prÁcticas recomendabas para mejorar la …infohouse.p2ric.org/ref/20/19243.pdf · en la industria...
TRANSCRIPT

CONAM
PRÁCTICAS RECOMENDAbASPARA MEJORAR LA EFICIENCIA
bE LOS PROCESOS EN LAINDUSTRIA DE HARINA bE
PESCA00
G U Í A T É C N I C A
Auspiciada por:Proyecto SMREM (CONAM-USAID) “6estión Sostenible del Ambiente y los RecursosNalurales”Ewironment4l Pollution Prevention Project-EP3Ministerio de Pesquería
1

1
-.
-1
‘.
-.
;
INCREMENTO DE GANANCIAS Y REDUCCIÓNDE RESIDUOS
EN LA INDUSTRIA DE HARINA DE PESCADOMEDIANTE PRÁCTICAS DE MANEJO
PREVENTIVO
Preparado por The Environmental Pollution Prevention Project-EP31530 Wilson Boulevard, Suite 900Arlington, Virginia 22209-2406, USATel. + 703 351 0300Fax + 703 351 6166
En colaboración con:
P
Jan Mueller-VollmerAnthony P. BimboFreddy Basureo ZeballosLuis Egocheaga Young
En coordinación con el Consejo Nacional del Ambiente, CONAMAv. San Borja Norte 226, Lima, PERÚTel. 51102255370Fax. 51102255369 - 51102254123
2

ÍNDICE
CAPÍTULO 1Introducción
CAPÍTULO 2.
- Principios científicos y técnicos clave en el procesamientode harina de pescado
-CAPÍTULO 3Preservación de la calidad de la materia prima 28
CAPÍTULO 4- Agua de bombeo y descarga de pescado 36
CAPÍTULO 5Sanguaza
03
09
62
.--CAPÍTULO 6Agua de cola 68
CAPÍTULO 7-. Minimización de emisiones gaseosas 74
CAPÍTULO 8Establecimiento de un Sistema de Gestión Ambiental (SGA) 81

CAPÍTULO 1.
Introducción.
En el Perú, la industria de harina de pescado es la segunda más grande después dela minería. Aproximadamente 130 plantas harineras cubren la línea costera peruana,procesando hasta 10 millones de toneladas de pescado en un buen año que seexportan casi en su totalidad. Los productores de harina están asimismo entre losprincipales generadores de residuos orgánicos en las zonas costeras peruanas.
Elevados volúmenes o concentraciones de residuos orgánicos vertidos al ambienteconllevan al deterioro de la salud pública y de los recursos naturales y puedenobstaculizar el potencial de crecimiento de largo plazo de un país. El Banco Mundial,la FAO y las organizaciones ambientales han venido ejerciendo creciente presiónsobre el Perú para que utilice sus recursos pesqueros de una manera más sostenible.Más aún, algunas compañías Europeas han estado considerando limitar SUS comprasde pescado sólo a aquellos países que practiquen una gestión sostenible de susrecursos pesqueros.
Estas presiones han inducido a los industriales harineros peruanos a esforzarsecada vez más para optimizar la eficiencia de sus procesos en sus plantas. Desde1995, el CONAM y USAID, bajo el ámbito de SENREM, “Gestión Sostenible delAmbiente y los Recursos Naturales”, han apoyado el Proyecto’ Paracas, destinadoa mejorar la eficiencia y calidad de los procesos de producción de harina depescado, ayudando a industriales harineros peruanos a aplicar técnicas deprevención de la contaminación. El Proyecto ha alentado investigaciones del procesoproductivo como un medio de reducir la generación de residuos, en contraste conlas aproximaciones tipo “fin de tubo”, tales como sistemas de ‘tratamiento de aguasresiduales y emisores submarinos. El enfoque del proyecto ha sido prevenir orecuperar productos valiosos de los ef luentes que incrementen la rentabilidad dela cotipañía y a la vez reduzcan la emisión de residuos. El proyecto es un esfuerzocooperativo entre el CONAM, USAID y varias organizaciones peruanas que incluyea la Sociedad Nacional De Pesquería y la Sociedad Peruana de Derecho Ambiental.
Esta guía se basa, en parte, el trabajo completado para el Proyecto Paracas.
3

1. Objetivo de la Guía.
El principal objetivo de esta guía es compartir los resultados del proyectoUSAID/Paracas que se enfocó en reducir la generacitin de residuos mediante unamejora de las eficiencias de proceso en las plantas harineras a la industria harinerade pescado del Perú. Un segundo objetivo es proporcionar una aproximaciónsistemática a la administración ambiental que se puede aplicar a la industriaharinera, un Sistema de Gestión Ambiental (SGA).
Para llegar a cifras que comprendan a toda la industria, se han extrapoladopromedios y rangos de datos colectados en Paracas, al resto de la industriaharinera peruana. Si bien es cierto que cada fábrica es diferente, también lo esque todas las fábricas en el Perú tendrán al menos algunas oportunidades parareducir la generación de residuos y de recuperar productos valiosos al mismotiempo. Los cálculos mostrados en esta guía son para el uso de los gerentes ypropietarios de plantas, a quienes les gustaría repetirlos usando sus propiasasunciones y fuentes de datos.
1.1 Tendencias económicas en la industria de harina y aceite de pescado.
Los desembarques de pescado y mariscos exceden hoy las 110 millones de toneladasmétricas por año. Aunque los datos parecen indicar que los desembarques estánaumentando a una tasa anual de cerca del 8.5%, los incrementos recientes se debenrealmente al crecimiento de la acuicultura, que está teniendo una tasa sostenida decrecimiento- anual del lo%, mientras que las capturas de los océanos hanpermanecido estables. El pescado usado para la producción de harina y aceite seha mantenido constante en cerca del 25-30% de la captura mundial. La poblaciónmundial consume en promedio cerca de 13 kg de pescado per capita por año. Estosdos factores contribuyen al aumento del consumo de pescado.En primer lugar, cadavez mayor número de personas que prefieren pescado a otras fuentes de proteínapueden adquirirlo, incrementando cada vez más la demanda de pescado. Estatendencia está ejerciendo creciente presión sobre las especies pelágicas, usadastradicionalmente para hacer harina para ser convertidas en alimento antes que eninsumo. Se espera entonces que los precios de la materia prima aumenten a medidaque cada vez más las capturas que tradicionalmente se usaban para hacer harinasusen para consumo directo. Asimismo, los fabricantes necesitarán enfatizar laeficiencia de los procesos del pescado disponible para optimar rendimientos.

Perú y Chile producen el 4550% de la harina de pescado y el 35-50% del aceite depescado en el mundo. Por el Fenómeno de “El Niño” se espera que la producción de1993 sea cerca de sólo el 34% de 1997. LOS precios de harina y aceite sonactualmente los más altos de la historia, sugiriendo que la harina y el aceite se handesplazado del sector de materias primas hacia mercados especializados. Laspresiones de grupos ambientalistas preocupados por la sostenibilidad de losrecursos, de las preocupaciones sanitarias relativas a los ácidos grasos yparcialmente las grasas hidrogenadas y el potencial beneficio a la salud de losácidos grasos omega 3 en el aceite de pescado, han colocado a la industria harineray de aceite en un estado de transición. Al parecer la acuicultura es el único mercadoque está dispuesto a pagar el elevado precio de la harina. China, Japón y Taiwan sonlos principales mercados de harina para acuicultura, mientras que Asia, Noruega yEEUU, y el consumo doméstico en Perú y Chile, son los principales mercados parael aceite de pescado. Se desconoce qué efecto tendrá la crisis económica asiáticaen el consumo de harina y aceite de pescado en el crecimiento de la acuicultura.
Si la harina y el aceite se están desplazando al escenario de especialidades,entonces los productores de la harina tradicional FAQ se verán enfrentados atomar algunas decisiones muy serias respecto a qué tipo de harina suministrar. Sólola acuicultura ha demostrado su voluntad de pagar los elevados precios por harinade mayor calidad. Los productos especiales requieren materia prima fresca ytécnicas de proceso especializadas que retengan todos los nutrientes críticos quese requieren en los mercados de acuicultura. Otros clientes no tienen preferenciaspor harinas de alta calidad por encima de FAQ. Si bien es cierto que habránmercados para los productos FAQ, el diferencial entre FAQ y las harinasespeciales probablemente se expandirá con el tiempo. En cualquier escenario, lamejora de rendimientos y la preservación de la calidad de la materia prima setornará extremadamente importante en el futuro.
Con el fin de mantener el suministro de pesca comestible para la crecientepoblación, la acuicultura debe continuar creciendo a una tasa anual del 10% o más.Los principales productores acuícolas están en Asia: China es el país dominante enel mundo. Los mercados de harina y aceite se están desplazando de sus nichostradicionales de uso para avicultura e hidrogenación. Se predice que el 2010, el 43%de la harina mundial y el 75% del aceite de pescado del mundo irá a los mercadosde acuicultura. Al salmón, la trucha, los langostinos y las anguilas se les unirán lacarpa y los meros como especies futuras que utilizarán harina y aceite. Esta

1
.
demanda presionará a IOS productores para continuar con las mejoras en su calidad.El continuado incremento de IOS precios presionará a los usuarios para experimentarcon ingredientes alternativos que resultará en algunas sustituciones. En el futurocercano, las granjas de aves y porcinos probablemente continuarán usando harinay definirán el precio de la FAQ, mientras que los precios de aceite permaneceráncercanos a los de los aceites vegetales.
1.2 Motivadores para la mejora ambiental en la industria harinera.
Esta sección describe los factores internos y externos que fuerzan a losfabricantes de harina en el Perú a mejorar SU productividad y desempeño ambiental.Incorporar consideraciones ambientales en una instalación productora de harina depescado puede:
[;2J Ahorrar materia prima y energía e incrementar la producción mediante lamejora de la eficiencia del proceso;
I3 Ayudar a la compañía a cumplir con las regulaciones ambientales nacionales; y
IZI Mejorar la competitividad de la compañía en el mercado internacional.
Los fabricantes de harina están comenzando a ver la gestión ambiental como unasunto estratégico antes que uno de cumplimiento forzado de normas. La industriase esta dando cuenta ahora que para permanecer competitiva, necesita integrarconsideraciones ambientales y de eficiencia de procesos en su planeamientoempresarial de largo plazo.
Los siguientes factores comerciales pueden convertirse en cada vez másimportantes influencias en la manufactura de harina de pescado.
1.2.1 Eficiencia de procesos.
Los efluentes líquidos vertidos por la industria harinera son el resultado deun uso incompleto de la materia prima. En teoría, todas las partes de laanchoveta o sardina pueden producir harina de alta calidad y comercial,pero tradicionalmente la tecnología usada para procesar el pescado en elPerú ha tenido ineficiencias incorporadas desde su concepción. Existe unavariedad de oportunidades para que la industria harinera peruana aumente
.
. .
6

- 1:I :a -
-8I
-_ a .-l .;lm ---_1 --l .;
_- 1 .
su rentabilidad y reduzca su descarga de residuos orgánicos aI usar sumateria prima de manera completa.
Se ha estimado que desde 1950 a la fecha, la industria harinera peruana haperdido cerca de 6.5 millones de toneladas métricas por ineficiencias deprocesamiento, o lo que es lo mismo, cerca de US$3 mil millones (la basepara estas cifras se reporta en secciones posteriores de esta guía). Estopodría equivaler a cerca de US 150 millones por año para la industria.
1.2.2 Regulaciones y leyes ambientales.
El Ministerio de Pesquería está en el proceso de promulgar una nuevaregulación que promovería mejoras en la eficiencia de procesos y entecnologías como la base para un mejor desempeño ambiental. Además, losPAMA jugarán un papel creciente en lograr mejoras en el desempeñoambiental de la industria. Esto requiere que los fabricantes conduzcanauditorías ambientales de sus operaciones para proponer planes paramejoras y cumplir las normas ambientales dentro de determinados períodoslegales, y, luego de la aprobación del plan, su implementación, monitoreo yreporte de resultados regulares.
1.2.3 Presiones de mercado.
Se manifiestan en varias dimensiones:
Creciente aceptación de Estándares Ambientales Internacionales.
El uso de estándares voluntarios para relaciones comerciales se estádifundiendo cada vez más. La Organización Mundial del Comercio favoreceoficialmente la aplicación de estándares en sus’ acuerdos acerca deBarreras Técnicas al Comercio. Los estándares 150 14000 y el másexigente sistema Europeo de Eco-Management and Audit Scheme (EMAS),junto con los estándares de control de calidad tales como HACCP hanestablecido requerimientos básicos para contar con sistemas de gestión decalidad y ambientales efectivos. Aunque ISO 14000 y HACCP sonvoluntarios, las presiones de mercado alientan las certificaciones, ya queestas son una manera en que la compañía muestre que tiene un sistemaorientado a lograr estándares ambientales y de calidad. Dado que IOS

f :1 ’l *
I -I -< -I3 -1
;
i :
i -
fabricantes peruanos de harina están orientados a la exportación,eventualmente podrían verse afectados por estos estándares. EEUU,
Europa, Canadá y Japón serán probablemente las primeras naciones querequieran que la harina importada de Perú venga de fábricas que cumplancon ciertos estándares. China, el cliente más grande del Perú,probablemente no requerirá tales estándares en el futuro cercano, pero suempeño en jugar un mayor rol en la OMC sugiere que se está moviendo enuna dirección en donde tales estándares pueden jugar un mayor rol.
Requerimientos de besempeño Ambiental de Acuerdos de LibreComercio.
Los bloques comerciales en Sudamérica están abordando cada vez más lostemas ambientales. Un acuerdo comercial importante en Sudamérica es elPacto Andino, que incluye a Bolivia, Colombia, Perú y Venezuela. Muchospaíses suramericanos han concluido acuerdos bilaterales con EEUU y otrasnaciones desarrolladas. Muchos de estos acuerdos imponen estándares dedesempeño ambiental a los exportadores suramericanos.
Creciente Conciencia Pública de Asuntos Ambientales.
La industria harinera es vista frecuentemente de manera negativa por laopinión pública, particularmente en áreas cercanas a las fábricas. Lascompañías que demuestren mediante su mejora ambiental que se están autoregulando y que son ciudadanos corporativos ambientalmente responsablesmejorarán su imagen pública y su perfil de negocios en general.
1-.8

2 . principios científicos e ingenieriles clave en el procesamiento de harinade pescado.
En este capítulo reV¡SaremOS loS principios científicos e ingenieriies básicos que seaplican en la industria de harina de pescado peruana, enfatizando los aspectos queson importantes desde el punto de vista de eficiencia de procesos y reducción deresiduos. Estos pueden dividirse en cuatro áreas: {TC \Il “3
PI Calidad de materia prima0 Identificación y caracterización de los principales efluentes.a Muestreo y pruebasI3 Relaciones críticas y asunciones críticas
Las plantas de harina que busquen elevar SU productividad y reducir la generaciónde residuos se beneficiarán logrando un mejor entendimiento de éstos aspectos ensus propias instalaciones.
2.1 Calidad de materia prima.
La calidad de la materia prima puede influir en la producción (eficiencia deprocesos) a través de varios mecanismos y en muchos aspectos del proceso de laproducción. Estos pueden incluir:{TC \l3 “2.1 Raw Material QuahyRaw material quality can inf luence product yield(processing efficiency) through varíous mechanisms and in severa1 aspects of theproduction process.}IZJ Reducciones de la cantidad de producto final (rendimiento).IZI Incremento del costo de producción.IZI Problemas de polución exagerados.lZl Baja calidad de productos.
Un pescado de mala calidad tiende a licuarse, resultando en pérdidas derendimiento en la bodega, en el agua de bombeo, en la sanguaza y en el agua de cola(si ésta no es evaporada). Esto disminuye el rendimiento e incrementa el volumende materia prima desperdiciada en los ef luentes. La calidad de los productos finaleses también vulnerable por la calidad de la materia prima, puesto que se obtendráun producto final de calidad inferior que no podrá ser calificado como prime o de
9

alta calidad.
si el pescado está rancio y tiene un alto contenido de volátiles (TW y aminas), elagua de cola estará rancia y el concentrado añadido a la torta de prensa reduciráaun más la calidad de la harina de pescado. También, estos volátiles ingresarán alcondensado y cuando se seque la torta de prensa los volátiles en el pescado sedescargarán a la atmósfera diseminando mal olor. Por ello, la frescura del pescadose puede ver como la primera línea de defensa para aumentar rendimiento y reducirresiduos.
2.2 Principales efluentes en la industria harinera de pescado.
Existen tres principales efluentes líquidos generados en el proceso de producciónde harina de pescado: agua de bombeo, sanguaza y agua de cola. El agua de bombeoes un efluente cuyas características en las pesquerías sudamericanas son únicasdebido a lo somero de su línea costera. Por ésta razón, el asunto de las pérdidasde materia prima en el agua de bombeo no ha sido abordado sistemáticamente enla industria internacional. La sanguaza y el agua de cola son generadas en las plantasen todo el mundo y las técnicas de recuperación de ellas están mejor desarrolladas.
2.3 Agua de bombeo.
Cuando las embarcaciones arriban a las estaciones de descarga, la materia prima esbombeada hacia las fábricas por medio de bombas húmedas que han sido diseñadasespecíficamente para as condiciones peruanas, esto es, distancias de hasta 1,500metros con cargas hidráulicas de hasta 15 metros y enormes volúmenes (200 m) enperíodos cortos para que las embarcaciones regresen a los lugares de pesca. Cuandoestas bombas fueron instaladas, la relación agua: pescado no se considerabaimportante porque se descargaba de regreso por rebose; el principal criterio erala velocidad de descarga. La operación de descarga puede dañar al pescadoocasionando que el rebose arrastre sólidos y aceite consigo. Ahora, si existe unagran concentración de fábricas junto a un mismo y reducido cuerpo de agua (puertoo bahía) entonces el nivel de contaminación en esta bahía puede ser detrimentalpara el ecosistema. De hecho, cuando varias fábricas vecinas están descargando almismo tiempo, entonces existen enormes posibilidades de que algunas plantas esténusando el efluente del vecino para descargar su pescado. Una cantidad de efluentesde tal magnitud puede conducir a una contaminación por salmonella o de algún otrotipo del agua que entra a la fábrica junto con el pescado.
10

CUÁNDO LA MATERIA PRIMA sE OETERIORA:
PI SE REDUCE EL RENDIMIENTO
IZI AUMENTAN LOS COSTOS DE PROBUCCION
IZI sE CONTAMINA EL AMBIENTE
IizI LOS PRODU.CTOs TIENEN MENOR CALIDAD
11

