oxy-fuel combustion integrated with a co2 processing unit 46 bialecki workshop... · oxy-fuel...
TRANSCRIPT

Oxy-fuel combustion integrated with a CO2
processing unit
POLISH STRATEGIC PROGRAM
„ADVANCED TECHNOLOGIES FOR ENERGY GENERATION”
coordinator: Wojciech Nowak
AGH University of Science and Technology
Kraków, Poland
Ryszard Białecki
Silesian University of Technology
Gliwice, Poland

D e t a i l e d o b j e c t i v e s
To recommend one out of three coal burning technologies (PC, CFB, PCFB) best fitting for oxy-combustion technology.
To evaluate modernization possibility of current power system by retrofitting operating/exploited units for oxy-combustion.
To indicate development directions of clean coal technologies in Poland.
To reach technological readiness to demonstrate industrial scale power unit equipped with oxy-combustion boiler integrated with CO2 sequestration.
Wrocław University of Technology
Silesian University of Technology
Częstochowa University of Technology
Institute for Chemical Processing of Coal
Tauron - Power Station Łaziska
Wrocław University of Technology
PGE - Power Station Power Station Turów
Foster Wheeler Energia, boiler manufacturer
Eurol Innovative Technologies (SME)
Institute of Power Engineering
2000-2015, budget €22M


ignition, pollutants, interaction with ash, comparison of different fuels
Combustion of single coal particle: normal and increased pressure Selected findings
• ignition time in air shorter than in oxy
• stable conditions of ignition in a laminar flow reached 536°C for coal and 520°C for lignite
• lower emission in oxy-combustion
• lower unburned content in oxy mode
• co-firing may be beneficial
• stabilized ignition when cofiring
• deposition rate of ash in oxy twice higher than that of air
• oxy atmosphere lowers the ash sintering temperature
`
O2 CO2
MSC

Patent pending
P. 411669: System for
CO2 capture in oxy-combustion of solid fuels in circulating
fluidized bed boilers
Exp
erim
ents
Measurements (flue gases concentrations time courses)
13 main flue gas components
In-furnace sampling @ 4 levels
Integration
Oxy-Fuel CFB Combustor
VPSA-CO2
Unit
Factor Recommendations
O2 con. 30%-vol. or higher
O2 exc. between 5% - 15%
Temp. ca. 850oC
PG/SG insignificant impact
Range of investigations

Localization of measurement probes in the boiler design stage
Samples of boiler steel
Corrosion tests – 154 MWth CFB boiler
X8CrNi HR6W

Continuous transition from air to oxy-combustion
► the range of investigations: - pressure (0-8 bar) - O2 fraction in oxidizer (up to 35%-vol.)
► tests on PCFB 0,2 MW NOX and SO2 emission
Pilot PCFB 0,2 MWth unit
Pressure 5 bar O2/CO2 = 30/70 reduction of emission compared to air o 50% reduction of SO2 o 70% reduction in NOx

Pilot scale tests on 0,5 MW PC – Power Engineering Institute, Warsaw
► O2/CO2 atmosphere reduces combustion temperature if O2 fraction <27%-vol
► Combustion time in O2/CO2 shorter if O2 > 21%-vol.
► Wet recirculation rises temperature and shortens combustion time
► Flue gas recirculation of RR=74% (heat exchange)
► Oxy-combustion reduces NOx emission (by about 25%)
► Oxy-combustion shortens the burn-out time of pulverized coal (by about 30-50 %) allows combustion of coarser coal particles lower costs of fuel preparation higher net efficiency of power unit
Two designes of vortex burners fitted for oxy-combustion, both for retrofitted and new boilers
Patent pending: Method and burner for combustion of pulverized
coal in concentrated oxygen flux
experiments using Laser Induced Fluorescence

Patent pending Method of granulate production, especially perovskite structure compounds in thermal decomposition process of metal compounds with use of Spray-pyrolysis apparatus with inner air heating system.
Membrane processes
Patent pending Method of oxygen separation out of air with use of perovskire collar-less pipe membranes
PSA technology on zeolite bed

