production of octyl levulinate biolubricant over...
TRANSCRIPT

Author Manuscript: Published in Journal of Energy Chemistry, 23, 4, July 2014, 535-541
DOI: doi:10.1016/S2095-4956(14)60182-0
Production of Octyl Levulinate Biolubricant over Modified
H-ZSM-5: Optimization by Response Surface Methodology
Kakasaheb Y. Nandiwalea, Sunil K. Yadavab, and Vijay V. Bokadea*
aCatalysis and Inorganic Chemistry Division, CSIR - National Chemical Laboratory, Pune-
411008, India.
bUniversity Institute of Chemical Technology, North Maharashtra University, Jalgaon-
425001, Maharashtra, India.
*Correspondence to:
Dr. Vijay V. Bokade,
Catalysis and Inorganic Chemistry Division,
CSIR - National Chemical Laboratory,
Pune-411008, India.
Ph; +91-20-25902458, Fax; +91-20-25902634
E-mail: [email protected]
Published in: Journal of Energy Chemistry 23 535-541 2014.
DOI: http://www.sciencedirect.com/science/article/pii/S2095495614601820
1

2

Abstract
The present study highlighted the use of modified H-ZSM-5 (Meso-HZ-5) as
heterogeneous catalyst for the synthesis of octyl levulinate biolubricant by catalytic
esterification of biomass derived renewable levulinic acid (LA) with n-octanol. The process
variables such as catalyst loading (X1), n-octanol to LA molar ratio (X2) and reaction
temperature (X3) were optimized through response surface methodology (RSM), using the
Box–Behnken model. Analysis of variance was performed to determine the adequacy and
significance of the quadratic model. The yield of octyl levulinate was obtained to be 99% at
optimum process parameters.
The quadratic model developed was found to be adequate and statistically accurate
with correlation value (R2) of 0.9971 to predict the yield of octyl levulinate biolubricant. The
study also extended on validation of theoretical and experimental data, including catalyst
reusability.
Keywords: Biolubricant, esterification, H-ZSM-5, Levulinic acid, octyl levulinate, response
surface methodology.
3

1 Introduction
Extensive use of non-renewable mineral oil based lubricant is creating numerous
environmental concerns such as groundwater contamination, surface water, air pollution, soil
contamination, agricultural product and food contamination [1]. Emphasis on the
development of renewable, biodegradable and eco-friendly lubricants has resulted in the
extensive employ of natural oils, fats for non-edible purposes [2]. The application of animal
fats and plant oils for industrial purposes, particularly as lubricants, has been in practice for
several years [3].
Lubricant is synthesized by hydrolysis of vegetable oil to fatty acids followed by
catalytic conversion of fatty acids to their corresponding esters with higher alcohols (C8 to
C14) [1, 4]. The use of different lower and higher alcohols, namely methanol, ethanol, n-
propanol and n-octanol, for the synthesis of methyl, ethyl, propyl and octyl esters by
transesterification of vegetable oil has been reported in literature [5-6]. Fatty acid alkyl esters
possessing 22 to 26 carbon atoms can act as biolubricant components. The numerous
vegetable oils such as soyabean [7], jatropha [8], castor [9], waste cooking oil [10] have been
extensively investigated for biolubricant production. Both catalytic as well as enzymatic
methods have been employed for biolubricant synthesis [5,6,9-11].
The octyl ester biolubricant can be obtained by catalytic esterification of levulinic
acid (LA) with octanol. LA is one of the top biomass derived platform molecule that can be
made from C6 sugar carbohydrates derived from renewable ligno-cellulose [12]. Hence
production octyl ester biolubricant from renewable biomass feedstock may set new important
area of research for academic as well industrial interest.
The renewable bio-based lubricants represent promising substitutes to other synthetic
and mineral-oil based lubricants due to their specific functional features such as high flash
point, high viscosity index, high lubricity, very low volatility, bio-degradability [13]. Here,
4

esterification of LA with n-octanol over modified H-ZSM-5 aiming to octyl levulinate
biolubricant is studied.
Response surface methodology (RSM) is an excellent tool for optimizing a catalytic
process and has been widely adopted to improve process conditions [1, 16-18]. It is a
collection of statistical and mathematical techniques which are first used to generate optimal
data and then analysed by means of regression methods. A set of multivariable data can be
obtained by appropriately designed experiments. Graphical representation were obtained by
RSM, which serve as a visual aid to better understanding of the reaction process [1,8].
Optimization of yield of octyl levulinate by utilizing RSM analysis may allow a more
comprehensive analysis on the interactions between experimental variables than a single-
factor experimental design. Consequently, this could lead to a better understanding and
knowledge influencing process parameters and subsequently maximizes the yield of octyl
levulinate biolubricant. Apart from that, it also reduces the number of experimental runs
required to generate statistically-validated results [18].
The novelty of the present study lies in the use of biomass derived LA as feedstock for
biolubricant production by esterification with n-octanol over modified H-ZSM-5 catalyst.
Octanol has been selected as the working alcohol since it is the cheapest among the higher
chain alcohols (C8 to C14). This study also focuses on, use of design expert software to
optimize the process parameters for esterification reaction in view to maximize yield of octyl
luvulinate by using response surface methodology (RSM). The three crucial variables such as
catalyst loading (X1), octanol to LA molar ratio (X2) and reaction temperature (X3) were
investigated for production octyl levulinte biolubricat using RSM. The effects of these
variables on the yield of octyl ester (response) were studied with Box–Behnken model and
subsequently an empirical mathematical model correlating the response to the variables was
5

