processing more than good: harden and temper!
TRANSCRIPT

Optimised Heat Treatment in SteelProcessing
More than good:harden and temper!In the shape of Variocarb-direct, theMesser Group has developed andpatented a process with which steels canbe annealed more cost-effectively thanbefore without decarburisation. Insteadof using Endogas, produced in specialgenerators or from nitrogen and liquidmethanol, the annealing is carried outusing nitrogen. Propane is introducedinto the atmosphere of protective gas,controlled by sensors, as the reactiongas and effectively prevents decarburi-sation of the material. The new processproduces no soot and is more efficientthan conventional processes, deliveringquenched and tempered steels of highquality.
The heat treatment is responsible for the useful propertiesof the components.
Trade press

How resistant to wear a component madefrom hardened steel is depends largely on theconditions under which it was heat treated. Thisspecifically means the annealing and hardeningstages.
During soft annealing, the material is heatedslowly from 680 to 750 °C, kept at this temper-ature for hours and then slowly cooled again.Here, the carbon in the steel, bonded in the formFe3C, changes from strip cementite to globularcementite and becomes easy to form andsuitable for machining. Hardening follows, thesteel literally becomes hard and resistant towear. The piece is brought up to curingtemperature – around 800 – 900°C - in thefurnace and in doing so the bond between the
iron atoms structure becomes more elastic andthe crystalline structure of the metal is trans-formed: from the body-centred cubicferrite lattice into a face-centred cubic gammairon lattice. The steel is then quenched, that is,abruptly cooled like a boiled egg, which causesanother change in the crystalline structure. Afterquenching, the lattice is distorted and thestructure – called martensite – is very hard, brittleand susceptible to breaking. In order to reducethe prevailing tension in a controlled way, thehardened steel, depending on its type andrequired strength properties, is tempered bywarming it to 150 – 500°C. The temperature ismaintained until slackens
metal oxide or as a result of impurities on thematerial is of little importance. What is importantis that the products resulting from the reaction,water and carbon dioxide, are quickly removed,otherwise they could react with the carbondissolved in the allow. (Equations 1 and 2). Evensmall amounts of water and carbon dioxide aresufficient to partly remove the carbon which is inthe steel and to damage the edges of the piece.
Cremoved + H2O → CO + H2 (1)
Cremoved + CO2 → 2 CO (2)
sufficiently and the steel loses its brittleness. Theannealed steel now has the desired toughnessand practical hardness.
Ensuring the resistance to wear of hardenedsteels.During heat treatment, the steel is given therequired characteristics. However, whether ornot it still has sufficient resistance to wear at alater stage depends to a large degree on whetherattempts at keeping away the oxygen (whichcould be present in the proverbial “hot phase”of the heat treatment in the hardening furnace)from the metal have succeeded and the oxidationprocess on the surface of the metal prevented.How the oxygen enters the furnace, whether asa component of the air or in the form of a
Hardening tempered steels cost-effectively and safely
Fig. 1: Measurement and control system for the dosing of nitrogen and propane
control system
C3H8
charge
N2/C3H8
N2
C3H8
oil bath
2
λ-probe thermocouple

