products for the fabrication of hearing aids - loctite brochure.pdfacrylic and light cure...
TRANSCRIPT
PRODUCTS FOR THE FABRICATION OF HEARING AIDS
R
Built on
Sound Technology
We support our customers with a
service program that is unmatched
in the industry. It’s what sets Henkel
apart from the rest.
THE RESINAID® PROCESS
Henkel Corporation offers the most complete line of products for
use in the manufacture, assembly, and repair of hearing aids – from
UV/Visible Light Cure Molding Compounds and UV/Visible Light
Cure Equipment to Instant Adhesives, UV Silicones, Light Cure
Acrylic and Light Cure Cyanoacrylate Adhesives. All Loctite® products
are formulated with the highest quality raw materials and are fully sup-
ported by our technical sales and engineering staff. Our process offers:
Henkel is committed to innovation through imagination and team-
work. Our commitment to the improvement of hearing aid
fabrication continues with the latest advancements in molding
compounds, assembly adhesives, and new processing systems and
methods.
• Manufacturing flexibility resulting in increased comfort for the
end user
• Custom matched colors
• A total system solution — equipment, molding compounds,
secondary bonding aids, process know-how
• Experience — more than a decade of industry partnerships
and development
RESINAID® LIGHT CURE MOLDING COMPOUNDS
BLUE CLEARPINK LIGHTBROWN
COCOABROWN
DARKBROWN
RED
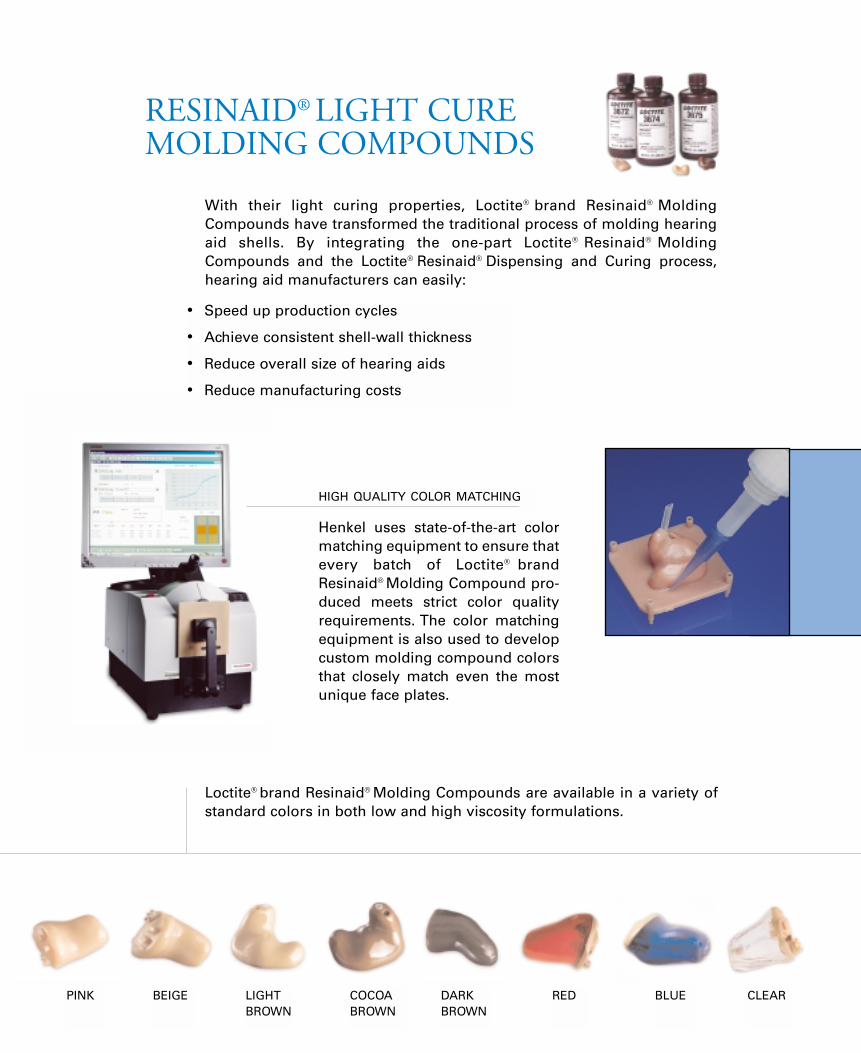
Loctite® brand Resinaid® Molding Compounds are available in a variety ofstandard colors in both low and high viscosity formulations.
Henkel uses state-of-the-art colormatching equipment to ensure thatevery batch of Loctite® brandResinaid® Molding Compound pro-duced meets strict color qualityrequirements. The color matchingequipment is also used to develop custom molding compound colorsthat closely match even the mostunique face plates.