2.4 Sanguaza.
La sanguaza se produce a bordo de las embarcaciones cuando la captura se almacenadurante el viaje de retorno a la fábrica y también cuando se ha descargado a lapozas de almacenamiento en las mismas fábricas.
La sanguaza es el resultado de la acción bacteria1 y la autólisis (auto digestión) delas enzimas existentes en el estómago del pescado y en 1.0 que éste haya ingerido.Esta reacción aumenta con la temperatura del pescado almacenado y comoresultado, tanto proteína como aceite son perdidos en la sanguaza.
Una vez que el pescado llega a las pozas de almacenamiento, continúa el proceso dedeterioro. La sanguaza es exudada por la presión a la que está el pescado duranteel almacenamiento. Si la sanguaza producida no fuera exudada del pescado,aceleraría la descomposición y produciría más sanguaza, ocasionando que los líquidos(aceite y agua con sólidos) lixivien fuera del pescado. Si no es procesado, se pierdeun producto valioso en la sanguaza.
Investigaciones en Chile indican que los sólidos en la sanguaza aumentan de 5%luego de una hora de almacenamiento a 14.5% luego de 21.5 horas dealmacenamiento. Un reporte escandinavo estima que las pérdidas en sanguazapueden llegar a cerca del lo-15% del peso original de la materia prima.
-
13
REPORTE CHILENO
Ff SÓLIDOS EN SANGUAZAAUMENTAN DE 5% DESPUÉS DE 1HORA A 14.5% DESPUÉS DE 21.5HORAS DE ALMACENAMIENTO.
REPORTE ESCANDINAVO
a PÉRDIDAS EN SANGUAZA PUEDENLLEGAR A 10.15% DEL PESO DELA MATERIA PRIMA
14

2.5 Agua de cola.
EI agua de cola es generada como un subproducto de la prensa. SU volumen ycontenido comba con la condkión y tiempo del pescado. A medida que este tiene
mayor tiempo de captura, mayor será la cantidad de proteína Y aceite que se liberenal agua de cola durante el prensado.
El agua de cola puede representar hasta un 60% del peso de la materia prima si elpescado es fresco y aún más si éste no lo es tanto.
si el agua de cola no es procesada para recuperar los sólidos y aceite que contieneentonces se estará perdiendo un producto valioso y además el volumen del efluentedesde la fábrica puede colmar al cuerpo receptor de agua.
Además, una planta de agua de cola hace posible recuperar la fracción sanguaza dela materia prima.
2.3 Uso de procedimientos de muestreo y prueba apropiados para aumentarlas ganancias.
Cualquier materia prima que no es procesada en harina de pescado o aceite seráfinalmente descargada junto con los residuos. La identificación y caracterizaciónde los efluentes es el primer paso para comprender en donde están lasineficiencias en el proceso de producción. Esta información se puede usar junto conlas relaciones de producción para calcular las pérdidas de materia prima y lasoportunidades para aumentar la productividad y las ganancias.
Tradicionalmente, había poco interés en muestrear y probar los efluentes de lasplantas harineras en el Perú. El infrecuente muestreo que se llevaba a cabo seconfinaba a parámetro ambientales como DBO, DQO y sólidoi suspendidos. Si bien
es cierto que estos parámetros pueden ser útiles para evaluar impactosambientales, también es cierto que no ayudan a determinar las pérdidas de materiaprima. Como resultado de ello, se conocía muy poco acerca de la magnitud osignificado de las pérdidas de materia prima. Al inicio del Proyecto Paracas, elenfoque de las pruebas se desplazó hacia parámetros que pudieran ser útiles paracalcular las pérdidas de materia prima. Proteína y grasa crudas emergieron comolas opciones lógicas ya que es indiscutible que estos dos constituyentes se puedenconvertir en harina y aceite y entonces sería más fácil extrapolar hasta el producto
15

.
.- ;
-
/ :
/ --
-
1 ^.-’ :
-.j ‘;
y valor comercial finales. LOS resultados de pruebas para estos parámetros sonusados en subsiguientes discusiones en esta guía.
Tan importante como la selección de los parámetros apropiados es la selección dela técnica de muestreo. Los resultados de muestreos y pruebas son sClo igual debuenos como lo muestra que se ensaya y la técnico que se usa. Sin una buena técnicade muestreo y métodos analíticos confiables, no se pueden considerar confiablesa los resultados obtenidos. Paro establecer un perfil preciso del efluente, lasmuestras se deben tomar durante un períodos de tiempo suficiente (semanas),prestando atención a las variaciones en el proceso productivo que puedan causarvariaciones abruptas o ciclos en el perfil del efluente.
Adicionalmente, las técnicas analíticas de ensayo se deben verificar usandoduplicados, blancos y estándares conocidos. LOS duplicados se usan para partir unamuestra en dos y determinar si los resultados son consistentes. Los blancos se usanpara evitar sesgos que puedan surgir del conocimiento del origen o tiempo de unamuestra en particular. Los estándares conocidos también proporcionan unverificador de la precisión del laboratorio o equipo que lleva cabo el trabajo
2.4 Establecimiento de asunciones críticas para la industria harineraperuana.
Para estimar la pérdida de rendimiento, es necesario establecer ciertas asuncionesy relaciones .,clave que definan el proceso de producción de harina en el Perú.Algunas asunciones usadas en las secciones subsiguientes se listan a continuación.Estas sólo servirán para poder calcular y pueden variar de una planta a otra o deuna estación a otra.
Dicho esto, los autores han preferido errar en forma conservadora para evitarsobre estimaciones de pérdidas y potenciales aumentos de ganancias.
Estas asunciones se muestran a continuación en la Figura ll.
16

ASUNCIONES CRITICAS
PRECIO PROM. 5 AÑOS HAMBURGO HARINA US$SOO - $60 FLETE = US$440/TMPESCADOPRECIO PROM. 1 0 AÑOS HAMBURGO HARINA US$476 - $60 FLETE = US$416/TMPESCADO
PRECIO PROM.5 AÑOS ROTTERDAM ACEITE 5 US$442 - $60 FREIGHT = US$382/MTPRECIO PROM, 10 AÑOS ROTTERDAM ACEITE
US$371- $60 FREIGHT =US$311IMT
DESEMBARQUE PERUANO PROMEDIO 44 AÑOS 4,600,OOO TONS POR AÑO (PROMFDIO )
DESEMBARQUE PERUANO PROMEDIO 5 AÑOS 8,400,OOO TONS POR AÑO (PROMEDIO)
BOMBA HIDROSTAL REQUIERE 2:l RELACION AGUA A PESCADO
PROTEINA + ACEITE EN DESCARGA IGUALA A PRODUCTOS UTILIZABLES DEPESCADO
17

CONVERSION METRICA DE MG/L SOLIDOS SECOS A KG/TON DE PESCADOPROCESSED.
KG SOLIDOS SECOS=
TON METRICAS DE PESCADO PROCESADO
0:
ICOMPONENTE MUESTREADO EN MGIL
L 500KG DE SOLIDOS SECOS PERDIDOS
TON METRICAS DE PESCADO PROCESADO
~__- -~ ~SOLO BOMBA HUMEDA
19

hAG/L SOLIDOS/500 = KG SOLIDOS SECOS PERDIDOS POR TON DEPESCADO A UNA RELACION 21 DE AGUA APESCADO
MGIL SOLIDOS/1000 = KG SOLIDOS SECOS PERDIDOS POR TON DEPESCADO A UNA RELACION 1:l DE AGUA APESCADO
CONVERSION 5:l = MATERIA PRIMA A HARINA
KG SOLIDOS SECOS X 1.11 = KG HARINA A 10% HUMEDAD
KG HARINA X US$416 = VALOR DE LA HARINA
50 TONS POR HORA = PLANTA TIPICA DE HARINA DE 1 LINEA
2000 HORAS = TEMPORADA PROMEDIO EN PERU
21

-l200 kg solIdos
PESCADO 9 0 k g grasa
7 1 0 k g sgua
T O R T A D E P R E N S A
1 4 1 kg s o l i d o s
l l .34 kg grasa
2 0 0 k g SOlldoS
COCINADOR 9 0 kg gr.ra\
7 1 0 kg a g u a
L I C O R D E P R E N S A
2 0 1 .04 kQ s o l i d o s
1 4 . 0 7 k g graso
2 4 7 . 2 4 kQ aQ"a
0 . 6 7 k g g r a s a
2 4 kQ sgua
45.76 kg solidos
7 6 . 3 1 kQ grsr,
S O L U B L E S D E P E S C A D O 5 6 0 . 6 9 k g QrlSo
4 5 . 0 4 k g sohdos
2 . 0 6 k g QraSa 4 0 7 . 5 6 kg aguo
6 7 . 0 4 kQagua
1 9 9 . 7 9 kg vapor
B A L A N C E D E M A T E R I A D E L P R O C E S O D E R E D U C C I O N H U M E D O
22

l
.
~0s precios C&F Europa Occidental promedio para períodos de 5 y 10 años de harinaFAQ y aceite han sido corregidos con un factor de USD 60 de flete por tonelada.
Las capturas peruanas para periodos de 5 y 44 años se han cakulado como capturapromedio anual.
Se ha asumido que la bomba húmeda (Hidrostal) opera con una relación de agua opescado de 21, aunque ha habido reportes de relaciones de hasta 1O;l.
Para los propósitos de esta guía, se ha asumido que sólo la proteína y el aceite sonproductos potencialmente útiles. Esto nos permite ignorar el contenido de sol comoparte de los sólidos.
Se han desarrollado muchas fórmulas poro convertir los datos en toneladas depescado, toneladas de harina y en valor de la harina, Estas están mostradas en los
Figuras 12 y 13.
23

Los precios C&F Europa Occidental promedio poro períodos de 5 y 10 años de harinaFAQ y aceite han sido corregidos con un factor de USD 60 de flete por tonelada.
Los capturas peruanos poro periodos de 5 y 44 años se han calculado como capturopromedio anual.
Se ha asumido que lo bombo húmedo (Hidrostol) opero con uno relación de aguo opescado de 2:1, aunque ha habido reportes de relaciones de hasta 10~1.
Poro los propósitos de esto guía, se ha asumido que sólo lo proteína y el aceite sonproductos potencialmente útiles. Esto nos permite ignorar el contenido de sol comoporte de los sólidos.
Se han desarrollado muchos fórmulas poro convertir los datos en toneladas depescado, tonelodos de harina y en valor de lo horino. Estos están mostrados en losLos precios C&F Europa Occidental promedio poro períodos de 5 y 10 años de harinaFAQ y aceite han sido corregidos con un factor de USD 60 de flete por tonelodo.
Los capturas peruanos poro periodos de 5 y 44 años se han calculado como capturopromedio anual.
Se ho asumido que lo bombo húmedo (Hidrostol) opero con uno reloción de aguo opescado de 2~1, aunque ho habido reportes de relaciones de hosto 1O:l.
Poro los propósitos de esto guía, se ha asumido que sólo lo proteína y el aceite sonproductos potencialmente útiles. Esto nos permite ignorar el contenido de sol comoporte de los sólidos.
Se hon desarrollado muchos fórmulas poro convertir los datos en toneladas depescado, toneladas de harina y en valor de lo harina. Estos están mostrados en losFiguras 12 y 13.
24

CONVERSION AM-RICA DE MG/L DE S O U D O S S E C O S A KG/TON DEPESCADO PROCESADO
1 MG Sorbos SECOS 1 UiRO AGUA BOMBEO 1 KG SOLIDOS SECOS 1,000KG PESCADO 2 UG AGUA BOMBEO -.
X X XX
1 Ul-RO AGUA BOMBEO 1 KG AGUA BOMBEO 1,000,000 MG SOLIDOS SECOS 1TM PESCADO 1 KG PESCADO
KG SOKDOS SECOS=
TM DE PESCADO PROCESADO
COMPONENTE MUESTREADO EN MG/L= KG SOLIDOS SECOS PERDIDOS POR TM
DE PESCADO PROCESADO(SOL0 BOMBAHUMEDA)
500
CALCULOS PARA CONVERTIR MG/1 EN EL AGUA A TONS DE HARINA.
26

Para fines de comparación, se “inventó” una planta de tamaño típico. Si asumimos2000 horas por temporada de operación a una capacidad de 50 ton/hora obtenemosuna planta que procesa 100,000 toneladas métricas de pescado por temporada. LaFigura 14 nos muestra el respectivo balance de materia para tal planta típica. Estábasada en 1000 kg de pescado y asume que no hay pérdidas.
27
1
.
....,
CAPÍTULO 3
Introducción.
Una de las principales claves para prevenir la contaminación en la industria harineraes la preservación de la calidad de la materia prima (Figura 3). La calidad de lamateria prima afecta todas las etapas del proceso, desde el almacenamiento enbodega hasta la evaporación del agua de cola. Tan pronto como el pescado ha sidocapturado comienza a deteriorarse iniciando el proces’o de pérdida de rendimientoa bordo. Para cuando la pesca ha sido procesada, no solo se ha perdido productovalioso sino que la calidad del pescado que se va a procesar, también se ha reducido.Pérdida de rendimiento y reducción de calidad se igualan a un reducido valor de los
productos finales y mayores costos de producción. Menores rendimientos y calidadlo hacen a uno menos competente en un mercado que se está desplazando hacia lasharinas prime y super prime.
3.1 El efecto de la calidad sobre las pérdidas económicas.
El deterioro del pescado se puede medir de varias maneras. La manera más fáciles olerlo. El olor a malogrado se debe a unos compuestos que se forman cuando lasbacterias y los químicos en el pescado comienzan a descomponer las proteínas.También pueden incrementar los ácidos grasos libres en el aceite lo cual resulta enla generación de compuestos nitrogenados volátiles y aminas biogénicas. El amoniacoes uno de los principales compuestos nitrogenados volátiles y la histamina es una delas principales aminas biogénicas cuando se descompone pescado. Los compuestonitrogenádos volátiles se miden usualmente como Nitrógeno Volátil Total (TVN). Elanálisis de las aminas biogénicas es más complicado y requiere instrumentoscostosos. Cuando se forman estos compuestos, salen del pescado y sontransferidos al agua de cola, sanguaza y a los condensados del evaporador y delsecador. Por cada aumento de 100 unidades TVN, la correbpondiente pérdida deproteína en el pescado es de 0.625%. El pescado fresco debería tener un TVN de10 - 15 mg/100 g de pescado.
La investigación hecha en la industria pesquera de otros países indican que lapresión de cada capa de pescado en la bodega es una de las primeras causas deldeterioro del mismo. Mientras más pescado haya en la bodega más rápidamenteforzará al pescado a comprimirse y a perder líquido. Este líquido contiene enzimasque van a licuar aún más a la masa, iniciando un ciclo que produce aún más líquido. El
20

1r- . .G, I -
1 f<.
I --.
, I -. .
I -
r /:
I :\.C” i :.
! -. .
/ i -, ,.
c , :.
/ . .
.-P- .
/ _.-
r ”,
i
r- --
,- :
. .
deterioro aumenta Cuanto mayor sea la temperatura de almacenamiento y cuantomayor tiempo pase. Si bien IOS datos de otras especies como anguila de plata,arenque y sardina no se pueden relacionar directamente a la anchoveta, el principioes el mismo; cuando se almacena el pescado a altas temperaturas bajo presión,pierde líquido. Si este líquido no es recuperado, resultan rendimientos reducidos ycontaminación de las aguas circundantes.
Estudios noruegos con capelan mostraron enormes incrementos de TVN y FFA(ácidos grasos libres) cuando se almacenaba pescado a granel ( Tabla 3-l). Estudiosdaneses con arenque y caballa mostraron. que el contenido de aminas biogénicas(histamina, cadaverina, putrecina y espermidina) eran 2-20 veces más en pescadoa 10°C que a 20 “C. En otro estudio danés el contendido de TVN de arenque ybacalao chicos fue medido a tres temperaturas diferentes durante 2 semanas dealmacenamiento. Las temperaturas más bajas resultaron en mayores tiempos dealmacenamiento.
TABLA 3-lIncremento en TVN FFA de Capelan almacenado versus Tiempo
7Días Temperatura OC TNV (mg /lOOg) FFA en grasa
1 33 12 0.4
2 4 ll 0.7
3 4.3 16 0.9
4 6.1 58 1.4
5 7.3 86 2.1
6 7.9 103 2.4
7 8.4 118 3.4
8 8.8 134 5.4
9 9 151 5.8
10 9.1 157 7.5
11 9.1 202 9.2
12 9.2 202 9.2
29
_.---.--_.__________. -._p._------..--------.-_______ .__-

.
Reduciendo la temperatura de almacenamiento del pescado en salo 5-6 “c sereducirá la velocidad de las reacciones bIoquímIcas que causan el deterioro enun50% y se extenderá el tiempo de almacenamiento de la materia prima en un 100.
El pescado fresco perderá mucho menos sólidos hacia el agua de bombeo que elpescado malogrado. De hecho, por cada 100 mgA de proteína + grasa en el agua debombeo, una planta está perdiendo el equivalente de 0.22 kg de harina por toneladade pescado. El deterioro de la materia prima también se extiende al proceso enterode la fabricación de la harina.
Aunque no había información específica sobre pérdida durante almacenamiento paraanchoveta debido al deterioro de la materia prima, se ha reportado que paraarenque que por cada 5°C de aumento de temperatura la pérdida de rendimientodiaria se duplica. Trabajos hechos con sardinas mostraron un incremento de sólidosen la sanguaza de 1.6% a 11.4% en dos días a 15” C. Con pescado roto o cortes, elpeso de la sanguaza aumentó de 2.6% en seis horas a 5.06% en 24 horas y lossólidos perdidos aumentaron de 1% en seis horas a-1.75% en 24 horas. Estudios conbacalao, pez rojo y arenque compararon la pérdida de peso en 17 días a 3temperaturas diferentes. Estudios daneses con anguilas de playa indican que lapérdida de sólidos en la descarga de sanguaza de la bodega podía llegar a ser cercadel 3.5% del peso total del pescado. En Noruega, estudios con arenque y putnoruego almacenados a tres temperaturas diferentes mostraron pérdidas similaresen peso cuando la temperatura aumentaba.
3.2 Medidas para mejorar ganancias mediante mejoras en la calidad de lamateria prima.
3.2.1 Causas del deterioro.
Las bacterias están consideradas como la principal causa de deterioro delpescado. Ellas existen normalmente en el tracto, intestinal y agallas ycontribuyen a generar los olores amargos y desagradables característicosdel pescado malogrado. Las rupturas causadas por el bombeo del pescadoproducen un nutritivo caldo de cultivo para las bacterias. La pequeñacantidad inicial de las mismas extiende la vida de almacenamiento delpescado comparada con elevados cantidades de bacterias. Los procesadoresde pescado arriesgan una gran contaminación y la correspondiente pérdidade calidad cada vez que el pescado toca una superficie impura. Estassuperficies no tienen que aparentar estar sucias para contener grandes
30
-

cantidades de bacterias La madera sirve frecuentemente como reservoriode las mismas, particularmente aquellas que deterioran muy rápido elpescado. Debido - a SU naturaleza porosa, la madera no puede seradecuadamente limpiada. Contiene asimismo humedad, la cual es esencialpara la supervivencia de las bacterias. Por lo tanto, los objetos querutinariamente contactan al pescado deben estar hechos de plástico o metalresistente a la corrosión. Esto incluye las bodegas que se debe lavar ylimpiar entre cada descarga de pescado. El USO de agua contaminada delpuerto para descargar el pescado es otro problema. En algunas áreas, lasdescargas de una o más fábricas se puede succionar por otra fábrica paradescargar el pescado. La contaminación inicial se magnifica entonces entodo el proceso.
La clave para reducir el deterioro del pescado es minimizar la contaminaciónbacteriana y bajar la temperatura del pescado. También se deberíaminimizar el estrujamiento del pescado para que las enzimas no se libereny digieran las proteínas. La anchoveta presenta problemas cuando se tratade preservarla debido a su estructura delicada. Son pequeñas y suestomago revienta muy rápidamente luego de la captura y se comprimen muyfácilmente en las bodegas. Los dos métodos principales para preservarpescado a bordo para uso comestible o para hacer harina, son:
IZI hielo y enfriamiento, y0 preservación química
3.2.1 Hielo y enfriamiento.
El hielo y el enfriamiento se han aplicado ampliamente en la industriapesquera. Las temperaturas elevadas conducen a la descomposición poracción bacteria1 y enzimática lo que resulta en pérdidas de proteína y aceitey en reducción de la calidad. Hay muchas formas de usar el hielo: bloquesdesmenuzados, hojuelas, cubos, placas, cintas, tubos y otros. A partir dela amplia introducción de diversos tipos de producción de hielo hace más decuarenta años, ha habido numerosas preguntas acerca de la mejor forma depresentar el hielo. En la práctica, las diferencias son raramente de muchosignificado, especialmente desde el punto de vista de la preservación.Cualquier tipo de forma es buena. La capacidad de enfriamiento no dependede la forma. A veces enormes trozos de hielo pueden cortar el pescado.

