panaskar ppt
DESCRIPTION
water treatmentTRANSCRIPT

Sugar Cane Industry

INTRODUCTION
Sugar Industry is a seasonal industry operating for maximum 4 to 5 months in one season.
The Industry uses sugarcane as their raw material along with various chemicals added to increase the face value of the final product
DURING PROCESS : - A huge amount of water is used / DAY.
RESULTS : - Waste water generation from different units .

MAIN INPUT
UNIT HOUSE
WASTE WATER GENERATED
SUGARCANE MILL HOUSE
From Bearing House, contains suspended solids, oil contents, washing water used for floor cleaning ( contains sugar contents )
SUGAR JUICE PROCESS HOUSE
Washing of different components such as Evaporator, juice heater, vacum pan, clarifiers, generator aggressive effluents having high BOD’s, COD and TDS concentrations
BAGASSE / FURNACE OIL
BOILER HOUSE
Wastewater of waste scrubbers

DISPOSED : - In a combined form for the outside settlement.
It is usually contaminated with oil and grease.
GENERATED :- From process house mainly results from floor and equipment washing ,
It is Highly contaminated with additives, other chemicals used at different processing stages.
BOILER HOUSE :- It contributes to the production of air pollution , little share in water pollution
WATER REQUIRED : - As cooling water for barometric condensers, boiler feed water, for lime preparation, for dilution in evaporators etc.
Sugarcane entering the factory contains 70% moisture
As a result excess water has to be disposed of, even with the most stringent conditions of water reuse.
Each tone of cane crushed should produce about 0.7 m3 of water if sugar and water are completely separated.
Mills Generated waste water :- range of 1800 m3 per day where Crushing capacity 4500 tons of cane per day where it require 9000 m3 per day of water….
Waste Water Characterisic
The Sugar Mill Waste Water is characterized by its brown color,
Burnt – Sugar like odor, high temp., low pH , high ash or solid residues
And contains high percentage of dissolved organic and inorganic matter of which 50% may be present as reducing sugars.
Sugar mill effluents carry constituents :-
BIOMECHANICAL OXYGEN DEMANDS ( BOD)
CHEMICAL OXYGEN DEMANDS ( COD )
Oil and Greases in range

BIOMECHANICAL OXYGEN DEMANDS ( BOD)
BOD is measure of the tendency of the habitat of effluent to consume dissolved oxygen from receiving waters during 5 – day incubation period maintained at 20 degree C.
Where as CHEMICAL OXYGEN DEMANDS ( COD )
Tests measures the combined oxygen demands of biomechanically degradable reduced contaminants and non biochemically degradable reduced contaminants.
Fats, greases, lignins are biochemically degradable.
However, the rate of oxidation is very slow and they have little effect on the 5 – day BOD test but are the measured by the COD test.
Total suspended solids ( TSS ) are more accurately termed as non filterable residue including settleable and non- settleable solids.
Suspended solids in water increases turbidity, reducing light penetration and therefore restricts plant production.
High level of suspended solids can cause anaerobic conditions on the bottom of the lakes, rivers and streams due to breakdown of volatile materials in the solids.
Lower power of Hydrogen ion ( pH ) tends to make many substances such as metals and hardness minarals more soluble in water
Oil and grease (OG) float on the surface of receiving waters, which interfere with natural re-aeration and create an unsightly film on the surface of water which can reduce recreational uses.
It can be toxic to certain species of fish and aquatic life and can create a fire hazard, if present on the surface of water in sufficient quantity.
It may destroy vegetation along the shoreline, which can lead to increased erosion.
Oil and grease contamination in waste water from mill house effluent is highly objectionable, because it increase the BOD and COD values in untreated effluents.

