pellet feedstock characteristics and pellet...
TRANSCRIPT

1
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Pellet feedstock characteristics and pellet quality
Dr. David DeVallance
Assistant Professor & Program Coordinator
Wood Science and Technology Program
Division of Forestry and Natural Resources
West Virginia University
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Quality Pellets
What makes a quality pellet?
• Hardwood vs. Softwood?
• Single or Multiple Species?
• Moisture Content Level = 6-8% or 8-12% or 12-15%?
• Particle Size = 1-2mm, 3-5mm, 5-7mm?
• Absence of Bark or Contaminants?
• Consistent Feedstock?
• Luck?
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Feedstock and Process Parameters: Overview
Feedstock characteristics, additive, and processing parameters influence pellet strength and durability
Moisture Content
Temperature or Steam
Lubricant
Chemical Composition
Particle Size/Shape
Binders
Feed Rate
Gap Between Roll and Die
Die Dimensions
Die Speed
Feedstock Characteristics Additives
Processing Parameters
Material and Species
Others?
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Moisture content (M.C.) in pellet feedstock acts to promote binding and provide lubrication during the pelleting process
Feedstock and Process Parameters: Moisture Content
Journal of Applied Polymer ScienceVolume 102, Issue 2, pages 1445-1451, 28 JUL 2006 DOI: 10.1002/app.24299
http://onlinelibrary.wiley.com/doi/10.1002/app.24299/full#fig3
Wood
Glass transition temperature (Tg)
for wood ≈ 170 oC
Research varies on optimal M.C.
for wood, but is generally anywhere from 6-15%, with some
saying max 12% (Li and Lui 2000, Ohmberger and Thek 2004)
Corn Stover and Switch Grass
Mean glass transition temperature (Tg) ≈ 75 oC for
range of M.C. from 10-20%(Kaliyan and Morey 2009)
2
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
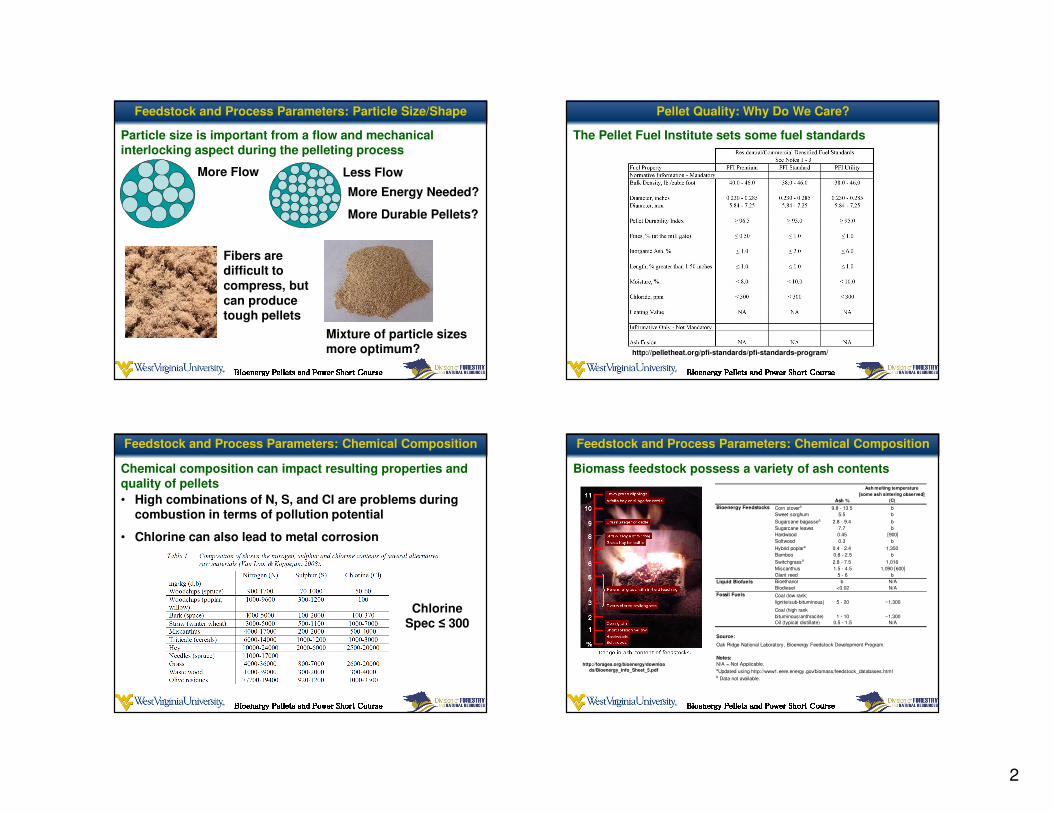
Particle size is important from a flow and mechanical interlocking aspect during the pelleting process
Feedstock and Process Parameters: Particle Size/Shape
More Flow Less Flow
Fibers are difficult to
compress, but
can produce tough pellets
Mixture of particle sizes more optimum?
More Energy Needed?
More Durable Pellets?
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Coursehttp://pelletheat.org/pfi-standards/pfi-standards-program/
The Pellet Fuel Institute sets some fuel standards
Pellet Quality: Why Do We Care?
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Chemical composition can impact resulting properties and quality of pellets
Feedstock and Process Parameters: Chemical Composition
• High combinations of N, S, and Cl are problems during combustion in terms of pollution potential
• Chlorine can also lead to metal corrosion
Chlorine Spec ≤ 300
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Biomass feedstock possess a variety of ash contents
Feedstock and Process Parameters: Chemical Composition
http://forages.org/bioenergy/downloa
ds/Bioenergy_Info_Sheet_5.pdf
Ash %
Ash melting temperature
[some ash sintering observed]
(C)
Corn stovera 9.8 - 13 5 b
Sweet sorghum 5.5 b
Sugarcane bagassea 2.8 - 9.4 b
Sugarcane leaves 7.7 b
Hardwood 0.45 [900]
Softwood 0.3 b
Hybrid poplara 0.4 - 2.4 1,350
Bamboo 0.8 - 2.5 b
Switchgrassa 2.8 - 7.5 1,016
Miscanthus 1.5 - 4.5 1,090 [600]
Giant reed 5 - 6 b
Bioethanol b N/A
Biodiesel <0.02 N/A
Coal (low rank;
lignite/sub-bituminous) 5 - 20 ~1,300
Coal (high rank
bituminous/anthracite) 1 - 10 ~1,300
Oil (typical distillate) 0.5 - 1.5 N/A
Source:
Notes:
N/A = Not Applicable.aUpdated using http://www1.eere.energy.gov/biomass/feedstock_databases.htmlb Data not available.
Oak Ridge National Laboratory, Bioenergy Feedstock Development Program.
Bioenergy Feedstocks
Liquid Biofuels
Fossil Fuels

