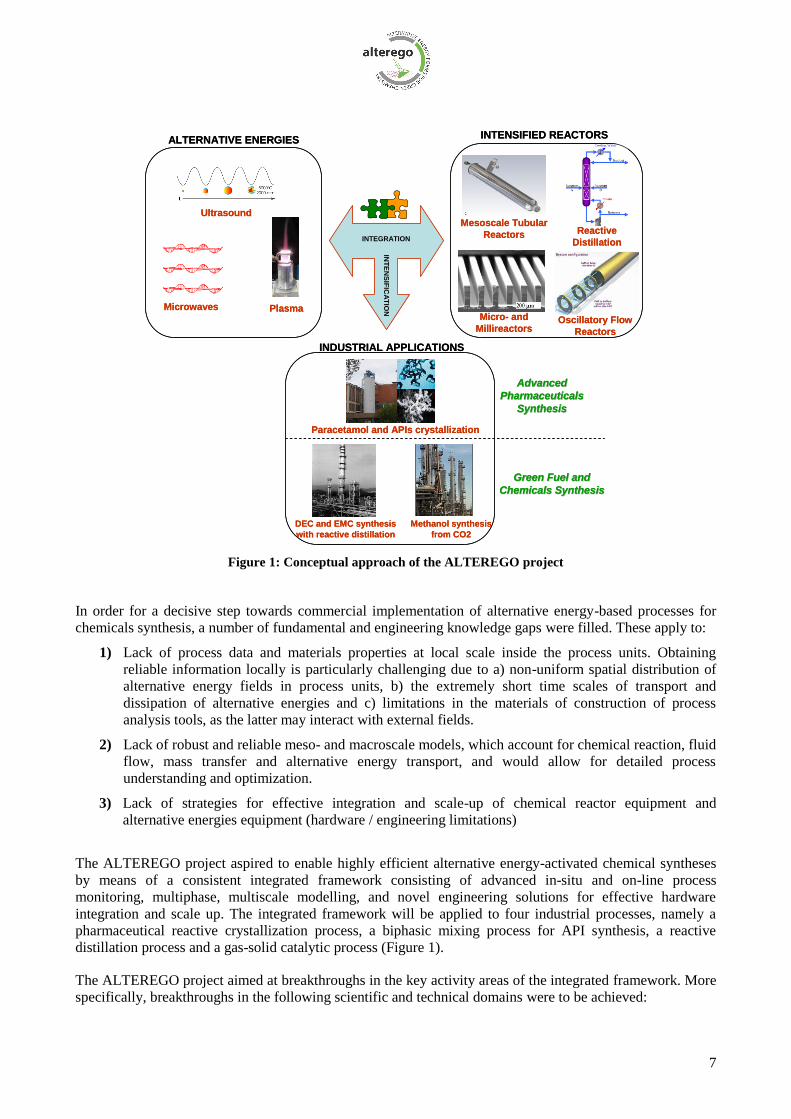
proposed by leading industrial companies. Central in the conceptual approach of ALTEREGO is the idea of
effective integration of alternative energy forms with intensified reactors into multifunctional units that can
enable highly efficient synthesis of both application fields (Figure 1). The novel reactor concepts were to be
demonstrated at laboratory and pilot scale in university facilities and/or in the facilities of the industrial
end-users involved. Based on the results for the assessment of MW enhanced reactive distillation for the
transesterification of DMC with ethanol to yield EMC and DEC, the synthesis of butyl butyrate by
transesterification of butanol was investigated as a case study for US-assisted enzymatically catalysed RD,
focussing on the development of suitable internals and characterising the effect of US application.
3 Altman et al. “Microwave-Promoted Synthesis of n-Propyl Propionate using Homogeneous Zinc Triflate Catalyst”, Ind. Eng. Chem. Res, 51,1612-
1619, 2012.
4 J. Van Durme, J. Dewulf, C. Leys and H. Van Langenhove, “Combining non-thermal plasma with heterogeneous catalysis in waste gas treatment: A
review,” Applied Catalysis B: Environmental, vol. 78, no. 1-2, pp. 324-333, 2008.
5 H. L. Chen, H. M. Lee, S. H. Chen, M. B. Chang, S. J. Yu and S. N. Li, “Removal of volatile organic compounds by single-stage and two-stage
plasma catalysis systems: A review of the performance enhancement mechanisms, current status, and suitable applications,” Environmental Science
& Technology, vol. 43, no. 7, pp. 2216-2227, 2009.
6 B. Pietruszka and M. Heintze, “Methane conversion at low temperature: the combined application of catalysis and non-equilibrium plasma,” Catalysis Today, vol. 90, no. 1-2, pp. 151-158, 2004.
7
Figure 1: Conceptual approach of the ALTEREGO project
In order for a decisive step towards commercial implementation of alternative energy-based processes for
chemicals synthesis, a number of fundamental and engineering knowledge gaps were filled. These apply to:
1) Lack of process data and materials properties at local scale inside the process units. Obtaining
reliable information locally is particularly challenging due to a) non-uniform spatial distribution of
alternative energy fields in process units, b) the extremely short time scales of transport and
dissipation of alternative energies and c) limitations in the materials of construction of process
analysis tools, as the latter may interact with external fields.
2) Lack of robust and reliable meso- and macroscale models, which account for chemical reaction, fluid
flow, mass transfer and alternative energy transport, and would allow for detailed process
understanding and optimization.
3) Lack of strategies for effective integration and scale-up of chemical reactor equipment and
alternative energies equipment (hardware / engineering limitations)
The ALTEREGO project aspired to enable highly efficient alternative energy-activated chemical syntheses
by means of a consistent integrated framework consisting of advanced in-situ and on-line process
monitoring, multiphase, multiscale modelling, and novel engineering solutions for effective hardware
integration and scale up. The integrated framework will be applied to four industrial processes, namely a
pharmaceutical reactive crystallization process, a biphasic mixing process for API synthesis, a reactive
distillation process and a gas-solid catalytic process (Figure 1).
The ALTEREGO project aimed at breakthroughs in the key activity areas of the integrated framework. More
specifically, breakthroughs in the following scientific and technical domains were to be achieved:
INTEGRATION
INT
EN
SIF
ICA
TIO
N
ALTERNATIVE ENERGIES
Ultrasound
Microwaves Plasma
INTENSIFIED REACTORS
Mesoscale Tubular
Reactors
Micro- and
MillireactorsOscillatory Flow
Reactors
Reactive
Distillation
INDUSTRIAL APPLICATIONS
Methanol synthesis
from CO2
DEC and EMC synthesis
with reactive distillation
Paracetamol and APIs crystallization
Advanced Advanced
Pharmaceuticals Pharmaceuticals
SynthesisSynthesis
Green Fuel and Green Fuel and
Chemicals SynthesisChemicals Synthesis
INTEGRATION
INT
EN
SIF
ICA
TIO
N
ALTERNATIVE ENERGIES
Ultrasound
Microwaves Plasma
INTENSIFIED REACTORS
Mesoscale Tubular
Reactors
Micro- and
MillireactorsOscillatory Flow
Reactors
Reactive
Distillation
INDUSTRIAL APPLICATIONS
Methanol synthesis
from CO2
DEC and EMC synthesis
with reactive distillation
Paracetamol and APIs crystallization
Advanced Advanced
Pharmaceuticals Pharmaceuticals
SynthesisSynthesis
Green Fuel and Green Fuel and
Chemicals SynthesisChemicals Synthesis
8
1: In situ and on line process monitoring of alternative-energy enhanced chemical syntheses
Milestone: Implementation of on-line sensors or optical equipment to laboratory scale alternative energy
enhanced reactors for real-time monitoring of process conditions and product quality. Compact fiber-optic
multi-sensor systems consisting of different probes, such as transmission, reflectance, ATR absorbance, UV
and Raman scattering, and network analyzer as well as non-intrusive equipment such as particle image
velocimetry (PIV) and thermal cameras were to be utilized for the real-time measurement of dielectric and
fluid properties, process conditions and product quality (e.g., electrical permittivity, vapor pressure,
viscosity, particle size, flow patterns, chemical composition, temperature etc.). This data is crucial for
understanding of the underlying mechanisms, model validation and process development.
2: Multiphase, multiscale modelling framework
Milestone: Development of a computational multi-scale, multi-phase model library for the simulation of the
selected fuel and pharmaceutical industrial processes describing with sufficient accuracy the integration of
multiple chemical reactions, the phase changes, the heat and multicomponent mass transfer and possible
separation steps induced by the alternative energy sources, acting at the same time and in the same place of
the multifunctional unit. The library comprises models at different length and time scales (i.e., detailed and
reduced reaction kinetics, particle population balances, vapor-liquid equilibrium, bubble dynamics, reactive
distillation models, mixing/CFD models and electromagnetics (Maxwell’s equations), etc.). A modular
strategy in model development were to be adopted so a wide array of processes can be generated through
flexible combination of different models
3: Reactor and alternative energy hardware integration and scale up
Milestone: Development of novel scalable alternative energies-activated reactor concepts that allow
transition from bench-scale experimentation to pilot and industrial scale processing. Engineering solutions
were to be proposed and developed for the following envisaged multifunctional equipment: 1) integrated
ultrasound technology with tubular, micro- and millireactors, oscillatory flow reactors and reactive
distillation columns; 2) microwave technology with micro- and millireactors and reactive distillation
columns; 3) plasma technology with micro and millireactors. The new multifunctional equipment were to be
demonstrated at laboratory scale and pilot scale on the sites of the academic and industrial partners involved
in the ALTEREGO project.
4: Techno-/economic feasibility studies
Milestone: Comparative techno-/economic feasibility studies on the applicability of the respective forms of
energy to the model processes provided by the end users. The research activity results in the three
aforementioned areas provide the necessary information for the technical and economic feasibility studies
that were to be carried out for all applications. These studies provide the necessary foundation for the broad
introduction of alternative energy-based processes in real production and evince the potential for the targeted
average 50% improvement in energy and resource efficiency.
The project was planned for 3.5 years. The members of the interdisciplinary consortium were carefully
selected to guarantee the impact by the participation of highly innovative multinational industrial companies
(AN, JP) and developers of alternative energy based-technologies (SAIREM (MW, PLASMA) and SM
(US)). The relevant scientific foundations were covered by world leaders in the field of alternative energy
sources (TUD, KUL), intensified multifunctional reactors and processes (TUDO) and green chemistry and
heterogeneous catalysis (YORK) and cover expertise in chemical and mechanical engineering, computer-
aided process engineering, applied physics and catalysis.
9
3. A description of the main S&T results/foregrounds
Most important results by work packages
WP1 Ultrasound
Development of tailored equipment for three types of ultrasound-assisted multiphase processes (reactive
synthesis and cooling crystallisation, reactive L/L extraction, VLE of binary systems) enabling local
positioning of the ultrasound energy at the interfaces, and experimental determination of flow and
temperature profiles. Complete set of comparison between US and non-US and for input to modelling,
characterization of the ultrasound field with techniques for the ultrasound field and cavitation bubbles was
done for the subsequent experiments to:
Determine the effect of flow on the acoustic field / the cavitation bubbles;
Investigate the distribution of bubble type at various process conditions;
Compare frequencies at equal calorimetric power, sonoluminescence and sonochemiluminescence
signal;
Evaluate the effect of standing or travelling waves.
A thermocouple coated with a rubber material was constructed to map the energy of the ultrasonic field. The
temperature difference between this sound absorbing material and the bulk liquid quantifies the local
acoustic energy. This technique allows identifying the nodes and antinodes within a standing wave. The
dimensions of the probe limit the wavelength (or frequency) that can be measured, and the sensitivity
strongly depends on the transmitted power. This characterization technique was applied to identify the effect
of stirring on the acoustic field.
Measurement of the sonoluminescence signal yields information on the global energy, and addition of
quenching products (propanol and acetone) allow estimating the bubble type distribution (transient or stable).
Experiments with this technique confirmed the results of the literature, and showed that low frequency
produces more transient bubbles.
The global acoustic energy can be evaluated by calorimetric (temperature) or sonoluminescence
(radical/light yield within the bubble) measurements. In order to compare frequencies, one should thus
maintain one of these signals constant. To investigate the difference between a constant calorimetric or SL-
signal, calibration curves were constructed for a single multi-frequency reactor set-up.
The effects of the frequency and intensity on the mixing efficiency and acoustic pressures were
characterized. Also, the relation between this mixing efficiency and acoustic pressure was investigated. The
effect of US intensity and frequency on micromixing efficiency was studied in a single phase system. It was
found that low ultrasonic frequencies and high intensities generate best micromixing (lowest segregation
index, Xs).
The effect of US conditions on bubble type (stable or transient) was determined using a sonoluminescence
quenching technique with propanol and acetone as described in literature.[1]
Results show that, within the
reactor geometries investigated, cavitation type depends on frequency, ultrasonic source type, reactor design,
and flow regime:
Frequencies below 120 kHz are able to generate both stable and transient cavitation, while only
stable cavitation occurs at higher frequencies;
Horn type sources (frequency < 50 kHz) only generate transient cavitation, while piezoelectric
transducers of the same frequency domain can yield both cavitation types;
Low frequency transducer suspended within a reactor (plate type) produces stable cavitation, but
attaching the same transducer to the outer wall of a flow cell generates transient bubbles;
All bubbles become stable when a turbulent flow regime is established within a flow reactor.
.
10
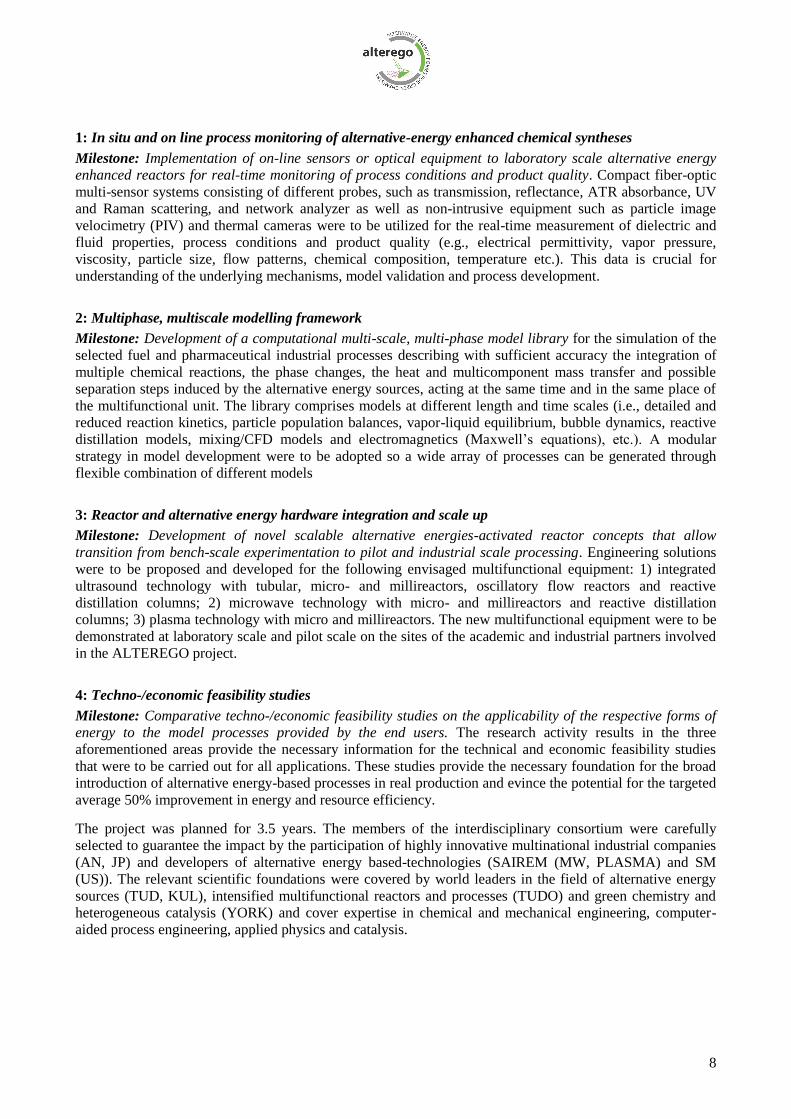
Reactive crystallisation
The focus was set on pulsed ultrasound and the scale up of this technology in batch crystallization reactors.
The reactor volume was systematically increased from 250 mL to 2 L, while the same ultrasonic probe of
30 kHz and a power of 10 W was used to provide sonication. Figure 1a summarizes the main results of the
experiments regarding the effect on nucleation. It is shown that ultrasound increases the nucleation
temperature independently of the reactor volume. In addition, pulsed ultrasound shows a clear benefit as it
consumes less energy and yields roughly the same nucleation temperature as continuous sonication. Tests on
the effect on particle size, shown in Figure 2b indicate that application of the same ultrasonic power in a
larger volume results in the formation of larger particles. Due to the lower power density (W.L-1
), less seed
material is created, resulting in larger particles.
Figure 2: Effect of pulsed ultrasound on the crystallization of paracetamol in different reactor volumes. (a)
Effect on nucleation temperature. (b) Effect on particle size.
A setup was developed to measure the nucleation kinetics in a flow reactor under sonication. Besides the
construction of the setup, some testing of the heat exchanger was done and adaptations on the design were
performed. This setup can be used to investigate nucleation rates under sonication in a flow reactor, which
delivers input for population balance modeling.
