polymeric pigments / core shell emulsions
TRANSCRIPT

Polymeric Pigments and Paint Formulation
1
OBJECTIVE AND SCOPE OF INVESTIGATION
The main objectives of the entire work is to synthesize a polymeric pigment (also called Core
Shell emulsion polymer ) and use it in paint to partially replace white pigment Titanium dioxide.
In this work , about 15 % of Titanium dioxide will be tried to replace.
The general method of approach will be :
1. Preparation of a soft core (copolymer) by emulsion polymerization using Butyl acrylate,
Methyl methacrylate and Methacrylic acid as monomers.
2. Using the above formed core as seed , formation of a hard polymer shell by emulsion
polymerization over it. Monomers used are Styrene and Acrylonitrile.
3. Characterization of Polymeric pigment synthesized.
4. Formulating a white decorative emulsion paint using TiO2 in one batch
5. Formulating a white decorative emulsion paint using 85% TiO2 and 15% synthesized
Polymeric pigment.
5. Comparing the properties of two paints.

Polymeric Pigments and Paint Formulation
2
POLYMERIC PIGMENTS
1. Introduction :
Titanium dioxide is the most widely used white pigment because of its brightness and very
high refractive index. It provides excellent whiteness and opacity to the paint coatings.
However due to it‟s very high cost, several alternatives have been developed which can
replace some part of TiO2 thus reducing cost of paint without affecting its properties.
Polymeric Pigments are one of the novel developments.
Polymeric pigments are the dried form of core-shell emulsion which provides opacity/hiding
power to the paint formulation to which they are added. They behave as if they are pigments
once the water gets evaporated. Their concentration in formulation is higher than that of
additives and lesser than pigments. They serve as a partial replacement for TiO2 pigments
which are very costly and thus reduce the cost per liter of a formulation.
2. Polymeric pigments
These belong to a class of pigments that use the difference in the refractive index of two
polymers that are polymerized as layered spherical particles. They are core – shell type of
polymers that is they comprise a softer core made of one polymer and harder shell made of
the other one. They are synthesized by continuous emulsion polymerization. The polymeric
pigment particles suspended in emulsion have a core which is initially filled with water.
When the emulsion is allowed to dry , the water from the core diffuses through the shell and
Polymeric Pigments and Paint Formulation
3
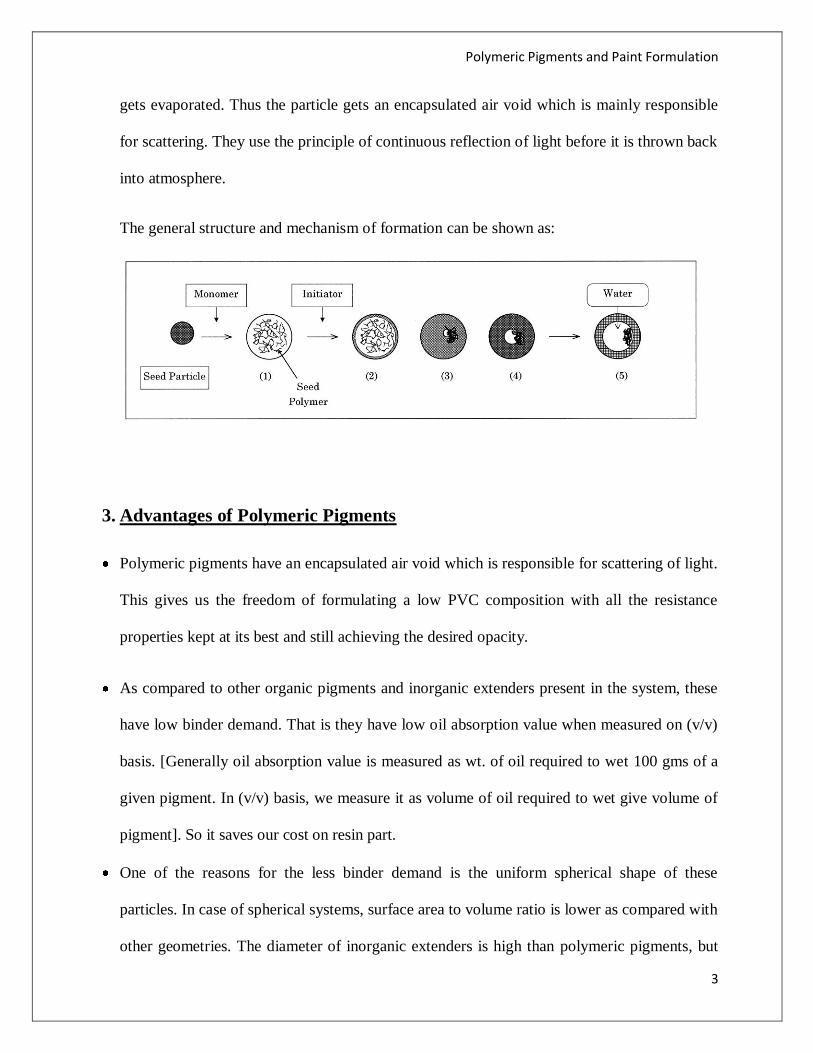
gets evaporated. Thus the particle gets an encapsulated air void which is mainly responsible
for scattering. They use the principle of continuous reflection of light before it is thrown back
into atmosphere.
The general structure and mechanism of formation can be shown as:
3. Advantages of Polymeric Pigments
Polymeric pigments have an encapsulated air void which is responsible for scattering of light.
This gives us the freedom of formulating a low PVC composition with all the resistance
properties kept at its best and still achieving the desired opacity.
As compared to other organic pigments and inorganic extenders present in the system, these
have low binder demand. That is they have low oil absorption value when measured on (v/v)
basis. [Generally oil absorption value is measured as wt. of oil required to wet 100 gms of a
given pigment. In (v/v) basis, we measure it as volume of oil required to wet give volume of
pigment]. So it saves our cost on resin part.
One of the reasons for the less binder demand is the uniform spherical shape of these
particles. In case of spherical systems, surface area to volume ratio is lower as compared with
other geometries. The diameter of inorganic extenders is high than polymeric pigments, but
Polymeric Pigments and Paint Formulation
4
being non- spherical in nature, extenders have same oil absorption (v/v) as compared to their
polymer counterparts.
In case of core shell polymer , because of low binder demand, CPVC is high i.e. the region in
which we can adjust PVC is broad as compared to others and this allows us in formulating
paints with high PVC values, but still get good resistance. [As contrast to others, at high
PVC, the resistance of film is poor].
They have low density as compared to organic pigments and extenders.
They have small particle size than the general film thickness, uniform particle size
distribution, thus have very high gloss.
They serve as a replacement for TiO2 in formulation which is very costly. Thus it helps in
reducing the overall cost of the formulation.
As it partially replaces non-durable extender, durability of paint is increased.
Without polymeric pigment paints lighten over a period because of chalking , so by using
them this problem can be solved
TiO2 and others exhibit the phenomenon of crowding whereas these pigments do not. Here
with increasing PVC, scattering efficiency increases too.
Here the source of scattering is encapsulated air voids, which scatter light to equal extent
irrespective of void conc. So in this formulation scattering is independent of inter particle
distance. So no need of going for above CPVC formulation. If we go, we will have more
hiding.
Polymeric Pigments and Paint Formulation
5
4. Synthesis techniques
The synthesis of polymeric pigment requires two step emulsion polymerization. Thus the
pigment particles obtained are in dispersed form in water. To know how synthesis of core
shell emulsion takes place , first we briefly discuss about emulsion polymerization.
4.1 Emulsion Polymerization
Emulsion polymerization is a type of radical polymerization that usually starts with an
emulsion incorporating water, monomer, and surfactant. The most common type of emulsion
polymerization is an oil-in-water emulsion, in which droplets of monomer (the oil) are
emulsified (with surfactants) in a continuous phase of water. The name "emulsion
polymerization" is a misnomer that arises from a historical misconception. Rather than
occurring in emulsion droplets, polymerization takes place in the latex particles that form
spontaneously in the first few minutes of the process. These latex particles are typically 100
nm in size, and comprise many individual polymer chains. The particles are stopped from
coagulating with each other because each particle is surrounded by the surfactant; the charge
on the surfactant repels other particles electro statically. Emulsion polymerization is used to
manufacture several commercially important polymers. Many of these polymers are used as
solid materials and must be isolated from the aqueous dispersion after polymerization. In
other cases the dispersion itself is the end product. A dispersion resulting from emulsion
polymerization is often called latex. They are finding increasing acceptance and are preferred
over solvent-based products in these applications as a result of their eco-friendly
characteristics due to the absence of VOCs (Volatile Organic Compounds) in them.
Polymeric Pigments and Paint Formulation
6
Advantages of emulsion polymerization include:
• High molecular weight polymers can be made at fast polymerization rates. By contrast, in
bulk and solution free radical polymerization, there is a tradeoff between molecular weight
and polymerization rate.
• The continuous water phase is an excellent conductor of heat and allows the heat to be
removed from the system, allowing many reaction methods to increase their rate.
• Since polymer molecules are contained within the particles, viscosity remains close to
that of water and is not dependent on molecular weight.
• The final product can be used as is and does not generally need to be altered or processed.
4.2 Polymeric Pigment Synthesis
The synthesis of polymeric pigments is usually done by two step emulsion polymerization
technique. The second stage monomers are polymerized in the presence of seed latex
particles. The resulting latexes are thus known as “core-shell” latex, implying a particle
structure with the initially polymerized polymer located at the centre of the particle, and the
later formed polymers becoming incorporated into the outer shell layer. The core may be
solid polymer particle or hydrogel and shell is made of hard polymer. Osmotic Swelling is a
basic synthesis technique for polymeric pigments. Some alternate methods are also discussed
below.
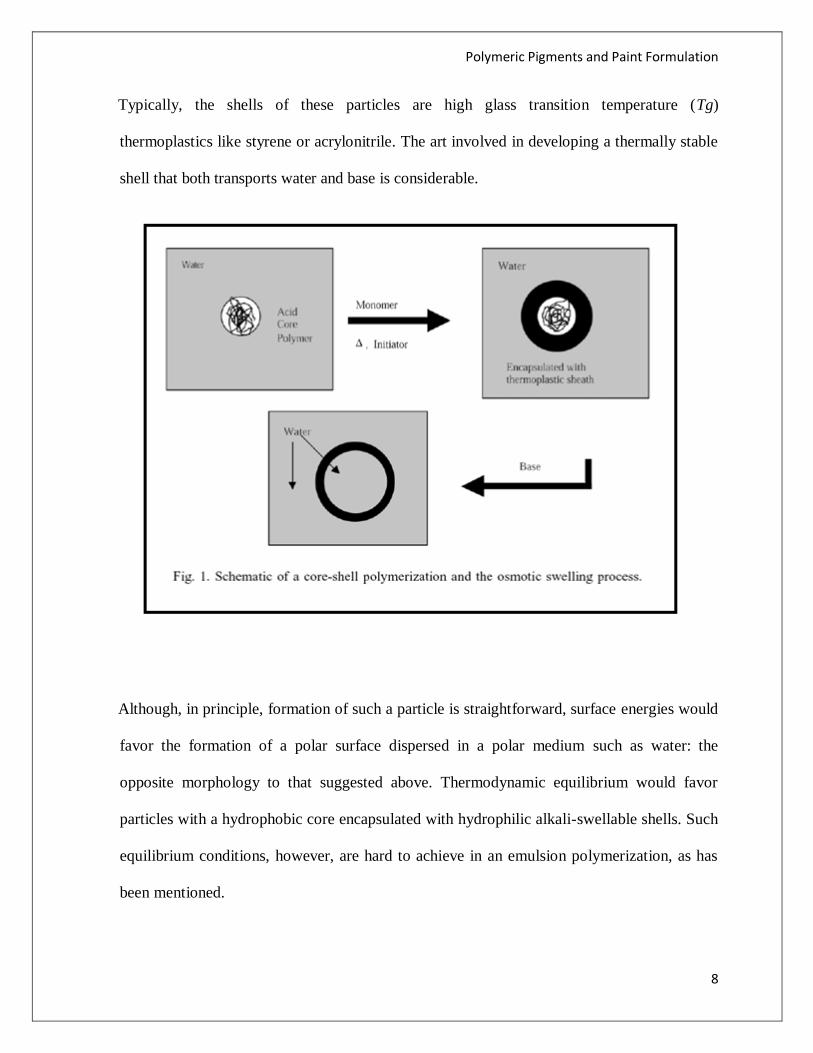
4.2.1 Osmotic Swelling
The development of hollow particles by osmotic swelling typically requires the synthesis of a
structured particle, such as a core-shell latex, by sequential emulsion polymerization. The
Polymeric Pigments and Paint Formulation
7
core or a component of the core is designed to be ionizable based on different chemical
approaches, e.g. pH change, hydrolysis. A subsequent swelling process imbibes water into
the center of the particle. This water leaves a void upon evaporation, as, for example, during
the drying of a coating formulation.
Structural factors such as composition, core - shell ratio, and network structure are critical to
obtaining a stable hollow morphology. The basic principle involves making a structured
particle with a carboxylated core polymer and one or more outer shells. The ionization of the
carboxylated core with a base under the appropriate temperature conditions expands the core
by osmotic swelling to produce hollow particles with water and polyelectrolyte in the
interior.
The polymerization should be such that the hydrophobic shell completely encapsulates the
hydrophilic core. Such core-shell emulsion is then heated in the presence of a base such as
sodium hydroxide or ammonia to a temperature above the softening point of the shell
polymer. However a volatile base is preferred in order that coatings formulated with these
particles are not damaged by the presence of permanent base. The base neutralizes the core
polymer forming a polyelectrolyte within the particle. The subsequent imbibing of water into
the interior due to osmotic pressure leads to expansion and void formation. Once expanded,
the structure must be stable to any temperature changes.
Polymeric Pigments and Paint Formulation
8
Typically, the shells of these particles are high glass transition temperature (Tg)
thermoplastics like styrene or acrylonitrile. The art involved in developing a thermally stable
shell that both transports water and base is considerable.
Although, in principle, formation of such a particle is straightforward, surface energies would
favor the formation of a polar surface dispersed in a polar medium such as water: the
opposite morphology to that suggested above. Thermodynamic equilibrium would favor
particles with a hydrophobic core encapsulated with hydrophilic alkali-swellable shells. Such
equilibrium conditions, however, are hard to achieve in an emulsion polymerization, as has
been mentioned.