3
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Binders can be used to increase pellet durability and reduce dust and fines produced during handling
Feedstock and Process Parameters: Binders and Lubricants
• Typical binders include: calcium lignosulfonate, starches (i.e., corn starch), proteins, molasses, gluten,
distiller grain, vegetable oils, etc.
• Binders add addition cost and also can impact fuel
quality (i.e., higher heat value) and by-product content
• The most common lubricant is vegetable oil
• In general, less likely to need lubricants when dealing with softwoods than hardwoods
• Lubricants reduce friction between particles and die walls Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
So We Care About Durability, Ash Content, Moisture Resistance, Chlorine….
What about heat values?
Can we also improve durability at the same time?
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Pretreatment: Means to Improve Pellet Quality
While previously mentioned characteristics can impact pellet quality, what about instead using some pretreatment
methods?
Hot water extractionHemicellulose extraction
from hardwood (Xylans)
Different conditions of Temperature and time.
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Red Oak & Yellow Poplar hot water extracted145°C - 45 min
160°C - 45 min160°C - 90 min
170°C - 90 min
Study 1: Investigation of surface energy of hot water extracted red oak and yellow-poplar (Oporto et al. 2012)
Looked at Surface Energy: The energy required to form a unit area
of new surface at the interface
(i.e. ��
��)
Hot-Water Extraction: Methods

4
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Hot water extraction increased the surface energy of both red oak and yellow-poplar feedstock (to a point)
Hot-Water Extraction: Findings – Surface Energy
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Hot water extraction increased the compression strength (i.e., hardness) of both red oak and yellow-poplar feedstock
Hot-Water Extraction: Findings – Hardness
Red Oak
Yellow-poplar
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Hot water extraction process resulted in pellets that were more resistant to moisture
Red Oak – No Treatment
Original Soaked for 20s Original Soaked for 10 min.
Red Oak – 160 oC for 90 min.
Original Soaked for 20 min.
Red Oak – 170 oC for 90 min.
Hot-Water Extraction: Findings – Water Resistance
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Findings:
• Hot-water extraction increased the surface energy of the
red oak and yellow-poplar feedstock
• Hot-water extraction increased the compressive strength
of the red oak and yellow-poplar feedstock
• Hot-water extraction improved the water resistance of the
red oak and yellow-poplar pellets
Hot-Water Extraction: Summary

