prince william county service authority · local prince william county landfill mou ... alternate...
TRANSCRIPT

Maureen O’Shaughnessy Prince William County Service Authority

Overview Facility Description
Operational Flexibility Liquids: Nitrogen Removal Power Solids
Summary

H.L. MooneyAdvanced Water Reclamation Facility (AWRF)
Preaeration
Featherstone Pump
Station
NeabscoPump
Station
Odor Control
Screening & Grit Removal
Equalization Basins
Activated Sludge
Nitrogen Removal
Denitrification/ Final Filters
Ultraviolet Irradiation
Cascade Aeration
Fluidized Bed
Incinerator
Ash Settling Drying
Effluent toNeabsco
Creek
Centrifuge Dewatering
Secondary Clarifiers
Gravity Thickenin
g
Sludge Holding
Primary Clarifiers
CEPT
RASFerric Lime
MeOH
1/28/2015
Polymer
Lime
Polymer
To Atmosphere
Hypochlorite
Landfill
Ash
Landfill

H.L. Mooney Plant
Solids Incineration
Biological Treatment
UV
Cascade Aeration
Primary Settling
Screens and GritAsh Flow
Equalization
FiltersFilters

HL Mooney AWRFRecent Changes
Expansion from 18 to 24 MGD
Enhanced Nutrient Removal Total effluent nitrogen from 8 to 3 mg/L (Annual) Total P remains at 0.18 mg/L (Monthly) Lower QL for CBOD5 2 mg/L
MACT Sewage Sludge Incinerator (SSI) Rule Mercury and Cadmium

Upgrades to achieve 24 mgd and Regulatory Requirements
New Screens and Grit removal
New step-feed BNR basins & secondary clarifiers
Denitrification filter expansion and methanol addition automation
Gravity thickener expansion
Dewatering expansion – 3rd centrifuge & pump
Chemical systems for nutrient removal
Electrical upgrades
Control upgrades – new Supervisory Control and Data Acquisition (SCADA)
Incinerator New Mercury Scrubber and WESP

Defining Flexibility of Design “Designs that can adapt when external changes occur”
Wikapedia for Engineering Flexibility
“Flexibility is a complex, multidimensional concept that refers to an organization's ability to respond to uncertainty in its environment. “
De Groote X. The flexibility of production processes: a general framework. Management Science. 1994;40(7):933–945
Operational flexibility is “…the ability to change or react with little penalty in time, effort, cost or performance.”
Upton DM. The Management of Manufacturing Flexibility. Calif Manage Rev Win. 1994;36(2):72–89.

Flexible and RobustFlexibility
Ability to respond to change by taking appropriate action (Mandelbaum, 1978)
Modular capacity
Designs that can adapt to external changes
Thought to have lower present cost, however adding flexibility can increase present cost.
Robustness The innate capacity to function
well in more than one state (Mandelbaum, 1978)
Large, reserve capacity
Designs that endure external changes.
Thought to have higher present cost and lower future cost
“Prevention rather than cure”
Increase System Robustness by containing Flexible elements