developed and presented as well. The study also extended on validation of theoretical and
experimental data along with reusability of modified H-ZSM-5 catalyst at optimal conditions.
2 Experimental
2.1 Materials
Levulinic acid (99%) and n-octanol (99%) were obtained from M/s E. Merck,
Mumbai (India). NaOH and ammonium nitrate were obtained from M/s Loba chemie
Mumbai (India). All the reagents were of analytical grade and used without further
purification.
2.2 Catalyst synthesis and characterization
H-ZSM-5 with Si/Al ratio 37 was synthesized as per the reported procedure [14]. The
modified H-ZSM-5 (Meso-HZ-5) was obtained by following procedure. 300 mL of 0.2 M aq.
NaOH was mixed with 10 g of H-ZSM-5 in a flask and kept at 338 K for 30 min. The zeolite
sample was transformed into ammonium forms by threefold ion exchange with aq. 0.1M
ammonium nitrate (in the proportion 10 mL g-1 of product for 5 h) without calcinations in
between ion-exchange procedures. Finally, samples were transformed into the hydrogen
forms by calcinations in air at 823 K for 5 h. The sample obtained at the final stage was
designated as Meso-HZ-5.
The detailed characterization of synthesized catalysts samples can be found in our
previous publication [15]. The phase identification, degree of crystallization and purity were
determined by powder X-ray diffraction (XRD). It can be seen as XRD pattern in Figure 1 (a)
the crystallinity of Meso-HZ-5 was 97% and it also confirmed the phase purity of H-ZSM-5
and Meso-HZ-5. Figure 1 (b) shows N2 adsorption-desorption isotherm of H-ZSM-5 and
Meso-HZ-5. H-ZSM-5 showed type I isotherm, indicating that H-ZSM-5 is microporous
material and that of Meso-HZ-5 represent both type I and type IV isotherms which suggests
the presence of both micro and mesoporosity. The specific surface area of synthesized
6

catalysts was calculated using Brunaer-Emmett-Teller (BET) method (Table 1). The overall
acidity of H-ZSM-5 and Meso-HZ-5 (Table 1) were measured by Temperature Programmed
Ammonia Desorption (TPAD) using a Micromeritics AutoChem (2910, USA) equipped with
thermal conductivity detector. Prior to the measurements, sample was dehydrated at 773 K in
He (30 cm3 min−1) for 1 h. The temperature was then decreased to 323 K and then NH 3 was
allowed to adsorb by exposing sample to a gas stream containing 10% NH3 in He for 1 h. It
was then flushed with He for another 1 h. The NH3 desorption was carried out in He flow (30
cm3 min−1) by increasing the temperature up to 723 K with a heating rate of 10 K min−1.
2.3 Catalytic evaluation
The experiments of synthesis of octyl levulinate (biolubricant) were carried out in
a100 mL cylindrical stainless steel batch reactor, under autogeneous pressure (20-25 psi). LA,
n-octaol and a given amount of catalyst totalling to 30 ml reaction volume was mixed in the
reactor. The reactor was heated by an electric heater with PID controller. The temperature
was maintained within an accuracy of ±0.5 K by PID controller. The experiments were
conducted at a temperature range of 373-393 K, catalyst loading of 10-30 (wt. % of LA), n-
octanol to LA molar ratio of 4-10 and reaction time of 5 h, respectively. After running the
reaction for a desired duration, the reactor was quenched by quickly immersing in a cool
water bath to terminate the reaction. After quenching, the sample was filtered and analysed.
All experiments were performed in triplicate and average values were reported.
2.4 Analysis of reaction feed and product
The liquid reaction feed and product were analysed by using gas chromatography (GC)
Chemito GC-1000, capillary column, BP-5 (50m length and 0.3mm width) with nitrogen as a
carrier gas and Flame Ignition Detector (FID) in programmable temperature range of 313 to
473 K. The reaction products were also confirmed by GC-MS (Shimadzu-QP 5000).
2.5 Response surface methodology
7