--
.
.*l
1.
,.
. .
. .
1,
‘I
. .. .
_’
l -
Las escamas son menos densas y tienden a formar puentes y vacíos. Lasdensidades varían de acuerdo a la forma y por ello algunas parecenderretirse más rápido que otras. La densidad también puede afectar latasa de estiba. Peso a peso, el hielo en escamas ocupa más espacio que unbloque desmenuzado.
Cuando está hecho de agua limpia y almacenado y usado apropiadamente, elhielo tiene varias ventajas. Con una distribución uniforme, enfriaráuniforme y rápidamente sin congelar. Puede proporcionar humedad y airearlas condiciones de almacenamiento. La principal desventaja es el trabajo queinvolucra, aunque en algunas áreas tales como el agua de mar enfriada o eltransporte del pescado, mucho de este trabajo pesado se puede eliminar.
Los siguientes estimados tiene por objeto ayudar con interrogantes acercade la factibilidad de enfriar materia prima. Se sugiere que, para los finesactuales, el costo de producción del hielo da una buena indicación del costode refrigeración en general.
El costo de producción de hielo es de cerca de USO 33/TM. Esto incluyeuna adición de USO 5/TM para electricidad a un costo de USO O.Oó/kWh.También incluye costos de almacenamiento y manipuleo. En condiciones
relativamente simples, por lo tanto, el costo de refrigeración será algomenor.
La capacidad de enfriamiento del hielo es de 330 kJ/kg.
El calor específico del pescado es de 4.0 kJ/kgK en donde K= a la diferenciade temperatura en grados centígrados. La cantidad de hielo requerido paraenfriar pescado de 18°C a 5°C
= (13K)(4.0kJ/kgK)/330 kJ/kg= 0.16kg de hielo/kg de pescado
1 -
Basados en un precio de USO 33/TM de hielo, el costo de refrigeración eneste caso es de:
(0.16 T de hielo/ T de pescado)(USD 33/T)= USO 5.28/T de pescado
32
_-
-
-

Esto corresponde a cerca de MD 24/T de harina de pescado. Es pocoprobable que este costo sea excedido en Ia mayoría de los casos, pero senecesitarán estimados más detallados para hacer un análisis más certero.Los beneficios de Ia refrigeración se tendrían que considerar, tomando en
cuenta mejores calidad y rendimiento, junto con el asunto de la disposicióndel agua de deshielo que contendrá algunos sólidos y aceite.
Cuando se ha practicado el enfriamiento de la materia prima para lafabricación de harina y aceite, la cantidad de hielo usualmente ha sido de5 a 15% dependiendo de la temperatura del pescado.
El enfriamiento a bordo también se ha considerado como una posibilidadpara la flota peruana. Ya existen algunas embarcaciones de este tipo, perode acuerdo a las nuevas regulaciónes, ,las instalaciones de refrigeraciónserán obligatorias en embarcaciones nuevas. Se pierden significativascantidades de materia prima en el drenaje de la sanguaza con almacenajeen seco. Estas pérdidas surgen considerablemente debido a la gran presiónejercida por el grueso de la captura y se agravan por la elevadatemperatura ambiental de almacenamiento (ver Cap 5). Es indudable, sinembargo, que la introducción de refrigeración a bordo de las actualesembarcaciones no es factible. Además de los costos de los sistemas mismos,se tiene que considerar una pérdida de capacidad de bodega por elaislamiento y el hielo.
Se han conducido experimento con el sistema de refrigeración “champagne”en donde el agua enfriada es forzada por en medio del pescado antes queasperjada desde la parte superior. Parece que serán necesariasmodificaciones mayores en la flota para lograr algún efecto preservante enel pescado. Esto tal vez no sea posible ya que el reacondicionamiento de laflota actual puede ser muy caro o imposible. Tales modificaciones deberíanincluir aislamiento de las bodegas, dividir la bodega en compartimentos detal manera que haya menos pescado en cada uno de ellos y posiblemente eluso de contenedores para reducir aún más el volumen de cadacompartimento.
Los problemas con el almacenamiento en planta son iguales que los de abordo. Sin embargo; es más fácil retener la sanguaza para procesarla.Podría ser posible el introducir hielo en la tubería de descarga, para
33

. .
mantener una condición enfriada. Sin embargo no parece ser tan factible,porque la tubería tendría que estar aislada y se reduciría la efectividad deremoción del sistema de flotación de aire.
3.2.2 Preservación química.
Esta otra alternativa se fundamenta, al igual que la anterior, en el intentode retardar o impedir la acción de una de las principales causas del procesode deterioro del pescado, esto es, la acción bacteriana. Esta ultima,ocurre más rápida y eficientemente si es que existen las condiciones físicasy químicas más favorables. Por ello, si se alteran las condiciones químicasdel medio, la acción de las bacterias puede ser retardada o impedida. Sinembargo, la alteración química no puede ser de tal naturaleza que alteretambién la condición de la materia prima que se está tratando de preservar.
Entre los preservantes que han sido ensayados por algunas empresas en elPerú están los que contienen ácidos orgánicos en su formulación, cuyosefectos reguladores del pH, secuestrantes de iones metálicos y ligerosefectos antioxidantes refuerzan la actividad de algunos otros compuestosactivos. Además de esos efectos, se buscan otros relacionados con ladifusión de los elementos químicos tanto en el agua como en los tejidos delpescado, entre ellos, agentes humectantes, dispersantes, sinergistas yquelantes, que actúan sobre los iones metálicos que intervienen en lasreacciones de degradación enrimática.
-
El Proyecto encargó evaluar el rendimiento de algunos de estos químicos,comparados con el efecto del hielo. Se ensayaron todos ellos contra unblanco sin preservante alguno. La especie usada fue anchoveta capturadaartesanalmente.
Una observación detenida sobre los resultados de la Tabla siguientepermite establecer una distinción de la eficacia de los tratamientos antesde las M-20 horas de almacenamiento de anchoveta con los químicos y latendencia posterior hasta las 36 horas.
34

..“. i -*
.- .
.
.“-- .
..
- .
-
- <.
-
-. Ij /11-....I1 ’. .-- :,I _
Eficiencia del Preservante en Función al BVN y el costo adicional por TM de
harina
PRObUCT0 CAN-lTDAb CONTROL bE BVN mg/100 g bif erencio USWTPPm 5 horas 12 18 29 36 BVN De
horas horas horas horas (Producto harina- Control)
1. CONTROL 0 4.7 33.40 85.90 112.00 0.002. WFP 1000 4.7 5.57 32.70 85.70 99.70 -12.30 42.303. 600 4.7 12.49 32.40 83.20 98.08 -13.91 152.82PRENFISH4. AMEROL 200 4.7 4.70 31.46 85.10 95.71 -16.29 12.335. LAC-ITCO 2000 4.7 11.20 32.10 83.00 92.75 -19.25 45.006.SALMEX 200 4.7 13.45 31.60 74.50 85.97 -26.03 9.367,ACETICO 2000 4.7 12.62 30.70 70.03 78.62 -33.38 15.30&ECOPROL 200 4.7 5.36 30.20 68.90 76.60 -35.32 13.23
9. HIELO 1 4.7 5.11 32.00 41.30 59.07 -52.93 0.45
No existen efectos sobresalientes excepto algunas velocidades de acciónde algunos de ellos entre el período de inicio del tratamiento y las 12 horas,efectos que no se mantienen hasta las 36 horas. Esto quizá se deba a lacinética inicial de la acción de los preservantes y a la instauración dereacciones de descomposición del pescado. Es importante señalar estopuesto que en las condiciones en las que se realizan las capturas, estasocurren dentro de las 8 a 26 horas aproximadamente, y por lo tanto no estan interesante la estrategia de agregar elementos químicos a la captura.
Por otro lado, el tratamiento de agua de mar con hielo muestra un efecto, más consistente en el tiempo.
A partir de las 20 horas es más notoria la diferencia de acción de lostratamientos realizados, comprobándose esto con los valores obtenidos Qlas 29 y 36 horas.
35
---- ..-, -- -- --------_.... -_-_.._._-- --

--
1 -v
v
.
.
.
..
-l
-_.
l
.
.
.
.
.
.
.
.
.
...
.
.
Teniendo en cuenta todos los factores de eficiencia y costo adicional portonelada de harina, la mejor opción sigue siendo el uso de agua de mar conhielo; luego están Salmex, Ecoprol y Acido Acético. Nótese asimismo, enla siguiente Tabla, la acción retardadora de generación de histamina deSalmex.
PRODUCTO
BLANCOAMEROL
Control de histamina en pescado Histamina en0 horas 20 horas harina
10 384 172810 314 1413
-
SALMEX 10 138 621TEXACLOR 10 206 927
-
CAPITULO 4
AGUA DE BOMBEO Y DESCARGA DE PESCADO
Introducción.
En términos de flujo, el agua de bombeo es el efluente de mayor volumen creado enuna planta harinera en Perú. Las bodegas de las embarcaciones llenas de pescadobombean agua de mar a su interior creando un fluido que se pueda bombear a laplanta por medio de tuberías submarinas. Actualmente, luego de entregar elpescado a la planta, el agua de bombeo se descarta directamente al mar en la
36
.
.
.
.
.
.
..“_
..I-
.
.
.
.-i
mayoría de IaS plantas harineras en Perú Y eS una fuente mayor de pérdidas yc0ntaminaCión para ellas.
Con un promedio de pesca para 5 años de 8.4 millones de toneladas métricasbombeadas a las plantas peruanas a una razón de bombeo de 2.5 partes de agua por1 tonelada de pescado, se encuentra que por lo menos 21 millones de metros cúbicosde agua de bombeo se descartan hacia puertos peruanos en promedio por año.Resultados de pruebas del proyecto en Paracas mostraron que en promedio el aguade bombeo contenía 3% de protelna (suspendida y disuelta) y 2% de aceite. Estascifras presentan algunas oportunidades únicas para que la industria mejore susrendimientos y aumente su rentabilidad. Este capítulo proporciona el método ycálculos usados para arribar a los estimados de pérdidas en el agua de bombeo, ymás importante, qué pasos pueden tomar las plantas para capturar estasoportunidades de aumentar SU rendimiento y rentabilidad al mismo tiempo que sereducen descargas contaminantes.
4.1 Estimados de pérdidas materiales y económicas.
Como se discutió en la sección de muestreo y pruebas (Capítulo 2), las pruebas paracontenido de proteína y aceite en el agua de bombeo en lugar de sólidos totales osólidos libres de sal, dan los resultados más conservadoramente precisos del valorpotencial de la materia orgánica en el agua de bombeo. La proteína se puededesdoblar además en disuelta y suspendida, ambas con potencial de ser usadas para
llegar a un producto final. Este punto será importante cuando se considerenmedidas de recuperación.
Basados en promedios calculados desde los resultados de los muestreos en Paracas,así como lo asumido en el Capítulo 2, las pérdidas de materia prima en el agua debombeo fueron calculadas para una planta harinera típica en Perú, con una capacidadde operación de 50 Ton/hora. El proyecto en Paracas muestreó agua de bombeopara proteína y aceite en siete plantas diferentes, asegurándose de muestrear aguade bombeo de pescado de diferentes tiempos de captura y bajo diferentescondiciones de bombeo. Los resultados de estas pruebas revelaron que en promedio,el agua de bombeo contiene un 2% de aceite (con alguna fluctuación en el contenidode aceite, dependiendo del porcentaje de aceite en el pescado en una temporadadada). Usando un precio promedio CIF para diez años tipo Hamburgo para harinade USD 416/ton, una planta típica de 50 ton/hr de harina de pescado pierde unvalor de $2,250,600 de producto potencial en el agua de bombeo descartada por
37
__-.- ..--. --- _
---c_------

temporada.
~akulo depér¿.dasmateriaksen elagua de bombeoparaunaplanta t@ica de 50tonhr:
PERDIDA DE HARINA EN TONS = 2,000 tons/año x 50 tons/hr x 3.1 % + 10%agua = 3,410 tons/añoPERDIDA DE HARINA EN US$ A US$416/ton = 3,410 tons x US$416 =US$1,418,600/añoPERDIDA DE ACEITE EN TONS = 2,000 tons/año x 50 tons hr x 2.0 % = 2,000tons/añoPERDIDAS DE ACEITE EN US$ A lJS$416/ton = 2,000 tons/año x US$416/ton= US$832,000
No toda el agua de bombeo en Perú es descargada directamente al mar. Muchasplantas han instalado mallas para capturar algo de los sólidos. Al analizar el aguade bombeo antes y después de pasar por mallas de 1 mm en muchas plantas, elproyecto registró que se puede recuperar cerca de otro 20% de proteÍna (unaparte insignificante de aceite es removida en las mallas). Se debe notar que estacifra puede variar bastante dependiendo del tiempo de captura y condición delpescado. En promedio, sin embargo, la implicancia es que el simple paso de ponermallas de 1 mm recuperará cerca del 12% de material valioso en el agua. Aúndespués de pasar por mallas, una planta hípica de 50 ton/hora pierde 2,728toneladas de harina por temporada y 2,000 ton de aceite/año. Este es elequivalente US$l9.6 por tonelada de pescado procesada. La Tabla 4-l muestra lastoneladas de harina perdidas anualmente en el agua de bombeo por puerto. LOS
cálculos están basados en un período de 5 años de captura.
Cákulo de proteiha y aceite remanentes en agua de bombeo luego de pasar por mallade 2 mm:
HARINA RECUPERADA POR MALLAS EN TONS = 3,410 tons/año x 20% = 682tons/añoHARINA RECUPERADA POR MALLAS EN US$ = US$416 x 682 tons/año =$283,700
PERIDDAS DE HARINA LUEGO DE MALLAS EN TONS = 3,410 tons/año x 80%= 2,728 tons/año
30

.‘I
.
1
-.
.
.
.
.
.
.- .
.
.
.
.
.
.<.._ .
.- -
PERDIDA EN US$ A US$416/ton = 2,728 tonsiaño x US$416 = $1,134,848
ACETE REMANENTE LUEGO DE MALLAS EN TONS = 2,CJO tons/año (las mallasremueven muy poco aceite)
ACEITE -REMANENTE LUEGO DE MALLAS EN US$ = us$832,000
Una planta promedio de 50 ton/hora generará 200,000 a 300,000 metros cúbicosde agua de bombeo por año con un estimado de 5,410 ton de equivalente de harina
y aceite en ella. La malla de 1 mm recuperará 680 toneladas de equivalente deharina avaluadas en $283,700 por año.
Un método adicional de recuperación es el sistema de flotación. Actualmente sóloalgunas plantas en Perú han instalado sistemas de flotación, aunque los potencialesde recuperación se cuentan en tan solo meses. Los sistemas de flotación sediscuten luego en este capítulo junto con el propuesto sistema de recirculación deagua de bombeo. Aún per se, un sistema de flotación puede ser una herramientavaliosa para recuperar proteína y aceite. Algunos estimados de recuperación seproporcionan más adelante. Sin embargo, se debe notar que la mayoría de lossistemas de flotación usados en Perú se usan sólo para recuperar aceite. Laproteína o es descartada o se acumula como lodo en los sistemas de flotación. Porlo tanto estas cifras representan una recuperación potencial para un sistema deflotación adecuado para la industria (ver la sección de flotación en este capítulo).Las pruebas y análisis del proyecto mostraron que, en promedio, cerca de 32% dela proteína de agua de bombeo ya pasada por malla fue recuperada en el sistema deflotación. También, los mejores sistemas de flotación probados recuperaron cercadel 80% de aceite del agua de bombeo, aunque se han reportado algunos valores porencima del 90% en algunas plantas
Calculo de pro teína y aceite remanentes en agua de bombeo luego de mallas de I mmy Sistemas de Flotación de Aire (QAF):
HARINA RECUPERADA POR MALLAS Y DAF EN TONS = 2,728 tons/año x 32%= 872 tons/año
HARINA RECUPERADA POR MALLAS Y DAF EN US$ = US$416 x 872 tonskiño= $362,752
39
--- --- --.- --- ---_.--.-- -

HARINA PERDIDA DESPUES DE MALLAS Y DAF EN TONS ~2,728 tondañox 68%
= 1,855 tondaño
PERDIDAS DE HARINA LUEGO DE MALLAS Y DAF EN US$ US$416/ton =...w $771,68O/año
1 , 8 5 5 tondaño x US$416 =
ACEITE RECUPERADO DE DAF EN TONS = 2,000 tondaño x 80% = 1,600tondañoACEITE RECUPERADO DE DAF EN US$ = 1,600 tondaño x US$416 = US$665,60O/año
ACEITE REMANENTE LUEGO DE MALLAS Y DAF EN TONS = 2,000 tondaño x20%= 400 tordaño
ACEITE REMANENTE LUEGO DE MALLAS Y DAF EN US$ = 400 tondaño x $416
=US$166,400/año
-.
40

Tabla 4-lPérdidas de agua de bombeo por puerto en términos de equivalente de valor de harina.
c.
1
1
1
1
i
7
c
e
4
Desembarquepromedio de 5años(toneladasmétricas)
Agua de bombeogenerada Poraño (entoneladasmétricas)
Valor de harinaperdido por añodespués deusar mallas
W8)
Valor de harina perdido poraño en agua de bombeodespués de usar mallas yDAF (US$)
Puerto Valor deharinaperdido p o raño en aguade bombeo sinmallas ni DAF
WS)57,226,529~OfSHCOICHIMBOTE 2,824,746 7,061,865
‘ISCO/SAN ANDRES 870,139 2,175,348
$16,027,329
$4,937,082
$3,522,040
50,359,346
!7,628,146 15,512,768
11,066,574ZHANCAY 620,744 1,551,860
‘ALTA 565,336 1,413,340
12,575,653
.1,453,142 10,078,765 $3,207,660
9,364,133 $2,980,2221,313,128 .0,641,060CL0 525,251
WLEBRAS/HUARMEY 387,573 ‘,851,841 6,909,620968,933
934,295
$2,199,051
$2,120,439/EGUETA 373,718 ‘,571,153 6,662,615
i,411,285 5,641,931 $1,795,597I-AMBO DE MORA 316,466 791,165
SUPE 311,657 779,143 i,313,859 5,556,196 $1,768,311
1,093,250 3,602,060 $1,146,389NICAMA 202,046 505,115
41