Further the sonofragmentation model using Kapur function analysis was developed. With this model, it could
be concluded that transducers are more efficient to break the largest particles, while probes are more efficient
to break finer particles. There is relatively more abrasion with a probe as compared to a transducer.
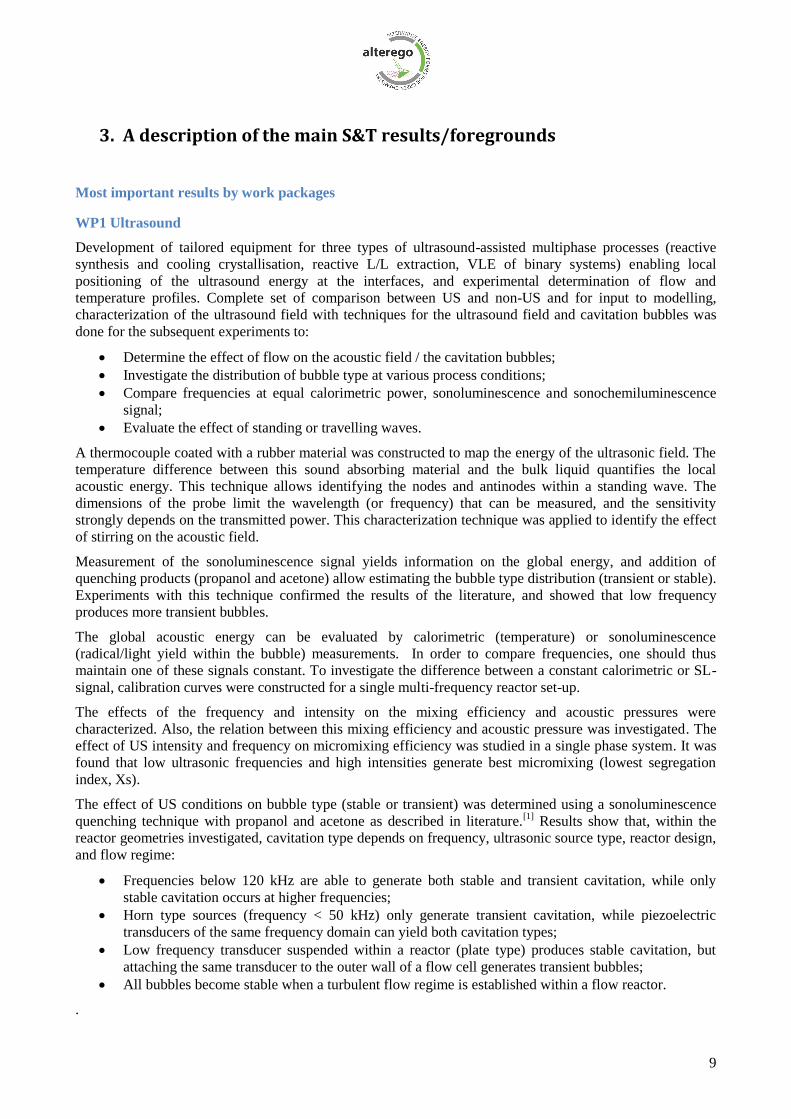
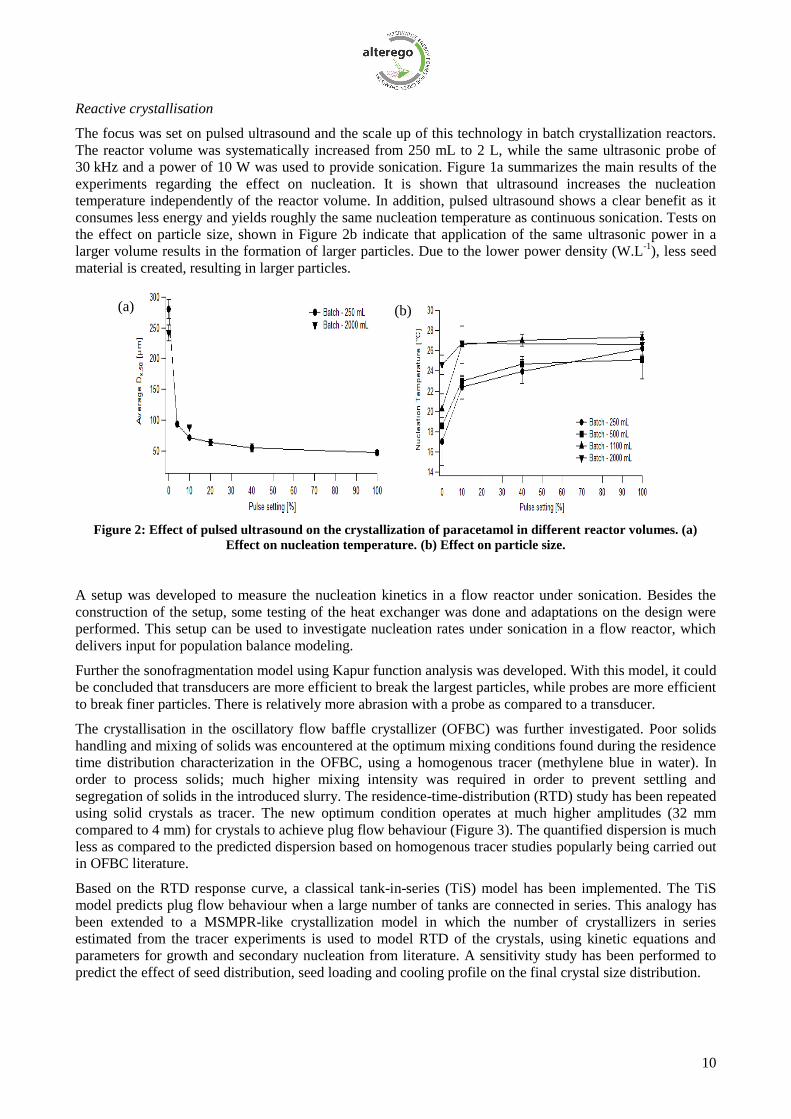
The crystallisation in the oscillatory flow baffle crystallizer (OFBC) was further investigated. Poor solids
handling and mixing of solids was encountered at the optimum mixing conditions found during the residence
time distribution characterization in the OFBC, using a homogenous tracer (methylene blue in water). In
order to process solids; much higher mixing intensity was required in order to prevent settling and
segregation of solids in the introduced slurry. The residence-time-distribution (RTD) study has been repeated
using solid crystals as tracer. The new optimum condition operates at much higher amplitudes (32 mm
compared to 4 mm) for crystals to achieve plug flow behaviour (Figure 3). The quantified dispersion is much
less as compared to the predicted dispersion based on homogenous tracer studies popularly being carried out
in OFBC literature.
Based on the RTD response curve, a classical tank-in-series (TiS) model has been implemented. The TiS
model predicts plug flow behaviour when a large number of tanks are connected in series. This analogy has
been extended to a MSMPR-like crystallization model in which the number of crystallizers in series
estimated from the tracer experiments is used to model RTD of the crystals, using kinetic equations and
parameters for growth and secondary nucleation from literature. A sensitivity study has been performed to
predict the effect of seed distribution, seed loading and cooling profile on the final crystal size distribution.
(b) (a)
11
Figure 3: Residence time distributions of the crystals after implementation of the new optimized mixing
parameters (2 Hz and 32 mm)
Reactive extraction
On comparing the three modes (direct, intermittent & indirect) of application of ultrasound to the
microchannel designed, the best design, which gave the maximum yield to the hydrolysis reaction studied,
was the intermittent contact type. This particular design was seen to be accompanied by a disadvantage of
the inability to control the temperature of the system. Hence a hybridization between the intermittent and the
indirect contact design was explored. Two designs were constructed: the open-interval and the closed-
interval type. These two designs were seen to give similar results, with yields comparable to the intermittent
design at the lower residence times. Out of the two the closed interval was chosen to be explored further as
the variation in the yield was minimal. For use in industrial applications the possibility of scale up of the
closed interval was also studied. The reactor was scaled up from a volume of 0.27 ml (0.8 mm tubing) to
2.22 ml (2 mm tubing). Relative to the yields obtained in the silent condition the scaled up version showed
better increase in the yield at similar residence times (75% increase for 2.22 ml in comparison to 60% for the
0.24 ml, both at 87 s) and the volumetric mass transfer coefficient values (80% increase for 2.22 ml in
comparison to 70% for the 0.24 ml, both at 87 s).
Enzymatic reactive distillation
Experimental investigations of the enzymatically-catalyzed transesterification of ethyl butyrate with Candida
antarctica lipase B were performed with different immobilizates and packing materials in lab-scale. These
are for once coated packings, which can directly be applied as packing material for the application in
distillation columns, and enzyme beads, which can be introduced in corrugated sheets made from wire gauze
inside of hybrid structured packings like Katapak SP from Sulzer. Both options present suitable packing
materials for an implementation in reactive distillation. Besides the determination of a suitable kinetic model
for the different catalytic materials, the influence of ultrasound on the different immobilizates regarding
enhancement of the reaction rate as well as its chemical and mechanical stability were part of the
investigation. While a kinetic model was successfully identified based on the kinetic experiments for both
immobilizates, significantly different results were obtained when applying ultrasound irradiation to the
different immobilizates. By means of ultrasound irradiation it was possible to significantly enhance the
reaction rate for the coated packing. However, when enzyme beads are used as immobilizate, there was no
influence on the reaction rate compared to mechanical stirring and ultrasound irradiation was causing
disintegration of the enzyme beads. Therefore, the feasibility and potential benefit of ultrasound application
depends significantly on the type of immobilizate for enzyme application. The enhancement of the reaction
kinetics for ultrasound application in combination with the coated packing is most likely explained by the
increase of the internal mass transfer rate. To investigate the effect of ultrasound in reactive distillation, a
kinetic model was established as well, based on the experimental results. Model validation for the reactive

12
distillation has been performed in combination with the pilot plant experiments performed in the context of
WP 5.
Ultrasound equipment design
Work was performed on design improvements for the ultrasound transducers and up scaling of design
solutions which have been identified as properly working for the first tubular milli- or microreactors.
According to this, 2 new design approaches with direct coupled bulk transducers as well as a draft idea for a
so-called clamp-on transducer have been developed and tested. Two reactors have been developed on this
basis: a 37 kHz and a 67 kHz microreactor.
Regarding the necessary ultrasound power amplifier, a first principal prototype of a so-called Royer-
Converter tuned to 600 kHz was designed in accordance to the already presented 600 kHz tubular reactor.
This prototype was tested successfully. In addition a compact Class C unit for a 220 kHz reactor was
developed and tested. As the frequency of these types of amplifier is fixed, a broadband amplifier solution
was developed. Experimental support was provided regarding the evaluation of the reactor design. Using a
terephthalic acid dosimetry method reported in literature, the hydroxyl radical yield, and thus the cavitation
activity, of all reactors could be measured and appeared satisfactorily for application in chemical processes.
WP2 Microwaves
As to the testing of different acids other than HBr no other suitable non-halogenated acid that could do the
demethylation reaction could be identified. In this respect, we have tested sulphuric acid, para-
toluenesulfonic acid (PTSA), methanesulfonic acid (MSA) and also trifluoroacetic acid. Other acids of lower
acid strength were not considered, nor were acids, which may have promoted alternative chemistries (e.g. HI:
radical chemistry, carboxylic acids: esterification/acylation). The potential use of triflic acid (TFA) has been
forsaken, as this would have created even more challenges in terms of safe operation and reactor
development than HBr. Also, the potential use of TFA was considered as a no go. Additionally also the use
of KBr was tested as it would avoid the strong acidity while still delivering the required nucleophilic agent –
yet in vain. Ideally the sole use of water at higher reaction temperatures, easily attainable with microwaves,
would have been a most interesting way forward. Past experiences showed that this was possible on 2-
methoxynaphtalene but applied to 3-methoxybenzylammonium bromide it was found impossible.
With respect to reactor development an opportunity presented itself when working under reflux conditions,
an operational regime coinciding essentially with a constant MW power input. In this zone extensive
amounts of gas/vapour bubbles are created, notably H2O and MeBr, and in rigorously checking different
models we were able to explain the conventional and low T microwave operation by mechanism 1a, which
can be reduced to a two-step equation denoted 1b:
𝐴 + 𝐻+ 𝑘1,𝑘−1↔ P +MeBr(L)
𝑀𝑒𝐵𝑟(𝐿)𝑘2→𝑀𝑒𝐵𝑟(𝐺)
𝑃 + 𝐻+ 𝑘3,𝑘−3↔ 𝑃𝐻+
(1a)
𝐴 + 𝐻+ 𝑘1→ P +MeBr(g)
𝑃 + 𝐻+ 𝑘3,𝑘−3↔ 𝑃𝐻+
(1b)
𝐴 + 𝐻+ 𝐾1↔ 𝑃 +𝑀𝐿
𝑀𝐿 + 𝑆𝐾2↔ 𝑀𝐿𝑆
𝑀𝐿𝑆𝑘3→𝑀𝐺 + 𝑆
𝑃 + 𝐻+𝐾4↔ 𝑃𝐻+
(2)
13
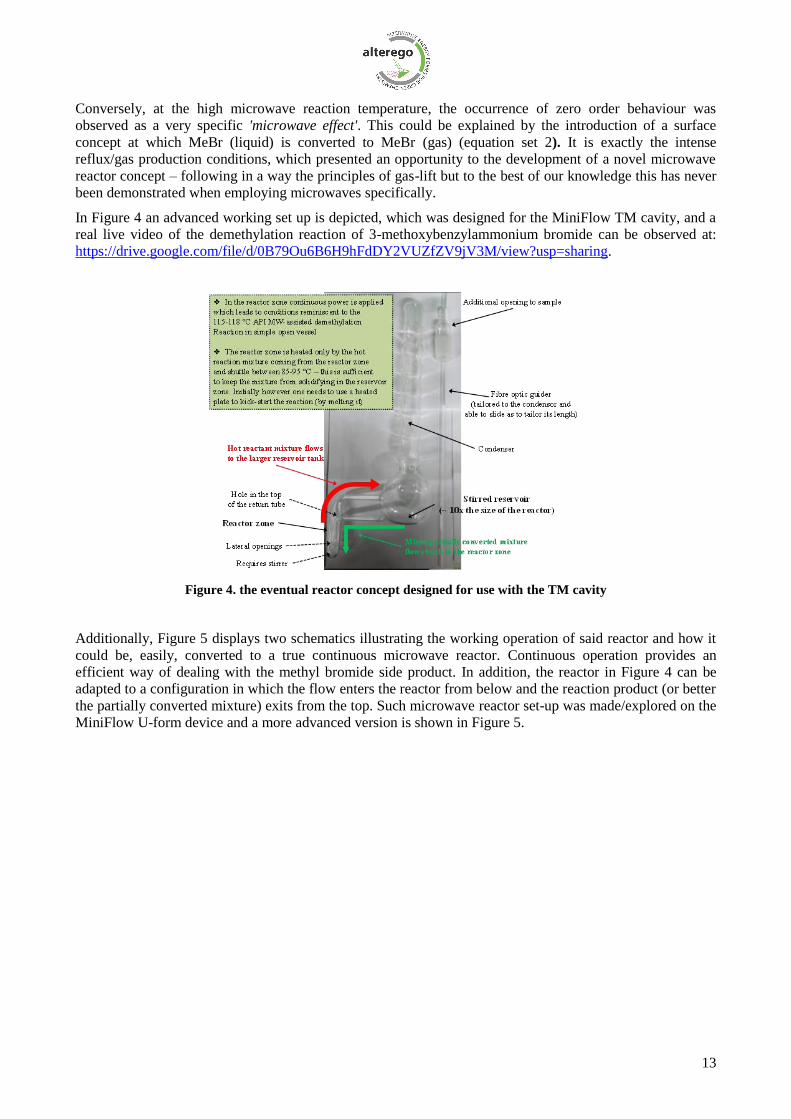
Conversely, at the high microwave reaction temperature, the occurrence of zero order behaviour was
observed as a very specific 'microwave effect'. This could be explained by the introduction of a surface
concept at which MeBr (liquid) is converted to MeBr (gas) (equation set 2). It is exactly the intense
reflux/gas production conditions, which presented an opportunity to the development of a novel microwave
reactor concept – following in a way the principles of gas-lift but to the best of our knowledge this has never
been demonstrated when employing microwaves specifically.
In Figure 4 an advanced working set up is depicted, which was designed for the MiniFlow TM cavity, and a
real live video of the demethylation reaction of 3-methoxybenzylammonium bromide can be observed at:
https://drive.google.com/file/d/0B79Ou6B6H9hFdDY2VUZfZV9jV3M/view?usp=sharing.