Polymeric Pigments and Paint Formulation
9
Other molecular and processing characteristics can overcome this thermodynamic tendency,
namely molecular structure (i.e. cross-link density), conversion kinetics, and additives such
as surfactants, and monomer feed profile.
Some of the essential requirements inherent to hollow latexes made by osmotic swelling for
commercial applications are:
1. The swellable core of the particles should be of sufficient volume relative to the volume of
the particle to form a micro void inside the particle sufficient to scatter light efficiently. This
efficiency is defined by the diameter of the void relative to the wavelength of visible light
and the thickness of the shell. The void volume fractions of commercial hollow products are
typically from 30 to 50%.
2. The shell should have the appropriate transport properties as adjusted by the composition
and network structure to facilitate the transport of water into the interior of the particle.
3. The shell must have thermoplastic flow properties at the expansion temperature and be
sufficiently cohesive and uniform to maintain the integrity of the particle. Yet it must be
strong enough to avoid collapse during further processing or application conditions, e.g. the
compressive forces experienced during drying and film formation in a coating.
Polymeric Pigments and Paint Formulation
10
4.2.2 Alternate Methods
The incorporation of high levels of carboxylic acid into an emulsion copolymer has several
disadvantages. Copolymers of polar materials do not absorb surfactants well, leading to
instability and coagulation. Further, polarizable monomer can partition significantly into the
water phase of the emulsion, leading to the formation of oligomeric species which can
behave as dispersants or flocculants depending on their molecular weight. With structured
particles having the core made from a carboxylic acid copolymer, full encapsulation of the
core polymers is problematic. The core tends to remain at the polymer–water interface.
As an alternative approach, Rohm & Haas developed technology which did not depend on
osmotic swelling based on copolymerized ionic monomers. In this case, they imbibe low
molecular weight organic acids such as benzoic acid or acid anhydrides into the cores for
later encapsulation followed by ionization with a base. Avoiding copolymerization of an
ionic comonomer into a core seed was also possible with the use of vinyl acetate monomer.
Instead of an acrylic ester composition leading to ionic groups along the main chain of the
copolymer, a polyvinyl acetate containing core is initially polymerized. After hydrolysis, this
comonomer produces hydroxyl groups along the chain as well as acetic acid. With this
technology, either acid or basic conditions may be used to accomplish the hydrolysis and
osmotic swelling.

Polymeric Pigments and Paint Formulation
11
5. Application
5.1 Architectural coatings:
Pigments are a critical ingredient in architectural coatings serving to provide color, to hide
the substrate, and to modify the performance of a coating, e.g. functional pigments can
enhance corrosion resistance. Hiding is a critical coating property, and a large fraction of all
paint formulations contains white pigment. Typically these are small fine particle size
dispersions. Titanium dioxide is the major white opacifying pigment used in the coating
industry, added because of its high refractive index compared to the coating binder polymers.
However , as the level of TiO2 in paint film increases, its light scattering efficiency decreases
due to the close packing or crowding of TiO2 particles. The light scattering properties of
hollow latex particles make them an effective hiding additive for water-borne latex paints.
The coatings industry has long recognized the utility of air as a hiding ingredient for paint.
Hollow latex particles are a convenient and cost-effective way to introduce air voids into the
paint film without increasing the porosity of the film. Even though the hollow particle shell,
the air it contains, and the surrounding film forming paint binder are all transparent to light,
there are significant differences in refractive index (air – 1.0 and polymeric pigment – 1.58).
When light passes through one transparent material into another of different refractive index,
it is scattered. Thus, light moving through a hollow particle will be scattered when it hits the
air at the center of the particle. The light is refracted a second time when it encounters the
shell on the other side of the void. The cumulative effects of multiple scattering events as the
light beam travels through the film increases the hiding of the paint film. Thus, the use of
hollow latex particles allows the paint manufacture to reduce some of the main hiding

Polymeric Pigments and Paint Formulation
12
pigment in the paint, which is typically the titanium dioxide, without losing the hiding
properties. The hollow latex particles also have a lower binder demand then that of the
pigments they replace thus overall binder may be reduced in the formulation without
adversely affecting paint performance. The optimum particle size of the hollow latex particle
was determined empirically to be having a diameter of 0.5–0.6 mm with a void diameter of
0.25–0.3 mm. A number of models have been published on how to convert paint
formulations to the use of hollow pigments. The commercial products sold into the coating
market are uniform in particle size, typically between 0.4 and 0.5 mm, and have a void
volume fraction of 25–40%.They are typically supplied at approximately 40% weight solids.
The addition of the hollow latex lowered the cost due to the need to use less TiO2. Porosity,
gloss and paint viscosity was not affected by the formulation change but hiding, brightness
and wet scrub resistance was increased.
5.2 Paper coatings:
In coated paper, solid polystyrene latex particles have been used for some time to enhance
the sheet gloss and print gloss of coated paper. The solid polystyrene latex particles also
reduce the density of the coating formulation because they are of lower density than the
mineral pigments present. With hollow latex particles, both the particle size and the void
volume have an impact on paper properties. The presence of a void within the particles
significantly reduces the density of the plastic pigment and at the same time contributing to
opacity. The presence of the void also has an impact on the response the paper properties
have to the finishing process. Since the shell polymer is thermoplastic it will deform under