An experimental design for the series of parameters used for octyl levulinate
biolubricant synthesis by esterification of LA with n-octanol over Meso-HZ-5 was built by
RSM with the Design-Expert® Version 8.0.7.1 (Stat- Ease, Inc., Minneapolis, USA) [20-21].
A Box–Behnken factorial model was employed in this study requiring 17 experimental runs
[8,19]. Different formulations of the design consisted of all possible combinations of the
independent factors at all levels and were conducted in a fully randomized order.
The independent variables chosen were catalyst loading (X1), octanol to LA molar
ratio (X2) and reaction temperature (X3). Percentage yield of octyl levulinate biolubricant (Y)
was chosen to be the target or response parameter as a dependent variable. Each factor in the
experiment was established and coded into levels -1, 0 and +1 as shown in Table 2. The Box-
Behnken design (BBD) matrix of the three variables in coded units, natural units and
corresponding response values are given in Table 3. The significance of the model was
determined by the statistical parameter. Model graphs were plotted resulting from the
equation, using the same software.
3 Results and discussion
3.1 Performance of catalysts in octyl levulinate synthesis
The synthesised H-ZSM-5 and Meso-HZ-5 catalysts were evaluated for octyl
levulinate synthesis. The reaction parameters used: catalyst loading of 10% of LA, molar
ratio of octanol to LA of 6, reaction temperature of 373 K and reaction time of 6 h. In general
esterification is autocatalytic reaction; hence esterification of LA with octanol able occurs
even in absence of catalyst. For this reason, thermal reaction (blank) was performed at 373 K.
The time courses for the yields of octyl levulinate over blank, H-ZSM-5 and Meso-HZ-5
catalysts are represented as Figure 2. The maximum yield of octyl levulinate obtained after 4
h over blank, H-ZSM-5 and Meso-HZ-5 were 7.6%, 29% and 56% respectively. The higher
yield of octyl levulinate obtained over Meso-HZ-5 than H-ZSM-5 may be attributed to the
8

higher acidity, surface area and mesoporosity generation in Meso-HZ-5 due to selective
extraction of Si with NaOH treatment, which overcome diffusional resistances (Table 1) [15].
The selectivity towards octyl levulinate in all the experiments was 100%. It has been
observed that yield of octyl levulinate reached maximum at reaction time of 4 h, there after it
was stable (Figure 2). Hence the optimum reaction time of 4 h was used for all further
experiments. In present case, Meso-HZ-5 was found to be potential catalyst for production of
octyl levulinate biolubricant. Hence influence of various parameters for octyl levulinate
production over Meso-HZ-5 was further investigated with RSM design. The optimization of
process parameters in view to maximize the yield of octyl levulinate biolubricat over Meso-
HZ-5 catalyst is presented later. The reusability Meso-HZ-5 catalyst was also tested at
optimized process parameters.
3.2 Model analysis
The experiments of esterification reactions were carried out as per Table 3 and
obtained results were indicated. The analysis of results was performed with design expert
software Version 8.0.7.1. This software offers a response surface model and ANOVA
(analysis of variance).
The quadratic model was generated by RSM design; this was used to evaluate the
responses. Experimental and predicted values of the LA conversion are shown in Table 3. The
reported yield of octyl levulinate was obtained as an average of triplicate determinations after
fixed reaction time of 5 h. The selectivity towards octyl levilinate was 100% in all
experiments. As shown in the table, the yield of octyl levulinate increased from 56% to 98%,
depending on the reaction conditions. Based on the RSM analysis, the second order quadratic
model of coded units for yield of octyl levulinate (Y) is presented as Eq. (1):
Y = 93 + 11.63X1 + 2.88X2 + 9.75X3 + 0.5X1X2 + 4.75X1X3 + 3.25X2X3 - 12.25X12 - 3.25X2
2
- 9X32 (1)
9
where Y represents the yield of octyl levulinate biolubricant and X1, X2 and X3 are the
coded variables in esterification reaction. Figure 3 demonstrated the good linear correleation
between the actual values and predicted yield of octyl levulinate (calculated from Eq. (1)).
Positive sign of the coefficients in linear terms reveals that with an increasing the variables
the yield increases linearly (synergistic effect), while negative sign indicates antagonistic
effect. From the Eq. (1), yield of octyl levulinate has linear and quadratic effects by the three
process variables. Eq. (1) indicates that the catalyst loading (X1) has the strongest effect on
the response since the coefficient of X1 (11.63) is the largest compared to the other
investigated factors. Next most significant effects on the response is reaction temperature
(X3), followed by (X2), slightly weaker interaction effects between parameters (X1X3 and
X2X3) and much lower interaction effect between parameters (code X1X2).
Statistical analysis includes the interaction effects and the main effects of the
variables on the yield of octyl levulinate. The ANOVA tests the statistical significance of each
effect by comparing with the mean square against the estimated experimental error within the
range of experimental conditions. Statistical analysis of variance (ANOVA) of the main
effects and the interactions for the chosen response, together with the test of statistical
significance for the response surface quadratic model are shown in Table 4.
The sum of squares is used to estimate the F-values (F), which are defined as the ratio
of the respective mean square effect and the mean square error [8,18]. The Model F-value of
264.78 implies the model is significant. There is only a 0.01% chance that a “Model F-Value”
this large could occur due to noise. Statistical model fit summary consisting of a sequential
model sum of squares and lack of fit tests suggested a quadratic model as the best fit model.
Values of “Prob > F” less than 0.05 indicate model terms are significant in this case X 1, X2,
X3, X1X3, X2X3, X12, X2
2 and X32 are significant model terms.
10
Correlation value (R2) of 0.9971 indicated that the model could explain 99.71% of the
variability in esterification process. The R2-predicted of 0.9531 is in reasonable agreement
with the R2-adjusted of 0.9933. Adequate precision measures the signal to noise ratio. A ratio
greater than 4 is desirable. In present study, adequate precision ratio of 48.488 indicates an
adequate signal. Hence this model can be used to navigate the design space. The response (Y)
should be checked for the maximum and minimum ratios. Generally, a ratio greater than 10
indicates a higher probability that the transformation of the response may improve the model
[20]. In present case, the ratio of maximum to minimum response (Y) is 1.75 indicating that
the transformation is not required. On these bases, it can be concluded that the selected model
was fairly adequate for predicting the yield of octyl levulinate and the predicted results were
satisfying.
3.3 Effect of process variables on yield of octyl levulinate
The results in Table 4, shows that interactions between variables have significant
effect on the yield of octyl levulinate. Therefore, instead of studying single variable (as in
conventional method) the interactions will be investigated which is significance for a
comprehensive optimization study. As mentioned earlier, model Eq. (1) can be presented in
the form of three dimensional response surface plots and two dimensional interaction plots
for the yield of octyl levulinate for various values of catalyst loading and molar ratio (Figure
4), catalyst loading and reaction temperature (Figure 5) and molar ratio and reaction
temperature (Figure 6). In all of these cases other two variables are maintained constant.
The effect of interaction between catalyst loading and molar ratio of octanol to LA at
constant reaction time of 4 h and reaction temperature of 383 K is presented in Figure 4. The
yield of octyl levulinate was higher than 56% when the catalyst loading was between 10 to
30% and the molar ratio of octanol to LA was from 4 to 8. Therefore it is evident that
esterification reaction is very much dependent on the amount of catalyst loading. More
11