Figure 4. the eventual reactor concept designed for use with the TM cavity
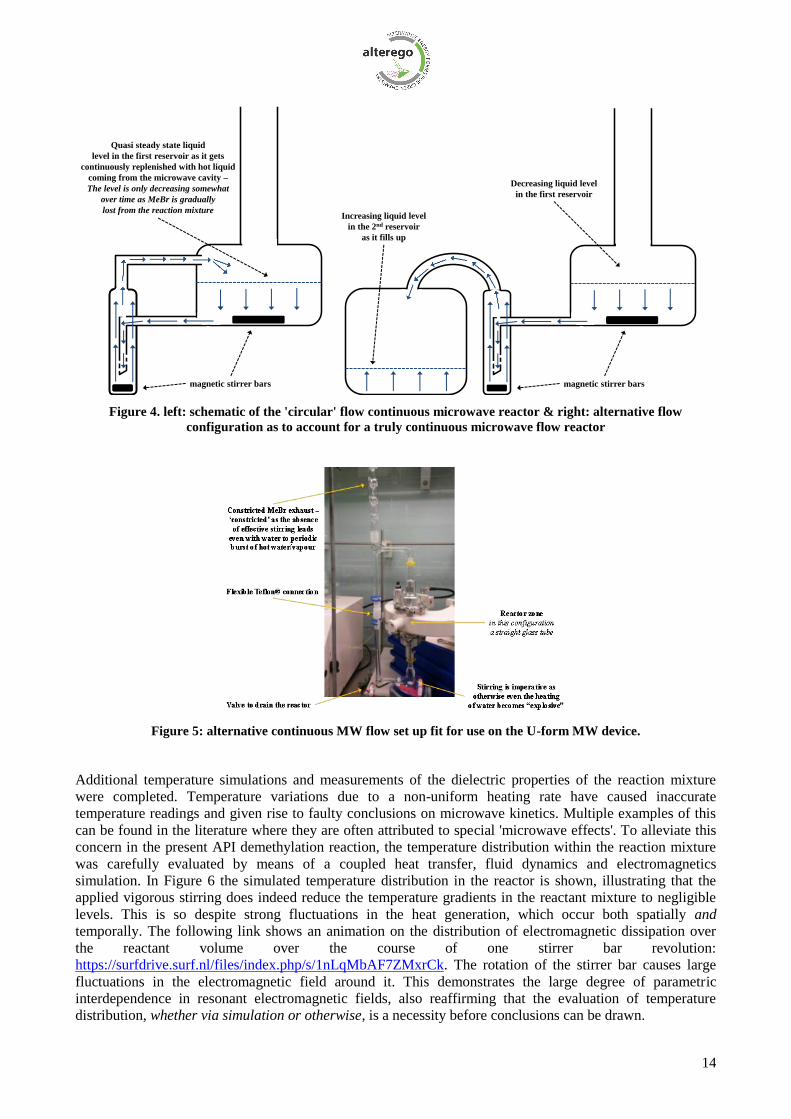
Additionally, Figure 5 displays two schematics illustrating the working operation of said reactor and how it
could be, easily, converted to a true continuous microwave reactor. Continuous operation provides an
efficient way of dealing with the methyl bromide side product. In addition, the reactor in Figure 4 can be
adapted to a configuration in which the flow enters the reactor from below and the reaction product (or better
the partially converted mixture) exits from the top. Such microwave reactor set-up was made/explored on the
MiniFlow U-form device and a more advanced version is shown in Figure 5.
14
Figure 4. left: schematic of the 'circular' flow continuous microwave reactor & right: alternative flow
configuration as to account for a truly continuous microwave flow reactor
Figure 5: alternative continuous MW flow set up fit for use on the U-form MW device.
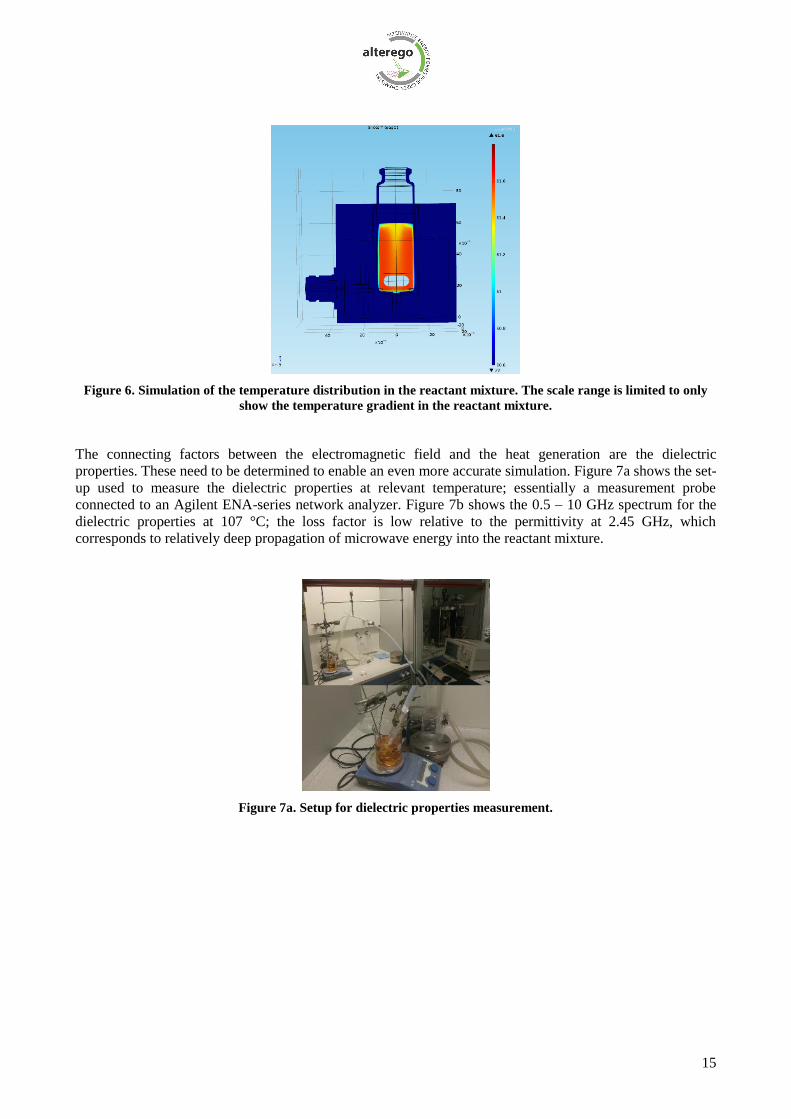
Additional temperature simulations and measurements of the dielectric properties of the reaction mixture
were completed. Temperature variations due to a non-uniform heating rate have caused inaccurate
temperature readings and given rise to faulty conclusions on microwave kinetics. Multiple examples of this
can be found in the literature where they are often attributed to special 'microwave effects'. To alleviate this
concern in the present API demethylation reaction, the temperature distribution within the reaction mixture
was carefully evaluated by means of a coupled heat transfer, fluid dynamics and electromagnetics
simulation. In Figure 6 the simulated temperature distribution in the reactor is shown, illustrating that the
applied vigorous stirring does indeed reduce the temperature gradients in the reactant mixture to negligible
levels. This is so despite strong fluctuations in the heat generation, which occur both spatially and
temporally. The following link shows an animation on the distribution of electromagnetic dissipation over
the reactant volume over the course of one stirrer bar revolution:
https://surfdrive.surf.nl/files/index.php/s/1nLqMbAF7ZMxrCk. The rotation of the stirrer bar causes large
fluctuations in the electromagnetic field around it. This demonstrates the large degree of parametric
interdependence in resonant electromagnetic fields, also reaffirming that the evaluation of temperature
distribution, whether via simulation or otherwise, is a necessity before conclusions can be drawn.
Decreasing liquid level
in the first reservoir
Increasing liquid level
in the 2nd reservoir
as it fills up
magnetic stirrer bars
Quasi steady state liquid
level in the first reservoir as it gets
continuously replenished with hot liquid
coming from the microwave cavity –
The level is only decreasing somewhat
over time as MeBr is gradually
lost from the reaction mixture
magnetic stirrer bars
15
Figure 6. Simulation of the temperature distribution in the reactant mixture. The scale range is limited to only
show the temperature gradient in the reactant mixture.
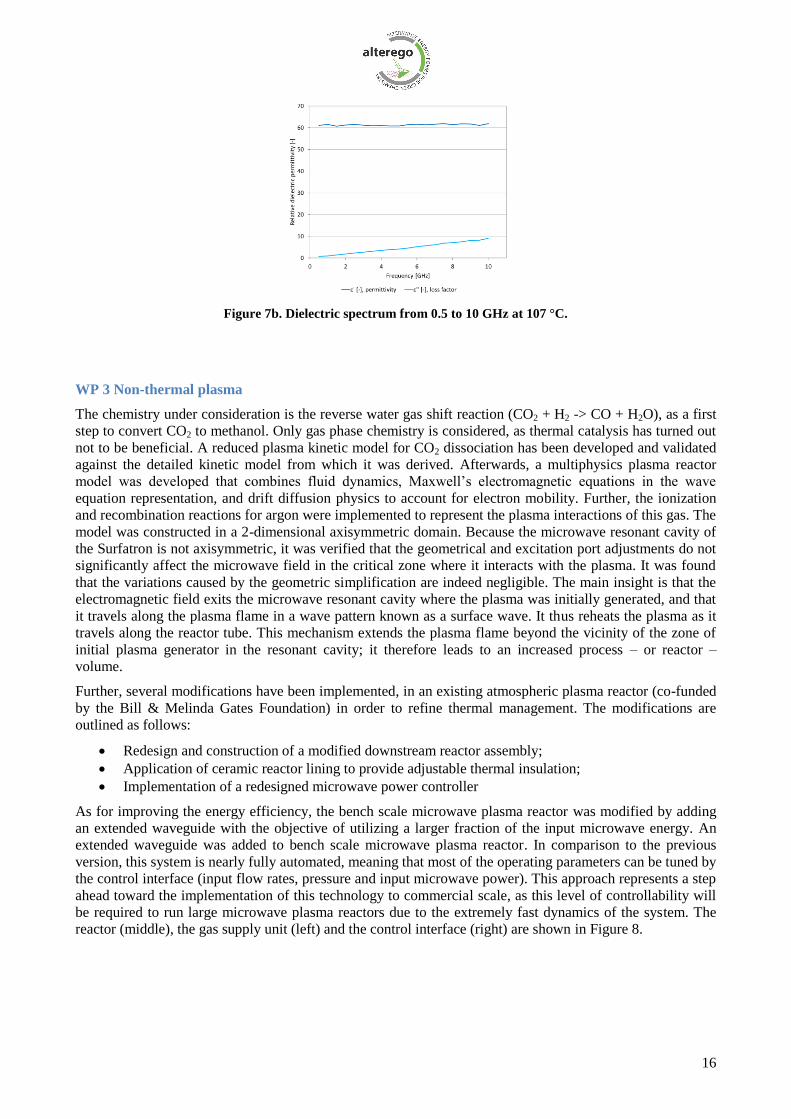
The connecting factors between the electromagnetic field and the heat generation are the dielectric
properties. These need to be determined to enable an even more accurate simulation. Figure 7a shows the set-
up used to measure the dielectric properties at relevant temperature; essentially a measurement probe
connected to an Agilent ENA-series network analyzer. Figure 7b shows the 0.5 – 10 GHz spectrum for the
dielectric properties at 107 °C; the loss factor is low relative to the permittivity at 2.45 GHz, which
corresponds to relatively deep propagation of microwave energy into the reactant mixture.
Figure 7a. Setup for dielectric properties measurement.
16
Figure 7b. Dielectric spectrum from 0.5 to 10 GHz at 107 °C.
WP 3 Non-thermal plasma
The chemistry under consideration is the reverse water gas shift reaction (CO2 + H2 -> CO + H2O), as a first
step to convert CO2 to methanol. Only gas phase chemistry is considered, as thermal catalysis has turned out
not to be beneficial. A reduced plasma kinetic model for CO2 dissociation has been developed and validated
against the detailed kinetic model from which it was derived. Afterwards, a multiphysics plasma reactor
model was developed that combines fluid dynamics, Maxwell’s electromagnetic equations in the wave
equation representation, and drift diffusion physics to account for electron mobility. Further, the ionization
and recombination reactions for argon were implemented to represent the plasma interactions of this gas. The
model was constructed in a 2-dimensional axisymmetric domain. Because the microwave resonant cavity of
the Surfatron is not axisymmetric, it was verified that the geometrical and excitation port adjustments do not
significantly affect the microwave field in the critical zone where it interacts with the plasma. It was found
that the variations caused by the geometric simplification are indeed negligible. The main insight is that the
electromagnetic field exits the microwave resonant cavity where the plasma was initially generated, and that
it travels along the plasma flame in a wave pattern known as a surface wave. It thus reheats the plasma as it
travels along the reactor tube. This mechanism extends the plasma flame beyond the vicinity of the zone of
initial plasma generator in the resonant cavity; it therefore leads to an increased process – or reactor –
volume.
Further, several modifications have been implemented, in an existing atmospheric plasma reactor (co-funded
by the Bill & Melinda Gates Foundation) in order to refine thermal management. The modifications are
outlined as follows:
Redesign and construction of a modified downstream reactor assembly;
Application of ceramic reactor lining to provide adjustable thermal insulation;
Implementation of a redesigned microwave power controller
As for improving the energy efficiency, the bench scale microwave plasma reactor was modified by adding
an extended waveguide with the objective of utilizing a larger fraction of the input microwave energy. An
extended waveguide was added to bench scale microwave plasma reactor. In comparison to the previous
version, this system is nearly fully automated, meaning that most of the operating parameters can be tuned by
the control interface (input flow rates, pressure and input microwave power). This approach represents a step
ahead toward the implementation of this technology to commercial scale, as this level of controllability will
be required to run large microwave plasma reactors due to the extremely fast dynamics of the system. The
reactor (middle), the gas supply unit (left) and the control interface (right) are shown in Figure 8.
17
Figure 8: New and automated bench scale microwave plasma reactor.
Besides exploring controllability issues, the new reactor configuration was designed and built, as presented
in Figure 9. The purpose of this novel configuration is to optimize the utilization of input microwave energy
by enabling larger plasma volumes and thus longer residence time.
Figure 9: Novel reactor configuration including the extended waveguide (self-customize) in combination with the
plasma generator (Surfatron, SAIREM).
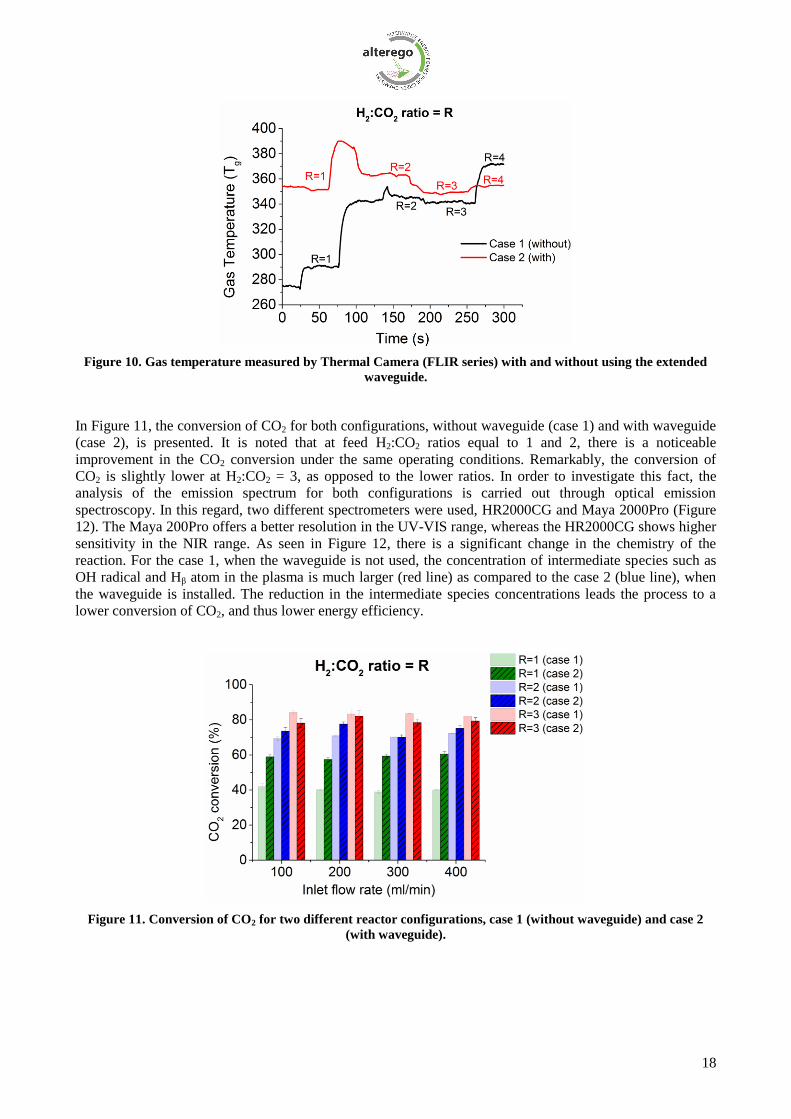
As mentioned earlier, the focus was set on the CO2 hydrogenation to CO, which is part of the two-step
methanol synthesis process, so-called CAMERE process. This reaction is an equilibrium endothermic
reaction, meaning that higher temperatures lead to higher conversion of CO2. An increase in the gas
temperature in the plasma reactor when using the extended waveguide was noted by means of thermal
imaging, i.e. measuring the incoming radiation from the plasma, as shown in Figure 10.
18
Figure 10. Gas temperature measured by Thermal Camera (FLIR series) with and without using the extended
waveguide.