Polymeric Pigments and Paint Formulation
13
stress that is applied during the calendaring process. This ability to deform leads to an
improvement in the micro-smoothness of the sheet. The greater response of the hollow latex
particles to calendaring is due to the voids making the particle more easily deformed by the
calendar. The large hollow particle samples have a lower uncalendered gloss but a higher
finished gloss. Less severe calendaring conditions may possibly be used if hollow latex
particles are utilized in the coated paper formulation. The brightness and opacity of papers
coating formulations containing hollow latex particles increase due to the light scattering
capability of these particles described above. Since both brightness and opacity increase with
the use of hollow latex particles, only a few of the hollow particles at the surface must
deform during the calendering process. Obviously the ultimate impact of hollow latex
particles on finished coated paper properties is dependent on several factors such as overall
formulation composition, calendaring conditions, and base stock properties.
An important note to make about the use of hollow latex particles in paper coatings is the fact
that the optimum particle is a large diameter particle with a void in the range of 50–55%.
Since a large portion of the water is contained inside the particle these latex samples are
supplied at relatively low weight solids. The rheology characteristics of these latex samples
will be typical of samples with a solids content of double the actual weight solids. The
material supplier often will quote effective solids on these products. The effective solids
determine the rheology and runability characteristics of the formulations containing the
hollow latex particles.
Polymeric Pigments and Paint Formulation
14
6. Experimental work
6.1 Synthesis of Carboxylated latex particles (CORE)
The Core shell emulsion was synthesized in a 500 ml four necked flask. Heating mantle and
temperature controller were used to maintain proper thermodynamic conditions. The Teflon
stirrer was attached to a motor whose R.P.M. could be controlled digitally. Two dropping
funnels were used for continuous addition. In the first step of emulsion polymerization, Core
was synthesized. The following monomers used for Core synthesis are:
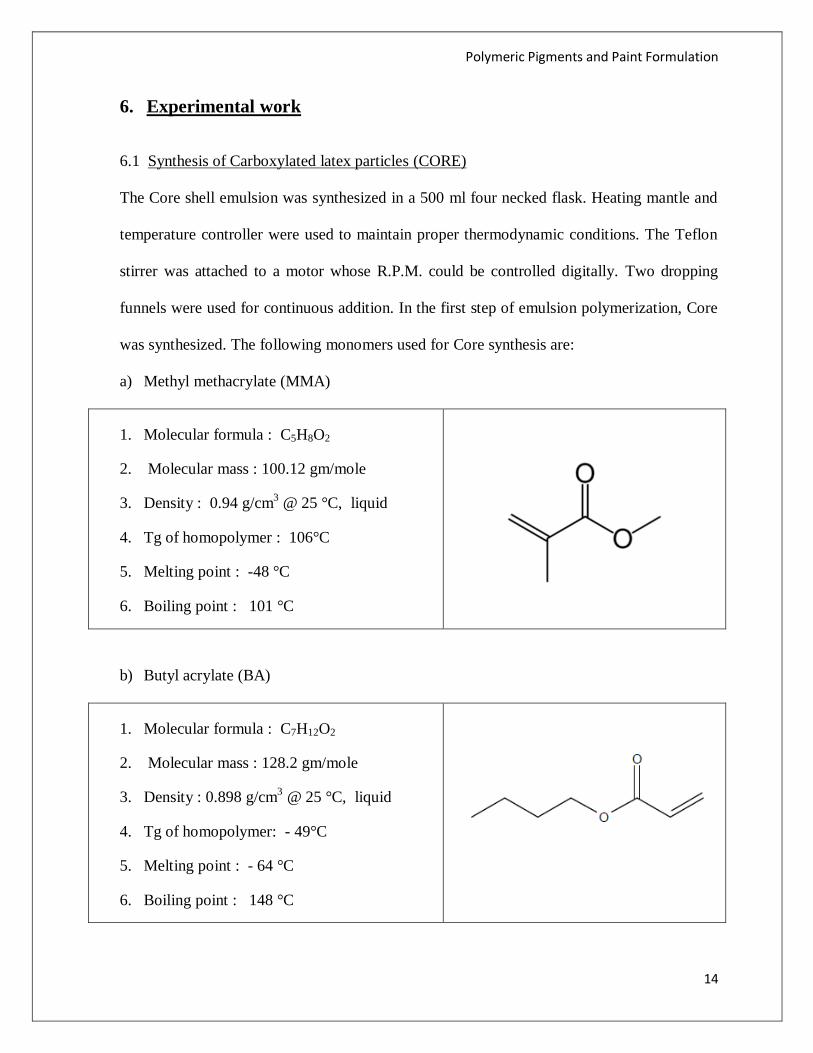
a) Methyl methacrylate (MMA)
1. Molecular formula : C5H8O2
2. Molecular mass : 100.12 gm/mole
3. Density : 0.94 g/cm3 @ 25 °C, liquid
4. Tg of homopolymer : 106°C
5. Melting point : -48 °C
6. Boiling point : 101 °C
b) Butyl acrylate (BA)
1. Molecular formula : C7H12O2
2. Molecular mass : 128.2 gm/mole
3. Density : 0.898 g/cm3 @ 25 °C, liquid
4. Tg of homopolymer: - 49°C
5. Melting point : - 64 °C
6. Boiling point : 148 °C
Polymeric Pigments and Paint Formulation
15
c) Methacrylic acid (MAA)
1. Molecular formula : C4H6O2
2. Molecular mass : 86.06 gm/mole
3. Density : 1.015 g/cm3 @ 25 °C, liquid
4. Tg of homopolymer : 228°C
5. Melting point : 14 °C
6. Boiling point : 161 °C
All the monomers were washed by 5% sodium hydroxide solution followed by washing with
distilled water to remove the inhibitors. The initiators Sodium persulfate (SPS), Ammonium
persulfate (APS), Sodium meta bisulfite (SMBS) and surfactant Sodium lauryl sulphate
(SLS) were used without purification. Deionized water was used in the synthesis of the
latexes.
Preparation Of Core:
a) Mixture of monomers, MMA 23.37 g, MAA 1 g, BA 26.00 g were emulsified in a
separate vessel using 0.7 g surfactant (SLS) and water 26 g. The pre-emulsion was made
using a high speed disperser such that a homogenous solution was obtained.
b) The reactor was charged with 120 g water and to it catalyst solution (APS 0.2 g with
water 5 g) and SMBS 0.6 g was added directly with stirring at 200 r.p.m. The reaction
temperature was raised to 55 oC and pre-emulsified monomer 4 g was added at a time.
c) After 15 minutes, the rest of pre emulsion was added continuously at a speed of 10 ml/15
min. Simultaneously SMBS solution (.07 g in 20ml water) was added continuously such
that it's addition rate was same as pre emulsion's addition.

Polymeric Pigments and Paint Formulation
16
d) After the addition of pre-emulsion the reaction was hold for 1.5 hours at temperature of
60 ◦C. After 1.5 hours, the heating was stopped and post addition was done.
e) In post addition , redox catalysts Sodium Formaldehyde Sulphoxylate (SFS) .03 g and
tert-Butyl hydroperoxide (t-BHP) .04 g were added.
f) To maintain pH, buffer solution i.e. 0.6g of Ammonia solution (33%) was added. The
mixture was stirred for another half hour and then emulsion was allowed to cool at room
temperature.
INGREDIENTS QUANTITY (g.)
Reactor charge :
1. Deionized water
2. SLS
3. APS
4. SMBS
125
0.6
0.2
0.6
Monomer Pre-Emulsion :
1. Deionized water
2. BA
3. MMA
4. MAA
5. SLS
16
26
23.37
1
0.7
Continuous feed ( Reducing agent) :
1. Deionized water
2. SMBS
20
0.07
Polymeric Pigments and Paint Formulation
17
Redox Catalyst and post addition
1. t-BHP
2. SFS
3. Ammonia (33%)
0.04
0.03
0.6
6.2 Synthesis of Core-Shell Latex particle (Polymeric Pigment)
The synthesized core was analyzed for it‟s properties. The properties were fairly agreeable
and then it was used as seed for Core-Shell polymer. Like core, it is also synthesized by
emulsion polymerization. The shell is made of hard monomers so as to give good pigmentary
properties. The monomers used for Shell formation are:
a) Styrene
7. Molecular formula : C8H8
8. Molecular mass : 104.15 gm/mole
9. Density : 0.909 g/cm3 @ 25 °C, liquid
10. Tg of homopolymer : 100°C
11. Melting point : -30 °C
12. Boiling point : 145 °C