catalyst reveals more active sites which participate in the reaction and catalyse the production
of lubricant [10]. At 10–30% catalyst loading, the yield of octyl levulinate was slightly
affected by the molar ratio. It seemed that the increase in octanol to LA molar ratio had less
effect on the yield of octyl levulinate at different catalyst amounts. This supports the result
that the octanol to LA molar ratio (p-value = 0.0002) was less significant parameter in
comparison with other parameters (value of p< 0.0001) (Table 3). In general, esterification
reaction of LA with alcohol is an endothermic reaction [15]. Reaction temperature plays a
crucial role in determining the reaction rate in esterification reaction which influences the
yield of octyl levulinate. For instance, higher temperature induces faster reaction rate
compared to lower temperature [21].
The effect of catalyst loading and reaction temperature on yield of octyl levulinate at a
constant molar ratio of 6 and reaction time of 4 h is shown in Figure 5. The yield of octyl
levulinate was influenced significantly by the catalyst loading and reaction temperature. At
low catalyst loading, the yield of octyl levulinate slightly increases with an increase in
reaction temperature. The yield of octyl levulinate increased as reaction temperature
increased at moderate levels of catalyst. It signifies that catalyst loading has bigger positive
effect on yield of octyl levulinate and is supported by high coefficient for linear term in
model equation (Eq. (1)). Figure 6 shows the effects of different of molar ratio of octanol to
LA and reaction temperature on the yield of octyl levulinate in three dimensional surface
response and two-dimensional interaction plots at constant catalyst loading of 20% and
reaction time of 4 h. From the figures, it is obvious that at any designated quantity of molar
ratio from 4 to 8, the yield of octyl levulinate increase proportionally with reaction
temperature. The observed phenomenon occurred as increasing the reaction temperature
enhanced the reaction rate of esterification reaction and eventually the yield of octyl
levulinate [22].
12