It has been shown that no costly technicalequipment using gas generators is needed inorder to allow austenisation (800 – 900 °C) totake place in a carbon-neutral atmosphere. WithVariocarb-direct, the Messer Group has devel-oped and patented a process in which a con-trolled nitrogen/hydrocarbon (propane) mixtureis introduced directly into the hot furnace, thuseffectively preventing the decarburisation of thesteel. The reaction to bind the carbon dioxideand water using propane runs as follows:
3 CO2 + C3H8 → 6 CO + 4 H2 (3)
3 H2O + C3H8 → 3 CO + 7 H2 (4)
Easy to handle, reliable resultAn oxygen probe measures the degree ofconversion from moisture and carbon dioxide tohydrogen and carbon monoxide. If necessary,propane will be dosed into the hot furnaceautomatically in adequate quantity. Thanks to astandardised measuring and dosing technique,the decarburisation of the piece can be effec-tively prevented. Over time, the quantity ofpropane necessary reduces and less is fed intothe furnace.
Soot is not produced (equation 5) and is thereforenot a nuisance.
C3H8 → CH4 + 2 C + 2 H2 (5)
The controlled voltage (millivolt) of the oxygenprobe is calculated empirically and the valueentered in the process programme. Which setpoint is optimal for the hardening processdepends on many specific parameters.
On the basis of the number of installationscarried out for customers and the experiencegained, a new installation with nitrogen andpropane can be quickly implemented.
The Variocarb-direct process has been used overmany years to harden (without decarburising)numerous products from different types of steelwith varying degrees of carbon content in a varie-ty of furnaces e.g. roller hearth furnaces, contin-uous tube or conveyor as soon as retort furnaces.
Fig. 2: Thermal cracking of propane
Fig. 4: Continuously conveyor furnace from Aichelin
Fig. 5: Annealed bearing rings of 100 Cr6 steelFig. 3: Working range of the probe voltage
volume-% propane
millivolt
decarbursing possible
control range
deposition of carbon possible
temperature in °C
optimal operating range for propane
beginning of the thermal cracking
1 vpm propane
1/3 C3H8 = Cgraphite + 4/3 H2
temperature in °C
3
Examples of Annealed Parts:
Bearing components•Chain plates•Screws•Industrial needles•Springs•Saw blades •
It is also possible to use on-site nitrogen, whichis produced by means of membrane oradsorption technic. The residue oxygen from thisnitrogen reacts very easily with propane(equation 6) to the required components ofcarbon monoxide, hydrogen and methane.
(O2 + 99 N2) On-site-N2 + C3H8 →
2 CO + 2 H2 + CH4 + 99 N2 (6)
Upwards of a temperature of about 600 °C, propane begins to dissociate into reactiveradicals; they attack oxygen, convert it quicklyand completely and render it harmless.
The taskIn a cooperation between a screw manufacturerand the Messer Group, the Variocarb-directprocess was to be introduced into a 500 kgcontinuous conveyor furnace. There were severalaspects which had to be looked at closely:
Aim: annealing of screws without decarbu-risation.
•
Simulation of on-site nitrogen and optimalpremixing of gases as well as injection ofthe mixture into the furnace.
•
Handling of the new gas process and calcu-lation of the quantities of gas in order toprevent decarburisation and the creation ofsoot.
•
Burning off the weakly combustiblenitrogen/propane waste gas by suitabledischarging of the gas.
•
Reduction of operating costs by replacingmethanol by on-site nitrogen and theadvantages connected with this, such as:
•
– Reduction of quantities stored and reduction in use of methanol – Reduction of CO2 emissions – Reduction of energy for heating (cracking energy from methanol)
Reports from practice
The oxygen content determined was between0.5 and 1.0% by volume. The propane gasrequirement was adjusted to the oxygenconcentration.
The sample gas for the analysis of the atmos-phere in the furnace was taken from about 1m infront of the drop shaft. The gas components H2,CO, CH4, CO2, H2O and O2 were measured andrecorded. The carbon level of the atmosphere inthe furnace was controlled by the existingoxygen probe and the computer. About300 litres of propane per hour were injected at aconstant rate. For all trials, the furnace temper-ature was 900 °C. The screws were mainlycomposed of 19 MnB4 alloy. Duringthe hardening trials, screws were taken out atintervals and examined metallographically.
ImplementationVarious quantities of air and propane were dosedinto the amount of nitrogen required. Injectionwas conducted in such a way that the individualcomponents were mixed intensively even beforeentering the furnace.
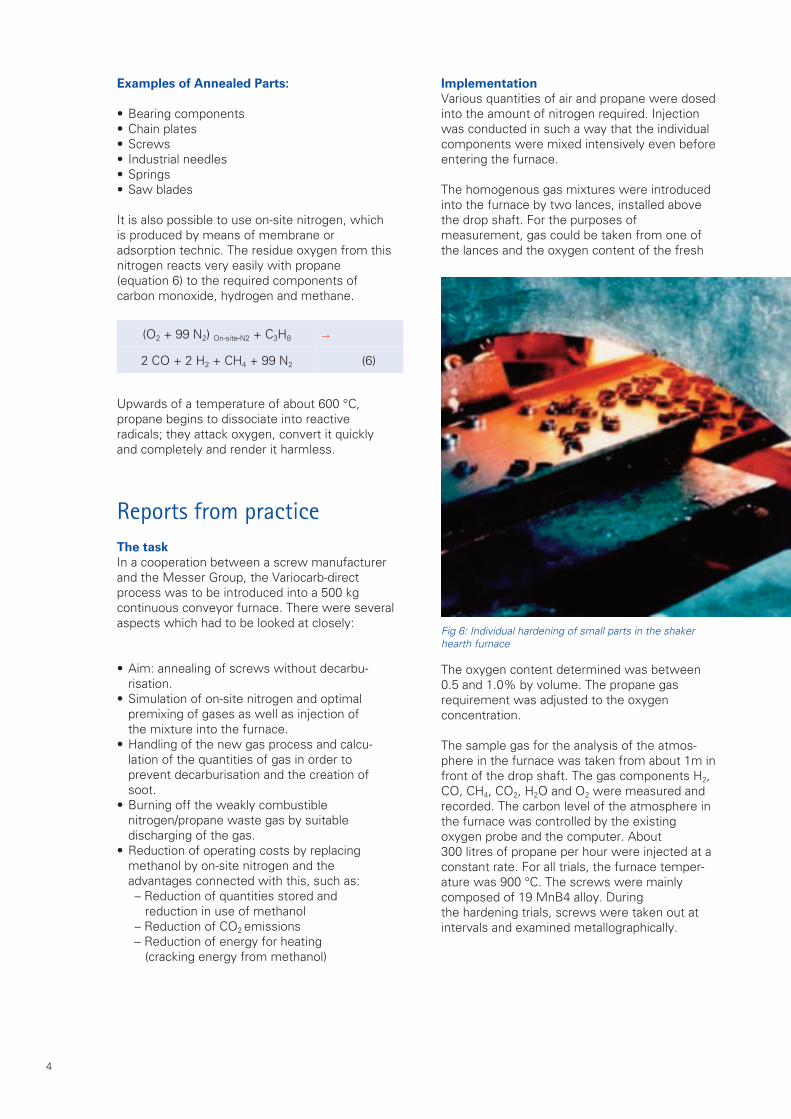
The homogenous gas mixtures were introducedinto the furnace by two lances, installed abovethe drop shaft. For the purposes ofmeasurement, gas could be taken from one ofthe lances and the oxygen content of the fresh
Fig 6: Individual hardening of small parts in the shakerhearth furnace
4