In Figure 11, the conversion of CO2 for both configurations, without waveguide (case 1) and with waveguide
(case 2), is presented. It is noted that at feed H2:CO2 ratios equal to 1 and 2, there is a noticeable
improvement in the CO2 conversion under the same operating conditions. Remarkably, the conversion of
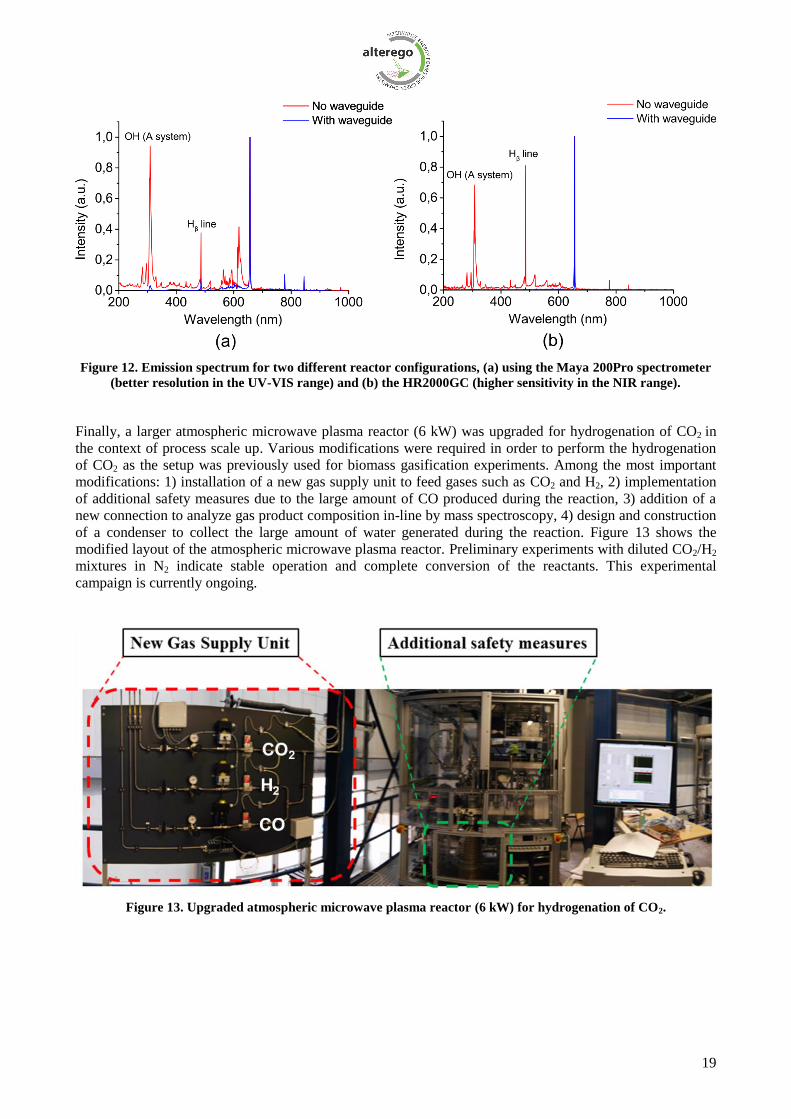
CO2 is slightly lower at H2:CO2 = 3, as opposed to the lower ratios. In order to investigate this fact, the
analysis of the emission spectrum for both configurations is carried out through optical emission
spectroscopy. In this regard, two different spectrometers were used, HR2000CG and Maya 2000Pro (Figure
12). The Maya 200Pro offers a better resolution in the UV-VIS range, whereas the HR2000CG shows higher
sensitivity in the NIR range. As seen in Figure 12, there is a significant change in the chemistry of the
reaction. For the case 1, when the waveguide is not used, the concentration of intermediate species such as
OH radical and Hβ atom in the plasma is much larger (red line) as compared to the case 2 (blue line), when
the waveguide is installed. The reduction in the intermediate species concentrations leads the process to a
lower conversion of CO2, and thus lower energy efficiency.
Figure 11. Conversion of CO2 for two different reactor configurations, case 1 (without waveguide) and case 2
(with waveguide).
19
Figure 12. Emission spectrum for two different reactor configurations, (a) using the Maya 200Pro spectrometer
(better resolution in the UV-VIS range) and (b) the HR2000GC (higher sensitivity in the NIR range).
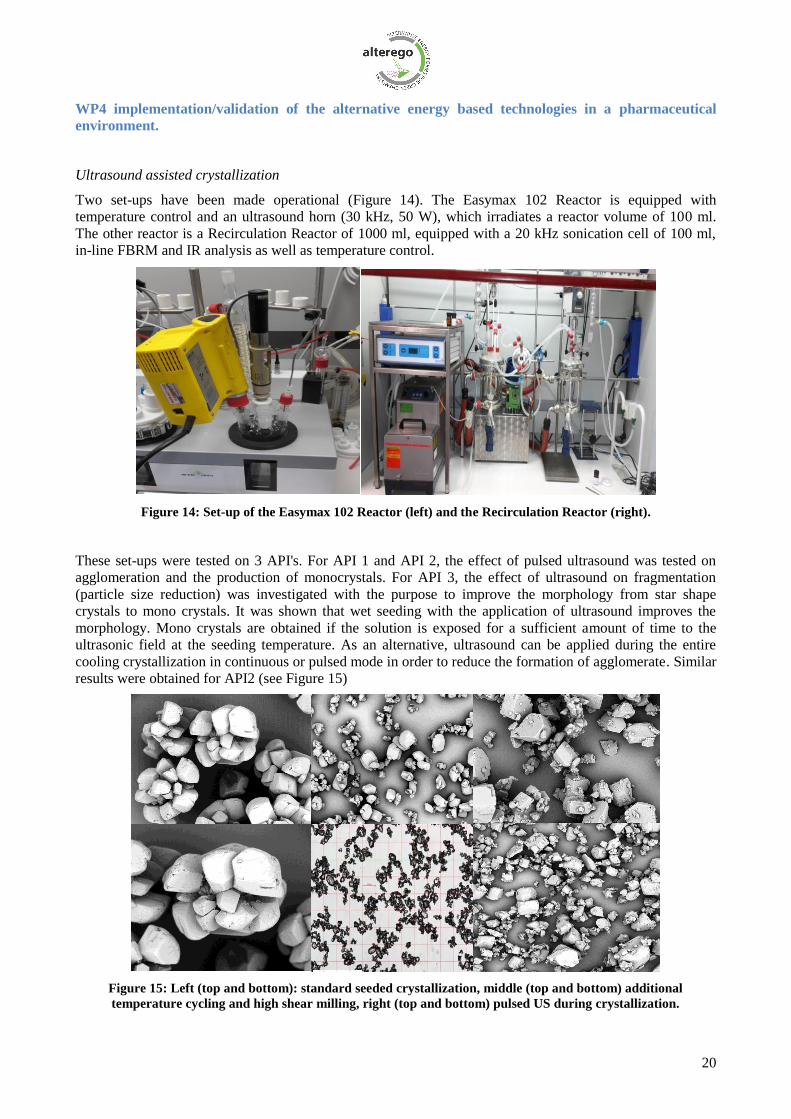
Finally, a larger atmospheric microwave plasma reactor (6 kW) was upgraded for hydrogenation of CO2 in
the context of process scale up. Various modifications were required in order to perform the hydrogenation
of CO2 as the setup was previously used for biomass gasification experiments. Among the most important
modifications: 1) installation of a new gas supply unit to feed gases such as CO2 and H2, 2) implementation
of additional safety measures due to the large amount of CO produced during the reaction, 3) addition of a
new connection to analyze gas product composition in-line by mass spectroscopy, 4) design and construction
of a condenser to collect the large amount of water generated during the reaction. Figure 13 shows the
modified layout of the atmospheric microwave plasma reactor. Preliminary experiments with diluted CO2/H2
mixtures in N2 indicate stable operation and complete conversion of the reactants. This experimental
campaign is currently ongoing.
Figure 13. Upgraded atmospheric microwave plasma reactor (6 kW) for hydrogenation of CO2.
20
WP4 implementation/validation of the alternative energy based technologies in a pharmaceutical
environment.
Ultrasound assisted crystallization
Two set-ups have been made operational (Figure 14). The Easymax 102 Reactor is equipped with
temperature control and an ultrasound horn (30 kHz, 50 W), which irradiates a reactor volume of 100 ml.
The other reactor is a Recirculation Reactor of 1000 ml, equipped with a 20 kHz sonication cell of 100 ml,
in-line FBRM and IR analysis as well as temperature control.
Figure 14: Set-up of the Easymax 102 Reactor (left) and the Recirculation Reactor (right).
These set-ups were tested on 3 API's. For API 1 and API 2, the effect of pulsed ultrasound was tested on
agglomeration and the production of monocrystals. For API 3, the effect of ultrasound on fragmentation
(particle size reduction) was investigated with the purpose to improve the morphology from star shape
crystals to mono crystals. It was shown that wet seeding with the application of ultrasound improves the
morphology. Mono crystals are obtained if the solution is exposed for a sufficient amount of time to the
ultrasonic field at the seeding temperature. As an alternative, ultrasound can be applied during the entire
cooling crystallization in continuous or pulsed mode in order to reduce the formation of agglomerate. Similar
results were obtained for API2 (see Figure 15)
Figure 15: Left (top and bottom): standard seeded crystallization, middle (top and bottom) additional
temperature cycling and high shear milling, right (top and bottom) pulsed US during crystallization.
21
With API3 continuous milling using ultrasound was tested in the loop reactor. The results show that effective
particle size reduction can be obtained using ultrasound. The ultrasound intensity has a limited effect on the
resulting particle size. Particles having a chord length < 100 micron do not seem to be broken by ultrasound.
Reactive extraction
The setups developed were tested for the following reactions:
a Suzuki Miyura reaction
a selective extraction of a diol impurity
the removal of acetic acid anhydride
Suzuki-Miyura Reaction
The original plant process consist of mixing two phases in a batch reactor at room temperature and slowly
heating to 89°C at 1 K/min and then refluxing the reaction at the same temperature for 30 min. The
experiments were conducted in a 50 ml Easy max reactor and even before the system is refluxed the
conversion started. This does not yield an accurate understanding into the kinetics of the reaction. Hence the
process was decided to be carried out differently to understand the kinetics better and to translate this batch
process into a continuous manner. Each of the phases will be heated to the required temperature individually
and then contacted maintaining the same temperature throughout the reaction. A visual indication of the end
of the reaction is the formation of the palladium black, which turns the reaction mass black. The reaction was
carried out at different temperature in the manner explained above in a batch reactor and the conversion at
the different temperatures is plotted below. It could be shown that the system is temperature sensitive and
below 80°C a lowering of the temperature even by 5°C has a drastic effect on the rate of the reaction.
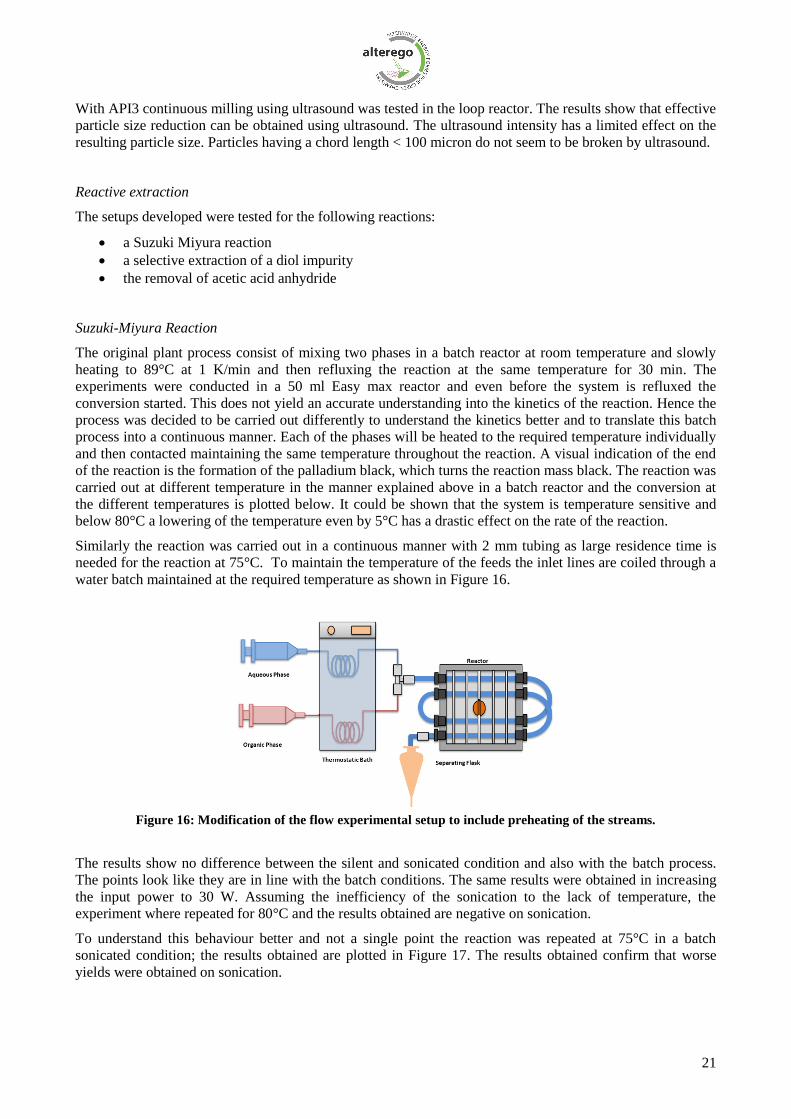
Similarly the reaction was carried out in a continuous manner with 2 mm tubing as large residence time is
needed for the reaction at 75°C. To maintain the temperature of the feeds the inlet lines are coiled through a
water batch maintained at the required temperature as shown in Figure 16.
Figure 16: Modification of the flow experimental setup to include preheating of the streams.
The results show no difference between the silent and sonicated condition and also with the batch process.
The points look like they are in line with the batch conditions. The same results were obtained in increasing
the input power to 30 W. Assuming the inefficiency of the sonication to the lack of temperature, the
experiment where repeated for 80°C and the results obtained are negative on sonication.
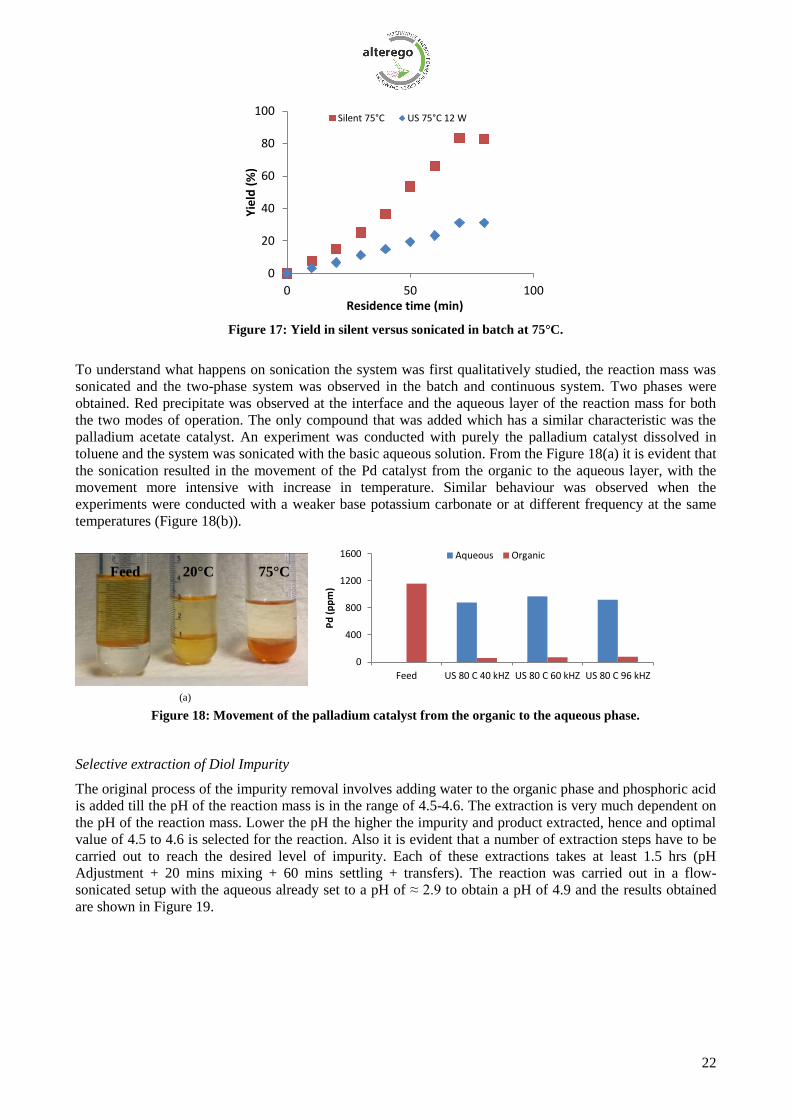
To understand this behaviour better and not a single point the reaction was repeated at 75°C in a batch
sonicated condition; the results obtained are plotted in Figure 17. The results obtained confirm that worse
yields were obtained on sonication.
22
Figure 17: Yield in silent versus sonicated in batch at 75°C.