3.4 Optimization of process parameters for esterification
In order to generate optimal conditions for synthesis of octyl levulinate biolubricant,
numerical feature of the Design-Expert® Version 8.0.7.1 software was applied. The
independent parameters used in numerical optimization includes catalyst loading, molar ratio
of octanol to LA and reaction temperature were set within the range between low (-1) and
high (+1) while the yield of octyl levulinate was set to maximum value [23]. Table 5
summarizes the constraints used for the optimization of process parameters. Subsequently, 43
solutions for the optimum conditions were generated by the software and the solution with
the highest desirability and yield of octyl levulinate was selected to be verified by
experiments. The optimum conditions including the predicted and experimental yield of octyl
levulinate are shown in Table 6. The experimental value of yield of octyl levulinate
represented in table is the average of three independent experiments. The obtained average
optimum yield of octyl levulinate of 99% is well in agreement with the predicted value, with
a relatively insignificant error of 3.23%. As the experimental error is less than ±5%, it can be
concluded that the proposed statistical model was adequate for predicting the yield of octyl
levulinate.
3.5 Catalyst reusability
The reusability of Meso-HZ-5 catalyst was tested for octyl levulinate biolubricant
production at optimized process parameters obtained by RSM design (Table 5), with catalyst
loading of 25.4%, molar ratio (octanol to LA) of 7.56, reaction temperature of 393 K and
reaction time of 4 h (Figure 7). The Meso-HZ-5 catalyst activity to produce biolubricant was
observed to be stable for six cycles (fresh and five reuses) (Figure 7). After sixth cycle the
marginal decrease in yield of octyl levulinate 99 to 95% was observed. This concludes that,
catalyst is highly active, stable and reusable. The present method for production of octyl
levulinate biolubricant over Meso-HZ-5 catalyst offers greener methodology with potential
13

advantages with respect to higher yield of octyl levulinate of 99% and catalyst reusability for
six cycles without considerable loss in activity.
4 Conclusions
The synthesis of octyl levulinate biolubricant by esterification of renewable levulinic
acid (LA) over heterogeneous Meso-HZ-5 zeolite is presented probably for the first time.
Response surface methodology (RSM) design of experiments was carried out in order to
optimize process parameters of the esterification reaction in view to maximize the yield of
octyl levulinate. The RSM indicated that the catalyst loading and reaction temperature are
most significant parameters in esterification reaction.
The yield of octyl levulinate over Meso-HZ-5 at optimized process parameters was
found to be 99%. The Meso-HZ-5 catalyst was reusable for six cycles without considerable
loss in activity. This study confirms that Meso-HZ-5 is a highly active, stable and reusable
promissory solid acid catalyst for synthesis of octyl levulinate biolubricant. The present
approach represents a viable means of producing lubricant from biomass derived LA which is
renewable in nature and can be alternative to non-renewable mineral oil feedstocks.
Acknowledgements
The financial assistance from CSIR is acknowledged for CSIR-XII FYP Networking
Project BLB.
References
[1] Wai L, Li X, Yanxun L, Tingliang L, Guoji L. Chem Eng Technol, 2013, 36 (4): 559.[2] Salimon J, Salih N, Yousif E. Eur J Lipid Sci Technol, 2010, 112: 519.[3] Kumar A, Sharma S. Ind Crops Prod, 2008, 28: 1.[4] Rudnick L R. Synthetics, Mineral Oils and Bio-Based Lubricants Chemistry and
Technology. CRC Press, Taylor & Francis Group, Boca Raton, 2006. 362.[5] Bokade V V, Yadav G D. Proc Safety Environ Protect, 2007, 85: 372.[6] Akerman C O, Gaber Y, Ghani N A, Lamsa M, Hatti-Kaul R. J Mol Cat B: Enzymatic,
2011, 72: 263.[7] Ting C C, Chen C C. Measurement, 2011, 44: 1337.[8] Liao C C, Chung T W. Chem Eng Res Des, 2013, 1: 2457–2464[9] Singh A K. Ind Crops Prod, 2011, 33: 287.[10] Avisha C, Debarati M, Dipa B. J Chem Technol Biotechnol, 2013, 88: 139.
14