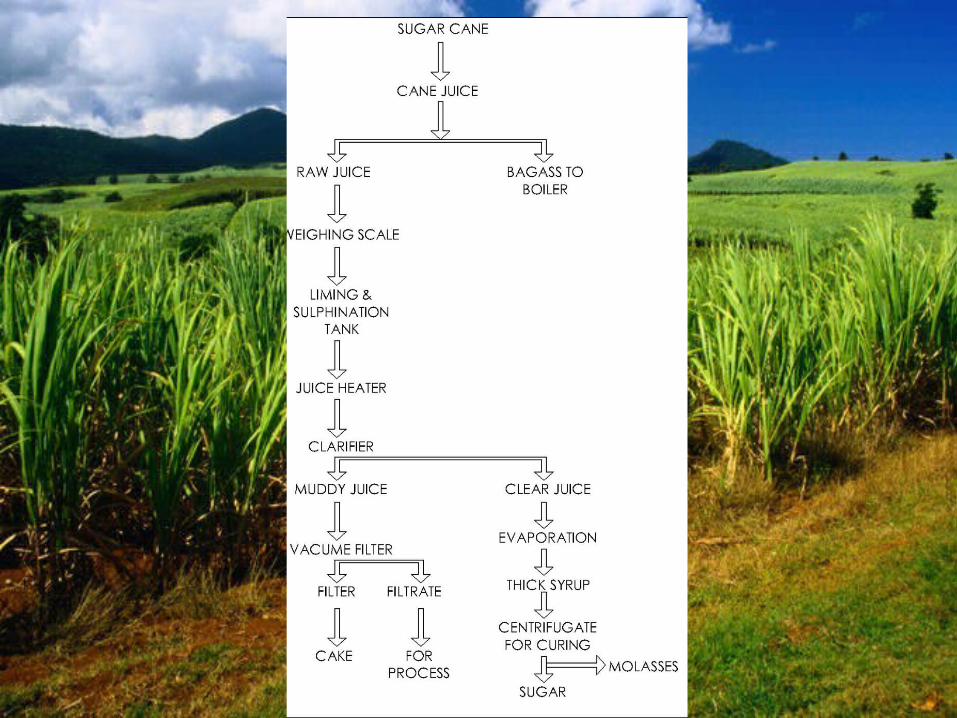
Sugarcane processing produces cane sugar (sucrose) from sugarcane. Other products of the processing include bagasse, molasses, and filter cake.

FACTORY NAME : SAHYADRI SAHAKARI SAKHAR KARAKHANA LTD YASHAVANTANAGAR,TAL.:- KARAD, DIST.:-SATARA, MAHARASHTRA 415110
REGISTRATION NO.:SAT/PRG (A)2, 26 AUG. 1969IND. NO. : SPG/37MAH M.S. 56/91PHONE NO. : 02164 - 271171, 271271FAX. NO. : 02164 -271071FOUNDER CHAIRMAN : SHRI P.D. PATILRAW MATERIAL : SUGAR CANE

ORGANISATION STRUCTURE :

RAW MATERIAL : Sugar Cane Processed Water Electricity Chemicals Steam Yeast
PRODUCTS : Sugar Absolute alcohole Rectified Spirit Extra neutral alcohole
MANUFACTORING PROCESS :
MILLINGThe sugarcane after the removal of top portion are fed into slicing machine which cut them into thin slices by rapidely revolving knives. The material is then sent out to a mill house which consist of generally a two rolled crusher followed by no. of rolled mills usually four in series. Each of mills consist of three grooved rollers the three rolers are about 6’ in length and 3’ in dia. The three rollers of the mills are place at corner of the triangle only the top roller in the case of crusher and the mills moves the bottom roller remaining stationary during extraction a pressure 3 to 6 tones per sq.inch is maintain on each of the top roller the total % of juice extracted by the mill house is about 97% for efficient extraction of juice the cane chips have to be moisture to make them soft The fibrous residue of the mill house is discharge as Bagass.
CLARIFICATION The cane juice form the mill house is slightly acidic it is treated with the sufficient milk of line to adjust the pH. It is then heated to a temp. 210 to 217 degree C. And allowed to settle Lime combines with pectin and the other impurities also consulate the aluminioos material present in the juice after settling the juice is filtered and pump into conical tanks from the bottom of which CO2 is bubbled to ppt the excess of lime as calcium carbonate any soluble calcium sucrose decomposes into black sugar This juice that is known as carbonate juice is blackned the clarified juice is filtered to remove ppt calcium sulfite the calcium sulfite form as a ppt remove the remaining impurities .
EVAPORATION Due to removable of impurities more completely the resultant syrup becomes more mobileIt is concerned by boiling under reduced pressure in multiple effect evaporators in this steam produced in first evaporator used to boil the juice in second being again employed to boil the juice third at still lower pressure & so on. The syrup in last evaporator if coloured is bleeched again by so2 . the colourless pure syrup is then over to vaccum plant for crystallization.