To understand what happens on sonication the system was first qualitatively studied, the reaction mass was
sonicated and the two-phase system was observed in the batch and continuous system. Two phases were
obtained. Red precipitate was observed at the interface and the aqueous layer of the reaction mass for both
the two modes of operation. The only compound that was added which has a similar characteristic was the
palladium acetate catalyst. An experiment was conducted with purely the palladium catalyst dissolved in
toluene and the system was sonicated with the basic aqueous solution. From the Figure 18(a) it is evident that
the sonication resulted in the movement of the Pd catalyst from the organic to the aqueous layer, with the
movement more intensive with increase in temperature. Similar behaviour was observed when the
experiments were conducted with a weaker base potassium carbonate or at different frequency at the same
temperatures (Figure 18(b)).
(a)
Figure 18: Movement of the palladium catalyst from the organic to the aqueous phase.
Selective extraction of Diol Impurity
The original process of the impurity removal involves adding water to the organic phase and phosphoric acid
is added till the pH of the reaction mass is in the range of 4.5-4.6. The extraction is very much dependent on
the pH of the reaction mass. Lower the pH the higher the impurity and product extracted, hence and optimal
value of 4.5 to 4.6 is selected for the reaction. Also it is evident that a number of extraction steps have to be
carried out to reach the desired level of impurity. Each of these extractions takes at least 1.5 hrs (pH
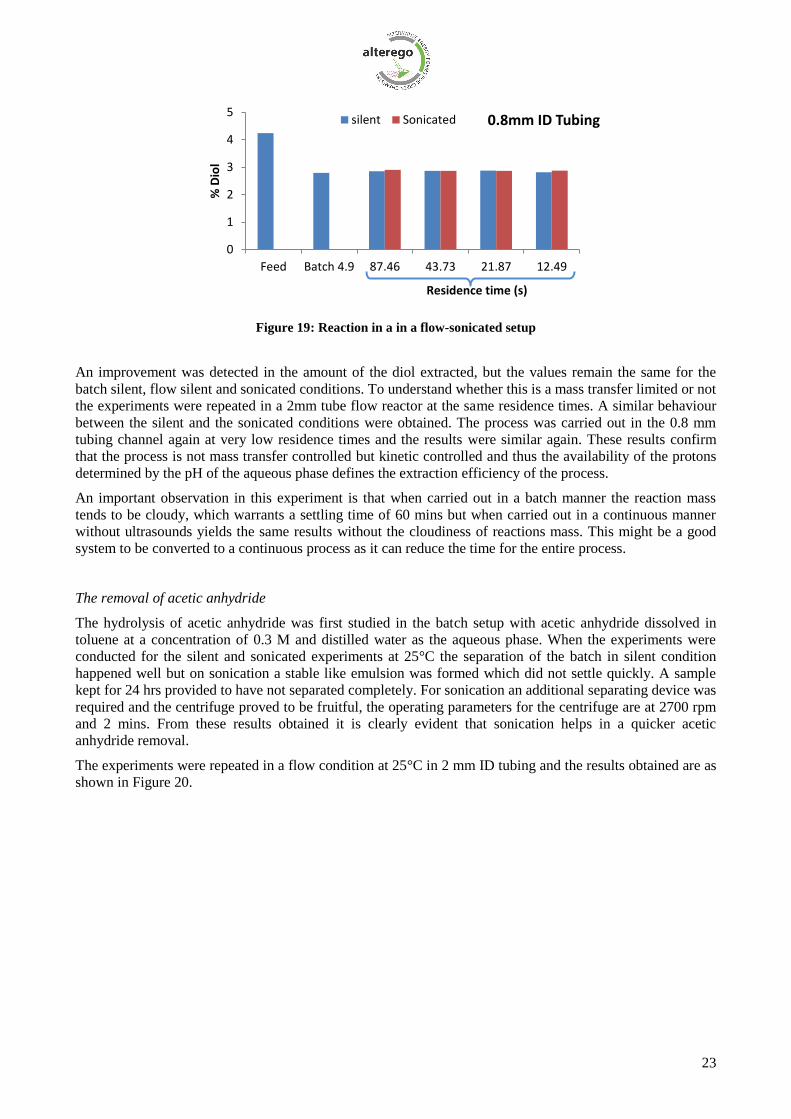
Adjustment + 20 mins mixing + 60 mins settling + transfers). The reaction was carried out in a flow-
sonicated setup with the aqueous already set to a pH of ≈ 2.9 to obtain a pH of 4.9 and the results obtained
are shown in Figure 19.
0
20
40
60
80
100
0 50 100
Yie
ld (
%)
Residence time (min)
Silent 75°C US 75°C 12 W
0
400
800
1200
1600
Feed US 80 C 40 kHZ US 80 C 60 kHZ US 80 C 96 kHZ
Pd
(p
pm
)
Aqueous Organic
Feed 20°C 75°C
23
Figure 19: Reaction in a in a flow-sonicated setup
An improvement was detected in the amount of the diol extracted, but the values remain the same for the
batch silent, flow silent and sonicated conditions. To understand whether this is a mass transfer limited or not
the experiments were repeated in a 2mm tube flow reactor at the same residence times. A similar behaviour
between the silent and the sonicated conditions were obtained. The process was carried out in the 0.8 mm
tubing channel again at very low residence times and the results were similar again. These results confirm
that the process is not mass transfer controlled but kinetic controlled and thus the availability of the protons
determined by the pH of the aqueous phase defines the extraction efficiency of the process.
An important observation in this experiment is that when carried out in a batch manner the reaction mass
tends to be cloudy, which warrants a settling time of 60 mins but when carried out in a continuous manner
without ultrasounds yields the same results without the cloudiness of reactions mass. This might be a good
system to be converted to a continuous process as it can reduce the time for the entire process.
The removal of acetic anhydride
The hydrolysis of acetic anhydride was first studied in the batch setup with acetic anhydride dissolved in
toluene at a concentration of 0.3 M and distilled water as the aqueous phase. When the experiments were
conducted for the silent and sonicated experiments at 25°C the separation of the batch in silent condition
happened well but on sonication a stable like emulsion was formed which did not settle quickly. A sample
kept for 24 hrs provided to have not separated completely. For sonication an additional separating device was
required and the centrifuge proved to be fruitful, the operating parameters for the centrifuge are at 2700 rpm
and 2 mins. From these results obtained it is clearly evident that sonication helps in a quicker acetic
anhydride removal.
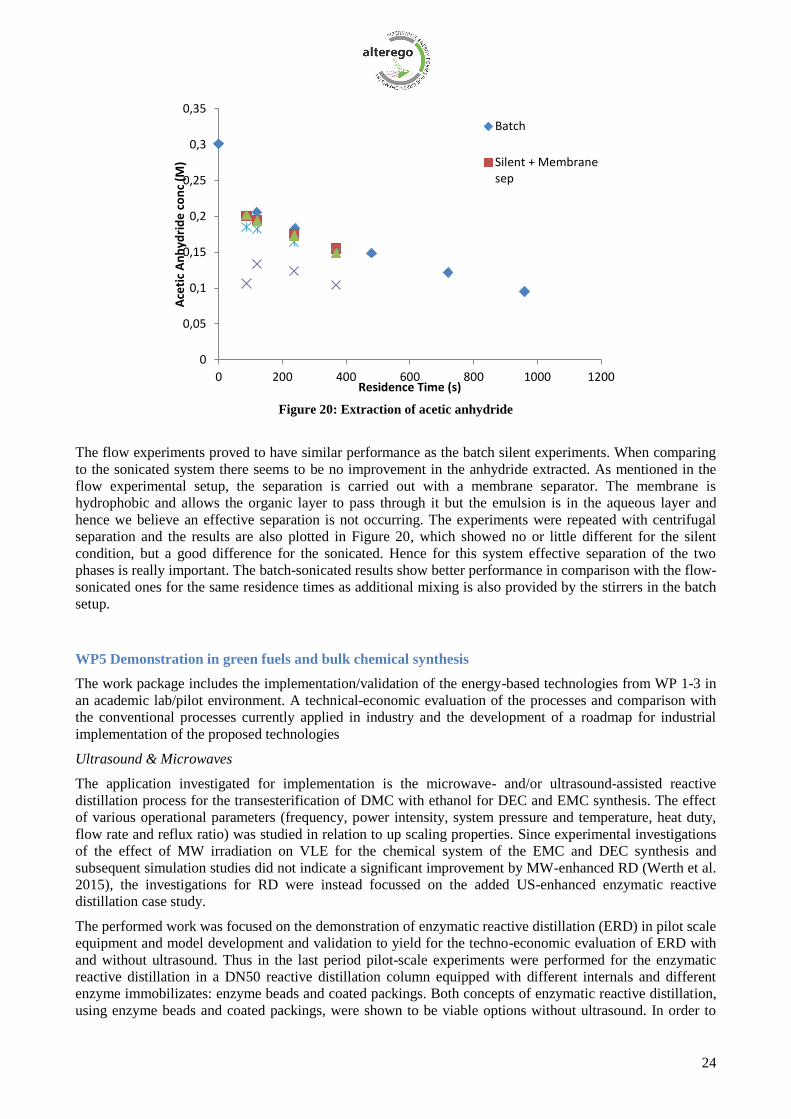
The experiments were repeated in a flow condition at 25°C in 2 mm ID tubing and the results obtained are as
shown in Figure 20.
0
1
2
3
4
5
Feed Batch 4.9 87.46 43.73 21.87 12.49
% D
iol
Residence time (s)
silent Sonicated 0.8mm ID Tubing
24
Figure 20: Extraction of acetic anhydride
The flow experiments proved to have similar performance as the batch silent experiments. When comparing
to the sonicated system there seems to be no improvement in the anhydride extracted. As mentioned in the
flow experimental setup, the separation is carried out with a membrane separator. The membrane is
hydrophobic and allows the organic layer to pass through it but the emulsion is in the aqueous layer and
hence we believe an effective separation is not occurring. The experiments were repeated with centrifugal
separation and the results are also plotted in Figure 20, which showed no or little different for the silent
condition, but a good difference for the sonicated. Hence for this system effective separation of the two
phases is really important. The batch-sonicated results show better performance in comparison with the flow-
sonicated ones for the same residence times as additional mixing is also provided by the stirrers in the batch
setup.
WP5 Demonstration in green fuels and bulk chemical synthesis
The work package includes the implementation/validation of the energy-based technologies from WP 1-3 in
an academic lab/pilot environment. A technical-economic evaluation of the processes and comparison with
the conventional processes currently applied in industry and the development of a roadmap for industrial
implementation of the proposed technologies
Ultrasound & Microwaves
The application investigated for implementation is the microwave- and/or ultrasound-assisted reactive
distillation process for the transesterification of DMC with ethanol for DEC and EMC synthesis. The effect
of various operational parameters (frequency, power intensity, system pressure and temperature, heat duty,
flow rate and reflux ratio) was studied in relation to up scaling properties. Since experimental investigations
of the effect of MW irradiation on VLE for the chemical system of the EMC and DEC synthesis and
subsequent simulation studies did not indicate a significant improvement by MW-enhanced RD (Werth et al.
2015), the investigations for RD were instead focussed on the added US-enhanced enzymatic reactive
distillation case study.
The performed work was focused on the demonstration of enzymatic reactive distillation (ERD) in pilot scale
equipment and model development and validation to yield for the techno-economic evaluation of ERD with
and without ultrasound. Thus in the last period pilot-scale experiments were performed for the enzymatic
reactive distillation in a DN50 reactive distillation column equipped with different internals and different
enzyme immobilizates: enzyme beads and coated packings. Both concepts of enzymatic reactive distillation,
using enzyme beads and coated packings, were shown to be viable options without ultrasound. In order to
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0 200 400 600 800 1000 1200
Ace
tic
An
hyd
rid
e c
on
c (M
)
Residence Time (s)
Batch
Silent + Membranesep
25
investigate the potential benefits for ultrasound irradiation to enzymatic reactive distillation the process is
modelled, making use of the reaction kinetic models with and without ultrasound irradiation developed
within WP 1. For the enzyme beads and the coated packing a model of the ERD was successfully validated
against the pilot scale experiments. A validated model is the basis for further evaluation of the Ultrasound-
assisted Enzymatic Reactive Distillation (US-ERD), considering the experimental investigations from WP 1,
which indicated a considerable improvement of the reaction rates for the coated packings.
Plasma
Evaluation of the novel prototype equipment for microwave (non-thermal) plasma-assisted CO2
hydrogenation to methanol. The effect of various operating parameters (flow rate, feed composition,
pressure, power input), was studied in relation to up scaling properties. A new bench scale microwave
plasma generator has been built, see Figure 8, section WP3. Besides exploring controllability issues related
to MW plasma, a new reactor configuration has been designed and built, as presented in Figure 9, section
WP3. This figure shows an extended waveguide coupled to the previously used plasma generator Surfatron.
The purpose of this novel configuration is not only to measure more accurately spatial changes in the
emission spectra by means of optical emission spectroscopy but also, and more importantly, extend the
plasma column enabling a larger plasma volume to achieve a better reactor performance. The experiments
indeed show better conversions with the extended waveguide for H2:CO2 ratios equal to 1 and 2. Overall 60-
80% conversions per reactor pass are attained. These are higher compared to conventional thermal catalytic
reactors.
Technical-economic evaluation of the processes and comparison with the conventional processes currently
applied in industry.
It covers aspects including process description, the interface between the new process/equipment and the
plant, the operating behaviour and efficiencies, the control system and personnel demand, maintenance
demand, ecological aspects, feed characterization and handling and any relevant weak points. The
economical evaluation focuses on two key economic figures: (i) required capital investment including total
process unit/plant capital, permits, royalties, the initial charge of catalysts and chemicals and startup costs.
(ii) cash margin defined as the annual revenue from expected sales less chemicals cost, freight and operating
expenses. Cash margin covers capital recovery and profit.
US-ERD: The framework of AlterEgo included a techno-economic evaluation of the Enzymatic Reactive
Distillation (ERD) with and without ultrasound assistance. Therefore the ERD model was used and the
kinetic model for coated packing (with and without ultrasound assistance) was implemented. The economic
potential of US-ERD and ERD was evaluated on the basis of a case study, in which the minimum total
annual costs of the ERD and Ultrasound-assisted Enzymatic Reactive Distillation (US-ERD) column for a
production capacity of 10 kilotons per year with purity specifications of BuBu (99% pure) were determined
based on an annual operation of 8000 hours. Cost models for equipment installation costs as well as the
operating costs were implemented into the process model and an optimization with respect to the total annual
costs was done for both, ERD with and without ultrasound assistance. Comparing the total annualized costs
of ERD and US-ERD they are nearly the same with approximately 18.45 Mio. €. Assuming that the reaction
rate enhancement by US could further be enhanced a sensitivity analysis was performed, which showed that
installation costs could be reduced significantly by further improvement of the reaction rate. Based on the
results of the techno-economic evaluation a roadmap for the ultrasound application in reactive distillation in
an industrial setting was created.
Development of a roadmap for industrial implementation of the proposed technologies.
This roadmap covers scalability aspects, the requirements in terms of associated enabling technologies such
as measurements and analysis methods and process control systems as well as necessary knowledge
dissemination for know-how transfer to industrial process technologists (e.g. equipment and process training
programs). A roadmap on the implementation of ultrasound (US) in reactive distillation and US-assisted
Enzymatic Reactive Distillation (US-ERD) processes was created. It examines the necessary steps before
using US in an industrial reactive distillation set-up and addresses the current state-of-the-art
implementations as well as design and scale-up considerations. The basis of the roadmap are the findings in
reaction rate enhancement concerning investigations of the enzymatic reaction kinetics of the
26
transesterification of ethyl butyrate and investigations of the (US-) ERD. Furthermore, a literature survey
about the scalability, equipment design, field uniformity, and penetration depths showed opportunities to
establish a US-RD process. The improvement of reaction rates by US is the key element for a successful
implementation in US-RD. The process of gaining knowledge of the mechanisms behind this improvement
was described. Finally, a timeline for the process implementation was created, showing the necessary steps
to design an industrial US-ERD set-up. Furthermore, a roadmap for the implementation of MW plasma
technology at industrial scale was developed.
Highlights of most significant results
Successful implementation and demonstration of ERD on pilot-scale equipment as well as provision
of a validated model for ERD, which can be used to evaluate the potential of US-ERD by taking into
account reaction rate improvements on the basis of reaction kinetic models.
Comparison of the total annualized costs of ERD and US-ERD showed that both technologies give
similar results regarding the costs.
An implementation of US in RD technology can take several years until generation of knowledge of
the mechanisms behind reaction rate improvement and equipment design is carried out.
MW plasma reactors are currently being used at lab/pilot scale. It has not yet been implemented at
commercial scale. Two particular applications, microwave plasma gasification and microwave
plasma-assisted carbon fibre production represent the first attempts to overcome the transition from
lab to industrial scale.
MW plasma offers outstanding benefits for processes in which high temperatures or high energy
densities are required (gasification, endothermic reactions among others).
The main technology limitations were identified such as 1) microwave generator capacity, 2) plasma
stability, 3) equipment design, control and safety, 4) material of construction and 5) scale up among
others.
The cost of the kW microwave energy was assessed for various commercially available MW
generators. The best-case scenario is about ~1500 €/kW.
A twelve years timeline (2016-2028) where the most relevant scientific and technological challenges
as for the further development of the technology was included.