BEIGE
• Speed up production cycles
• Achieve consistent shell-wall thickness
• Reduce overall size of hearing aids
• Reduce manufacturing costs
HIGH QUALITY COLOR MATCHING
With their light curing properties, Loctite® brand Resinaid® Molding Compounds have transformed the traditional process of molding hearingaid shells. By integrating the one-part Loctite® Resinaid® Molding Compounds and the Loctite® Resinaid® Dispensing and Curing process,hearing aid manufacturers can easily:
ADHESIVES
Cyanoacrylate Instant Adhesives Bonding the face plate to the shellBonding volume control into face plate
Light Curing Bonding the face plate to the shellCyanoacrylate Adhesives Bonding volume control into face plate
Light Curing Acrylic Adhesives Bonding the face plate to the shellForm vent channel for soft shells
Light Curing Silicone Bonding the receiver tube to receiverAdhesive/Sealant Bonding the receiver tube to shell
RESINAID® PROCESSING EQUIPMENT
Henkel offers the most complete
line of products for use in the
manufacture, assembly and repair
of hearing aids.
LOCTITE® RESINAID® CURING SYSTEMWITH OPTIONAL RETRIEVAL SYSTEM
In addition to Loctite® Resinaid® Molding Compounds, the Resinaid® process also incorpo-rates a full complement of secondary aids forvarious assembly applications.
Henkel offers a complete line of application andcuring equipment specifically designed for thehearing aid manufacturer. From simple Pressure-time Dispense Systems to Molding CompoundRetrieval Applicators and patented Shell CuringSystems, Loctite® Resinaid® processing equipmentensures a repeatable, consistent hearing aidmanufacturing process—every time.
HENKEL CORPORATION A SYSTEM SOLUTION
At Henkel, our goal is to become your productivity consultant. Whether youneed a quick recommendation on the correct product to use, or a turn-keyprocess, Henkel can provide the right solution. Our engineers have over adecade of experience developing solutions for hearing aid manufacturers.Consult with Henkel and gain access to:
Henkel Corporation…
your productivity consultant.
Henkel’s ISO-10993 biocompatibility certificates of
compliance are available online at www.loctite.com
• The best product, process and solution for your specific hearing aid manufacturing needs
• Products tested and in compliance with the Henkel ISO-10993 biocompati-bility test program
• Highly trained and skilled specialists and technical service engineers to troubleshoot and solve problems
• In-plant product application training and support
• Global support — operating in over 75 countries
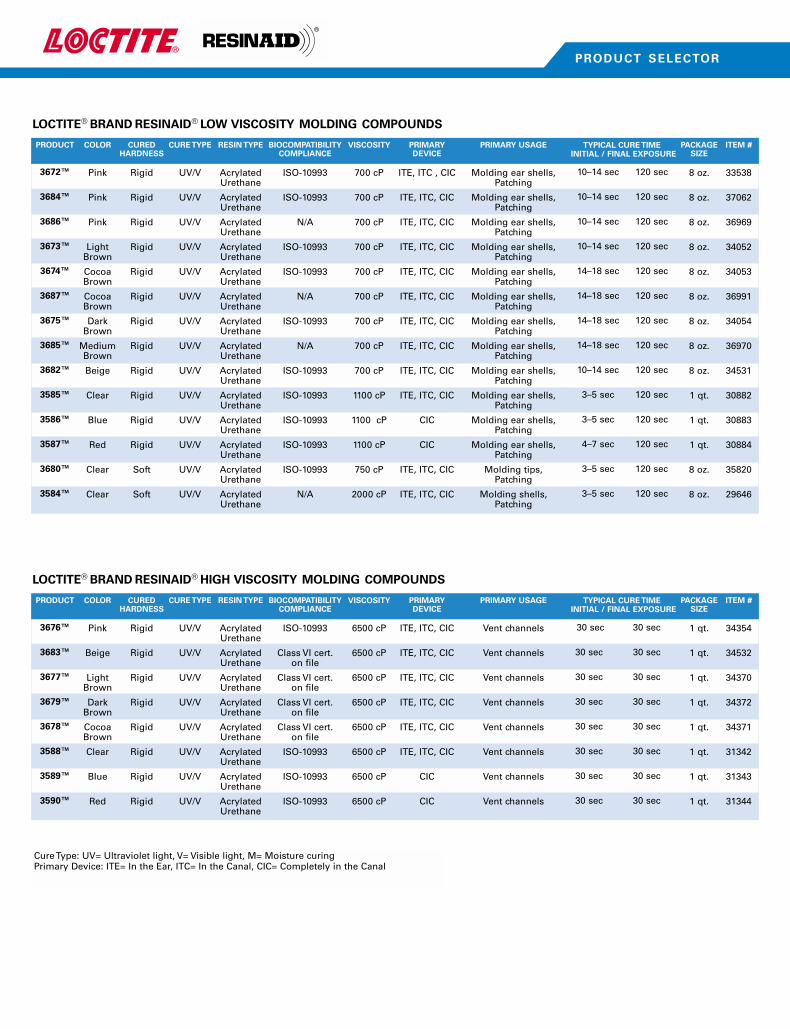
LOCTITE® BRAND RESINAID® LOW VISCOSITY MOLDING COMPOUNDS
PRODUCT
3672™
3684™
3686™
3673™
3674™
3687™
3675™
3685™
3682™
3585™
3586™
3587™
3680™
3584™
CURED HARDNESS
Rigid
Rigid
Rigid
Rigid
Rigid
Rigid
Rigid
Rigid
Rigid
Rigid
Rigid
Rigid
Soft
