pom - j. galván 1 production and operations management ch. 7: process strategy
TRANSCRIPT
POM - J. GalvánPOM - J. Galván 11
PRODUCTION AND PRODUCTION AND OPERATIONS OPERATIONS
MANAGEMENTMANAGEMENT
Ch. 7: Process StrategyCh. 7: Process Strategy
POM - J. GalvánPOM - J. Galván 22
Process StrategyProcess Strategy Process strategyProcess strategy is the pattern of decisions is the pattern of decisions
made in managing processes so that they will made in managing processes so that they will achieve their competitive priorities.achieve their competitive priorities.
A process involves the use of an A process involves the use of an organization’s resources to provide something organization’s resources to provide something of value.of value.
Major process decisions include:Major process decisions include:• Process StructureProcess Structure• Customer InvolvementCustomer Involvement• Resource FlexibilityResource Flexibility• Capital IntensityCapital Intensity
POM - J. GalvánPOM - J. Galván 33
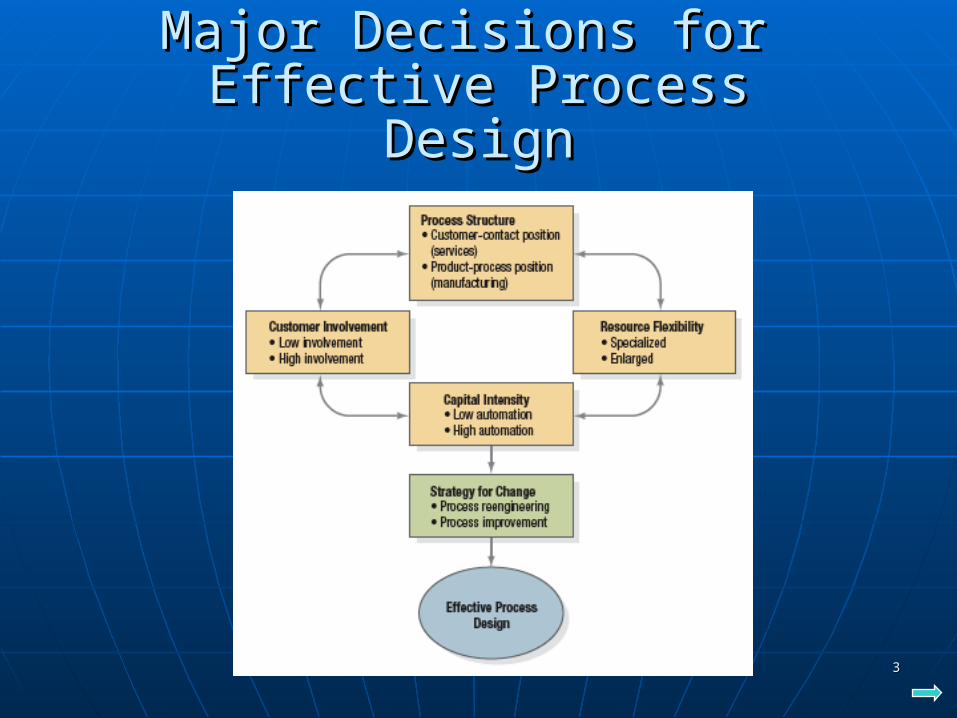
Major Decisions for Major Decisions for Effective Process DesignEffective Process Design
POM - J. GalvánPOM - J. Galván 44
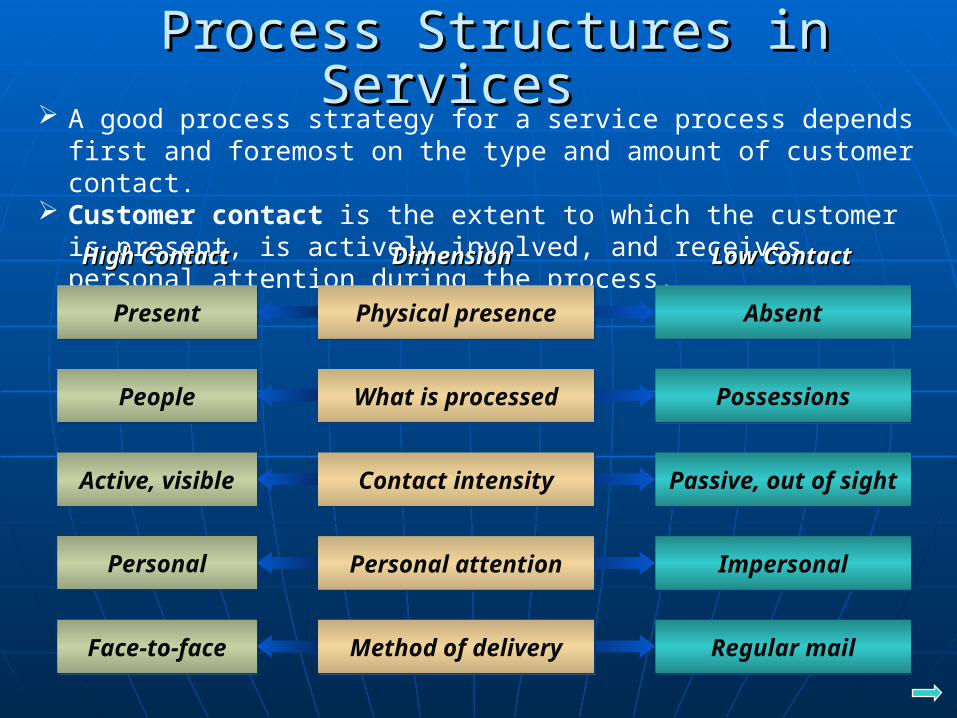
A good process strategy for a service process depends first and foremost on the type and amount of customer contact.
Customer contact is the extent to which the customer is present, is actively involved, and receives personal attention during the process.
PeoplePeople What is processedWhat is processed PossessionsPossessions
Active, visibleActive, visible Contact intensityContact intensity Passive, out of sightPassive, out of sight
PersonalPersonal Personal attentionPersonal attention ImpersonalImpersonal
Face-to-faceFace-to-face Method of deliveryMethod of delivery Regular mailRegular mail
PresentPresent Physical presencePhysical presence AbsentAbsent
High ContactHigh Contact DimensionDimension Low ContactLow Contact
Process Structures in Services Process Structures in Services

POM - J. GalvánPOM - J. Galván 55
Customer-Contact Matrix for Customer-Contact Matrix for Service ProcessesService Processes
Less Customer Contact and CustomizationLess Customer Contact and Customization
ServiceService Package Package
Front office
Hybrid office
Back office
(1) (2) (3)High interaction with Some interaction with Low interaction withcustomers, highly customers, standard customers, standardizedcustomized service services with some options services
ProcessCharacteristics
(1)Flexible flows,complex work withmany exceptions
(2)Flexible flows withsome dominantpaths, moderate job complexity withsome exceptions
(3)Line flows, routinework easilyunderstood byemployeesL
ess
Co
mp
lexi
ty, L
ess
Div
erg
ence
, Mo
re L
ine
Flo
ws
POM - J. GalvánPOM - J. Galván 66
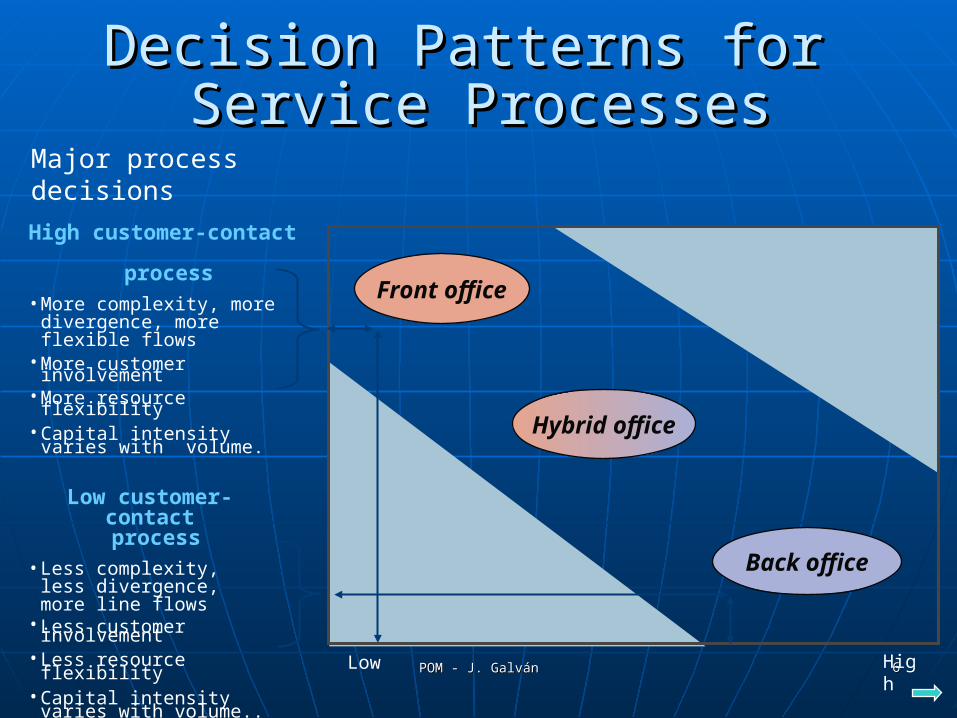
Decision Patterns for Decision Patterns for Service ProcessesService Processes
Front office
Hybrid office
Back office
Low High
Low customer-contact process
• Less complexity, less divergence, more line flows
• Less customer involvement• Less resource flexibility• Capital intensity varies with
volume..
High customer-contact process
• More complexity, more divergence, more flexible flows
• More customer involvement• More resource flexibility• Capital intensity varies with
volume.
Major process decisions

