optirail d1 1 knowledge maintenance operations vfinal
DESCRIPTION
OPTIRAIL D1 1 Knowledge Maintenance Operations VFinalTRANSCRIPT

KNOWLEDGE AVAILABLE ON MAINTENANCE
OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED &
CONVENTIONAL LINES
Deliverable nº: D1.1.
EC‐GA Number: 314031Project full title: Development of a Smart
Framework Based on Knowledge to Support Infrastructure Maintenance Decisions in Railway Corridors
KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 2
Work Package: WP1
Type of document: Deliverable
Date: 15/03/2013
Transport; Grant Agreement No 314031
Partners: VIAS (ES), SINTEF (NO), LTU (SE), ADIF (ES)
Responsible: VIAS
Title:
D1.1. KNOWLEDGE AVAILABLE ON
MAINTENANCE OPERATIONS AND
SURVEYING SYSTEMS ‐ HIGH SPEED
& CONVENTIONAL LINES
Version: 1 Page: 2 / 124
Deliverable D1.1. KNOWLEDGE AVAILABLE ON MAINTENANCE
OPERATIONS AND SURVEYING SYSTEMS – HIGH SPEED & CONVENTIONAL LINES
DUE DELIVERY DATE: M4
ACTUAL DELIVERY DATE: M6

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 3
Document History
Vers. Issue Date Content and changes Author
0 06/11/2012 First version VIAS
1 04/02/2013 Second version VIAS
2 11/02/2013 Third version VIAS
3 05/03/2013 Fourth version VIAS
Document Authors
Partners Contributors
VIAS Carlos Martínez, Manuel Menéndez, Jorge Rodríguez, Jose
Ricardo Roca, Rosalía Alonso, Hélène Siboni
ADIF Miguel Rodríguez Plaza, Álvaro Andrés Alguacil, Álvaro
Mascaraque Sillero, Diana Alonso Gimeno.
LTU Diego Galar, Roberto Villarejo, Carl‐Anders Johansson, Behzad
Ghodrati
SINTEF Andreas Seim, Narve Lyngby, Andreas Økland, Trygve
Jakobsen.
Dissemination level: PU

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 4
Document Approvers
Partners Approvers
VIAS Manuel Menéndez
CARTIF Marta Galende, Gregorio Sainz
UGR Jose Manuel Benítez
SINTEF Andreas Seim
MERMEC Francois Defossez
OSTFALIA Frank Klawonn
ADIF Miguel Rodríguez
EVOLEO Pedro Ribeiro

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 5
Executive Summary The main objective of this WP is to analyse how the maintenance operations have been changing over the
time and, how are planning and scheduling by different railway administrators along the corridors, to start
discovering and undertaking what requirements or needs implied the track´s maintenance and
conservation works between cross borders.
For that, it is mandatory to have an in‐depth knowledge about the railway tracks along the corridors
analysing the difference between countries, not only about what elements conform the tracks, at
superstructure and subgrade level, but also what construction techniques are followed to reach the quality
criteria, trying to identify if the subgrade have influence over the superstructure or what external
parameters affect the track maintenance.
An analysis of traffic thresholds have been done in these deliverable to understand the importance of the
faults found on the track and understand the difference between the countries depending on the
characteristics of their tracks.
Finally, we can see an overview of the different kind of traffic that exists along the corridors with a short
description of the main characteristics of the nets and what resources are available.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 6
TABLE OF CONTENTS
1. MAINTENANCE OPERATIONS OVER THE TIME ...................................................................................................... 8 1.1 HOW MAINTENANCE TECHNIQUES CHANGE OVER THE TIME ................................................................................ 8 1.2 HOW MAINTENANCE IS PLANNING AND SHEDULING ALONG THE CORRIDORS, CROSSBOARDERS ..................... 11
2. THE TRACKS ALONG THE CORRIDORS ................................................................................................................. 21 2.1 SUBSTRUCTURE ..................................................................................................................................................... 21
2.1.1 SUBGRADE ........................................................................................................................................................................ 21 2.1.2 STRUCTURES ..................................................................................................................................................................... 31 2.1.3 TUNNELS ........................................................................................................................................................................... 40 2.1.4 DRAINAJE DEVICES ............................................................................................................................................................ 46
2.2 SUPERSTUCTURE ................................................................................................................................................... 50 2.2.1 TRACK AND THEIR ELEMENTS ........................................................................................................................................... 50 2.2.2 TRACK BED ........................................................................................................................................................................ 63 2.2.3 ECONOMICAL ANALYSES ................................................................................................................................................... 75
2.3 TRAFFIC THERESHOLD ........................................................................................................................................... 81 2.3.1 QUALITY INDEX, EVALUATION VALUES, DECISIONS MAKING, ALONG THE CORRIDORS ................................................... 81 2.3.2 LEVELING, ALIGMENT, CAMBER, WARP ............................................................................................................................ 88
2.4 DIFFERENCES BETWEEN DIFERENTS KINDS OF TRAFFIC, PASSANGERS, FREIGHT ............................................... 107 2.5 INFLUENCE OF INFRASTRUCTURE OVER SUPERSTUCTURE ................................................................................. 112
2.5.1 EXTERNAL AGENTS .......................................................................................................................................................... 112 2.5.2 COMPARISON BETWEEN TWO EMBANKMENTS BUILD WITH DIFFERENT MATERIALS OVER DIFFERENT FUNDATIONS 118
3. REFERENCES .................................................................................................................................................... 122

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 7
Acronyms JBV Jernbaneverket, Norway Railway Administrator
RCM Reliability Centred Maintenance
TRV Traffikverket, Sweden Railway Administrator
SJ Stantens Järnvägar
BV Banverket
RENFE Red Nacional de Ferrocarriles Españoles, National Spanish Rail Net
AVE Alta Velocidad España, High Speed Spain
GIF Gestor de Infraestructura Ferroviaria
ADIF Administrador de Infraestructura Ferroviaria
CBM Condition Based Maintenance
UT Ultrasonic Testing
UNE Una Norma Española, A Spanish Standard
NLT Norma de Laboratorio, Lab Standards
EV1 First Charging modulus
EV2 Second Charging modulus
UIC Union Internationale des Chemins de Fer‐ International Union of Railways
TBM Tunnel boring machine
NSB National Norwegian Railways
NS Norwegian Standard
CR Corazon Recto, Straight Frog
CC Corazón Curvo, Curve Frog
CM Corazón Movible, Movable Frog
NAV Norma Alta Velocidad, High Speed Standard
NRV Norma Renfe, Renfe Standard
MSEK Million Swedish Kroner
alb lateral bogie acceleration
avc vertical axle box acceleration
alv vertical carbody acceleration
avv lateral carbody acceleration
JVTC Lulea Railway Research Center

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 8
1. MAINTENANCE OPERATIONS OVER THE TIME
1.1 HOW MAINTENANCE TECHNIQUES CHANGE OVER THE TIME
In these chapter we are going to describe, from railway administrator´s view, how are changing the
maintenance operations over the time.
NORWAY :
Historically, maintenance and renewal in JBV have been governed by a body of technical rules (Teknisk
regelverk). The body of rules covered both what maintenance methods to apply, how often/when to apply
the methods, and threshold values for critical quantities such as twist, gauge failures, types of rail defects
etc., to determine intervention/renewal. In 1997 JBV conducted a pilot study to investigate whether
reliability centred maintenance (RCM) would give a more efficient maintenance. The results were
promising, and in the beginning of the new millennium, the so‐called maintenance project was launched.
Important activities launched were:
A governing document for maintenance in JBV (The maintenance handbook).
Introducing MAXIMO as the computerized maintenance management system, and later adopted for
hand held devices used “at the track”.
The introduction of the concept of generic RCM analysis, piloting the method for the signal discipline,
and then the remaining disciplines followed.
The introduction of the concept of local adaption, meaning that the results from the generic RCM
exercises forms a basis for local adaption based on local conditions.
Methods for prioritization of renewal and larger maintenance project.
The concept of “sustainable maintenance” in cooperation with TU Graz.
Interval optimization methods.
SWEDEN :
The main advantages of rail transport are the large capacity and low energy consumption, but there are
drawbacks. The timetable application procedure is regulated by the Transport Agency; thus, TRV must
apply for track capacity along with all other operators. As all applications are sent to and processed by TRV,
TRV sends its application to itself – albeit to another department within TRV. The whole process is
monitored by the Transport Agency.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 9
Statens Järnvägar (SJ) (Swedish State Railways), founded in 1856, was a Swedish agency responsible for
operating and maintaining the state’s railways. In 1988, the railways and the infrastructure management
were separated from SJ to form a new agency, Banverket (BV) (Swedish Rail Administration. Ten years later,
new policies in 1998 divided Banverket into a client and contractor in order to increase efficiency and
effectiveness. The first outsourcing of maintenance started shortly thereafter (BV 2008). The de‐
monopolisation in the EU began in 1991 when the various European states were commissioned to separate
the operation of traffic from the IMs, sprang from directive 91/440/EEC (European Commission 1991). It is
difficult to directly compare states’ deregulation processes, as their approaches differ. Alexandersson and
Hultén call the Swedish process the incremental approach, the British process the rationalist process, and
the German and Dutch process the wait and see incremental process (Alexandersson et al. 2008).
Comparing with the US, the deregulation of railways in started 15‐25 years before the EU deregulation, but
the process is different, as it is predominantly a freight market (Alexandersson et al. 2008).
In 2001, the Swedish railway operator SJ was disbanded and incorporated into six to eight companies, all
owned by the government (Alexandersson et al. 2008, Espling et al. 2008). Two of the companies are train
operators, SJ AB and Green Cargo. The monopoly of the train operation was ended in 2009, allowing free
competition. In 2010, 42 operators submitted applications for the annual timetable of 2011 (TRV 2010g).
TRV is one of the applicants, e.g. for maintenance activities.
SPAIN :
In 1941, was approved the “Basic Law on Management of Railway and Road Transport” grouping in a single
company to all railway companies had gauges of 1.668 meters, that is, RENFE, was born.
In 1949 was approved the “Guadalhorce Plan”, General Plan for Reconstruction and urgent Reforms, which
recovers and strengthens the network and start the electrification of it, including the completion of
Centralized Traffic Centers and automation in traffic regulation.
In 1975 began the research about high speed lines, In 1986 was approved the “Railway Plan” which had
the objective of achieve speeds over 200 km/h, for that renewal works were done, launching the first
Spanish High speed line in 1992, AVE, “Alta Velocidad España” between Madrid and Sevilla, which will reach
300 Km/h.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 10
The result of the reorganization of the railways was establishing a body responsible of the infrastructure,
for the maintenance of existing lines and the construction of new lines. This organism is the GIF, Railway
Infrastructure Manager. The rolling stock and its exploitation are left RENFE, but gradually they may
circulate over GIF lines any other companies.
In November 2003 published the “Railway Sector law”. This law takes effect in 2005 and makes breaking
the monopoly of rail transport that prevailed in Spain since the end of civil war. The enforcement involves
the creation of ADIF, Railway Infrastructure Administrator who will be responsible for managing the
infrastructure and make investments for the construction of new lines.
The railway maintenance can be defined as the set of actions that ensure the quality of the rail track in
relation with the requirements of the traffic, owing to the deterioration of the elements constituting the
track as the corresponding geometric parameters, by atmospheric agents or by the vehicles passing by.
This operation, called “maintenance according to the status of the track”, means an initial state of the
elements and is not allowed to that lines that needs a renovations to reach these state. Before that point
reached, gradual restorations will be done.
The evolution of the rail was bound to the maintenance design, the first maintenance defined was “Break
down maintenance” eventual and immediate repairs, this corrections can vary the homogeneity of the road
causing rapid wear, and prompting premature renewals.
The faster increase of the trains speed, made fixing other criteria to define a new kind of maintenance,
based not only on the security of the travelers, but in their comfort, that was invest “periodic revisions”
that means to check all the railway elements, acting over them in a determinate period of time.
Later and as each materials have different degradation speeds was established a “cyclical conservation”,
defining frequencies depending on the element or in the geometric to maintenance, depending on the
characteristics of the track and their traffic, that means that it was mandatory to establish the operations
and the frequency of acting to obtain a homogeneity of the rail superstructure.
One more time, the evolution of the techniques introduced in the railways and in the rolling stock
decreased the importance of railway elements checking, improving the using of geometric parameters

