powerpoint ® presentation chapter 26 powder metallurgy, forming, machining, and grinding powder...
TRANSCRIPT
PowerPoint® PresentationPowerPoint® Presentation
Chapter 26Chapter 26Powder Metallurgy, Forming,
Machining, and GrindingPowder Metallurgy, Forming,
Machining, and Grinding
Powder Metallurgy • Primary Forming Processes • Secondary Forming Processes • Machining • Grinding
Powder Metallurgy • Primary Forming Processes • Secondary Forming Processes • Machining • Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
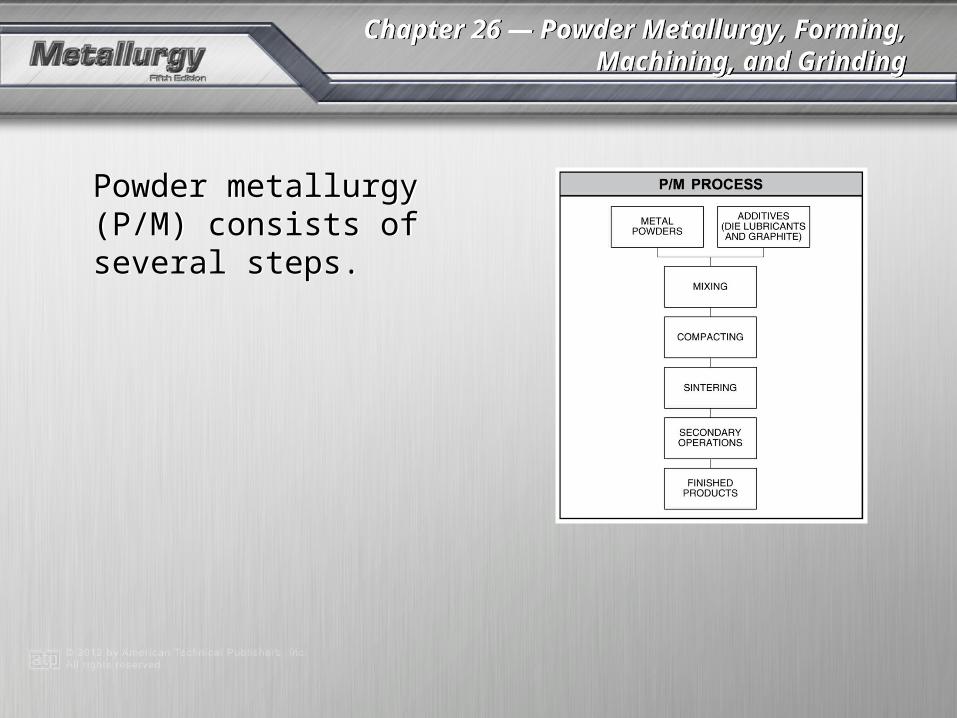
Powder metallurgy (P/M) consists of several steps.Powder metallurgy (P/M) consists of several steps.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
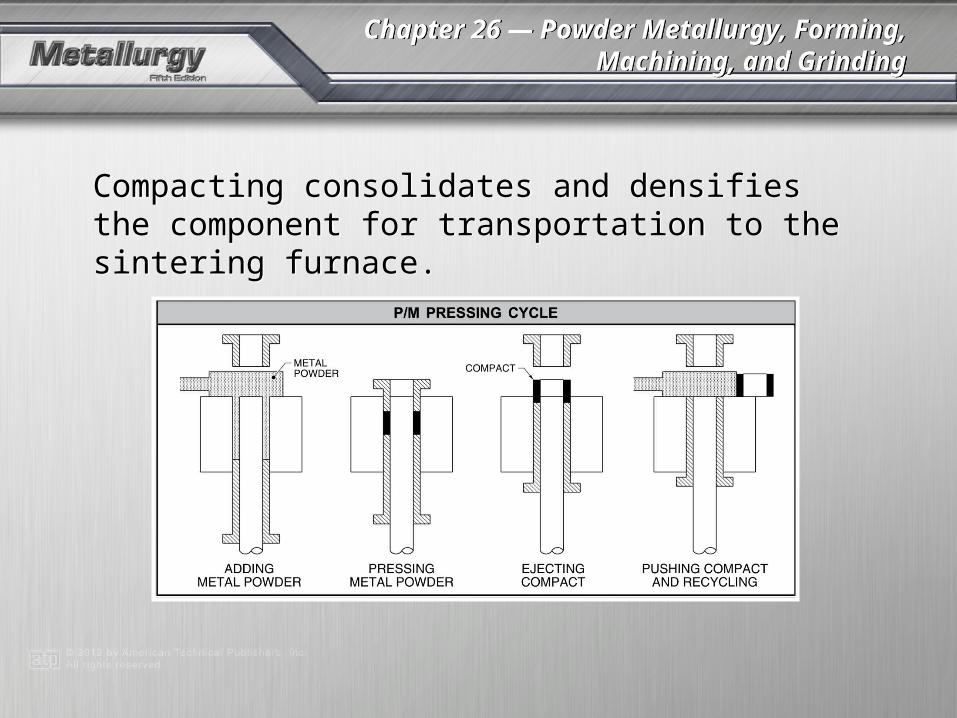
Compacting consolidates and densifies the component for transportation to the sintering furnace.Compacting consolidates and densifies the component for transportation to the sintering furnace.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
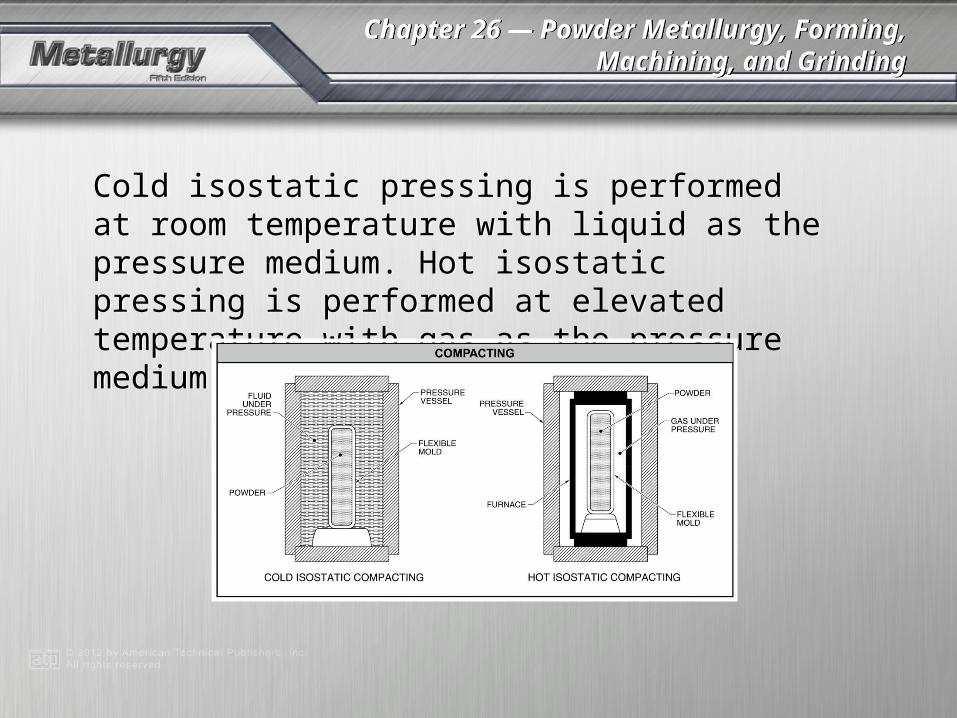
Cold isostatic pressing is performed at room temperature with liquid as the pressure medium. Hot isostatic pressing is performed at elevated temperature with gas as the pressure medium.
Cold isostatic pressing is performed at room temperature with liquid as the pressure medium. Hot isostatic pressing is performed at elevated temperature with gas as the pressure medium.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
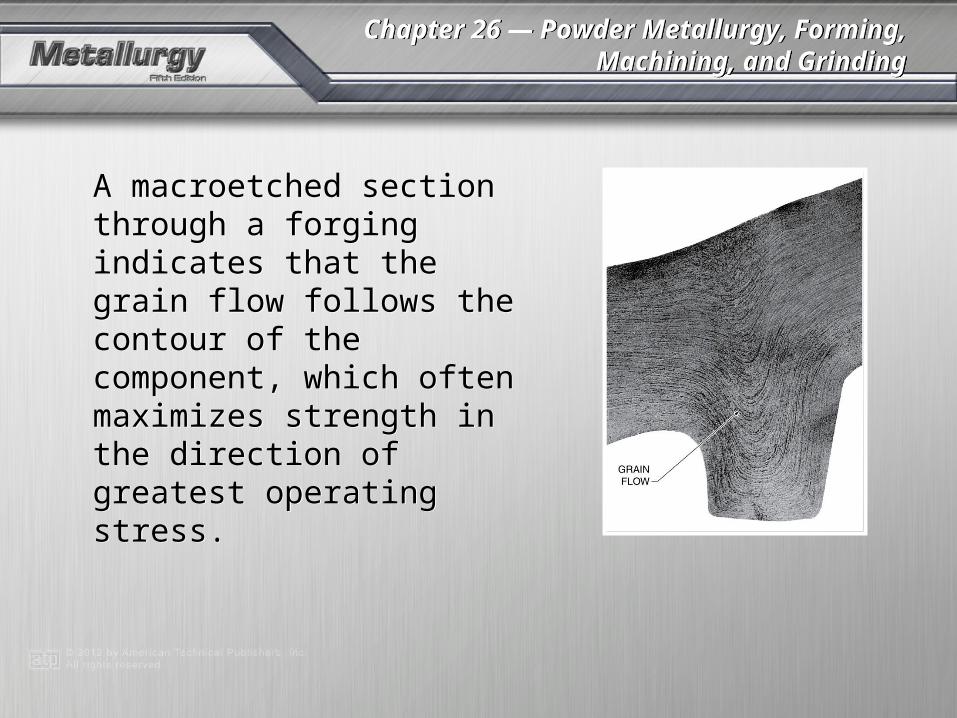
A macroetched section through a forging indicates that the grain flow follows the contour of the component, which often maximizes strength in the direction of greatest operating stress.