POM - J. GalvánPOM - J. Galván 77
Front office in servicesFront office in services

POM - J. GalvánPOM - J. Galván 88
Back officeBack office
POM - J. GalvánPOM - J. Galván 99
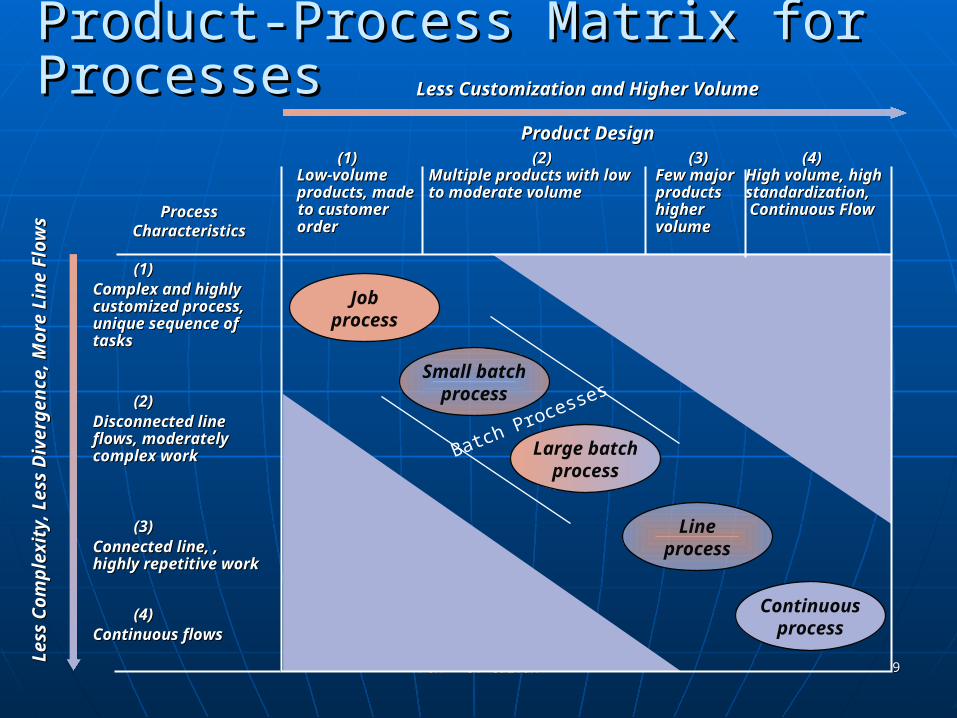
Product-Process Matrix for Product-Process Matrix for ProcessesProcesses
(1)(1) (2)(2) (3)(3) (4)(4)Low-volumeLow-volume Multiple products with low Multiple products with low Few majorFew major High volume, highHigh volume, highproducts, madeproducts, made to moderate volume to moderate volume productsproducts standardization,standardization,to customer to customer higherhigher Continuous Flow Continuous Flow orderorder volumevolume
ProcessProcessCharacteristicsCharacteristics
(1)(1)Complex and highly Complex and highly customized process, customized process, unique sequence of unique sequence of taskstasks
(2)(2)Disconnected line Disconnected line flows, moderately flows, moderately complex workcomplex work
(3)(3)Connected line, , Connected line, , highly repetitive workhighly repetitive work
(4)(4)Continuous flowsContinuous flows
Les
s C
om
ple
xity
, L
ess
Div
erg
ence
, M
ore
Lin
e F
low
sL
ess
Co
mp
lexi
ty,
Les
s D
ive
rgen
ce,
Mo
re L
ine
Flo
ws
Less Customization and Higher VolumeLess Customization and Higher Volume
Product DesignProduct Design
Continuousprocess
Jobprocess
Lineprocess
Large batchprocess
Small batchprocess
Batch Processes

POM - J. GalvánPOM - J. Galván 1010
Decision Patterns for Decision Patterns for Manufacturing ProcessesManufacturing Processes
Major process decisions
Continuousprocess
Jobprocess
Lineprocess
Large batchprocess
Small batchprocess
Batch Processes
High-Volume, make-to-stock process
• Less complexity, less divergence, more line flows
• Less customer involvement• Less resource flexibility• More capital intensity
Low-Volume, make-to-order process
• More complexity, more divergence, more flexible flows
• More customer involvement• More resource flexibility• Less capital intensity
Low High

POM - J. GalvánPOM - J. Galván 1111
The Big Picture King Soopers BakeryThe Big Picture King Soopers Bakery
POM - J. GalvánPOM - J. Galván 1212
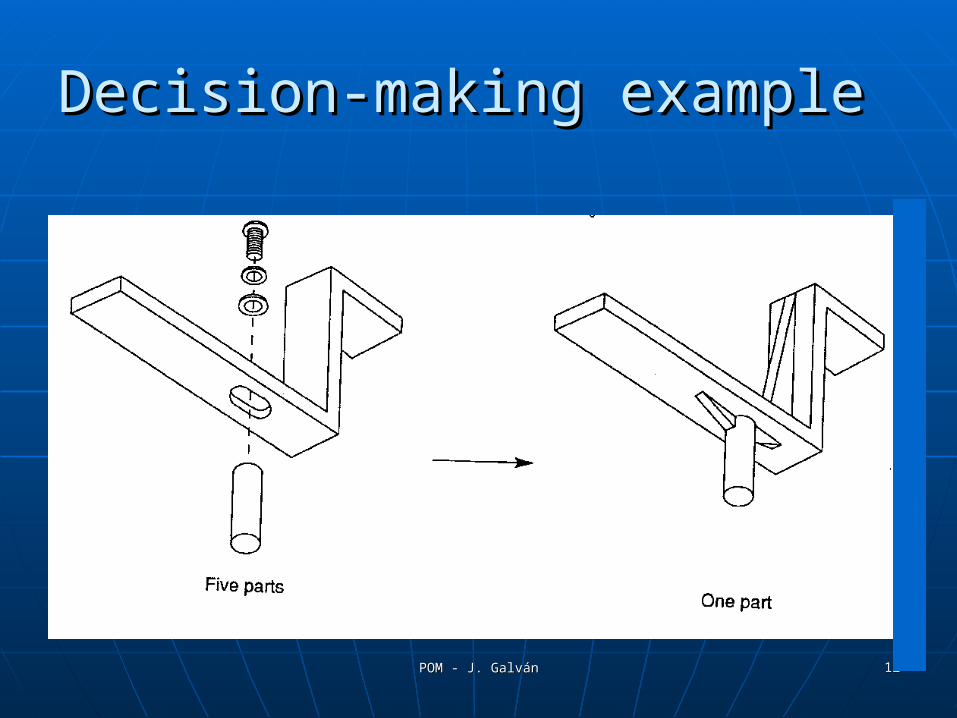
Decision-making example Decision-making example
POM - J. GalvánPOM - J. Galván 1313
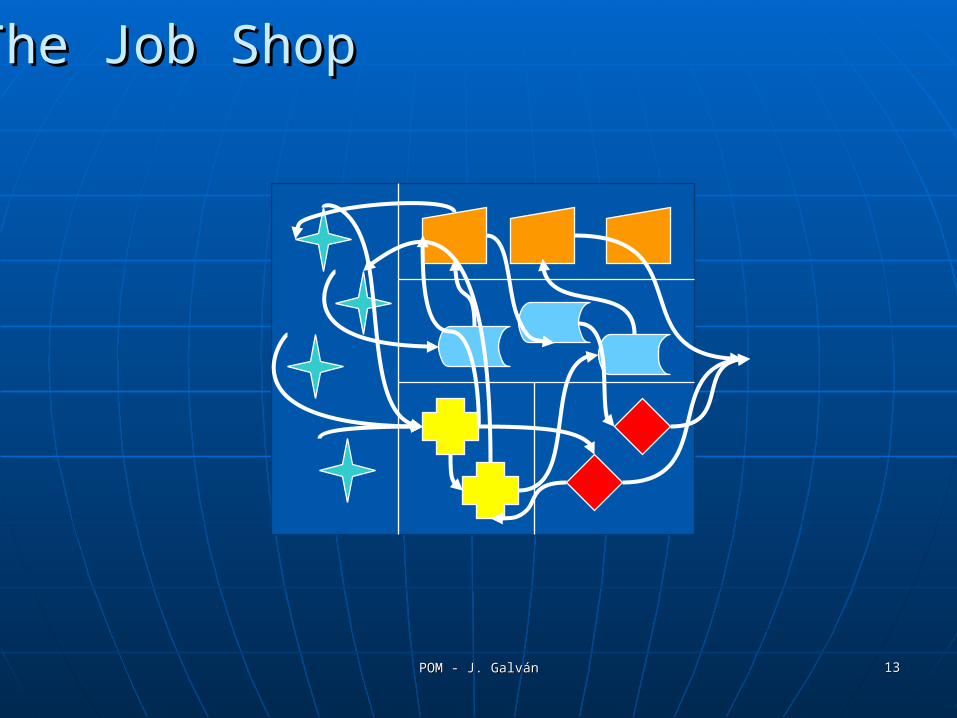
The Job ShopThe Job Shop
POM - J. GalvánPOM - J. Galván 1414
AIRPLANE JOB SHOPAIRPLANE JOB SHOP

