phantom plastics dr. chris dearmitt...
TRANSCRIPT

Phantom Plastics™
Dr. Chris DeArmitt FRSC

Phantom Plastics™
A combination of technical expertise and business savvy
n Over 15 years of experience in innovation and industry: Cookson, Institute for Surface Chemistry (YKI), Electrolux, BASF, Hybrid Plastics & Phantom Plastics
n Recognized expert in plastics, filled plastics, fillers, dispersants, coupling agents, formulation, stabilization and more
n Serial innovator: many inventions, 13 patents & 3 Innocentive cash awards
n Papers, articles, book chapters, presentations & workshops
n Fellow of the Royal Society of Chemistry & Chartered Chemist
n Winner of Frost & Sullivan award 2009 and R&D 100 Award 2009
n Voted top plastics expert world-wide out of over 10 000 peers
n President of Phantom Plastics providing consultancy and training services to the plastics industry
Your presenter
2
Phantom Plastics™
Many faceted approach to deliver solutions
3
Phantom Plastics™ capabilities
Analysis
Problem Solving
Breakthrough Innovation
Global Networking
Marketing

Phantom Plastics™
n Introduction to fillers and polymers
n Common fillers and their characteristic properties
n Common polymers and how structure affects their properties
n How fillers affect polymer processing and properties of polymers
n Cheat sheet summarizing how all these factors influence the properties of the composite
n Misconceptions about filled plastics
n Further reading, consultants, web resources
A foundation for working with polymers and composites
4
Outline

Phantom Plastics™
n Change electrical properties
n Modify specific gravity n Improve abrasion
resistance n Improve impact strength n Improve thermal
conductivity n Improve moisture
resistance n Increase adhesion n Appearance, opacity, gloss
n Raise heat resistance n Increase stiffness n Increase strength n Reduce shrinkage n Improve dimensional stability n Reduce flammability n Modify flow n Increase lubricity n Decrease permeability n Increase degradability n Improve processability n Reduce creep
Innumerable different reasons to use fillers Reasons to use fillers
5

Phantom Plastics™
Polymer behavior depends on testing speed and temperature St
ress
or F
orce
(MPa
)
Strain or elongation (%)
Increasing temperature or Lower testing speed
Brittle failure
Ductile failure
Break or ultimate
Yield
Energy to break
6
Basic polymer mechanical properties

Phantom Plastics™
The notch provides crack initiation and helps consistency
Notched Izod Notched Charpy
7
Impact test methodology

Phantom Plastics™
0
1
2
3
4
5
6
7
8
9
0 5 10 15 20 25Filler Volume (%)
Mod
ulus
(GPa
)
Glass FibreMineral FibreMicaTalcCaCO3Wood FibreNanoclayWollastonite
High aspect ratio is best
8
Fillers improve modulus

Phantom Plastics™
0
10
20
30
40
50
60
70
80
90
0 5 10 15 20 25Filler Volume (%)
Yiel
d St
ress
(MPa
)
Glass FibreMineral FibreMicaTalcCaCO3Wood FibreNanoclayWollastonite
High aspect ratio is best
9
Anisotropic fillers can improve yield strength

Phantom Plastics™
Courtesy of Imerys
0 50 100 150 Aspect ratio
Falli
ng W
eigh
t Im
pact
Res
ista
nce
(J)
Talc
Kaolin
Calcium Carbonate
Mica
0
2
4
6
8
10
12
14
Anisotropic fillers worse for impact resistance
Filler in PP copolymer
10
Aspect ratio & impact resistance

Phantom Plastics™
Fillers very effective but only in semi-crystalline polymers Influence of glass fibre on HDT/B
11
50°C
150°C
200°C
250°C
100°C
Pol
ysty
rene
AB
S
Nor
yl (P
PO
)
Pol
ycar
bona
te
PO
M/A
ceta
l
Pol
ysul
fone
PB
T
Pol
yeth
ersu
lfone
PE
T
Nyl
on 6
,6
PP
S
Unf
illed
+ G
lass
fibr
e
300°C