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 11
which involve the use of heavy machines for the detection and classifications of the failures merging into a
“Maintenance according to the state of the track” which acts on the parameters and elements where a
failure is known and its development will make necessary an immediately performance, here is the need to
define corrective actions.
1.2 HOW MAINTENANCE IS PLANNING AND SHEDULING ALONG THE CORRIDORS, CROSSBOARDERS
NORWAY :
RELIABILITY CENTRE MAINTENANCE:
When the maintenance project was launched in JBV, one of the first activities was to plan for the
implementation of reliability centred maintenance (RCM). Since the number of components is very large, it
was considered impossible to conduct a RCM analysis for every component on the track along the line, e.g.,
all turnouts of a railway line. To cope with this challenge, the concept of generic RCM analyses was
introduced. In such a generic approach, a fictive (reference) line of 400 km was considered. For such a line a
representative set of components were assumed. For each component type, e.g., a turnout, a RCM was
then conducted for the fictive set of turnouts on that line.
To speed up, and harmonize the analyses, a set of TOP events were introduced. These TOP events were the
same for all component types, and covered safety events such as derailment, collision, fire, etc., and
punctuality events like full stop, reduced speed, running with 40 km/h on command from train control
centre etc. Totally, some 10‐12 TOP events were considered, and for each of them a consequence category
was assigned (for safety related to number of fatalities). Then, for each failure mode encountered in the
analysis, the corresponding consequence category could be found by a simple look‐up by specifying the
TOP event. To plot each event in a risk matrix, the only effort was then to assess the failure frequency
(without maintenance) and multiply with the typical number of components on the reference line.
The risk matrix comprises three risk levels (green, yellow and red), where for failure modes in the red area a
preventive maintenance activity is mandatory, in the yellow area a preventive maintenance activity is to be
considered and implemented if it is efficient, and in the green area the default action is “run to failure”, i.e.,
a corrective strategy. The risk matrix were calibrated such that the total risk by accepting all “yellow risk”
would not exceed 10% of the total risk associated with railway activity in Norway.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 12
The use of generic RCM analyses, together with the use of TOP events made it possible to work through
almost all component types with a reasonable work load. The generic RCM analyses resulted in a set of
generic maintenance routines with generic intervals. These intervals were not undertaken any formal
optimization, and the intervals were initially set based on historical experience. These intervals are to be
optimized by formal methods in the future as part of a continuous improvement regime.
The way RCM has been implemented has also changed the view on maintenance in connection to the body
of rules. Previously the maintenance regime was implemented as part of the body of technical rules, both
with respect to what to do, how often, and intervention levels. After the RCM exercises were conducted,
the idea is that the body of technical rules determines the required quality of the track, e.g., limits for twist,
gauge failures etc. These limits are based on technical calculations ensuring that given these limits, it is safe
to run trains. Then RCM is a risk based approach that shall verify that the maintenance program keep the
track within it’s safe operational envelope.
To optimize maintenance intervals, JBV has developed the computerized tool OptiRCM, since the TOP
event information is imported from the qualitative RCM, the quantification of the economic impact of a
failure mode is calculated directly without any effort from the user of OptiRCM. However, the qualitative
RCM does not contain any information regarding cost of preventive and corrective maintenance. Hence, an
input module is provided where the maintenance cost is specified.
For ultrasonic inspection of the rails, a dedicated model, the OptiUL model has been developed and used
by JBV.
An economical model has also been developed to assist in the prioritization of renewal and larger
maintenance projects. The model is implemented in the PriFo tool. The main objective of using the PriFo
tool is to assist the renewal manager at each line to prioritize the projects he or she would bring forward to
the central body responsible for distributing resources to the administrative areas, and thereafter to each
line.
SWEDEN :
Maintenance is divided into preventive and corrective maintenance; see Figure 1 for the respective
subcategories. TRV is in favour of preventive maintenance and, as much as possible, condition based
maintenance (CBM).

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 13
FIGURE 1: STRUCTURE OF THE MAINTENANCE ACTIVITIES
PREVENTIVE MAINTENANCE
CONDITION BASED MAINTENANCE:
CBM should be carried out in such a way that the lifetime of the assets is maximised. TRV uses five
inspection classes, B1‐5; these are a function of train speed and traffic volume. The boundaries of each
class are found in Figure 2. For example, class B2 is for speed limits 40 to 80 km/h and traffic of 0 to 8
million of ton per track and year.
FIGURE 2: THE FIVE INSPECTION CLASSES USED BY TRV, CLASS=F (SPEED, TRAFFIC)
Every asset must be inspected a certain number of times each year depending on the class and the
following factors:

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 14
Train speed
Traffic volume
Type of traffic, e.g. hazardous freight
Type of surrounding environment
Geotechnical prerequisite
Technical structure
Built in safety systems
Age and condition of assets
For example, the rail has to be inspected once a year for class B1, twice for B2, and three times for the
other classes. However, the number of inspections can also be lower than once yearly, e.g. once every four
years.
The safety inspections are more comprehensive than the maintenance inspections. These inspections
consider the factors that may cause risk or harm to humans and/or the environment, such as traffic, power,
work, third person, operation and environmental accidents and incidents.
TRV’s inspection instructions apply to regional primary maintenance contracts and national maintenance
contracts. Thus, they include instructions for track geometry and ultrasonic testing cars.
Inspection results are classed differently for the two kinds of inspections. For safety inspections, the
classifications are: urgent, week, month and before next inspection. For maintenance inspections, these
are: month, year and when time is found.
Track geometry measurement is a part of the national maintenance contracts. The regional contractors do
the track adjustments but the client must make the track measurement diagrams.
Another part of the national maintenance is testing with the ultrasonic testing car (UT‐car). All marks
registered by the UT‐car are manually checked and registered in BESSY.
Optram is used to access and analyse data from the measuring cars. Optram is an online Java based
computer program. Using the asset structure of BIS, it combines data from track geometry cars and UT‐
cars.
An updated laser system for contact wire measurements has recently been implemented.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 15
TRV has an extensive network of detectors in Sweden for condition based maintenance (CBM); about 160
detectors in total. The detectors give automatic alarms or data for manual analysis. Preventive
maintenance of the detectors is regularly carried by contractors. Table 1 shows the various types of
wayside detectors used in Sweden.
Indicators extracted from are related to the rolling stock and therefore out of the scope of this report.
Nevertheless, the rolling stock is as important as the infrastructure since it will be in similar condition
(Lardner 1850).
TABLE 1: RAILWAY WAYSIDE DETECTORS AND THEIR FUNCTION IN THE SWEDISH RAILWAY NETWORK
PREDETERMINED MAINTENANCE:
TRV’s BVF 817 regulates how the predetermined maintenance actions are to be performed. Examples are
lamp bulb replacements, battery replacements, traffic information boards’ maintenance, relay tests,
insulated joints, tightening screws, lubricating switches etc., controlling rail lubrication machines, cleaning,
calibration, visual inspections. For facilities, it includes the control of redundant power plants, the
recommendations from manufacturers or empirical knowledge. Periodicity varies from 26 times a year to
once every ten years.
FAILURE IDENTIFICATION AND FOLLOW‐UP:
All persons who find a fault in the railway or suspect a fault are asked to report it to TRV’s operation central
in the region in question. Often the person reporting a failure is the train driver. The central operation
registers the fault in the computer program Basun as a work order. Basun is used to handle traffic
information within TRV. Faults are registered in Basun but the data are transferred to another computer
program, Ofelia, for follow‐up. The operation centrals contact the maintenance contractor for restoration

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 16
of the faulty system. When a work order is completed, it is registered in Ofelia by the contractor. Follow‐up
can be done in Ofelia by contacting the operation central and reporting the measure taken. The completion
and closing of work orders must be carried out within 24 hours.
Compulsory fields to fill out in Ofelia are:
Position
System type
Actual failure
Cause of failure
Action taken
Time at work start
Time at work completion
Immediate correction must be taken if the fault has any symptoms that can:
Influence safety
Cause delayed trains
Create environmental risks in the workplace
Disturb a third party
Involve environmental hazard.
Actions taken as a result of safety and maintenance inspections are not registered in Ofelia; since 2010,
Rufus has been used.
The repair process of an urgent fault is shown in Figure 3.
FIGURE 3: FAILURE IDENTIFICATION AND FOLLOW‐UP