POM - J. GalvánPOM - J. Galván 1515
SMALL JOB SHOPSMALL JOB SHOP
POM - J. GalvánPOM - J. Galván 1616
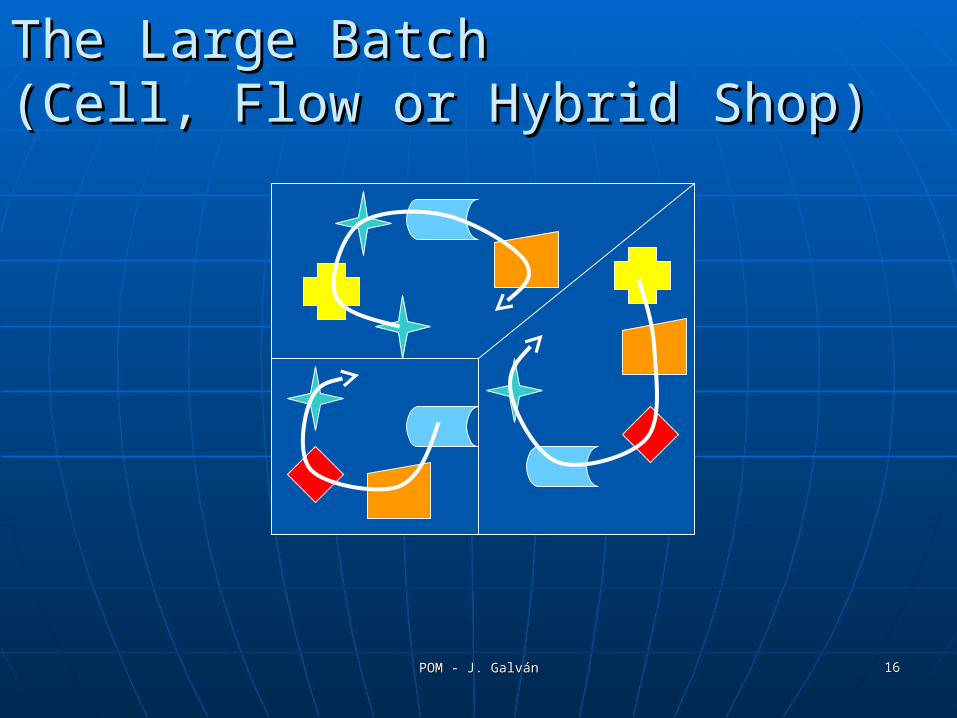
The Large Batch The Large Batch (Cell, Flow or Hybrid Shop)(Cell, Flow or Hybrid Shop)
POM - J. GalvánPOM - J. Galván 1717
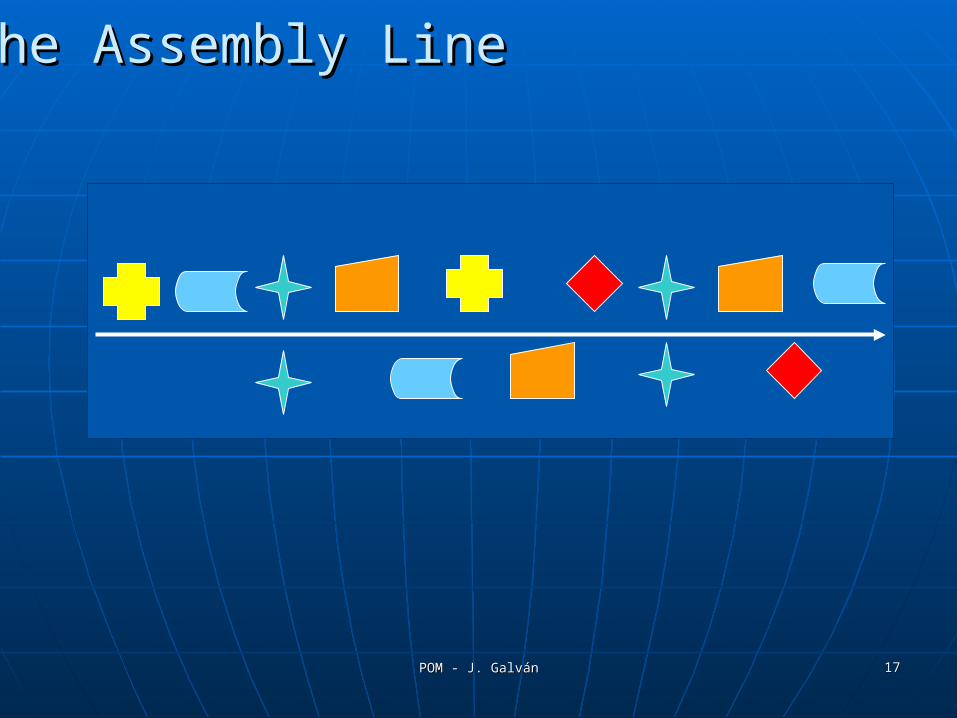
The Assembly LineThe Assembly Line
POM - J. GalvánPOM - J. Galván 1818
ASSEMBLY LINE (1930)ASSEMBLY LINE (1930)
POM - J. GalvánPOM - J. Galván 1919
MODERN ASSEMBLY LINEMODERN ASSEMBLY LINE
POM - J. GalvánPOM - J. Galván 2020
CHINESE ASSEMBLY LINECHINESE ASSEMBLY LINE
POM - J. GalvánPOM - J. Galván 2121
CONTINUOUS PRODUCTION CONTINUOUS PRODUCTION PROCESS (OLD)PROCESS (OLD)
POM - J. GalvánPOM - J. Galván 2222
MODERN CONTINUOUS MODERN CONTINUOUS PRODUCTION PROCESSPRODUCTION PROCESS

POM - J. GalvánPOM - J. Galván 2323
Low Medium HighProduct Volume
Jumbled
Dominant
Line
Pro
cess
Cho
ice
Greater need for flexibility
Greater need for efficiency
Technology and the Product/Process MatrixTechnology and the Product/Process Matrix
Technology decisions tend to be long-term in nature and greatly influence which products and services a firm is capable of providing to its customers profitably.
POM - J. GalvánPOM - J. Galván 2424
Tools for Process DesignTools for Process Design
Flow DiagramsFlow Diagrams Process ChartsProcess Charts Time-Function/Process MappingTime-Function/Process Mapping Work Flow AnalysisWork Flow Analysis
POM - J. GalvánPOM - J. Galván 2525
Flow Flow DiagramsDiagrams
POM - J. GalvánPOM - J. Galván 2626
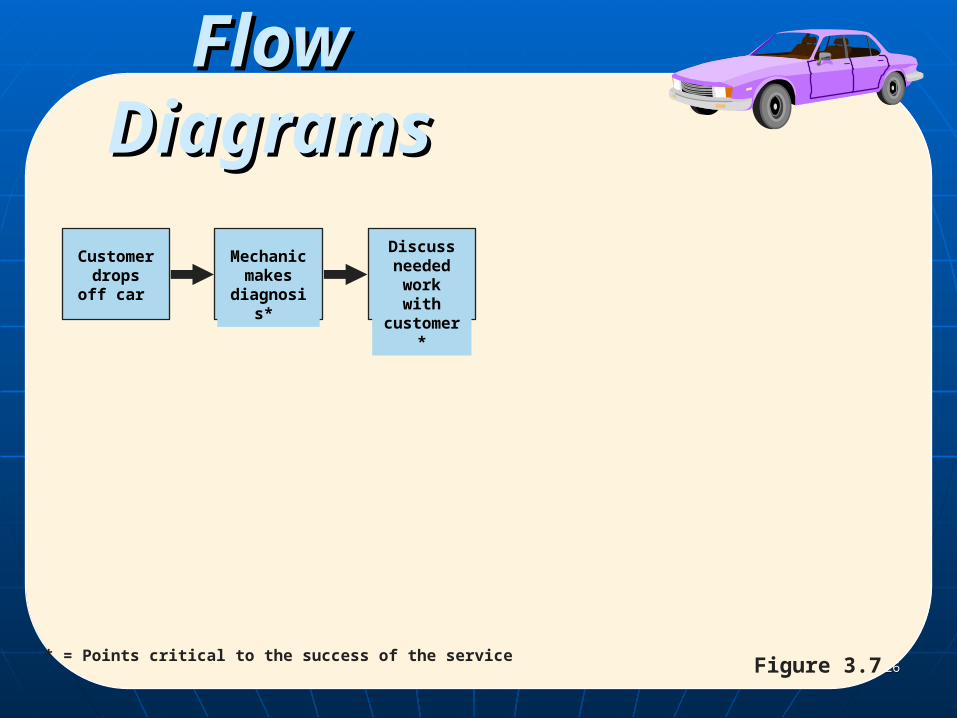
Flow Flow DiagramsDiagrams
Customer drops off
car
Mechanic makes
diagnosis*
Discuss needed
work with customer*
* = Points critical to the success of the service Figure 3.7
POM - J. GalvánPOM - J. Galván 2727
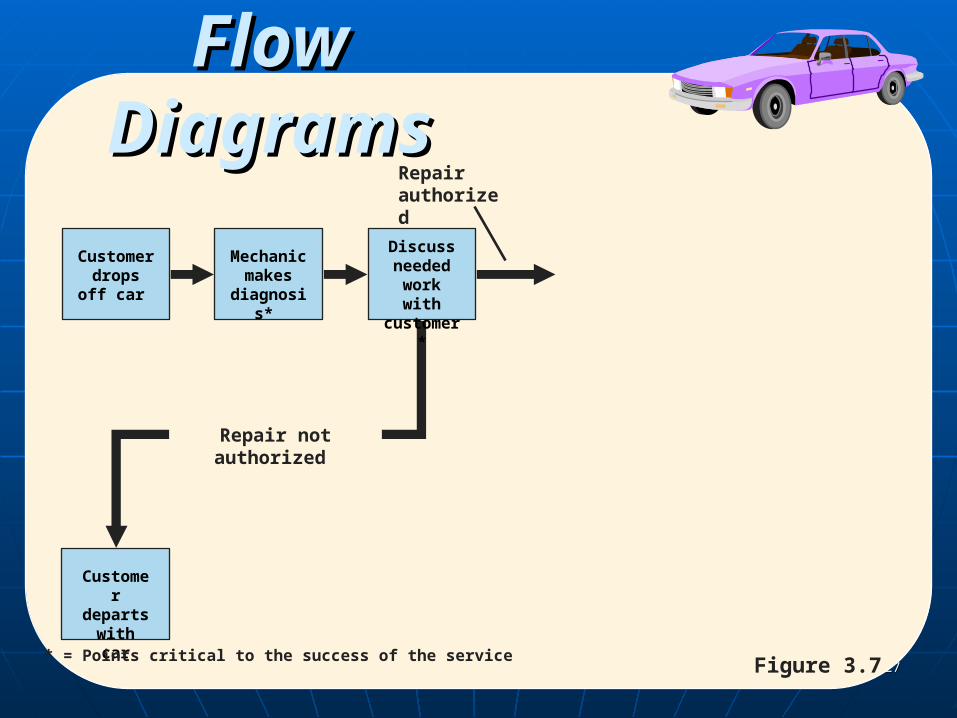
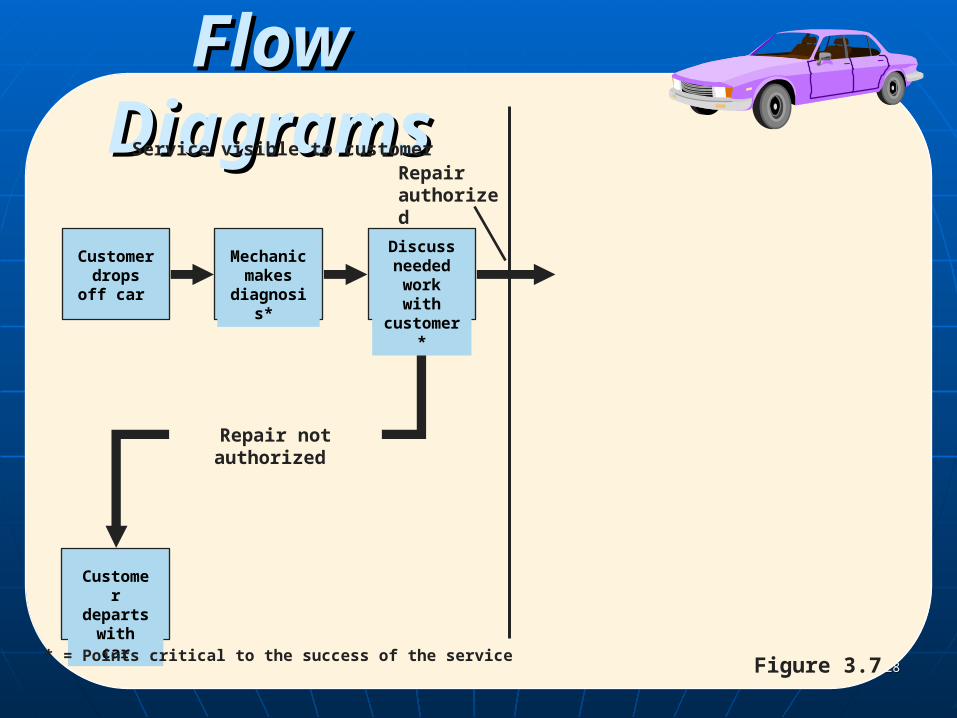
Flow Flow DiagramsDiagrams
Repair authorized
Customer drops off
car
Mechanic makes
diagnosis*
Discuss needed
work with customer*
Customer departs with car
Repair not authorized
* = Points critical to the success of the service Figure 3.7
POM - J. GalvánPOM - J. Galván 2828
Flow Flow DiagramsDiagrams
Customer drops off
car
Mechanic makes
diagnosis*
Discuss needed
work with customer*
Customer departs with car
Repair not authorized
Service visible to customerRepair authorized
* = Points critical to the success of the service Figure 3.7