Polymeric Pigments and Paint Formulation
18
b) Acrylonitrile
1. Molecular formula : C3H3N
2. Molecular mass : 53.06 gm/mole
3. Density : 0. 81 g/cm3 @ 25 °C, liquid
4. Tg of homopolymer : 125°C
5. Melting point : -84 °C
6. Boiling point : 77 °C
All the monomers were washed by 5% sodium hydroxide solution followed by washing with
distilled water to remove the inhibitors. The initiator potassium persulfate (PPS) was used
without purification. Deionized water was used in the synthesis of the latexes.
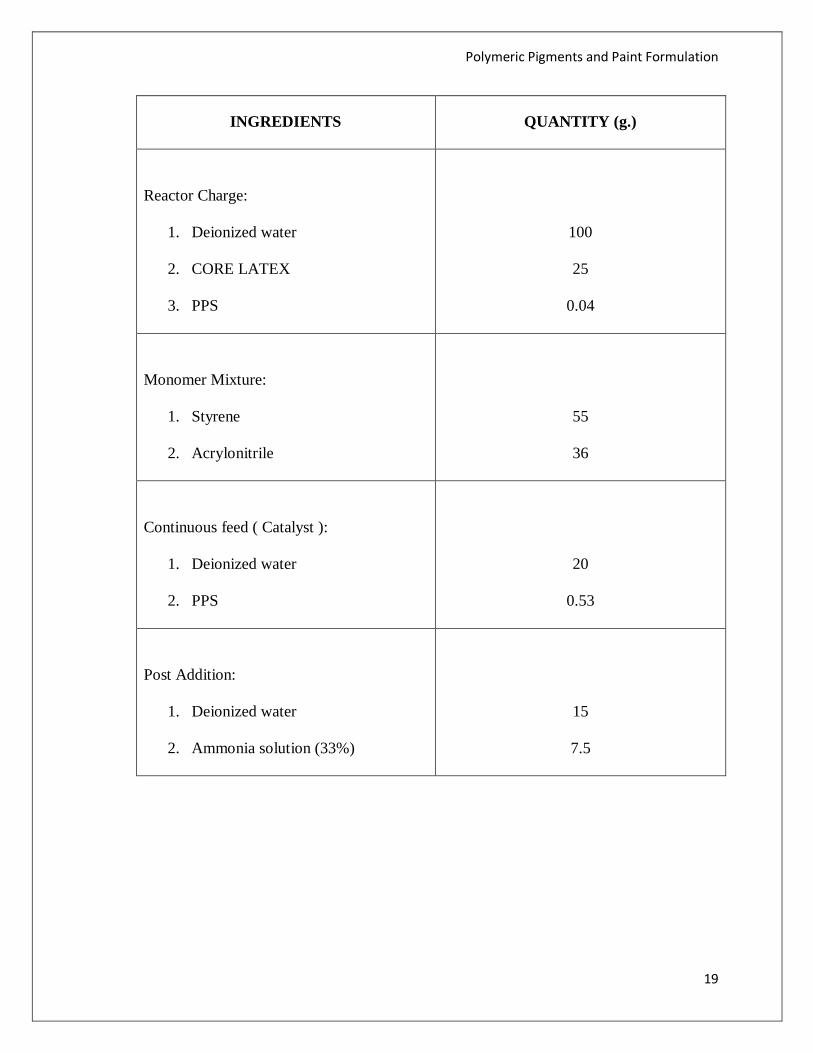
Preparation of Core-Shell:
a) The reactor was charged with 90 g of water and temperature was increased to 85 oC.
b) 25 g of core latex prepared in stage 1 was added to the reactor slowly along with catalyst
i.e. PPS solution (0.04 g in 10.00 g water).
c) Then the monomer mixture styrene 55 g and Acrylonitrile 36 g was added slowly within 3
hours . Simultaneously catalyst solution PPS (0.53 g in 20 g water) was added slowly for
3 hours.
d) After completion of feeding, the reaction was hold for 1 hour for complete conversion.
e) Then ammonia solution (7.5 g in 15 g) water was added to the reaction mixture. The
heating was stopped and emulsion was stirred for another 2 hours.
Polymeric Pigments and Paint Formulation
19
INGREDIENTS QUANTITY (g.)
Reactor Charge:
1. Deionized water
2. CORE LATEX
3. PPS
100
25
0.04
Monomer Mixture:
1. Styrene
2. Acrylonitrile
55
36
Continuous feed ( Catalyst ):
1. Deionized water
2. PPS
20
0.53
Post Addition:
1. Deionized water
2. Ammonia solution (33%)
15
7.5
Polymeric Pigments and Paint Formulation
20
7. Characterization of Core and Polymeric pigment
The synthesized emulsions were characterized for:
a) Non Volatile Matter content
b) pH
c) Viscosity
d) UV-Visible Absorption Spectroscopy (UV-Vis)
e) Fourier transform infrared spectroscopy (FTIR)
f) Differential Scanning Calorimetry (DSC)
a) Total Solids Content or Non Volatile Matter content (NVM):
A known weight of the paint sample was taken in a Petridis and allowed to be in oven at
1200c for about an hour. It was weighed and then kept back in oven. The heating was
continued till constant weight was obtained. The difference between the two weights gives
the amount of volatile material lost and hence the % NVM can be found out
b) pH
The pH of an emulsion is important for its stability. It is adjusted by adding liq. NH3
It was measured by using pH paper and comparing with pH scale.
c) Viscosity
Viscosity was determined by using Brookfield Viscometer according to ASTM D2196-05
of appropriate spindle. It was reported in centipoises.
Polymeric Pigments and Paint Formulation
21
d) UV-Visible Absorption Spectroscopy (UV-Vis)
Ultraviolet-visible spectroscopy refers to absorption spectroscopy in the UV-visible
spectral region. This means it uses light in the visible and adjacent (near-UV and near-
infrared (NIR)) ranges. The absorption in the visible range directly affects the perceived
color of the chemicals involved. In this region of the electromagnetic spectrum,
molecules undergo electronic transitions. When the light is absorbed, transitions takes
place from the ground state to the excited state. Thus the absorption spectra is recorded
for a particular compound. The instrument used in ultraviolet-visible spectroscopy is
called a UV/Vis. spectrophotometer. It measures the intensity of light passing through a
sample (I), and compares it to the intensity of light before it passes through the sample
(Io). The ratio I / Io is called the transmittance, and is usually expressed as a percentage
(%T). The absorbance, A, is based on the transmittance:
A = − log (%T / 100%)
e) Fourier transform infrared spectroscopy (FTIR)
FTIR is the subset of spectroscopy that deals with the infrared region of the
electromagnetic spectrum. It covers a range of techniques, the most common being a
form of absorption spectroscopy. As with all spectroscopic techniques, it can be used to
identify compounds and investigate sample composition. The infrared portion of the
electromagnetic spectrum is usually divided into three regions; the near-, mid- and far-
infrared, named for their relation to the visible spectrum. The far-infrared, approximately
400–10 cm−1 (1000–30 μm), lying adjacent to the microwave region, has low energy and
may be used for rotational spectroscopy. The mid-infrared, approximately 4000–400
Polymeric Pigments and Paint Formulation
22
cm−1 (30–2.5 μm) may be used to study the fundamental vibrations and associated
rotational-vibrational structure. The higher energy near-IR, approximately 14000–4000
cm−1 (2.5–0.8 μm) can excite overtone or harmonic vibrations.
Infrared spectroscopy exploits the fact that molecules absorb specific frequencies that are
characteristic of their structure. These absorptions are resonant frequencies, i.e. the
frequency of the absorbed radiation matches the frequency of the bond or group that
vibrates. The energies are determined by the shape of the molecular potential energy
surfaces, the masses of the atoms, and the associated vibronic coupling.
f) Differential Scanning Calorimetry (DSC)
Differential scanning calorimetry or DSC is a thermoanalytical technique in which the
difference in the amount of heat required to increase the temperature of a sample and
reference are measured as a function of temperature. Both the sample and reference are
maintained at nearly the same temperature throughout the experiment. Generally, the
temperature program for a DSC analysis is designed such that the sample holder
temperature increases linearly as a function of time. The reference sample should have a
well-defined heat capacity over the range of temperatures to be scanned.
The main application of DSC is in studying phase transitions, such as melting, glass
transitions, or exothermic decompositions. These transitions involve energy changes or
heat capacity changes that can be detected by DSC with great sensitivity.
Glass transitions may occur as the temperature of an amorphous solid is increased. These
transitions appear as a step in the baseline of the recorded DSC signal. This is due to the
sample undergoing a change in heat capacity; no formal phase change occurs.

Polymeric Pigments and Paint Formulation
23
PAINT FORMULATION
1. Emulsion Paints
The introduction of synthetic emulsion polymers in emulsion form presented a stunning
start towards the development of paints. They are not only comparable to conventional
solvent based coatings but also far superior in some instances. Moreover since the sole
solvent is water only, emulsion paints are free from VOCs, this advantage has put emulsion
paints a step ahead of others for decorative paints. Today, where we concerned with the
environmental effects of the paint industry, the diversion towards the water based products
is definitely desired.
2. Paint Ingredients
Emulsion based paint mainly consist of emulsion as pigments, binders and additives such
as wetting and dispersing agent, thickener, defoamer, buffer etc.
a) Pigments
Pigments are used to provide a visual effect, mainly colour and opacity. Having achieved
the required colour and opacity, it is also important to ensure the pigment will remain
essentially insoluble in the system in which it is used and will give the required physical
properties, such as light fastness, weatherability, and resistance to chemicals
Polymeric Pigments and Paint Formulation
24
Hiding power is the ability of a pigmented coating to obliterate the surface. It is dependent
on the ability of the film to absorb and scatter light. Naturally, the thickness of the film and
the concentration of the pigment play a fundamental role.
A key factor in the opacity of a pigment is its refractive index (RI), which measures the
ability of a substance to bend light. The opacifying effect is proportional to the difference
between the refractive index of the pigment and that of the medium in which it is dispersed.
This is one of the main reasons why titanium dioxide is now almost universally used as the
white pigment in paint. Titanium dioxide absorbs almost no light, yet its ability to scatter
light due to high refractive index ensures that at a high enough concentration it will cover
all the substrate being coated.
There is a new class of pigments called Polymeric Pigments. They use the difference in the
refractive index of two polymers that are polymerized as layered spherical particles. They
are core – shell type of polymers that is they comprise a softer core made of one polymer
and harder shell made of the other one. They are synthesized by continuous emulsion
polymerization. The polymeric pigment particles suspended in emulsion have a core which
is initially filled with water. When the emulsion is allowed to dry, the water from the core
diffuses through the shell and gets evaporated. Thus the particle gets an encapsulated air
void which is mainly responsible for scattering. They can partially replace inorganic
pigment like TiO2 without changing the opacity or major properties of paint. The
advantages of polymeric pigments have been discussed in previous section.
There are other types of pigment that are used for specific purposes, such as „extenders‟.
Extenders do not usually affect the colour or opacity of a paint film, but may play an
Polymeric Pigments and Paint Formulation
25
important role in the film properties such as reinforcement, gloss (usually to make the film
less glossy), hardness, etc. They can also affect the properties of the paint itself, such as its
rheological properties, settling characteristics, or simply its cost.
b) Binders
Formulation of most coatings usually starts with the selection of the main film former or
„binder‟ even though most of the properties are extensively modified by pigmentation.
Mainly two types of binders are used „Emulsion polymers‟ and „Alkyds‟. The former are
polymeric dispersions carried in water, while the later are solutions of oil-modified
polyesters carried in hydrocarbon solvents. Emulsion polymerization is very well
established as the route to dispersion binders with diverse properties. Characteristically free
radical initiators are used to polymerize monomers of low water solubility to produce an
insoluble polymer. Paint properties will be influenced by the choice of monomers, particle
size, and stabilizer system.
The effect of monomer type on mechanically related properties can be interpreted through
the Tg. Hard monomers included methyl methacrylate, vinyl acetate, styrene etc. while the
soft monomers are n-alkyl acrylates, alkyl maleates etc. Most latexes used in the decorative
market are copolymers or terpolymers with the ratios chosen to suit specific sectors. In very
general terms softer polymers will favour extensibility, exterior durability, and film
integration, while hard polymers give lower dirt retention, gloss retention, and scrub
resistance.