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 17
POLAND :
In Poland, the maintenance operation is governed by "Technical conditions Id‐1" (D‐1), refer to the tracks of
international gauge railway lines and establish the scope of maintenance requirements of the
superstructure for the safe operation of the technical parameters defined for certain line operation.
The diagnosis of the rail tracks includes:
Visual inspection, test and measurement,
Analysis, evaluation and interpretation of the results,
Development of the conclusions and recommendations of operation and maintenance,
Recording and archiving of test results and measurements.
The tests must show, directly or indirectly, the numerical values of the following parameters: Permissible
speed, permissible axle load, gauge of the work and permissible train weight.
These results with the diagnostic results of the track bed layers are, among others, the basis for decisions
on the following areas:
To ask for the permanent or temporally change of the railway operation techniques parameters, e.g.
railway qualification, changes over the maximum permitted axe load…
To define the kind, scope, place and deadline of maintenance operations.
Change the timing and scope of the diagnostic tests performed periodically.
To keep the track inside the currently class.
The tests are divided in:
Basic: mandatory in all kinds of rail tracks, they include:
Visual examination and movement (also motor wagons);
Technical tests (checks) with specialized apparatus measuring the geometric parameters of the rail
track and the elements of its structure;
Measures and testing using measuring and work vehicle devices.
Special: made over some rail track classes or when the results of standard tests are insufficient to make
the decisions.
The measures can be done and interpreted by authorized workers of the railway administrator.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 18
In the case of unsafely traffic situation, the worker who detected this situation must report immediately to
the nearest command post, then:
Organize and ensure the conditions for the timely completion of the diagnostic test.
Defines the type and scope of testing expressly complementary.
Based on the evaluations and analysis of the results of measurements and tests maintenance
operations will be decided.
The type, scope and frequency of diagnostic testing of maintenance and operation of the railway lines are
defined in the following documents: "visual examination instruction, testing and maintenance techniques of
railway lines switches" Id‐4 (D‐6) , "Instruction monitoring of railway lines" Id‐7 (D‐10), "Instruction
diagnostic track superstructure" Id‐8, "Instruction of defectoscópicas testing of rails and welds by fusion and
pressure of the railways lines "Id‐10 (D‐16)," Instruction of taking measurements, testing and evaluating the
state of the rails "Id‐14 (D‐75). The diagnosis of the superstructure must be attached to the diagnosis of
subgrade layers whose are defined in the "Maintenance Technical conditions for subgrade layers" Id‐3 (D‐
4). Depending on the age and condition of the superstructure and the intensity and type of traffic the head
of the organizational entity implementation can increase the frequency of diagnostic tests.
SPAIN :
All the elements of the track, such as the materials
that make it up and the geometric parameters that
relate to each other, wore out due to the effects of
atmospherics agents and the vehicles driving on
them. In order to continue with their functions,
they have to be performed a set of actions to
ensure the quality of the route in relation to the
needs of the traffic. The maintenance tasks are
aimed at ensuring the safety of the circulation,
reaching the maximum possible degree of comfort
for travelers and maintaining regularity indices
that characterize the trains on each track.
FIGURE 4: SCHEDULED MAINTENANCE

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 19
In Spain, the maintenance model adopted is the called “Condition based maintenance” or “by state”. The
basis of this system is to maintain continuous intensive monitoring of the elements and track geometry.
The intervention thresholds are as high as a HSL demands. This model has been used in Spain since 1992,
yielding excellent results both in terms of people and train safety, punctuality and reliability, etc.
This condition based on maintenance means:
Through knowledge of substructure, rails and installations;
Definition of the rail status parameters and quality standards according to the conditions of operation;
Anticipation of the evolution of track quality deterioration;
References to previous actions and status;
Analysis and diagnosis of the causes of faults; and
Systematic and orderly use of heavy tooling.
Therefore, actions can be grouped in two different types, according to their purpose:
Those aimed at detecting anomalies that affect or may affect safety; and
Those aimed at following up the evolution of the parameters related to user comfort.
With all the data from dynamic auscultation, geometric auscultation, cab train inspection and on foot
inspections we have the information necessary to schedule maintenance work. The analysis of the
acceleration graphs is very useful and it reaches its maximum operational and effectiveness if the most
important elements of the superstructure are located on it. From these studies, the works to be done in the
track are scheduled, taking into account those that need treatment with heavy machinery or specific
studies of topography or dynamic auscultation confirmation to solve the problem. Also those areas or
points whose treatment requires more investment and specific planning are identified

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 20
Operation Resources Output
Control over track state
Test
Faults detecting
Priority works, with available resources
Works to be done‐ Own resources‐ Subcontracted
Geometric testDynamic testUltrasonic testTrack visual inspectionRoute on train cabRail surface controlRailtrack components control.
Diagnosis In situ inspections of the failures
Identifying the cause
Determination of corrective measures
N.R.V rulesN.A.V rules
Maintenance regulationsKnowhow
Determining the type and urgency of intervention
‐Human resources
‐Material resources‐Intervals
Schedules
FIGURE 5: PROCESS SCHEME FORWARD TO SET THE CONSERVATION OF THE RAIL TRACK