A macroetched section through a forging indicates that the grain flow follows the contour of the component, which often maximizes strength in the direction of greatest operating stress.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
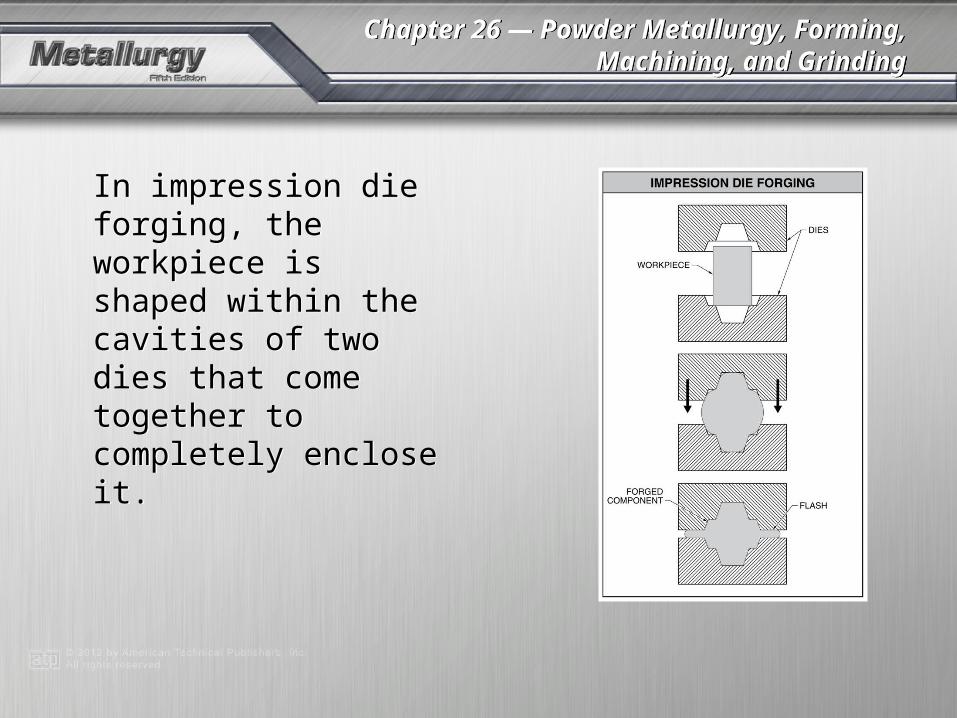
In impression die forging, the workpiece is shaped within the cavities of two dies that come together to completely enclose it.
In impression die forging, the workpiece is shaped within the cavities of two dies that come together to completely enclose it.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
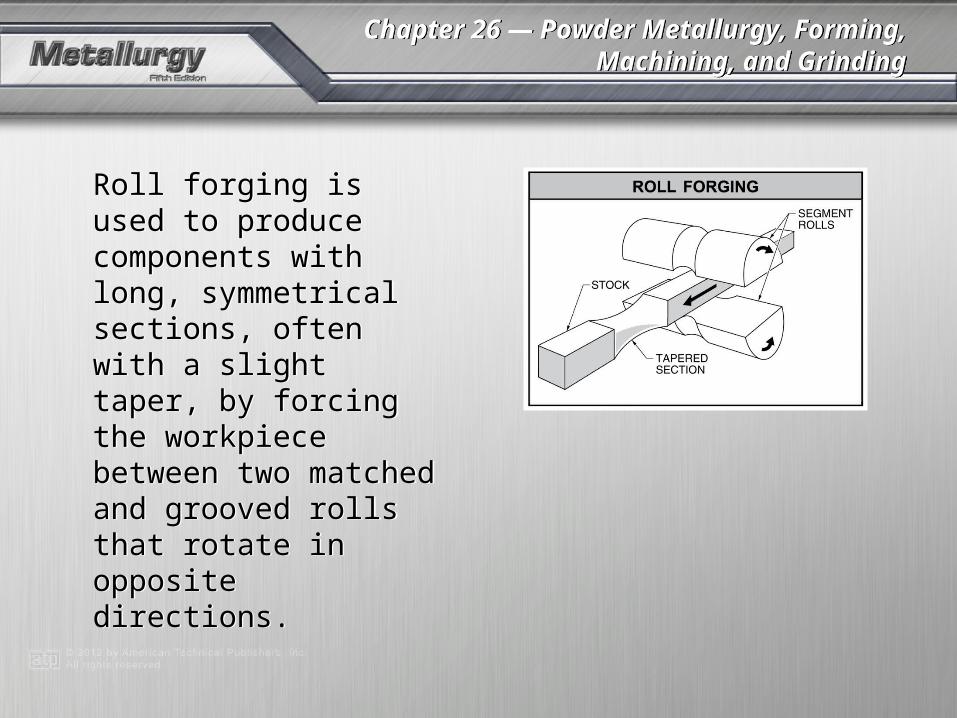
Roll forging is used to produce components with long, symmetrical sections, often with a slight taper, by forcing the workpiece between two matched and grooved rolls that rotate in opposite directions.
Roll forging is used to produce components with long, symmetrical sections, often with a slight taper, by forcing the workpiece between two matched and grooved rolls that rotate in opposite directions.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
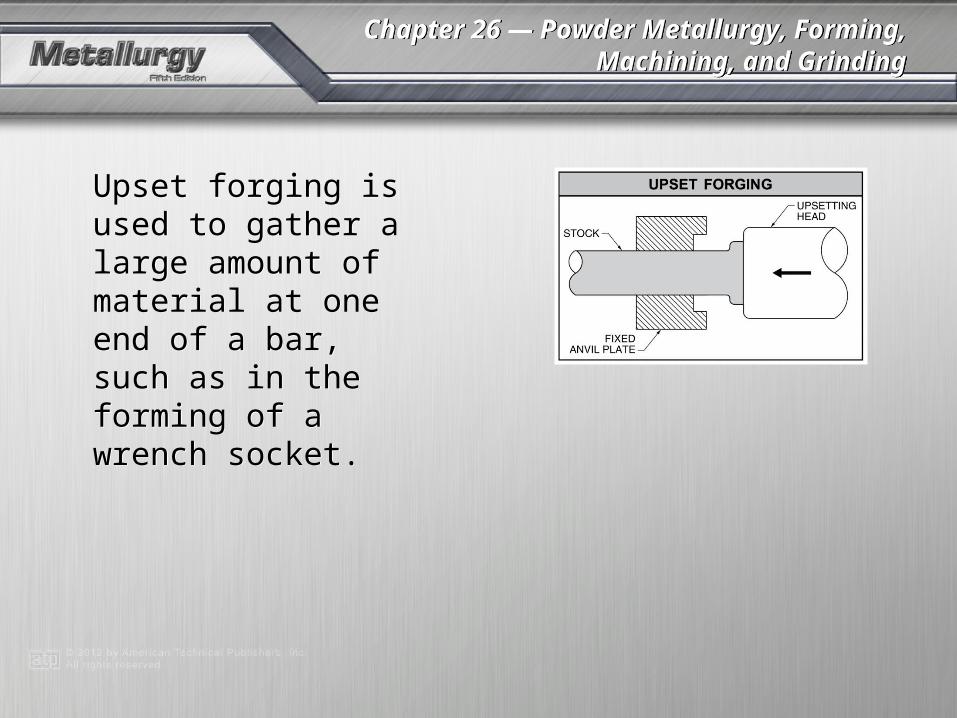
Upset forging is used to gather a large amount of material at one end of a bar, such as in the forming of a wrench socket.
Upset forging is used to gather a large amount of material at one end of a bar, such as in the forming of a wrench socket.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
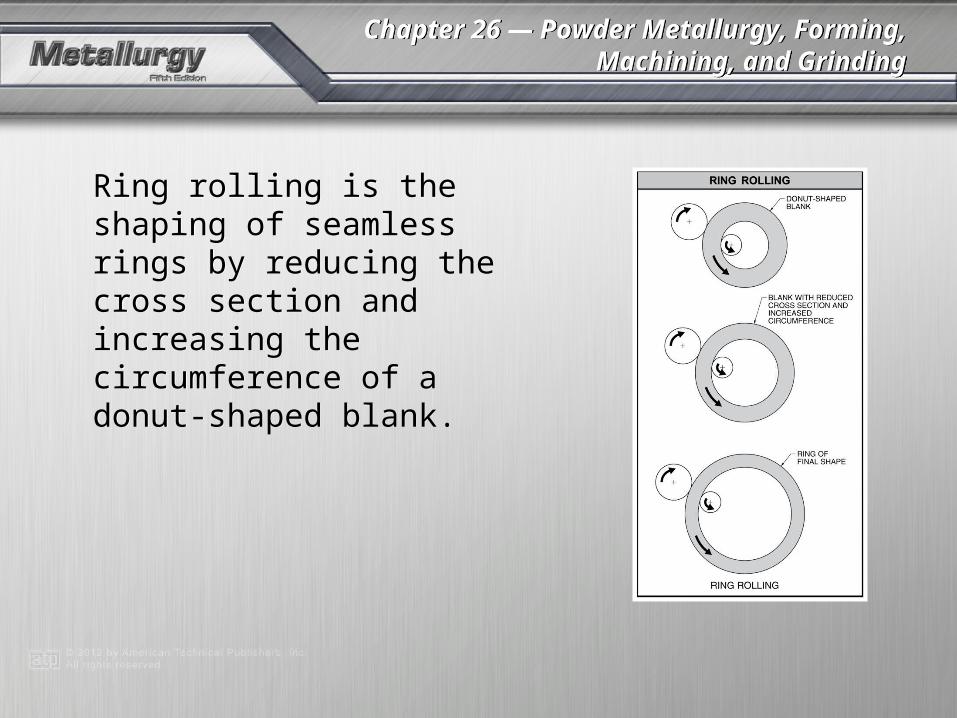
Ring rolling is the shaping of seamless rings by reducing the cross section and increasing the circumference of a donut-shaped blank.