Polymeric Pigments and Paint Formulation
26
c) Surfactants
Surfactants help to reduce surface tension and improve wetting and spreading (wetting
agents); aid in dispersion of pigments. They comprise very minor portion of paint. Anionic
surfactants are major type used to improve wetting and dispersion of pigments. Both
anionic dispersant and non-ionic wetting agents contribute to overcome pigment floating
and settling. Each pigment particle requires a particular amount to disperse and stabilize it.
Excessive amounts of surfactants should not be used because this can lead to colour and
other appearance changes
Non-ionic surfactant: Stearic hindrance takes place when the hydrophobic portion of a non-
ionic surfactant is absorbed onto the surface of pigment particles. The long hydrophilic
chain in the liquid medium and it acts as a bumper that prevents the stabilized pigment
particles from too closely approaching each other. This is mechanism by which non-ionic
surfactant functions.
Ionic surfactant: When the hydrophilic portion of the surfactant is adsorbed on the pigment
particles, the ionic portion of the molecule or hydrophile will be found in liquid phase. This
charged portion of the molecule will repel particles that contain like electrostatic charges
on other particles with the result, a stabilized system.
d) Thickeners
Paint requires a thickener to yield the viscosity that will hold the paint ingredients in a
homogeneous state and also contribute to its rheological properties. For water borne
coatings most commonly used thickeners are cellulose thickeners. Hydroxy ethyl cellulose,
carboxymethyl cellulose are most commonly used. These thickeners are non-ionic water

Polymeric Pigments and Paint Formulation
27
soluble polymers in powder form. These powders dissolve in either hot or cold water and
may be surface treated to prevent agglomeration.
e) Defoamers
Although foam may occur as an interfering factor during paint production, most problem
arises when it cause surface defects during the application process. Defoaming agents are
additional adjuncts in the latex paints. They are required to suppress or eliminate any foam
that tends to develop during manufacture or in container filling operations. In an aqueous
formulation, it is almost impossible to totally eliminate all foams. The correct foam control
agent will help to prevent foam, but of most importance, will allow the dried film to be free
of foam and any resultant film defects that might result from an air void in the film.
f) pH Stabilizers
Styrene acrylics, acrylics latexes achieve their maximum stability in alkaline systems.
Consequently, the systems are usually adjusted to pH of 9.0 to 9.5. Aqueous ammonia was
used earlier days, but now days AMP-95 (2-amino-2-methyl-1-propanol) is most
commonly used as pH stabilizer.
3. Formulation Of Paint
Ball Mill and a Dispersing Equipment – “High Speed Disperser” were used to prepare
paint. The equipment consisted of a pitch blade turbine type impeller which rotates at
high speed. Following sequence is to be followed for paint manufacturing:
Polymeric Pigments and Paint Formulation
28
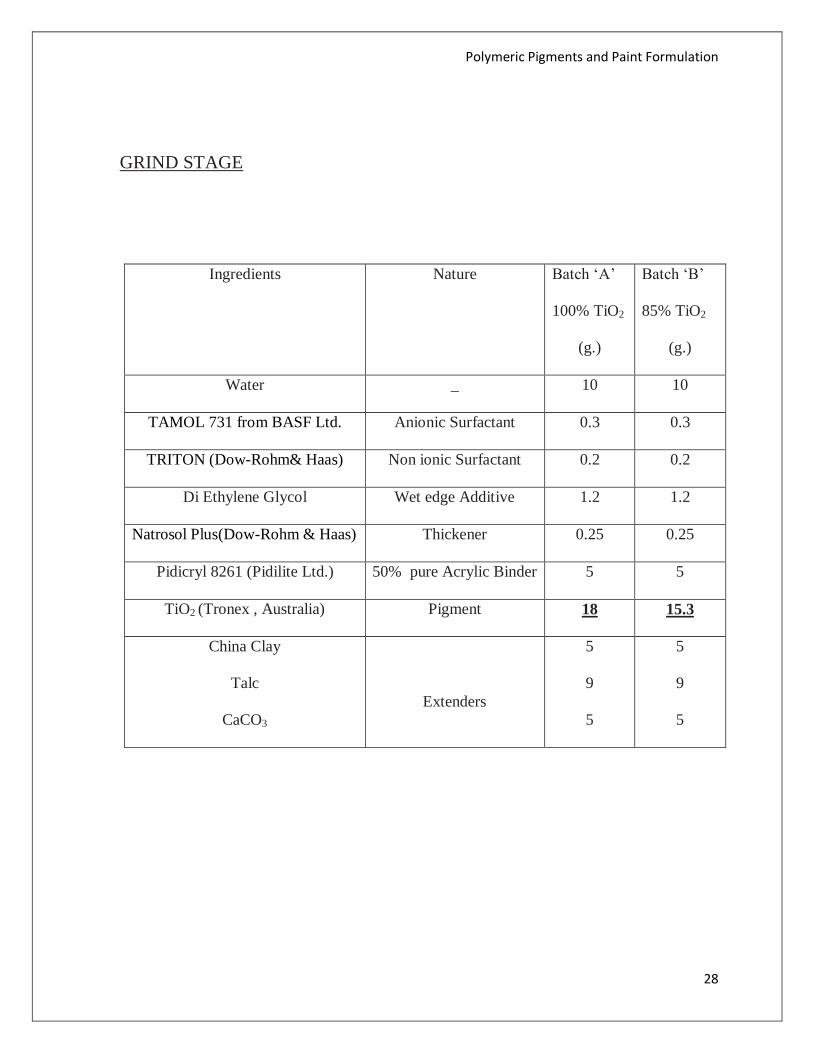
GRIND STAGE
Ingredients Nature Batch „A‟
100% TiO2
(g.)
Batch „B‟
85% TiO2
(g.)
Water _ 10 10
TAMOL 731 from BASF Ltd. Anionic Surfactant 0.3 0.3
TRITON (Dow-Rohm& Haas) Non ionic Surfactant 0.2 0.2
Di Ethylene Glycol Wet edge Additive 1.2 1.2
Natrosol Plus(Dow-Rohm & Haas) Thickener 0.25 0.25
Pidicryl 8261 (Pidilite Ltd.) 50% pure Acrylic Binder 5 5
TiO2 (Tronex , Australia) Pigment 18 15.3
China Clay
Talc
CaCO3
Extenders
5
9
5
5
9
5