POM - J. GalvánPOM - J. Galván 2929
Flow Flow DiagramsDiagrams
Customer drops off
car
Mechanic makes
diagnosis*
Discuss needed
work with customer*
Customer departs with car
Checkparts
availability†
Order parts
Parts available
Parts not available
Service visible to customerRepair authorized
Repair not authorized
Perform work†
* = Points critical to the success of the service † = Points at which failure is most often experienced Figure 3.7
POM - J. GalvánPOM - J. Galván 3030
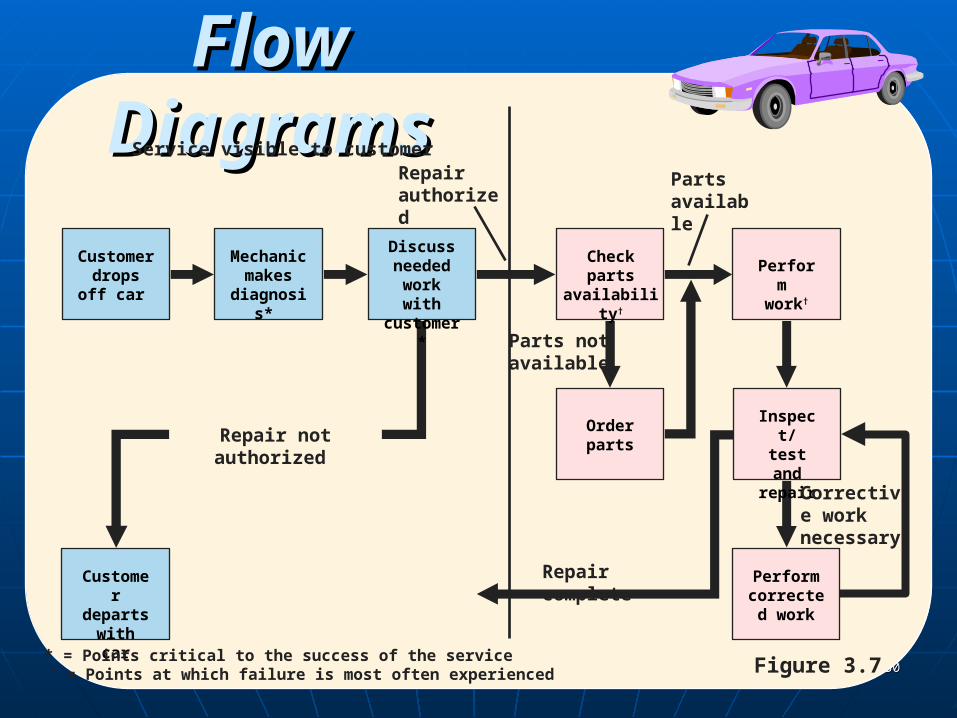
Flow Flow DiagramsDiagrams
Customer drops off
car
Mechanic makes
diagnosis*
Discuss needed
work with customer*
Customer departs with car
Checkparts
availability†
Perform work†
Order parts
Inspect/ test and repair
Perform corrected
work
Corrective work necessary
Repair not authorized
Parts not available
Parts available
Service visible to customerRepair authorized
Repair complete
* = Points critical to the success of the service † = Points at which failure is most often experienced Figure 3.7

POM - J. GalvánPOM - J. Galván 3131
Flow Flow DiagramsDiagrams
Customer drops off
car
Mechanic makes
diagnosis*
Discuss needed
work with customer*
Customer departs with car
Checkparts
availability†
Order parts
Service not visible to customer
Repair not authorized
Parts available
Service visible to customerRepair authorized
Perform work†
Inspect/ test and repair
Perform corrected
work
Corrective work necessary
Parts not available
Repair complete
* = Points critical to the success of the service † = Points at which failure is most often experienced Figure 3.7