Ring rolling is the shaping of seamless rings by reducing the cross section and increasing the circumference of a donut-shaped blank.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
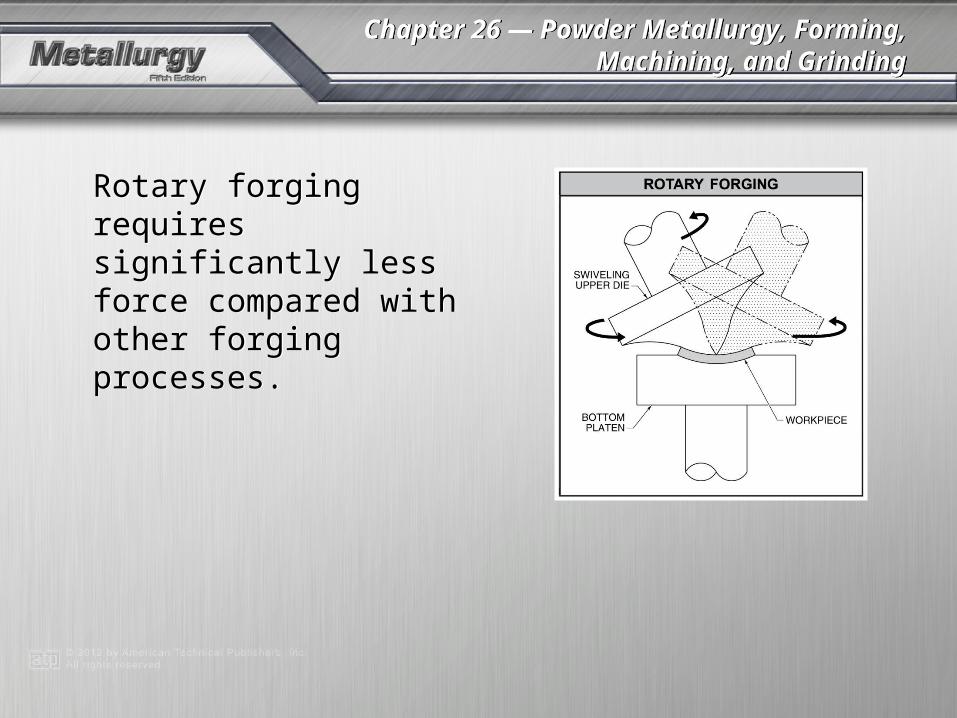
Rotary forging requires significantly less force compared with other forging processes.
Rotary forging requires significantly less force compared with other forging processes.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
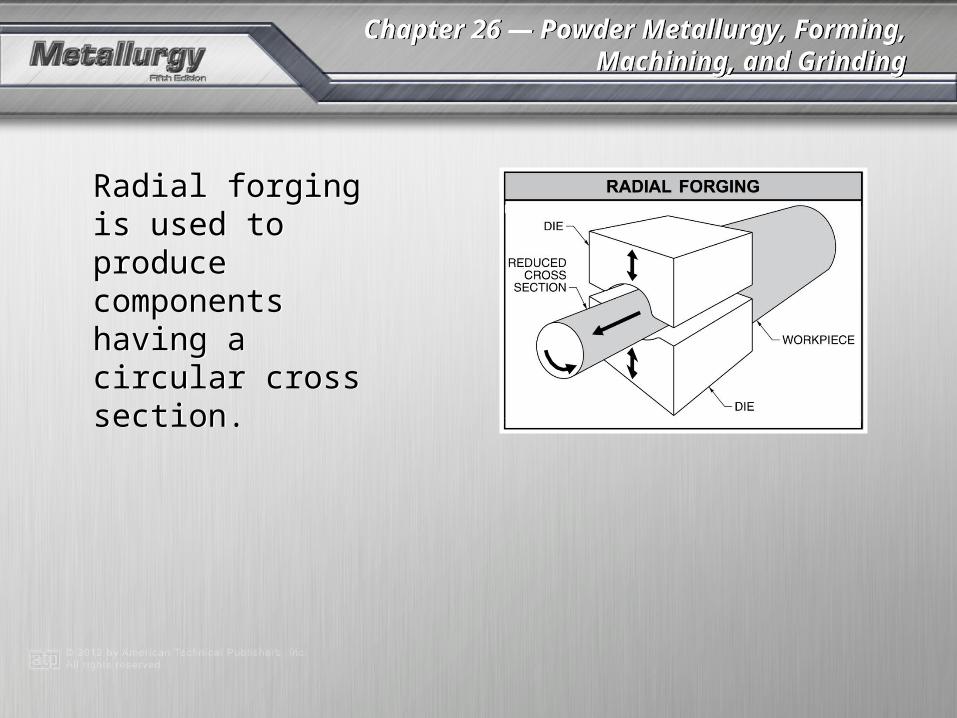
Radial forging is used to produce components having a circular cross section.
Radial forging is used to produce components having a circular cross section.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
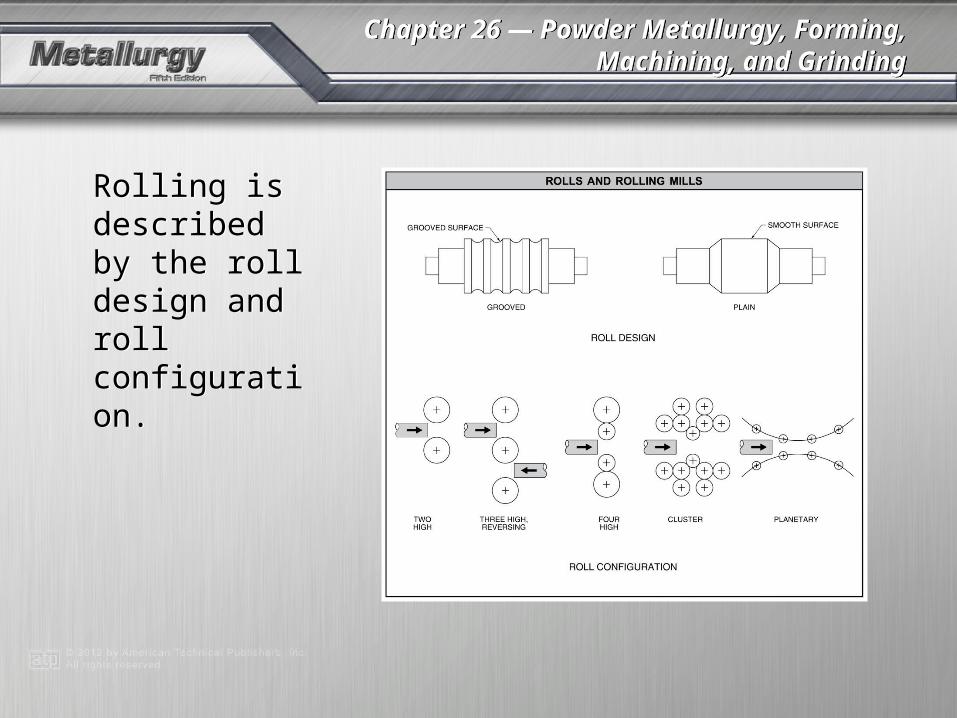
Rolling is described by the roll design and roll configuration.
Rolling is described by the roll design and roll configuration.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
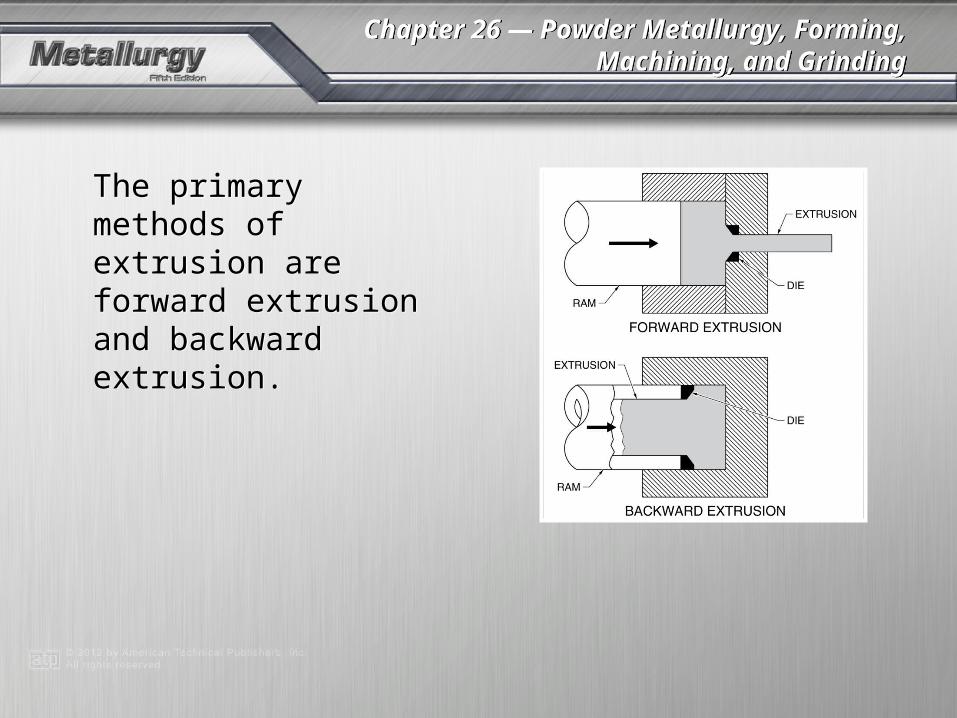
The primary methods of extrusion are forward extrusion and backward extrusion.