Soft
CURE TYPE
UV/V
UV/V
UV/V
UV/V
UV/V
UV/V
UV/V
UV/V
UV/V
UV/V
UV/V
UV/V
UV/V
UV/V
RESIN TYPE
AcrylatedUrethane
AcrylatedUrethane
AcrylatedUrethane
AcrylatedUrethane
AcrylatedUrethane
AcrylatedUrethane
AcrylatedUrethane
AcrylatedUrethane
AcrylatedUrethane
AcrylatedUrethane
AcrylatedUrethane
AcrylatedUrethane
AcrylatedUrethane
AcrylatedUrethane
PRIMARY USAGE
Molding ear shells,Patching
Molding ear shells,Patching
Molding ear shells,Patching
Molding ear shells,Patching
Molding ear shells,Patching
Molding ear shells,Patching
Molding ear shells,Patching
Molding ear shells,Patching
Molding ear shells,Patching
Molding ear shells,Patching
Molding ear shells,Patching
Molding ear shells,Patching
Molding tips, Patching
Molding shells, Patching
BIOCOMPATIBILITYCOMPLIANCE
ISO-10993
ISO-10993
N/A
ISO-10993
ISO-10993
N/A
ISO-10993
N/A
ISO-10993
ISO-10993
ISO-10993
ISO-10993
ISO-10993
N/A
VISCOSITY
700 cP
700 cP
700 cP
700 cP
700 cP
700 cP
700 cP
700 cP
700 cP
1100 cP
1100 cP
1100 cP
750 cP
2000 cP
PRIMARYDEVICE
ITE, ITC , CIC
ITE, ITC, CIC
ITE, ITC, CIC
ITE, ITC, CIC
ITE, ITC, CIC
ITE, ITC, CIC
ITE, ITC, CIC
ITE, ITC, CIC
ITE, ITC, CIC
ITE, ITC, CIC
CIC
CIC
ITE, ITC, CIC
ITE, ITC, CIC
PACKAGESIZE
8 oz.
8 oz.
8 oz.
8 oz.
8 oz.
8 oz.
8 oz.
8 oz.
8 oz.
1 qt.
1 qt.
1 qt.
8 oz.
8 oz.
ITEM #
33538
37062
36969
34052
34053
36991
34054
36970
34531
30882
30883
30884
35820
29646
TYPICAL CURE TIME
Cure Type: UV= Ultraviolet light, V= Visible light, M= Moisture curing Primary Device: ITE= In the Ear, ITC= In the Canal, CIC= Completely in the Canal
PRODUCT SELECTOR
INITIAL / FINAL EXPOSURE
10–14 sec
10–14 sec
10–14 sec
10–14 sec
14–18 sec
14–18 sec
14–18 sec
14–18 sec
10–14 sec
3–5 sec
3–5 sec
4–7 sec
3–5 sec
3–5 sec
120 sec
120 sec
120 sec
120 sec
120 sec
120 sec
120 sec
120 sec
120 sec
120 sec
120 sec
120 sec
120 sec
120 sec
COLOR
Pink
Pink
Pink
LightBrown
CocoaBrown
CocoaBrown
DarkBrown
MediumBrown
Beige
Clear
Blue
Red
Clear
Clear
LOCTITE® BRAND RESINAID® HIGH VISCOSITY MOLDING COMPOUNDS
PRODUCT
3676™
3683™
3677™
3679™
3678™
3588™
3589™
3590™
CURED HARDNESS
Rigid
Rigid
Rigid
Rigid
Rigid
Rigid
Rigid
Rigid
CURE TYPE
UV/V
UV/V
UV/V
UV/V
UV/V
UV/V
UV/V
UV/V
RESIN TYPE
AcrylatedUrethane
AcrylatedUrethane
AcrylatedUrethane
AcrylatedUrethane
AcrylatedUrethane
AcrylatedUrethane
AcrylatedUrethane
AcrylatedUrethane
PRIMARY USAGE
Vent channels
Vent channels
Vent channels
Vent channels
Vent channels
Vent channels
Vent channels
Vent channels
BIOCOMPATIBILITYCOMPLIANCE
ISO-10993
Class VI cert. on file
Class VI cert. on file
Class VI cert. on file
Class VI cert. on file
ISO-10993
ISO-10993
ISO-10993
VISCOSITY
6500 cP
6500 cP
6500 cP
6500 cP
6500 cP
6500 cP
6500 cP
6500 cP
PRIMARYDEVICE
ITE, ITC, CIC
ITE, ITC, CIC
ITE, ITC, CIC
ITE, ITC, CIC
ITE, ITC, CIC
ITE, ITC, CIC
CIC
CIC
PACKAGESIZE
1 qt.
1 qt.
1 qt.
1 qt.
1 qt.
1 qt.
1 qt.
1 qt.