POM - J. GalvánPOM - J. Galván 3232
Flow Flow DiagramsDiagrams
* = Points critical to the success of the service † = Points at which failure is most often experienced
Customer drops off
car
Mechanic makes
diagnosis*
Discuss needed
work with customer*
Customer departs with car
Collect payment
Notify customer
Checkparts
availability†
Order parts
Repair complete
Figure 3.7
Repair not authorized
Parts available
Service visible to customerRepair authorized
Service not visible to customer
Perform work†
Inspect/ test and repair
Perform corrected
work
Corrective work necessary
Parts not available
POM - J. GalvánPOM - J. Galván 3333
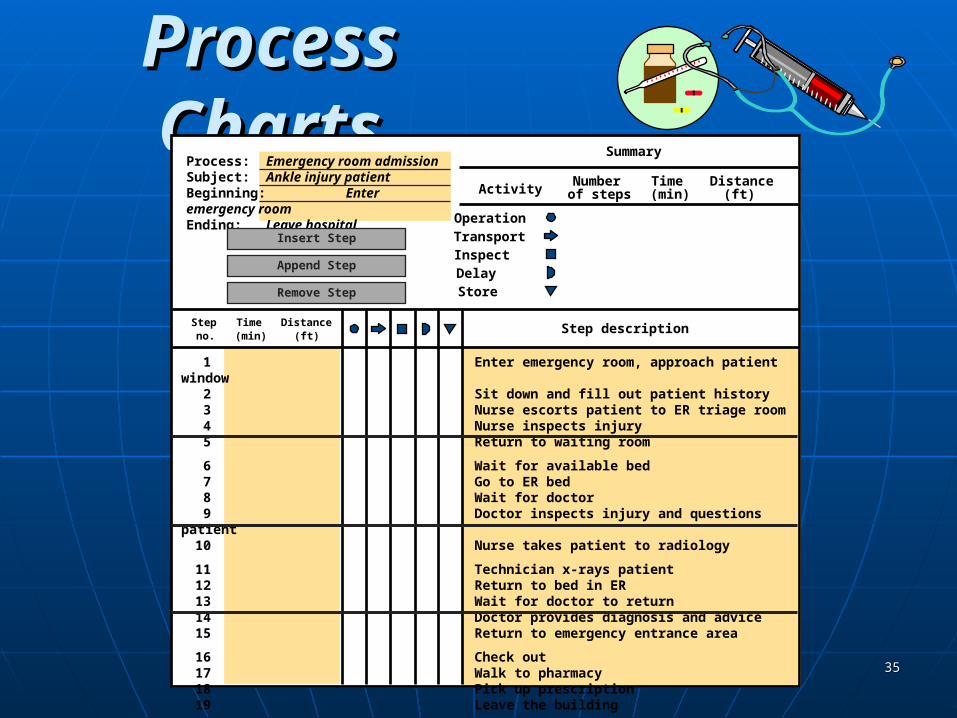
Process ChartsProcess Charts
POM - J. GalvánPOM - J. Galván 3434
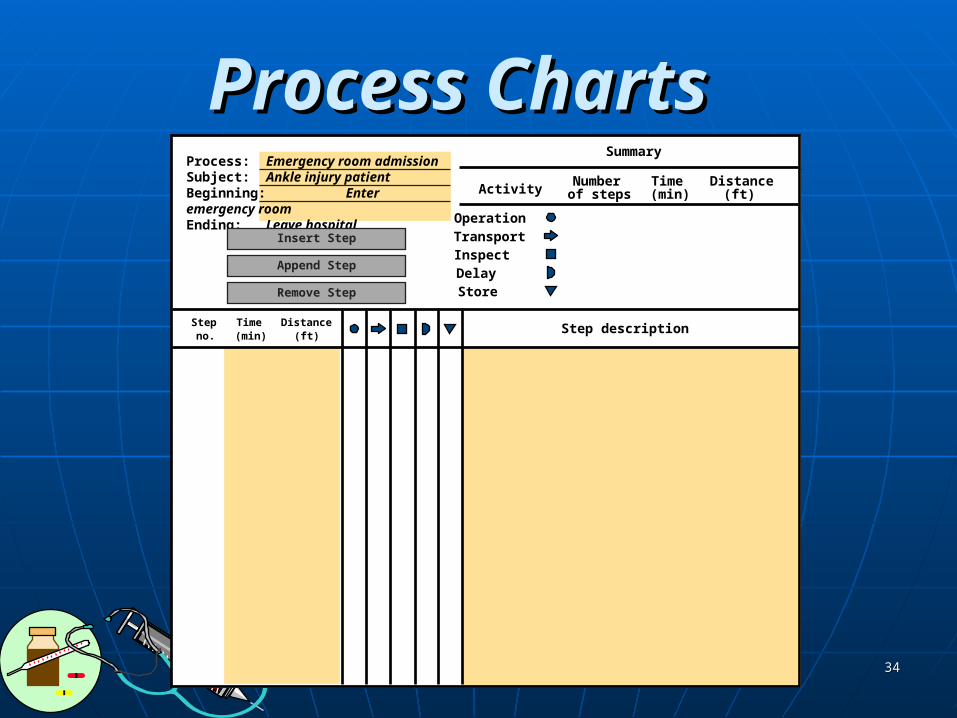
Process: Emergency room admissionSubject: Ankle injury patientBeginning: Enter emergency roomEnding: Leave hospital
Step no.
Time (min)
Distance (ft)
Summary
Number of stepsActivity
Time (min)
Distance (ft)
Transport Operation
Inspect
StoreDelay
Step description
Insert Step
Append Step
Remove Step
Process ChartsProcess Charts
POM - J. GalvánPOM - J. Galván 3535
Process Process ChartsCharts
Process: Emergency room admissionSubject: Ankle injury patientBeginning: Enter emergency roomEnding: Leave hospital
1 Enter emergency room, approach patient window 2 Sit down and fill out patient history3 Nurse escorts patient to ER triage room4 Nurse inspects injury5 Return to waiting room
6 Wait for available bed 7 Go to ER bed8 Wait for doctor9 Doctor inspects injury and questions patient
10 Nurse takes patient to radiology
11 Technician x-rays patient12 Return to bed in ER13 Wait for doctor to return14 Doctor provides diagnosis and advice15 Return to emergency entrance area
16 Check out17 Walk to pharmacy18 Pick up prescription 19 Leave the building
Step no.
Time (min)
Distance (ft)
Summary
Number of stepsActivity
Time (min)
Distance (ft)
Transport Operation
Inspect
StoreDelay
Step description
Insert Step
Append Step
Remove Step
POM - J. GalvánPOM - J. Galván 3636
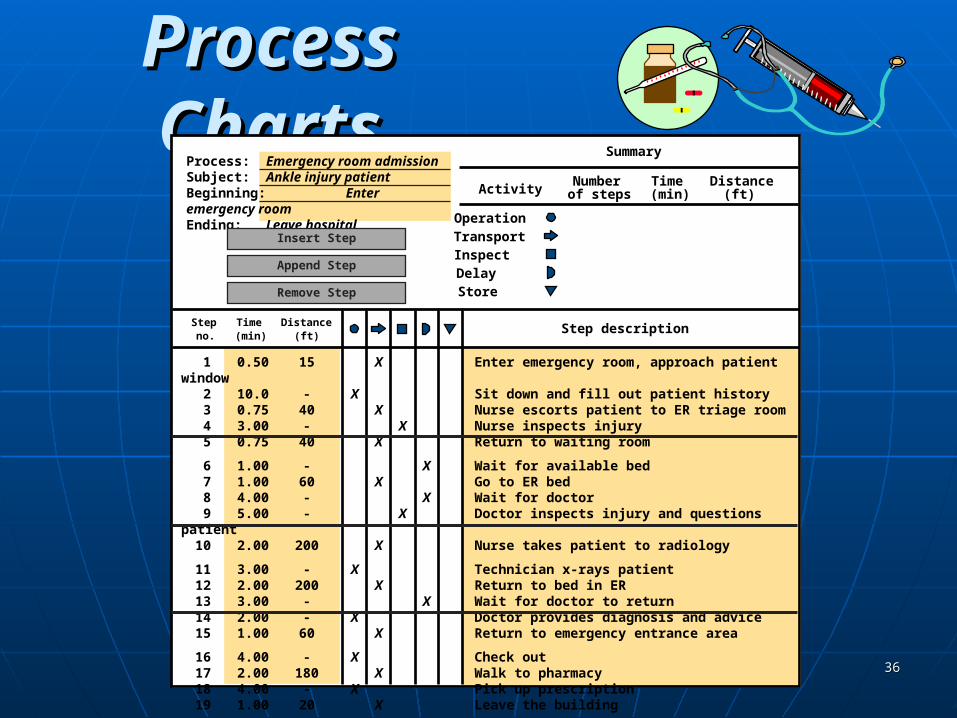
Process Process ChartsCharts
Process: Emergency room admissionSubject: Ankle injury patientBeginning: Enter emergency roomEnding: Leave hospital
1 0.50 15 X Enter emergency room, approach patient window 2 10.0 - X Sit down and fill out patient history3 0.75 40 X Nurse escorts patient to ER triage room4 3.00 - X Nurse inspects injury5 0.75 40 X Return to waiting room
6 1.00 - X Wait for available bed 7 1.00 60 X Go to ER bed8 4.00 - X Wait for doctor9 5.00 - X Doctor inspects injury and questions patient
10 2.00 200 X Nurse takes patient to radiology
11 3.00 - X Technician x-rays patient12 2.00 200 X Return to bed in ER13 3.00 - X Wait for doctor to return14 2.00 - X Doctor provides diagnosis and advice15 1.00 60 X Return to emergency entrance area
16 4.00 - X Check out17 2.00 180 X Walk to pharmacy18 4.00 - X Pick up prescription 19 1.00 20 X Leave the building
Step no.
Time (min)
Distance (ft)
Summary
Number of stepsActivity
Time (min)
Distance (ft)
Transport Operation
Inspect
StoreDelay
Step description
Insert Step
Append Step
Remove Step