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 21
2. THE TRACKS ALONG THE CORRIDORS
2.1 SUBSTRUCTURE
2.1.1 SUBGRADE
Subgrade is the layer below the sub ballast. It supports the stresses transmitted by the track to the soil. The
subgrade is the first layer of the soil in railway infrastructure. It has to be designed according to the stresses
that it will have to support.
Here we can see the different kind of subgrades in different countries.
NORWAY :
CHARACTERISTICS OF THE DIFERENTS LAYERS:
The subgrade shall form a solid base for under‐and superstructure, and otherwise task to adjust the path to
the desired height above the terrain.
If the filling is made up of the same materials as the reinforcing layer, it will not be necessary to flatten the
trough bottom with camber in transition. In the bottom of the fill it may be necessary to add a filter layer of
gravel towards the ground.
MATERIALS:
The filling should preferably be made up of friction material, but beyond this it can be used by certain
policies:
all soils that are not classified as clay, silty clay, clay silt and organic soil
dry crust clay, exceptionally and always along with porous kind
FILTER LAYER / SEPARATING LAYER:
A filter layer under rock materials may be constructed of gravel or sand. The layer is built up so that the
filter criteria are met. For a description of the filter criteria it is referred to "Statens Vegvesen" (Norwegian
national road administration) Handbook 018.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 22
GEOMETRIC DEFINITION:
1. Cuttings
Cutting is performed in soils to establish adequate room through the terrain for the construction of the
path.
The design and size will primarily be determined by the requirements for the minimum cross section, and
the place factors related to soil conditions, snowfall and snow accumulation, drainage, water, wastewater,
noise and terrain adjustments.
Table 2 indicates maximum allowable slope angle for different soils.
TABLE 2: MAXIMUM SLOPE ANGLE FOR DIFFERENTS SOILS
GROUND
CONDITIONS, SOIL STONE
GRAVEL, COARSE
SAND
FINE SAND / SILT CLAY
DRY LAYERED WATER SATURATED
Maximum slope 1:1,25 1:1,5 1:2 consider especially 1:2
The deep cuts in fine‐grained soil, silt‐clay, the cutting stability specially considered, usually on the basis of
completed investigations.
2. Embankments
The geometry of the embankment shall generally be as specified in the plans, usually determined by normal
profile for the path, and local terrain and soil conditions.
CONSTRUCTION TECHNIQUES, EMBANKMENTS AND CUTTINGS:
1. Embankments
1.1. Pinch‐out
If different types of materials is used in the landfill, these shall be spliced together by pinching out the
length of the path direction, so that the offending wrinkles.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 23
FIGURE 6: PINCH‐OUT OF MASSES IN AN EMBANKMENT. SCHEMATIC DIAGRAM OF THE LONGITUDINAL PROFILE
1.2. Compression
The filling should be built up and compacted in layers. Maximum allowable aggregate size is 2/3 of the
thickness. Requirements for embankment structure will usually be satisfied with the performance by NS
3458 Compression.
1.3. Slope protection
When using a telephoto dangerous mix soils (eg. Moraine, silty sand / gravel) in the landfill, it is assumed
that slopes are protected with well‐graded friction materials.
1.4. Clay embankments
Construction of clay embankments shall be carried out under favourable conditions with little or no rain.
The clay will be construed in 0.2 m thick layers and compacted into a homogeneous mass with minimal air
content. For each 1.4 m layer of clay, added drainage sand layer is 0.2 m thick. Filling slope must be steeper
than 1:2, see Figure 7.
FIGURE 7: SCHEMATIC DIAGRAM OF CLAY EMBANKMENT
2. Cuttings
Topsoil must be removed before the actual cutting work is done. Trough bottom leveled and constructed
with 3% cross slope to avoid water accumulation.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 24
Cutting is performed with adapted side slope soil type, shear strength, groundwater conditions and terrain.
Erosion protection acc. plans are carried out for each natural digging level before the next level excavated.
Necessary care must be taken to neighboring relationship, eg. higher loads occurring until the intersection.
SWEDEN :
FILLING FOR RAILWAY EMBANKMENT (SUBGRADE)
Organic content of the soil material must not exceed 2 %by weight. Snow and ice must be removed prior to
filling and packing. Of the filling material that is available, those from the bearing strength of view favorable
should as far as possible be added on top of the filling.
In new construction one of the following three solutions are recommended.
Filling with blasted rock (CEB.31)
The filling must be carried out with materials of the type 1 or 3A.
Stone size may be up to 2/3 of the layer thickness after compaction.
The filling must be carried out to such a level that the surface can be sealed and leveled.
Fill material shall be compacted.
If the terrace surface is contaminated of soil or blasted rock this should be removed and replaced with
new.
Terrace surface should be sealed with materials meeting the requirements of DCH.16.
Filling with soil and aggregate materials (CEB.32)
Terrace surface should be performed with a height tolerance of + ‐30 mm. The requirement is for a
finished terrace and shall be fulfilled before overlying layers should be applied. If terrace is checked
and overlying layers is to be applied after next winter or after the terrace is adjusted, a re‐inspection
should be performed. During inspection the terrace has to be unfrozen.
Filling with rough‐and inter grainy soil and crushed aggregate (CEB.321)
Filling should be carried out with materials of the type 2 or 3B.
Stone size may not exceed one‐half layer thickness after compaction.
Fill material shall be compacted.
Fill material must have a temperature above +1 degree C during packaging.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 25
Soils which can easily be frozen or erosion sensitive soils should in the slope be protected against
erosion.
Filling with mixed‐ and fine‐grained soil (CEB.322)
Filling should be carried out with materials of type 4 or 5A, but not with clay and silty clay.
Stone size of filling shall not exceed one‐half layer thickness after compaction.
Filling shall be performed with drainage layers in Figure CEB / 5.
Fill Lots of demands on lying time to be spiked out lengthwise on a length of at least three times the
layer thickness.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 26
VARIABLE NORMAL‐ VALUE VARIATION VARIABLE NORMAL‐
VALUE VARIATION
af (m) 3,35 euv (%) 0 0‐3
ak (m) 2,6 2,45‐2,8 euh (%) 0 0‐3
a1 (m) 2 ≥0 etv (%) 2 0‐5
bm (m) +3,3 /3,4++
3,3*)‐3,5**) eth (%) 2 0‐5
3,4*)‐3;7**) hr (m) 0,18
hs (m) 0,22
bv (m) 3,7 3,25‐4,0 sm 01:01,5
bh (m) 3,7 3,25‐4,0 su 1:02 1:1,5‐1:2
b1 (m) 0,4 0‐1,0 s1 01:01,5 1:1,5‐1:3
b4 (m) 0,6 0,4‐0,8 tm (m) 0,3 0,3‐0,4
dk (m) 0,52 0,3‐0,8 tu (m) x)
d1 (m) 0,4 0‐1,0 t1 (m) xx) 0 el. 0,2‐1,1
d4 (m) xxx) 0,6‐1,6 t4 (m) 0,15 0‐0,2
NR NAME CODE MATERAIL/TYPE REMARK
1 Rail 60E1(h=172 mm)
2 Rail 50E3(h=155 mm)
6 Sleeper Concrete
7 Sleeper Wood
10 Ballast DCH.31
1
Makadam ballast Class I 500 mm
20 Sub ballast DCH.15 Crushed rock‐material 800 mm
21 Sub ballast DCH.16 Crushed rock‐material Antifreezing (0‐1400mm)se map
(sub ballast in 2 layers)
31,32 Subgrade CEB.321
CEB.322
blasted rock or soil and aggregate
materials
42,43 Material‐
separating layer
DBB.132 Geotextile, bruksklass N2‐N4 if it’s necessary
SPAIN :
CHARACTERISTICS OF THE DIFERENTS LAYERS:
All the different layers of a railway platform must be built with adequate materials, properly compacted to
reach the right slope and the acceptable tolerance, and drainage properties if necessary.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 27
There are four distinguished layers, foundation, core, top and the “forma” layer.
The foundation is the soil which is used as a filling base, once removed the soils that may create
problems of bearing capacity or compressibility.
The core is the filling between the foundation and the top,
The top layer is the last meter of the filling.
The “forma” layer is interposed between the top of the embankment and the sub‐ballast layer or, in
the case of cutting, between the foundation and the sub‐ballast layer.
The characteristics of each material are:
1. Foundation:
The material used in foundation for an embankment would be either:
Similar to the core (with the following specific restrictions).
With reinforcement soil characteristics.
With drainage characteristics.
In the first case, saturation possibility will be considered, and the presence of fine will be lower than 15%
(sieve 0,080 UNE) 2 meters high above the natural soil or the drain.
In areas with problems of bearing capacity or compressibility, cal or cement, textile protective layer or
similar materials could be used:
Maximum size 80 ‐ 400 mm (no higher than 40% of the thickness of the layer)
Sieve nº 4 20 ‐ 50%
Sieve nº 40 < 30%
Fines < 0,080 UNE < 8%
When the foundation must be permeable will be applied the rock fills specifications, until 0,5 m over the
inundated area, with not sensitive rocks to water, Los Angeles coefficient lower than 35, and a fine content
lower than 5%, using a textile protective layer if the foundation is clayey.
2. Core and top Layers:
The materials to use in core of embankments will be soils, which organic matter lower than 1 %.
The sulphites content will be lower than 5%.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 28
The material used in the core must ensure these minimum characteristics:
Liquid limit < 50
If the liquid limit is > 35 and < 50, the Plasticity index will be > 73% of liquid limit less 20.
The firm down in the Collapse test (NLT 254) low than 1%.
The Maximum density in Modified Proctor test (> 1,750 kg/dm3)
California Bearing Ratio Index > 5, and the swelling, measured in this test will be under 1%.
When there are saturation possibilities, the fine content will be controlled.
The top layers of an embankment will be conforming by a better quality material ensuring these
characteristics:
Liquid limit < 40
Maximum size low than 10 cm.
Sieve nº 0,080 UNE < 40 % in the stretch of material lower than 60 mm
When there are saturation possibilities, the fine content will lower than 15%
3. “Forma” Layer:
The forma layer is built between the top of the embankment and the subballast layer or over the
foundation of the cutting.
The material used in the forma layer must ensure these minimum characteristics:
There are no organic matters
Maximum size low than 10 cm.
Sieve nº 0,080 UNE < 5 %, If the fine are not plastic, their presence could be until 15%
Los Angeles coefficient ≤ 30
Micro‐Deval test ≤ 25
If the maximum size of the material is lower than 25 mm, the CBR Index will be > 10
The swelling by immersion will be lower than 0,2%
GEOMETRIC DEFINITION:
Along the corridors we find different kinds of sections if we go along embankments or cuttings, here we try
to show it in a general form.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 29
1. Cuttings
The stability of a slope depends on its geometry, slope and height, as to the inherent characteristics of the
soil that conform it, intern friction angle and cohesion, as they define their shear resistance. From
geotechnical view, the perfect cutting slope inclination is that which allow a stability without any kind of
support, the whole slopes lower than that, will be fine like final solution.
The loose terrain require more lines slopes (5H:2V), usually approaching to the internal friction angle of the
excavated material, in that way, the rock geology, allow sub‐vertical slope or vertical slopes (3V:2H).
When in the same location exist a contact between soft and hard material, it will be recommended to build
a ledge of 4 m.
The last meter height will have a 2H:1V slope.
At the foundation of the excavation will be removed all material that is inappropriate, replacing by grade
material at 1 m depth, properly compacted, with a 0,5% slope to prevent accumulation of water.
FIGURE 8: CUTTING SECTIONS
2. Embankments
An embankment in a filler made of suitable material to raise its level to a proper height according to a
gradient.
The inclination of the slopes are 2H:1V, independently of the embankment´s height, the wide of the top
layer is 15 metres and 18m, with 0,3m thick, for the “forma” layer, the whole of these layer have a 0.5%
slope to prevent accumulation of water.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 30
FIGURE 9: EMBANKMENT SECTION
CONSTRUCTION TECHNIQUES, EMBANKMENTS AND CUTTINGS:
1. Embankments
This unit consists of laying and compaction of soil and material from the excavations or quarries. Its
implementation includes the following:
Preparation of the seating surface of the embankment (sanitizing, scarifying, compaction, drainage
measures, etc.).
Extension by tiers of material from excavation.
The thickness of the lifts not exceed twenty five (25 cm) measured after compact, the thickness could
be increased, up to 50 cm, with authorization, based on test, for the forma layer the thickness is
between 20–30 cm.
Wetting or drying of each tier.
Compaction is carried out with humidity in the range of two percent over optimum moisture, ±2%,
determining it with Modified Proctor test.
Compaction.
The compaction of the layers must be at least ninety‐five percent (95%) of maximum density obtained
in the Modified Proctor test.
Ev2 the modulus obtained, EV2, in the charging section of a plate bearing test (NLT‐357/98) will be
higher than thirty megapascals (30 MPa) on the foundation layers and core layers and sixty

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 31
megapascals (60 MPa) on top layers, it being necessary also verify that Ev2/Ev1<2.2, whenever the
result of Ev1 will be lower than the 60% of Ev2.
On forma layer, the Ev2 the modulus obtained, EV2, in the charging section of a plate bearing test
(NLT‐357/98) will be higher than eighty megapascals (80 MPa), it being necessary also verify that
Ev2/Ev1<2.2, whenever the result of Ev1 will be lower than 50 Mpa.
Refining slopes.
Is the set of operations required to get the finished geometry of an embankment or a cutting.
For the cutting there are no special operations for their refining, the only one, was that it has to be
done by partial height no greater than 3 m.
On the top surface of the embankment, topographical marks are arranged along the axis and on both
edges thereof, with a distance between cross sections not exceeding twenty metres (20 m), and
leveled to millimeters (mm). Between the marks, the surface shall not exceed the theoretical surface
defined by them, or it will fall no more than three cm (3 cm) at any point.
The finished surface shall not vary by more than fifteen millimeters (15 mm) when it was checked with
a rule of three meters (3 m), applied parallel and normal to the axis of the embankment. Neither may
be able any retain water areas.
2.1.2 STRUCTURES
A bridge is a structure built to span physical obstacles such as a body of water, valley or road, for the
purpose of providing passage over them. There are many different designs that all serve unique purposes
and apply to different situations. This chapter shows the different typologies and design of structures along
the corridors.
NORWAY :
Traditional open steel bridges as we know them from the past will generally no longer be current. There are
two reasons for this. Increased speed results in stricter requirements for well‐aligned tracks. A good

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 32
alignment and a rational line maintenance requires that the track lies in ballast as on the line as a whole.
Secondly, clean steel bridges emit considerable noise as the structure is put into oscillations by the passing
trains. The thickness of the bridge deck that carries the track is important to dampen the sound. Therefore,
steel bridges will hereafter mostly be built as cooperative structures.
Sketch Examples of typical cross sections (rails not shown):
Concrete structures:
FIGURE 10: SLAB BRIDGE (NORWEGIAN: PLATEBRU) L = 2 ‐ 10 M
FIGURE 11: TROUGH BRIDGE (NORWEGIAN: TRAUBRU) L = 10 ‐ 25 M
FIGURE 12: ONE‐BEAM BRIDGE (NORWEGIAN: EN‐BJELKEBRU) L = 10 ‐ 25 M

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 33
FIGURE 13: TWO BEAM BRIDGE (NORWEGIAN: TO‐BJELKEBRU) L = 25 ‐ 40 M
FIGURE 14: BRIDGE WITH BOX SECTION (NORWEGIAN: BRU MED KASSETVERRSNITT) L = 40 ‐ 200 M
Cooperative structures
FIGURE 15: STEEL PLATE BEARER WITH CONCRETE COVER (NORWEGIAN: STÅLPLATEBÆRERE MED BETONGDEKKE)
L = 25 ‐ 40 M
FIGURE 16: STEEL PLATE BEARER WITHIN BETWEEN CONCRETE COVER (NORWEGIAN:STÅLPLATEBÆRER MED
MELLOMLIGGENDE BETONGDEKKE) L = 30 ‐ 50 M