Phantom Plastics™
Property Isotropic Platy Fibres Modulus ↑ ↑↑ ↑↑↑ Yield Strength ― ↑ ↑↑ HDT in amorphous polymer
― ― ―
HDT in semi x-line polymer
↑ ↑↑ ↑↑↑
Impact resistance ↑ or ↓ ↓ ↓ Elongation to break ↓ ↓↓ ↓↓↓ Permeability ↓ ↓↓ ↓
How to modify the properties of composites
• Adding dispersant improves impact resistance, elongation, gloss & flow but modulus & yield strength unchanged • Adding coupling agent will improve yield strength but not modulus, flow may worsen • Adding impact modifier particles will improve impact resistance but will lower modulus, yield strength and flow • Isotropic fillers work in all three directions equally • Platy fillers are very good in two directions and fair in the other • Fibers are very good in one direction and fair in the other two
12
Cheat sheet

Phantom Plastics™
n MFI is a good indicator flow n Coupling agents always couple n Coupling increases modulus n Anisotropic fillers are better n Properties depend on weight % filler n Filler reduce the specific heat capacity of polymers n Nano-composites are new n Impact strength is a valid term n Impact resistance is an intrinsic property n Notched impact resistance is most meaningful n Fillers function is just to reduce cost
Some common misconceptions Fallacies
13
Phantom Plastics™
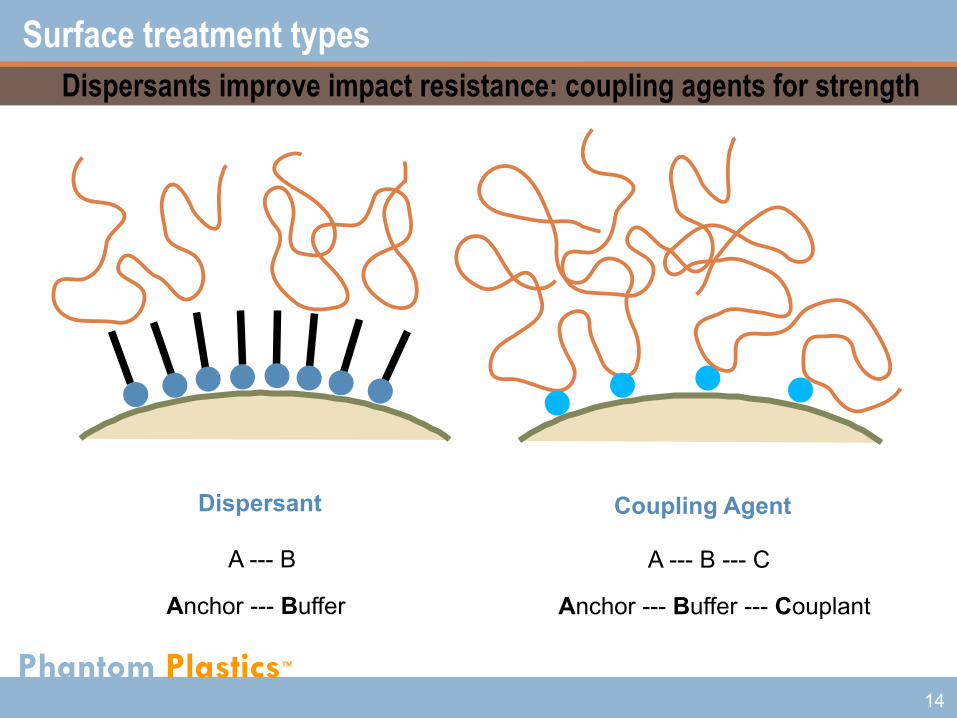
Dispersants improve impact resistance: coupling agents for strength
14
Surface treatment types
Dispersant Coupling Agent
A --- B A --- B --- C
Anchor --- Buffer Anchor --- Buffer --- Couplant