The primary methods of extrusion are forward extrusion and backward extrusion.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
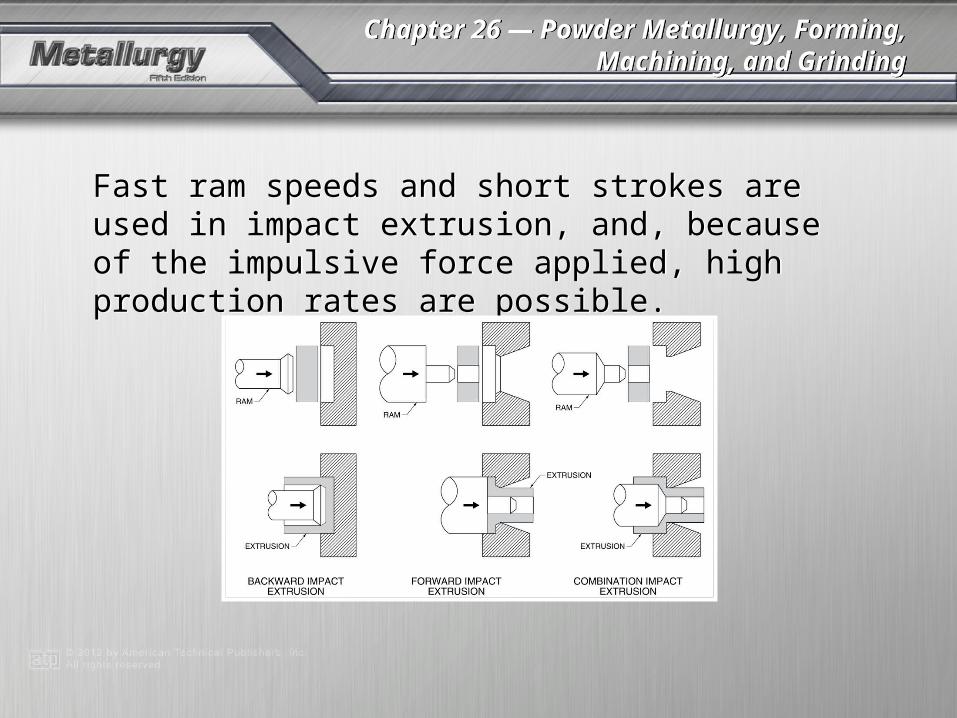
Fast ram speeds and short strokes are used in impact extrusion, and, because of the impulsive force applied, high production rates are possible.
Fast ram speeds and short strokes are used in impact extrusion, and, because of the impulsive force applied, high production rates are possible.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
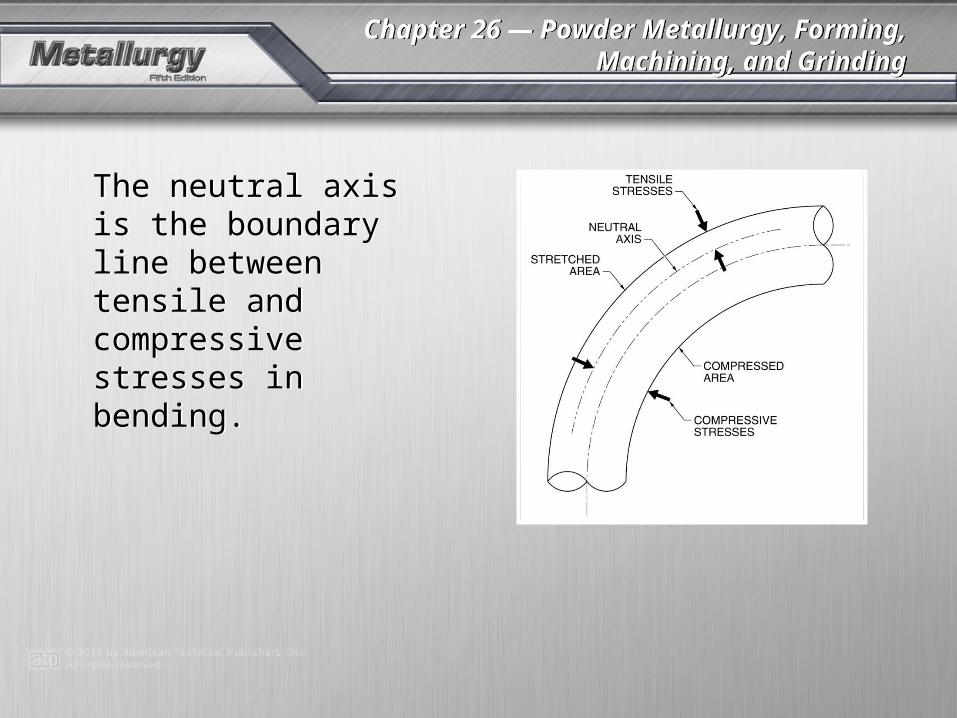
The neutral axis is the boundary line between tensile and compressive stresses in bending.
The neutral axis is the boundary line between tensile and compressive stresses in bending.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
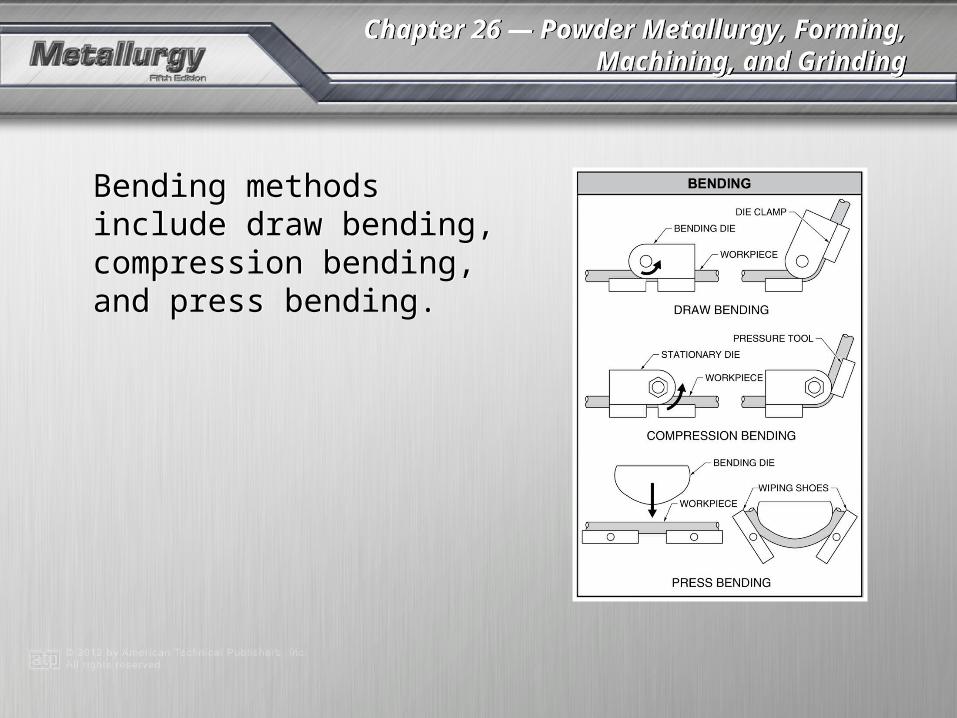
Bending methods include draw bending, compression bending, and press bending.
Bending methods include draw bending, compression bending, and press bending.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
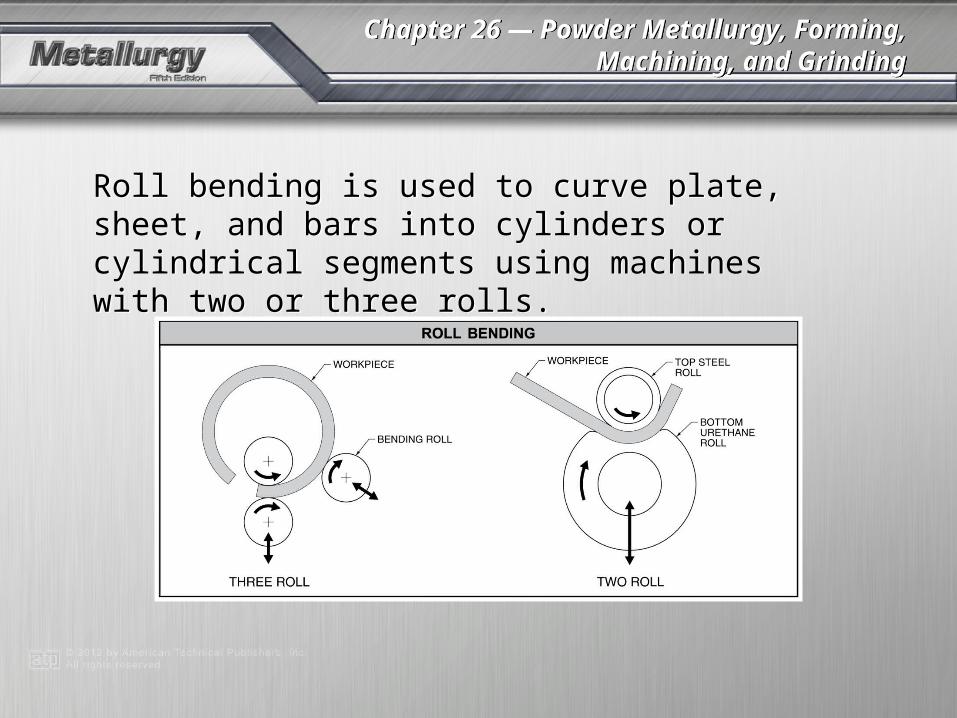
Roll bending is used to curve plate, sheet, and bars into cylinders or cylindrical segments using machines with two or three rolls.