ITEM #
34354
34532
34370
34372
34371
31342
31343
31344
TYPICAL CURE TIMEINITIAL / FINAL EXPOSURE
30 sec
30 sec
30 sec
30 sec
30 sec
30 sec
30 sec
30 sec
30 sec
30 sec
30 sec
30 sec
30 sec
30 sec
30 sec
30 sec
COLOR
Pink
Beige
LightBrown
DarkBrown
CocoaBrown
Clear
Blue
Red
R
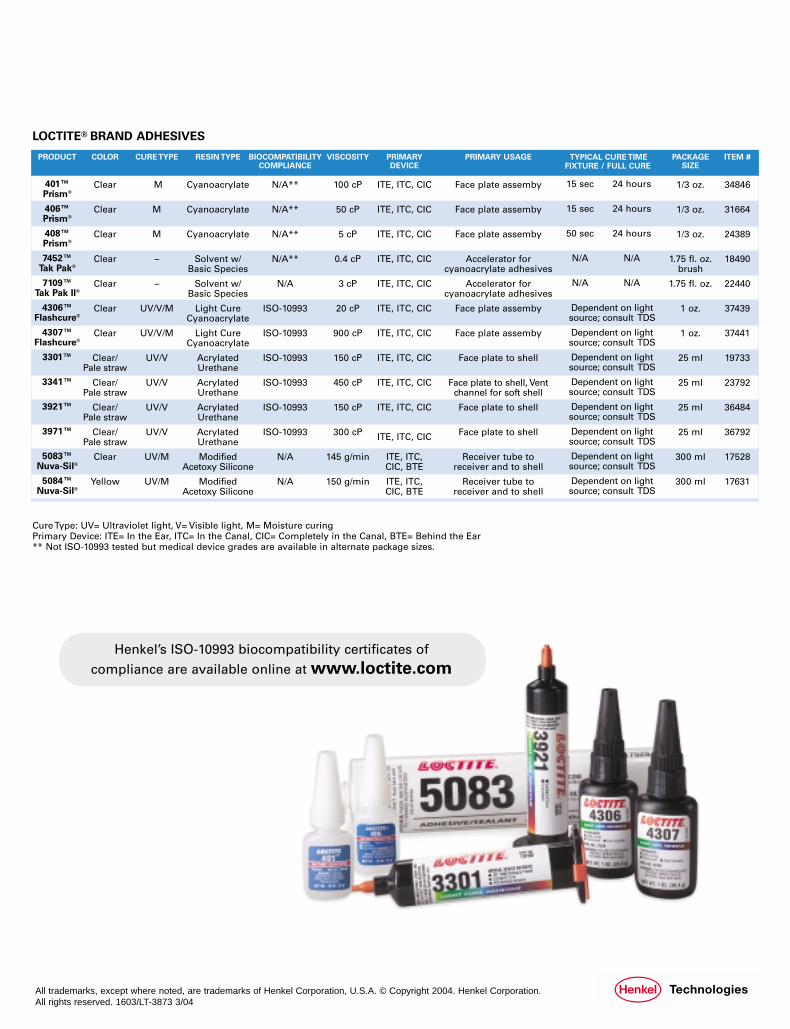
LOCTITE® BRAND ADHESIVES
PRODUCT
401™Prism®
406™Prism®
408™Prism®
7452™Tak Pak®
7109™Tak Pak II®
4306™Flashcure®
4307™Flashcure®
3301™
3341™
3921™
3971™
5083™Nuva-Sil®
5084™Nuva-Sil®
CURE TYPE
M
M
M
–
–
UV/V/M
UV/V/M
UV/V
UV/V
UV/V
UV/V
UV/M
UV/M
RESIN TYPE
Cyanoacrylate
Cyanoacrylate
Cyanoacrylate
Solvent w/Basic Species
Solvent w/Basic Species
Light CureCyanoacrylate
Light CureCyanoacrylate
AcrylatedUrethane
AcrylatedUrethane
AcrylatedUrethane
AcrylatedUrethane
ModifiedAcetoxy Silicone
ModifiedAcetoxy Silicone
PRIMARY USAGE
Face plate assemby
Face plate assemby
Face plate assemby
Accelerator forcyanoacrylate adhesives
Accelerator forcyanoacrylate adhesives
Face plate assemby
Face plate assemby
Face plate to shell
Face plate to shell, Ventchannel for soft shell
Face plate to shell
Face plate to shell
Receiver tube to receiver and to shell
Receiver tube to receiver and to shell
Dependent on lightsource; consult TDS
Dependent on lightsource; consult TDS
Dependent on lightsource; consult TDS
Dependent on lightsource; consult TDS
Dependent on lightsource; consult TDS
Dependent on lightsource; consult TDS
Dependent on lightsource; consult TDS
Dependent on lightsource; consult TDS
BIOCOMPATIBILITYCOMPLIANCE
N/A**
N/A**
N/A**
N/A**
N/A
ISO-10993
ISO-10993
ISO-10993
ISO-10993
ISO-10993
ISO-10993
N/A
N/A
VISCOSITY
100 cP
50 cP
5 cP
0.4 cP
3 cP
20 cP
900 cP
150 cP
450 cP
150 cP
300 cP
145 g/min
150 g/min
PRIMARYDEVICE
ITE, ITC, CIC
ITE, ITC, CIC
ITE, ITC, CIC
ITE, ITC, CIC
ITE, ITC, CIC
ITE, ITC, CIC
ITE, ITC, CIC
ITE, ITC, CIC
ITE, ITC, CIC
ITE, ITC, CIC
ITE, ITC, CIC
ITE, ITC, CIC, BTE
ITE, ITC, CIC, BTE
ITEM #
34846
31664
24389
18490
22440
37439
37441
19733
23792
36484
36792
17528
17631
TYPICAL CURE TIMEFIXTURE / FULL CURE
15 sec
15 sec
50 sec
N/A
N/A
24 hours
24 hours
24 hours
N/A
N/A
COLOR
Clear
Clear
Clear
Clear
Clear
Clear
Clear
Clear/Pale straw
Clear/Pale straw
Clear/Pale straw
Clear/Pale straw
Clear
Yellow
PACKAGESIZE
1/3 oz.