C A L L A O
MOLLENDOIMATARAN1HUACHOICARQUIN
LA PLANCHADA
PUCOSANA
ATICO
OTROS
TOTAL
180,625 451,563 3,659,282 3,220,168 $1,024,848
151,623 379,058 3,071,730 2,703,123 $860,294
123,670 1309,175 12,505,431 12,204,779 1$701,691 II I
113,699 1284,248I
12,303,428I
12,027,017 1$645,117 II I
99,778 1249,445I
12,021,403I
11,778,834 I$566,130 I
84,215 210,538 1,706,112 1,501,378 $477,828
660,157 1,650,393 13,374,121 11,769,226 $3,745,665 ’I I
8,411,443 121,028,608 1170,407,424 1149,958,533 1$47,725,693 1
42
I /

.
.,. .-
.
4.3 Medidas para mejorar la eficiencia de producción Y reducción dedeshecho.
El sistema de recirculación de agua de bombeo
Lo descarga de pescado desde lo embarcación a lo planto ha presentadomuchos desafíos o la industria pesquero por muchos años. Los métodosempleados deben ser no solo económicos y libres de contaminación sino quedeben llevar el pescado a la planta en buenas condiciones lo más rápidoposible ya que la embarcación debe poder volver a la zona de pesco dinmediato.
En el caso de la sanguaza y el agua de cola, el asunto de recuperación demateria primo y prevención de pérdidas ha sido cubierto exhaustivamentepor la comunidad internacional de ingenieros pesqueros, y ya se han
aplicado soluciones técnicas efectivas de manero rutinaria. Sin embargo,la recuperación de materia primo del agua de bombeo no ha recibido muchaatención desde los setenta. La razón de ello es que muchos países handejado de usar sistemas de bombeo húmedo precisamente porque generangrandes volúmenes de agua de bombeo y con ello excesivas pérdidas derendimiento y causan gran contaminación. Las regulaciones ambientolesglobales al final de los 60 e inicios de los 70 aceleraron el desarrollo denuevos métodos de entregar el pescado a la fábrica de manera que muchascompañías puedan alcanzar los nuevos estándares en desarrollo. El Perú sinembargo, no puede prescindir de los sistemas húmedos por su peculiarlínea costera somera &e impide que las embarcaciones se acerquen a menosde 1,000 a 1,500 m de la costa en casi todos los puertos. Se ha pensado quea estas distancias los sistemas de bombeo seco no son efectivos y se hapensado que el problema del agua de bombeo era un aspecto inevitable dela producción. Una vez que la comunidad internacional se desplazó asistemas de bombeo seco, se prestó poca atención a explorar tecnologíasque reduzcan las pérdidas de materia prima en el agua de bombeo. Elresultado es que no hay sistemas convencionales instantáneos disponiblesen el mercado que funcionen sistemáticamente para prevenir perdidas demateria prima en el agua de bombeo. La investigación adicional ha reveladoque el problema es complejo y que ninguna tecnología por si sola puederesolverlo; sin embargo un enfoque múltiple es más prometedor.
43

v
.
.
‘I
.
.
.
1
1
.
.
.
.
.
Las auditorias de prevención de la contaminación conducidos en Ios plantasde harina por eI proyecto en Ia bahía de Paracas revelaron sorprendentesoportunidades poro reducir IU descargo de contaminantes en el efluente yporo mejorar lo eficiencia de producción industrial. Estos perdidosconsisten en proteína y aceite. Como porte del proyecto financiado porUSAID, un equipo de consultores técnicos comenzó o definir y estudior elproblema sistemáticamente para identif icor como minimizar mejor lospérdidas. Eventualmente, evolucionó un paquete de diferentes tecnologíasy modificaciones de procesos que en conjunto podrían ser efectivos enminimizar los perdidas y en recuperar materia prima del agua de bombeo.Aunque consto de varios componentes, el paquete se ha denominado sistemade recirculocion de aguo de bombeo. El sistema permite una cosi completorecuperación de lo proteína y del aceite que actualmente se pierden en lodescargo al mor en el agua de bombeo y la incorporación de lo recuperadoen la producción. Aunque el sistema consiste enteramente de tecnologías yoexistentes, es nuevo y tiene le potencial de cambiar radicalmente losnormas de producción de harina de pescodo en lo costa peruana.
El concepto básico detrás del sistema de recirculacion es reciclar y reusar lo mismo oguo de bombeo para múltiples descargos de losembarcaciones y luego evaporarla para concentrar los sólidos al final demuchos pasadas. Codo vez que el aguo de bombeo llego o la planta y esseparada del pescado VO por uno serie de posos poro remover cuanto másaceite y proteína sea posible. Luego es circulado de regreso a laembarcación para ser re usado En el tiempo, el aguo de bombeo se volverádenso con proteína. disuelto haciendo que la evaporación, recuperación deproteína y conversión de lo mismo en horìna técnico y económicamentefactible. El reciclado ofrece varios ventajas; cualquier sistema se puedeadaptar; lo acumulación de sólidos es recuperado constantemente y usomucho menos aguo (en EU la rozón es cerco de 0.3: 1 poro oguo: pescodo)que luego se puede evoporor. Se deben tomar algunos precauciones en elreciclaje poro evitar lo formación de gases y se debe usor aguo dulce poro
eliminar el problema de los soles. Dependiendo de lo configuración de laplanta puede ser posible utilizar un evaporador de vapor de deshecho paraconcentrar el agua de bombeo en lugar de un segundo evaporador.
El sistema de recirculocion como se lo concibe actualmente consiste de loinstalación de nueve componentes principales. Estos incluyen:
44.-.

El
El
qElEl
Ei
lzl
El
el
Uno bombo de poco volumen (menos agua requerido por tonelada depescado bombeado)Uno tubería de bojo fricción de PVC poro tronsf erir el pescado de lochoto o lo planto,Uno tubería submarino de regreso de lo planta o la choto.MollosUn sistema de f lotoción que remuevo el aceite y sólidos suspendidosdel aguo de bombeo en codo pase.Reconfigurocion de tuberías, válvulas y controles poro ocomodor loscambios en el proceso de bombeo consistente con el recicloje del aguade bombeo.Un tonque de amortiguación poro eliminar fluctuaciones en un sistemade flujoUn tanque de retención pora recibir el aguo reciclado cuando ya no sepuedo usor y este listo poro ser evaporado.Un evaporador (si existe insuficiente capacidad evaporadoro poromanejar el aguo de bombeo reciclado)
Codo uno se explico a continuación.
4.1.1 Uso de uno bombo
La mayoría de los plantas
de bojo rozón agua: pescado.
harineros en Perú están usando el tipoconvencional de bombo Hidrostol que requiere cerca de 2.5 portes de aguaparo bombear 1 porte de pescado aunque se han reportado rozones tan altascomode5al
En nuestra plcmta típica (50 tons/horo - 2000 horas por temporada) queuso la bombo Hidrostol, se producirán aproximadomente 200,000 a 300,000tons de agua de bombeo por temporada. Es deseable en cualquiercircunstoncio minimizar el volumen de oguo requerido poro bombear el
pescodo o la planto yo que moyores volúmenes generan moyores dif icultodespara tratar el aguo de bombeo o recuperar valiosa proteína o aceite de ella.Sin embargo al reciclar el agua de bombeo, es importante minimizar el usode agua con el fin de reducir los cantidades de agua que se deben evaporarQ un concentrodo al final del periodo de bombeo(múltiples poses). En elsistema de recirculocion propuesto, el aceite será removido en el DAF. Los
45
ì.
~.-_---- - _I_ ______ -- . . . . .._____..___._. .--.-..-.... -- _--_.

sólidos serán removidos por lo molla y el DAF. El aguo de bombea canresiduos pasara a un tonque de retención. El sistema de recirculocion semuestra diogramáticomente en lo Figuro 4-l.
_-
46

ruberia deingreso
kscarga+
FIGURA 4-l
RECIRCULACION DE AGUA DE BOMBEO
-7
c”-0 0
Solidas -m w Malla
r
----- -
Pescadoump
7Conexiones de
Tanque de
amortiguackh
Tuberia de retorno
+ Descarga
an&e dr 1retencio
+Evaporador
IIII
Enfriador del
Condensadoer
(Opcional
Succion
47
_.__l____l.._ - _-~ .--.--.. ----_-.--
.~-_
_____--II ..- -
_---.

Se están usando varios tipos de bombas, incluyendo las de desplazamientopositivo, centrifugas y de presión vacío. Un sistema de recirculacion noimpone requerimientws especiales para la bomba, con una excepción mayor.Como se menciono se necesita una bomba de baja razón agua-pescado en
el sistema. Existen por lo menos nueve opciones para descargar el pescadode la embarcación a la planta. Una lista rápida a continuación.
Hidrastal (razón agua-pescado 2.51){TC \14 “Hydrostahl (water to fish ratio 2.5:1>
La bomba Hidrostal tiene un impelente de tornillo especial que fuedesarrollado en perú específicamente para bombear pescado. Es la bombahúmeda que se usa ahora en casi toda la industria perruna y en algunasplantas en Chile. Las únicas conexiones entre la embarcación y la planta sonuna tubería de succión flexible y mangueras de agua de manera que no hayaproblemas con los cambios de marea. La bomba estándar tiene unacapacidad de 50-100 tons de pescado/hora y se puede variar ajustando larazón agua-pescado.
Netzsch (razón agua pescado 0. ó:lf TC 114 “Nietzsch (water to fkh ratio0. I:I))
La bomba Nemo o Netzsch es una bomba mono que se ha usado en muchasfabricas para bombear líquidos y materiales semi sólidos. La bomba consistede un rotor metálico y un estator elástico. Es una bomba de desplazamientopositivo cuya cantidad de material bombeado es proporcional a la velocidadde la bomba. La bomba tiene velocidad variable y reversible y puedelimpiarse. La máxima cantidad es cerca de 250 metros cúbicos por hora.Para descargar pescado, la bomba se debe mover alrededor de la bodega.Esto puede hacerse con una grúa. Esta bomba esta siendo evaluada envarias plantas en el Perú. Una de las desventajas es su peso que la hacedifícil de maniobrar,
Prestiin / vacio (razón agua-pescado ratiot If TC ll4 Wessure vacuutn(water fo fish ratiol:l/)
Recientes experimentos con bombas de presión / vacío se han conducido enChile. El proyecto desarrollo porque el pescado se descargaba a un puertocongestionado y se llevaba en camiones a la fabrica. Se ha reportado que
48

- v
.
,-.. v
T
<c
- .
la bomba es capaz de mover pescado aproximadamente 1600 metros conmenos agua y menos degradación. Las tuberías son de polietíleno de altadensidad termofundido y flotando en la superficie. Se transporto pescadoa una distancia de 1150 metros en el agua y 450 metros en tierra hasta laplanta. La c,ípacidad de la bomba fue de 200 ton/hora (ver Figura 25). Sonelectrobombas así que se debe instalar cables hasta la chata. La bombapudo descargar exitosamente 35,000 toneladas de pescado con una razónde 1:l agua-pescado. La degradación del pescado no es peor que con otrosmétodos. Estas bombas están operando ahora en Perú y Chile en unavariedad de especies incluyendo anchoveta.
Bomba Superfos de transporte hidrúufico (no requiere agua)
Fue desarrollada en Dinamarca en 1973. Buscando alternativas al sistemahúmedo, sus requerimientos fueron:
1. Mínima destrucción de la materia prima.2. Transporte sin agua adicional.3. Sistema cerrado.4. Mínimo mantenimiento.
ES una bomba de doble pistón con una válvula de cuatro vías como puntocentral. La acción de los pistones y el movimiento rotacional de la válvulapermite que haya solo un movimiento por vez. No se usa agua ni aire y sucapacidad real es de 60-80 metros cúbicos por hora
Humphreys (razch agua-pescado 2.51)
En los EEUU las plantas usan bombas de pistón Humphreys para descargarpescado. Son similares a las Hídrostal en que se usa agua de mar paratransportar el pescado de la embarcación a la fabrica pero a diferencia deortos sistemas, el agua se pasa por mallas y se recicla y finalmente seevapora para incorporar el concentrado al producto final. Al reciclar el aguade bombeo las plantas en EEUU pueden mantener una relación de 1:3 agua-pescado.
Myrens (razón agua-pescado 0.12’)[TC \l4 “Myrens (water to fish ratio O.l:IJ
49

La bomba seca Myrens ofrece dos alternativas de montaje. la bomba sepuede manejar desde una grúa y bajada a la bodega o montada en laembarcación. es una bomba de desplazamiento positivo con una válvularotatoria. El sistema opera en seco excepto por el agUa que se mantiene enla embarcación con el pescado. NO se usa mas agUa para el transporte. A 45r.p.m. la bomba moverá 70-80 metros cúbicos por hora. Los aditamentos dea bomba son de plástico. Se usa corrientemente en Islandia con excelentesresultados. Se necesita una pequeña cantidad de agua (10%) para cebarla.Estas bombas también se usan para mover pescado dentro de la planta. Yano se fabrica pero una compañía islandesa ha negociado los derechos defabricación.
Sistema Iras (razón agua-pescado O.l:l){TC \14 “Iras System (water to fish ratio O.l:IJ
Un sistema de descarga neumático (sistema IRAS) que fue diseñado paramanejar díf erentes especies así como diferentes grados de frescura ycalidad ha sido desarrollado en Dinamarca. El pescado es succionado juntocon aire de la bodega a la sección de separación en donde el pescado sedesliza por un tubo hacia abajo y que esta cerrada por una tapa batiente.Cuando el peso del pescado en el tubo es suficiente para vencer el vacío, laválvula se abre y el pescado sale. El aire escapa de la sección de separaciónhacia un ciclón en donde las partículas más pequeñas son colectadas.Entonces el aire se descarga hacía el pescado de nuevo. Se han logradocapacidades de l-2 ton por minuto en una planta de 200 HP. La unidad esmaniobrable y la manguera se puede mover de compartimento acompartimento. El nivel de ruido es asimismo reducido. El sistema se usaahora en Dinamarca.
Sistema sudafricano {TC \14 “South A frican System)
Un sistema de descarga seco se esta usando en Sudáfrica hoy en día. Handescargado un promedio de 50-100 toneladas de anchoveta/hora conrupturas en el rango de 2-3%. El pescado ingresa al sistema por unsuccionador y es transportado por tuberías hasta el separador. El pescadose descarga del separador por medio de válvula deslizante. De acuerdo conel autor se requieren potencias de 0.7 a 2.5 HP / tonelada de pescado.
Con tenedores
50

{TC \14 “Containers)Algunos proyectos de investigación fueron hechos en chile en contenedores.Las embarcaciones. que llevan el pescado para harina se pueden manejar
usando contenedoras y una técnica de enhíelado y recirculaciondesarrollada en el Reino Unido. Los contenedores se apilan en la partecentral de la bodega y llegan del piso a cubierta Paredes de madera oaluminio separan los contadores del resto de la bodega. Los contenedoresse llenan previamente con hielo antes que la y se inicia la circulación del aireantes de llenarlos con pescado. Se usan grúas para remover loscontenedores.
La bomba islandesa Myrens tal vez no pueda mover el pescado las distanciasrequeridas y se necesitarlan varias estaciones de bombeo a lo largo de lalínea para mantener el pescado en movimiento. Muchas personas hanmencionado que las bombas secas o semí secas no pueden mover anchovetaporque se secan y atoran la línea causando una detención del sistema dedescarga y otros han mencionado que algunas de las bombas semi secas sonmuy pesadas y difíciles de manejar. La desventaja de los sistemas dedescarga de vacío es la limitada. distancia a que se puede transportar elpescado. Si la embarcación no se puede acoderar adyacente a la fabrica(como en muchas fabricas en Sudamérica) para descargar el pescado a laspozas entonces sea necesario instalar el sistema de descarga en el puertoy entregar el pescado en camiones a la fabrica. Este era el caso de unafabrica en México (que ya no opera) y se ha tratado en varios lugares deChile. Es mejor para pequeñas plantas pues el volumen de pescadorequeriría demasiados camiones circulando desde el área de desembarquey la fabrica.
La bomba de presión vacío se esta usando en Chile y hay varias instaladasahora en Perú. La bomba opera a razón de 1:l agua-pescado y esto puedereducir el volumen por una relación de 2.5. En algunos casos y con algunasespecies la razón se puede reducir. Ha habido algunas preguntas acerca desí la bomba puede entregar 200 ton / hora y mover le pescado a la distanciarequerida (1000 - 1500 metros). No tenemos datos acerca de lacomposición del agua de bombeo generada por esta bomba por el momento.
La bomba Netzsch opera a una razón de 0.5:1 y esto podría reducir elvolumen por un factor de 5. esta bomba se esta usando en Perú pero ha
51

habido algunos problemas con ella. Es muy pesada y difícil de mover y sucapacidad no es suficiente para las fabricas más grande.
Entonces, ¿ cuales son las mejores alternativas para el contexto del Perú?En general, la industria harinera ha mostrado una tolerancia muy baja en,o interés por experimentar nuevas bombas. También tiene muy pocainformación para guiar su toma de decisiones como escoger una bomba. Elresultado ha sido que las plantas han basado sus decisiones de negocios enrumores sobre su efectividad y confiabilidad. Identificar la mejor bombarequiere un cierto grado de experimentación e intercambio de informaciónen la industria. Al momento, las tres mayores promesas son Netzsch,Transvac, y la Hidrostal modificada. LOS representantes de Netzschmantienen que la bomba puede operar usando tan poco como 0.1 de agua por1 de pescado. Este factor puede ser grandemente dependiente de laspracticas empleadas por los operarios. Dadas las condiciones imperfectas,la bomba Netzsch todavía reporta requerimiento de cerca 0.5 partes deagua por una de pescado. Ha habido algunos cuestionamientos acerca de labomba pero de acuerdo a lo que mejor conoce el autor, nunca se hanprobado ni documentado. Se ha reportado que la Transvac logra una razónde 13 agua-pescado y tiene una buena reputación de confiabilidad. Hidrostalha presentado una versión modificada de bomba que reporta una razón de1:l agua-pescado. No hay información disponible en este momento para orefutar esta afirmación. Todas las tres bombas se usan actualmente enalgunas plantas en Perú. Sí las afirmaciones son ciertas entonces las tresson potencialmente apropiadas para el nombrado sistema de recirculacion
4.1.2 Uso de una tubería de PVC de baja fricción
Al presente, casi todas las tuberías usadas para transportar pescado delas embarcaciones a las plantas son de metal. Estas actúan como anclaspara crustáceos y moluscos que aumentan la fricción dentro de la tubería.Como resultado el pescado es roturado al pasar por ella acelerando elproceso de descomposición. Se prefiere como alternativa al PVC ya queminimiza la rotura del pescado. Para comenzar el PVC tiene menor fricciónque el metal. Además retarda la acumulación de moluscos y otras especiesque pueden aumentar el coeficiente de fricción. Finalmente es un mediomenos atractivo para colonias de bacterias, minimizando la exposición de lamateria prima a ellas,
52