Roll bending is used to curve plate, sheet, and bars into cylinders or cylindrical segments using machines with two or three rolls.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
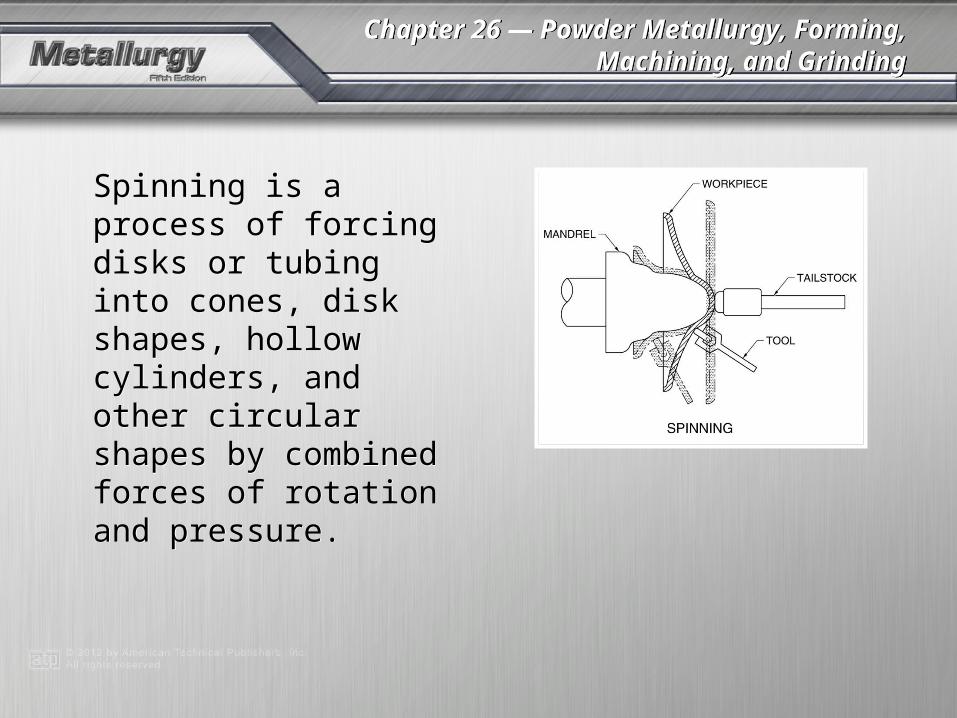
Spinning is a process of forcing disks or tubing into cones, disk shapes, hollow cylinders, and other circular shapes by combined forces of rotation and pressure.
Spinning is a process of forcing disks or tubing into cones, disk shapes, hollow cylinders, and other circular shapes by combined forces of rotation and pressure.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
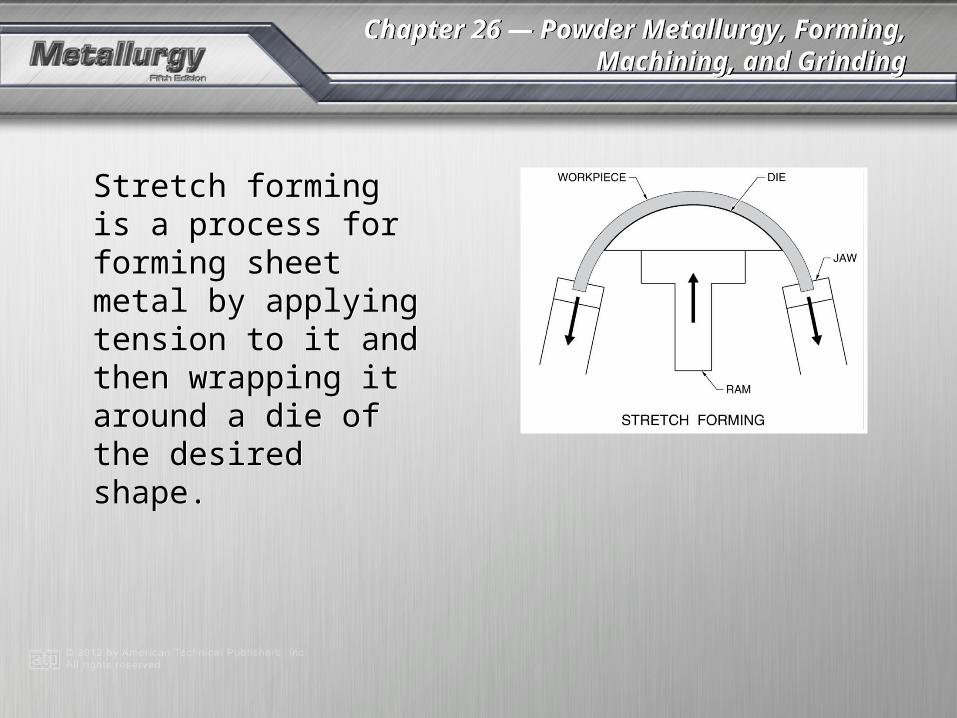
Stretch forming is a process for forming sheet metal by applying tension to it and then wrapping it around a die of the desired shape.
Stretch forming is a process for forming sheet metal by applying tension to it and then wrapping it around a die of the desired shape.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
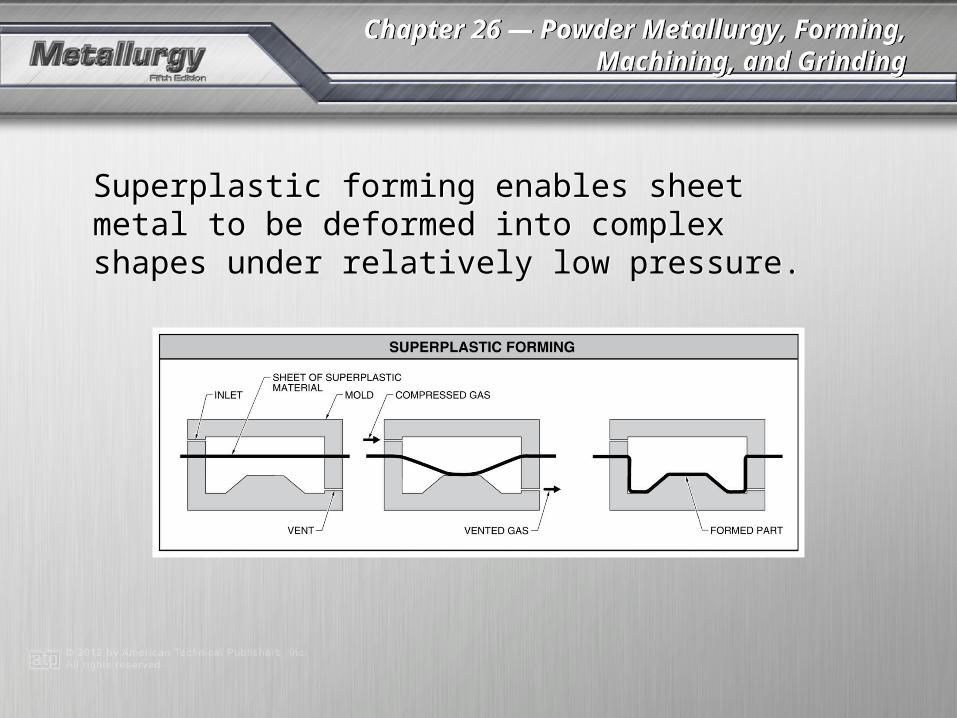
Superplastic forming enables sheet metal to be deformed into complex shapes under relatively low pressure.