Liquids Treatment
Biological Treatment
Filters

H.L. Mooney ENR Process
Return Activated Sludge
Waste Activated Sludge to Gravity
Thickeners
Process Air
Aerobic Zones 5 –
9
Aerobic Zone 10
Aer. Zone 12
Primary Effluent
Swing Zone 4
Anoxic Zones 1-
3
Swing Zone 11
Internal Nitrate Recycle
Lime
Methanol
Return Activated Sludge
Waste Activated Sludge to Gravity
Thickeners
Process Air
Aerobic Zones 5 –
9
Aerobic Zone 10
Aer. Zone 12
Primary Effluent
Swing Zone 4
Anoxic Zones 1-
3
Swing Zone 11
Internal Nitrate Recycle
Lime
Methanol
1) 4-Stage Bardenpho – Effluent TN < 3 mg/L
2) MLE Process - Effluent TN < 8 mg/L
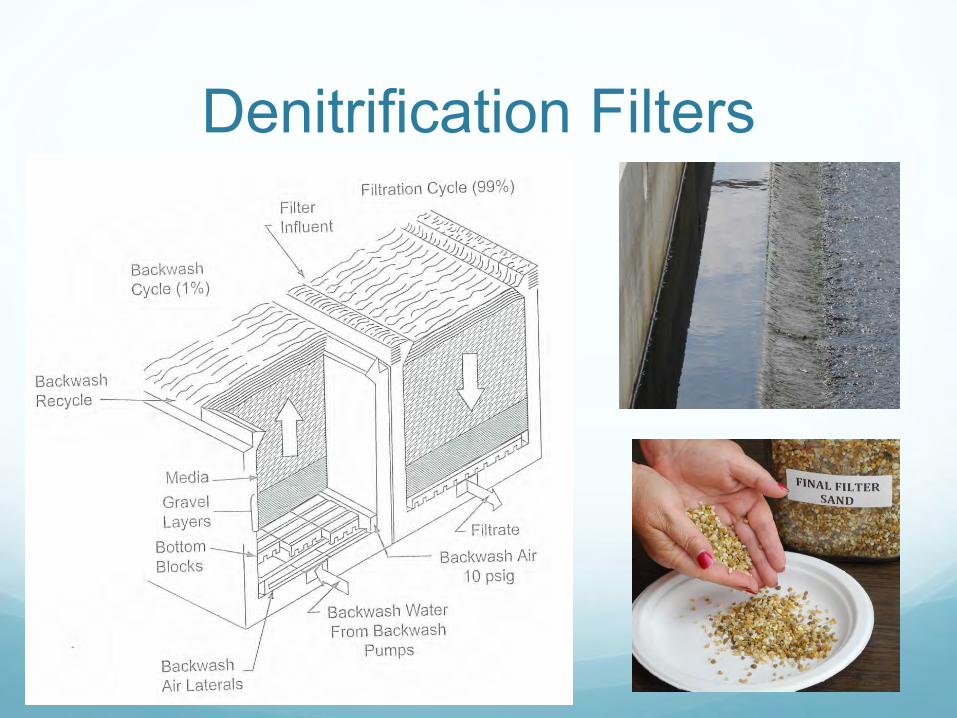
Denitrification Filters

Denitrification Filters1) Denitrification Filter:
– with methanol2) Conventional Filter
- without methanol
Two ChemScan units- Operate side by side- Reduce risk:
- Methanol overdose- Permit violation- CBOD5 QL 2 mg/L

Liquids Operational FlexibilityDesign Conditions: 24 mgdMLE + Denitrification Filters
Current Operating Conditions: 4-stage Bardenpho + Conventional Filters- Simpler to operate one control point for nitrogen- Reduces risk of permit violation due to
methanol overdose- Simpler filter operation

Liquids Treatment – Test Train
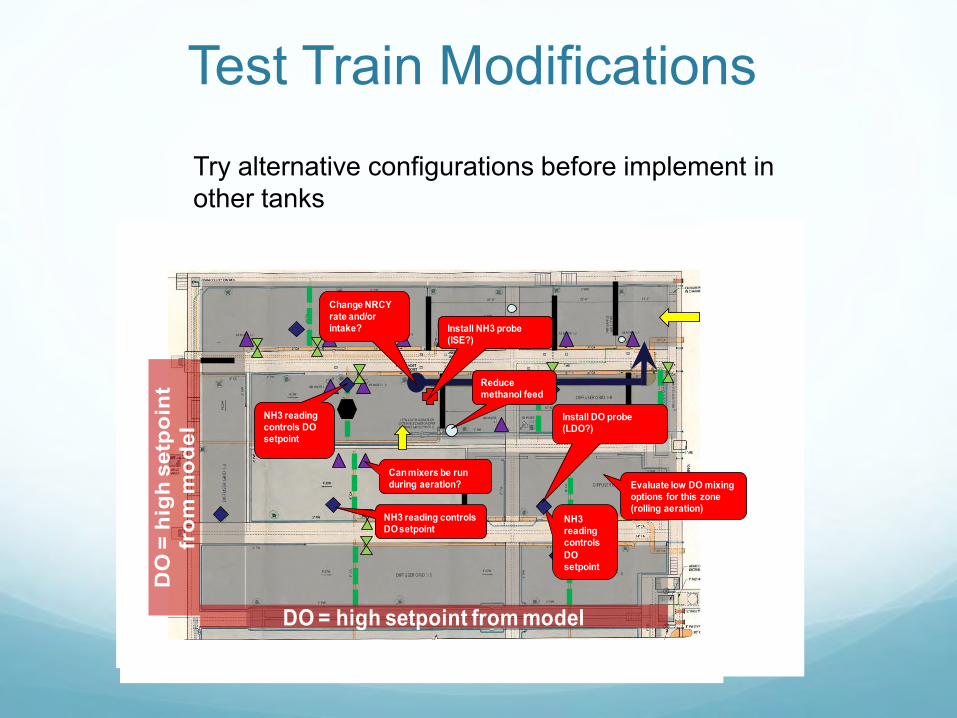
Test Train ModificationsD
O =
hig
h se
tpoi
ntfr
om m
odel
DO = high setpoint from model
Install NH3 probe (ISE?)
NH3 reading controls DO setpoint
NH3 reading controls DO setpoint
NH3 reading controls DO setpoint
Can mixers be run during aeration? Evaluate low DO mixing
options for this zone (rolling aeration)
Install DO probe (LDO?)
Reduce methanol feed
Change NRCY rate and/or intake?
Try alternative configurations before implement in other tanks