Polymeric Pigments and Paint Formulation
29
LET DOWN STAGE
Ingredients Nature Batch „A‟
100% TiO2
(g.)
Batch „B‟
85% TiO2
(g.)
Water _ 20 20
TAMOL 731 from BASF Ltd. Anionic Surfactant 0.4 0.4
TRITON (Dow-Rohm& Haas) Non ionic Surfactant 0.2 0.2
Di Ethylene Glycol Wet edge Additive 1 1
Natrosol Plus(Dow-Rohm & Haas) Thickener 0.25 0.25
Pidicryl 8261 (Pidilite Ltd.) 50% pure Acrylic Binder 30 30
SYNTHESIZED POLYMERIC
PIGMENT
Pigment 0 7.68
Liquor Ammonia (33%) pH stabilizer 0.15 0.15
BYK 022 ( Dow-Rohm & Haas ) Defoamer 0.2 0.2
Sodium hexametaphosphate Buffer 0.2 0.2
Polymeric Pigments and Paint Formulation
30
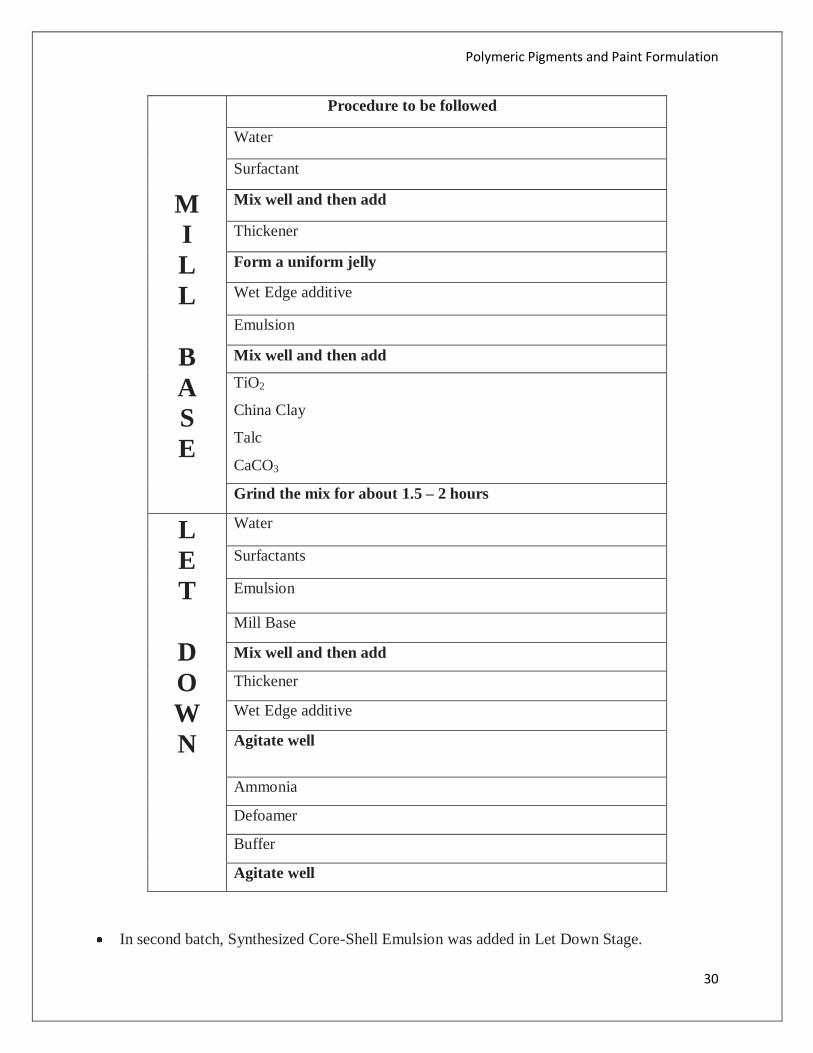
M
I
L
L
B
A
S
E
Procedure to be followed
Water
Surfactant
Mix well and then add
Thickener
Form a uniform jelly
Wet Edge additive
Emulsion
Mix well and then add
TiO2
China Clay
Talc
CaCO3
Grind the mix for about 1.5 – 2 hours
L
E
T
D
O
W
N
Water
Surfactants
Emulsion
Mill Base
Mix well and then add
Thickener
Wet Edge additive
Agitate well
Ammonia
Defoamer
Buffer
Agitate well
In second batch, Synthesized Core-Shell Emulsion was added in Let Down Stage.

Polymeric Pigments and Paint Formulation
31
4. Analysis of Paint
The Paint formulated was analyzed for :
a) Non Volatile Matter Content
b) Viscosity
c) Weight per liter
d) Finish of dispersion
e) Gloss at 20o and 60
o
f) Computer Colour Matching ( CCM )
1) Total Solids Content or Non Volatile Matter content (NVM):
A known weight of the paint sample was taken in a Petridis and allowed to be in oven at
1200c for about an hour. It was weighed and then kept back in oven. The heating was
continued till constant weight was obtained. The difference between the two weights gives
the amount of volatile material lost and hence the % NVM can be found out
2) Viscosity
Viscosity was determined by using Brookfield Viscometer according to ASTM D2196-05
of appropriate spindle. It was reported in centipoises.
3) Weight per liter
Weight per liter was calculated according to IS: 1964. Initially the dry, empty weight per
liter cup was weighed. It was then filled with the emulsion sample so that it overflows the
vent cap. The cup was weighed again after cleaning the excess paint. The difference