Continuous furnace N2-Demand Methanol Cracked gas Total flow rate Propanem³/h l/h m³/h m³/h l/h
Conventional 2 mal 8 2 mal 4 14 30 0
On-site-N2 2 mal 15 0 0 30 300
Table 1 shows the comparison between theoptimised and the previously used quantitiesof gas.
ResultsAll screws which were hardened in a simulationinvolving on-site nitrogen and propane in thecontinuous conveyor furnace demon-strated no differences in quality; they arecomparable to screws which have been treatedusing nitrogen and methanol. The strengthproperties required as well as the surface carboncontent corresponded to the norm and oxideswere not found. Practical tests bear out the valueof the Variocarb-direct process: methanol can besubstituted by nitrogen and propane.
SavingsDue to the changeover to a comparatively cheapnitrogen/propane gas mixtures with a monthlypro-duction time of 720 hours, around 5760 l ofmethanol can be saved. This is substituted by10,800 m³ of nitrogen and 215 m³ of propane.The saving and the investment for a newmethanol tank lead to a considerable reductionin costs and increase in productivity.
Conclusion:With sufficiently high temperatures such as areused when hardening steel, no expensiveengineering is necessary to produce a carbon -neutral atmosphere in the furnace. In fact, theVariocarb-direct process patented by the MesserGroup and based on the use of nitrogen-propanemixtures is sufficient. The requirements-based adaption of the measuring and controlsystem makes it possible to dose the propanegas optimally. The replacement of Endogasresults in a cost saving, the amount of which canvary from case to case.
Technical advice on and implementation of direct gas injection is undertaken with thesupport of the Messer Group GmbH.
Fig. 7: Hardened screws leave the oil bath.
Table 1 Quantities of gas used before and after changing over to nitrogen and propane
5

You work in industry as an applications expert andhave specific questions on this article?
Please contact:
Hans-Peter SchmidtTechnology Manager MetallurgyMesser Group GmbHGahlingspfad 31D-47803 KrefeldTel.: +49 2151 7811-233Fax: +49 2151 [email protected]
You are a journalist or are interested in furtherinformation about our company?
Please contact:
Diana BussHead of Corporate CommunicationsMesser Group GmbHGahlingspfad 31D-47803 KrefeldTel.: +49 2151 7811-251Fax: +49 2151 [email protected]
Günter WagendorferTechnology Manager MetallurgyMesser Austria GmbHIndustriestrasse 5A-2352 GumpolskirchenTel.: +49 50 603 313Fax: +49 50 603 388Gü[email protected]
Messer Group GmbHGahlingspfad 31
47803 KrefeldTel. +49 2151 7811-0
Fax +49 2151 [email protected]
www.messergroup.com