Superplastic forming enables sheet metal to be deformed into complex shapes under relatively low pressure.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
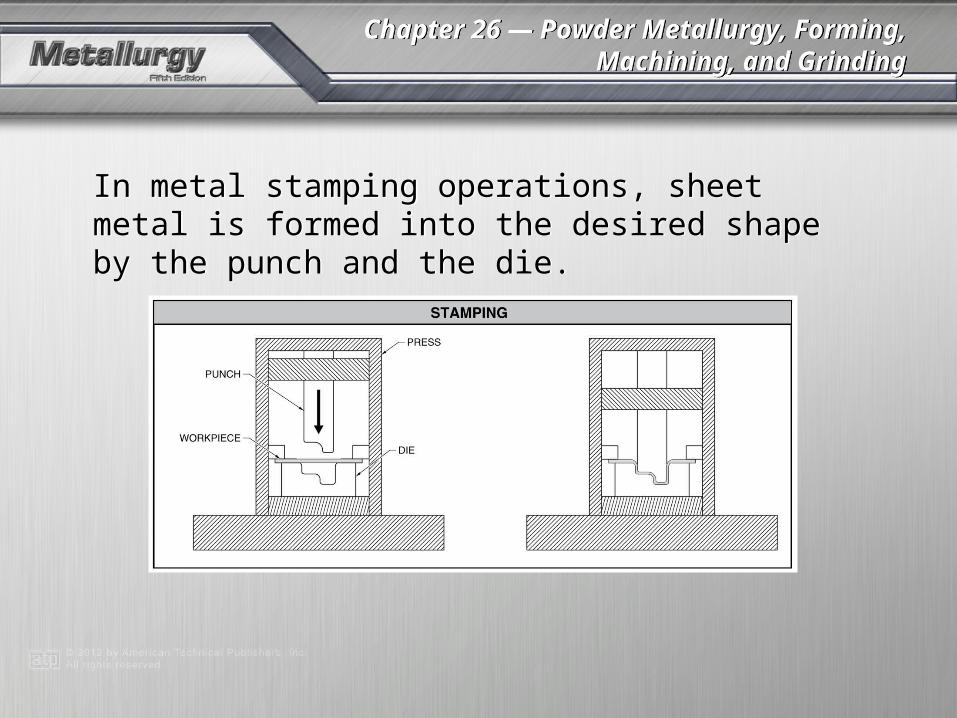
In metal stamping operations, sheet metal is formed into the desired shape by the punch and the die.In metal stamping operations, sheet metal is formed into the desired shape by the punch and the die.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
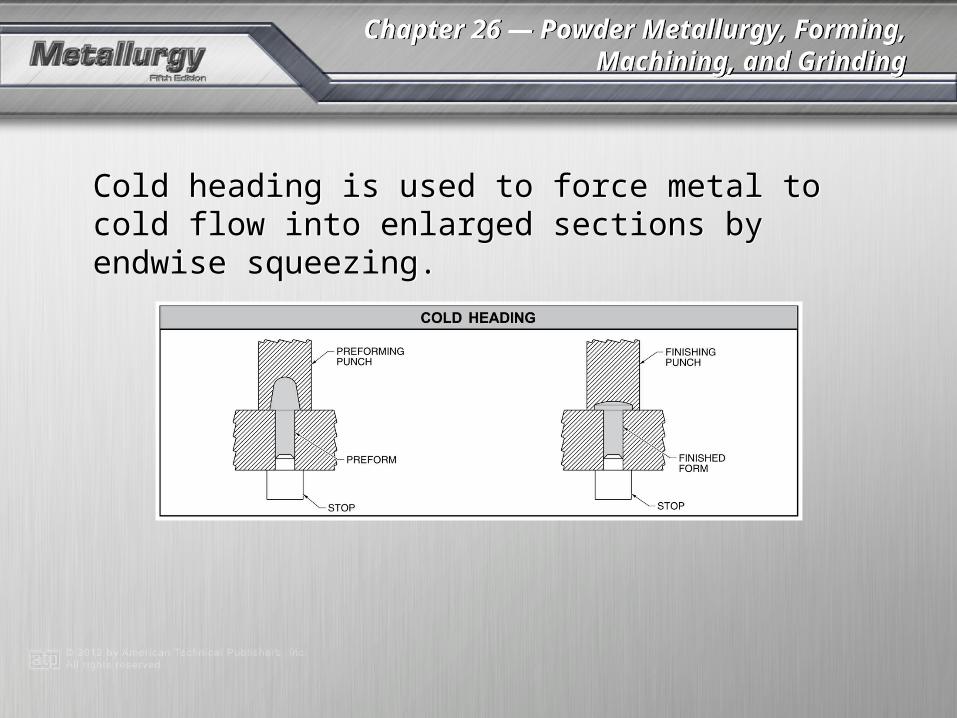
Cold heading is used to force metal to cold flow into enlarged sections by endwise squeezing.Cold heading is used to force metal to cold flow into enlarged sections by endwise squeezing.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
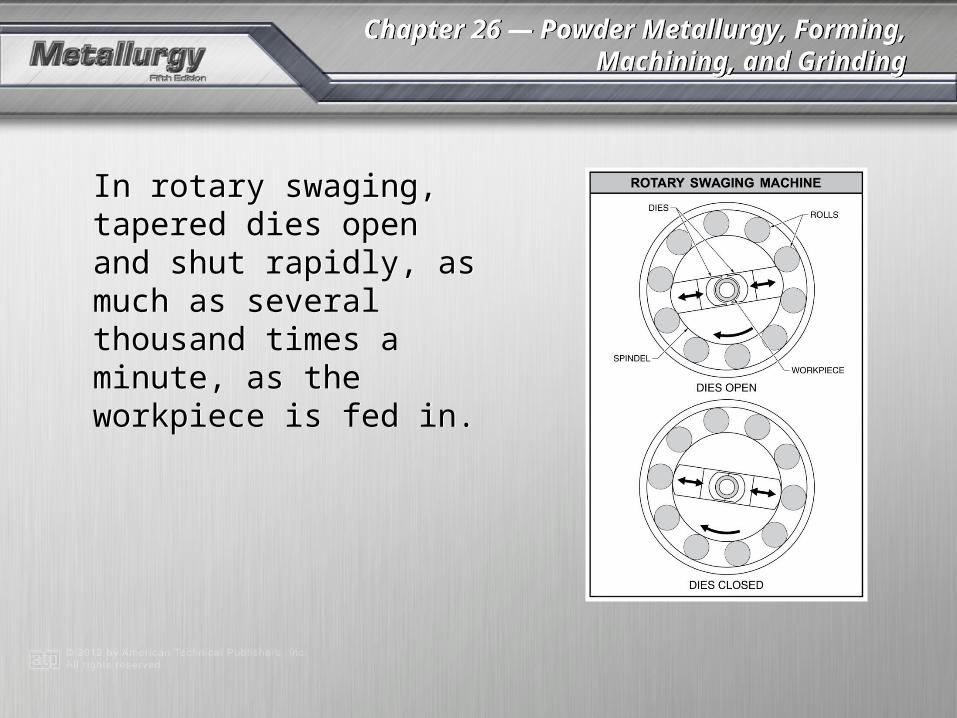
In rotary swaging, tapered dies open and shut rapidly, as much as several thousand times a minute, as the workpiece is fed in.
In rotary swaging, tapered dies open and shut rapidly, as much as several thousand times a minute, as the workpiece is fed in.

Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Sizing, coining, and hobbing are finishing operations that change metal thickness and configuration by squeezing and working the metal beyond its yield point.
Sizing, coining, and hobbing are finishing operations that change metal thickness and configuration by squeezing and working the metal beyond its yield point.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
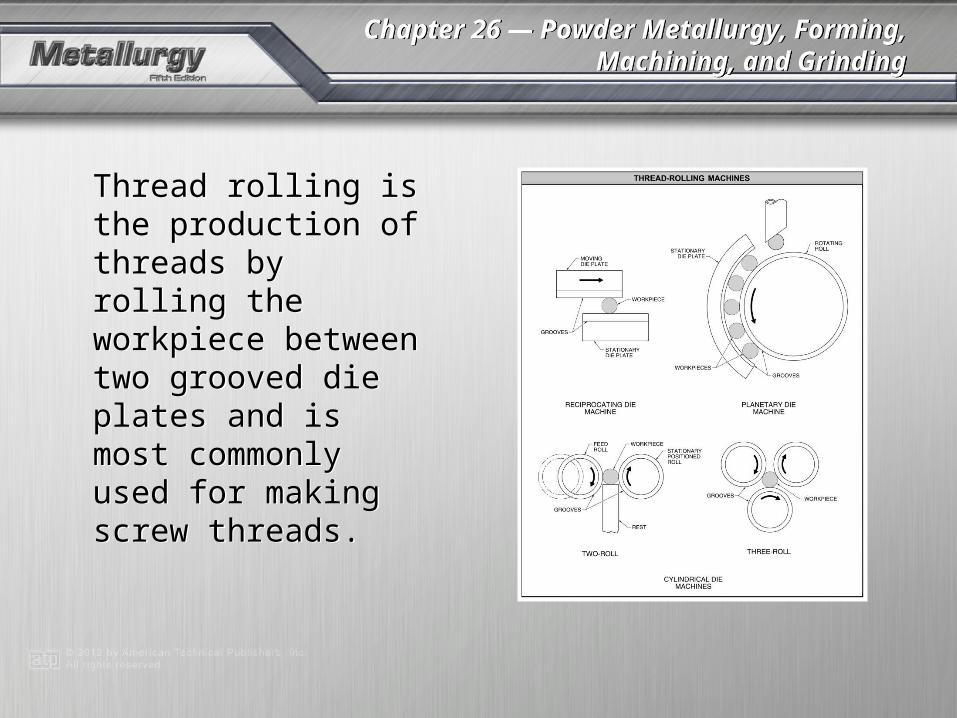
Thread rolling is the production of threads by rolling the workpiece between two grooved die plates and is most commonly used for making screw threads.
Thread rolling is the production of threads by rolling the workpiece between two grooved die plates and is most commonly used for making screw threads.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
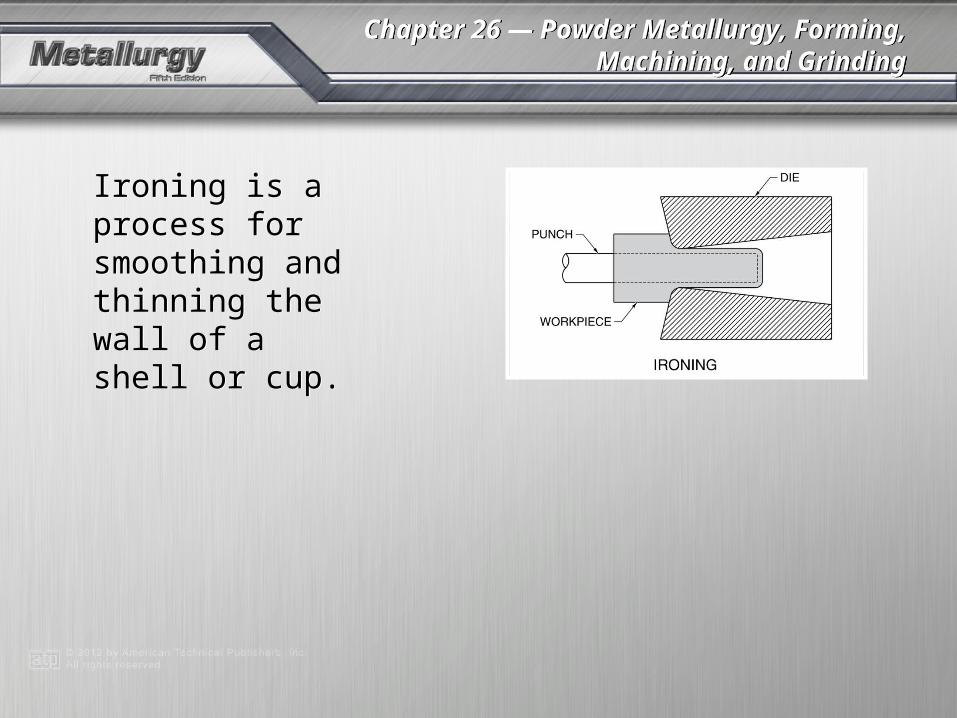
Ironing is a process for smoothing and thinning the wall of a shell or cup.