27
4. The potential impact (including the socio-economic impact and the wider societal implications of the project so far) and the main dissemination activities and exploitation of results
Strategic impact
Improved energy efficiency and raw material savings in advanced pharmaceuticals syntheses
The era of highly profitable blockbuster products in Pharma industry has passed. Declining R&D
productivity, rising costs of commercialization, increasing payer influence and shorter exclusivity periods
have driven up the average cost per successful launch to $1.7 billion and reduced average expected returns
on new investment to the unsustainable level of 5%7. Cost-competiveness can be achieved through
8:
Reducing the lead time of the entire production process from the delivery of raw materials until the
completion of the product.
Increasing the selectivity of the reactions and thus the material yield and sustainability.
Switching from a batch wise to a continuous production, making the production more economic
viable, sustainable and energy efficient
The first two factors are linked with the drug discovery phase, which accounts for >30% of the total
investment required for one successful drug launch (discovery through launch)7. Lead compound
optimization and medicinal chemistry are the major bottlenecks in the drug discovery process9, and so there
is a constant need for technologies for rapid synthesis of chemical compounds. In this field, microwave
technology can play a major role due its known capability of causing multifold increase in reaction times.
More specifically, the time required from the design of a compound library to the production stage is 15-22
weeks.9 Microwaves can increase productivity during the proof-of-principle and validation phases with a
factor 18.9 This can thus reduce the overall lead time (including design, proof-of-principle, validation and
production) with a factor of 2.5 to 3. This can be translated into substantial capital savings. At cost of about
10000 €/g of API using standard technologies the total value can accumulate to 10 bln. €. Even if the project
brings about only a moderate cost reduction by a factor of two, the overall savings will be 5 bln €/year which
will be split between suppliers and health organisations depending on permissible market prices once the
technologies are applied.
Besides, while continuous manufacturing has been the norm in almost all manufacturing industries, the
production of pharmaceuticals has remained batch wise even where the production processes of active
pharmaceutical ingredients (APIs) aren’t all that different from those of fine chemicals. It has been
recognized however that to date, major efficiency gains have already been implemented within the drug
manufacturing arena and “additional quantum gains” in batch processing are limited. Thus a shift towards
continuous manufacturing will make it economically viable and sustainable and at the same time cleaner,
leaner and more energy efficient. The integration of the reaction and crystallization in intensified
continuous processes as developed in the ALTEREGO project, has shown to have great benefits10
. Studies at
the MIT Novartis center have shown that by the implementation of a “fully integrated continuous
manufacturing” of a drug substance, 40 % of the unit operations can be eliminated, the production cycles
can be reduced by a factor of ten and cost reduction achieved between 7 and 40% depending on the level of
optimization. In addition, the continuous production allows for a considerable reduction of the development
times and a reduction in the manufacturing footprint and waste and material flows.
7 http://www.bain.com/Images/rebuilding_big_pharma.pdf
8 http://www.efce.info/index.php?id=531&suffix=pdf&nonactive=1&lang=en&site=efce_media (p. 37)
9 “The impact of microwave synthesis on drug discovery”, Nature Reviews, 51 (5) 2006
10 http://www.pharmaqbd.com/novartis-mit_evans_continuous_manufacturing/
28
Further, substantial increase in selectivity and thus material yield can be achieved both with microwaves and
ultrasound. For example, Dhumal et al.11
reports an increase in crystallization yield of salbutamol sulphate by
ultrasound from 61% to 92-96% that is, 50% increase in material efficiency. The liquid-liquid case study for
API synthesis, proposed by JP, represents many similar synthesis reactions of APIs that are performed in
liquid-liquid systems, in particular organic-water or organic-organic biphasic systems. In such cases efficient
mixing between the two phases becomes essential for the reaction to proceed. Bad mixing potentially leads
to low process rates, conversion and/or selectivity. Ultrasound can here be of benefit due to its ability to
improve micromixing at the interface between the two immiscible phases. Microwaves can improve the
reaction yield similar to previous studies. One of the two case studies investigated in this project is the
reaction of an organic component in toluene with hydrazine in water to form an API. In conventional
reactors, high excess of hydrazine (up to 5 to 1) and a residence time of up to 1 hour (depending on the
temperature) are required, resulting in a conversion of maximum 60%. The ultrasound is expected to
decrease the excess required, shorten the residence time and increase the conversion. By integrating the
synthesis with the crystallization in a continuous reactor it is expected that it will be possible to increase the
yield to 90% with ultrasound/microwave, thus 50% increase in material efficiency.
The other case study concerns paracetamol synthesis through reactive and cooling crystallization.
Paracetamol (N-(4-hydroxyphenyl)acetamide) is a widely used over-the-counter analgesic (pain reliever)
and antipyretic (fever reducer). It is commonly used for the relief of headaches, other minor aches and pains,
and is a major ingredient in numerous cold and flu remedies. The total world market for Paracetamol bulk
drug is estimated to be about 170,000 tonnes per year with Europe and North America accounting for
nearly 30% of the total market. The world market for Paracetamol is growing at an average growth rate of
5-6% per annum. Increasing global demand for Paracetamol is primarily attributed to the growing third
world market. The growth of Paracetamol market in countries like USA and Japan is due to incorporation of
Paracetamol in cough and cold drug formulations. World over, Paracetamol continues to effect the market
share of Aspirin. However, Paracetamol is, in turn, facing competition from newer drugs.
Paracetamol has a low solubility in water and has a tendency to form agglomerates during crystallization. Its
low solubility makes especially challenging the on-line measurement of the particle size distribution (due
to the low number of crystals formed during crystallization), and the solution concentration with high
enough accuracy for characterizing the crystal growth kinetics for on-line control of batch crystallization
processes. The goal is to operate the crystallizer in such a way that agglomeration is avoided, and large
paracetamol single crystals are formed.
In this project an improvement of the energy efficiency of the synthesis and separation process was
demonstrated at the facilities of JP, showing not only the benefits of the application of ultrasound on the
efficiency, throughput and product quality of the pharmaceutical product, but will also enlighten the
advantages of the integrated continuous production process to the pharmaceutical industry.
Improved energy and resources efficiency in green fuel and bulk chemical syntheses
The focus on this part of ALTEREGO is on the synthesis of methanol, ethyl methyl carbonate (EMC) and
diethyl carbonate (DEC). Methanol is an industrial chemical product, but it can be produced also from
biomass http://www.syntecbiofuel.com/methanol.php. As a basic product, it is used in synthesis of MTBE
(ensures cleaner combustion of petrol), formaldehyde, acetic acid, solvents, chloromethanes, methyl
methacrylate and diverse other products. It has been used almost exclusively as a basic material in the
chemical industry so far. However, this is changing rapidly as methanol also has excellent combustion
properties, making it a suitable and proven fuel for the internal combustion engine.
EMC and DEC are also industrially relevant products. The asymmetric carbonic ester EMC has been found
to be a suitable cosolvent for incorporation into nonaqueous electrolytes to enhance the low-temperature
performance of rechargeable alkali metal-ion batteries with respect to characteristics such as energy density,
discharge and capacity. EMC has been used in the methylation of primary aromatic amines. DEC represents
an attractive alternative for hazardous ethyl halides and phosgene as an ethylization and carbonylation
11 “Particle engineering using sonocrystallization: Salbutamol sulphate for pulmonary delivery”, International Journal of Pharmaceutics, 368 (2009)
29
reagent in organic synthesis and is also used as an intermediate for various pharmaceuticals such as
antibiotics and narcotics, notably phenobarbital. Additionally, DEC can be used as a raw material for the
manufacture of polycarbonates. Like EMC, DEC is widely used as a co-solvent in alkali metalion batteries.
Most importantly, DEC is considered to be one of the best alternatives for methyl tert-butyl ether (MTBE)
as an oxygen-containing fuel additive12,13
. DEC is miscible with fuel without any phase separation 14
and has
40.6% oxygen. The further investigated synthesis of butyl butyrate also presents a potential fuel additive
(Dwidar et al. 2012). However, its potential use as natural food flavour presents an additional application in
the food industry, in which its resemblance of the smell of pineapple can be exploited. Besides the
chemocatalytical synthesis from butyric acid, from direct phytoextraction or concentrated fermentation
broth, bio-based production with the help of enzymes as natural catalyst and synthesis via transesterification
allows for direct utilisation in the food industry (Fayolle et al. 1991).
In this project we studied two novel processes: 1) EMC and DEC synthesis from transesterification of
DMC with ethanol in reactive distillation units enhanced mainly by microwaves, and synthesis of butyl
butytrate by transesterification of ethyl butytrate in an enzymatic reactive distillation, using the enzyme
lipase B form Candida Antarctica (CalB), investigating the effect of US enhancement. 2) Direct methanol
synthesis from CO2 hydrogenation using plasma in combination with catalysts. As explained below,
significant impact can be expected not only with respect to the particular syntheses under study in the
relevant fuel market, but also due to the development of new technologies that will form breakthrough in
reactive separations and gas phase catalytic processes in general.
Microwave enhanced reactive distillation as novel reactor concept for EMC and DEC synthesis from DMC
The European chemical processing industry is responsible for about 15% of the total energy consumption in
Europe. The majority (ca. 80%) of energy in the chemical industry is consumed in the form of heat.
Separation operations are responsible for ca. 40% of the total energy consumption in the chemical industry.
The combination of reaction and separation presents an attractive class of novel technologies that should lead
to significant reductions in energy use and waste generation. Besides, the use of alternative sources and
forms of energy are known to have significant potency for intensification of chemical processes and
improvement of their sustainability performance. This new integrated reactor concept unifies three driving
forces (chemical reaction, physical separation and targeted energy input) in one place and at the same time in
one apparatus.
The new applications of alternative energies mean fundamental technological improvement for various
types of reactive separation processes.
Specifically, the new microwave technology enables
Improvement in reaction yield or selectivity due to in-situ product removal, equilibrium shift, and
microwave activation. It has been shown that microwaves can drastically speed up several catalytic
reactions up to several orders of magnitude depending on the operating conditions15
. Shorter reaction
times imply lower total heat input and thus energy savings. As an example, Table 5 shows a comparison
of the energy requirements to perform three types of reactions under conventional and microwave
12
M.A. Pacheco, C.L. Marshall, Review of dimethyl carbonate (DMC) manufacture and its characteristics as a fuel additive, Energy Fuels 11 (1997) 2–29. 13
B.C. Dunn, C. Guenneau, S.A. Hilton, J. Pahnke, E.M. Eyring, J. Dworzanski, et al., Production of diethyl carbonate from ethanol and carbon monoxide over a heterogeneous catalyst, Energy Fuels 16 (2002) 177–181. 14
C. Murugan, H.C. Bajaj, Synthesis of diethyl carbonate from dimethyl carbonate and ethanol using KF/Al2O3 as an efficient solid base catalyst, Fuel Process.Technol. 92 (2011) 77–82. 15 J.D. Moseley, C.O. Kappe, “A critical assessment of the greenness and energy efficiency of microwave-assisted organic synthesis”, Green
Chemistry, 13(2011), 794-806.
J.D. Moseley, E.K. Woodman, “Energy Efficiency of Microwave- and Conventionally Heated Reactors Compared at meso Scale for Organic Reactions”, Energy & Fuels, 23(2009), 5438-5447.
30
heating16
. Significant energy savings (up to two orders of magnitude) could be obtained under
microwave heating.
Improvement in separation efficiency. Separation is facilitated by reaction and by microwave input in
operating windows that are not attainable via conventional operation; this can be translated into lower
reflux ratios for a given production capacity, resulting in lower heat duty and energy savings.
However, super equilibrium conditions, which were previously reported for MW heating (17), have not
been verified for the current chemical system in the synthesis of EMC and DEC (Werth at al. 2015).
Improvement in resource efficiency. It has been shown that reactions compatible with reactive distillation
processes can be performed with significantly lower excess of the non-limiting reactant under
microwaves. As an example, it has been shown that transesterification of soybean oil with methanol was
performed with 5:1 methanol oil under microwave heating vs. 9:1 under conventional heating, an 80%
increase in resource efficiency17
.
Reduction of investment costs by up to 25% due to smaller equipment via more compact design and
shorter reaction times and improved separation efficiency implying a lower number of contact stages
Table 5: Energy savings in chemical reactions performed with MW15
Reaction Thermal yield (%) / energy (kW/mol) Microwave yield (%) / energy
(kW/mol)
Heterogeneous Suzuki 28.6/120700 77.4/1448
Friedel-Crafts acylation 100/13.6 100/9.7
Knoevenagel 68.2/132 18.2/27
Direct methanol synthesis from methane partial oxidation with non-thermal plasma
The most common method for production of methanol (and other synthetic fuels) is via the combination of
methane steam reforming with Fischer-Tropsch (FT) synthesis. Overall, this is a multistep energy consuming
method. Direct conversion of methane to methanol has been a research quest for decades. However, past
efforts have largely faltered because of their inability to prevent the initial methanol oxidation product from
being degraded into further, unwanted, derivative oxidation products (such as formaldehyde, carbon dioxide,
and water) mainly on transition metal oxides, basic oxides and iron complexes in zeolites.18,19
On the other
hand, the process of reductive conversion of carbon dioxide with hydrogen (CO2 + 3H2 CH3OH + H2O),
which should ideally be produced from water by electrolysis with a net consumption of wind, solar,
hydroelectric, geothermal, or atomic energy, is a very attractive alternative to provide a long term sustainable
and environmentally benign solution for fuel and energy production (concept of “methanol” economy).
The bottleneck in this process is that reduction of the highly stable CO2 molecule to CO is limited by both
the thermodynamic equilibrium and the kinetic barrier. In Ref20
, it is reported that even at process
temperature as high as 900o
C only 16% of CO2 conversion on Pd/SCFZ catalyst is attained with good
selectivity to CO (>90%). Of course such extreme process conditions make the process energetically and
economically unfavourable. Another process route for methanol production utilizing CO2 is the CAMERE
16 M.J. Gronnow, R.J. White, J.H. Clark, D.J. Macquarrie, “Energy efficiency in chemical reactions: A comparative study of different reaction
techniques”, Organic Process Research & Development, 9(2005), 516-518.
17 B.G. Terigar et al. “Transesterification of Soybean and Rice Bran Oil with Ethanol in a Continuous-Flow Microwave-Assisted System: Yields,
Quality, and Reaction Kinetics”, Energy & Fuels, 24 (2010).
18 Indarto, “A review of direct methane conversion to methanol by dielectric barrier discharge”, “IEEE transactions on Dielectrics and Electrical Insulation, 15(4), 2008.
19 R. Palkovitis et al. “Solid catalysts for the selective low-temperature oxidation of methane to methanol”, Angewandte Chemie, 48, 2009A.
20 W. Jin et al, “Efficient catalytic decomposition of CO2 to CO and O2 over Pd/ mixed-conducting oxide catalyst in an oxygen-permeable membrane reactor”, Environmental Science & Technology, 42(2008), 3064-3068.

31
process21
, which combines in series the high temperature reverse water gas shift process (CO2 + H2 CO +
H2O, 773 K, 10Atm) with the high pressure methanol synthesis process from syngas (CO + 2H2 CH3OH,
573 K, 30Atm). Simple calculations show that approximately equal amounts of energy (~ 8 kJ/mol) are
required to pressurize syngas to 30 atm and to raise its temperature to 573 K in the methanol synthesis
reactor. It follows that 50% of the energy input can be saved only by enabling the process at ambient
pressure. This implies significant economic benefits. According to Gradassi and Green22
, the operating cost
of a direct methanol synthesis plant is 36 mln $ per year. It follows that 50% reduction in energy
requirements entails savings of over 10 mln $ per year.
In this project, we employed a novel combined non-thermal plasma–thermal catalysis approach to address
the aforementioned bottleneck. Using non-thermal plasma, CO2 and H2 can be easily excited23
. The excited
CO2 and H2 have sufficient energy to break down the limitation of high activation energy of direct
hydrogenation of carbon dioxide at mild conditions (moderate temperature and ambient pressure). As
mentioned above, only pressure reduction can bring about 50% reduction in the energy input as mentioned
above. This is in fact a conservative estimate, as the elimitation of the energy needs for the reverse water gas
shift process are not taken into account. Furthermore, capital cost reduction by merging the two sequential
processes into one unit operation will be achieved as well. However, the achievement of high product
selectivity is known to be a challenge in plasma-assisted processes. To this end, focus will be given on the
development of tailored catalysts that optimize the synergy with plasma at mild process conditions resulting
in a system that can exhibit both substantially improved energy efficiency and high product yield compared
to the thermally activated process. Finally, recent relevant works on non-thermal plasma-assisted catalytic
methane reforming support our expectations. For example, Jasiński et al.24
and O. Mutaf-Yardimci et al.25
report a 4-fold and 10-fold increase, respectively, in the energy efficiency of hydrogen production with the
use of non-thermal plasma compared to the conventional reforming processes (steam and dry reforming,
respectively).
Technological impact and risks
Despite the long known capabilities of ultrasound, microwaves and plasma to boost the selectivity,
conversions and speed of reaction and separation, widespread application has been hampered by the lack of
technological know-how on the reactor design and the optimization and control of the application of these
external fields in industrial processes. The research in this project is focused on the discovery and description
of the mechanisms involved in the effects of the external fields on the reactions, mass transfer and separation
phenomena and will allow the development of the technologies needed for the efficient design and
optimization of the reactors and processes in the manufacturing of pharmaceutical and green fuels syntheses.