5
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Study 2: Investigation of increasing HHV of feedstock through torrefaction and pelleting of red oak
Research Objectives included determining:
• The effects of torrefied feedstock particle size and moisture
content on pellet hardness
• The effects of moisture content, particle size, and torrefaction
level (250 oC vs 300 oC) on compaction behavior (i.e., work or
energy)
• The effect of addition of binder to HHV and durability of
torrefied pellets
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Torrefaction: Why Pelletize
Torrefied biomass has poor handling properties: porous brittle structure, low bulk density, dust, etc.
Figure 3. SEM images (x500) of (a) raw wood and torrefied wood at the
torrefaction temperatures of (b) 220°c, (c) 250°c and (d) 280 °c
(torrefaction time =1 h) (Chen et al. 2011).
a b c d
Current Solution: Pelletizing and Briquetting
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Torrefied Biomass Pellets: Challenges
Pelleting of torrefied biomass is energy intensive (high friction), can results in weaker pellets, and may require
binders
Figure 4. Pellets made from torrefied wheat straw (Stelte W. et al. 2013).
Grind & Pelletize
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Methods: Pellet Fabrication
Red Oak Chips were torrefied at 250 oC and 300 oC for 30 minutes using a pilot-scale torrefaction unit at WVU
1mm screen
Particle Size
0.5-0.7 mm
0.7-1.0 mm
Co
nd
ition
Sieve
MC
1.5 %
5.0%
385 oF at 1,000 lbf
for 3
min.
+ Binder

6
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Methods: Pellet Testing
Final pellets were tested for diametric compression properties and higher heat value (HHV)
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Results: Pellet Hardness
Red oak untreated pellets performed extremely better in diametric compression (i.e., hardness) than any of the
torrefied pellets
0.0
266.7
533.3
800.0
RO1 RO2 RO3 RO4 TOR1 TOR2 TOR3 TOR4
Box Plot
Pellet Group
Pe
llet H
ard
ne
ss (
lbf/in
ch
le
ng
th)
R01: Non-Torrefied, 0.7-1.0mm, 5% MC
R02: Non-Torrefied, 0.5-0.7 mm, 5% MC
R03: Non-Torrefied, 0.7-1.0mm, 1.5% MC
R04: Non-Torrefied, 0.5-0.7 mm, 1.5% MC
TOR1: Torrefied, 0.7-1.0mm, 5% MC
TOR2: Torrefied, 0.5-0.7 mm, 5% MC
TOR3: Torrefied, 0.7-1.0mm, 1.5% MC
TOR4: Torrefied, 0.5-0.7 mm, 1.5% MC
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Results: Torrefied Pellet Hardness
Torrefied red oak with 0.7-1.0mm particle size at 1.5% moisture content resulted in a statistically significant higher
average hardness
TOR1: 0.7-1.0mm, 5% MC
TOR2: 0.5-0.7 mm, 5% MC
TOR3: 0.7-1.0mm, 1.5% MC
TOR4: 0.5-0.7 mm, 1.5% MC
40.0
66.7
93.3
120.0
TOR1 TOR2 TOR3 TOR4
Box Plot
Pellet Group
Pe
llet H
ard
ne
ss (
lbf/in
ch
le
ng
th)
Without outlier, only difference
was between
TOR3 and TOR4 Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Results: Pellet Compaction Energy
Torrefied red oak required a significantly higher energy to pelletize to 1,000 compaction force vs. non-torrefied red oak
1.5% MC
5.0% MC