Mobile installation for oxygen separation VPSA-O2
Adsorber, station valve and measuring system
► Pilot installation: - output: 100 m3
N/h - oxygen purity: 95% - vol. - sorbents: zeolite molecular sieve, active Al2O3

Four-bed V-PSA installation Two-bed PSA installation Mobile four-bed DR-VPSA installation
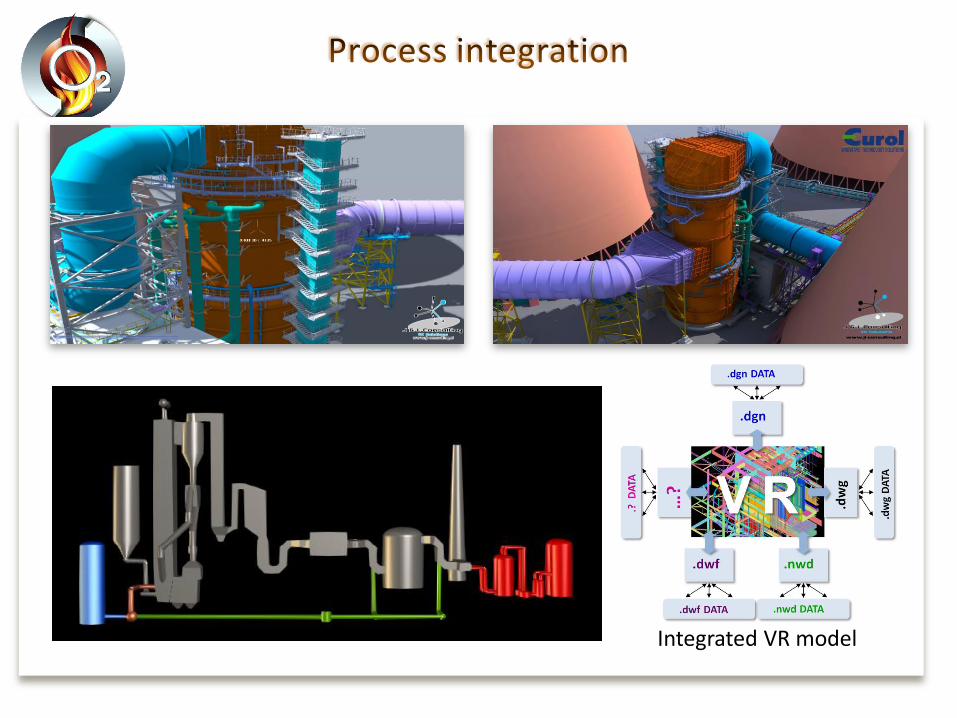
Integrated VR model

► identification of technical and economical risk factors ►risk evaluation connected with oxy-combustion power unit choice

► Thermodynamic analysis allowed for optimisation of oxy-combustion power unit
Patent pending: Method of solid fuels drying
quality improvement especially in power
plant using oxy-combustion”
Patent pending: Method of technical gasses
compression, especially carbon dioxide”
Final aftercooling of carbon dioxide with the use of absorption heat pump system
Patent pending: Method of final after cooling of carbon dioxide with the use of
absorption heat pump system
Model of the separation