[11] Akerman C O, Hagstrom A E V, Mollaahmad M A, Karlsson S, Hatti-Kaul R. Process Biochem, 2011, 46: 2225.
[12] Yan K, Wu G, Wen J, Chen A. Catal Commun, 2013, 34: 58.[13] Rudnick L R. Synthetics, Mineral Oils, and Bio-Based Lubricants: Chemistry and
Technology, Taylor & Francis, CRC Press, Boca Raton, USA, 2006.[14] Shiralkar V P, Joshi P N, Eapen M J, Rao B S. Zeolites, 1991, 11: 511.[15] Nandiwale K Y, Sonar S K, Niphadkar P S, Joshi P N, Deshpande S S, Patil V S,
Bokade V V. Appl Catal A: Gen, 2013, 460– 461: 90.[16] Boey P L, Ganesan S, Maniam G P, Khairuddean M, Efendi J. Energy Convers Manage,
2013, 65: 392.[17] Gao Y Y, Chen W W, Lei H, Liu Y, Lin X, Ruan R. Biomass Bioenerg 2009, 33: 277.[18] Montgomery D C. Design and analysis of experiments, fifth ed., John Wiley and Sons,
2001.[19] Kishore D, Kayastha A M. Food Chem, 2012, 134: 1650.[20] Stat-Ease, Multifactor RSM tutorial (part 2-optimization). Design-expert software
version 7.1.5, user’s guide, 2008.[21] Saka S, Isayama Y. Fuel, 2009, 88: 1307.[22] Tan K T, Lee K T, Mohamed A R. Biomass Bioenerg, 2009, 33: 1096.[23] Tan K T, Lee K T, Mohamed A R, Bioresource Technol, 2010, 101: 965.
15
Figure captions:Figure 1 Characterization of H-ZSM-5 and Meso-HZ-5: (a) powder X-ray diffraction
(XRD) patterns and (b) N2 adsorption-desorption isotherms.Figure 2 Catalytic performance of H-ZSM-5 and Meso-HZ-5 catalyst for octyl levulinate
synthesis.Figure 3 Predicted versus experimental values of LA conversion (%) over DH-ZSM-5
catalyst.Figure 4 Response surface plot for octyl levulinate synthesis over Meso-HZ-5 catalyst as
a function of catalyst loading and molar ratio of octanol to LA at constantreaction time of 4 h and reaction temperature of 383 K.
Figure 5 Response surface plot for octyl levulinate synthesis over Meso-HZ-5 catalyst asa function of catalyst loading and reaction temperature at constant molar ratio of6 and reaction time of 4 h.
Figure 6 Response surface plot octyl levulinate synthesis over Meso-HZ-5 catalyst as afunction of molar ratio of octanol to LA and reaction temperature at constantcatalyst loading of 20% and reaction time of 4 h.
Figure 7 Reusability of Meso-HZ-5 catalyst for octyl levulinate synthesis at optimizedprocess parameters of catalyst loading of 25.4%, molar ratio of 7.56, reactiontemperature of 393 K and reaction time of 4 h.
10 20 30 40 50
Inte
nsity
2(degree)
(a)
H-ZSM-5
Meso-HZ-5
16

0.0 0.2 0.4 0.6 0.8 1.040
60
80
100
120
140
160
180
200
220
Ad
so
rbe
d A
mo
un
t (m
l/g)
Relative Pressure (p/p0)
H-ZSM-5 Meso-HZ-5
(b)
Figure 1
Figure 2
17