POM - J. GalvánPOM - J. Galván 3737
Process Process ChartsCharts
Process: Emergency room admissionSubject: Ankle injury patientBeginning: Enter emergency roomEnding: Leave hospital
1 0.50 15 X Enter emergency room, approach patient window 2 10.0 - X Sit down and fill out patient history3 0.75 40 X Nurse escorts patient to ER triage room4 3.00 - X Nurse inspects injury5 0.75 40 X Return to waiting room
6 1.00 - X Wait for available bed 7 1.00 60 X Go to ER bed8 4.00 - X Wait for doctor9 5.00 - X Doctor inspects injury and questions patient
10 2.00 200 X Nurse takes patient to radiology
11 3.00 - X Technician x-rays patient12 2.00 200 X Return to bed in ER13 3.00 - X Wait for doctor to return14 2.00 - X Doctor provides diagnosis and advice15 1.00 60 X Return to emergency entrance area
16 4.00 - X Check out17 2.00 180 X Walk to pharmacy18 4.00 - X Pick up prescription 19 1.00 20 X Leave the building
Step no.
Time (min)
Distance (ft)
Summary
Number of stepsActivity
Time (min)
Distance (ft)
Transport 9 11 815 Operation 5 23 —
Inspect 2 8 —
Store — — —Delay 3 8 —
Step description
Insert Step
Append Step
Remove Step
POM - J. GalvánPOM - J. Galván 3838
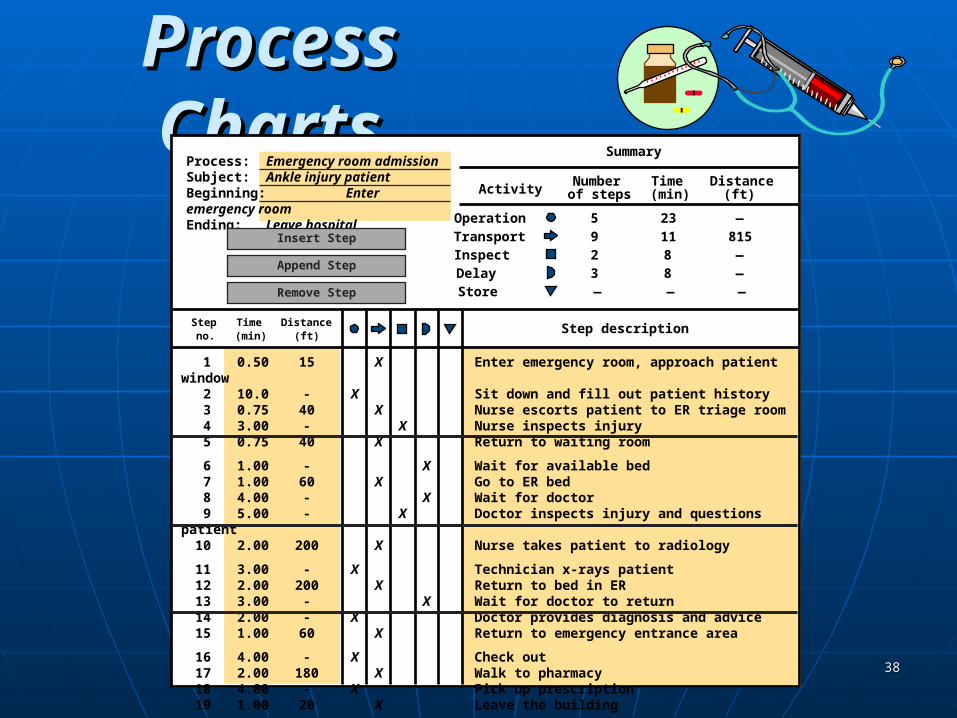
Process Process ChartsCharts
Process: Emergency room admissionSubject: Ankle injury patientBeginning: Enter emergency roomEnding: Leave hospital
1 0.50 15 X Enter emergency room, approach patient window 2 10.0 - X Sit down and fill out patient history3 0.75 40 X Nurse escorts patient to ER triage room4 3.00 - X Nurse inspects injury5 0.75 40 X Return to waiting room
6 1.00 - X Wait for available bed 7 1.00 60 X Go to ER bed8 4.00 - X Wait for doctor9 5.00 - X Doctor inspects injury and questions patient
10 2.00 200 X Nurse takes patient to radiology
11 3.00 - X Technician x-rays patient12 2.00 200 X Return to bed in ER13 3.00 - X Wait for doctor to return14 2.00 - X Doctor provides diagnosis and advice15 1.00 60 X Return to emergency entrance area
16 4.00 - X Check out17 2.00 180 X Walk to pharmacy18 4.00 - X Pick up prescription 19 1.00 20 X Leave the building
Step no.
Time (min)
Distance (ft)
Summary
Number of stepsActivity
Time (min)
Distance (ft)
Transport 9 11 815 Operation 5 23 —
Inspect 2 8 —
Store — — —Delay 3 8 —
Step description
Insert Step
Append Step
Remove Step
POM - J. GalvánPOM - J. Galván 3939
SimulationSimulation

POM - J. GalvánPOM - J. Galván 4040
SimulationSimulation
Figure 3.9(a)
POM - J. GalvánPOM - J. Galván 4141
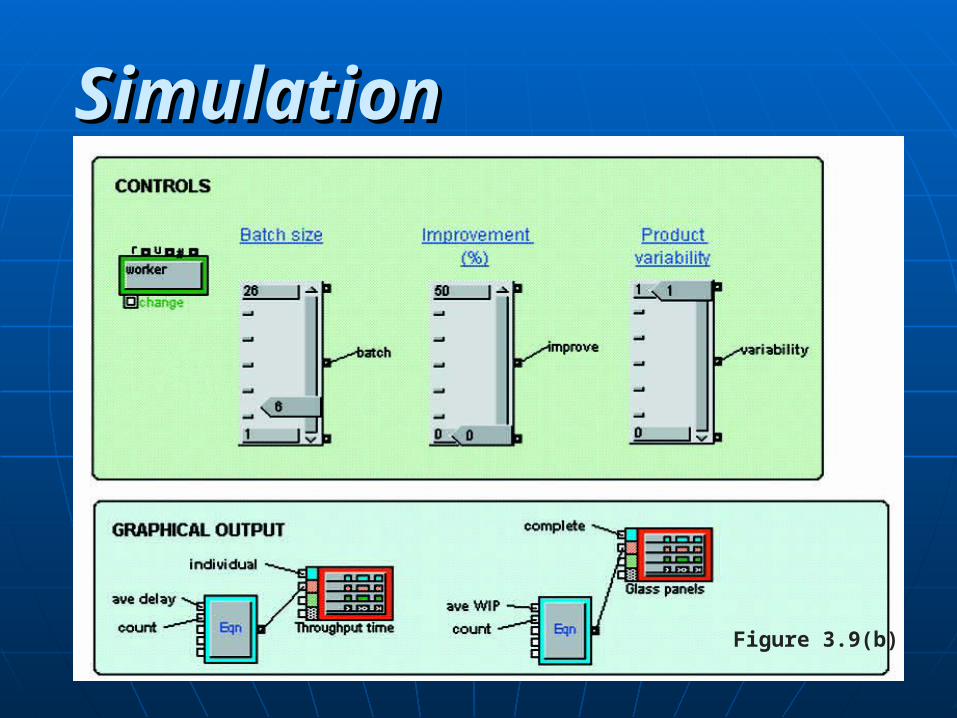
SimulationSimulation
Figure 3.9(b)

POM - J. GalvánPOM - J. Galván 4242
SimulationSimulation
Figure 3.9(c)