Ironing is a process for smoothing and thinning the wall of a shell or cup.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
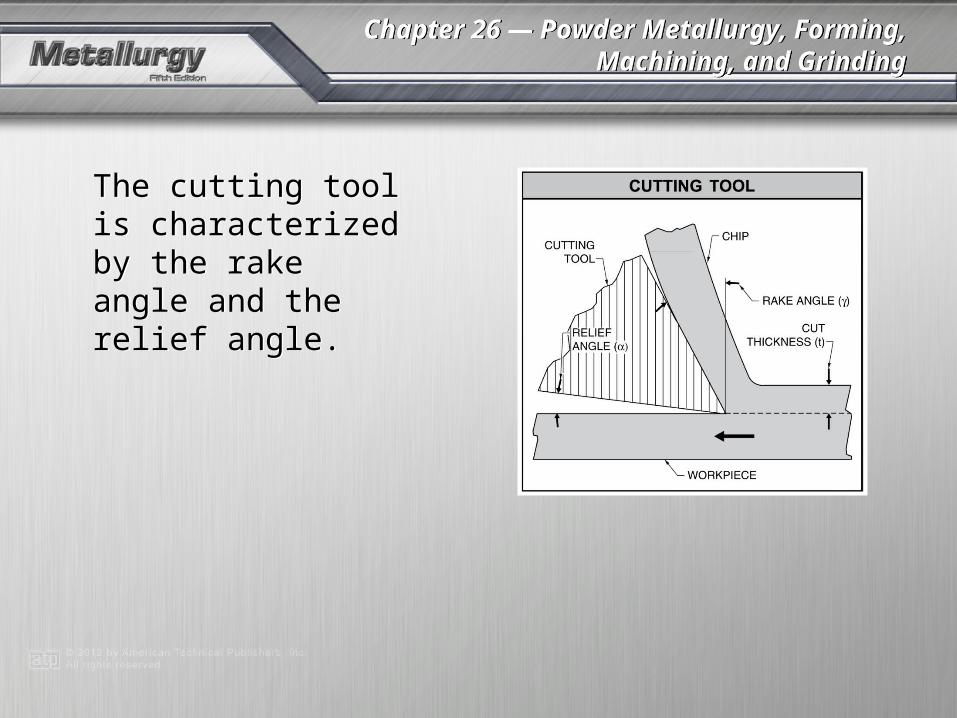
The cutting tool is characterized by the rake angle and the relief angle.
The cutting tool is characterized by the rake angle and the relief angle.

Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
A lathe is a basic feature of any machine shop and performs a variety of turning functions.A lathe is a basic feature of any machine shop and performs a variety of turning functions.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
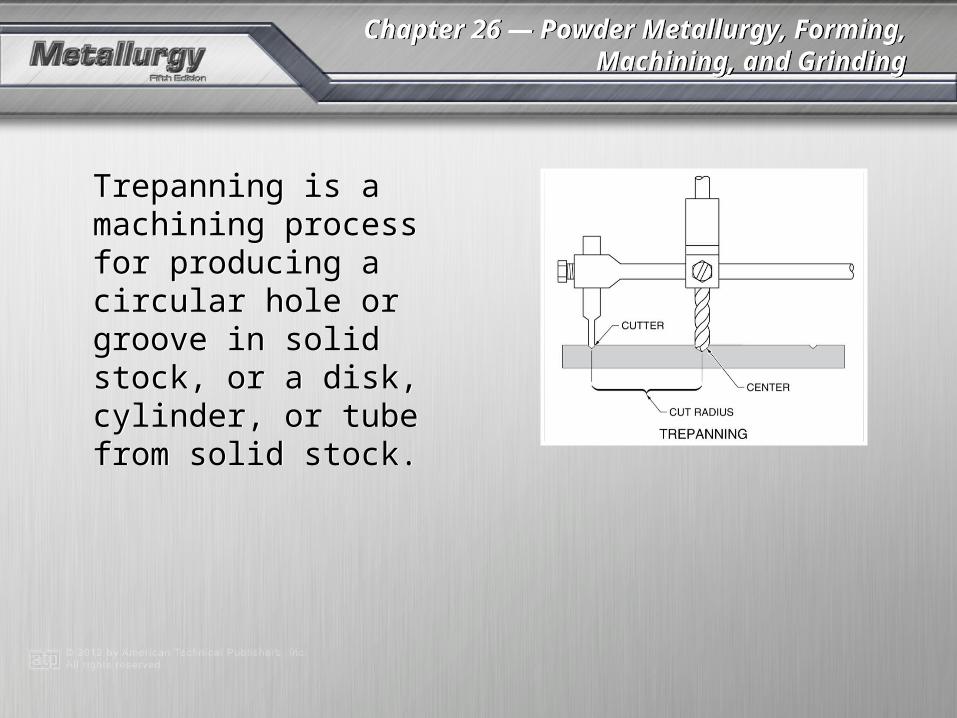
Trepanning is a machining process for producing a circular hole or groove in solid stock, or a disk, cylinder, or tube from solid stock.
Trepanning is a machining process for producing a circular hole or groove in solid stock, or a disk, cylinder, or tube from solid stock.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
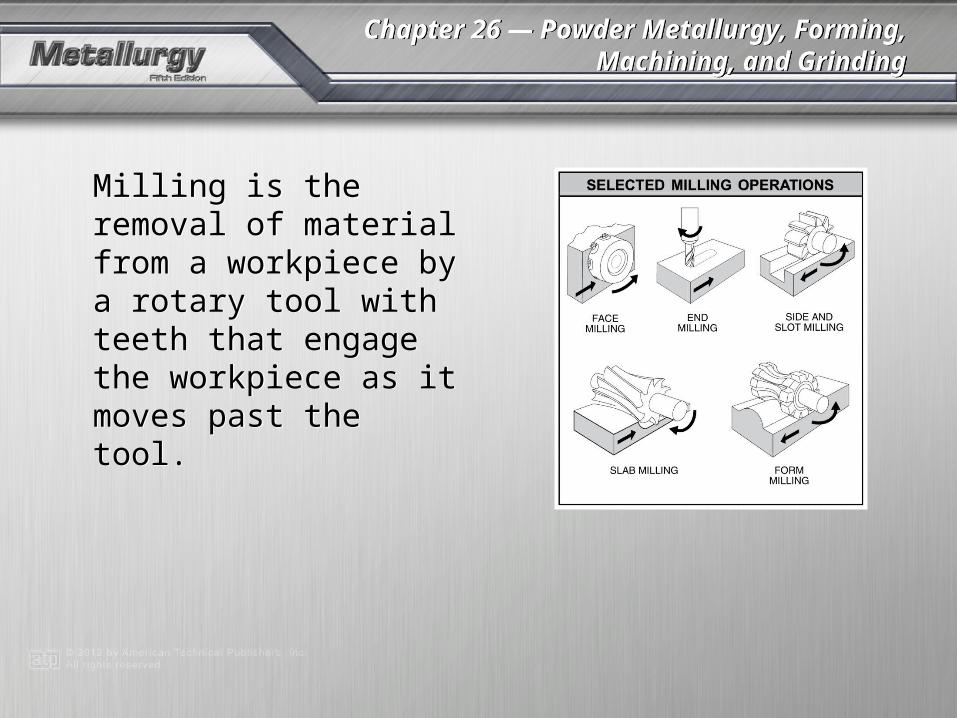
Milling is the removal of material from a workpiece by a rotary tool with teeth that engage the workpiece as it moves past the tool.
Milling is the removal of material from a workpiece by a rotary tool with teeth that engage the workpiece as it moves past the tool.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
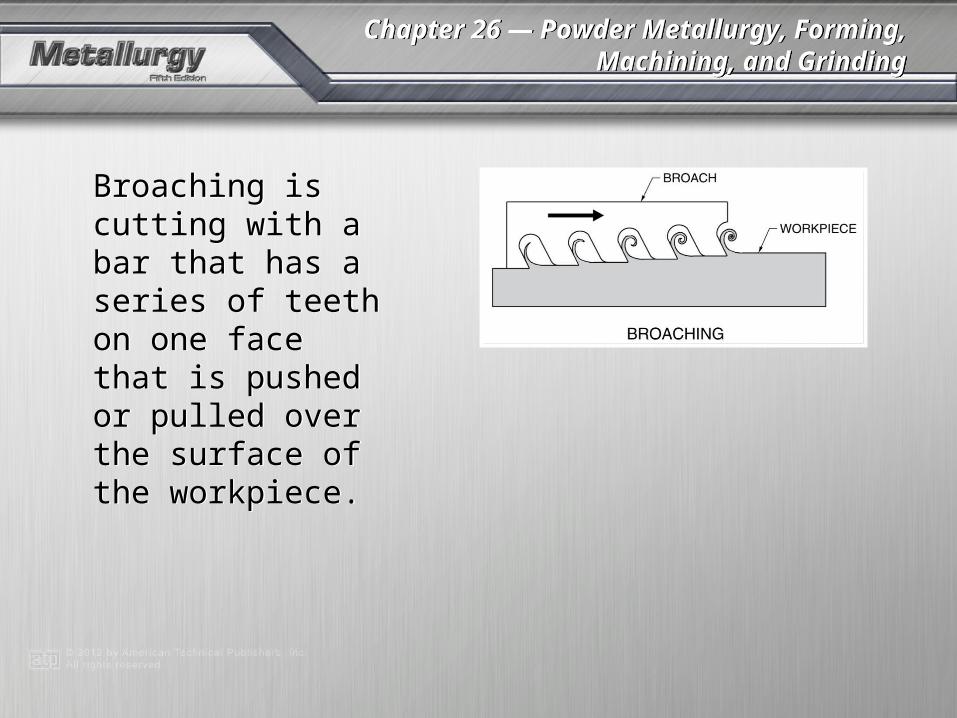
Broaching is cutting with a bar that has a series of teeth on one face that is pushed or pulled over the surface of the workpiece.