The ALTEREGO consortium forms an ideal mix of technology providers, able to translate the acquired
technological knowledge into commercial end products and end users which, will directly benefit from the
increased knowledge on the improvement of the manufacturing processes.
The intensification of the pharmaceutical production and green fuel synthesis by the application of the
alternative energy sources is advantageous for the European industry and can enhance their competitiveness
enormously. In addition, it generates new business opportunities, and will provide the chemical and
biochemical industry with novel approaches regarding production, optimization and control of multi-phase,
particulate processes.
21 Oh-Shim Joo et al, “Carbon Dioxide Hydrogenation To Form Methanol via a Reverse-Water-Gas-Shift Reaction (the CAMERE Process)”,
Industrial & Engineering Chemistry Research, 38(1999), 1808-1812. 22
Gradassi and Green, “Economics of natural gas conversion processes”, Fuel Processing Technology, 42(1995), 65-83
23 Chang-jun Liu et al., “Non-thermal plasma approaches in CO utilization”, Fuel Processing Technology, 58(1999), 119-134
24 M. Jasiński et al., “Production of hydrogen via methane reforming using atmospheric pressure microwave plasma” Journal of Power Sources”,
181(2008), 41-45.
25 M. Jasiński et al., “Employing plasma as catalyst in hydrogen production” International Journal of Hydrogen Energy, 23(1998), 1109-1111.

32
European Transnational Approach
In order to develop and implement the intensified material- and energy-efficient sustainable process for the
manufacturing of chemical or pharmaceutical products we need to strengthen the cooperation between
European industry and research centers, which are nowadays threatened in the highly competitive global
economic market. As many different technological aspects play a role in the realization of the intensification
of reactors and processes, technological expertise is widely spread over Europe. Therefore, collaboration and
sharing of knowledge goes beyond borders of individual European countries. The ALTEREGO consortium
consists of four academic research centers from Belgium, Germany, United Kingdom and the Netherlands,
two technology providers from Germany and France and two end users from Belgium and the Netherlands
that form altogether an ideal mix to enable an efficient research strategy for the desired technological
breakthroughs.
The realization of this project brought an improvement of the fundamental knowledge on process
intensification and integration. This knowledge accumulation in the involved research centers will eventually
lead to new activities improving the employment in different sectors and will therefore, with the time, have a
socially positive impact on the European Community. In addition, the industries and SMEs involved in this
project already benefit from the novel developments and related markets that improve their short and long-
term profits.
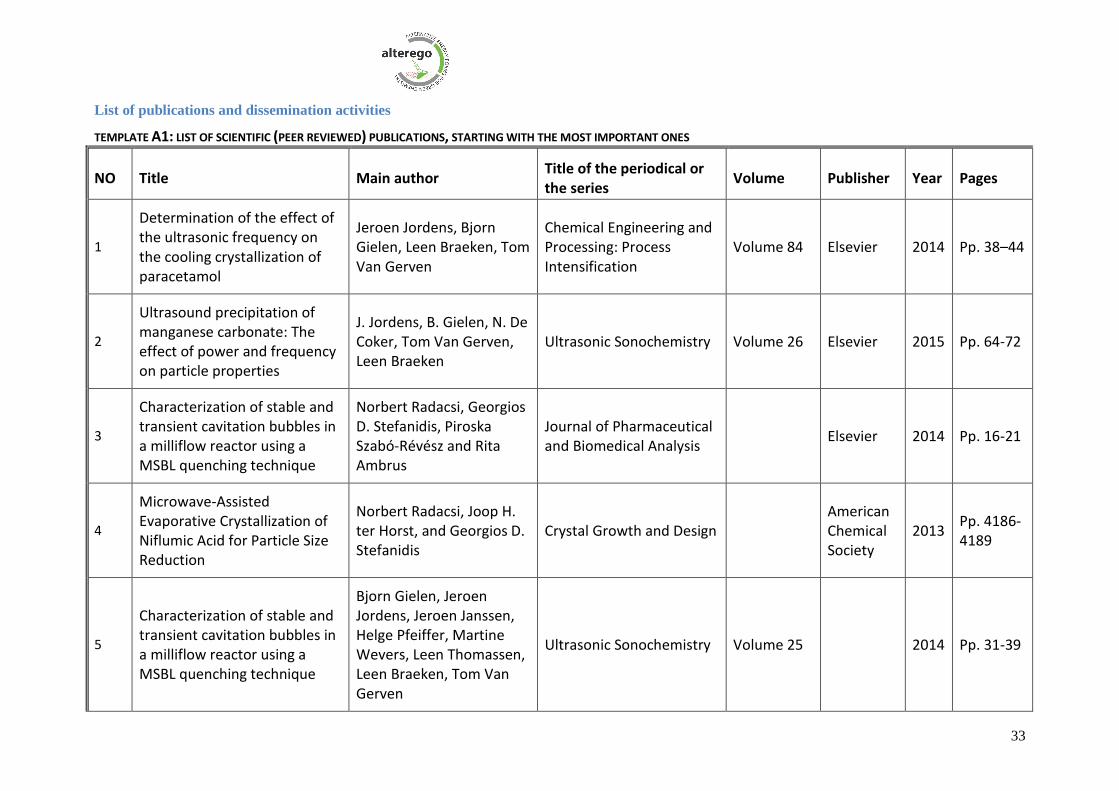
33
List of publications and dissemination activities
TEMPLATE A1: LIST OF SCIENTIFIC (PEER REVIEWED) PUBLICATIONS, STARTING WITH THE MOST IMPORTANT ONES
NO Title Main author Title of the periodical or the series
Volume Publisher Year Pages
1
Determination of the effect of the ultrasonic frequency on the cooling crystallization of paracetamol
Jeroen Jordens, Bjorn Gielen, Leen Braeken, Tom Van Gerven
Chemical Engineering and Processing: Process Intensification
Volume 84 Elsevier 2014 Pp. 38–44
2
Ultrasound precipitation of manganese carbonate: The effect of power and frequency on particle properties
J. Jordens, B. Gielen, N. De Coker, Tom Van Gerven, Leen Braeken
Ultrasonic Sonochemistry Volume 26 Elsevier 2015 Pp. 64-72
3
Characterization of stable and transient cavitation bubbles in a milliflow reactor using a MSBL quenching technique
Norbert Radacsi, Georgios D. Stefanidis, Piroska Szabó-Révész and Rita Ambrus
Journal of Pharmaceutical and Biomedical Analysis
Elsevier 2014 Pp. 16-21
4
Microwave-Assisted Evaporative Crystallization of Niflumic Acid for Particle Size Reduction
Norbert Radacsi, Joop H. ter Horst, and Georgios D. Stefanidis
Crystal Growth and Design American Chemical Society
2013 Pp. 4186-4189
5
Characterization of stable and transient cavitation bubbles in a milliflow reactor using a MSBL quenching technique
Bjorn Gielen, Jeroen Jordens, Jeroen Janssen, Helge Pfeiffer, Martine Wevers, Leen Thomassen, Leen Braeken, Tom Van Gerven
Ultrasonic Sonochemistry Volume 25 2014 Pp. 31-39
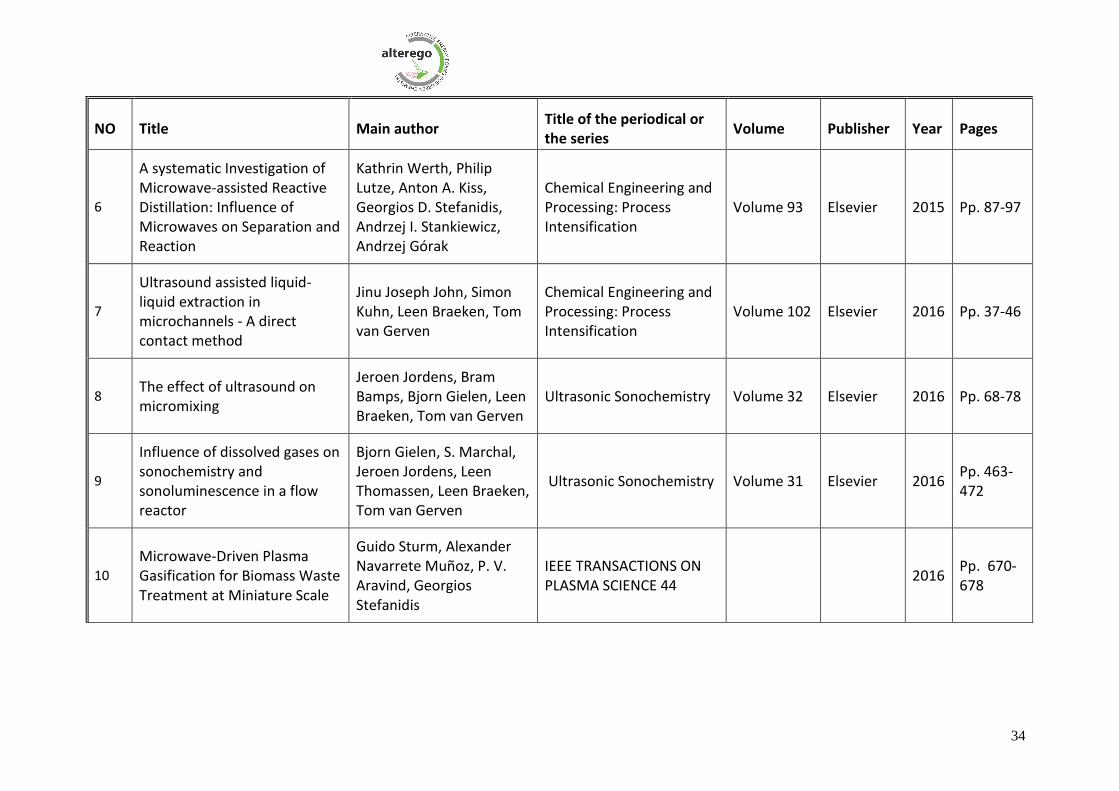
34
NO Title Main author Title of the periodical or the series
Volume Publisher Year Pages
6
A systematic Investigation of Microwave-assisted Reactive Distillation: Influence of Microwaves on Separation and Reaction
Kathrin Werth, Philip Lutze, Anton A. Kiss, Georgios D. Stefanidis, Andrzej I. Stankiewicz, Andrzej Górak
Chemical Engineering and Processing: Process Intensification
Volume 93 Elsevier 2015 Pp. 87-97
7
Ultrasound assisted liquid-liquid extraction in microchannels - A direct contact method
Jinu Joseph John, Simon Kuhn, Leen Braeken, Tom van Gerven
Chemical Engineering and Processing: Process Intensification
Volume 102 Elsevier 2016 Pp. 37-46
8 The effect of ultrasound on micromixing
Jeroen Jordens, Bram Bamps, Bjorn Gielen, Leen Braeken, Tom van Gerven
Ultrasonic Sonochemistry Volume 32 Elsevier 2016 Pp. 68-78
9
Influence of dissolved gases on sonochemistry and sonoluminescence in a flow reactor
Bjorn Gielen, S. Marchal, Jeroen Jordens, Leen Thomassen, Leen Braeken, Tom van Gerven
Ultrasonic Sonochemistry Volume 31 Elsevier 2016 Pp. 463-472
10
Microwave-Driven Plasma Gasification for Biomass Waste Treatment at Miniature Scale
Guido Sturm, Alexander Navarrete Muñoz, P. V. Aravind, Georgios Stefanidis
IEEE TRANSACTIONS ON PLASMA SCIENCE 44
2016 Pp. 670-678
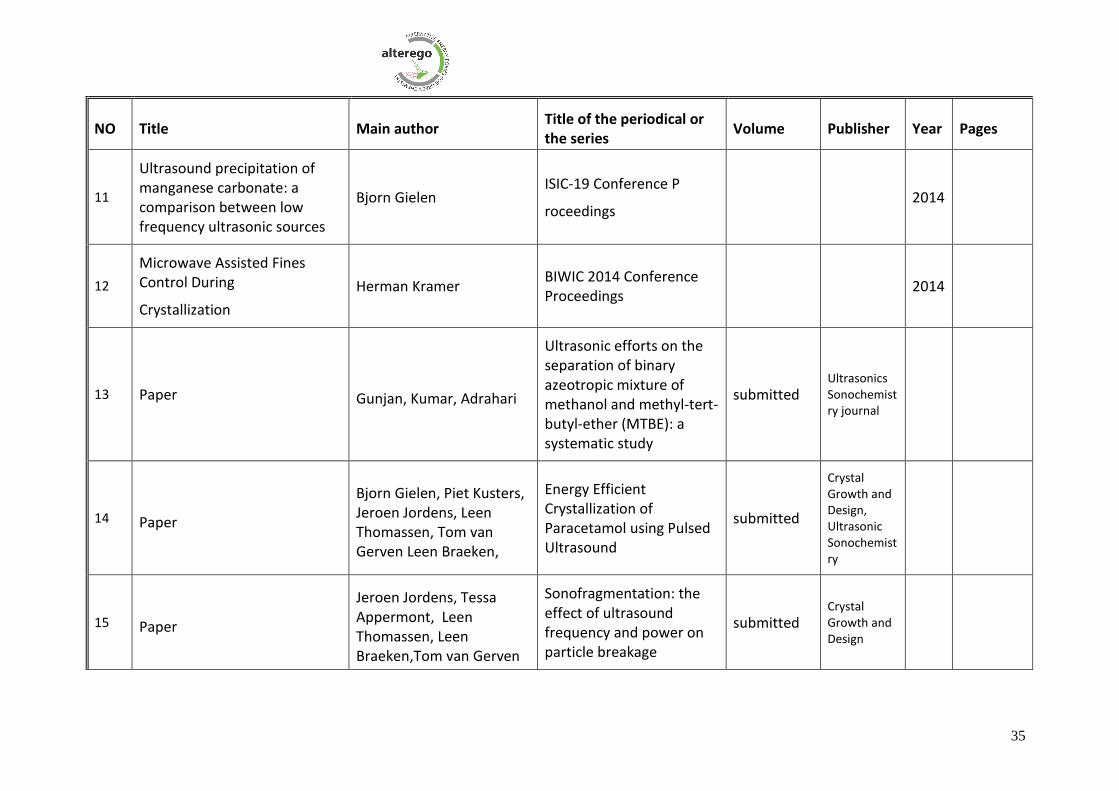
35
NO Title Main author Title of the periodical or the series
Volume Publisher Year Pages
11
Ultrasound precipitation of manganese carbonate: a comparison between low frequency ultrasonic sources
Bjorn Gielen ISIC-19 Conference P
roceedings 2014
12
Microwave Assisted Fines Control During
Crystallization
Herman Kramer BIWIC 2014 Conference Proceedings
2014
13 Paper Gunjan, Kumar, Adrahari
Ultrasonic efforts on the separation of binary azeotropic mixture of methanol and methyl-tert-butyl-ether (MTBE): a systematic study
submitted Ultrasonics Sonochemistry journal
14 Paper
Bjorn Gielen, Piet Kusters, Jeroen Jordens, Leen Thomassen, Tom van Gerven Leen Braeken,
Energy Efficient Crystallization of Paracetamol using Pulsed Ultrasound
submitted
Crystal Growth and Design, Ultrasonic Sonochemistry
15 Paper
Jeroen Jordens, Tessa Appermont, Leen Thomassen, Leen Braeken,Tom van Gerven
Sonofragmentation: the effect of ultrasound frequency and power on particle breakage
submitted Crystal Growth and Design
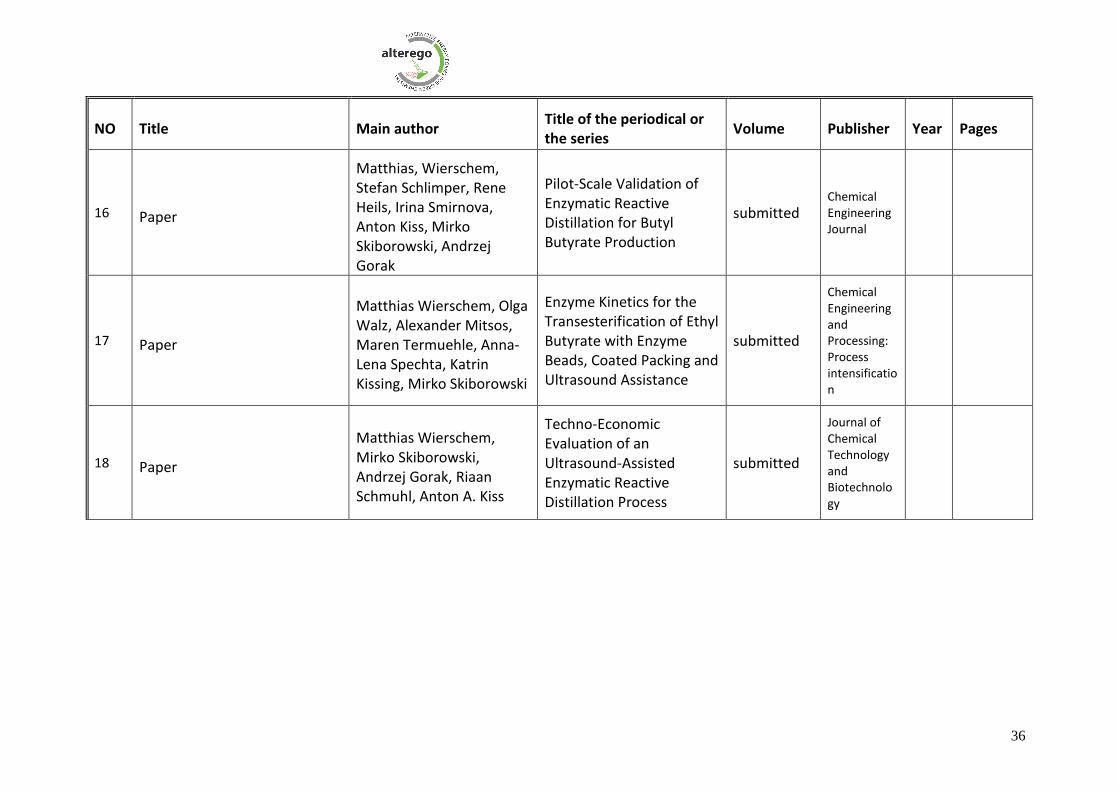
36