POM - J. GalvánPOM - J. Galván 4343
SimulationSimulation
Figure 3.9(d)
POM - J. GalvánPOM - J. Galván 4444
TOOLS FOR AUTOMATIONTOOLS FOR AUTOMATION
How has been automation How has been automation implemented through time?implemented through time?
POM - J. GalvánPOM - J. Galván 4545
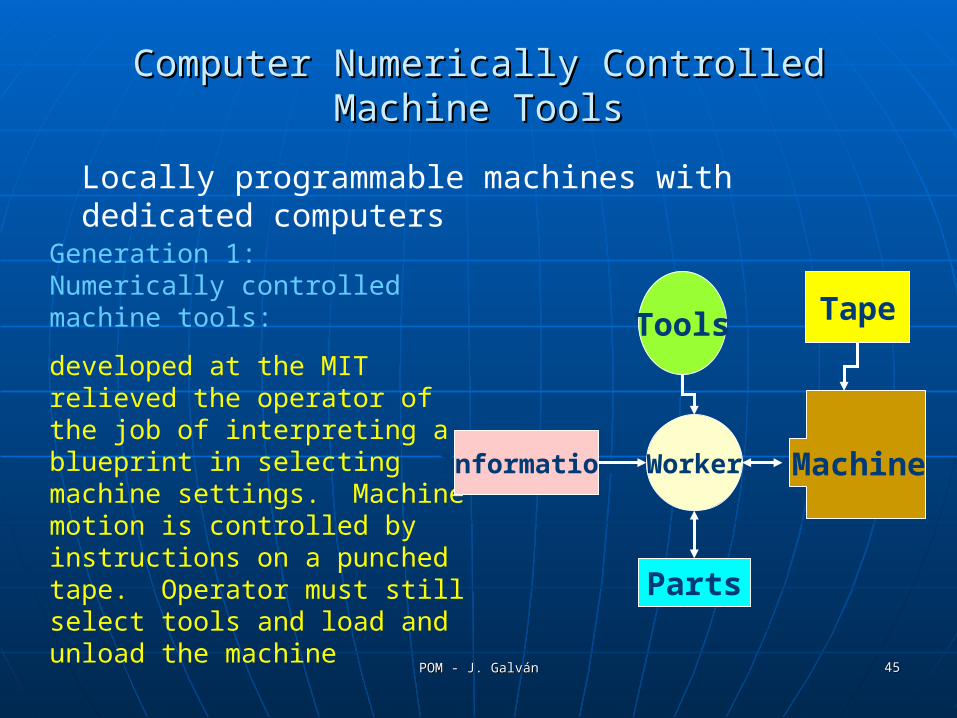
Computer Numerically Controlled Machine Computer Numerically Controlled Machine ToolsTools
Locally programmable machines with dedicated computers
Generation 1: Numerically controlled machine tools:
developed at the MIT relieved the operator of the job of interpreting a blueprint in selecting machine settings. Machine motion is controlled by instructions on a punched tape. Operator must still select tools and load and unload the machine
Worker
Tools
Machine
Tape
Parts
Information
POM - J. GalvánPOM - J. Galván 4646
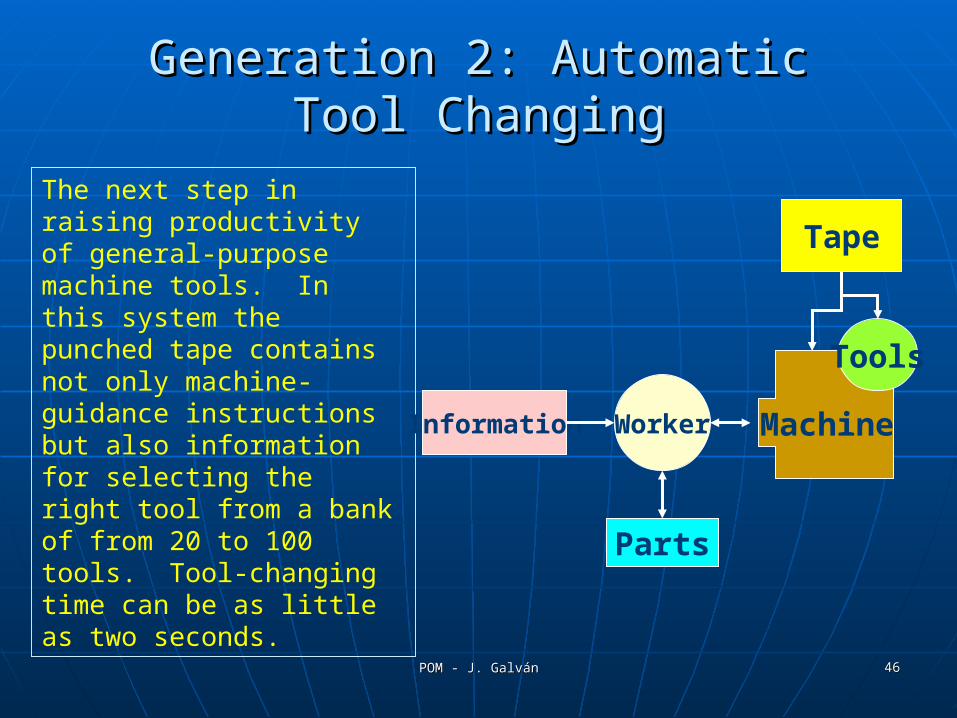
Generation 2: Automatic Tool Generation 2: Automatic Tool ChangingChanging
The next step in raising productivity of general-purpose machine tools. In this system the punched tape contains not only machine-guidance instructions but also information for selecting the right tool from a bank of from 20 to 100 tools. Tool-changing time can be as little as two seconds.
Worker Machine
Tape
Parts
Information
Tools
POM - J. GalvánPOM - J. Galván 4747
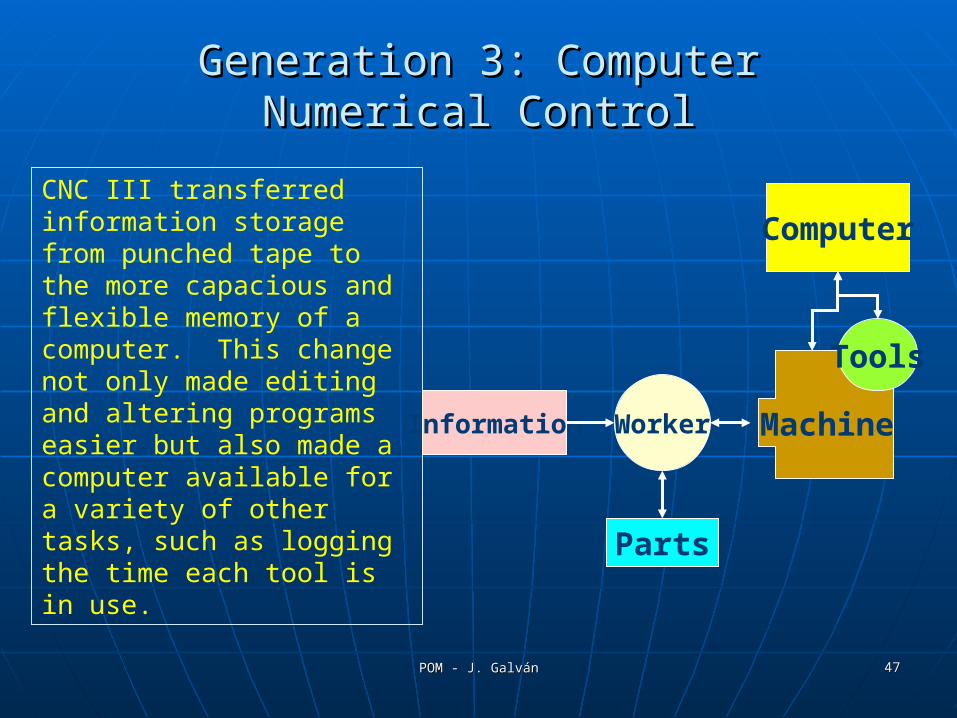
Generation 3: Computer Numerical Generation 3: Computer Numerical ControlControl
CNC III transferred information storage from punched tape to the more capacious and flexible memory of a computer. This change not only made editing and altering programs easier but also made a computer available for a variety of other tasks, such as logging the time each tool is in use.
Worker Machine
Computer
Parts
Information
Tools
POM - J. GalvánPOM - J. Galván 4848
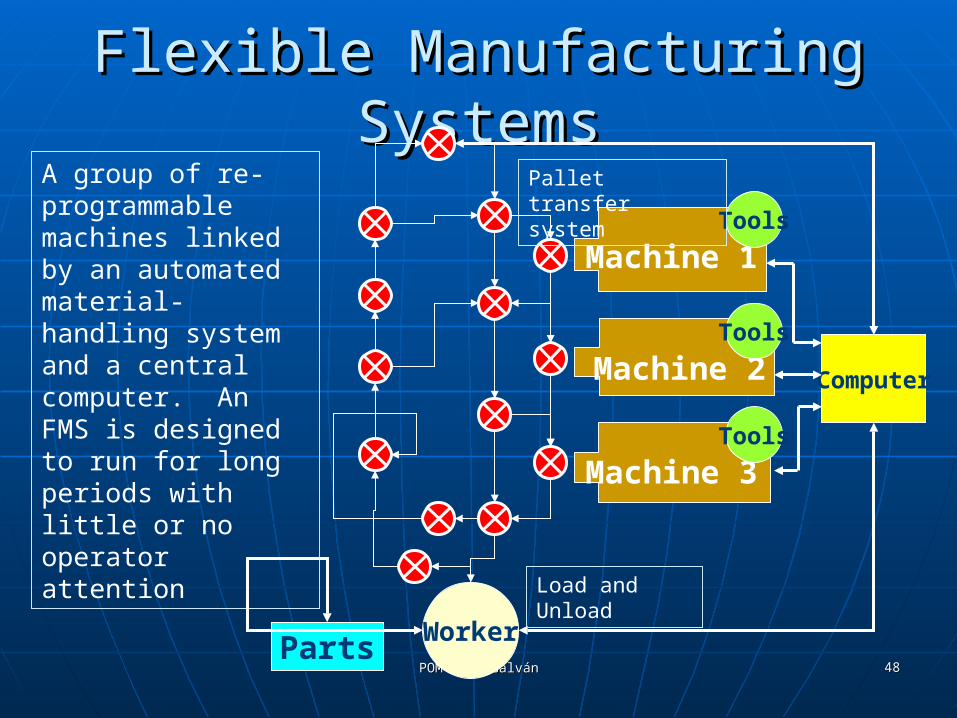
Flexible Manufacturing Flexible Manufacturing SystemsSystems
A group of re-programmable machines linked by an automated material-handling system and a central computer. An FMS is designed to run for long periods with little or no operator attention
Machine 1Tools
Machine 2Tools
Machine 3Tools
Computer
WorkerParts
Load and Unload
Pallet transfer system