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 34
FIGURE 17: STEEL BOX BEARER WITH CONCRETE COVER (NORWEGIAN: STÅLKASSEBÆRER MED BETONGDEKKE)
L = 40 ‐ 80 M
SWEDEN :
The selection of the type of bridge is usually based on superstructure. For major bridges, the line shifts are
determined by factors such as span, production methods and material's prices. While aesthetic values can
be crucial for the bridge type chosen.
Concrete Bridges
Slab bridge
Simply supported flat bridge can be used for spans up to about 15 m but for continuous slab
bridge the range up to about 20 m. At spans near the upper limit, the bridge is usually performed
pre‐stressed of the bridge.
Plate frame bridge
Plate frame bridges can perform better with spans up to about 20 m. The wingspan close to 20 m
plate should be pre‐stressed.
Launched of one side Ram bridge is usually closed.
Girder
For spans between 10‐30 m concrete girders can be selected for bridges. For span more than 20 m
the concrete girder often pre‐stressed.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 35
Trough Girder Bridge
Trough girder bridges have the same span limits as beam bridges of concrete, ie. spans between
10 and 30 m. A concrete trough has a lower height than the superstructure of a concrete plate
with the same span and can therefore be appropriate for the available height, which it’s limited.
Beam's height in a trough bridge is limited by the requirements of free space from another track.
For the design of the support:
If greater depth is required that can be obtained by maximum distance to rail height aggregate
thickness of the bottom plate thickness, beams over edges located below the bottom tray plate.
This can be done if you want to save the extra weight that an increased aggregate thickness
causes.
Box girder bridge
The span approximately between 30 and 150m may select girder bridge box of concrete. For the
longest, spans built bridges with such technology if no determination can be arranged.
Steel trough bridge
The steel trough is a type of bridge with through ballast, the superstructure is limited and low
weight height. This bridge may be an appropriate choice when older abutments have a new
superstructure.
In this type of bridge it is difficult to inspect the bottom plate and the inside. In order to make a
detailed inspection it is require to remove ballast. Therefore, it is advisable to choose steel trough
for path with double tracks with space between them to allow the inspection and maintenance.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 36
Cooperative Bridges
Cooperative bridges with beams
The spans between span 15 to about 60‐70 m can use steel plate bear with concrete cover. Due to
the limitation of plates altitude the span should not be more than 70 m for continuous
collaborative bridges and 50 m for simply supported bridge.
Cooperative bridges with box girder
Box girder of steel can be obtained when steel beams have a common bottom flange. Box
structure has great torsional rigidity and should be selected on the steel bridge, if it’s in a curve.
Span range is the same as cooperative bridges with beams. Box girder of steel should be avoided
at oblique angularity approach.
SPAIN :
We are going to analysis the different types of Viaducts on a representative high speed rail track as the
Madrid – Barcelona, where 60 Km of their tracks run over these structures, reviewing the most important
actions acting on the bridges which condition the different types.
ACTIONS:
The most important actions acting on these structures are:
Sturdy, understanding it like the relation between the trains and structures weight.
Horizontal actions, starting and breaking with maximum values of 100 and 600 t, on viaducts with
curved route, the centrifugal force can reach values of 3t/m for 7000 m radius.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 37
The lengthwise actions that the rail transmits by thermic expansion or contraction can reach a value of
200t.
The interaction rail‐track‐deck became by the lengthwise actions that act on the rails and by the
deformation´s differences between the rail and the deck.
The main causes are:
Different distortions, by the effect of the temperature of the rail and the deck.
Rail distortion caused by the breaking and starting forces that the train transmits to the rail.
Deck distortion caused by the creep and the shrinkage of the concrete.
Those different movements that are suffered by the deck and the rail make those important efforts when
they are transmitted among themself, depending on the length of the deck and the placed of the expansion
joints at the deck and rail.
TYPOLOGIES
The most of the bridges are made with pre‐stressed concrete for the deck and reinforced for abutments,
piles and foundations.
The design or typologies change conforming to orographic, geotechnical or environmental standards, in
that way we can find:
Continuous statically indeterminate stretch
It is used for lengths low than 1200 m and when the bridges is built by incremental launching method
with a fixed point at the deck, if these point will be in the middle of the deck, like in an intermediate
pile, the lengths can be improving to 2000 m.
For these typologies, up to 100m, it is not necessary to use expansion joints, or up to 200m if the fix
point is in the middle of the deck.
Several statically indeterminate stretches
It is used for lengths higher than 1200, with fixes points at the abutment and in a pile.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 38
Isostatic Spans
For quite long and low bridges, this kind let to precast part of the deck.
Isostatics spans and Continuous statically indeterminate stretch
The mayor length for a isostatic span its over 40 m, these reason required a continuous statically
indeterminate stretch for not building any support in a section of 60 m caused by the presence, for
example, of a river.
Comprehensive bridges
They are statically indeterminate structures, where the deck is built into the piles and the abutments,
they are used for quite short length and it saved of using joints or structural bearing.
Sections
In this chapter we are going to show the most typically Bridge sections used in Spanish high speed
lines:
FIGURE 18: SLAB BRIDGE

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 39
FIGURE 19: GIRDER BRIDGE
FIGURE 20: LIGHT‐WEIGHTED CONCRETE SLAB
FIGURE 21: MIXED BRIDGE

