part 1 of a series: lean thinking henry ford’s … ford 2-09.pdf · henry ford’s managerial...
TRANSCRIPT
Henry Ford’sManagerial MindsetMoral of the story: Don’t hang on to a fading dream.
Robert W. Hall
D espite his own writing, plus vol-umes written about him, HenryFord’s complex contradictions are
hard to fathom. Many, including TaiichiOhno, the leader of Toyota’s developmentof the Toyota Production System, have citedthe development of his Model T as the cra-dle of ideas for lean manufacturing. Henry’sstory is not as simple as thumbnail versionsdepict, so it is worth review, in three sec-tions; design, development of the FordSystem, and his leadership, with lessonsstill relevant in a Web 2.0 age.
Design of the Model T
Several people tried automotiveassembly lines before the Model T, notablyRansom Olds; low volumes and poor partsfit caused a few problems, but the CurvedDash Olds is acknowledged to be the firstmass-produced car. (Mass production ofwatches and other items was old news, butthe car was a big leap.) Henry’s vision of anassembly line was foggy, but he — amongabout a hundred other entrepreneurs —was determined to design a “car for themasses.” Low-end vehicles then sold in the$400 to $900 range, but nobody gainedenough margin on them to draw the capitalto go big time. Upper-end cars went for$2000 to $4000. So Henry was on a mis-sion; bring cars to the masses.
From 1903 until birth of the Model Tin1908, The Ford Motor Company was likea development lab that sold cars. The T wasthe successor to Models A, B, C, F, K, N, R,and S, skipping the prototypes never sold.Determined to make the 1908 T design abreakthrough, Ford combined the bestideas he could find to improve performancefor the customer in a simple package: the
In Brief
The sharp contrasts between “Fordism” and its younger cousin,lean thinking, meet in the mindset of Henry Ford I. Now, even leansystems as we practiced them are apt to be insufficient for the per-formance necessary in the new era of global financial uncertainty.First of a series.
Part 1 of a Series: Lean Thinking
14Target Volume 25, Number 2

best materials, best men to be hired, andsimplest, lightest design that could bedevised.
Ford was intrigued with vanadiumalloy steel, lighter and stronger than carbonalloys. It had been used for specialty parts,but producing it in quantity for a mass pro-duced vehicle was another matter. Henrygambled and went for it.
The engine block for four cylinderswas cast as one piece, with a detachablehead, unusual at the time. It had fewerparts, and they were simpler to cast andmachine. By mounting the engine at onlythree points, the frame could twist on therough roads without breaking a mount,also a problem with cars of the period,whose frames were heavy and rigid ratherthan light and flexible. And the T’s ten-inchroad clearance helped avoid bellying downin mud or bellying up on a tree stump.
The two-speed planetary gear trans-mission wasn’t novel, but was kept becauseit was easy for novice drivers to master. Themaster-stroke was integrating the magneto(designed by Spider Huff, an outside con-sultant) with the engine and transmissioninto a single unit that could be installed atfinal assembly, and all using the same oil.
The 1200-pound curb weight of thewhole package gave it a horsepower-to-weight ratio equal to expensively engi-neered performance cars of the day, buteasy to fabricate and assemble. (The authoronce participated in a college prank of dis-assembling one and reassembling it in thehapless owner’s dorm room.) And this basedesign let Ford adapt it to many purposes:town cars; runabouts; trucks; panel trucks.That all Model Ts looked alike is a legend;Ford morphed it into many configurationsduring its 20-year run, but all those modifi-cations toted up a lifetime parts list of lessthan 30,000 part numbers.