1/3 oz.
1/3 oz.
1.75 fl. oz.brush
1.75 fl. oz.
1 oz.
1 oz.
25 ml
25 ml
25 ml
25 ml
300 ml
300 ml
All trademarks, except where noted, are trademarks of Henkel Corporation, U.S.A. © Copyright 2004. Henkel Corporation. All rights reserved. 1603/LT-3873 3/04
Cure Type: UV= Ultraviolet light, V= Visible light, M= Moisture curing Primary Device: ITE= In the Ear, ITC= In the Canal, CIC= Completely in the Canal, BTE= Behind the Ear** Not ISO-10993 tested but medical device grades are available in alternate package sizes.
Henkel’s ISO-10993 biocompatibility certificates of
compliance are available online at www.loctite.com
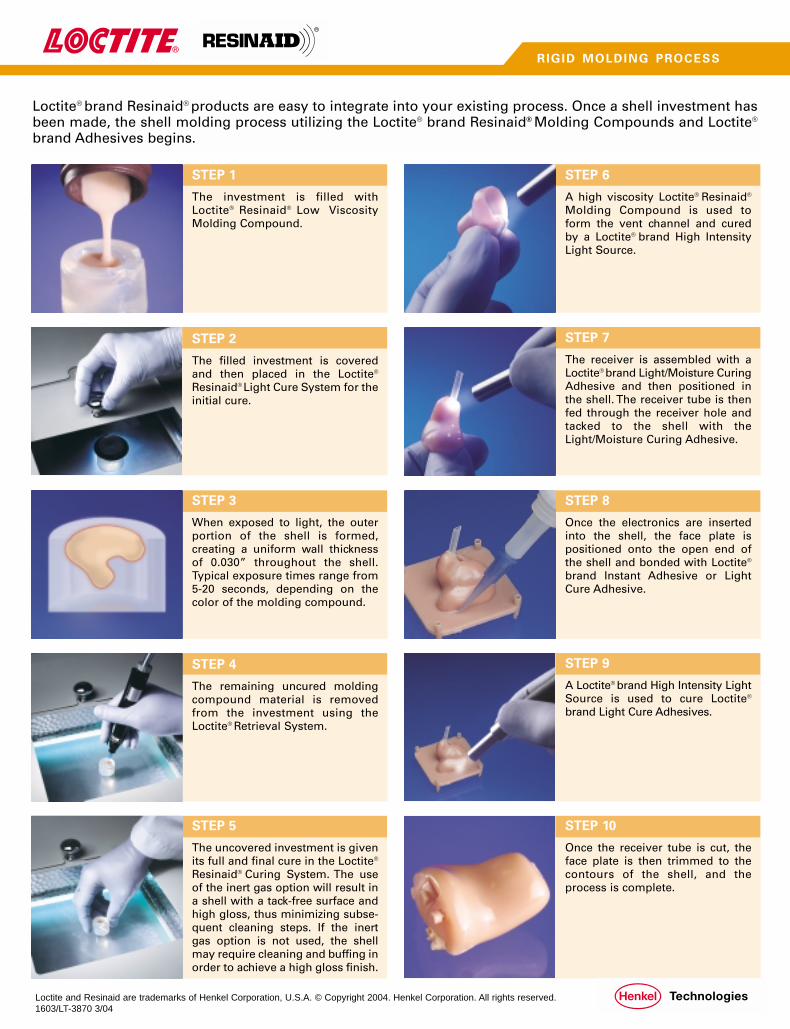
RIGID MOLDING PROCESS
Loctite® brand Resinaid® products are easy to integrate into your existing process. Once a shell investment hasbeen made, the shell molding process utilizing the Loctite® brand Resinaid® Molding Compounds and Loctite®
brand Adhesives begins.
STEP 1
The investment is filled withLoctite® Resinaid® Low ViscosityMolding Compound.
STEP 2
The filled investment is coveredand then placed in the Loctite®
Resinaid® Light Cure System for theinitial cure.
STEP 3
When exposed to light, the outerportion of the shell is formed, creating a uniform wall thicknessof 0.030” throughout the shell.Typical exposure times range from5-20 seconds, depending on thecolor of the molding compound.
STEP 4
The remaining uncured moldingcompound material is removedfrom the investment using theLoctite® Retrieval System.
STEP 5
The uncovered investment is givenits full and final cure in the Loctite®
Resinaid® Curing System. The useof the inert gas option will result ina shell with a tack-free surface andhigh gloss, thus minimizing subse-quent cleaning steps. If the inertgas option is not used, the shellmay require cleaning and buffing inorder to achieve a high gloss finish.