Phantom Plastics™
Succinic anhydride is a very effective anchor group Anchor group filler specificity
Filler Type Best Dispersant 2nd Best 3rd Best
Calcium Carbonate Succinic anhydride Carboxylic acid Primary amine
Dolomite Sulfonic acid Carboxylic acid Succinic anhydride
Magnesium Hydroxide Succinic anhydride Trichlorosilane Carboxylic acid
Mica Primary amine Trichlorosilane Sulfonic acid
Talc Trichlorosilane --- ---
Silica Trichlorosilane Sulfonic acid Succinic anhydride
Wollastonite Primary amine Succinic anhydride Carboxylic acid
Titanium dioxide Succinic anhydride Carboxylic acid Trichlorosilane

Phantom Plastics™
Courtesy of Imerys
0 10 20 30 Filler volume %
Flex
ural
mod
ulus
(MPa
) Polycarb S – surface treated
Polycarb - untreated
0
1000
2000
3000
4000
5000
40
Coupling and modulus – bonding does not affect modulus
16
Coupling agents and modulus

Phantom Plastics™
B. Pukánsky in Polypropylene Stucture, blends & composites vol 3
10
Filler volume %
Tens
ile y
ield
str
engt
h (M
Pa)
Stearic acid treated (poorer adhesion)
10
20
20 30 40
30
40
50 0
Untreated (poor adhesion)
Maleated PP (good adhesion)
Coupling and yield strength – coupling agents raise yield strength
17
Nanopolymers

Phantom Plastics™
Fibres and flakes align to give high tensile strength and modulus
Direction of flow
18
Effect of flow

Phantom Plastics™
0
1
2
3
4
5
6
7
8
9
0 5 10 15 20 25Filler Volume (%)
Mod
ulus
(GPa
)
Glass FibreMineral FibreMicaTalcCaCO3Wood FibreNanoclayWollastonite
High aspect ratio is best
19
Fillers improve modulus

Phantom Plastics™
0
10
20
30
40
50
60
70
80
90
0 5 10 15 20 25Filler Volume (%)
Yiel
d St
ress
(MPa
)
Glass FibreMineral FibreMicaTalcCaCO3Wood FibreNanoclayWollastonite
High aspect ratio is best
20
Anisotropic fillers can improve yield strength

Phantom Plastics™
Flow direction Flow direction Flow line
Fillers give weld lines – weak points that cause failure
21
Weld / flow lines
Phantom Plastics™
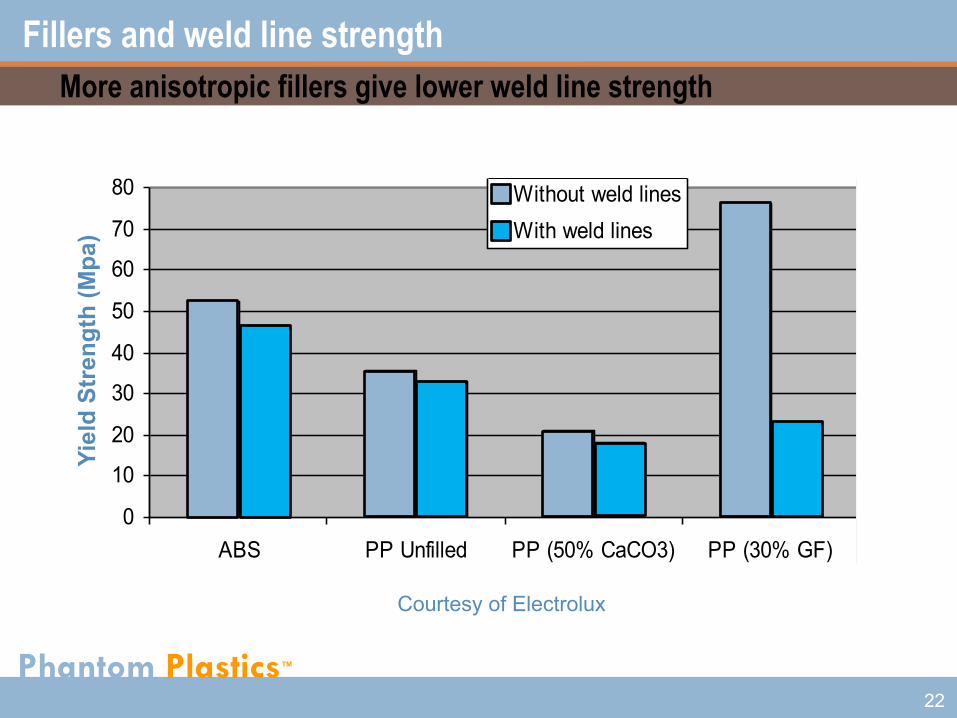
More anisotropic fillers give lower weld line strength Tensile Yield Strength - Effect of Fillers & Weld Lines
0
10
20
30
40
50
60
70
80
ABS PP Unfilled PP (50% CaCO3) PP (30% GF)
Without weld linesWith weld lines
Yiel
d St
reng
th (M
pa)
Courtesy of Electrolux
22
Fillers and weld line strength