- *n
4.1.3 Instalación de tubería de retorno de la planta a la embarcaciónpara reuso.
Dado que el agua de bombeo pasara a través del sistema varias veces y sere usara cada vez, se necesita una tubería es una parte necesaria delsistema de recirculacion para retornar el agua de bombeo a lasembarcaciones.
4.1.4 Reconfiguracion de tubería, válvulas y controles para acomodarsea los cambios en el proceso de bombeo consistente con elsistema de recirculacion.
El sistema de recirculacíon de agua de bombeo requiere muchasmodificaciones que hacer a las tuberías, válvulas y controles paraacomodarse a los cambios en el proceso de bombeo consistente con elproceso d recircualcion del agua de bombeo. Además los obrerosnecesitaran ser entrenados en los nuevos procedimientos operativos.
4.1.5 Instalación de mallas.
El filtrado por mallas de 1 mm es un procedimiento simple y barato, prerequisito para un sistema de recirculacion de agua de bombeo. Hay muchostipos de mallas disponibles en el mercado hoy. Uno de ellos es la mallarotativa que se coloca en forma tangencial y crea una mayor velocidad decorte. La malla separa pequeñas partículas del agua y se ha usadoexitosamente en muchas aplicaciones incluyendo la industria harinera.Estas mallas pueden tener aperturas de hasta 0.25 mm, pero operadoresde plantas opinan que las mejores son de 1 mm.
4.1.6 Sistemas de flotación
Los sistemas de f lotacíón son la parte crucial del sistema de recirculacion.Con el fin de obtener múltiples pasos del agua de bombeo, se debe remover
la máxima cantidad de,proteína y aceite en cada paso. El proyecto Paracasha contactado a varios proveedores de sistemas de flotación en los EEUUpara investigar diseños apropiados para uso en el sistema de recirculacíon.
53

También han hablado con investigadores universitarios especializados ensistemas de flotación y consultado con textos de ingeniería. Sigue unsumario de sus hallazgos. Han tratado de ser lo más imparciales posible alpresentar sus resultados de manera que la industria harkera pueda hacersus averiguaciones adicionales y llegue a sus propias conclusiones. También,dado que la industria harinera es una aplicación relativamente nueva de lastécnicas de flotación, es difícil hacer estimaciones respecto ef iciencías derecuperación. Casi todos IOS fabricantes han afirmado tener eficiencias derecuperación de 80% a 90% o más, aunque sin datos concretos de pruebas
de laboratorio. ES virtualmente imposible hacer comparaciones. Sinembargo tenemos algunos datos (presentados aquí) de las muestras yanálisis completados en el desarrollo del proyecto Paracas durante dos años.Esta evaluación se debería considerar como un primer nivel de investigación.El proyecto puede ser útil para proseguir cuestiones especificas y en algún
grado en proporcionar evaluaciones técnicas pero no puede recomendar aun fabricante en particular. Dado que algunos de los sistemas consideradosno son técnicamente de aire disuelto (ver puntol) el termino sistemas deflotación se usa para la categoría general de equipo que se investiga aquí
4.1.6.1 Tipos de sistemas de flotación
El tipo de sistema de f lotacíón es definido por como se aplica el aire ai aguaa ser tratada. Los tres principales tipos son 1) Sistema de aire disuelto, 2)flotación por aire y, 3) f lotacíón por vacío.
En un sistema de aire disuelto, se introduce aire al agua bajo presión yluego se le permite salir de solución en una celda de flotación. El aire sepuede introducir presión en la misma cámara o presionando agua y aire justoantes de que ingresen a la celda de flotación. Cuando el aire sale de soluciónforma burbujas pequeñas que se adhieren a las partículas suspendidas y lasarrastran a la superficie d la celda.
Los sistemas de flotación por aire introducen burbujas de aire a través dedifusores o impelentes directamente al liquido en la celda. El aire flota,como en el sistema de aire disuelto, arrastrando las partículas de sólidossuspendidos y aceite con ellas.
54

- .
-
LOS sistemas de vacío usan un efecto de succión para introducir aire en elagua a medida que ingresa a la celda de flotación.
4.1.6.2 Recuperación versus Tratamiento
Los sistemas de flotación se pueden diseñar ya sea para recuperación comopara tratamiento. Originalmente la flotación se desarrollo para tratar aguasservidas siendo la recuperación una preocupación secundaria en algunoscasos. particularmente para el tratamiento de aguas municipales, larecuperación no es un objetivo. Una vez que los sólidos pesados han sidoseparados, se disponen por otros medios, mientras que los aceites y sólidosligeros se retiran de la superficie para recuperación o disposición. Comoresultado, los diseños convencionales de tanques de flotación permiten unasimultánea acumulación de lodos en el fondo y de espuma en la superficie.Para la industria harinera la recuperación deberá ser siempre una prioridad
ya que nada que nos es recuperado es materia prima desperdiciada.
Los sistemas de recuperación por flotación están basados en una filosofíadiferente. Los aceites y sólidos suspendidos tienen valor y son separadosdel agua no solo para mejorar la calidad de la misma sino para aprovecharsu uso potencial. El lodo puede ser un poco más difícil de recuperar que lasespuma que flota en la superficie porque puntos muertos pueden desarrollaren el sistema de retiro de los dos que promueven crecimiento anaerobio deorganismos. El crecimiento anaerobio puede afectqr la calidad del materialrecuperado del lodo. LOS sisteimas de recuperación tratan de retirar lamayor cantidad posible de a superficie del tanque y eliminar o reducir almínimo la acumulación de lodos en el fondo del tanque. Y si hay acumulaciónde lodos en el fondo del tanque, debe de haber una unidad especial quepermita remirar a tiempo este para evitar la formación de paquetesanaerobios.
4.1.6.3 Consideraciones para seleccionar un sistema de flotación
Eficiencia de recuperación
Dado que el agua de, bombeo será reciclada y re usada para bombearpescado varias veces en un mismo día, es critico que el sistema de flotaciónremueva lo más posible de aceite y proteína en cada paso por el sistema. De
55

.
.-..
.
.
.
.
.*
c
. .
esta manera la acumulación de sólidos suspendidos y aceite en le agua debombeo se minimizara. LOS sólidos disueltos no serán retirados por elsistema de flotación y se perderán en el agua de bombeo si esta esdescartada a I final del día o serán reincorporados al producto si esta esevaporada y concentrada. ¿ Que pasaría si la remoción de la proteína yaceite suspendidos no fuera eficiente? El primer problema seria unincremento en la viscosidad del agua de bombeo. Si esta se vuelve muyviscosa, puede cambiar la dinámica del sistema de bombeo y dificultar ladescarga de pescado desde las embarcaciones. En segundo y másimportante lugar, una elevada concentración de materia orgánica significaráque más materia orgánica permanece en el agua de bombeo durante el día,sujetándola a descomposición y decreciendo en calidad. Mientras máspronto uno remueva el aceite y la proteina del agua de bombeo y laintroduzca en el proceso productivo, mejor ser su calidad o la del productoresultante. Los sólidos que permanecen en el agua de bombeo todo el díamuy probablemente se descompondrán y disminuirán la calidad del materialobtenido del agua de bombeo.
Mas aun, aunque un sistema de reciclaje nunca ha sido instalado, las plantasharineras solo pueden ganar instalando un sistema el más eficiente sistemade recuperación que puedan encontrar. Todo lo que no recuperan del aguade bombeo es una pérdida. Por que desechar materia prima potencial con unsistema de remoción poco eficiente? Muchos de los fabricantes que hemoscontactado han estimado que podrían lograr por encima del 90% deremoción de sólidos suspendidos y aceite. Si bien esto puede ser ciertobajo condiciones optimas (añadiendo coagulantes químicos, con el optimotipo de sólidos en el agua, etc.). ES muy difícil predecir cual será laeficiencia verdadera para agua de bombeo. Es importante asimismorecordar que la eficiencia en este caso puede ser definida como la cantidadde aceite y sólidos suspendidos que son retirados yrecuperados para serre introducidos en el proceso productivo. Con ello, los sistemas que retiransólidos en forma de lodo que no puede ser re introducido en el proceso
, productivo no pueden incluir este material al medir su eficiencia deremoción. Se debe notar que el lodo de algunos sistemas de flotación sipuede ser apropiado para ser usado en el proceso productivo. Si bien estoañade un elemento innecesario de complejidad al sistema de flotación (comoremover el lodo rápida y eficientemente), se puede considerar en loscálculos de eficiencia de remoción si es posible por las plantas en pruebas
56

-
piloto. La experiencia sugiere que Ia acumuhción de lodos se debe evitar yaque hay una tendencia a tornarse anaerobio rápidamente haciéndolo inútil
para convertirlo en producto.
Volumen de Tanque de F/4tación
Sabemos del diseño preliminar que el volumen del tanque de flotación tieneun impacto significativo en el costo de recuperación de sólidos disueltos.El tanque de flotación es el componente más grande, en términos de
volumen, del sistema de recirculacion (tuberías, bote, tanque deamortiguación). Mientras mayor sea el volumen del tanque de flotación, masagua se necesitara evaporar al final del día cuando sea momento deconcentrar el agua de bombeo usada. Por lo tanto es más eficiente usar untanque d flotación que añada tan solo un mínimo de volumen al sistema total.
En general, cada incremento de 10 m 3 costra a cada planta típica USD6,000 adicionales de ganancia perdida anualmente debido a costosadicionales de evaporación de agua. Con ello, con un sistema de reciclaje ladiferencia en ganancias anuales entre un sistema con un tanque de flotaciónde 30 m 3 y uno de 330 m 2 será cerca de USO 180,000 para una plantatípica. Esta cifra debe ser tomada en cuenta al seleccionar un sistema deflotación. Los cálculos económicos avalan la compra de un sistema deflotación de poco volumen, aunque cueste más. En tres años, la perdida deganancias al escoger un tanque grande seria USD, 540,000.
Una ventaja adicional de tanques pequeños es que se minimiza la acumulaciónde lodos en el fondo. En lugar de ello la mayoría de los sólidos y aceiteflotan y pueden ser retirados.
Forma del tanque de flotación
Los tanques circulare ofrecen dos ventajas sobre tanques rectangulares.Primero, son mejores en evitar puntos puertos en donde se acumulen
sólidos y se torneen anaerobios. Segundo, la cantidad de aire que senecesita introducir en un tanque rectangular es generalmente mas que parauno circular con el mismo flujo. Menos aire insuflado significa menos costosoperativos.
57
---- ---..“-- -__-___- - .
.._ .__ . .._. --. ~.-_-_.--.-. _.._. .-----

s/mplicidad de fa tecnologja
Mientras menos c.omplicado sea el sistema más fácil sera manejarlo ymantenerlo. Sistèmas probados en campo ofrecen una ventaja sobre lastecnologías nUeVaS en que SU eficiencia y confiabilidad se puedendeterminar en grado razonable.
Tamaño de burbuja
Mientras más pequeñas sean las burbujas, mayor será la eficiencia derecuperación de sólidos y aceite que uno puede lograr. Esto es porque lasburbujas pequeñas se adhieren a las partículas más pequeñas mientras quelas burbujas grandes las sobrepasan.
Separación previa a la flotación
Muchos fabricantes de unidades de flotación han recomendado que el aguade bombeo se sujete a separación previa al ingreso al tanque de flotación.Aparentemente el retiro de los sólidos sedimentables y el aceite en un
tanque de separación inicial mejora la eficiencia del tanque de flotación. Lainformación definitiva sobre esto en la literatura es escasa. Las plantasharineras pueden desear experimentar con tales separadores a escalapiloto.
4.1.6.4 Resultados de pruebas DAF en plantas de Paracas
Con el fin de tener comparaciones preliminares entre diferentesfabricantes de sistemas de flotación, el proyecto condujo muestreos yanálisis en algunas de las plantas de Paracas. Los resultados de estaspruebas se resumen abajo. Se debe notar que estas son solamente las tasasde remoción, y no necesariamente las tasas de recuperación. Para muchosde estos diseños también se forma lodo en el fondo de la celda de flotación.Si este lodo no se esta usando actualmente como materia prima, no sepuede contar como recuperado. Al conducir el muestreo mostrado abajo, sinembargo, no hubo manera de determinar cuanto del material removido erarealmente recuperado, porque la cantidad de lodos generada y descartadano fue medida. Las tasas de recuperación se esperaban entonces que fueranalgo menores que las tasas dadas a continuación. Mientras más lodo crea
-
58

.
- -w
*
.
.
.. .
‘-- ,.
.
.
- ‘.
.
un sistema, menor será la tasa de recuperación comparada con los datos delo tabla. Se debe notar asimismo que la planta con el sistema Kroftaestaba aun en el proceso de optimar SU rendimiento cuando se tomaron lasmuestras y se hicieron IOS análisis. Desde entonces la planta ha reportadoque el sistema Krofta ha estado logrando tasas de recuperación de 90% deaceite y proteína suspendida con una cantidad mínima de producción delodos.
TIPO DE DAF
DENVERPROTEINA RECUPERADA: 58%ACEITE RECUPERADO: 72%
TAYLORPROTEINA RECUPERADA: 30%ACEITE RECUPERADO: 53%.
- .KROFTA
PROTEINA RECUPERADA: 60%ACEITE RECUPERADO: 81%
.
.
AMISA (separador cónico, no sistema de flotación):PROTEINA RECUPERADA: 15%ACEITE RECUPERADO: 74%
- .
4.1.7 Tanque de amortiguación
.X .
..---. .
- ’
‘.
I..- .
.
Dado que el sistema de recirculacion será en circuito cerrado, se necesitaraun tanque de amortiguación para eliminar las fluctuaciones de flujo en elsistema.
4.1.8 Tanque de Retención
Se requiere un tanque de retención para contener el agua bombeada luegoque ha sido usada y antes de ser llevada al evaporador. El tanque deretención juega también un rol en el inicio del sistema.
59

4.2 Costo estimado de un sistema de recirculacion de agua de bombeo.
Los costos estimados de un sistema de recirculacion/recuperación de agua debombeo para una planta típica en Perú son de cerca de MD 630,000 - 980,000 sinun evaporador y cerca de USO 2,000,OOO con evaporador.
Un desagregado completo de IOS costos asociados con el sistema derecirculacion/recuperación se dan en la Tabla 4-2. Usando asuncionesconservadoras, el sistema de recirculacion propuesto aquí puede estar asociado aun periodo de recuperación de no más de un año. La inversión se podría recuperaren la forma de mayor rendimiento de harina y aceite. Además los residuosorgánicos al mar se reducirían en un 90%.
-.
60

-
-
. .-- -
*.
- -.
- -i
.
. .
- -4
Tabla 4-2Equipo Requerido para un Sistema de Recirculacion en una planta típica en Perú.
Equipo Costo Estimado
Tubería de retorno a la estación de bombeo $100,000
Mallas de 1 mm $20,000
Sistema de flotación de aire disuelto $150,000-$400,000
Reconf iguracion de tuberías, válvulas y controles $20,000
Tanque de amortiguación $10,000
Tanque de Retención $50,000
Bomba de baja razón agua-pescado $150,000 - $250,000
Tubería de baja fricción (PVC) para descarga del $150,000pescado a la planta
Evaporador $1,000,000
Total $1,650,000 - $2,000,000
61.

.
.-.
.
. .
.
.-
.
.
.-
.
.
.
*
4
*
4
.
. .
.
L
.
.
CAPITULO 5
Sangucza
Introducción
La sanguaza constituye uno de los tres principales efluentes líquidos de una plantaharinera y es una fuente significativa de residuos orgánicos. Se forma en lasembarcaciones cuando la pesca se almacena durante el retorno a la planta y cuandose almacena en las pozas antes de procesarse. Existen dos razones primarias parala generación de sanguaza. Primer, el pescado en las capas intermedia y profundaestán presionadas. Segundo, la actividad bacteriana y la auto digestión por lasenzimas que están en el estómago del pez inducen a una licuefacción del mismo.Esta reacción se acelera con la temperatura y como resultado se pierden tantoproteína como aceite. La sanguaza, como se la define aquí, es solamente el líquidoproducido durante el almacenamiento del pescado en planta. Está constituida desangre de la materia prima, algunos sólidos de pescado más agua de mar encontradaen el pescado y algo de agua de bombeo.
En el pasado, la sanguaza se consideraba un deshecho y simplemente se vertía almar. Más recientemente las plantas harineras están re introduciendo la misma alproceso productivo, reduciendo con ello su descarga de residuos, recuperandomateria prima perdida y aumentando ganancias. De hecho, esta práctica ya no esvista como un lujo, sino como una necesidad por cualquier planta que desea competiren el mercado actual y permanecer en operación bajo las actuales regulaciones
5.1 Estimaciones de pérdidas materiales y económicas en la sanguaza.
La calidad de los nutrientes en la sanguaza variarán con la Calidad de la materiaprima en el momento en que ésta es descargada y de su deterioro durante elalmacenamiento en la fábrica. Basados en los muestreos y análisis de la sanguazaconducidos en las plantas de Paracas como parte del proyecto USAID, loscontenidos de sólidos varían tanto como 60% en la sanguaza de pescado malogradoa 4% en pescado muy fresco. Pero el contenido de sólidos no es tan útil comoconocer el contenido de proteína y aceite, ya que estos dos componentes de lasanguaza son indiscutiblemente valiosos para un fabricante de harina y aceite.
62

Basados en los resultados de las pruebas de proteína y aceite, así como en otrasfuentes de la industria, se puede asumir que, en promedio, la sanguaza contiene porlo menos 2OOg/l(ZO%) de proteina y aceite. Factores tales como dilución con aguade mar y la frescura del pescado probablemente cuentan para tan alto grado devariabilidad. La data acerca de IOS volúmenes de sanguaza generados no fueobtenida basándose en tonelada de pescado procesado. En lugar de ello losestimados de pérdida se calcularon usando una combinación de resultados demuestreos hechos por el proyecto e información de fuentes de literaturaprofesionales internacionales. La data de Perú sugiere que la concentraciónproteína y aceite en la sanguaza es cerca del 4%. Un estudio noruego coloca estacifra en 10% - 15% para el capelan. Respecto al volumen de sanguaza generado,investigadores polacos han reportado que varía de lo-15% del peso original deI
pescado. Estudios conducidos en Chile en anchoveta y sardina han avalado estascifras. Asumiendo que cerca del 10% de la materia prima se licúa a sanguaza,entonces podemos calcular las pérdidas anuales en sanguaza para una planta típicaperuana (50 tons/hora).
n
2,000 horas x 50 tons/hr x 10% = 2,000 tons aceite y proteína seca
^. . .- .
.
-
2,000 ton de proteína seca + (10% humedad x 2000)= 2,200 ton harinaperdida/año
PERDIDAS ECONOMICAS = 2 , 2 0 0 t o n s h a r i n a x $416/ton =US$915,000/año
CARGADE RESIDUOS = 2,200 tons proteína seca x 4 partes de water/lparte de pescado = 8,800 tons de pescado desperdiciado /año
Aunque no tan sustantivas como las pérdidas del agua de bombeo, la pérdidade rendimiento al descargar la sanguaza es aún muy significativa. Para laplanta típica de 50 ton/hora, las pérdidas son de por lo menos 2,200 tons deharina por año, avaluadas en lJS$915,000. La Tabla 5-l muestra las pérdidasen términos de harina por puerto basado en este método.
63
____--- -- ---. ~. ..- -~.--p---.m-- -