STEP 6
A high viscosity Loctite® Resinaid®
Molding Compound is used toform the vent channel and curedby a Loctite® brand High IntensityLight Source.
STEP 7
The receiver is assembled with aLoctite® brand Light/Moisture CuringAdhesive and then positioned inthe shell. The receiver tube is thenfed through the receiver hole andtacked to the shell with theLight/Moisture Curing Adhesive.
STEP 8
Once the electronics are insertedinto the shell, the face plate is positioned onto the open end ofthe shell and bonded with Loctite®
brand Instant Adhesive or LightCure Adhesive.
STEP 9
A Loctite® brand High Intensity LightSource is used to cure Loctite®
brand Light Cure Adhesives.
STEP 10
Once the receiver tube is cut, theface plate is then trimmed to thecontours of the shell, and theprocess is complete.
Loctite and Resinaid are trademarks of Henkel Corporation, U.S.A. © Copyright 2004. Henkel Corporation. All rights reserved. 1603/LT-3870 3/04
R
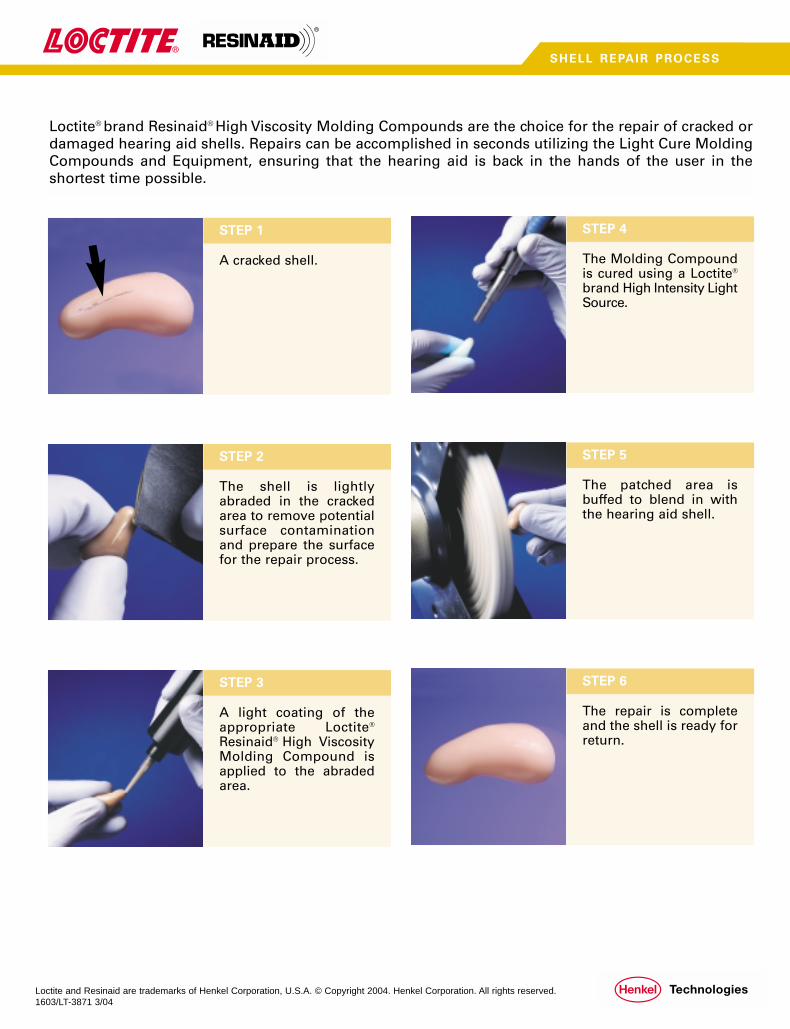
SHELL REPAIR PROCESS
Loctite® brand Resinaid® High Viscosity Molding Compounds are the choice for the repair of cracked ordamaged hearing aid shells. Repairs can be accomplished in seconds utilizing the Light Cure MoldingCompounds and Equipment, ensuring that the hearing aid is back in the hands of the user in the shortest time possible.
STEP 1
A cracked shell.
STEP 2
The shell is lightlyabraded in the crackedarea to remove potentialsurface contaminationand prepare the surfacefor the repair process.
STEP 3
A light coating of theappropriate Loctite®
Resinaid® High ViscosityMolding Compound isapplied to the abradedarea.
STEP 4
The Molding Compoundis cured using a Loctite®
brand High Intensity LightSource.
STEP 5
The patched area isbuffed to blend in withthe hearing aid shell.
STEP 6
The repair is completeand the shell is ready forreturn.