POM - J. GalvánPOM - J. Galván 4949
Computer Integrated Computer Integrated ManufacturingManufacturing
CIM is the integration of all computer systems in a
manufacturing facility. CIM includes the
integration of accounting, engineering, design,
production and equipment maintenance systems.
CAD
BusinessFunctions CAM
CIM
POM - J. GalvánPOM - J. Galván 5050
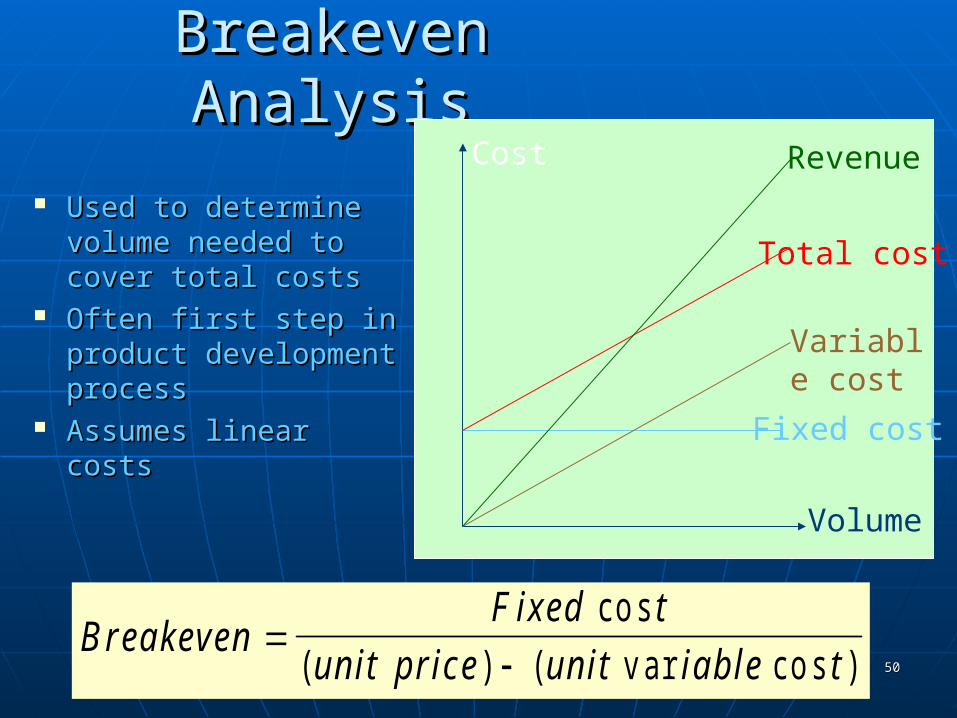
Breakeven AnalysisBreakeven Analysis
Used to determine Used to determine volume needed to volume needed to cover total costscover total costs
Often first step in Often first step in product development product development processprocess
Assumes linear costsAssumes linear costs
BreakevenF ixed t
un it price un it iab le t
co s
( ) ( v ar co s )
Fixed cost
Variable cost
Total cost
Revenue
Volume
Cost
POM - J. GalvánPOM - J. Galván 5151
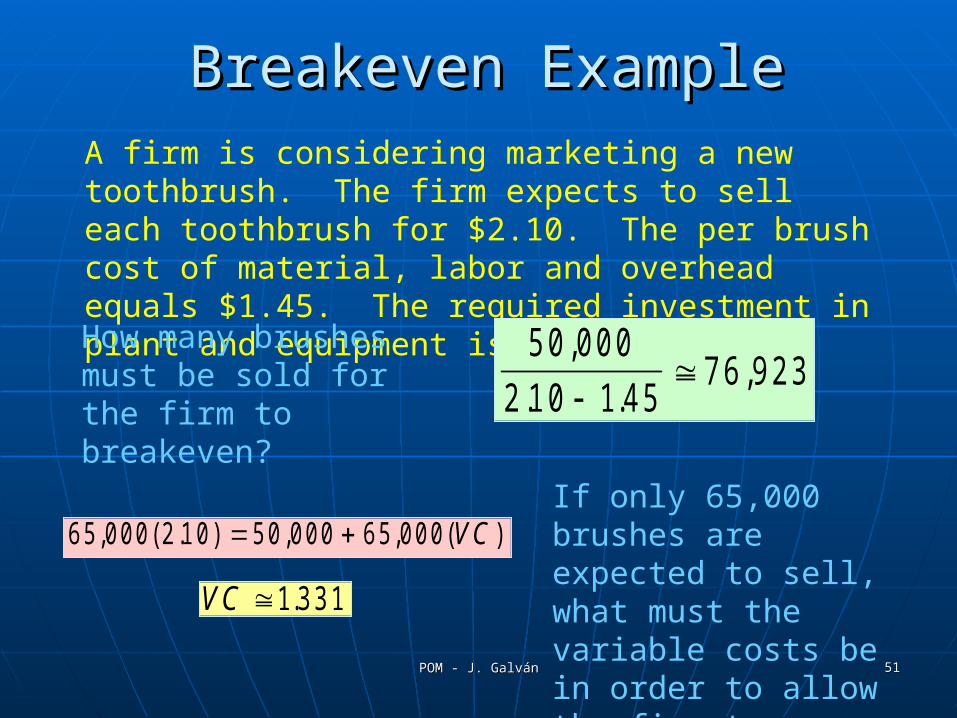
Breakeven ExampleBreakeven ExampleA firm is considering marketing a new toothbrush. The firm expects to sell each toothbrush for $2.10. The per brush cost of material, labor and overhead equals $1.45. The required investment in plant and equipment is $50,000.How many brushes must be sold for the firm to breakeven?
5 0 0 0 0
2 1 0 1 4 57 6 9 2 3
,
. .,
If only 65,000 brushes are expected to sell, what must the variable costs be in order to allow the firm to breakeven?
6 5 0 0 0 2 1 0 5 0 0 0 0 6 5 0 0 0, ( . ) , , ( ) VC
VC 1 3 3 1.

POM - J. GalvánPOM - J. Galván 5252
Break-even Analysis ExampleBreak-even Analysis ExampleThe Stroudwater Street Service Station is looking to invest in a new fully automated car wash. They have collected the following information on three different models. Initial Variable
Investment Cost (car)a) VacuClean System 250,000 1.50b) Wash n Scrub Model III 400,000 1.20c) DynoClean 550,000 0.95
2 5 0 0 0 0 1 5 5 5 0 0 0 0 9 5
5 4 5 4 5 4
, . , .
,
x x
x
2 5 0 0 0 0 1 5 4 0 0 0 0 0 1 2
5 0 0 0 0 0
, . , .
,
x x
x
4 0 0 0 0 0 1 2 5 5 0 0 0 0 9 5
6 0 0 0 0 0
, . , .
,
x x
x
a & b
b & c
a & c
POM - J. GalvánPOM - J. Galván 5353
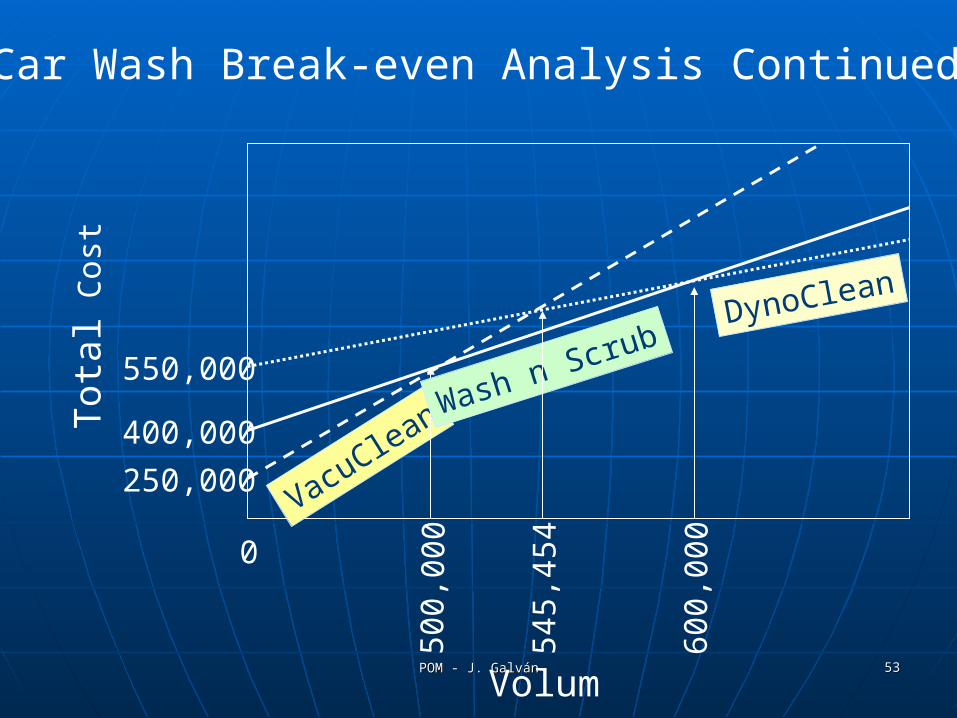
Car Wash Break-even Analysis Continued
250,000
400,000
550,000
0
500,
000
600,
000
545,
4 54
VacuCleanWash n Scrub
DynoClean
Volume
Tot
al C
ost
POM - J. GalvánPOM - J. Galván 5454
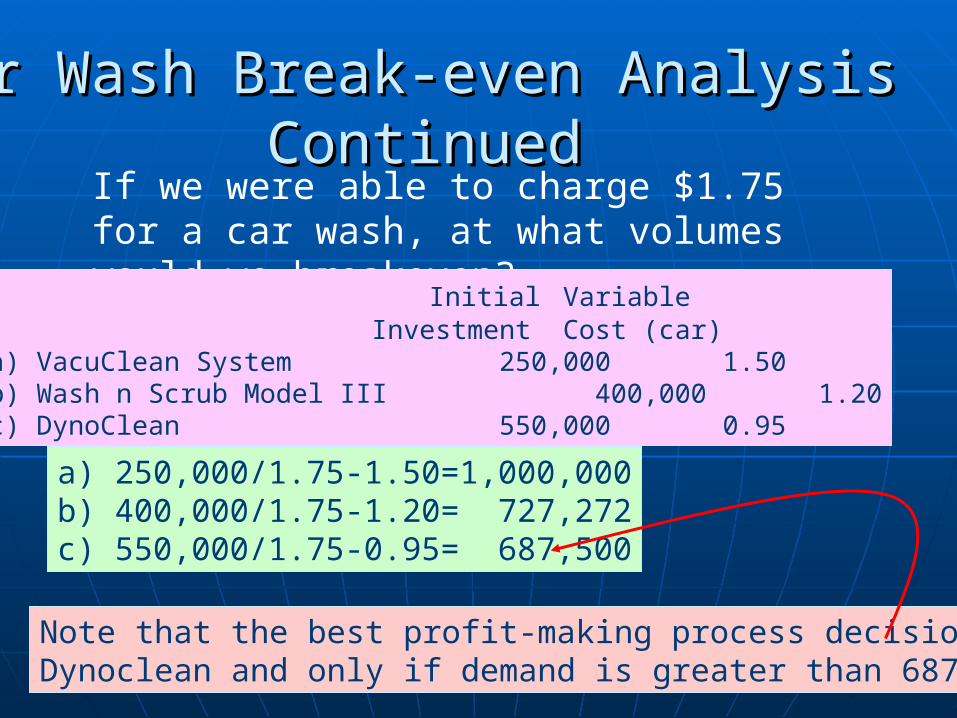
Car Wash Break-even Analysis Car Wash Break-even Analysis ContinuedContinued
If we were able to charge $1.75 for a car wash, at what volumes would we breakeven?
Initial VariableInvestment Cost (car)
a) VacuClean System 250,000 1.50b) Wash n Scrub Model III 400,000 1.20c) DynoClean 550,000 0.95
a) 250,000/1.75-1.50=1,000,000b) 400,000/1.75-1.20= 727,272c) 550,000/1.75-0.95= 687,500
Note that the best profit-making process decision is Dynoclean and only if demand is greater than 687,500