Best, the design unleashed creativityamong owners converting Model Ts intocampers, portable sawmills, and towingvehicles. (An uncle made one into a bushhog.) This was a big factor launching auto-motive aftermarket businesses — and agood many others. For example, the first
UPS delivery truck was a modified Model T.This design coup let Ford cream the
market with an $850 price tag and startrolling in cash to build a huge integratedproduction system, only part of which wasthe assembly line. Henry needed noaccountants wielding sharp pencils; he justdid it. As the volume went up, the priceeventually dropped under $300 for the basictouring car, less than four month’s pay forthe average worker. Cash also let Ford pur-sue all kinds of innovative ideas, for exam-ple, uses for soybeans, which turned it intoa popular Mid-Western crop. In 1941, heexhibited a “soybean car,” with a body part-ly derived from soybeans, although nobodyknows exactly how it was done. Ford alsobelieved that eventually petroleum scarcitywould make biofuels necessary, so heexperimented off and on with ethanol as afuel. During Prohibition, he proposed turn-ing idle distilleries into ethanol factories.
But this coup also fixated Henry oncontinuously improving the Model T yearsafter road conditions improved and itsdesign potential was exhausted. In the1920s, just as his system to build Model Tsreached its peak (and he was writing booksabout it) competitors forced him to give upon the Model T and go to the Model A.
15Second Issue 2009
www.ame.org
Figure 1. Ford Model T motor car, 1916. The Ford Model T was introduced by HenryFord (1863-1947) in 1908.

The Ford System
Because few details of Ford’s methodswere precisely codified, much can only besurmised. But Ford’s global vision, thencalled “Fordism,” was that mass productionwould bring a higher standard of living tothe entire world, thus assuring universalhealth and world peace because of its supe-rior methods and technology, and payingpeople above average. Without questionhe always meant well. Fordism, as Henrysummarized it in 1926 was:
1. “Do the job in the most direct fashion without bothering with red tape or anyof the ordinary divisions of authority.
2. Pay every man well — not less than sixdollars a day — and see that he is employed all the time through 48hours a week and no longer.
3. Put all machinery in the best possible condition, keep it that way, and insist upon absolute cleanliness everywherein order that a man may learn to respect his tools, his surroundings, and himself.”1
That’s Henry explaining how Ford wasturning around a decrepit railroad line, notan auto factory. He deemed his principles —distilled from his experience developingtechnology as well as production systems— applicable to hospitals, farms, or anyorganized work.
“Do the job in the most direct fashion”encapsulated Ford’s distaste for any wasteas he saw it — government regulations,financial covenants, accounting systems,and management meetings. He wanted hismanagers to work hands-on, unfettered byany kind of bureaucratic folderol. Ford’sobsession for using every scrap of materialproductively became legendary, and hewanted workers always to be busy.
Although Henry’s role developing theassembly line itself was limited, that didn’tlimit his acceptance of credit for it. He wasbusy elsewhere developing farm tractorsand opening markets in foreign lands. TheModel T’s simple design and expensive pre-cision tooling assured easy assembly, soorganizing a flow of production from ore inthe ground to finished vehicle seemed to be
straight industrial engineering. However, itwasn’t a snap. Not until 1913, five yearslater, did photographers have much to snap,but by 1914, time to assemble a Model Thad dropped from 12.5 hours to 1.5 hours.
Charlie Sorenson, one of only a fewmen personally involved, recalls theassembly line evolving by persistent trialand error. The other experimenters includ-ed “Pa” Klann, who came back full of ideasafter visiting a slaughterhouse “disassem-bly line” in Chicago. But the final assemblyline was just one stage in creating a mon-strous integrated system to make nearly allthe parts in a Model T. Ford and his menwanted to understand and control everyelement of the process.