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 40
2.1.3 TUNNELS
Tunnels are a special type of structure in the railway infrastructure. A tunnel is an underground
passageway, completely enclosed except for openings for egress, commonly at each end.
Here, we can compare the different sections built in different countries and know how does it depends on
the speed of the trains.
NORWAY :
Normal Profile for tunnels used when the construction works length of track longitudinal direction is
greater than 20 m Such structures can be tunnels, snow and avalanche protection roofs and other
superstructures (constructs bearing house, garage, etc.). In such structures there should be room to the
smallest cross section, catenary outliers and relaxations, signalling systems, cable systems, etc. There shall
also be space for people who stay next track while the train passes. Moreover, air resistance and any
security requirements and considerations necessary to accommodate construction and maintenance of
structures shall be taking into account.
Normal profiles of single and double track tunnel in Figure 22 and Figure 23 apply for speed 200 km/h.
Figure 24 and Figure 25 show the relationship between standard profile and theoretical blasting profile and
apply for double track tunnel with speeds respectively 200 km/h and 250 km/h. The above space
requirements are included.
For speeds between 200 and 250 km/h track distance 4.7 m from the track centre in the double track
tunnel shall be used.
For tunnels with significantly slower speed limit than 200 km/h, the cross‐section can be dimensioned
specifically, as required cross section is equally depend on the system for technical installations of
performers pressure and suction forces.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 41
FIGURE 22: NORMAL PROFILE, TUNNEL, SINGLE
TRACK, V = 200 KM/H
FIGURE 23: NORMAL PROFILE DOUBLE TRACK, V =
200 KM/H
FIGURE 24: RELATIONSHIP BETWEEN NORMAL
PROFILE AND THEORETICHAL BLASTING PROFILE.
EXAMPLE FROM DOUBLE TRACK, V = 200 KM/H
FIGURE 25: RELATIONSHIP BETWEEN NORMAL
PROFILE AND THEORETICHAL BLASTING PROFILE.
EXAMPLE FROM DOUBLE TRACK, V = 250 KM/H
SWEDEN :
Tunnels are a special type of structure in the railway infrastructure. A tunnel is an underground
passageway, completely enclosed except for openings for egress, commonly at each end.
A railway tunnel has a relatively standardized geometry, however depending on if it is a tunnel for single
track or double track. The cross section area of a main railway tunnel is approximately 70 m2.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 42
The track rests on a bed of ballast. The base course under the sleepers has a thickness of approximately
0.3m and a width of 6 m. The sub‐base course of the ballast is 0.8 m thick (ballast type 0‐150 mm). Below
the sub‐base course, there can be an additional sub‐base course for frost protection. The frost protection
layer is also 0.8 m thick (ballast type 0‐150 mm). This layer is only used where frost protection is needed.
The frost protection layer is used 0‐600 m from each mouth of the tunnel. Thus, if the tunnel is shorter than
1200 m, the frost protection layer is used in the entire tunnel. The width of rl1e sub‐base courses is 8 m.
Track ballast is used around the sleepers.
The design of service and access tunnels is relatively equal compared to main tunnels. The cross section
area is smaller compared to ilie main tunnel (25.6 m2 for service tunnels and 35.7 m2 for access tunnels).
The interior installations are mainly electric installation such as lightning, cables and cable suspension
bridges.
The Normal profiles of single and double track tunnel are described in the following figures. In the figures,
the measurements can be found in detail.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 43
SPAIN :
TYPOLOGIES AND SECTIONS
Tunnels functions as its size, shape and coating are diverse and are critical to choosing the most effective
methods of construction.
The most important factors to analyse in a tunnel design are:
THE GROUND
Soft, hard rocks, uniform, heterogeneous, water presence, etc.
Different kinds of grounds mean changes in the geometry, the structural shape
and the construction methods.
SIZE AND GEOMETRY Wide, height, length, leveling, slopes and curves, depends on the tunnel
function.
STRUCTURAL SHAPES Standard, Circular, or different shapes that can support different loads
CONSTRUCTION METHODS Conventional, TBM or precast, the selection of the method is limited by the
soil.
KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 44
There are several criteria for the design of the tunnels, as the aerodynamic phenomena, the diameter, in
terms of the pressure inside the train or train‐ air‐tunnel friction, or the length of the tunnels, this section
will focus on the parameters geometric.
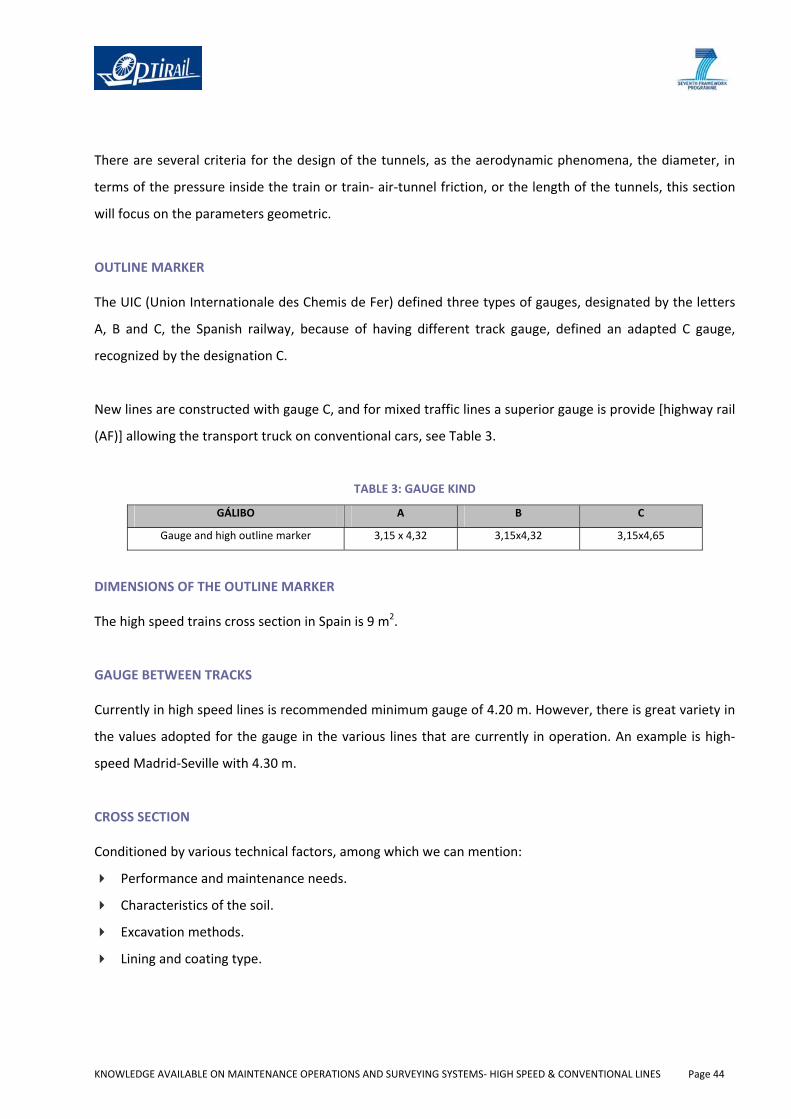
OUTLINE MARKER
The UIC (Union Internationale des Chemis de Fer) defined three types of gauges, designated by the letters
A, B and C, the Spanish railway, because of having different track gauge, defined an adapted C gauge,
recognized by the designation C.
New lines are constructed with gauge C, and for mixed traffic lines a superior gauge is provide [highway rail
(AF)] allowing the transport truck on conventional cars, see Table 3.
TABLE 3: GAUGE KIND
GÁLIBO A B C
Gauge and high outline marker 3,15 x 4,32 3,15x4,32 3,15x4,65
DIMENSIONS OF THE OUTLINE MARKER
The high speed trains cross section in Spain is 9 m2.
GAUGE BETWEEN TRACKS
Currently in high speed lines is recommended minimum gauge of 4.20 m. However, there is great variety in
the values adopted for the gauge in the various lines that are currently in operation. An example is high‐
speed Madrid‐Seville with 4.30 m.
CROSS SECTION
Conditioned by various technical factors, among which we can mention:
Performance and maintenance needs.
Characteristics of the soil.
Excavation methods.
Lining and coating type.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 45
SHAPES AND SIZES
Standard section
Typically used in medium or good quality soil. The construction methods usually be the traditional.
Circular section
This section should be used in poor quality soils and with strong presence of water, but in general it
became imposed by the TBM construction methods.
The first problem that arises when a tunnel is designing is choosing between single tube and double tube or
double and single track. The increasing knowledge of aerodynamic phenomena and improvement of the
technique makes more common to build singly tunnels when their length is <4 km, when it is significant
double tube is built increasing the gauge and the useful section.
The UIC 779‐11 recommended to define a minimum cross section not less than 52 m2 (approximate
diameter of 8.50 m) in the single‐track tunnels, or 75 m2 (approximate diameter of 11.35 m) in the double
track.
The evolution in the construction of tunnels and its design can be seen in two clear examples, for the high‐
speed line Madrid‐Seville the designed the tunnel section was 75 m2 (deadline 1992, v = 250‐300 km/h,
double track). But for the Madrid‐Barcelona (deadline 2008, v = 350 km / h, double track) projected section
was 100 m2 a, and now in the tunnel Pertus, Figueres‐Perpignan (v = 350 km / h, two single track tubes),
high‐speed line under construction, linking Spain with France on single track section is approximately 54 m2
free.
FIGURE 26: SPANISH TUNNEL SECTIONS, SINGLE AND DOUBLE.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 46
DIFFERENCES BETWEEN CONVENTIONAL AND HIGH SPEED TUNNELS:
DIFFERENCES BETWEEN CONVENTIONAL AND HIGH SPEED TUNNELS
PARAMETERS CONVENTIONAL HIGH SPEED
Running speed 160‐200 km/h 250‐350 km/h
Section Single track 20‐30 45‐60
Double track 40‐50 75‐115
Type of track ballast Slab‐track
Separation between rail‐tracks axle 3,67‐4,20 4,5‐4,8
Slope ‰ 25 12
Curve radii 1750 6000
Lining Project concrete Precast concrete segments
Tunnel formwork carriages
2.1.4 DRAINAJE DEVICES
To control the hydrogeological conditions on the railway, drainage devices are required. Railway drainage
affect to tracks, embankments, cuttings and walls. The type of infrastructure may be providing a quick
drainage of rainwater.
Draining functions to collect and drain away surface water and/or groundwater for the purpose of keeping
track body drained. Furthermore, the drainage ensures the building against erosion, maceration, and
reduced carrying capacity and stability.
NORWAY :
The next figure shows the principle of the location of trenches, manholes, over water and drain lines, of
section front line trench, ditch line Closed, Closed drainage ditch and Storm‐water Lines in Norway railway
tracks.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 47
Open line trench
This type of drainage will consist of open and generally shallow trench that has the primary function to
intercept and divert surface water, thereby preventing water from entering the ballast sub‐base.
Trench bottom should be at least 0.5 m below the FP, and standard (practical) bottom width for new
facilities set to 0.5 m trench shall fall at any point is min 5 ‰ (1:200). Where fall the line goes in the
opposite direction of the appropriate trench fall, surface waters of the trench line is inserted into the
manholes and flow away in closed pipes.
Where the intersection with line trench goes into filling, recorded surface water controlled at culvert
outlet or the terrain. Outlet along the filling slope must like the line trench, be secured against the
surface water entering the fill masses.
Deep line trenches will orbit the body more susceptible to penetration of frost from the side. It should
therefore not be projected line trenches deeper than necessary given the prevailing conditions.
The line trenches should have a rigid base, while sealed up to 0.2 m under formation plane.
Closed line trench
Special conditions may make it necessary to close the bar ditch. This can be in places where drainage
route of extraordinary reasons broken by permanent structures (eg. Noise barriers, different
foundations for masts, kiosks, retaining walls, etc.). The new facilities will generally be applicable only
over short sections. One must therefore pipes by "obstacle" to ensure continuity of line trench.
Recommended pipe size in this case is 400 mm.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 48
In case of closure over long distances (eg. Associated with station construction/stands, construction of
platforms in deep cuts, etc.), it must in principle be performed as a closed drainage with drain wire or a
combined drainage/surface water trench. The dimension of the drain pipe shall be at least 150 mm.
The trench may be filled with open water permeable (permeable) loads up to the top surface can easily
drop down to the wire. To reduce the risk of ingress of soil materials placed geotextile at the bottom
and sides of the trench.
Closed drainage ditch
With closed drainage means closed ditches drains and/or draining soil, which should be able to
suck/collecting groundwater and lead it along the ditch bottom until proof drain. The purpose of this
system is primarily to lower and hold the ground water at a controlled level. The need for subsurface
drainage must be considered from the local geotechnical/hydrological conditions.
Longitudinal line drainage in soil cut placed on the edge of the slope or the line trench. See Figure 27
Longitudinal line trench.
Drainage pipe shall have fall all the way in the right direction, minimum 5 ‰. Permitted deviation from
the theoretical height is normally ± 50 mm.
There is usually no need for both closed and closed drainage ditch line.
By frost technical reasons it is not desirable to drain road‐bed so that this becomes absolutely dry.
Closed drainage trench is made to ensure that there is access at any water road‐bed added in height
somewhat above road‐bed but not higher than the bottom of the subbase.
FIGURE 27: LONGITUDINAL LINE TRENCH

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 49
SWEDEN :
Drainage systems should collect and divert storm water and groundwater. The water management in the
embankment (clear opening ≤ 2.0 m) is performed so that upstream can drain at a medium flow with the
train drums.
A water‐bearing structure is designed so that harmful erosion does not occur at high tide position. The
intersection between the drum and the grooves is possible if the design has 90° crossing angle.
Watercourse alignment must be taking into account for water bore during possible need of erosion caused
by changes flow conditions. The minimum burial depth depends upon the load of soil, traffic and tube type
and varies between 1.0 to 2.0 m.
SPAIN :
TRANSVERSAL
These kinds of works let the water pass through the platform. In function of the flow to evacuate, are
defining different systems, like, concrete pipes (Ø500‐2500), reinforced concrete box (1000x1750‐
4000x2500), or bridges for larger sizes.
LENGTHWISE
Depending on the flow values provided, the maximum flow which can carry each of the types of ditches
and space requirements, can be disposed several types of ditches like:

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 50
The concrete ditches used are:
Protecting side slopes ditches: at the top of the cuttings and at the bottom of the embankments.
Platform ditches: between the platform and the bottom of the cuttings.
The different kinds of ditches are lengthwise connected to drainage the water.
2.2 SUPERSTUCTURE
2.2.1 TRACK AND THEIR ELEMENTS
2.2.1.1 DEFINITION OF THE GAUGE
Track gauge or rail gauge is the distance between the inner sides of the heads of the two load bearing rails
that make up a single railway track.
NORWAY :
In Norway the gauge of the tracks are 1435 mm.
SWEDEN :
In all Malmbanan, 1.435 but it can be between (1.430 – 1.470), another gauge is used in Sweden a narrow
one of 891 mm called Three Foot Gauge Railways.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 51
FIGURE 28: GAUGE USED IN SWEDEN
POLAND :
In Poland co‐exist a wide range of gauge:
International 1435 mm
Narow gauge. 600, 750 y 1000 mm
Soviet gauge 1520 mm
PORTUGAL :
In Portugal there are two gauges:
The “Via Estreita”, Narrow gauge track of 1000mm.
The” Via Larga”, Broad gauge track, is the 1668mm, also known as "Ibérica".
SPAIN :
In Spain there are three different gauge for different kind of rail tracks.
FIGURE 29: GAUGE USED IN SPAIN
2.2.1.2 SLEEPERS
The functions of sleepers in railway works are as follows:
To grip the rail to gauge and to distribute the rail loads to ballast with acceptable induced pressure.
The side functions of a sleeper include the avoidance of both longitudinal and lateral track movement.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 52
It also helps to enhance correct line and level of the rails.
NORWAY :
Timber sleepers
Concrete sleeper
There are different kinds of concrete sleepers depending on the fastening and on the dimensions of
the rails:
Concrete sleeper JBV 54, JBV 97 and JBV 60 with Pandrol fastclip fastening system, with different
anchors casted‐in, and JBV 60 BRU and JBV 54 BRU, are identical to JBV 60 and JVB 54 with the
exception of cast in anchor for fastening of guide rail.
Concrete sleepers NSB 95, NSB 93 and NSB 90 with Pandrol fastclip fastening system, with
different anchors casted‐in, NSB is the old name for the combined infrastructure owner (Now JBV)
and the Rolling stock operator (Now NSB). NSB… is old type sleeper and JBV is responsible for
them.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 53
SWEDEN :
Timber sleepers
In Sweden the wood sleepers are still used for the railway track. For switches and for bridges they have
different shapes and dimension depending on their use.
The timbers sleepers are used on conventional lines in a reduced way, they are been renewed by
concretes ones. They are made by pine, oak and beech wood, being allowed the use of other kinds of
woods. Total length is 2600mm.
FIGURE 30: WOOD SLEEPERS
Concrete sleepers
Concrete presents two weaknesses for its use in sleepers: brittle fracture and little fatigue resistance.
To overcome such disadvantages, it is required to place an absorbing material between sleepers and
rail and to use reinforcing bars inside the sleepers.
The most used in Sweden is the monoblock and pre‐stressed.
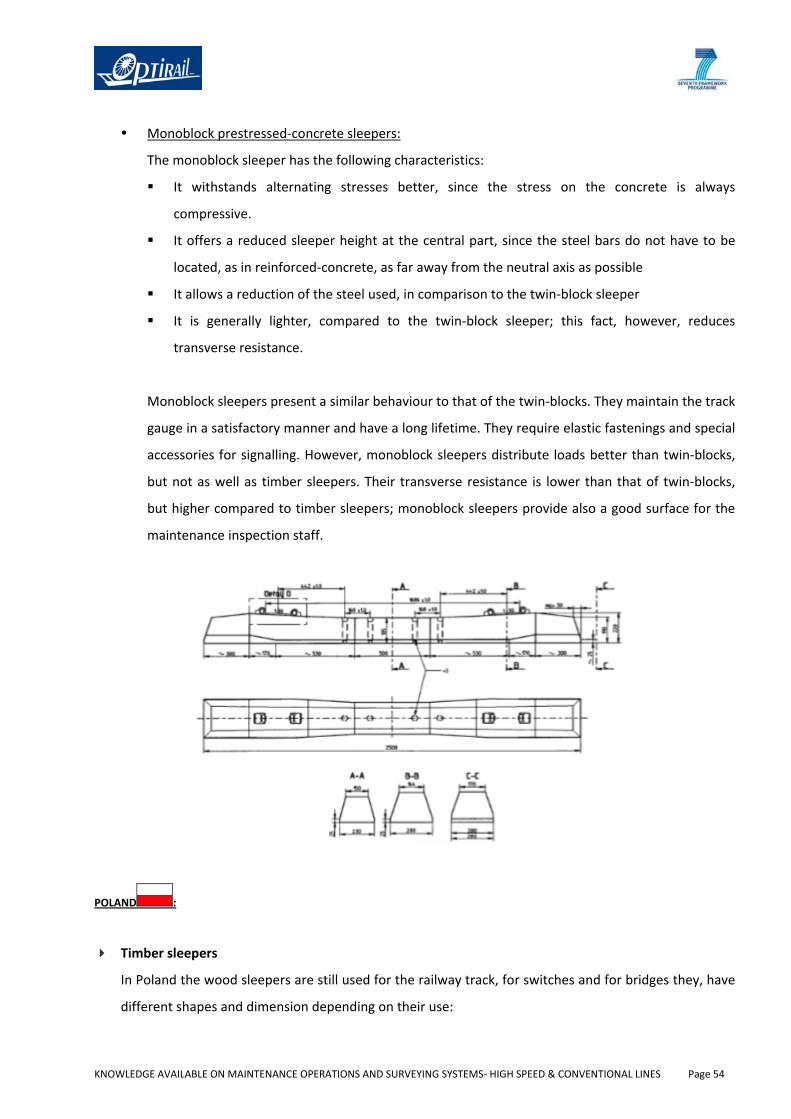
KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 54
Monoblock prestressed‐concrete sleepers:
The monoblock sleeper has the following characteristics:
It withstands alternating stresses better, since the stress on the concrete is always
compressive.
It offers a reduced sleeper height at the central part, since the steel bars do not have to be
located, as in reinforced‐concrete, as far away from the neutral axis as possible
It allows a reduction of the steel used, in comparison to the twin‐block sleeper
It is generally lighter, compared to the twin‐block sleeper; this fact, however, reduces
transverse resistance.
Monoblock sleepers present a similar behaviour to that of the twin‐blocks. They maintain the track
gauge in a satisfactory manner and have a long lifetime. They require elastic fastenings and special
accessories for signalling. However, monoblock sleepers distribute loads better than twin‐blocks,
but not as well as timber sleepers. Their transverse resistance is lower than that of twin‐blocks,
but higher compared to timber sleepers; monoblock sleepers provide also a good surface for the
maintenance inspection staff.
POLAND :
Timber sleepers
In Poland the wood sleepers are still used for the railway track, for switches and for bridges they, have
different shapes and dimension depending on their use:

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 55
Concrete sleepers
There are two kind of concrete sleepers depending on the fastening:
Prestressed concrete sleeper INBK7 designed for K Fasteners, the dimensions refer to the rail
UIC60 (60E1), values in brackets are indicated for rails S49 (49E1).
Prestressed concrete sleeper PS‐94 designed for SB elastic fasteners, the dimensions refer to the
rail UIC60 (60E1), values in brackets are indicated for rails S49 (49E1).

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 56
SPAIN :
Timber sleepers
The timbers sleepers were used on conventional lines in a reduced way, they are been renewable by
concretes ones, they are made by pine, oak and beech wood, being allowed the use of another kinds of
woods including in the rule U.N.E. 25.002‐76.
FIGURE 31: WOOD SLEEPERS
Concrete sleepers
In Spain are two different kinds of concrete sleepers, the bi‐block and the mono‐block
The bi‐block sleepers: The most common type was called RS; currently is deprecated in Spanish rail
networks.
FIGURE 32: BI‐BLOCK SLEEPER USED IN SPAIN
The mono‐block sleepers can be used for one gauge, iberico or international and for the both
called polyvalent mono‐block sleepers, within these types we summarize these ones: Mono‐
bloque DW sleeper (Iberico), mono‐bloque MR sleeper (iberico), mono ‐bloque AI sleeper
(Internacional) and Polivalente PR sleeper (Iberico and internacional).

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 57
MONO‐BLOQUE DW SLEEPER
MONO‐BLOQUE MR SLEEPER
MONO‐BLOQUE AI SLEEPER
POLIVALENTE PR SLEEPER
FIGURE 33: CONCRETE SLEEPERS USED IN SPAIN
2.2.1.3 RAILS
Rails support and guide the wheels of the train vehicles. Rail profile has been the object of continuous
improvement since the beginning of railways.
The cross‐sections of gauge rails are:
TABLE 4: RAILS SIZE
KIND OF RAIL RULES
DIMENSIONS MM SECTION S MASS M
H B C D E CM² KG/M
EUROPEAN RULES
RN 45 UNE 25122 142 130 66 40,5 15 57,05 44,79
45E1(BS 90A) EN 13674‐4 142,8 127 66 46 13,8 57,45 45,1
46E2 (U33) EN 13674‐1 145 134 62 47 15 58,04 46,27
49E1 (S49) EN 13674‐1 125 125 67 51,5 14 62,92 49,39
49 ES DBS 918254‐1 125 125 67 51,5 14 62,59 49,13
50E6(U50) EN 13674‐1 140 140 65 49 15,5 64,84 50,9
54E1(UIC54) EN 13674‐1 140 140 70 49,4 16 69,77 54,77
54E2 (UIC54E) EN 13674‐1 125 125 67 51,4 16 68,56 53,82
54E3(S54) EN 13674‐1 125 125 67 55 16 69,52 54,57
54E4 DBS 918254‐1 125 125 67 55 16 69,19 54,31
60E1(UIC60) EN 13674‐1 150 150 72 51 16,5 76,7 60,21
60E2 EN 13674‐1 150 150 72 51 16,5 76,48 60,03
NORWAY :
The most used rails in Norway are 49 –E1, 54‐E1/E2/E3 and 60 –E1

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 58
SWEDEN :
In Swedish Railways a lot of Rail profiles are used for instance: 50 E3 (BV 50), 54 E3 (S 54), 60 E1 (UIC 60), EJ
32, Gatu 56, MAV 32, S 43, SJ 34, SJ 41, SJ 43, SJ 50. In Malmbanan the very most common is 60E1 (UIC 60).
During 2006‐2009 most of the Rail between Kiruna and Riksgränsen was renewed to 60E1 with Pandrol, E‐
Clip, and Pandrol, Fast Clip fastenings.
POLAND :
The most common is the UIC 60/900 in 250 m rail length and S49.
Other rail profiles used are: 6d/e, 38 a/b(IIIa), L,39 a/b (IIa), 15a/c, S41, 8a/b, S42, S45, C, X a
SPAIN :
Currently the most used rail is the “Vignole” type, composed of three parts, head, web, foot.
The rail´s sizing is very near to the kind of track, when we are talking about axle load, running speed and the
traffic density.
This circumstance determined that the denomination of the rails used a digit which refers to their weight
per meter, UIC‐X, where X is the weight of the rail expressed in kg / ml. The most frequently used sections
right now, are UIC‐45, UIC‐54, UIC‐60.
In Spain, for iberico gauge, the main tracks used 54 kg/ml rails and 45 kg/ml by the secondary. Although, in
the last renewal are used 60 k/ml rails, as in the high speed lines.
2.2.1.4 FASTENINGS
In this unit, we are going to talk about the fastenings in a general way, without specified by country:
THE MAIN FUNCTIONS ARE: THE BASIC CHARACTERISTICS ARE:
Fix the rails to the sleepers.
Ensure the gauge invariance.
To have a higher vibration frequency than the
rail.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 59
Absorb and transmit vertical and
horizontal loads.
Avoid the rail tipping.
High Lenghwise Slip resistance.
Mechanical tightness and resilience.
The fastenings can be classified depending on:
Their elements:
Direct fastenings: the element which fast the rail and the plate is the same.
Indirect fastenings: the elements which fast the plate to the sleeper is different to that which
fasten the rail to the sleeper.
Mixed fastenings, have fasteners to fix the plate to the sleeper, some direct and others indirect,
these ones are which make fixing the rail to the plate.
Clamping elements characteristics:
Rigid fastenings: The stress transmission between the rail and the sleeper is made by a rigid
element.
Elastic fastenings: The transmission is made between elastic elements.
2.2.1.5 SWITCHES
The switches are these apparatus which are installed in the track, and let the junction between two or
more tracks.
A fundamental characteristic of railway is the one degree of freedom of the movement of the rail vehicle on
the track. However, trains must have the possibility to change course from one track to another. This is
realized by so‐called switching devices, defined as the equipment and parts thought which the direction of
movement of a rail vehicle can be change without interrupting its course.
NORWAY :
Rail profile
When constructing or rebuilding, there shall be chosen switches with same rail profile as the rest of the
track, but not switches with lighter rails than 54E3.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 60
Sleeper type
For switches with 60E1 rail profile, concrete sleepers shall be used. For switches with rail profile 54E3,
concrete sleepers shall be used if radius of switch is above 760m. In other case, wood or concrete
sleepers may be used.
Fastening
60E1 switches shall have Pandrol Fastclip/e‐clip fastening system
54E3 switches shall have Pandrol e‐clip fastening system
There are two kinds of Switches, with fixed or movable crossing:
Fixed Crossing:
Type 54 E3, wood or concrete Sleeper, Bevel 1:9, 1:12, 1:14, Radius 300, 500, 760
Type 60 E1, concrete Sleeper, Bevel 1:9, 1:12, 1:14,1:15 Radius 300, 500, 760, 760
Movable crossing:
Type 60 E1, concrete Sleeper, Bevel 1:9, 1:12, 1:14,1:18, 1:26,1 Radius 300, 500, 760, 12001,
25001
SWEDEN :
The next table shows the most important SWITCHES used in Sweden. Some parameters are starting to be
more standardized, even if the manufacturing design is not exactly the same. The most important
parameters of standard single SWITCHES in main line are:
Geometry (Radius and angle at the crossing nose)
Rail type 22
Sleeper type
Sleeper, rail and crossing Material
The next table shows the most important SWITCHES in the Swedish rail network (BIS, 2012).