CRYSTALLIZATIONCrystallization is an important unit of operation in manufacturing process of sugar. In the industry it is known as pan boiling . all the sucrose of syrup is not crystallization in single step . due to pressure of higher percentage of reducing sugar in the syrup. The filter rate (Molasses) obtained after first crystallization is worked out further. Massecuite obtained by first crystallization of syrup is called massecuite- A & subsequent massecuite are known as massecuite- B & massecuite- C. DRYINGThe moist crystal obtained from centrifugal machine contains about 15-20% surface moisture . they are dried in traditional dyer. GRADINGDry sugar crystal are graded a/c to crystal fixes by grades of rotex type. The higher varieties are sent to market while the lower varities are remitted & mixed with the syrup a part of them being used for seeding.


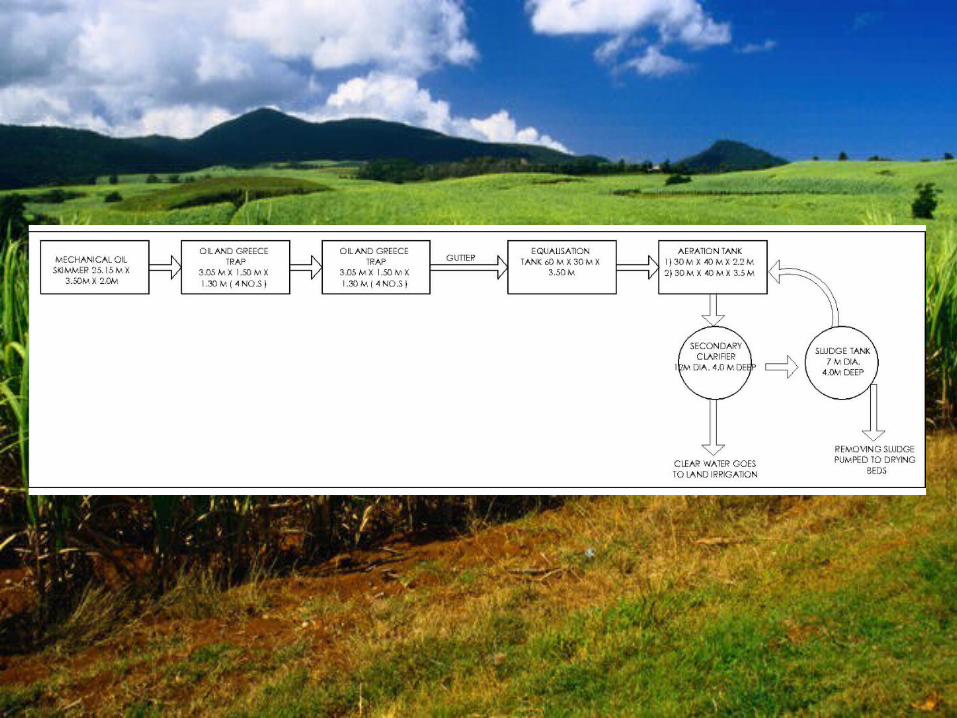
Process Details of waste water treatment :
In the process of sugar manufacturing there are different types of waste water generation from where waste water comes to E.T.P.Influent first comes to oil & grease trap where oil and grease is removed from waste water manually. Then the waste water goes to the equalization tank, before that lime is mixed to the waste water for controlling pH. By addition of lime pH value is maintained.In the equalization tank the retentation period is about 24 hours. Then the waste water entres in the aeration tank bank continuous flow. In the aeration tank the air is supplied to effluent for reduction of B.O.D. by aereators. Aeration tank is connected to secondary clarifier. In the clarifier