NO Title Main author Title of the periodical or the series
Volume Publisher Year Pages
16 Paper
Matthias, Wierschem, Stefan Schlimper, Rene Heils, Irina Smirnova, Anton Kiss, Mirko Skiborowski, Andrzej Gorak
Pilot-Scale Validation of Enzymatic Reactive Distillation for Butyl Butyrate Production
submitted Chemical Engineering Journal
17 Paper
Matthias Wierschem, Olga Walz, Alexander Mitsos, Maren Termuehle, Anna-Lena Spechta, Katrin Kissing, Mirko Skiborowski
Enzyme Kinetics for the Transesterification of Ethyl Butyrate with Enzyme Beads, Coated Packing and Ultrasound Assistance
submitted
Chemical Engineering and Processing: Process intensification
18 Paper
Matthias Wierschem, Mirko Skiborowski, Andrzej Gorak, Riaan Schmuhl, Anton A. Kiss
Techno-Economic Evaluation of an Ultrasound-Assisted Enzymatic Reactive Distillation Process
submitted
Journal of Chemical Technology and Biotechnology
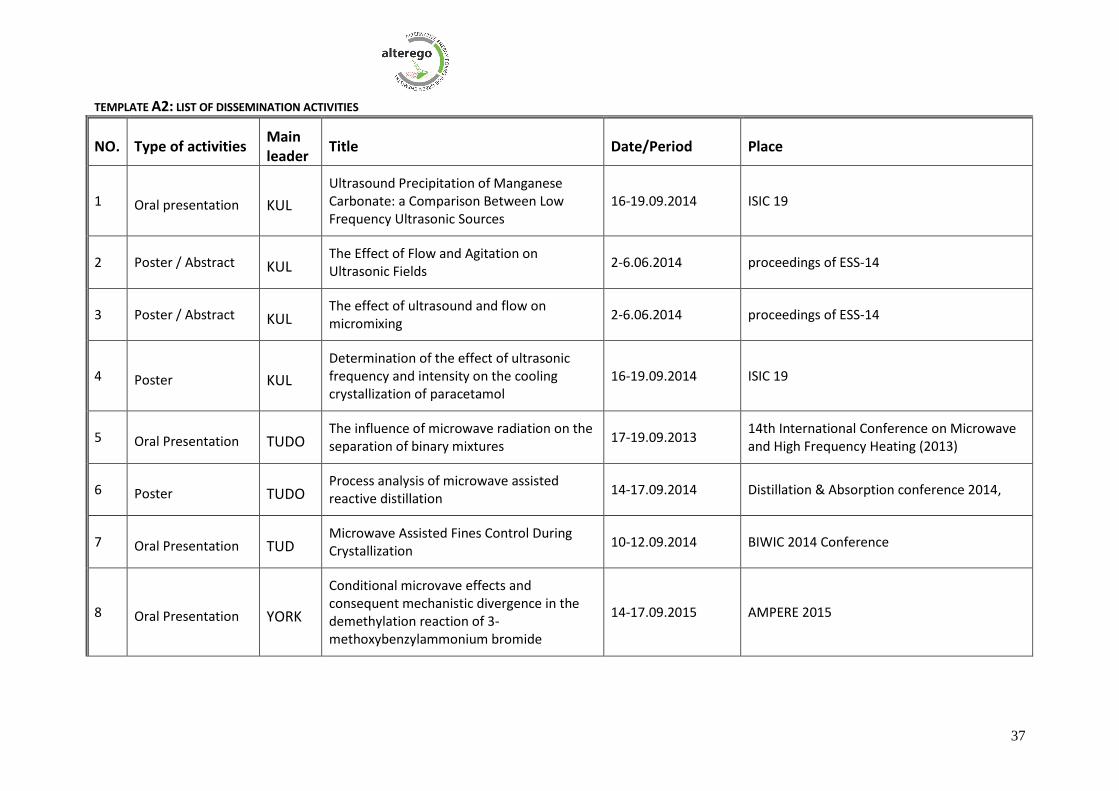
37
TEMPLATE A2: LIST OF DISSEMINATION ACTIVITIES
NO. Type of activities Main leader
Title Date/Period Place
1 Oral presentation KUL
Ultrasound Precipitation of Manganese Carbonate: a Comparison Between Low Frequency Ultrasonic Sources
16-19.09.2014 ISIC 19
2 Poster / Abstract KUL The Effect of Flow and Agitation on Ultrasonic Fields
2-6.06.2014 proceedings of ESS-14
3 Poster / Abstract KUL The effect of ultrasound and flow on micromixing
2-6.06.2014 proceedings of ESS-14
4 Poster KUL
Determination of the effect of ultrasonic frequency and intensity on the cooling crystallization of paracetamol
16-19.09.2014 ISIC 19
5 Oral Presentation TUDO The influence of microwave radiation on the separation of binary mixtures
17-19.09.2013 14th International Conference on Microwave and High Frequency Heating (2013)
6 Poster TUDO Process analysis of microwave assisted reactive distillation
14-17.09.2014 Distillation & Absorption conference 2014,
7 Oral Presentation TUD Microwave Assisted Fines Control During Crystallization
10-12.09.2014 BIWIC 2014 Conference
8 Oral Presentation YORK
Conditional microvave effects and consequent mechanistic divergence in the demethylation reaction of 3-methoxybenzylammonium bromide
14-17.09.2015 AMPERE 2015
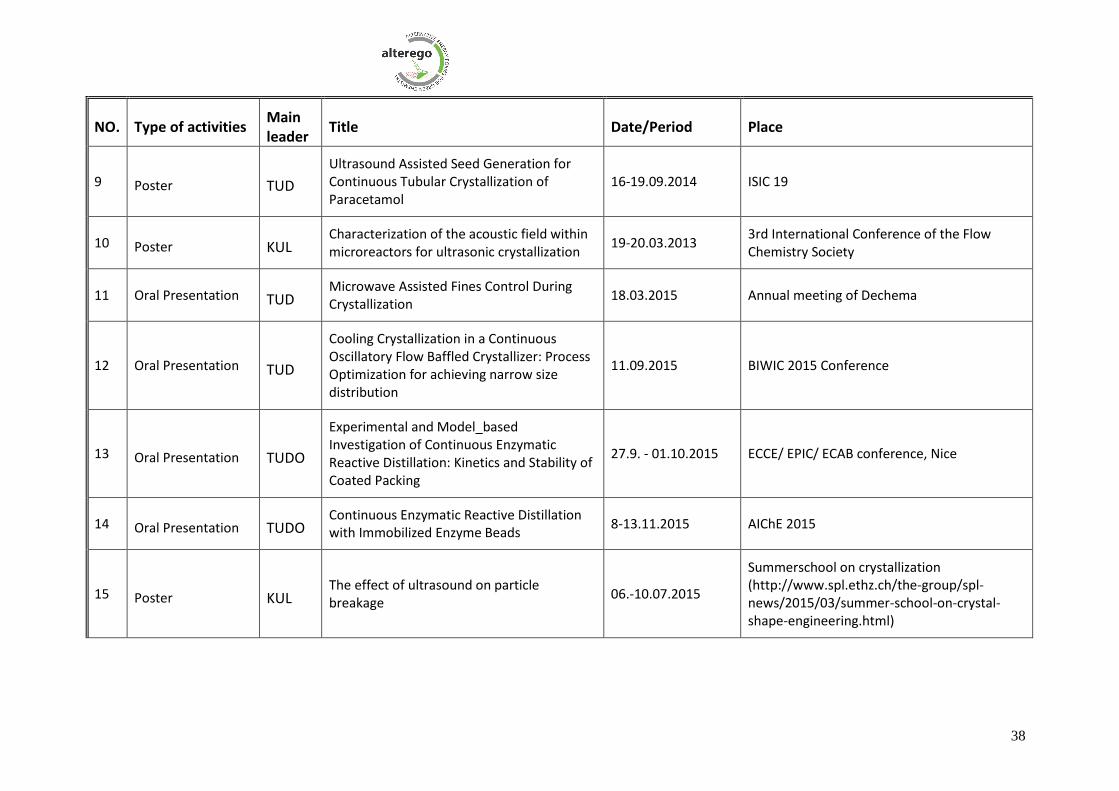
38
NO. Type of activities Main leader
Title Date/Period Place
9 Poster TUD
Ultrasound Assisted Seed Generation for Continuous Tubular Crystallization of Paracetamol
16-19.09.2014 ISIC 19
10 Poster KUL Characterization of the acoustic field within microreactors for ultrasonic crystallization
19-20.03.2013 3rd International Conference of the Flow Chemistry Society
11 Oral Presentation TUD Microwave Assisted Fines Control During Crystallization
18.03.2015 Annual meeting of Dechema
12 Oral Presentation TUD
Cooling Crystallization in a Continuous Oscillatory Flow Baffled Crystallizer: Process Optimization for achieving narrow size distribution
11.09.2015 BIWIC 2015 Conference
13 Oral Presentation TUDO
Experimental and Model_based Investigation of Continuous Enzymatic Reactive Distillation: Kinetics and Stability of Coated Packing
27.9. - 01.10.2015 ECCE/ EPIC/ ECAB conference, Nice
14 Oral Presentation TUDO Continuous Enzymatic Reactive Distillation with Immobilized Enzyme Beads
8-13.11.2015 AIChE 2015
15 Poster KUL The effect of ultrasound on particle breakage
06.-10.07.2015
Summerschool on crystallization (http://www.spl.ethz.ch/the-group/spl-news/2015/03/summer-school-on-crystal-shape-engineering.html)
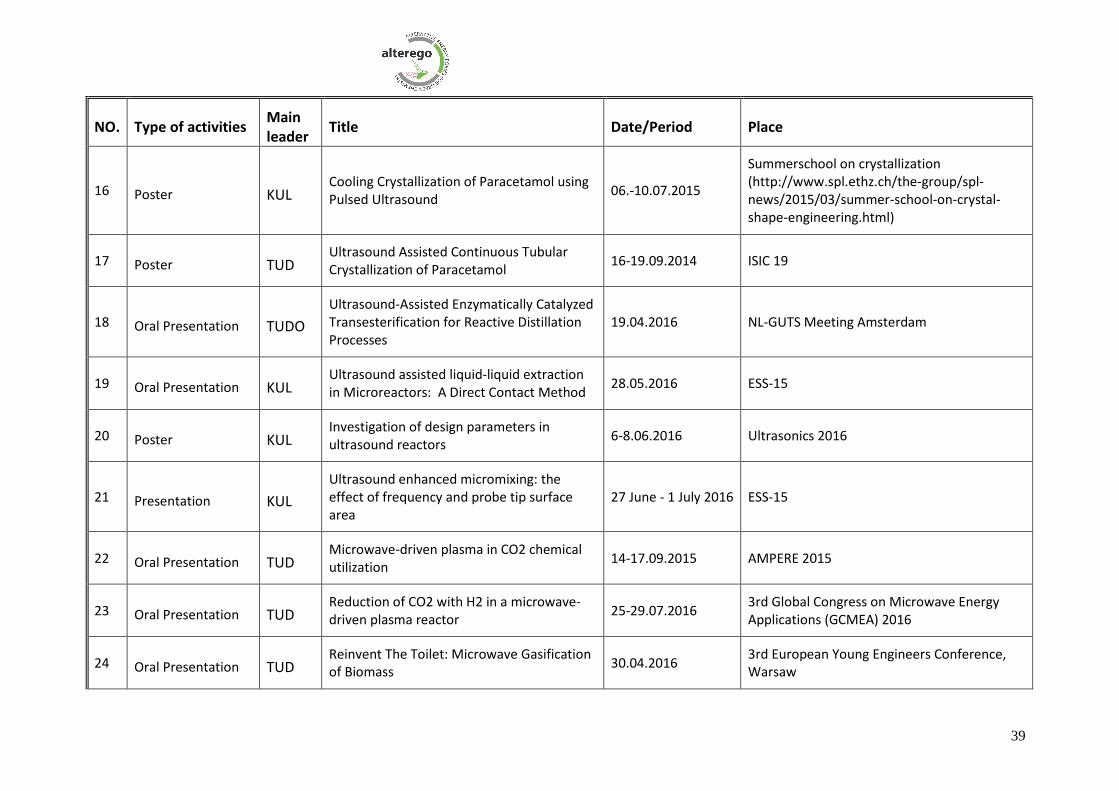
39
NO. Type of activities Main leader
Title Date/Period Place
16 Poster KUL Cooling Crystallization of Paracetamol using Pulsed Ultrasound
06.-10.07.2015
Summerschool on crystallization (http://www.spl.ethz.ch/the-group/spl-news/2015/03/summer-school-on-crystal-shape-engineering.html)
17 Poster TUD Ultrasound Assisted Continuous Tubular Crystallization of Paracetamol
16-19.09.2014 ISIC 19
18 Oral Presentation TUDO
Ultrasound-Assisted Enzymatically Catalyzed Transesterification for Reactive Distillation Processes
19.04.2016 NL-GUTS Meeting Amsterdam
19 Oral Presentation KUL Ultrasound assisted liquid-liquid extraction in Microreactors: A Direct Contact Method
28.05.2016 ESS-15
20 Poster KUL Investigation of design parameters in ultrasound reactors
6-8.06.2016 Ultrasonics 2016
21 Presentation KUL
Ultrasound enhanced micromixing: the effect of frequency and probe tip surface area
27 June - 1 July 2016 ESS-15
22 Oral Presentation TUD Microwave-driven plasma in CO2 chemical utilization
14-17.09.2015 AMPERE 2015
23 Oral Presentation TUD Reduction of CO2 with H2 in a microwave-driven plasma reactor
25-29.07.2016 3rd Global Congress on Microwave Energy Applications (GCMEA) 2016
24 Oral Presentation TUD Reinvent The Toilet: Microwave Gasification of Biomass
30.04.2016 3rd European Young Engineers Conference, Warsaw
40
NO. Type of activities Main leader
Title Date/Period Place
25 Oral Presentation TUD Reinvent The Toilet: Microwave Gasification of Biomass
27.09.2014 Chisa 2014, Prague
26 Oral Presentation TUD Reinvent The Toilet: Microwave Gasification of Biomass
24.09.2014 Chemreactor 2014, Delft
27 Poster Presentation TUD Microwave Plasma Gasification 09.07.2015 ISPC 2015, Antwerp
28 Oral Presentation TUD Reinvent The Toilet: Microwave Gasification of Biomass
16.09.2015 AMPERE 2015, Krakow
29 Poster Presentation TUD Microwave Plasma Gasification 28-29.07.2015 ECCE/ EPIC/ ECAB, Nice
30 Oral Presentation TUD Microwave‐driven plasma gasification for biomass waste treatment
27.07.2016 3GCMEA, Cartagena
31 Oral Presentation KUL Ultrasound assisted liquid-liquid extraction: A novel Interval contact reactor
06.-08.06.2016 Ultrasonics 2016, Caparica, Portugal
32 Oral Presentation KUL Ultrasound-assisted crystallization: nucleation, growth and fragmentation
27.06. – 01.07.2016 European Society Sonochemistry, Istanbul - Turkey
33 Oral Presentation KUL Alterego 02.03. 2016 Industrial Workshop Brussels
34 Oral Presentation KUL Ultrasound reactors for multiphase process intensification
20.05.2015 PIN-UK Meeting. Newcastle
35 Oral Presentation KUL Integration of new energy fields in flow reactors, the case of ultrasound
17. -18.02.2015 International Conference of the Flow Chemistry Society, Berlin
41
NO. Type of activities Main leader
Title Date/Period Place
36 Oral Presentation KUL Ultrasound as a tool for Process Intensification
2-6. 06.2014 Meeting of the European Sonochemistry Society, Avignon
37 Poster TUDO General project presentation 22.-24.06.2016 IND 2016 Industrial Technologies - Creating a Smart Europe
38 Abstract KUL
Towards the mechanism behind ultrasound assisted nucleation: the effect of compound density and bubble type
27.09.-01.10.2015 EPIC conference
39 Abstract YORK Conditional microwave effects in an industrial demethylation reaction
25-29.07.2016 3rd Global Congress on Microwave Energy Applications (GCMEA) 2016
40 Abstract KUL
Ultrasonic Reactive Crystallization of Manganese Carbonate: Reactor Design and Scale up
11.09.2015 BIWIC 2016 Conference

42