Polymeric Pigments and Paint Formulation
32
between the two weights gives the weight of the paint sample held in the volume of
100ml of cup from which the weight per litre of paint was found out.
4) Finish of dispersion
The fineness of grind or dispersion was found according to ASTM D 1210-05, according
to which the finish was checked with the help of Hegmen gauge. The paint was taken at
the 0 end of the Hegmen gauge kept in horizontal position. It was then drawn with the
help of the applicator along with grooves. The gauge was viewed immediately to the
paint surface was designated as the finish of the paint.
5) Gloss at 20o and 60
o
The gloss of the paint was found using Gloss meter at 20o and 60
o. For each panel five
readings were taken at different positions and the average was calculated.
6) Computer Colour Matching
In this analysis , it matches if two shades of colour are equal and upto what extent. CCM
measures the % reflectance of colour and also Lab Colour Space values ( L* ,a* ,b*).
Lab color space is a color-opponent space with dimension L for lightness and a and b for
the color-opponent dimensions, based on nonlinearly-compressed CIE XYZ color space
coordinates. It is designed to approximate human vision. It aspires to perceptual
uniformity, and its L component closely matches human perception of lightness. It can
thus be used to compare shades and make accurate color balance corrections by
modifying output curves in the a and b components, or to adjust the lightness contrast
using the L component.
C value is also calculated by CCM which gives chroma or intensity of colour.
Polymeric Pigments and Paint Formulation
33
RESULTS AND DISCUSSION
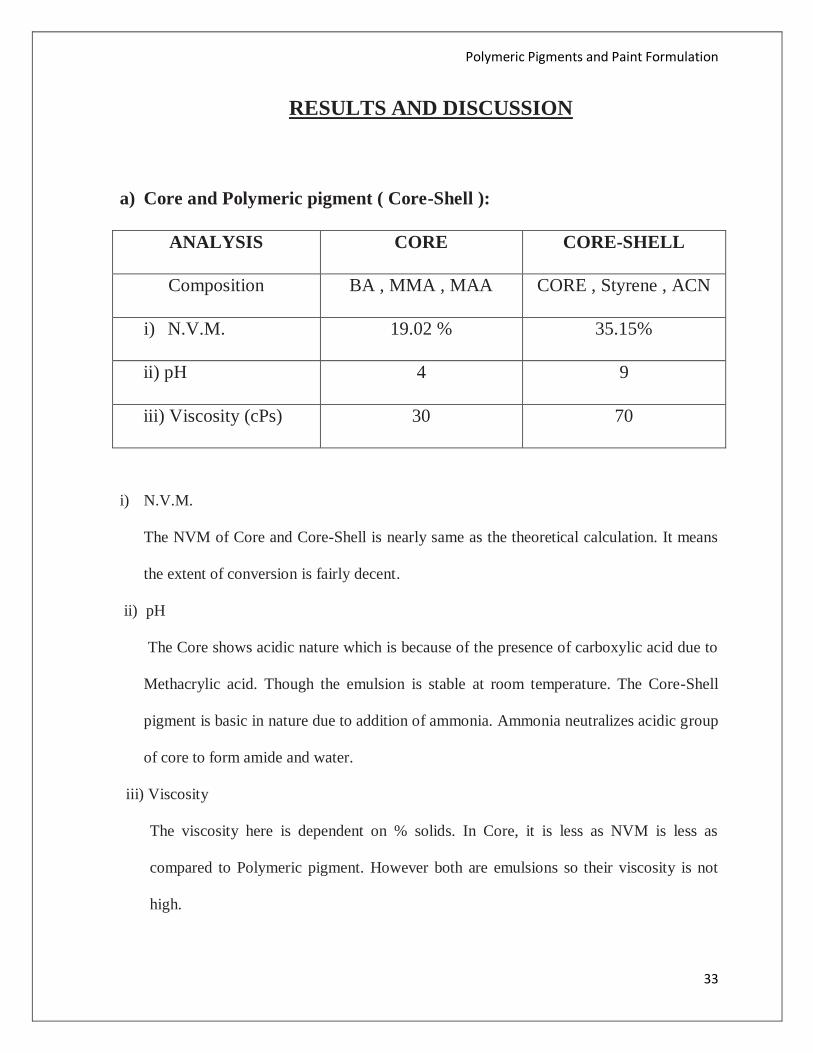
a) Core and Polymeric pigment ( Core-Shell ):
ANALYSIS CORE CORE-SHELL
Composition BA , MMA , MAA CORE , Styrene , ACN
i) N.V.M. 19.02 % 35.15%
ii) pH 4 9
iii) Viscosity (cPs) 30 70
i) N.V.M.
The NVM of Core and Core-Shell is nearly same as the theoretical calculation. It means
the extent of conversion is fairly decent.
ii) pH
The Core shows acidic nature which is because of the presence of carboxylic acid due to
Methacrylic acid. Though the emulsion is stable at room temperature. The Core-Shell
pigment is basic in nature due to addition of ammonia. Ammonia neutralizes acidic group
of core to form amide and water.
iii) Viscosity
The viscosity here is dependent on % solids. In Core, it is less as NVM is less as
compared to Polymeric pigment. However both are emulsions so their viscosity is not
high.
Polymeric Pigments and Paint Formulation
34
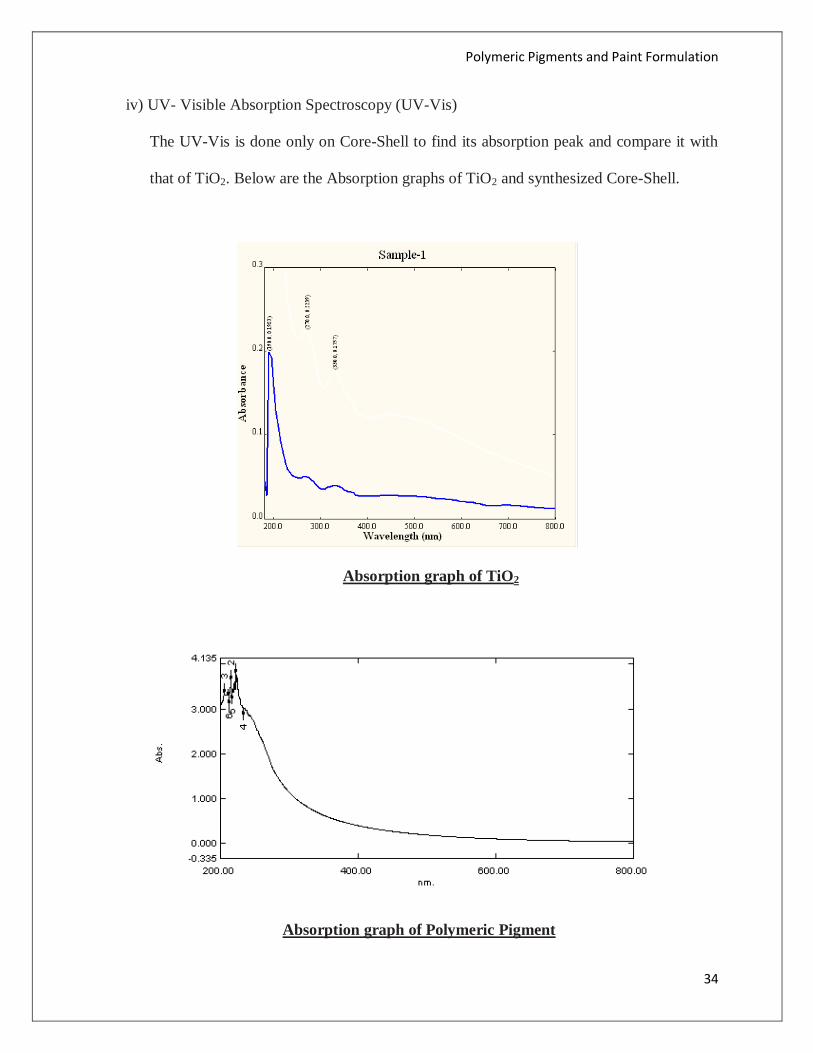
iv) UV- Visible Absorption Spectroscopy (UV-Vis)
The UV-Vis is done only on Core-Shell to find its absorption peak and compare it with
that of TiO2. Below are the Absorption graphs of TiO2 and synthesized Core-Shell.
Absorption graph of TiO2
Absorption graph of Polymeric Pigment
Polymeric Pigments and Paint Formulation
35
The Maximum absorbance of TiO2 is at 210 nm while for Polymeric pigment it is 222 nm
(shown by arrow 2 in figure). Both absorb mainly in Ultraviolet region. Thus Core-Shell
show nearly similar absorbance properties to TiO2.
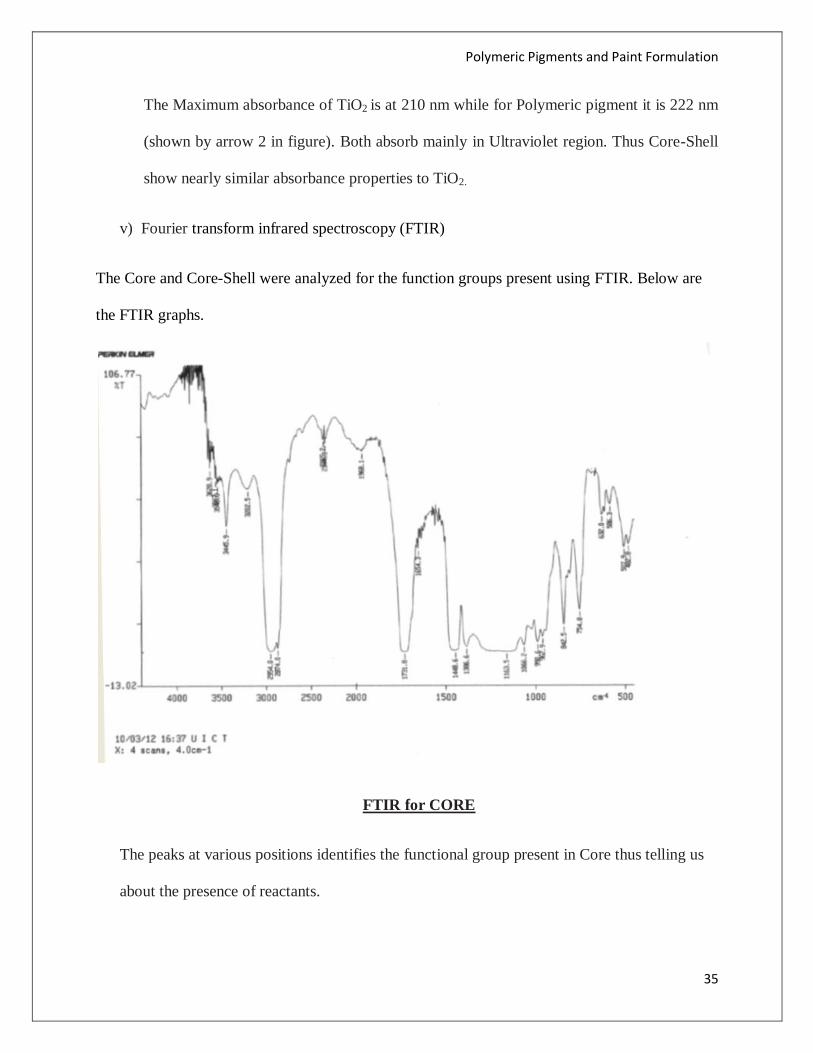
v) Fourier transform infrared spectroscopy (FTIR)
The Core and Core-Shell were analyzed for the function groups present using FTIR. Below are
the FTIR graphs.
FTIR for CORE
The peaks at various positions identifies the functional group present in Core thus telling us
about the presence of reactants.
Polymeric Pigments and Paint Formulation
36
For Ester group conformation: 1654.3 cm-1
For Aliphatic group conformation: 2954 , 2874 cm-1
For carboxylic group ( COOH ) : 1731.8 cm-1
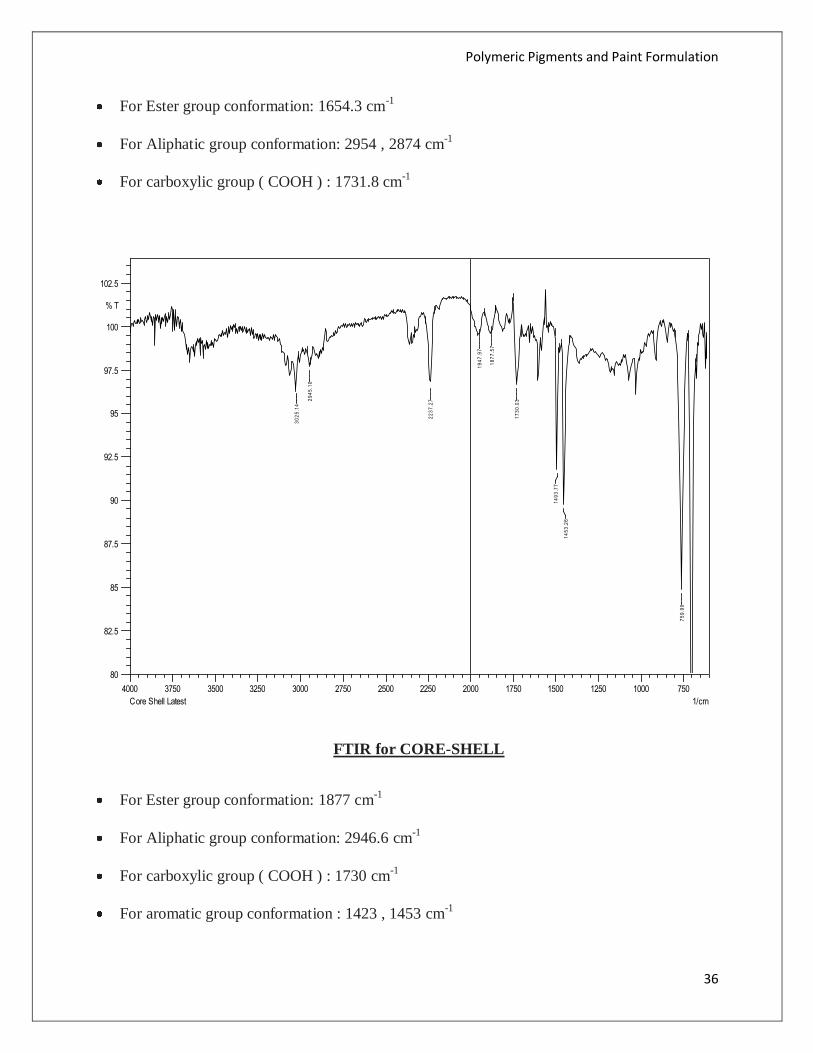
FTIR for CORE-SHELL
For Ester group conformation: 1877 cm-1
For Aliphatic group conformation: 2946.6 cm-1
For carboxylic group ( COOH ) : 1730 cm-1
For aromatic group conformation : 1423 , 1453 cm-1
7501000125015001750200022502500275030003250350037504000
1/cm
80
82.5
85
87.5
90
92.5
95
97.5
100
102.5
% T3
02
5.1
4
29
45
.10
22
37
.27
19
47
.97
18
77
.57
17
30
.03
14
93
.77
14
53
.26
75
9.9
0
69
9.1
5
Core Shell Latest

Polymeric Pigments and Paint Formulation
37
For ammonia conformation : 3028 cm-1
For nitrile group conformation : 2237 cm-1
Thus the FTIR graph shows that all the raw materials have reacted and are present in our
compound.
vi) Differential Scanning Calorimetry (DSC)
The glass transition temperature of both Core and Core-Shell are found using Tg. Since
core is a simple copolymer it should show only 1 Tg value. Core-Shell should show three
Tg values i.e. 3 shifts in baseline. It shows Tg of Core, Interface and Shell. Below are the
DSC curves:
DSC Curve of CORE