Stand-by Generators2.5 MW each
2 diesel generators each can operate plant
2 power feeds into the plant from separate substations
A third generator for UV Disinfection
Note: both feeds have been lost and generators were needed!
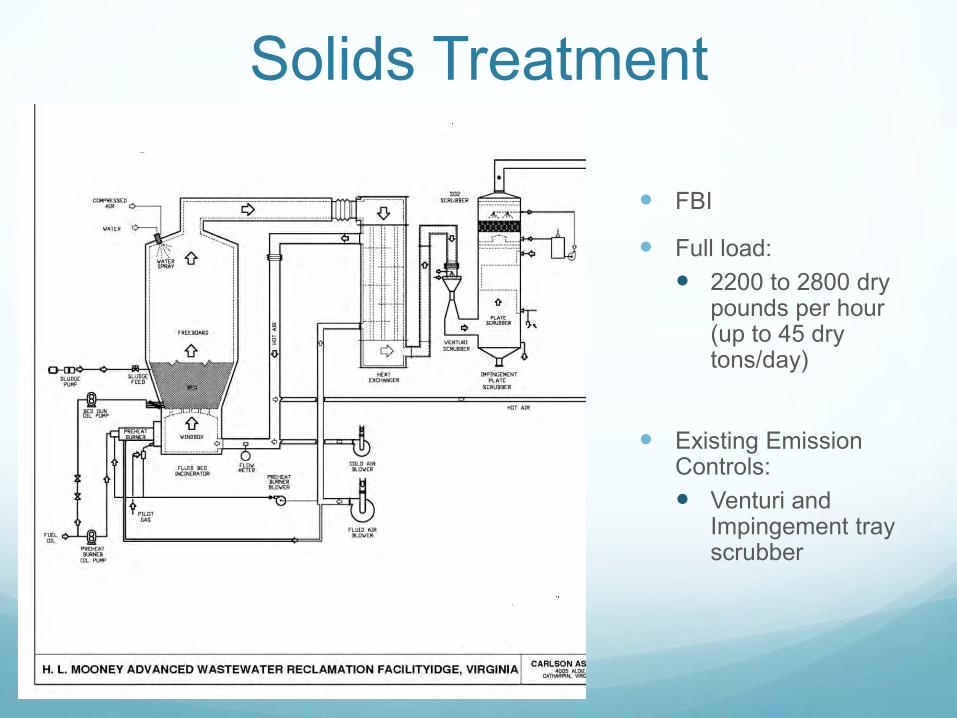
FBI
Full load: 2200 to 2800 dry
pounds per hour (up to 45 dry tons/day)
Existing Emission Controls: Venturi and
Impingement tray scrubber
Solids Treatment

WESP (Cd)
Caustic Addition(SO2)
Mercury Scrubber
Ammonia(NOx) not installed
Solids Treatment Upgrade for MACT SSI

Biosolids ChangesBTU/lb increasing - capacity

Solids Flexibility – FBI Backup FBI down for maintenance ~1 month/year
2011 – Landfills rejected hauled dewatered cake due to ODORS
Approach: Expanded Options for Solids
Regulatory: Added land application of lime stabilized solids to our VPDES permit by piloting a Bioset Lime Stabilization Unit
External Options: Added more destinations to reduce reliance on large landfills Off-site incineration at Hopewell Regional Facility Local Prince William County Landfill MOU Discussions with local composting facilities

H.L. Mooney AWRF Solids Management
Incineration
Land Application
Off-site Incinerator
Landfill Disposal
Biosolids(Class B, Class A)
Ash (~90% wt reduction)
Dewatered Cake
Lime Stabilization
Other Process? (future evaluation)
Centrifuge Dewatering
Current Incinerator Back-up
Alternate Incinerator Back-up

Summary
Regulatory and capacity changes lead to 12 years of construction projects affecting all aspects of the plant.
Implemented flexible operational strategy: Uncertainty in regulatory environment Uncertainty in flows, loads, rate of growth
Expanded solids options in permit and building a “menu” of destinations. Uncertainty in future regulations affecting incineration Many options increase reliability beyond that of individual
off-site destinations