.
.
Tabla 5-1Pérdidas en songuoza por puerto en equivalentes de harina
Puerto Promedio de Harina perdido Gananciasdesembarque de (toneladas perdidoscinco años métricas) W$)(toneladasmétricas)
CoishcolChimbote 2,824,OOO 12,426 7,455,360
Pisco/Son Andrés 870,000 3,828 2,296,800
Chancay 621,000 2,732 1,639,440
Paita 565,000 2,486 1,491,600
Il0 525,000 2,310 1,386,OOO
Culebros/Huarmey 387,000 1,703 1,021,680
Vegueta 374,000 1,646 987,360
Tambo de Mora 316,000 1,390 834,240
Supe 312,000 1,373 823,680
Chicamo 202,000 889 533,280
Callao 181,000 796 477,840
Moliendo/Matarani 152,000 669 401,280
Huacho/Corquin 124,000 546 327,360
La Planchada 114,000 502 300,960
Pucusona 100,000 440 264,000
Atico 84,000 370 221,760
otros 660,000 2,904 1,742,400
Total 0,411 ,ooo 37,000 22,205,040
44

5.2 Medidos poro mejorar 10 efkiencio de producción y reducc ión de
residuos.
Lo composición de la sanguaza variará con la composición de lo materia prima y lacantidad de tiempo que el pescado esté almacenado antes de ser procesado. S¡ noes procesado, se pierde un producto valioso en la sanguaza. Hay dos opciones paraprocesar lo sanguaza: (1) enviar la sanguaza al cocinodor para cocerla junto con elpescado, o (2) procesarla por coagulación de las proteínas, separación del aceite ylos sólidos y preferiblemente evaporar la fase acuosa
Enviar la sanguaza al cocinador tiene la ventaja de usor el mismo equipo con que se’procesa al pescado. Lo sanguaza es cocinada, coagulando los proteínas y liberandoel aceite. El aguo y aceite se combinan entonces con el licor de prensa mientras quelos sólidos de la songuoza,se combinan con los otros sólidos y son parte de lo tortade prensa que luego se secará. El licor de prenso es separado en aceite y aguo decola, lo cual es evaporado para producir el concentrado que luego es añadido a loharina. El aceite es mezclado con lo producción principal del mismo. Este sistemofunciona siempre y cuando el pescado sea fresco. El aceite producido se puedemezclar con el resto del mismo porque no se ha descompuesto en ácidos grasoslibres.
En lo segundo opción, la sanguaza es calentado y separada usando uno centrífugo.El proceso incluye un poso previo poro elevar lo temperatura o 70-800 C. porocoagular lo proteína, seguido de un centrifugado para remover los sólidoscoagulados y el aceite. Preferiblemente, el líquido resultante es regresado al aguade cola y luego.evoporodo. Lo fracción sólido usualmente va o lo línea de torta deprensa paro secado y el aceite, normalmente oscuro y de bojo calidad se mantieneya sea separado y vendido a precios de oferta o mezclado con el combustible yquemado.
El proyecto hizo un muestreo y anoli’zó el afluente de sanguaza y el efluente líquidode la centrifuga usada poro separar sólidos y aceite de lo mismo. Los resultadosrevelaron que en promedio en el afluente contiene 40 g/l de proteína y aceite.
Luego del tratamiento en la centrífuga, la fose líquida de descarga contenía 30 g/l.Entonces, lo centrífuga había recuperado sólo el 25% de la proteína y aceite de losanguaza. Aunque el muestreo no fue lo suficientemente exhoustivo como paraofirmor que estos resultados son concluyentes, éstos si sugieren que el proceso por
65
._... --_ ~_._._
._
___-. -- ---
-----__--“.--

c
. .
.
.
hr
.
.*
coagulación y separación puede ser menos efectivo para la recuperación de material
valioso que alimentando lo sanguaza al cocinador junto con el p-ca&.
Los datos del proyecto indicaron tombién que una vez que la sanguaza ha sidocoagulada y separado existe aún cerca de un 76% de los nutrientes en la faselíquida. Si la fase líquida se descarga como efluente en lugar de evaporarla con elagua de cola, entonces la mayor parte de IOS nutrientes se está descartando. Lasproteínas en la sanguaza parecen ser solubles y no están siendo coaguladas por elproceso usado. La evaporación parecería ser la mejor ruta para recuperar estematerial.
El tiempo de almacenamiento es crítico en la determinación de la concentración delo sanguaza. Un reporte de Chile establece que los sólidos en lo sanguazaaumentoron de 5% luego de 1 hora de almacenamiento o 14.5% luego de 21.5 horasde olmocenomiento. Lo sanguaza es producida por lo descomposición del pescado yes liberada por lo presión o que éste está sometido durante el almacenamiento. Sia lo sanguaza producido no se le dejara salir del pescado, aceleraría el proceso dedescomposición y produciría más songuozo. Por supuesto que el tiempo de
almacenamiento deberío ser minimizado, pero estos datos sugieren que drenar losanguaza al ser generado es una manera de minimizar la generación de mássanguaza.
Lo temperatura juego también un rol crítico poro determinar lo tosa de produccióny lo composición de lo sanguaza. Aunque no hay datos publicados específicamentepara anchoveta, se ha reportado para arenque que por coda 6°C de incremento detemperatura, lo pérdida diario de rendimiento casi se duplica. (Tabla 5-2).Trabajos hechos con sardina mostroron un incremento de sólidos en lo sanguaza de1.6% o 11.4% en 2 días o 15” C. En experimentos con bacalao, pez rojo y arenquealmacenados o diferentes temperaturas por diferentes tiempos se encontró que:o 10” C, el bacalao almacenado de 0 o 17 días mostró pérdidas del 10% después de3 días, el pez rojo 3-7% después de 3 días, y el arenque 5-6% después de 3 días.A 25” C el bacalao perdió 11% después de 3 días, el pez rojo 6%, y el arenque 12-
18%. Entonces, es esencial mantener temperaturas opropiodos poro minimizar logeneración de songuozo (Ver Capítulo 3 poro métodos de enfriomiento).
66

-- -
- -
Tabla 5-2
Pérdidas de rendimiento en arenque o songuozo con temperaturas deolmocenomiento crecientes.
Pérdida de peso /día
Pérdida desanguaza
Kilos / ton depescado por día
0°C 6OC 12°C
0.30% 0.70% 1.21%
2.2 5.1 10.5
Poro mejoror los rendimientos de harina y mantener lo calidad es esencial procesarlo songuozo al mismo tiempo que el pescado. La mejor solución es evitar, tonto comosea posible, lo formación de sanguaza teniendo condiciones apropiodos dealmacenamiento y adecuado copacidad de procesamiento. Lo descarga de sanguazase debería evitar por rozones de impacto ambiental así como porque reduce elrendimiento.

7
.-.
.
.
. .
,.
. .
.2
.”
e
.s
.
~*
.?
. .
.c
L
.
CAPtiLO 6--.
ACUA DE COLA
Introducción
El agua de cola constituye uno de IOS tres principales efluentes de una plantaharinero y puede ser una fuente signif ìcativa de descarga orgánica si no se procesaporo recuperar material valioso. El pescado que entro a proceso se cocina y seprenso poro separar los sólidos de los líquidos. LOS sólidos se cocinan y secan y seconvierten en harina mientras que el líquido va o más procesos para recuperarsólidos suspendidos que puedan haber escapado de la prenso y paro separar yrecuperar el aceite. El agua remanente luego de recuperar el aceite se conocecomo aguo de cola. Por lo tonto el ogua de cola comprende al aguo presente en elpescado, pequeños contidodes de songuoza, uno pequeño cantidad de agua de mar,aceite suspendido y proteína disuelta y otros sólidos y soles disueltos. Como reglogeneral, cerco del 60% de lo materia primo original se convertirá en agua de colay ésta contendrá cerca de 8% a 10% de sólidos totales. Los componentes del aguade cola son todos voliosos en términos de ser producto potenciol, haciendo que surecuperación sea crítica desde los puntos de vista técnico, ambiental y económicos.
En el pasado, el agua de cola se consideraba un desperdicio y simplemente sedescargaba al mor. Más recientemente, las planos están utilizándolo en su proceso,reduciendo con ello sus residuos y aumentando ganancias. De hecho, como lorecuperación de lo sanguaza, ésta práctica yo no se ve como un lujo, sino como unonecesidad poro cualquier plonta que desee ser competente en un mercado actual yporo permanecer en operación bajo los actuales condiciones de regulación de laindustria.
6.1 Estimación de pérdidos materiales y económicos.
Poro los plantas que no evoporon y proceson sus aguo de cola, lo pérdida de sólidosserá de aproximadamente 48 kg/ton de pescado. Generolmente el agua de colacontendrá cerco de B-10% de sólidos totales que están constituidos deaproximadamente 5.6% de proteína, 0.6 % de graso, 1.8 % de cenizas y 92% dehumedad. El volumen y contenido del aguo de cola varío con lo condición y edad delpescodo. Con pescado de mayor tiempo, más de su proteína se descompone en

-
/
fracciones solubles y es liberada. Si se deja que pase más tiempo, el producto finalserá un pescado licuado. Toda planta debería tener una instalación para procesarsu agua de cola. El aguo de cola puede representar cerca del 60% del peso de lamateria prima de pescado fresco y aún más si si es pescado ccn más tiempo. Si elagua de cola no es recuperada, se pierde producto valioso y el vclumen del efluentede esta fábrica contiene elevadas concentraciones de materia orgánica que puedencolmar el cuerpo receptor de agua. Además no es posible recuperareconómicamente la sanguaza generada en la planta, sin tener una planta de agua decola.
En los EEUU y en muchos otros paises en donde se produce harina de pescado,cuando se desarrollaron las regulaciones ambientales, el gobierno primero consideróla mejor tecnología práctica disponible para lo industrio. Lo mejor tecnologíapráctico incluía el requerimiento de una planta de aguo de cola o el envío del aguade cola hacia una planta exterior de agua de cola. El pescado contiene cerco de un80% de líquido que consiste en ogua más aceite. Cuondo aumento el contenido deaceite, decrece el de agua y viceversa. Basados en la composición previamentemostrada, el agua de colo representa cerco del 60% del peso del pescadodescargado y contendrá cerca de 8% de sólidos secos por 110% para obtener elrendimiento de harina equivalente perdido en el aguo de colo. Para las plantas queno recuperan usualmente. Dado que la harina contiene 10% de ogua, debemosmultiplicar los sólidos por un 110% paro obtener el equivalente de harina perdido enel aguo de cola. Para los plantas que usualmente no recuperan su agua de cola, lospérdidas de rendimiento son enormes. En uno planto típico de 50 ton/hora, segenerarán cerca de 30 tons de agua de cola por hora. En una temporada típico seperderán, 60,000 tons de agua de cola y con 8% de sólidos, esto hará 5,280 ton deharina. Represento asimismo cerca del 27% de harina que se podría producir con elpescado. A un precio de USO 416 (promedio de 10 años Hamburgo menos USO 60por flete) por ton de harina, los pérdidas anuales poro uno plonto así serían de USO2,216,OOO.
2,000 horas/temporada x 50 ton/hr x 60 % x 8 % = 4,800 ton aceite yproteína seco4,800 ton + (10% humedad x 4,800) = 5,280 ton horino perdido /añoPERDIDAS ECONOMICAS = 5 , 2 8 0 t o n H A R I N A x $416/ton =US$2,196,000/oñoDESPERICIO = 5,280 ton PROTEÍNA SECA x 4 portes de aguo /l porte depescado = 21,120 ton de pescado perdido por oño
69
! -. .
I -’I :
‘- 1.. :1. :1‘-- - . . --. ..- .-..._-- --
-___~~~_~~-~~“~~-~~
______ - -_ -.-..--.--

A un precio de $600 per tan de harina, Ias pérdidas anuales para esa plantaserían ciertamente $3,197,000.
Asumiendo que el 10% de los fábricas en cada puerto peruano no tiene plaqtas deagua de colo, las pérdidas por puerto serían como se muestra en la Tabla 6 -1.
70

fabla 6-lPERDIDA bf SOLIDOS EN AGUA bE COLA SI SOLO 10% DE LAS FABRICAS DESCARGAN AGUA IJE COLA
Puerto 96 de capturo Promedio de Agua de cola Agua de cola Harina perdidaperuana desembarque de producida(equíval descargado sí solo a en USO a
cinco años ente de harina 1 0 % de las plantas US$ bOO/ton(toneladas métricas) en toneladas descargan agua de
métricas) cola ,
COISHCO/CHIMBOTE 33.58 2,824,756 150,503 15,050 !$?,030,180
PISCOhAN ANDRES 10.34 870,139 46,361 4,636 $2,781,660
CHANCAY 7.38 620,744 33,073 3,307 $1,984,394
P A I T A 6.72 565,336 30,121 3,012 $1,807,266
I L 0 6.24 525,251 27,985 2,799 $1,679,122
CULEBRASIHUARMEY 4.61 387,573 20,650 2,065 $1,238,993
VEGUETA 4.44 373,718 19,Y 12 1,991 $1,194,702
TAMBO OE MORA 3.76 316,466 16,861 1,686 $1,011,679
SUPE 3.71 311,657 16,605 1,661 $996,305I
71

CHICAMA 2.4 202,046 10,765 1,077 $645,901
CALLAO 2.15 180,625 9 , 6 2 4 9 6 2 $577,422
MOLLENIJOIMATARA 2.8 151,623 8,078 808 $484,708N I
HUACHO/CAROUN 1.47 123,670 6,589 659 $395,348
LA PLANCHADA 1.35 113,699 6,058 606 $363,473
PUCOSANA 1.19 99,778 5,316 532 $318,970 *
A T I C O 1 84,215 4,487 449 $269,219
OTHERS 7.85 660,157 35,173 3,517 $2,110,390
T O T A L 100 8,411,453 448,162 44,816 $26,890,333
72
r ‘.
1
.P-
.
6.2 Pedidas paro mejorar lo eficknch de producción y reducir residuos.
Hoy muchos tipos de evaporhdores usados en la industria harinera:
1. El evaporador de película ascendente es un sistema multi efecto con 3 a 4efectos para ahorra energía. El vapor saturado del caldero ingresa al primerefecto y el vapor generado desde allí al evaporar el agua de cola es usado paracalentar las siguientes etapas. Este tipo de evaporador no se puede calentar convapor de rebose de los secadores porque no sería suficiente esta energía.
2. El evaporador de película descendente requiere menos calor inicial y tienenormalmente 2 a 3 efectos y se puede operar con calor de rebose de los secadores.Este tipo de evaporador se puede balancear con el resto de la planta de manera que
la producción del concentrado de agua de cola está balanceado con la capacidad delsecador para utilizar todos los solubles.
3. Evaporadores de re compresión mecánica que contienen un compresormecánico para re comprimir el vapor producido en el proceso de concentración y quese recicla al evaporador, reduciendo consumo de energía.
4. Evaporadores que incluyen el calentamiento del agua de cola sin evaporarla yluego expandirla en una cámara de vacío. La cantidad de agua evaporada esproporcional a la diferencio de energía antes y después de la expansión dividido porel calor latente del líquido. Este sistema se puede usar con vapor de secadoresdirectos.
LOS evaporadores de vapor de deshecho operan bombeondo agua caliente a travésde un inter cambiador de calor en el cual la energía es transferido a un flujocirculante de agua de cola. Entonces es calentada y luego enviada en flash a unacámara de vacío en donde lo energía absorbida se disipa como vapor de agua. En unaplanto de efecto simple los vapores se condensan en un condensador refrigeradopor aguo de mar. El agua de enfriamiento es reciclado a la torre de condensomientoy recalentada de nuevo. Un evaporador de deshecho de un solo efecto tomarágeneralmente cerca de 40-50% del requerimiento de evaporación de agua del aguade cola. Esto reduce la carga en la planta de agua de cola y permite al operadorelevar la temperatura del último efecto, una necesidad si estos vapores se van ausar en cocinodores. Los evaporadores de vapor de deshecho pueden sersuficientes paro operaciones pequeñas que no pueden adquirir un evaporador multi
73
I_--
_____-----.. .-I_- -- -.- _~

.
.
.
.efecto.
CAPITULO 7
MINIMIZACION DE EMISIONES GASEOSAS’
7.1 Fuentes de emisiones gaseosas.
Lo composición de los compuestos malolientes presentes en al proceso de harina depescado es variable, dependiendo del tipo de pescado que sea. el grado de deterioroque haya habido y las condiciones operantes en el proceso usado,
El mayor emisor de vahos en las plantas harineras es normalmente el secador,especialmente si es directo, porque requiere volúmenes significativos de aire pararetirar la humedad. Emisiones menores ocurren en los cocinadores, evaporadoresy otras partes del proceso. La Tabla 7 proporciona un estimado de las emisiones devahos en varias etapas del proceso de harina de pescado.
Tabla 7-1
Emisiones de vahos en el proceso de harina de pescado I
I Etapa
1 Secador
I Cocinodores
I Transportador de materia prima
I Emisión Total, %
I Transportador nEEUUmático de harina l 2-5
I--Fuente: Schmidtsdorff 1974
El almacenamiento de la materia prima antes de procesarla es uno fuente definitivade vahos y puede generar desde 1,000 a 100,000 unidades de vahos por pie cúbico
1 Nota: Porciones de este capitulo están basadas en h pronta publicación de Air L Waste Management Associattion cuyo coautor es Tony Bimbo, ‘Air Pollutton Engineering Manual’, Ed. Anthony J. Buonicore , Wayne Davis, y lony Bimba,Capítulo 13 de Food and AgriculturaI fndustry: Fish Processing de William H. Prokop. Von Nostrand Reinhold, New
York. Actualización 1998. Publicación original 1992.
741
.