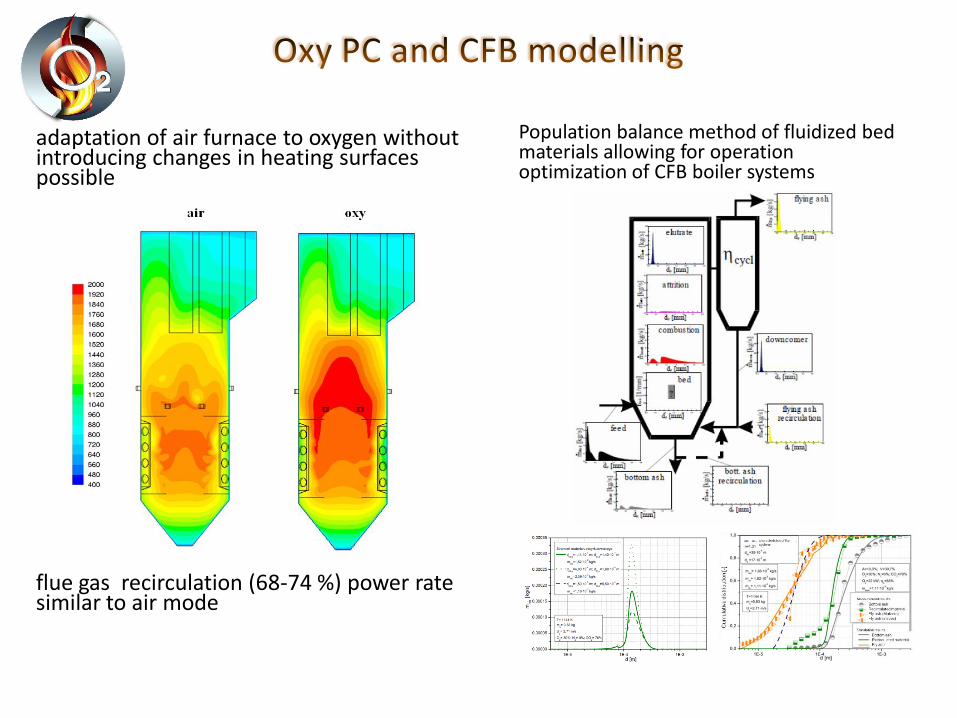
adaptation of air furnace to oxygen without introducing changes in heating surfaces possible
flue gas recirculation (68-74 %) power rate similar to air mode
Population balance method of fluidized bed materials allowing for operation optimization of CFB boiler systems

► LES and RANS simulation methods
Possibility to apply developed mathematical models to design or adapt oxy-combustion PC and CFB
boilers in industrial scale installations
21% O2/75% CO2 35% O2/65% CO2
Temperature fields in various oxidizing atmospheres - simulation using Large Eddy Simulation method
A mean temperature in O2 = 30% CO2 = 70%
RANS LES

Volume fraction of the solids phase in a CFB combustion chamber
Numerical model of oxy-combustion in CFB boilers
separators
heat transfer surface
primary O2
secondary O2