Loctite and Resinaid are trademarks of Henkel Corporation, U.S.A. © Copyright 2004. Henkel Corporation. All rights reserved. 1603/LT-3871 3/04
R
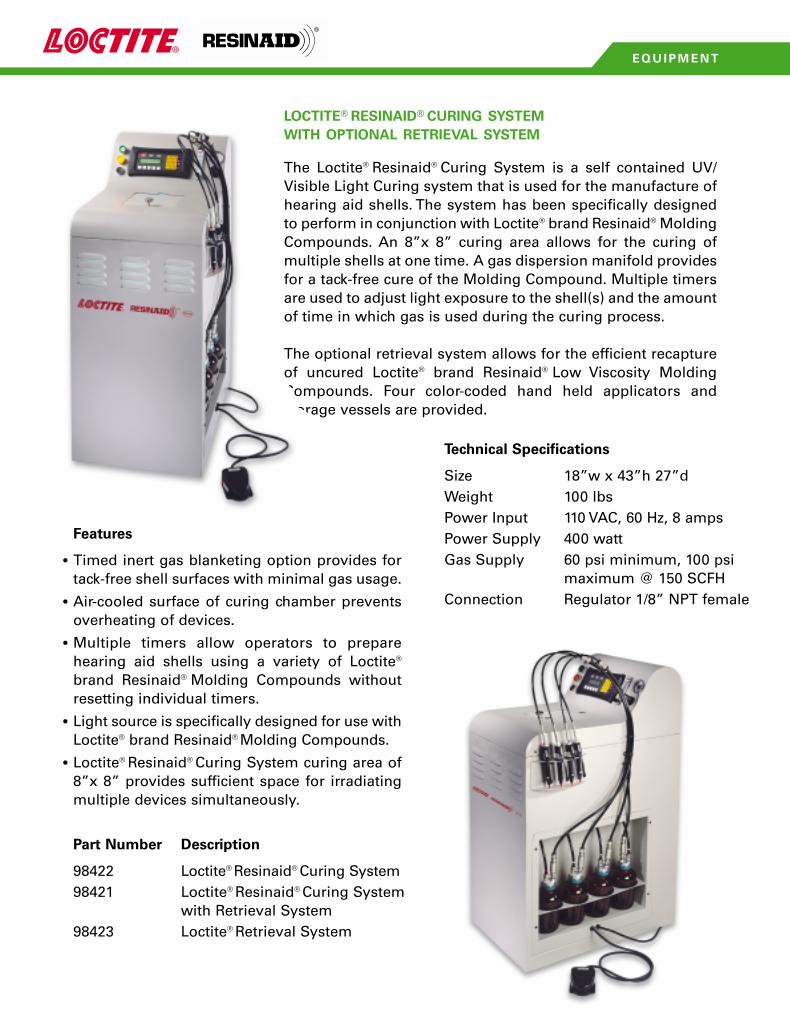
The Loctite® Resinaid® Curing System is a self contained UV/Visible Light Curing system that is used for the manufacture ofhearing aid shells. The system has been specifically designedto perform in conjunction with Loctite® brand Resinaid® MoldingCompounds. An 8”x 8” curing area allows for the curing of multiple shells at one time. A gas dispersion manifold providesfor a tack-free cure of the Molding Compound. Multiple timersare used to adjust light exposure to the shell(s) and the amountof time in which gas is used during the curing process.
The optional retrieval system allows for the efficient recaptureof uncured Loctite® brand Resinaid® Low Viscosity MoldingCompounds. Four color-coded hand held applicators and storage vessels are provided.
Features
Timed inert gas blanketing option provides fortack-free shell surfaces with minimal gas usage.
Air-cooled surface of curing chamber preventsoverheating of devices.
Multiple timers allow operators to preparehearing aid shells using a variety of Loctite®
brand Resinaid® Molding Compounds withoutresetting individual timers.
Light source is specifically designed for use withLoctite® brand Resinaid® Molding Compounds.
Loctite® Resinaid® Curing System curing area of8”x 8” provides sufficient space for irradiatingmultiple devices simultaneously.
•
•
•
•
•
Technical Specifications
Size 18”w x 43”h 27”dWeight 100 lbsPower Input 110 VAC, 60 Hz, 8 ampsPower Supply 400 wattGas Supply 60 psi minimum, 100 psi
maximum @ 150 SCFHConnection Regulator 1/8” NPT female
E Q U I P M E N T
LOCTITE® RESINAID® CURING SYSTEM
WITH OPTIONAL RETRIEVAL SYSTEM
R
Part Number Description
98422 Loctite® Resinaid® Curing System98421 Loctite® Resinaid® Curing System
with Retrieval System98423 Loctite® Retrieval System

LOCTITE® BOND-A-MATIC® DISPENSER LOCTITE® ZETA® LIGHT CURE WAND SYSTEM
The Loctite® Zeta® 7735 WandSystem, with output up to 7W/cm2, is designed for the curing of Loctite®
brand Light Cure MoldingCompounds and Adhesives.
The unit’s state-of-the-art lamp and reflectordesign deliver unequaled spectral and opticalperformance in the 50 watt metal halide arclamp category. The Loctite® Zeta® 7735 systemcan be operated manually or in the timedmode. The light guides are sold separatelyfrom the base unit for selection based onindividual requirements.
Part Number Description
98317 Loctite® Zeta® 7735 Wand System
983677 Loctite® Single Light Guide, 1m long x 5mm diameter
983684 Loctite® Dual Light Guide, 1m long x 3mm diameter
985045 Loctite® Dual Wand Adapter Kit
983800 Loctite® Single Light Guide, 1.5m long x 5mm diameter
The Loctite® Zeta® 7401 LightCure Chamber is designedfor use with Loctite® brandLight Curing MoldingCompounds, Adhesives,and Coatings. This medi-um intensity light sourceoffers an 8”x 8” curing areaand can accommodatecomponents that are 4” or less in height. Theconvenient pull out drawer ensures that oper-ator’s hands have no direct exposure toUV/visible light energy.