Broaching is cutting with a bar that has a series of teeth on one face that is pushed or pulled over the surface of the workpiece.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
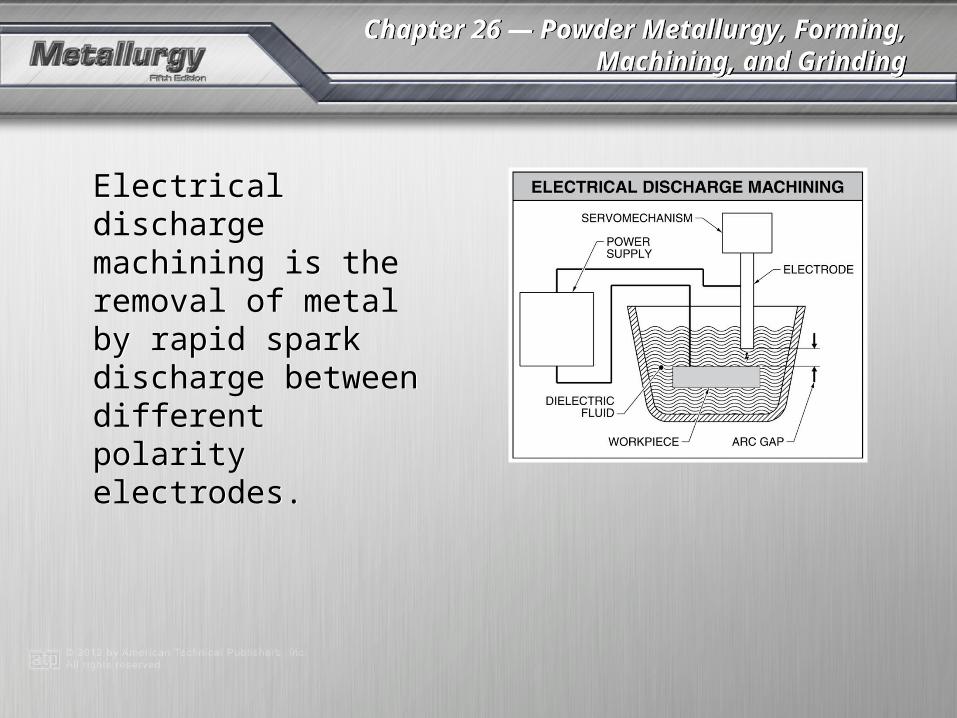
Electrical discharge machining is the removal of metal by rapid spark discharge between different polarity electrodes.
Electrical discharge machining is the removal of metal by rapid spark discharge between different polarity electrodes.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
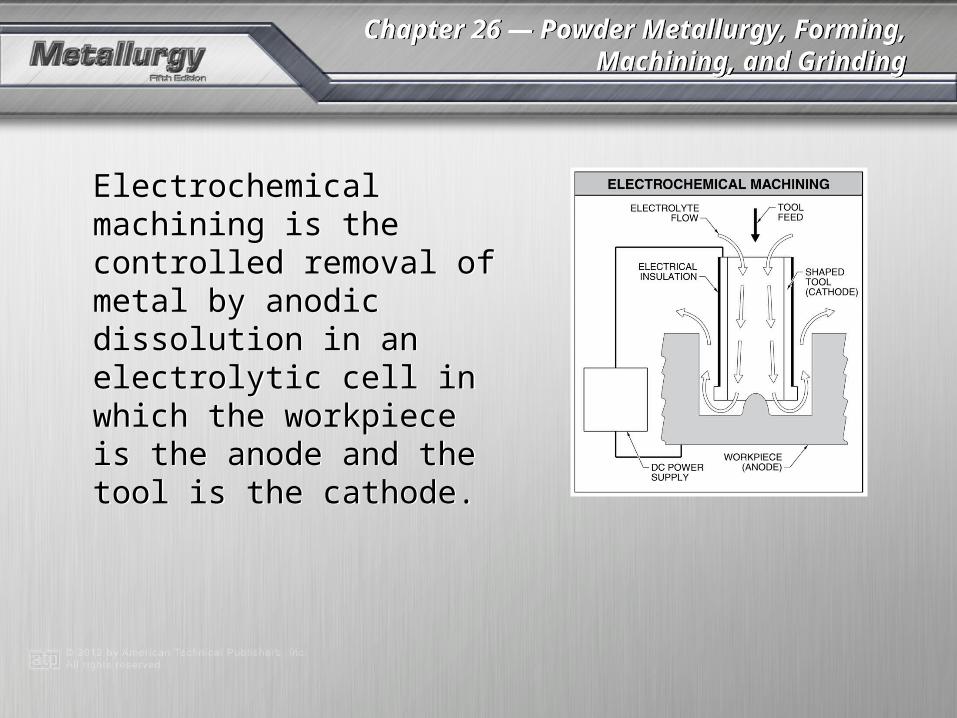
Electrochemical machining is the controlled removal of metal by anodic dissolution in an electrolytic cell in which the workpiece is the anode and the tool is the cathode.
Electrochemical machining is the controlled removal of metal by anodic dissolution in an electrolytic cell in which the workpiece is the anode and the tool is the cathode.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
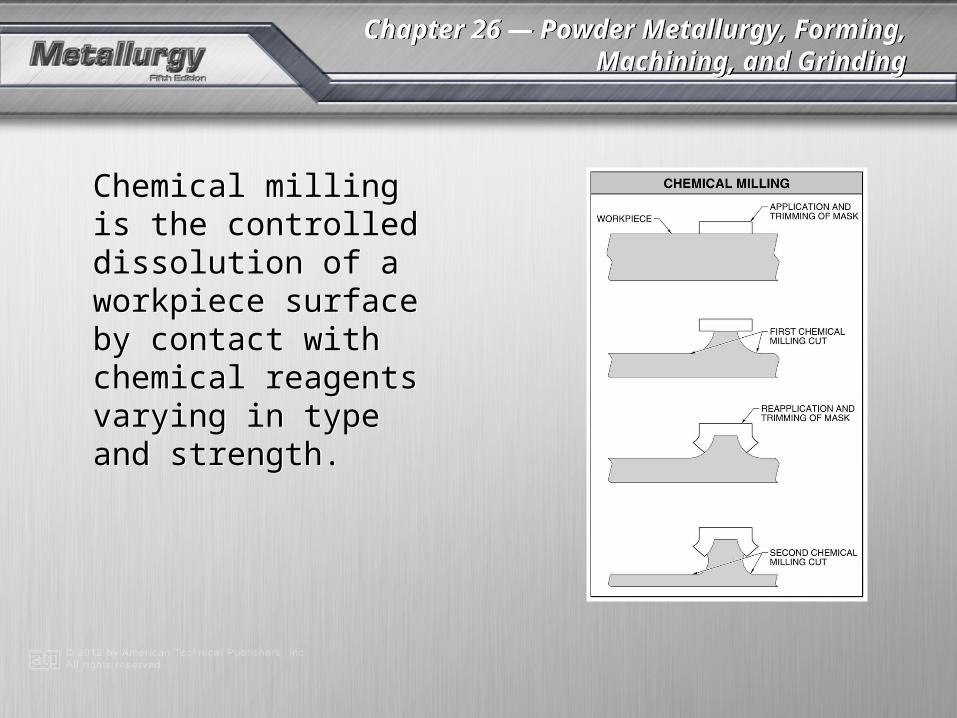
Chemical milling is the controlled dissolution of a workpiece surface by contact with chemical reagents varying in type and strength.
Chemical milling is the controlled dissolution of a workpiece surface by contact with chemical reagents varying in type and strength.
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
Chapter 26 — Powder Metallurgy, Forming,Machining, and Grinding
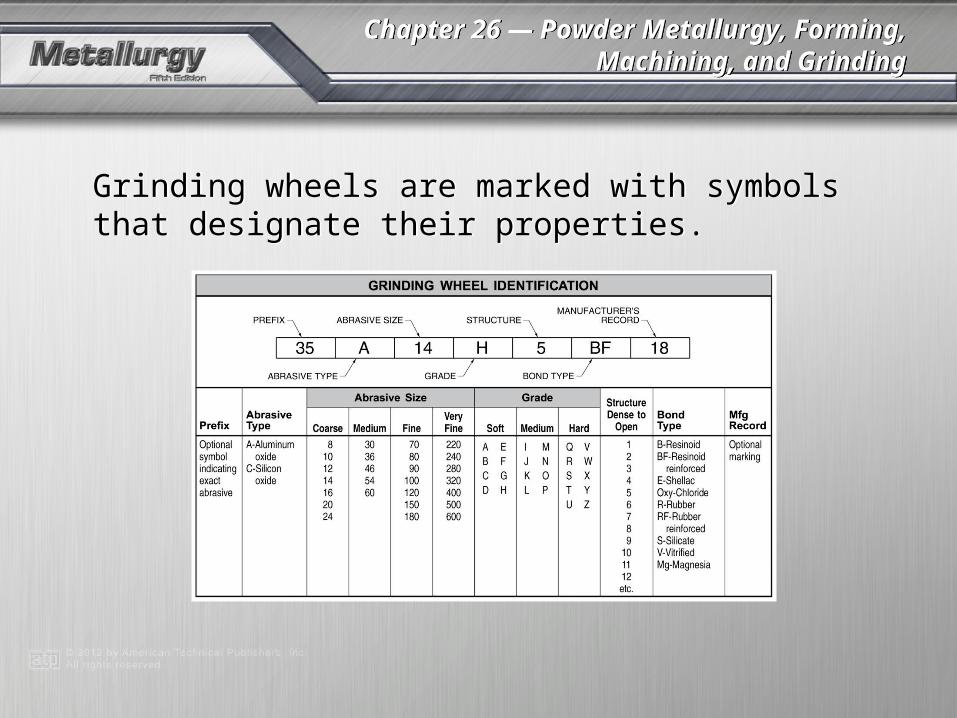
Grinding wheels are marked with symbols that designate their properties.Grinding wheels are marked with symbols that designate their properties.