suspended particles settles at the bottom and the clear water goes for the land irrigation. Tha sludge is removed in the sludge tank by bottom scrapper. The part of sludge re-circulate to aeration tank of remaining sludge is pumped to drying beds. The dried is used on land as fertilizer.
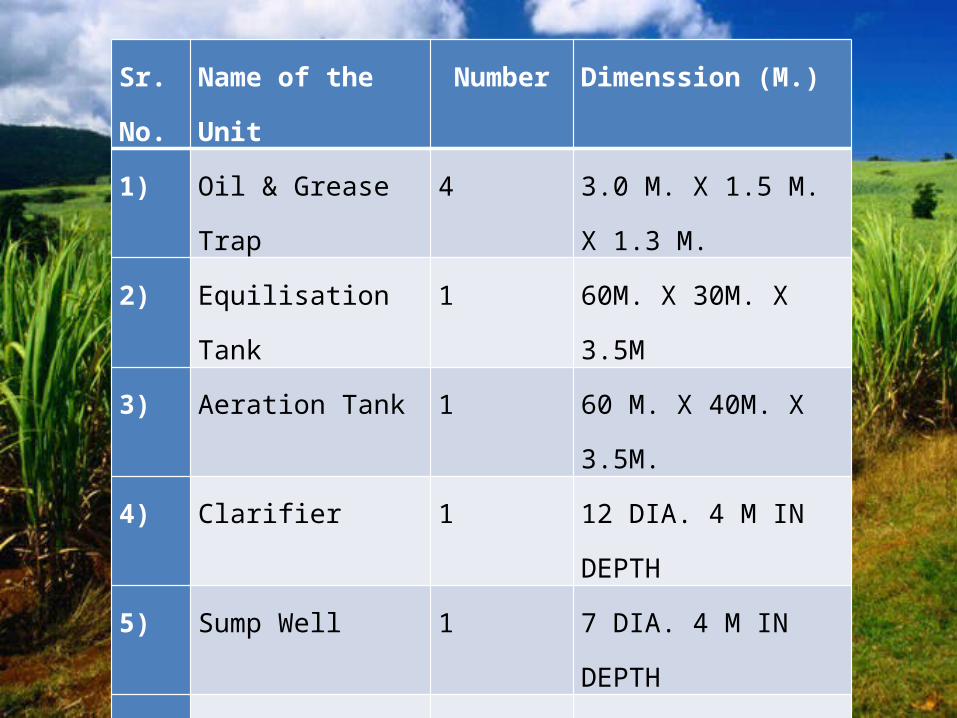
Sr.
No.
Name of the
Unit
Number
Dimenssion (M.)
1) Oil & Grease
Trap
4 3.0 M. X 1.5 M. X
1.3 M.
2) Equilisation Tank 1 60M. X 30M. X
3.5M
3) Aeration Tank 1 60 M. X 40M. X
3.5M.
4) Clarifier 1 12 DIA. 4 M IN
DEPTH
5) Sump Well 1 7 DIA. 4 M IN
DEPTH
6) Monthly
Washing Tank
1 45M X 32 M X 3.5
M.
7) Sludge Drying
Beds
5 10M X 5M X 1M

CHARACTERISTICS OF UNTREATED AND TREATED EFFLUENT1. PHYSICAL CHARACTERISTICS:
COLOUR
The colour of the sugar factory before treatment was brown and it was changed to colourless after the treatment. While the colour of untreated spent wash was dark brown and after the treatment it was slightly changed to light brown colour
pH
In this factory waste water before the treatment was in the range of 4.07 – 5.11 and after the treatment it was in the range of 7.01 – 7.76. The limit of M.P.C.B. for the pH is in the range of 5.5 – 9.0 The values are within these limit.
Temperature :
The parameter of temp. is basically important of its effects on the chemical and biological reactions in the organism in the water. A rise in the temp. of water leads to the spending up of the chemical reaction in the water reduces the solubility of gasses and the amplifies the taste and odour.In this the temp. of spent wash before the treatment was in the range of 38 degree C. – 40 degree C.