Sustainable Development Index ratio of cummulative exergy consumption and exergy of products
Sust
ain
able
De
velo
pm
ent
Ind
ex
boiler island
steam cycle
ASU CPU
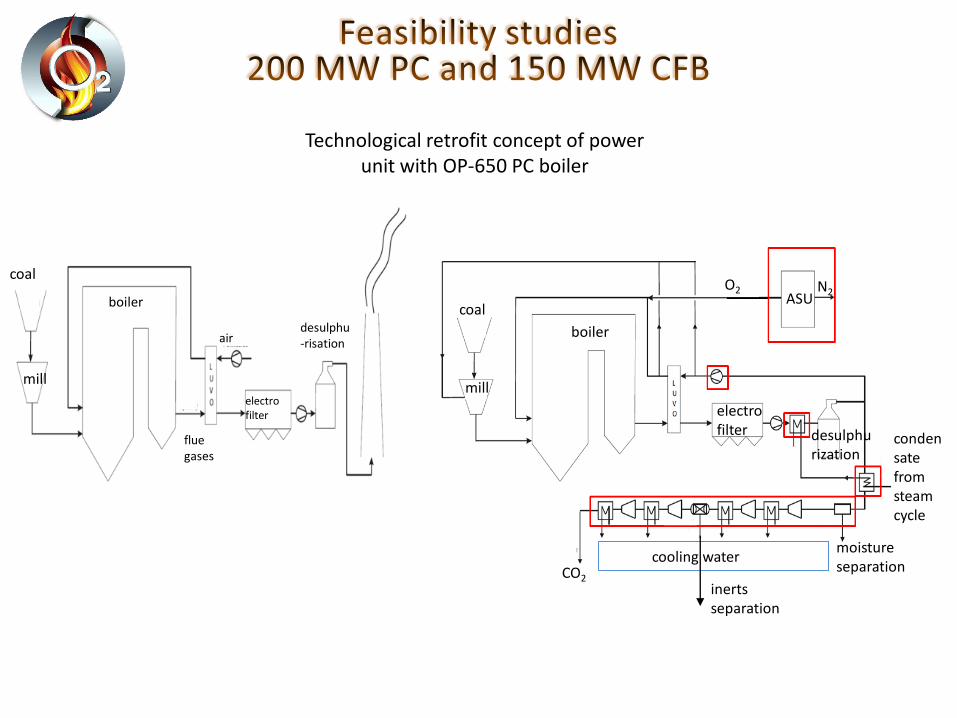
Technological retrofit concept of power unit with OP-650 PC boiler
coal
mill
boiler
air
flue gases
electro filter
desulphu-risation
coal
mill
boiler
electro filter desulphu
rization
ASU
cooling water
condensate from steam cycle
moisture separation
inerts separation
CO2
O2 N2
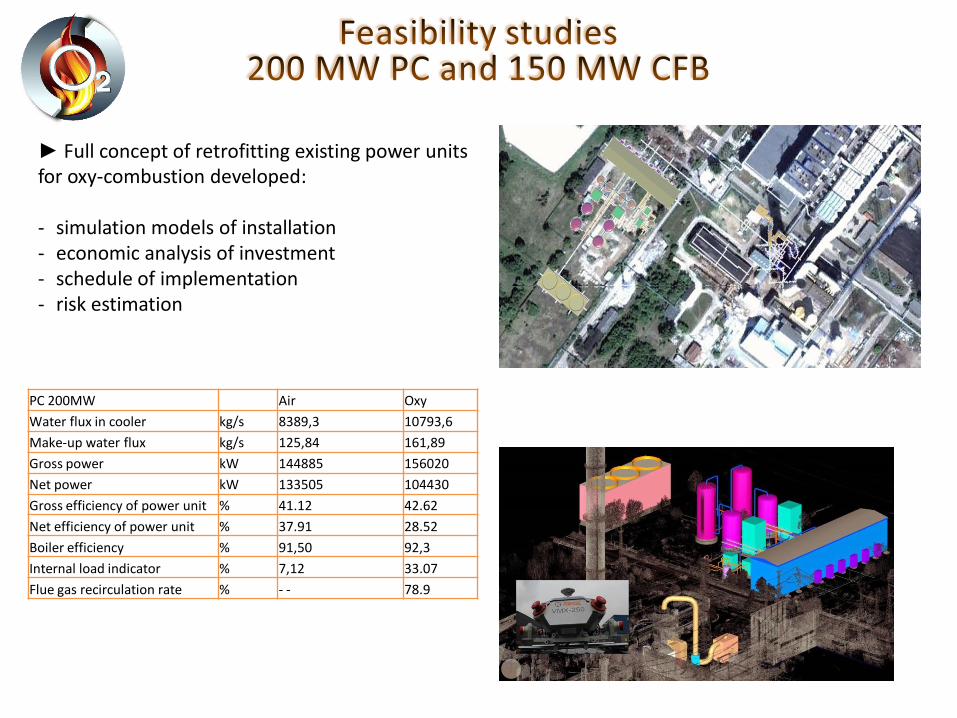
► Full concept of retrofitting existing power units for oxy-combustion developed: - simulation models of installation - economic analysis of investment - schedule of implementation - risk estimation
PC 200MW Air Oxy
Water flux in cooler kg/s 8389,3 10793,6
Make-up water flux kg/s 125,84 161,89
Gross power kW 144885 156020
Net power kW 133505 104430
Gross efficiency of power unit % 41.12 42.62
Net efficiency of power unit % 37.91 28.52
Boiler efficiency % 91,50 92,3