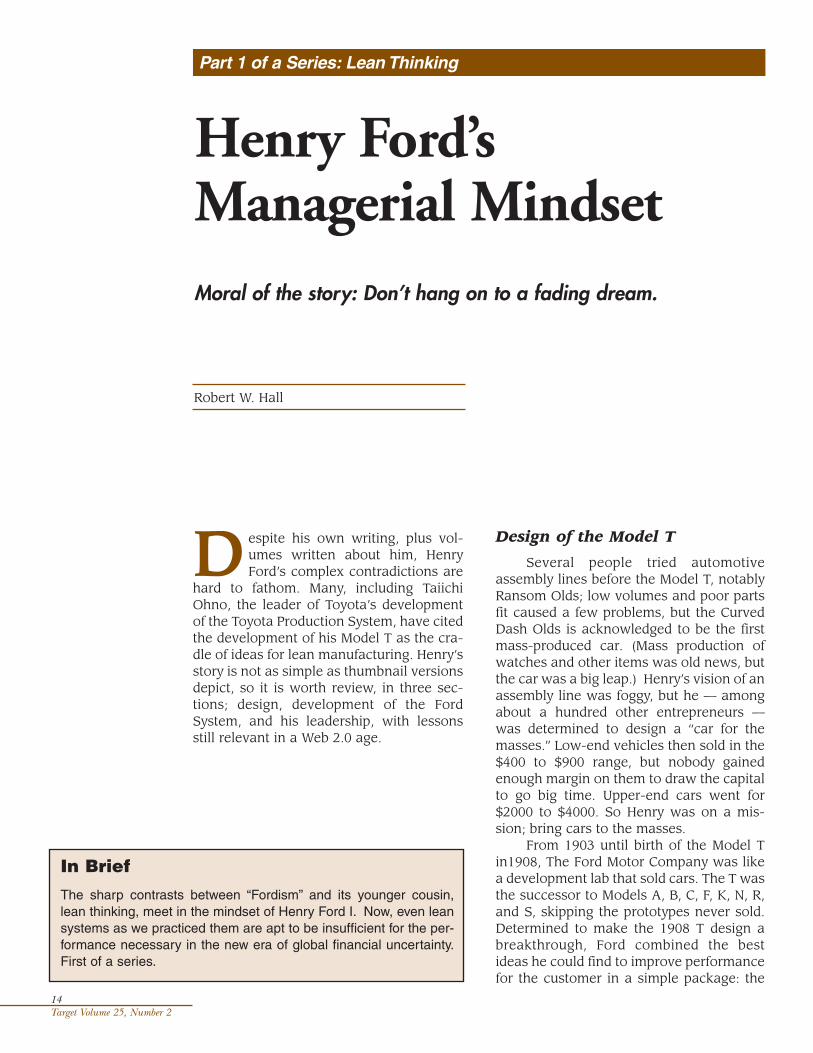
Once the first assembly line wasdeveloped, others could be replicatedeverywhere from England to Indonesia.Henry Ford’s grand system, including oreboats from Minnesota docking at the Rougeand rubber plantations in South America,didn’t all come together until the 1920s. Inthe first ten years of Model T production,slightly more than two million were built. Inthe last ten years, another 13 million werebuilt. At the apex of this run-up, circa 1927,Ford claimed that ore docking in Dearbornleft as a finished Model T engine only 41hours later. Ninety percent of all vehicles inthe world were Fords.2
And yes, from 1914 until 1926, ModelTs came only in black because only blackpaint dried fast enough to fit the system.But competitors soon learned to designassembly lines too, and in 1923, one ofCharlie Kettering’s first projects at GeneralMotors was fast-drying paint in multiplecolors. Henry’s obsession with churning outModel Ts started to let Ford be “out-fea-tured” by GM and other competitors.
Henry Ford’s Leadership
Although a born mechanic, Henry Forddid little hands-on work when developing aprototype. Instead he directed others to doit under his “tutelage.” Much like his friendThomas Edison, Ford’s gift was articulatinga vision to others who often had skills helacked, inspiring them to realize that vision.
16Target Volume 25, Number 2
David Bell, who often assisted Henry in hisearly years, noted that he “never saw Mr.Ford make anything. He was always doingthe directing.” And like Edison, a born pro-moter, Ford enjoyed plumping his projectsto the press.3
Ford’s leadership characteristicsserved him well leading a developmentteam, but not when leading a big company.His paternalism nearly wrecked the compa-ny. Ford sought men of technical accom-plishment who could help him realize hisvisions. Skilled men and “John Wayne”managers he respected; others stood inneed of his improvement. In 1914 Fordassembly labor turnover was 380 percentper year; by doubling wages to $5 for aneight-hour day, he cut it to about 17 per-cent. During World War I, inflation erodedthe purchasing power of the $5 day, andturnover began creeping up. In 1919 Fordopened plant commissaries selling every-thing from food to fuel at a discount, plus$100 certificates guaranteed to return sixpercent a year. But workers wanted toshove this job because of Henry’s secretside enforcing the fine print.