Figure 3
18

Fig. 4
19
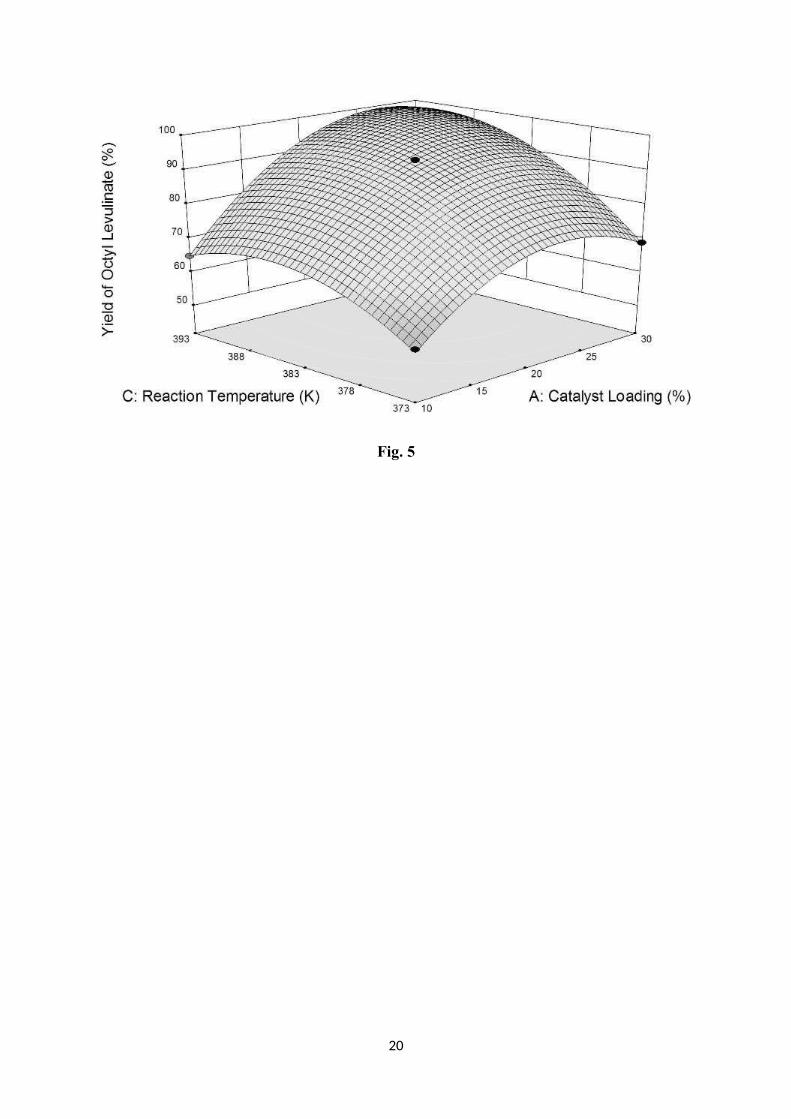
Fig. 5
20

Figure 6
21

1 2 3 4 5 6 70
10
20
30
40
50
60
70
80
90
100Y
ield
of
Oc
tyl
Le
vu
lin
ate
(%
)
Number of Cycles
Figure 7
22
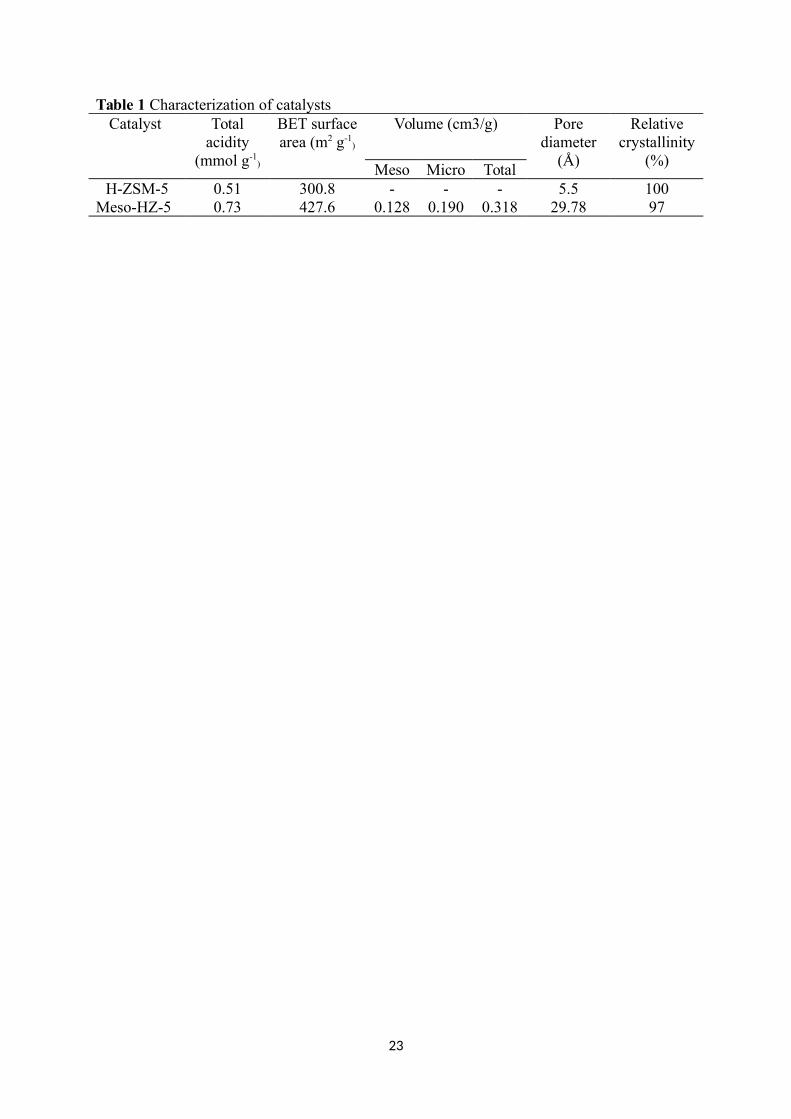
Table 1 Characterization of catalystsCatalyst Total
acidity(mmol g-1
)
BET surfacearea (m2 g-1
)
Volume (cm3/g) Porediameter
(Å)
Relativecrystallinity
(%)Meso Micro Total
H-ZSM-5 0.51 300.8 - - - 5.5 100Meso-HZ-5 0.73 427.6 0.128 0.190 0.318 29.78 97
23

Table 2 Selected variables and coded levels used in the Box-Behnken design.
Variables Symbol Coded levels
-1 0 +1
Catalyst Loading (wt. %) X1 10 20 30
Molar Ratio (octanol to LA) X2 4 6 8
Reaction Temperature (K) X3 373 383 393
24

Table 3 The Box-Behnken design matrix of the four variables in coded units and the
response values.
RunExperimental variables in
coded unitsExperimental variables in
natural unitsYield of Octyl
Levulinate, Y (%)X1 X2 X3 X1 X2 X3 Experimental Predicted
1 0 0 0 20 6 383 93 932 0 + + 20 8 393 98 96.633 0 0 0 20 6 383 93 934 - + 0 10 8 383 67 68.255 0 - - 20 4 373 70 71.356 0 0 0 20 6 383 93 937 0 - + 20 4 393 84 84.378 - - 0 10 4 383 64 63.59 + 0 - 30 6 373 69 68.8810 0 + - 20 8 373 71 70.6311 0 0 0 20 6 383 93 9312 - 0 + 10 6 393 65 65.1213 0 0 0 20 6 383 93 9314 - 0 - 10 6 373 56 55.1215 + 0 + 30 6 393 97 97.8816 + - 0 30 4 383 87 85.7517 + + 0 30 8 383 92 92.5
25