Polymeric Pigments and Paint Formulation
38
Only one Tg is shown in Core at 6.2 oC. It matches roughly with the theoretical calculated
value of 8.3 oC. It may be concluded that reactants have reacted stoichiometrically.
DSC Curve of CORE-SHELL
The DSC curve here shows 2 Tg only. At Interface Tg is 34.93 oC and for shell it is 111.48
oC.
The Tg for Core could not be shown as the amount of Core present in Core-Shell is very small
and after drying, the volume of polyelectrolyte in core decreases significantly. Thus it‟s presence
was not detected easily.
Polymeric Pigments and Paint Formulation
39
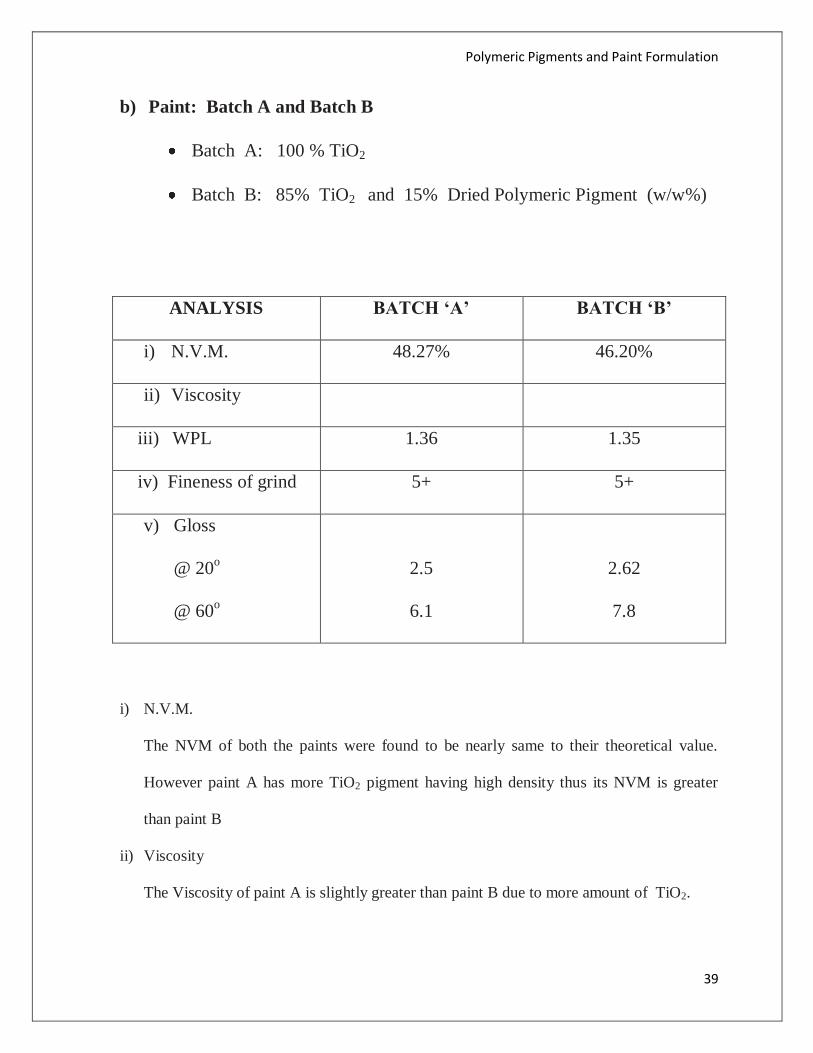
b) Paint: Batch A and Batch B
Batch A: 100 % TiO2
Batch B: 85% TiO2 and 15% Dried Polymeric Pigment (w/w%)
ANALYSIS BATCH ‘A’ BATCH ‘B’
i) N.V.M. 48.27% 46.20%
ii) Viscosity
iii) WPL 1.36 1.35
iv) Fineness of grind 5+ 5+
v) Gloss
@ 20o
@ 60o
2.5
6.1
2.62
7.8
i) N.V.M.
The NVM of both the paints were found to be nearly same to their theoretical value.
However paint A has more TiO2 pigment having high density thus its NVM is greater
than paint B
ii) Viscosity
The Viscosity of paint A is slightly greater than paint B due to more amount of TiO2.
Polymeric Pigments and Paint Formulation
40
iii) WPL
The weight per liter of Paint A is slightly grater than paint B due to high density of TiO2
pigment as compared to polymeric pigment.
iv) Fineness of grind
Both the paints show same fineness of grind or dispersion. This means core-shell pigment
is easily dispersible in Emulsion paints.
v) Gloss
As the amount of pigment and extender is high in both paints and due to nature of binder,
sufficient gloss was not obtained. However the gloss of paint B is slightly greater than
paint A. Thus addition of polymeric pigment helps in increasing gloss.
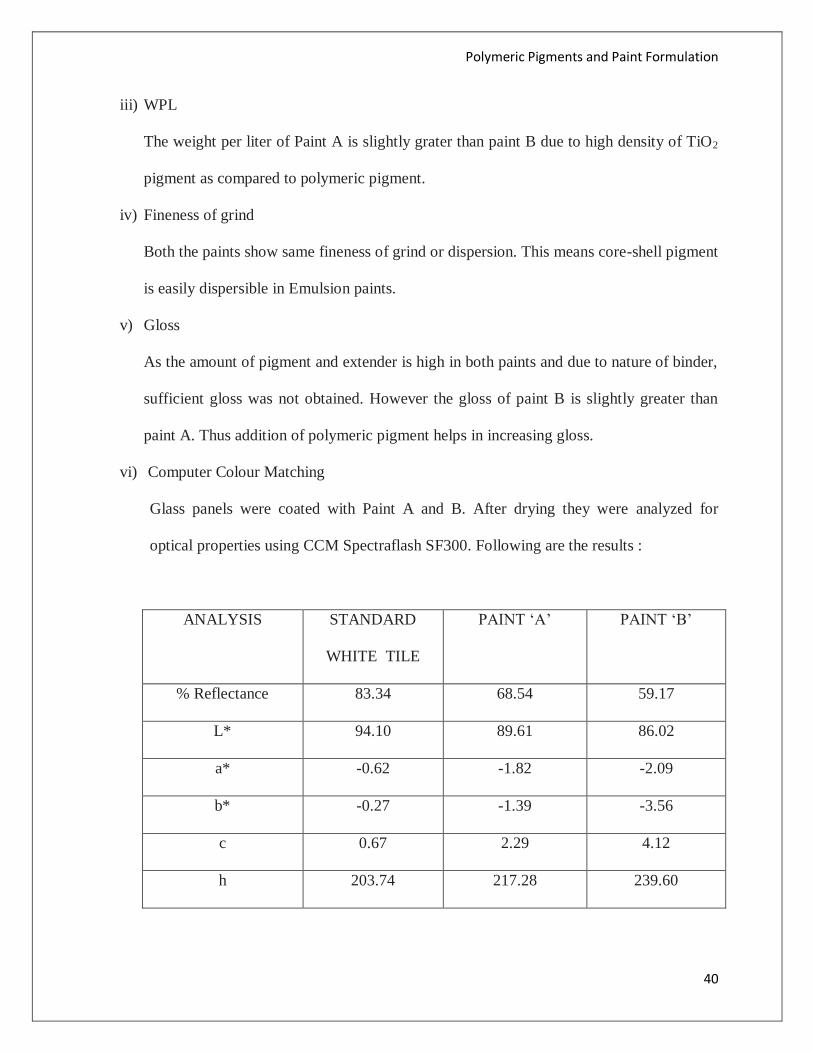
vi) Computer Colour Matching
Glass panels were coated with Paint A and B. After drying they were analyzed for
optical properties using CCM Spectraflash SF300. Following are the results :
ANALYSIS STANDARD
WHITE TILE
PAINT „A‟ PAINT „B‟
% Reflectance 83.34 68.54 59.17
L* 94.10 89.61 86.02
a* -0.62 -1.82 -2.09
b* -0.27 -1.39 -3.56
c 0.67 2.29 4.12
h 203.74 217.28 239.60

Polymeric Pigments and Paint Formulation
41
The L* a* b* values of both the paints are comparable. Thus addition of polymeric
pigment has no effect in change of colour. Infact after looking at the value of c
(chroma), Paint B shows more brightness as compared to paint A. Thus by CCM testing
we can say that the optical properties of paint have not been tampered by addition of
polymeric pigment in its formulation.
Polymeric Pigments and Paint Formulation
42
CONCLUSIONS
The synthesis of Polymeric Pigment by emulsion polymerization is an eco-friendly way of
producing pigment which can partially replace TiO2 concentrations in paints. Though cost is the
major factor for TiO2 replacement, Polymeric pigments can also show some better properties
when incorporated. They increase the gloss and brightness of paint without compromising on
other properties. They have less binder demand as compared to inorganic pigments due to their
uniform spherical shape. Thus high CPVC paints can be formulated with Polymeric pigments.
They also eliminate the problem of crowding experienced by TiO2 pigments.
Thus we can conclude that incorporation of polymeric pigments in paints helps in increasing the
property of paint with cutting of raw material cost.
Polymeric Pigments and Paint Formulation
43
REFERENCES
1. A.K. Khana, B.C. Raya, S.K. Dolui ; “Preparation of core-shell emulsion polymer and
optimization of shell composition with respect to opacity of paint film” ; Progress in Organic
Coatings 62 (2008) 65–70
2. McDonald, C.J.; Devon, M.J. “Hollow latex particles: synthesis and applications”
Advances in Colloid and Interface Science (2002), 99, p.181–213.
3. ROPAQUE™ ULTRA E Opaque Polymer, Product Description, Rohm and Hass
Pvt. Ltd.
4. Fasano, D.M.; Williams E. JR. “Opaque Polymers” Handbook of Coating
Additives Vol. 2, Marcel Dekker Inc., 1992.
5. Nobuyuki, I; Tooru, M.; Ichirou O.; Masayuki H.; Kiyoshi K. “Cross-linked hollow
polymer particles by emulsion polymerization” Colloids and Surfaces A:
Physiochemical and Engineering Aspects (1999), 153, p.311-316.
6. Malshe V.C.; Sikchi M. , Basics of Paint Technology – I, Color Publications Ltd., 2004