Internal load indicator % 7,12 33.07
Flue gas recirculation rate % - - 78.9
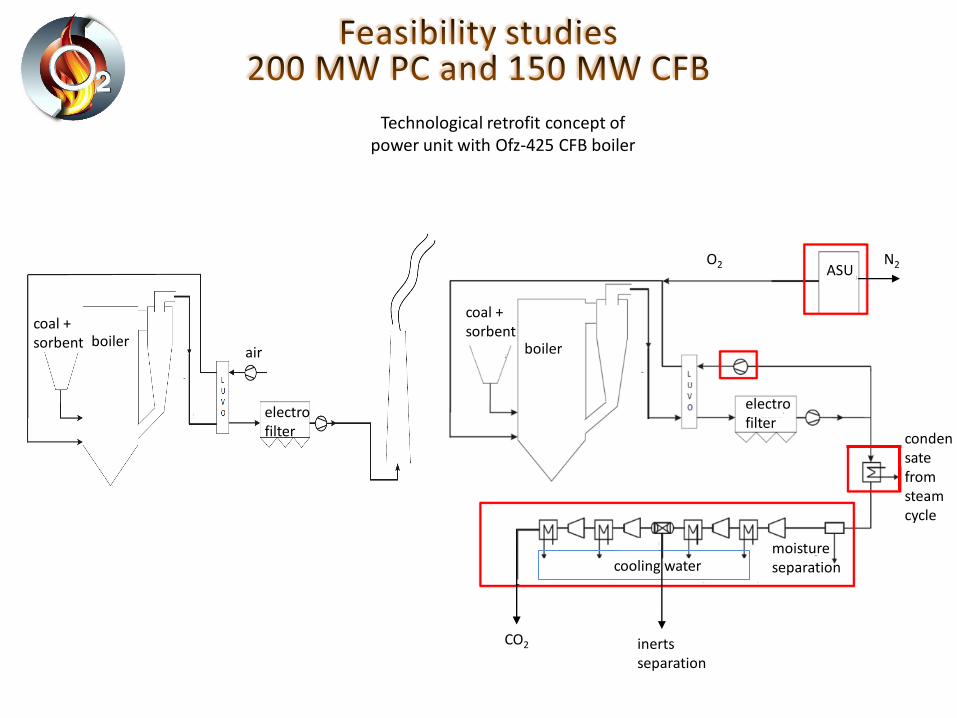
Technological retrofit concept of power unit with Ofz-425 CFB boiler
inerts separation
coal + sorbent boiler
air
electro filter
coal + sorbent
boiler
electro filter
ASU O2 N2
cooling water moisture separation
CO2
condensate from steam cycle
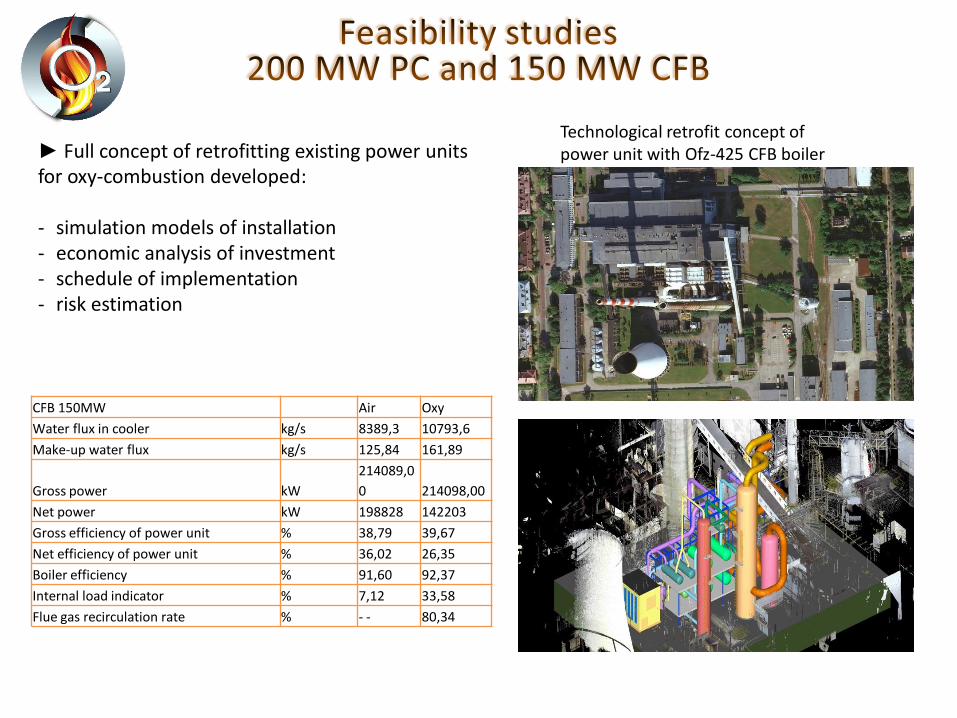
Technological retrofit concept of power unit with Ofz-425 CFB boiler
CFB 150MW Air Oxy
Water flux in cooler kg/s 8389,3 10793,6
Make-up water flux kg/s 125,84 161,89
Gross power kW
214089,0
0 214098,00
Net power kW 198828 142203
Gross efficiency of power unit % 38,79 39,67
Net efficiency of power unit % 36,02 26,35
Boiler efficiency % 91,60 92,37
Internal load indicator % 7,12 33,58
Flue gas recirculation rate % - - 80,34
► Full concept of retrofitting existing power units for oxy-combustion developed: - simulation models of installation - economic analysis of investment - schedule of implementation - risk estimation