Table 4 ANOVA for response surface quadratic model.Source Sum of
squares Df Mean
squareF-value p-value
Prob > FModel 3148.99 9 349.89 264.78 < 0.0001 significantX1 1081.12 1 1081.12 818.15 < 0.0001X2 66.13 1 66.13 50.04 0.0002X3 760.5 1 760.5 575.51 < 0.0001X1X2 1 1 1 0.76 0.4132X1X3 90.25 1 90.25 68.3 < 0.0001X2X3 42.25 1 42.25 31.97 0.0008X1
2 631.84 1 631.84 478.15 < 0.0001X2
2 44.47 1 44.71 33.66 0.0007X3
2 341.05 1 341.05 258.09 < 0.0001Residual 9.25 7 1.32Lack of Fit 9.25 3 3.08Pure Error 0 4 0Cor Total 3158.24 16R2 = 0.9971; R2 (adjusted) = 0.9933; Df = Degree of freedom.
26

Table 5 The pre-set criteria for optimization of Meso-HZ-5 catalysed esterificationFactor/response Goal Lower limit Upper limitCatalyst loading (wt. %), X1 Is in range 10 30Molar ratio (octanol to LA), X2 Is in range 4 8Reaction temperature (K), X3 Is in range 373 393Yield of Octyl levulinate (%), Y Maximize 56 98
27
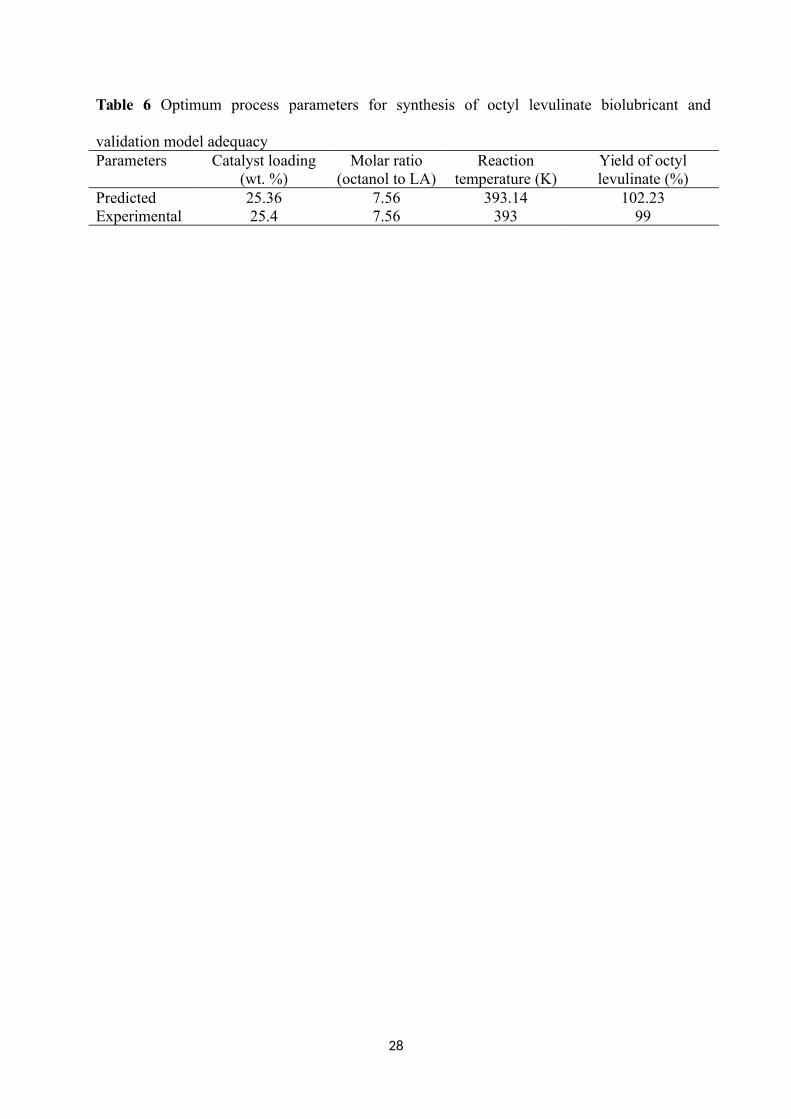
Table 6 Optimum process parameters for synthesis of octyl levulinate biolubricant and
validation model adequacyParameters Catalyst loading
(wt. %)Molar ratio
(octanol to LA)Reaction
temperature (K)Yield of octyllevulinate (%)
Predicted 25.36 7.56 393.14 102.23Experimental 25.4 7.56 393 99
28

Description portion:
Box-Behnken design with quadratic model was found to be adequate and statistically
accurate to optimize the yield of octyl levulinate biolubricant to 99% over Meso-HZ-5
catalyst.
29