Total Solids (T.S.) :
In this the T.S. content of untreated sugar factory waste water was in the range of 2060mg/l. While the T.S. content of treated water was in the range of 980mg./l-1620mg/l. Ths M.P.C.B. limit for T.S. is 2700mg/l.
Total Dissolved Solids (T.D.S.) :
In this, the T.D.S. content of untreated waste water was in the range of 1840mg/l – 2820mg/l. While the T.D.S. content of treated waste water was in range of 900mg/l. The M.P.C.B. limit for T.D.S. is 2100mg./l.
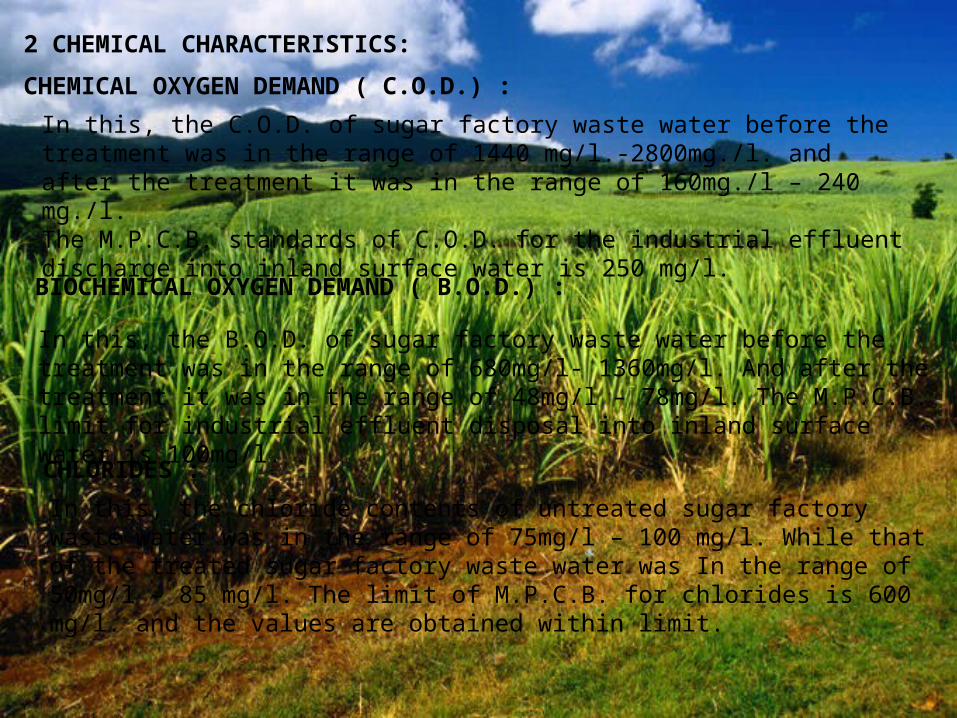
2 CHEMICAL CHARACTERISTICS:
CHEMICAL OXYGEN DEMAND ( C.O.D.) :
In this, the C.O.D. of sugar factory waste water before the treatment was in the range of 1440 mg/l.-2800mg./l. and after the treatment it was in the range of 160mg./l – 240 mg./l. The M.P.C.B. standards of C.O.D. for the industrial effluent discharge into inland surface water is 250 mg/l.
BIOCHEMICAL OXYGEN DEMAND ( B.O.D.) :
In this, the B.O.D. of sugar factory waste water before the treatment was in the range of 680mg/l- 1360mg/l. And after the treatment it was in the range of 48mg/l – 78mg/l. The M.P.C.B. limit for industrial effluent disposal into inland surface water is 100mg/l.
CHLORIDES :
In this, the chloride contents of untreated sugar factory waste water was in the range of 75mg/l – 100 mg/l. While that of the treated sugar factory waste water was In the range of 50mg/l – 85 mg/l. The limit of M.P.C.B. for chlorides is 600 mg/l. and the values are obtained within limit.

Oil and Grease
In the S.S.S.K. the oil and grease was removed manually. There is separate oil collection tank for that. The oil is collected in the barrels and again reused for running the engines in the factoryIn this the oil and Grease content of untreated sugar factory waste water in the range of 19mg/l – 28mg/l. While the range of treated sugar factory waste water was totally nil. The limit of M.P.C.B. for oil and grease is 10mg/l.