Phantom Plastics™
Always plot properties versus volume % filler to get straight lines!
0
1
2
3
4
5
0 10 20 30 40 50 60 70 80 90 100
Talc in PP
Magnetite in PP
Tungsten in Nylon
Weight % Filler
Den
sity
g/c
m³
ρc = ρf x ρp ρpmf + ρf x (1-mf)
ρc - density of the composite ρf - density of the filler ρp - density of the polymer mf - weight fraction of filler (between 0 & 1)
23
Composite density and filler loading

Phantom Plastics™
1 weight % air halves the mass of the material
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0% 20% 40% 60% 80% 100%
Density versus weight percent filler
Filler Concentration (weight %)
Com
posi
te D
ensi
ty (g
cm-3
)
24
Density versus weight % air as a filler

Phantom Plastics™
Polymer Melt Density (gcm-3)
Mass Specific Heat of melt (kJ/kg.K)
Volume Specific Heat (kJ/litre.K)
PES 1.48 1.3 1.9 PVC-U 1.15 1.5 1.7 PET 1.15 1.6 1.8 Polystyrene 0.88 1.8 1.6 Polycarbonate 1.01 1.8 1.8 SAN 0.92 1.9 1.7 PMMA 1.01 2.0 2.0 PPO 0.92 2.0 1.8 ABS 0.89 2.1 1.9 PBT 1.12 2.1 2.4 Acetal / POM 1.22 2.5 3.1 PA 6 0.95 2.7 2.6 PA 6,6 0.97 2.7 2.6 PP 0.85 2.7 2.3 LDPE 0.79 3.2 2.5 HDPE 0.81 3.2 2.6 Aramid Fibers* 1.45 1.42 2.1 Average --- --- 2.1
Average is 2.1 kJ / litre.K Volume specific heat capacity of polymers
Source: Polypropylene The Definitive User’s Guide and Databook except *Handbook of Fillers

Phantom Plastics™
Average is 2.1 kJ / litre.K
Volume specific heat capacity of mineral and metallic fillers
Mineral or Metal Density (gcm-3)
Mass Specific Heat (kJ/kg.K)
Volume Specific Heat (kJ/litre.K)
BN (hexagonal) 2.25 0.794 1.8
Quartz 2.65 0.8 2.1
Silver 10.5 0.188 2.0
Talc 2.75 0.82 2.3
Tungsten 19.35 0.088 1.7
Beryllium Oxide 2.85 1.03 2.9
Average --- --- 2.1
Source: Handbook of Fillers

Phantom Plastics™
Impact resistance is an energy (area under the curve) not a strength
0 0 2 4 6 8 10 12 14
500
1000
1500
2000
2500
J = total energy
Deflection (mm)
Forc
e (N
ewto
ns)
Standard velocity 4.4 ms-1
27
Penetration test