Location of CO2 capture installation key elements for 30 MWe scale

CFB Turow Power Plant case study
CO2 pipeline routes from PGE Turow Power Plants to geological structures in Kowalowo, Bogdaj and Radnica
- CO2 pipeline project – alternative routes - CO2 pipeline project – option routes -Turow Power Plant - proposed locations of geological structures of CO2 storage - Natura 2000 area

Development of oxy-fuel combustion technology in Poland

Conclusions What do we know? (1)
CO2 quality • tests and numerical simulations confirmed 80%+ CO2 purity without
dedicated CPU system • 99% CO2 purity possible if cryogenic or adsorption CPU system is applied Efficiency penalty & improvements • 10% points efficiency penalty for not integrated plant (air-fired ref.) • reduction to 7% points penalty possible by process integration and waste
heat utilization • further efficiency improvement by waste nitrogen utilization for coal
drying or cooling purposes • low excess oxygen and low NOx operation demonstrated • high steam cycle efficiency makes integration more effective

What do we know? (2)
Implementation perspective • only larger scale projects still going ahead: Callide 100MW (Aus),
FutureGen (USA) 167MW and White Rose (UK) 426MW • China increasing interest • large-scale tests needed for demonstration of integrated oxy-fuel plant
concept • flexible air- and oxy-mode switching possible • CFD studies proved the possibility for oxy-fuel retrofit of existing boilers
What do we know? (3)
Different technological options 5bar CFB pressurized oxy-coal tested » High efficiency » Good fuel flexibility » Retrofit and using existing turbo-machinery possible Oxy-Lignite - great potential for clean combustion » lignite moisture impacts the efficiency » Integrated grinding/dryer » less flue gas, smaller plant » idea for ASU-waste nitrogen use for lignite drying

What do we know? (4) example of optimization results – lignite-fired PC boiler

What do we know? (5) Exemple of optimization results – lignite-fired PC boiler
Case number
Description
1 reference oxy-fired unit 2 30% molar share of oxygen in oxidizer 3 heat recovery from flue gas and compressors intercooling to steam cycle
4 steam-driven compressors in ASU and compression train
5 heat recovery from the flue gas to combustion oxygen
6 lignite drying by preheated waste nitrogen
7 lignite drying by preheated air and waste nitrogen
8 “wet” recirculation of flue gas to boiler 9 partial replacement of CO2 compression by CO2 pumping, made possible by
previous CO2 condensation by water cooled in air-cooled tower 10 partial replacement of CO2 compression by CO2 pumping, made possible by
previous CO2 condensation by water cooled in air-cooled tower and nitrogen-cooled tower
11 combination of the above improvements that results in the highest net electrical efficiency of the power unit

What do we know? (6) Example of optimization results – lignite-fired PC boiler
Air-fired reference: 43,78 %