-
(ASTM método de la jeringa) hacia el espacio aéreo superior, dependiendo de sugrado de deterioro. Estas emisiones de vahos desde áreas abiertas son casiimposibles de controlar a menos que estén completamente cerradas. Se haencontrado que la concentracifin de gases en el espacio sobre las pozas dealmacenamiento es bastante alta. Por ejemplo, los gases inorgánicos como el sulfurode hidrógeno y el amoniaco se reportaron a niveles de hasta 2,000 ppm y 1,000 ppmrespectivamente. Los valores limitantes umbral (TLVs) para HrS y NH3 estánespecificados a 10 ppm y 50 ppm, mientras que SUS umbrales de detección de olorse reportan a 0.00021 ppm y 21.4 ppm respectivamente. También estuvieronpresentes las aminas orgánicas como la trimetilamina cuyo umbral de detección deolor es de 0.00021 ppm. Debido a estos bajos umbrales, aún volúmenes pequeñosque escapan a la atmósfera circundante son capaces de generar quejas. Otrasfuentes potenciales de emisiones fugitivas incluyen la filtración desde ciertosequipos, como las prensas y mallas, y en el punto de transferencia de una etapa delproceso a otra.
La emisión de vahos desde los cocinadores puede variar desde 5,000 hasta 100,000unidades de vahos por pie cúbico (ASTM método de la jeringa) dependiendo delestado de la materia prima. El cocinador es usualmente ventilado y el equipo decontrol de vahos registra una emisión volumétrica que varía desde 100 hasta 1,000pies cúbicos por minuto. Aunque el efecto múltiple del sistema de evaporaciónpuede remover hasta el 50% del agua evaporada del proceso total, su operaciónnormalmente es al vacío y la emisión de vahos es ligera
La siguiente Tabla ilustra las emisiones de vahos desde muchos secadores directosrotativos sin control de emisión de vahos.
75
.-I ,-_...-_____. - _ .___ - -... .-- ------
--__--- ..-I -
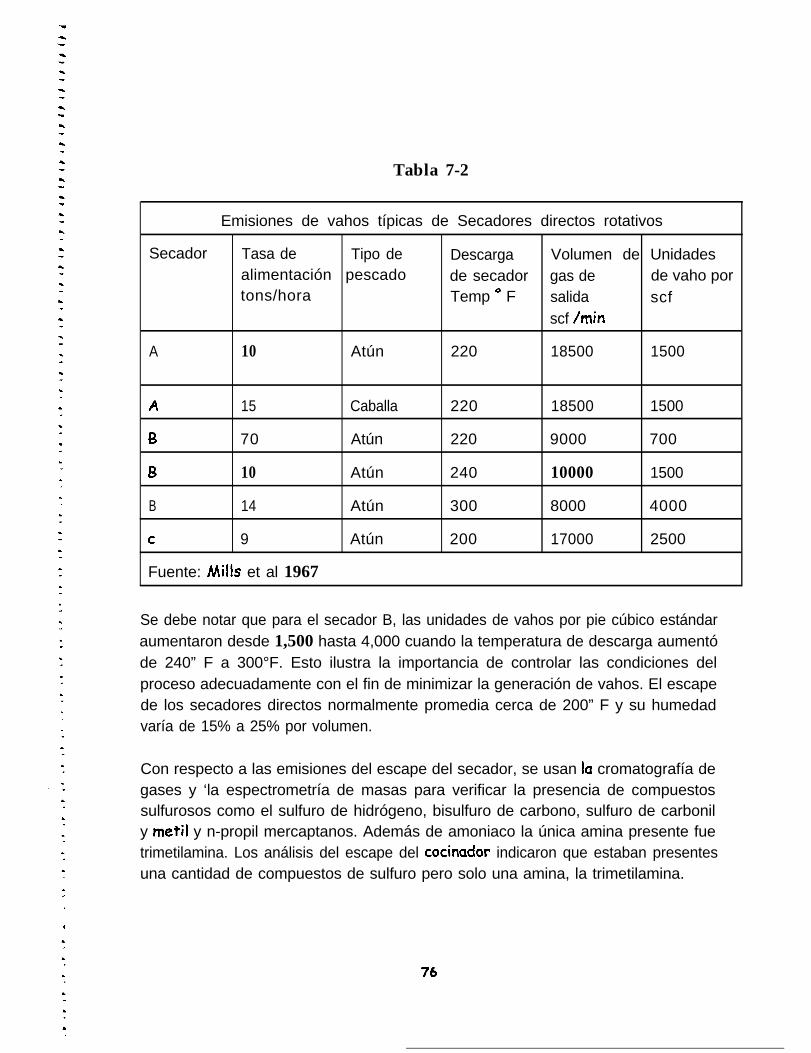
Tabla 7-2
Emisiones de vahos típicas de Secadores directos rotativos
Secador Tasa de Tipo de Descarga Volumen de Unidadesalimentación pescado de secador gas de de vaho portons/hora Temp o F salida scf
scf /min
A 10 Atún 220 18500 1500
A 15 Caballa 220 18500 1500
0 70 Atún 220 9000 700
8 10 Atún 240 10000 1500
B 14 Atún 300 8000 4000
C 9 Atún 200 17000 2500
Fuente: Mills et al 1967
Se debe notar que para el secador B, las unidades de vahos por pie cúbico estándaraumentaron desde 1,500 hasta 4,000 cuando la temperatura de descarga aumentóde 240” F a 300°F. Esto ilustra la importancia de controlar las condiciones delproceso adecuadamente con el fin de minimizar la generación de vahos. El escapede los secadores directos normalmente promedia cerca de 200” F y su humedadvaría de 15% a 25% por volumen.
Con respecto a las emisiones del escape del secador, se usan la cromatografía degases y ‘la espectrometría de masas para verificar la presencia de compuestossulfurosos como el sulfuro de hidrógeno, bisulfuro de carbono, sulfuro de carbonily metil y n-propil mercaptanos. Además de amoniaco la única amina presente fuetrimetilamina. Los análisis del escape del cocinador indicaron que estaban presentesuna cantidad de compuestos de sulfuro pero solo una amina, la trimetilamina.
76
-
-
-
*.
-
I.-
r..
-.
-
/--
:-
Las emisiones de finos del proceso de harina están usualmente limitados a lOssecadores directos y a los moledores y transportadores nEEUUmáticos de harinaseca. Se ha encontrado que los sistemas de colección por ciclón son eficientes enmás de un 99.9%
7.2 Medidas de control de prevención de contaminación aérea
.
El primer paso más efectivo para minimizar los vahos es el uso de secadoresindirectos ya que estos son los principales emisores de vahos en una planta harinera.En muchos países Europeos muchos secadores directos que usan mucho volumen deaire y mayores temperaturas han sido reemplazados con secadores indirectos porel menor volumen de aire que utilizan. El escape de los secadores indirectos tieneun 30-45% menor volumen comparado con el directo. Los secadores indirectostienen un contenido de humedad del 25% comparados con el 15% de los directosprocesando el mismo material. Las concentraciones de vahos de los secadoresindirectos están generalmente en el mismo rango que los directos si se usa pescadofresco bajo las condiciones apropiadas. LOS indirectos recalentarán menos la harinay por ello habrán menos vahos. Finalmente la operación del equipo de secado quereduce las emisiones volumétricas de vahos permite también que cualquier sistemade control de vahos que esté operando sea más efectivo.
La calidad/frescura de la materia prima usada para hacer la harina influye en laseveridad de la emisión gaseosa durante el proceso. Una consideraciónextremadamente importante en el manejo y almacenamiento de la materia prima abordo concierne a la temperatura. El deterioro del pescado comienzainmediatamente después de SU captura debido a las bacterias y enzimas que estánen el tracto digestivo. Como se mencionó en capítulos previos, la formación deaminas volátiles se duplica con un incremento de la temperatura en cerca de 5” C,y el perfil de unidad de vahos se incrementa en 10 veces. Es por ello esencialmantener la materia prima a una temperatura suficientemente baja para prevenir
su deterioro. Como resultado, cuando sea posible las embarcaciones deben contarcon hielo o agua dulce o de mar refrigerada circulada por las bodegas paramantener la temperatura del pescado si este no puede ser llevado a la fábrica enun período aceptable de tiempo.
En situaciones en donde hay fugas de vahos en el área de almacenamiento quepuedan afectar más severamente a la comunidad circundante, será necesario un
77
.

.
.
.
.
.
.
.
.
sistema de ventilación de la planta y equipos de control de vahos
Dado que las emisiones durante el proceso desde los cocinadores y secadorescontienen una considerable cantidad de humedad, a temperaturas de cerca de 200“F (94”C), se deben tener medios necesarios para remover la mayor parte de estahumedad y para enfriar el aire del escape antes de cualquier tratamiento de controlde vahos. También habrán partículas de finos en el escape de los ciclones quedeben ser removidos antes de aplicar medidas de control de vahos efectivas.. Estose logra normalmente ya sea por condensadores de contacto directo o enfriadospor agua. Los de tipo indirecto incluyen el casco y condensador de tubos. El tipodirecto incluye cepillos de flujo venturi concurrentes. Con frecuencia se usancuando hay disponibles grandes cantidades de agua de mar.
Además de condensar el vapor de agua y enfriar el gas, un grado específico dereducción de vahos se consigue con condensadores de contacto directo, ya queciertos compuestos en los vahos, como el amoniaco y el sulfuro de hidrógeno sonmuy solubles en agua. La Tabla 7-3 muestra la capacidad de los condensadores decontacto directo para reducir el nivel de vahos de ingreso.
Tabla 7-3
I Capacidad de remoción de vahos de condensadores directos I
Sistema
1
1
2
Unidades de vahos /scf Temperatura del aire O C.
Ingreso Salida % Remoción Ingreso Salida
138,000 19,000 86
18,000 3,600 80 92 35
52,000 18,000 65 79 28
Se hati aplicado dos métodos básicos de control de vahos a las emisiones delproceso desde los cocinadores y secadores luego de condensar el vapor de agua; laincineración directa en el caldero por oxidación directa de flama y limpieza húmedapor oxidación química o el uso de otros agentes limpiadores.
La.oxidación térmica de los procesos de vahos se logra rápidamente en una caja
78

..
s
- ..
LI
‘- s.
.-- *
*
- -..
.I._ -
flamígera del caldero Q temperaturas que están entre 650-800 “C. Sin embargo,la cantidad de aire maloliente a ser tratado debe ser compatible con el aire decombustión requerid@ por el caldero.
Cuando se usan secadores indirectos, puede ser posible usar el escape del secadorcomo aire de combustión después de condensar el agua. Sin embargo, si se usa unodirecto, normalmente es mejor la limpieza húmeda. La industria harinera en Europausa el aire del proceso como fuente secundaria de aire de combustión en el caldero.La Tabla 7-4 ilustra la reducción de vahos obtenida por incineración en el caldero.
Tabla 7-4
Capacidad de remoción de vahos por incineración en caldera
Unidades de vahos /scf ..
Sistema Ingreso Salida % Remoción
1 144,000 56,000 96
1 18,000 840 95
2 4,750 850 82
2 3600 600 83
3 18,000 1,200 93
3 9,000 1,000 89
Dado que los costos de combustible han subido, particularmente en EEUUropa, lossistemas de limpieza húmeda están prevaleciendo. También si las fugas de vahosdel área de almacenamiento y proceso son significativas y no pueden ser capturadaspor el sistema de conductos de escape, se requiere un sistema de ventilación conequipos adecuados de limpieza húmeda.
Dependiendo del tipo de secador, la limpieza húmeda trata 500-1,500 metroscúbicos de aire seco en condiciones estándar por tonelada de materia primaprocesada. Si se requiere aire de ventilación para la planta, la capacidad de loslimpiadores puede subir a 3,000-4,000 metros cúbicos de aire seco a condiciones
79

estándar por tonelada de materia prima procesada.
Los limpiadores con agua de mar se usan para condensar el agua y enfriar el ingresode gas. Pueden ser torres tipo venturi, o limpiadores tipo spray y se usannormalmente como la primera etapa de dos sistemas húmedos. El escape de laprimera etapa pasa a la segunda en donde hay oxidación química. En el pasado laempaquetadura de estas últimas consistía en anillos de 1 a 2 pulgadas. Actualmenteestos empaques son más eficientes. El USO de soluciones de hipoclorito de sodiocomo agentes de limpieza en la segunda etapa sede potasio o peróxido de hidrógeno. La Tablareducción de vahos con dos etapas de limpieza.
Tabla 7-5
prefiere sobre el permanganato7-5 muestra los resultados de
1 Remoción de vahos con limpieza húmeda de dos etapas 1
Categoría de limpiador
Ingreso de limpiador de agua de mar
Salida de limpiador de agua de mar
Salida de limpiador químico
Umbral de dilución del olor
200,000
20,000
1,000
Hay un inconveniente para el uso de los limpiadores húmedos. A veces, al usar estosistemas una planta harinera convierte simplemente un problema de polución aéreaen uno de polución líquida. La principal línea de defensa contra ambos sigue siendola calidad de la materia prima. El pescado fresco procesado con gentileza yrápidamente
80

-
-<
,-
-
-
C
L
.
.
.
CAPÍTULO 8.
Establecimiento de un sistema de gestión atnbiental (SGA)
Uno de las mejores cosas que una empresa pesquera puede hacer para mejorar susoperaciones desde el punto de vista medioambiental es desarrollar, poner enpráctica y mantener un sistema de gestión ambiental (SGA). Este sistema ayudaráa la empresa a organizar sus necesidades ambientales de la misma manera en queorganiza sus necesidades de comercialización, investigación, finanzas,comunicaciones y otras necesidades comerciales. Se espera que una gestiónambiental adecuada llevará a un mejor desempe5o ambiental.
Ventajas potenciales relacionadas con la aplicación de un SGA:
PI demuestra un compromiso con la gestión ambiental;q mejora la imagen pública y su posición en el mercado;0 cumple con los criterios de certificación de proveedores;lZl mejora el control de costos;lZl conserva materiales de producción y de energía;lZi facilita el proceso de obtención de licencias y autorizaciones locales yI-J mejora las relaciones entre industria y gobierno.
8.1 Introducción a ISO 14000
Los componentes básicos de un SGA se especifican en la serie de normasvoluntarias ISO 14000 preparadas por la Organización Internacional deNormalización (“International Organization for Standardization” o ISO). ISO14001 es la norma que detalla los requisitos básicos que debe rEEUUnir un SGAeficaz. Dado que la pesquería es una industria de exportación, las empresaspesqueras pueden ser sometidas a presiones especiales del mercado para obtenerla certificación de acuerdo a esta norma internacional.
El objetivo de ISO 14001 no es el de sustituir ni suplementar las leyes yreglamentaciones ambientales nacionales. En efecto, se abstiene de establecerniveles y plazos de mejora de rendimiento específicos. En lugar de ello, la normaproporciona un marco de referencia que otorga a cada empresa la flexibilidad de
.
-.- -.” _.....-..-- .._ -. --.-.-.- -____ - .-- ___--.--

.
a
.
I
R
establecer SUS propios objetivos de política empresarial y de rendimiento que
podrían incluso superar IOS requisitos de las reglamentaciones vigentes.Algunas empresas pesqueras pueden hallar que las ventajas de la adopción de 1.~014001 superan a los costos derivados de la misma, en tanto que para otras será elcaso opuesto. Aún si no fuera posible obtener la certificación I-SO 14001, laempresa puede decidir la aplicación de un SGA por SUS propios motivos de gestión,como por ejemplo la reducción de los costos de fabricación de residuos,responsabilidad legal o la mejora de las relaciones entre los trabajadores y la
comunidad.
En las siguientes secciones se describe los componentes principales del desarrolloy aplicación de un SGA, el cual debe ser establecido independientemente de si laempresa decide o no intentar la obtención de la certificación ISO 14001.
8.2 besarrollo de un SGA
8.2.1 Formulación de una Política Ambiental
El primer paso para la preparación de un SGA es el de formular yestablecer la política ambiental de la empresa. La política ambientalestablece los principios básicos de responsabilidad ambiental en base a loscuales la empresa desea que se juzgue SU actuación. La misma indica ladirección de la empresa y su compromiso con el medio ambiente yproporciona un marco de referencia para el establecimiento de metas yobjetivos.
La política ambiental debe incluir los siguientes compromisos de parte dela empresa:
0 Cumplir con todas la reglamentaciones ambientales y, en la medida enque sea posible, extender las tareas de protección del medio ambientemás allá de los requisitos legales.
IZI Aplicar prácticas de gestión medioambiental adecuadas que permitanla mejora continua del SGA.
IZI Fabricar los productos de manera de reducir las emisiones al medio
82

,.F
h
n
ambiente mediante la aplicación de técnicas de prevención decontaminación,
8.2.2 Revisión del Efecto Medioambiental y de Otros Aspectos
La empresa debe revisar y tener en cuenta los siguientes aspectosambientales de sus operaciones y el efecto de los mismos sobre el medioambiente:
0 emisiones al airePI vertidos de aguas residualesIZI control de residuos sólidos•l consumo de energíaIZl consumo de aguaPI utilización de tierras
Existen varias técnicas de evaluación de impacto ambiental. El método máscomún consiste en inspeccionar procesos separados, lo cual a menudo sellama ‘auditoría ambiental,’ o cuando se utiliza para evaluar el cumplimientode reglamentaciones ambientales, ‘auditoría de cumplimiento ambiental’.Otras técnicas incluyen el inventario de emisiones, evaluación de riesgos,análisis de riesgos de los procesos y auditorías para la prevención de lacontaminación.
El primer paso para evaluar el impacto en el medio ambiente y lasinef iciencias operativas es describir las características de los materialesde producción y de flujo de residuos. Mucha de la información necesariapara ello está ya disponible en los registros operativos diarios y en losinformes y permisos reglamentarios. Deberán realizarse inspecciones delsitio y entrevistas a trabqjadores para rEEUUnir la información que falta,verificar la información disponible e identificar elementos que pueden noestar bien documentados.
Debe analizarse el flujo de aguas residuales desde todas las fuentes, comopor ejemplo el drenaje de agua de fabrica, el agua de elaboración, etc.Debe estudiarse los .métodos utilizados para el tratamiento de aguasresiduales y evaluarse su eficacia. Se debe revisar las emisiones de finos
83
__ ..--._l ..-.- --_-__--- .-. -_____ -_--- ---

.
a la atmósfera provenientes de las operaciones de trituración y determinarla presencia de polvo. potencialmente perjudicial. Debe identificarse lanaturaleza y cantidad de los materiales potencialmente r.ocivos (inclusocombustibles) que se mantienen en las instalaciones. Debe evaluarse laseguridad de los lugares de almacenamiento y describirse las medidas deseguridad adoptadas para la conservación de estos materiales y paragarantizar la limpieza de derrames accidentales. Debe indicarse también lasprácticas de mantenimiento como limpieza de derrames y métodos decontrol de pérdidas.
8.2.3 Identificación, Evaluación y Selección de Opciones de Mejora
Una vez finalizada lacomienza la selecciónamplias categorías:
revisión del efecto ambiental y de sus aspectos,de opciones de mejora a partir de las siguientes
0 fuente de reducción de residuosq re utilización de materiales de entrada y reciclaje durante el proceso
de elaboraciónFl mejoras de eficiencia energética0 reducción del consumo de agua
Debe identificarse las opciones más uentajosas en base a un análisis deviabilidad, un proceso que ayuda a la persona a cargo de la toma dedecisiones a seleccionar las opciones que pueden ser puestas en práctica.
El análisis de viabilidad se realiza en cinco pasos:
1. Evaluación preliminar: Se clasifican las opciones disponibles paraidentificar otros aspectos a evaluar. Las mejoras en los métodos yprácticas de gestión no siempre exigen una evaluación técnica, entanto que las opciones que se basan en equipo la requieren. Del mismomodo, las opciones que no son costosas no exigen una detalladaevaluación económica, en tanto que las opciones caras sí la necesitan.
2. Evaluación técnica: La evaluación técnica se compone de dos partesinter relacionadas. En primer lugar, debe determinarse si la opción
.
84
-
-1
1
1
.- l
-
.
.c .
.
.
>-I 1
.-
i- :.
.c .
.II
.
.r..
r- t..
.C
.
puede ser puesta en práctica. Por ejemplo, debe determinarse ladisponibilidad y fiabilidad del equipo, el efecto que tendrá sobre laproductividad y la calidad del producto, los requisitos energéticos yde mantenimiento y la experiencia de los operadores y supervisores.En segundo lugar, debe convertirse a las especificaciones técnicas dela opción que se está evaluando en un balance proyectado demateriales que ponga en evidencia los flujos de material de entraday salida y los requisitos energéticos.
3. Evaluación económica: La evaluación económica consiste en larecolección de datos sobre costos y beneficios de capital yoperativos, la selección de un criterio de evaluación (plazo derecuperación de la inversión, valor actual neto o tasa de rendimientointerno) y cálculos de viabilidad. La recolección de datos económicosse basa en los resultados de la evaluación técnica.
4. Evahación ambientak La evaluación ambiental se basa en lacomparación entre el balance de materiales existente (derivado dela fase de auditoría) y el balance de materiales proyectado (derivadode la evaluación técnica). Se logran mejoras en el medio ambientecuando se reduce la cantidad total de contaminantes o cuando losflujos de residuos finales contienen menor cantidad de materialesnocivos.
5. Selección de opciones viables: En primer lugar, deben eliminarse lasopciones que no son técnicas o económicamente viables, junto con lasque no producen un beneficio ambiental neto significativo. Todas fasdemás opciones podrán, en principio, ser puestas en práctica. Sinembargo, deberá continuarse el proceso de seJección si las opcionesson mutuamente excluyentes o si las limitaciones de dinero nopermiten la aplicación de todas las opciones viables.
8.2.4 Desarrollo de Un Programa de Gestión Ambiental
El desarrollo de un programa de gestión ambiental incluye (1)establecimiento de objetivos y metas relacionados con las opciones cuyaaplicación se ha decidido y (2) la definición de programas, recursos y
85
C
.
~._._ ..__.___ --_____---.*-- .--_--- __-_ --..-_-- _-.-. -- _,. ___..-