Phantom Plastics™
Take impact resistance results in context and with a grain of salt
VINCENT, P. I . Impact Tests and Service Performance of Plastics, Plastics Institute, London (1971).
0 0.25 1
12
16
28
32
40
Acrylic
Notch Tip Radius (mm)
Izod
Impa
ct R
esis
tanc
e (k
Jm-2
)
2 8 32 16 0.5 4
36
24
20
8
4
ABS
Acetal (POM)
Nylon PVC
PC 3mm 8.6J, 6mm 1.6J so suppliers only show thin specimen results
28
Notch radius sensitivity
Phantom Plastics™
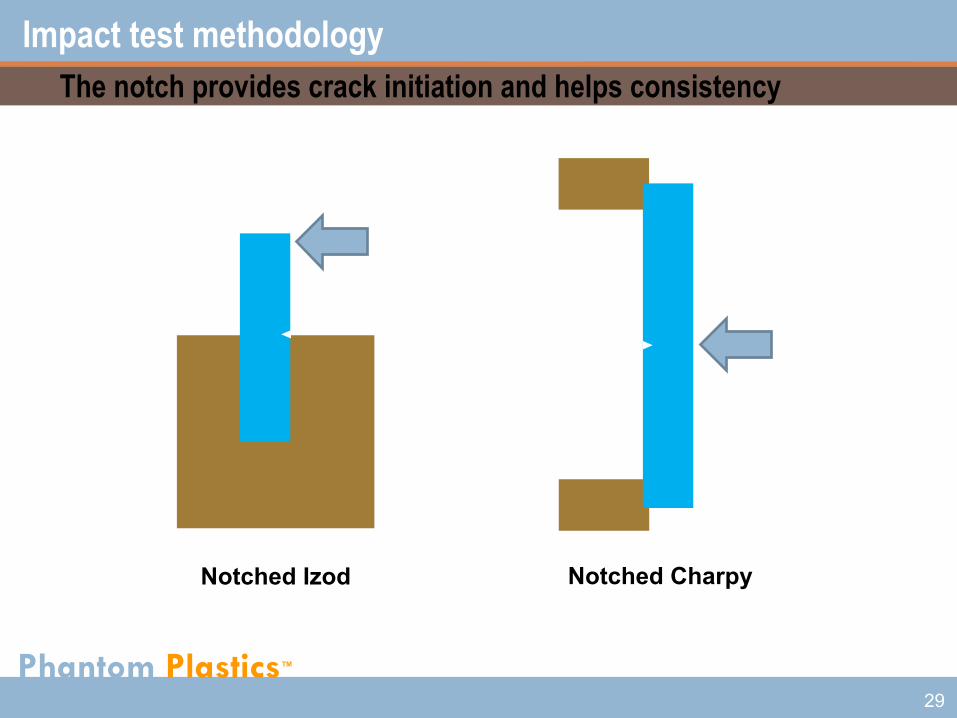
The notch provides crack initiation and helps consistency
Notched Izod Notched Charpy
29
Impact test methodology

Phantom Plastics™
Cost Euro / ton
Cost Euro / litre
Size CaCO3 d50 microns
100 0.27 ~ 2
200 0.54 ~ 1
300 0.81 ~ 0.5
400 1.08 ~ 0.3
500 1.62 ~ 0.1
Prices must be compared on a per unit volume basis
Approximate Polymer prices € / L
PP 0.68
PE 0.74
PS 0.84
HIPS 0.85
PVC 0.98
PET 1.4
ABS 1.5
Nylon 2.7
PC 2.8
30
CaCO3 – particle size & cost

Phantom Plastics™
Fair impact resistance, higher stiffness, retained strength, lower cost
0 0
Impact modifier (volume %)
Cha
nge
in p
rope
rty
20 40 60 50 10 30
Tensile strength
Materials cost
Melt viscosity
Impact resistance
Incr
ease
D
ecre
ase
Modulus
31
Filled polymers property profile

Phantom Plastics™
n Plastics Materials 7th Edition, J. A. Brydson, Butterworth-Heinemann 1999
n Plastics Additives Handbook, H. Zweifel, Hanser/Gardner, 2001
n Particulate-Filled Polymer Composites, 2nd Edition, Roger Rothon (Ed.), RAPRA, 2003
n Functional Fillers for Plastics, Marino Xanthos (Ed.), Wiley-VCH, 2005
n www.specialchem.com great resource for polymers, additives and more
n www.matweb.com free searcheable polymer properties data
n www.eng-tips.com free polymer & composites advice
n www.phantomplastics.com consultancy services – new materials, additives, training and problem solving
Some excellent resources I use every day
32
Further reading

Phantom Plastics™