7
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Results: Pellet Compaction Energy
Red oak with lower moisture content required less energy to compact
Lower moisture content torrefied material required more energy to compact
inch-pounds
Joules
(newton-meters)
RO1: 0.7-1mm, 5% MC 157.0 17.7
RO2: 0.5-0.7 mm, 5% MC 153.7 17.4
RO3: 0.7-1mm, 1.5% MC 131.6 14.9
RO4: 0.5-0.7 mm, 1.5% MC 94.5 10.7
TOR1: 0.7-1mm, 5% MC 355.6 40.2
TOR2: 0.5-0.7 mm, 5% MC 343.0 38.8
TOR3: 0.7-1mm, 1.5% MC 392.7 44.4
TOR4: 0.5-0.7 mm, 1.5% MC 377.7 42.7
Work of Compaction (to 1,000 lbf)
Pellet Type
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Results: Pellet Hardness
Results indicated a statistically significant difference in average hardness between pellets made from torrefied wood at 250 oC and
300 oC and with and without lignin for 250 oC material
10
100
1000
High T High TL Low T Low TL
Box Plot
Pellet Type
Hard
ness (
lb/in
ch
len
gth
)
High T: 300 oC no lignin
High TL: 300 oC, 8% lignin
Low T: 250 oC, no lignin
Low TL: 250 oC, 8% lignin
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Results: Pellet Porosity
SEM images show obvious lower porosity compared to torrefiedred oak chips and some indications of lignin presence within
pellet
Without Binder
With 8% Binder Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Results: Pellet HHV
Results indicated there was not a statistically significant difference in average higher heat value between pellets with vs.
without lignin, but was between pellets made from torrefied wood
at 250 oC and 300 oC.
1000
10000
High T High TL Low T Low TL
Box Plot
Pellet Type
HH
V (
Btu
/lb
)
High T: 300 oC no lignin
High TL: 300 oC, 8% lignin
Low T: 250 oC, no lignin
Low TL: 250 oC, 8% lignin

8
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Results: Pellet HHV
Additionally, as weight loss is increased during torrefaction, HHV values are higher
Sample
Weigth Loss
(%) Binder
Higher Heat Value
(HHV), BTU/lb.
44.3 No 10,549
No 9,940
Yes 9,647
No 9,064
Yes 8,830
300 oC for 30 Minutes
250 oC for 30 Minutes
33.7
14.1
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Summary
Findings:
• Pelletization of torrefied red oak resulted in pellets with
lower hardness, as compared to red oak
• Pelletization of torrefied red oak required more energy
than red oak
• Torrefied red oak with a lower MC required more energy to
pelletize
• Higher torrefaction levels resulted in pellets with lower
hardness, but higher BTU values
• The addition of 8% lignin as a binder did not improve
torrefied red oak pellet quality or BTU values
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Future Work
The results of this research are being used to scale up pelletization research on full-size pelleting machine and
selection of lubricants and binders
• Investigate binders
• Look at L/D ratio effects
• Pellet RPM effects
• Energy use
• Moisture content
• Particle size
• Mixtures with coal
• Other biomass Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
Questions
Biomaterials and Wood Utilization Research Center(http://www.wdscapps.caf.wvu.edu/BioMatWURCtr)
http://forestry.wvu.edu/faculty_staff/david_devallance
Funding provided by: WVU Advanced Energy Initiative (AEI) Grant Program
Acknowledgements: Dr. Gloria Oporto, Juan Carlos Carrasco Moraga, and Tianmiao Wang (WVU)

9
Bioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short CourseBioenergy Pellets and Power Short Course
References
Chen W., Hsu H., Lu K., Lee W., Lin T. 2011. “Thermal pretreatment of wood (Lauan) block by torrefaction and its influence on the properties of biomass.” Energy, 2011(36): 3012-3021.
Kaliyan, N., and R.V. Morey. 2009. Densification Characteristics of Corn Stover and Switchgrass. Transactions of the ASABE. 52(3):907-920.
Li, Y., and H. Liu. 2000. High-pressure densification of wood residues to form an upgraded fuel. Biomass and Bioenergy 19: 177-186.
Obernberger, I., and G. Thek. 2004. Physical 61haracterization and chemical composition of densified biomass fuels with regard to their combustion behavior. Biomass and Bioenergy 27: 653-669.
Oporto, G.S., R.H. Jara, D. DeVallance, T. Wang, and J. Armstrong. 2012. Pre-treatment of Appalachian woody biomass for enhanced biofuel properties – Part I. Hot water extraction and pelletizing. Submitted to Biomass and Bioenergy. Manuscript Reference Number: JBB-D-12-01038.
Stelte, W., Holm, J.K., Sanadi, A.R., Barsberg, S., Ahrenfeldt, J., Henriksen, U.B. 2011. A study of bonding and failure mechanisms in fuel pellets from different biomass resources. Biomass Bioenergy, 35: 910–918.
Van Loo, S., and J. Koppejan. 2008. The handbook of biomass combustion and co-firing. 2008 ed. London, Earthscan. 442 pp.