Only those with more than six monthslongevity, stable, married, etc. were eligiblefor the $5 day (cleaned out the ne’er-do-wells). By regarding $2.66 of his $5-a-daywage as profit sharing (he deemed $2.34per day a fair wage), Ford rationalized pry-ing into workers’ personal lives. Since itwas really his money, his grateful workersshould use it to lift up themselves and theirliving standards. He formed a “SociologicalDepartment” to tail workers off-hours, nos-ing into living quarters, diets, cleanliness,and recreation (Detroit’s 500 licensedwhorehouses were major no-nos). Thoseinsufficiently circumspect fell off the $5-a-day gravy train. Ford acknowledged theSociological Department in later writing —barely — as a practice given up when nolonger needed, but its secrecy poisonedtrust in him.
Henry held that most workers did nothave to think. Honest work was engineeredfor them, and doing it improved characterand self-discipline. Work rules forbade
smoking, sitting, squatting, whistling, lean-ing against machines, or even talking onthe job. Workers communicating withoutmoving the lips took on what becameknown as a “Fordized Face.” “Spotters”(spies) reporting violations could get youfired. How intrusive they could be isrevealed by a work rule at Willow Run aslate as World War II, after unionization:“Anyone caught sitting on a toilet with hispants on will be fired on the spot.” A Fordplant was also a fear factory.
On the other hand, Ford was a benev-olent cuss hailed as the Emancipator of theCommon Man. Among other things, hefounded the Henry Ford Hospital, whichbecome one of the best in the nation, andthe Henry Ford Trade School for poor youthto learn by doing. He hired thousands ofhandicapped people and ex-convicts, con-vinced that working at Ford would improvetheir character, but like all other employers,Henry laid workers on and laid them off atwill. On one hand he regarded workers aseconomic commodities; on the other aschildren in need of parental guidance. Acritic in 1932 noted that almost everyone
17Second Issue 2009
www.ame.org
Figure 2. Ford Motor Company River Rouge plant, Dearborn, air view 1927. Image by the Library of Congress, Prints and Photographs Division, Detroit Publishing Company Collection.

who had never worked for Henry Fordrevered him, but almost everyone who had,hated him.
Fordism was a disaster when firstexported to a rubber plantation in Brazilcalled Fordlandia. It was a model commu-nity begun in 1928 to supply rubber to Fordand improve the lives of those who workedthere. People flocked in for the high pay;plus free food, housing, schooling, andmedical care. Quinine and enforced sanita-tion (like wearing shoes) eradicated malar-ia and hookworm. But workers complainedof housing built so low to the ground thatcritters crept in, the Northern diet, andweird customs like square dancing. Andthey detested working in the heat, prefer-ring to work before dawn and after sunset.The “Dearborn” work rules on top of theculture clash provoked most to leave after ashort stint. However, Ford persisted,learned from mistakes, and within fiveyears stabilized operations.4
In the 1920s, Ford lost market share;then entered the depression era. By 1932the workforce had shrunk by two-thirds;weak car companies had failed; unioniza-tion loomed. Although other companies’work rules weren’t quite as onerous, allused spotters to ferret out union organiz-ers. However, Harry Bennett, headingFord’s Service Department and its spotterswith toughness and Mafia ties, became themost notorious. After 1928, he graduallybecame the closest confidant of a HenryFord increasingly fearful of losing his com-pany — to anybody. After a decade of strife,Ford finally “fell” to the United AutoWorkers in May 1941. Seventy percent ofthe workers voted for shop stewards andUAW negotiators (and some thugs) overHenry Ford’s paternalism and Bennett’sthugs — or maybe they just hoped a littlecivility would ameliorate the secrecy andwarring factions. But even before he had astroke and entered senility, Henry never“got it.” He always meant well.