Part Number Description
98039 Loctite® Zeta® 7401 UV Chamber
LOCTITE® HAND HELD APPLICATOR
Loctite, Bond-A-Matic, Resinaid and Zeta are trademarks of Henkel Corporation, U.S.A. © Copyright 2004. Henkel Corporation. All rights reserved. 1603/LT-3872 3/04
LOCTITE® ZETA® 7401 LIGHT CURE CHAMBER
The Loctite® Bond-A-Matic®
Dispensers are pneumati-cally-operated systemswith precision control for dispensing Loctite®
brand Molding Compoundsand Adhesives. The dis-pensers can be used with8 ounce and 1 quart bottlesof Molding Compounds,and one pound, one liter
and two kilogram bottles of Adhesives. Theseunits are available in two different pressureranges: 0-100 psi for the dispensing of highviscosity fluids (>3000 cP); 0-15 psi for thedispensing of low to medium viscosity fluids(<3000 cP). The Bond-A-Matic® dispensers areavailable with a low level sensing option.
Part Number Description
982720/982726 Loctite® Bond-A-Matic®
Dispenser 0-15 psi
982723/982727 Loctite® Bond-A-Matic®
Dispenser 0-100 psi
The Loctite® Hand Held Applicator is suitablefor dispensing Loctite® brand Molding Compounds and Adhesives from the Loctite®
brand Bond-A-Matic® Dispense Systems. Thisergonomically designed applicator provideshand comfort and application control to elimi-nate hand fatigue and improve dispensingaccuracy. Actuating the trigger lever manuallyoperates the 97111 Hand Held Applicator.
Part Number Description
97111 Loctite® Hand Held Applicator
USA
Local Loctite® Brand Adhesives and Sealants Specialist1.800.323.5106
Nearest Authorized Loctite® Brand DistributorArrange an in-plant seminarTechnical Product Assistance1.800.LOCTITE (1.800.562.8483)
To place an order1.800.243.4874
Henkel Corporation1001 Trout Brook CrossingRocky Hill, Connecticut 06067 860.571.5100Fax: 860.571.5465
Canada
Local Loctite® Brand Adhesives and Sealants SpecialistNearest Authorized Loctite® Brand DistributorArrange an in-plant seminarTechnical Product AssistanceTo place an order1.800.263.5043 (within Canada)
Henkel Canada Corporation2225 Meadowpine Blvd.Mississauga, Ontario L5N 7P2800.263.5043 (within Canada)905.814.6511Fax: 905.814.5391
Mexico
Local Loctite® Brand Adhesives and Sealants SpecialistNearest Authorized Loctite® Brand DistributorArrange an in-plant seminarTechnical Product Assistance01.800.901.8100 (within Mexico)
To place an order01.800.849.9412 (within Mexico)
Henkel Mexicana, S.A. de C.V.Calzada de la Viga s/n, Fracc. Los LaurelesLoc. Tulpetlac, C.P. 55090Ecatepac de Morelos, Edo. de México,011.525.836.1305Fax: 011.525.787.9404
Latin America
BrazilLocal Loctite® Brand Adhesives and Sealants SpecialistNearest Authorized Loctite® Brand DistributorArrange an in-plant seminarTechnical Product AssistanceTo place an order55.11.4143.70000800.122334 (within Brazil)
Henkel Ltda.Av. Prof. Vernon Krieble, 9106690-111 Itapevi São Paulo, BrazilTel: 55.11.4143.7000Fax: 55.11.4143.7100
Henkel Argentina S.A.Carabelas 2328 - Sarandi(1870) Avellanado, Buenos Aires, ArgentinaTel: 54.11.4001.0100Fax: 54.11.4204.0253
Henkel Chile S.A.Apoquindo No. 3355, Primer Piso, Of. 8Las Condes, Santiago, ChileTel: 562.233.3606Fax: 562.234.1448
Henkel Colombia S.A.Calle 17 No. 68-B-73, Edificio Henkel,Bogota, ColombiaTel: 57.1.425.1330Fax: 57.1.425.1331
Henkel Venezuela S.A.Guacara OfficeUrbanizacion Industrial PruincaCalle 2 Edificio HenkelGuacara - Carabobo, VenezuelaTel: 58.245.564.71.33Fax: 58.245.564.27.36
Henkel Venezuela S.A.Guarenas OfficeUrbanización Maturín,Centro Comercial del Este1ª Av. da Manzana 3,Parcela F-3, Edifício CorintaGuarenas - Estado Miranda, VenezuelaTel: 58.212.360.3401Fax: 58.212.360.3324
Loctite and Resinaid are trademarks of Henkel Corporation, U.S.A. © Copyright 2004. Henkel Corporation. All rights reserved. 1603/LT-3380 3/04
Henkel CorporationEngineering, Assembly & Maintenance Technologies1001 Trout Brook Crossing • Rocky Hill, CT 06067 U.S.A. • 800-562-8483 • www.henkel.us • www.loctite.com