4
4
4
4
4
4
4
4
4
4
4v
.v
4-
4
.
-
.
.
.
-
.
e
.
I
-
I
-
I
w
.
.
.
.
*
.
.
.w
.
.
.
<L
I
.
L PI designar un período de tiempo en el que los mis.mos se cumplirán.....L
L
.
responsabilidades para lograrlos.Los objetivos establecen la finalidad a largo plazo, y las metas son pasosque se han de dar a corto plazo para lograr la finalidad. Las metas debenser especif kas, mensurables y deben tener plazos concretos. Al establecery revisar estos objetivos, la empresa debe considerar los requisitos legalesy de otro tipo relacionados con su actividad, el efecto ambientalsignificativo que tendrán, las opciones de mejora identificadas y SUS
requisitos económicos, operativos y comerciales. Los objetivos y metasdeben ser coherentes con la política ambiental de la empresa.
Los objetivos y metas pueden tener aplicación en toda la empresa o sólo enun sitio o actividad específicos. El operador de una pequeña fabrica puedeestablecer un único grupo de objetivos que abarque todas las fases de laoperación. Una gran empresa con varias fabricas, en cambio, podrá decidirdesarrollar un programa de gestión ambiental con metas amplias,complementado por metas específicas para cada operación separada eincluso, para distintos departamentos operativos. El objetivo general deobtener una reducción del 50% en los vertidos de aguas residuales puedeexpresarse en distintas metas de reducción específicas para cadaoperación.
Es de responsabilidad de la dirección de la empresa:
•l designar responsabilidades para el logro de los objetivos y metas encada función y nivel de importancia;
i?l proporcionar los medios para cumplir los objetivos y metas y
Los objetivos y metas deben ser revisados y corregidos periódicamente. Esesencial determinar las medidas a tomar para seguir de cerca los progresosefectuados. La dirección debe comunicar los objetivos y las metas, así comolos progresos realizados, a toda la empresa.
Algunas empresas integrarán SU SGA con otros tipos de planificación, takscomo la planificación estratégica. Otras hallarán que es más fácil mantener
1
1
86

.
..
.
.
.l
.
.
.
.
.
1
.
.
1
.
.
.
.
I
.
.
.
.
L
.
.
.
.
L
L
L
.*
.
.
.
.
L
.
.
.
.
L
.
.
I
.
L
.
b
.T
.
.
b
l.
...
._.
.
el Sistema de gestión ambiental como una actividad separada. Tanto cuandose integra como cuando se mantiene independiente, un programa de gestión
ambiental eficaz estará constituido por pasos de acción que tendránasignada una prioridad de acuerdo con el orden de importancia para laempresa. Estas acciones pueden estar relacionadas con procesos separados,con sitios o con instalaciones dentro de un sitio.
8.3 Aplicación del SGA
8.3.1 Definición de las responsabilidades de puesta en práctica
La empresa debe definir, documentar y comunicar a todos los empleados lasfunciones, responsabilidades y autoridad de todos los que participan en lapuesta en práctica del SGA y proporcionar los recursos humanos,económicos y técnicos necesarios. ES aconsejable asignar al proyecto unrepresentante de la dirección para garantizar el mantenimiento y puesta enpráctica del SGA. Esta persona será responsable de informar a la direcciónsobre la ejecución del SGA.
Las siguientes preguntas pueden ayudar a la empresa a determinar laestructura organizativa más adecuada para la gestión ambiental:
0 Estudie’ la amplitud del programa de gestión ambiental: ¿Quécapacidades necesita? iQuién debe participar para que el sistema seaeficaz? ¿Qué capacitación u otros recursos necesitarán estaspersonas?
•l Observe los efectos ambientales de importancia. ¿Qué operaciones oactividades deben controlarse? iQuién debe participar paragarantizar que se pongan en práctica los controles?
!Zl Observe los resultados de las auditorías y otras evaluacionesrealizadas anteriormente: ¿Qué indica esta información acerca de laeficacia de la estructura organizativa de la empresa? ¿Cómo se puedemejorar esta organización?
¡Zl Estudie las responsabilidades actuales de gestión ambiental: iCómo se
87

.
.
.
.
.
4
.
.
.
4
4
4
4
4
.4
4
l-
,
,
.l.
l
*........
puede aumentar el nivel de compromiso con la gestión ambiental entoda la empresa? ¿De qué forma pueden otras áreas de la empresaprestar apoyo 81 SGA?
0 Observe su control de calidad y/u otros sistemas de controlexistentes: iCuáles son las funciones y responsabilidades? iCuáles sonlas oportunidades de integración?
Es importante observar que la protección del medio ambiente no es deresponsabilidad exclusiva del director ambiental, sino que toda la empresadebe participar. Hay varias cosas que pueden ponerse en práctica conrespecto a la responsabilidad ambiental:
Distribución de las responsabilidades ambientales entre los directoresy jefes de toda la empresa y entre los empleados cuyo trabajo tieneimportancia para el cumplimiento de los objetivos ambientales.
Proporcionar regularmente información a los directivos y empleadossobre el progreso realizado por la empresa en el logro de los objetivosy las metas establecidos.
Comunicar a las personas que participan cuáles son sus obligaciones (aligual que el papel de los demás). Uno ‘de los instrumentos a utilizarpara comunicar las responsabi l idades es una matr iz deresponsabilidades. Todos los empleados deben entender la función quetienen en el logro de los objetivos y metas relacionadas con faprotección ambiental y deben descubrir los aspectos de su trabajo quepueden tener importancia desde el punto de vista ambiental. La tabla7-l proporciona ejemplos de cómo se puede ampliar distintas funcionesya existentes en la empresa para prestar apoyo al SGA.
1
1
1
1
1
1
1
l
1
88 I

7 -
/ .
.
c 4
.
.
.r -.& .
Tabla 8- 1
Apoyo prestado al SGA por los distintos departamentos
Funciones Manera en que pueden ayudar (posible función)
Compras . Desarrollar y aplicar medidas de control en las comprasde materiales químicos y de otro tipo
Recursos . Definir requisitos de capacitación y descripciones dehumanos tareas para distintas funciones relativas al SGA
. Integrar la gestión ambiental en sistemas dereconocimiento, disciplina y evaluación
Manten imiento l Crear un programa de mantenimiento preventivo paraequipo importante
Finanzas . Buscar información sobre costos de la gestión ambiental. Preparar presupuestos para el programa de gestión
ambiental. Evaluar la viabilidad económica de proyectos ambientales
Ingeniería l Tener en cuenta el efecto ambiental de productos yprocesos nuevos y modificados
. Identificar oportunidades de prevención decontaminación.
Dirección l Comunicar la importancia del SGA a toda la compañía. Proporcionar los recursos necesarios. Seguir de cerca y revisar la ejecución del SGA
Operarios l Proporcionar conocimiento directo de los aspectosambientales de su operación
. Respaldar la capacitación de los empleados nuevos
8.3.2 Capacitación de Empleados
Además del compromiso de los empleados, el SGA necesita que éstos seancompetentes. La identificación de las necesidades de capacitación estádirectamente relacionada con la identificación del efecto ambiental de la

.
.
4
4
4
4
empresa. El programa de capacitación debe estar diseñado para elevar elnivel general de conciencia ambiental de IOS empleados y para educar a losque participan directamente en las tareas del sistema sobre los aspectosambientales de la ejecución de tareas específ kas.
8.3.3 Necesidad de capacitación
La capacitación relacionada con la protección del medio ambiente debelograr que los empleados de todos los niveles involucrados tengan concienciade:
EJ su función y responsabilidades en el contexto del SGA;Fl el efecto ambiental significativo, real o potencial, de SUS actividades
laborales;El la importancia de respetar los requisitos de las políticas y
procedimientos ambientales y del SGA;EJ los beneficios ambientales de un rendimiento personal superior yEl las consecuencias que tendrá la violación de los procedimientos
establecidos.
Además de los operadores y jefes de planta, deberá haber cursos decapacitación disponibles para empleados de todos los niveles, desde el másalto nivel directivo hasta los puestos inferiores de la empresa.
La capacitación ofrecida a los operadores del sistema debe garantizar queéstos pueden realizar sus tareas con un impacto mínimo sobre el medioambiente.
8.3.4 Programa de capacitación
Los cursos de capacitación orientados a poner de relieve la importancia deproteger el medio ambiente pueden incluir:
0 una reseña de la política ambiental de la compañia y de su programa degestión ambiental;
•l una reseña paso a,paso de los procedimientos operativos que estánrelacionados con la protección ambiental;
90

0 una cinta de vídeo que ilustre prácticas de gestión ambiental talescomo prevención de contaminación, reducción de fuentes y reciclaje;
PI un panel de debate de directivos describiendo los objetivos y metasambientales para sus respectivas áreas;
IZI un repaso del plan de emergencia y de los procedimientos de seguridad
Y13 ejercicios escritos y debates sobre el papel de cada empleado en la
gestión ambiental.
Para la capacitación de los operadores del sistema, los cursos decapacitación pueden incluir:
IZI una cinta de vídeo sobre problemas ambientales causados por erroresoperativos;
IZI reseña de procedimientos operativos y0 reseña de técnicas de resolución de problemas y acciones correctivas
para situaciones en que no se aplicaron los procedimientos necesarios.
La capacitación puede incorporar además un componente práctico, quepuede incluir:
IZ demostraciones prácticas de los aspectos ambientales de la ejecuciónde una operación;
l?J reseña en el lugar de alarmas, procedimientos de calibración del equipode control, derivaciones, sobrecargas y equipo redundante y
IZI simulaciones de fallas en equipos y respuestas de emergencia.
La dirección de la empresa debe evaluar y mejorar continuamente elprograma de capacitación y ayudar a cada empleado a definir metaspersonales para el desempeño de operaciones individuales.
8.3.5 Ajustes Programáticos y de Supervisión del SGA
El último paso en el establecimiento de un SGA es supervisar y controlar elsistema, descubrir los problemas y corregirlos. El objetivo del control esgarantizar el cumplimiento de IOS objetivos y las metas ambientales. Laempresa debe crear procedimientos para:
91
------ __-_ ------ .-.-..~--

0 supervisar y medir regularmente las características más importantesde las operaciones y actividades que pueden tener un efectosignificativo sobre el medio ambiente;
PI registrar información para seguir de cerca la ejecución, los controlesoperativos y el cumplimiento de los objetivos y metas ambientales;
IZl evaluar periódicamente el cumplimiento de la legislación yreglamentaciones ambientales aplicables.
Es importante registrar la información que describe la ejecución diaria delas operaciones relativas al SGA. LOS registros deben ser precisos ycompletos.
Si la información de control revela que no se cumplen los objetivos y metasdel programa de gestión ambiental de la empresa, deberán tomarse medidascorrectivas. La función del control es no sólo identificar el problema sinotambién, entender por qué se produce y cambiar el sistema de manera queno vuelva a ocurrir.
El sistema de gestión para resolver los casos de incumplimiento incluiríageneralmente los siguientes pasos principales:
l3 identificar el problemaIZJ identificar la causa (investigar)IZI buscar una soluciónIZl poner en práctica la soluciónl3 documentar la soluciónl?J comunicar la solución
La dirección puede utilizar varios métodos para estructurar las revisiones.En general, éstos incluirán una combinación de métodos formales einformales. Los métodos formales son:
0 Actualización y revisión regular de un conjunto particular de medicionesde programas y procesos;
IZJ Revisión en profundidad de elementos de programas y procesos, talescomo requisitos, procedimientos, mediciones, puntos de control, etc.;
92

Po Revisión de los casos de falta de cumplimiento yq Revisión de la política ambiental, del SGA y de la estrategia para lograr
uno mejora continua.
Los directivos de nivel superior pueden utilizar métodos informales paramantenerse en contacto con la ejecución del SGA. Por ejemplo, obrandorecíprocamente con los trabajadores en su lugar de trabajo, los ejecutivospueden observar directamente la ejecución de las prácticas de gestiónambiental de la empresa y pueden solicitar a los empleados sugerencias sobrecómo mejorar el SGA.
Otra forma útil de obtener información informalmente es hablar conejecutivos del mismo nivel que dirigen operaciones o situaciones similares.Por último, se puede realizar revisiones no programadas cuando surjanproblemas que deben ser resueltos inmediatamente.
Un SGA eficaz para una instalación pesquera funciona del mismo modo queun buen programa de seguridad. Debe prestarse atención especial a laprevención, el reconocimiento de impactos potenciales, la corrección dedeficiencias, la mejora continua y la medición de su progreso.
93

-,
-.
--
PRÁCTICAS RECOMENDADASPARA MEJORAR LA EFICIENCIA
DE LOS PROCESOS EN LAINDUSTRIA DE HARINA DE
PESCA00
F E DE E R R A T A S
Setiembre, 1998

Páqina bice Debe decir
35 PERDTOA DE HARINA EN TONS = PERDIDA DE HARINA EN TONS =2,000 tons/año x 50 tons/hr x 3.1 % + 2,000 horas/año x 50 TM/hr x 3.1 % +10% aqua = 3,410 tons/añcl 10% aqua = 3,410 ThVaño
35 PERDIDA DE ACEITE EN TONS = PERDIOA DE ACEITE EN TONS =2,000 tons/año x 50 tons hr x 2.0 % = 2,000 horas/año x 50 tons hr x 2.0 % =
35
35
36
36
36
37
37
37
2,000 tons/año 2,000 tons/añoPERDIOAS DE ACEITE EN US$ A PERDIDAS OE ACEITE EN US$ AUS$416/ton = 2 , 0 0 0 t o n s / a ñ o x US$3ll/ton = 2,000 tons /año xUS$416/ton = US$832,000 US$3ll/ton = US$622,000Al analizar el agua de bombeo antes y Al analizar el agua de bombeo antes ydespués de pasar por mallas de 1 mm en después de pasar por mallas de 1 mm enmuchas plantas, el proyecto registró muchas plantas, el proyecto registróque se puede recuperar cerca de otro que se puede recuperar cerca de otro20% de proteína (una p a r t e 1 2 % d e proteína (una parteinsignificante de aceite es removida en insignificante de aceite es removida enlas mallas). las mallas).PERIDAS DE HARINA LUEGO DE PEROIDAS DE HARINA LUEGO OEMALLAS EN TONS = 3,410 tons/año x MALLAS EN TONS = 3,410 - 68280% = 2,728 tons/año ton/año = 2,728 ton/añoACEITE REMANENTE LUEGO OE ACEITE REMANENTE LUEGO DEMALLAS EN US$ = US$ 832,000 MALLAS EN US$ = US$ 622,000La malla de 1 mm recuperará 680 La malla de 1 mm recuperará 680toneladas de equivalente de harina toneladas de equivalente de harinaavaluadas en $283,700 por año. avaluadas en $282,880 por año.H A R I N A P E R D I D A DESPUES D E H A R I N A P E R D I D A OESPUES OEMALLAS Y DAF EN TONS =2,728 MALLAS Y DAF EN TONS =2,728-872tons/año x 68% = 1.855 tons/año tons/año q 1,855 ton/añoPERDIDAS DE HARINA LUEGO DE PERDIDAS DE HARINA LUEGO DEMALLAS Y OAF EN US$ IJS$416/ton MALLAS Y DAF EN US$ US$416/ton= 11,855 tons/año x US$416 = = 1,855 tons/año x US$416 =$771,68O/año $772,096/añoACEITE RECUPERADO DE DAF EN ACEITE RECUPERADO DE DAF ENUS$ = 1,600 tons/año x US$416 = US$ US$ = 1,600 tons/año x US$311 = US$665,60O/año 497.600/año
37 A C E I T E R E M A N E N T E L.UEGO D E A C E I T E R E M A N E N T E L U E G O D EMALLAS Y DAF EN TONS = 2,000 MALLAS Y DAF EN TONS = 2,000 -
/ 37 ~;~~~x:“~;~~u”; 4oo ;;;yy;;~~$ = 4ooACEITE REMANENTE LUEGO DE ACEITE REMANENTE LUEGO DE
48tons/año x $416 = US$166,400/año tons/año x $311 = US$124,400/añoA 45 r.p.m. la bomba moverá 70-80 A 80 r.p.m. la bomba moverá 200

metros cúbicos por hora ! metros cúbicos por hora73 Fuente: Milis et al 1967 Fuente: J. L. Milis, J. A.
Danielson y L. K. Smith, “Controlde vahos de materia nocomestible y reducción de harinade pescado en el condado de LosAngeles,” 60 Reunión AnualAPCA, Cleveland Ohio Junio 1967
75 Tabla 7-3 sin referencia. Fuente: J. Wignall, “Polución porvahos en la industria de harina yaceite de pescado”, ResumenNoticioso No. 44, EdicionesEspeciales en Procesamiento,Asociación Internacional deFabricantes de Harina dePescado, Herts, Inglaterra,Setiembre 1978, pp. 44-65.
76 Tabla 7- 4 sin referencia Fuente: J. Wignall, “Polución porvahos en la industria de harina yaceite de pescado”, ResumenNoticioso No. 44, EdicionesEspeciales en Procesamiento,Asociación Internacional deFabricantes de Harina dePescado, Herts, Inglaterra,Setiembre 1978, pp. 44-65.
77 Tabla 7-5 sin referencia. Fuente: J. Wignall, “Polución porvahos en la industria de harina yaceite de pescado”, ResumenNoticioso No. 44, EdicionesEspeciales en Procesamiento,Asociación Internacional deFabricantes de Harina dePescado, Herts, Inglaterra,Setiembre 1978, pp. 66-74.