Fast Forward
The Toyota Production System bor-rowed ideas from Fordism. Since neitherHenry Ford nor Taiicho Ohno were Mr.Charming with employees, what were theirdifferences? Ford was an entrepreneur in thestarring role; Ohno was not. He demandedthat everyone think on the job, taking littlepersonal credit for anything, a tough-mindedservant leader. The power of all employeesusing disciplined thinking was the only wayToyota could compete in the first decadesafter World War II, and lean systems pro-mote it. This difference magnifies into verydifferent ways to regard employees.
Henry Ford would have insisted thatnothing more could be done to developpeople. After all, the company providedopportunities for training and developmentand pressed employees to take advantageof them. Consequently, Henry’s programswere enlightened; his practices were not.As for Ohno’s methods; they form a goodbase, but now they must step up to fastchange and innovation.
Henry Ford’s managerial mind was setby his obsessive pursuit of his vision, cou-pled with a conviction that to deserve a bet-ter life people should first prove them-selves. Many progressive, but paternalisticindustrialists of the time were like-minded.Some founded utopian company towns(which failed); those who endowed institu-tions to better life in their communitiesfared better. Most saw no conflict betweenregarding their employees as people in theircommunities, but as commodity labor onthe job, subject to dismissal. Their legacieslinger, embodied in everything from directversus indirect labor to an instinct to directworkers and engineer their work for them,instead of developing them to design itthemselves.
Today, complex products and rigorousquality requirements require people tothink on the job, even if it is highly repeti-tive, but we suffer from legacy drag. Wetrain people, but don’t necessarily mentorthem to use lean tools or any others tothink all the time — and expect them to doit. That’s a different kind of development,
18Target Volume 25, Number 2
Today, com-
plex products
and rigorous
quality
requirements
require people
to think on
the job, even
if it is highly
repetitive, but
we suffer from
legacy drag.
with a different kind of leadership, and weare at long last beginning to get into it.
But now we seem to be entering aperiod eerily like the 1930s. Optimismwhen starting lean says that it will decreasecost and boost sales. If that happens, prom-ises of job security are easy to keep, but asthe auto industry indicates, lean factoriesdo not assure endless growth. Even Hondaand Toyota’s hardest tests are still ahead.But managerial instinct is to unknowinglysow fear and distrust, if not quite as dra-matically as old, paranoid Henry Ford Ihanging on to a faded dream.
Suppose what we are seeing now isthe beginning of a new “normal?” Thenwhat? Leadership for this era has to be ofthe people, not trusteeship for the investor.Many of us will be like the auto industry,forced to develop products with radically-improved performance to deploy in radical-ly-changed markets using a different kindof business model. For this, lean is just anentry requirement. It’s been 100 years sincethe Model T; time for a new vision with a
new leadership mindset. Restoring manu-facturing as it was is, of course, a fadeddream. It has to become a part of some-thing that addresses the bigger challengesof the 21st century.
Robert W. Hall is Editor Emeritus of Targetand a founder of AME.
Footnotes:1. Henry Ford (in collaboration with Sam Crowther),The Great To-Day and Greater Future, originally fromCornstalk, 1926; reprinted by Cosimo Classics, 2006.2. The 41-hour estimated time from ore to engine isfrom p. 17 of The Ford Industries, a fact book issuedby Ford in 1925. However, Ford historians note thatsuch books were composed by marketing peopleeager to cast facts in the best possible way. 3. According to Robert H. Casey, “The Model T Turns100,” Invention & Technology, Winter 2009.4. From the Benson Ford Research Center: www.the-henryford.org/research/rubberPlantations.aspx
19Second Issue 2009
www.ame.org
© 2009 AME® For information on reprints, contact: AME Association for Manufacturing Excellencewww.ame.org