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 61
TABLE 5: THE MOST IMPORTANT SWITCHES IN THE SWEDISH RAIL NETWORK
The radius of the switch blade is the base to calculate the maximum allowed speed of the SWITCHES AND
CROSSINGS. The rail type and sleeper type is, to large extent, influential on the possible technical life time
(TLT) of SWITCHES AND CROSSINGS. In Sweden, no direct limit is stated, but in Finland figures of 300 MGT
for S54 profile and wooden sleeper and 450 MGT for SWITCHES AND CROSSINGS with UIC‐60E1 profile and
concrete sleeper has been presented.
Steel material of the stock rail, switch blade and crossing is important for the life time of these
components. In Sweden R350HT( Head hardened carbon steel with hardness 360 HB and ultimate tensile
strength of 1300 MPa) material is used in stock rail and switch blades and explosion hardened manganese
in crossings in newer SWITCHES used in main track. This is an area where further improvement is expected.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 62
In Sweden, the most common SWITCHES are the SJ50‐11‐1:9 and similar turnouts are found in many other
countries. Today Sweden prefers to install new turnouts of the dimension UIC60‐760‐ 1:15.
POLAND :
The kind of switches and their maintenance requirements are defined in the "Instruction of the review,
testing and maintenance techniques of switches" Id‐4 (D ‐6).
In Poland there are different switches depending on the rail kind:
Type 60 E1, RZ 60 E1‐XXX‐1:n
Rail kind 60
XXX: Diverted track radius R 150‐1200
Bevel, 1:n: 1:9‐1:18,5
Gauge: 1435 – 1520( 190, 300 Diverted track radius)
Type 49 E1, RZ 49E1‐XXX‐1:n
Rail kind 49
XXX: Diverted track radius R 140‐190
Bevel, 1:n: 1:7‐1:9
Gauge: 1435 – 1520( 190, 300 Diverted track radius)
SPAIN :
The ADIF switches classification is:
Considering the frog type, straight (CR), curve (CC) or movable (CM).
Weldable or not
For the Type could be:
Type A, no weldable, with tangents of 0,09 CR and 0,11 CR, maintrack speed 140 km/h, diverging
track speed 30 km/h
Type B, weldable, with tangents of 0.75CR, 0.09CR, 0.11CR, 0.09CC,, maintrack speed 160 Km/h,
diverging track speed 60‐50‐40‐55 km/h respectively.
Type C, weldable with tangents of 0.071CR, 0.09CR, 0.071CC, 0.085CC, 0.11CC Y 0.125CC. The
maintrack speed 200 km/h except the 0,11CC tangent with a 160 km/h speed, the speeds by the
diverging track are 60‐45‐80‐60‐50‐45 respectively.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 63
Type V, weldable, the crossing tangents are: 0.042CR, 0.049CR, the main track speed is 200Km/h
and 100 Km /h by the diverging track.
Type AV, weldable, only used at high speed lines tracks, the angle tangent of the crossing could be:
0.026CM, 0.071CM. The main track speed is 250 Km/h and by the diverging track is 160 and 80
Km/h respectively.
Switches for high speed in UIC gauge, weldable, the angle tangent of the crossing is 0.0154CM. The
main track speed is 300 Km/h and by the diverging track is 220 Km/h .
The join of the switches with the rails will be done by joint bars for type A and by weldings for the others.
2.2.2 TRACK BED
2.2.2.1 BALLAST
The ballast conform a layer which receives the dynamic stress and damper the vibration to the platform.
Also ensures quick drainage of the water. The ballast must have these following primary functions:
To damper the stresses made by the rolling stock over the track and transmit sw them to the platform
in an evenly way.
Avoid longitudinal, vertical and lateral track movement.
Facilitate the water drainage.
Protect the platform soil against frost action.
Allow to recover the rail track geometry by alignment and levelling operations.
Reduction of noise generated by the passage of trains
Ensure that the sleepers down will be suitable.
CHARACTERISTICS
According to the European rule UNE‐EN 13450, Aggregates for railway ballast, two different kinds of ballast
are defined:

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 64
The ballast “A” according to the European standard must follow these sizes:
SIEVES ‐
MM
% PASS
(WEIGH %)
% RETAINED BETWEEN
SIEVES 31,5 – 50 MM
63,0 100
>50
50 70‐100
40 30‐65
31,5 0‐25
22,4 0‐3
The type A is sub divide into:
Ballast “1”: Used in high speed lines with a speed higher than 220 Km/h, with a Los Angeles
coefficient less than 15%.
Ballast “2”: Used in conventional lines, with a Los Angeles coefficient less than 18%.
Type B, limestone source rocks are used in some lines and stations with low traffic intensity. At present
this type has been deprecated.
SWEDEN :
The main properties for the Swedish railway are:
Geology: its Petrographic analyse both macro and microscopically. Rock type, mineralogy and texture,
limitation for micas is 10%.
Grain size: Class I: 32‐63 mm; 4‐10%: This ballast is used to upper ballast layer of railway bench.
Class II 11‐32; 4‐10%; for sub ballast or as upper and sub ballast at the private low traffic railways.
Shape is the 10% of particles might have ratio of two principal dimensions more than 3, cubic shape
most wanted.
Durability: Los angeles test is ASTM C358‐89.
Surface texture: Natural roughness from crushing, measurements not requires, (no fast analysing
technique exists).
Size: Diameter minimum: 31,5mm; Diameter maximum: 63mm; Maximum length less than 120mm;
Resistance to the ice (EN 1367‐1).

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 65
SPAIN :
The types and test rules are specified in the Standard NAV 3‐4‐0.2 / 4ª ADIF quality mark, and NAV 3‐4‐0.1
/2ª Technical Characteristics of ballast.
The tests to establish the quality of the rocks and their limits are as follows:
The Angeles coefficient:
Ballast 1: <14% (for high speed lines.)
Ballast 2: < 16% (conventional lines.)
Compressive strength >1.200Kg/cm2
Water bead up: <0.5. If it is ≥ 1.5% it has to be done a resistance to freezing the test by magnesium
sulphate.
Resistance to magnesium sulphate: <4%
Shape index <10%
POLAND :
The quality of the ballast is specified at the annexe nº 6 of Id ‐ 1 (D‐1), “Technical conditions for the
maintenance of the superstructure of the railway lines”.
For the production of ballast must use igneous rocks, metamorphic rocks (except crystalline limestone and
schist) and sedimentary rocks of siliceous binder.
There are three different classes of ballast for different kind of lines, bellow we can see some of the most
important properties.
Nº PROPERTIES
CLASSES CATEGORY OF
RAILWAY LINE
PN‐B‐11114:1996
I II III CLASS
1 Compressive strength ≥ [MPa] 160 140 80 MAIN LINES (0) I
2 Deval ≤[%] 5,6 7,0 9,0 PRIMARY LINES (1) I
3 Water bead up ≤ [%] 1,5 2,0 3,0 SECONDARY LINES II
4 Resistance to freezingde ≤ 1,5 3,0 5,0
LOAL LINES II ‐ general
III ‐ opcional

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 66
CONSTRUCTION TECHNIQUES
NORWAY :
Lower ballast layer
The gravel is laid out in a single layer up to a level 500 mm below the lowest rail (rail head). The gravel
is compressed easily without materials crushed.
The lower ballast layer shall be calculated by the following tolerances:
deviation from the planned height: +0 / ‐20 mm
deviation from the planned width: +100 / ‐0 mm
A gravel trench with depth / width 5/80 cm is constructed in the lower layer of the gravel. The purpose
of the trench is to prevent accidental arrangement of concrete sleepers. The trench should be laid
centric on the center line track.
Upper ballast layer
The upper layer ballast laid out using gravel wagons after the track is built and includes any
replenishment after the track is adjusted.
SPAIN :
For the construction of the ballast bedding we can consider different ways depending on the line, in lines
with a speed equal or higher than 200 km/h the assembly of the track must be down after the conforming
of the first layer of ballast with a thickness of 23 cm, in conventional lines with a speed lower than 200km,
the assembly can be done over the subbalast layer or over a 18 cm thickness ballast layer.
Then for ballast bedding defining we will have to apply the Ballast management and tamping machine
several times to reach the required level.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 67
GEOMETRIC DEFINITION
NORWAY :
The total height of the ballast layer in Norway shall be:
750mm to the top of rail for UIC60 tracks.
700mm to the top of rail for other tracks.
SWEDEN :
The thickness of the ballast is 50cm. For bridges the thickness of this layer increase to 0.4 m in order to
increase the elasticity. Ballast shoulder is normally given a width of 0.40 m, making the ballasted area width
of the straight section is normally 3.3 meters.
The curves with horizontal radio R<500 m skravfritt track width to increase ballast 0.55 m. When R<400 m
is also performed an increase in the ballast shoulder to 0.1 m in outer string. Macadam Aggregate slope
should be 1:1.5 in both straight tracks which curved track.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 68
POLAND :
In the polish railway tracks the thickness of the layer below the sleeper must be, at least, 35 cm. The
inclination of the slopes is 1:1.5.
FIGURE 34: DOUBLE AND SINGLE RAILTRACK SECTION IN PRINCIPLES LINES (0) AND MAIN IMPORTANCE (1)
FIGURE 35: DOUBLE AND SINGLE RAILTRACK SECTION IN PRINCIPLES LINES (0) AND SECUNDARY IMPORTANCE (2)

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 69
FIGURE 36: RAILTRACK SECTION IN REGIONAL LINES (3)
SPAIN :
In the Spanish railway tracks the thickness of the layer below the sleeper must be higher than 30 cm in high
speed lines and 20 cm in conventional ones.
The ballast bedding shall be determined as indicated in the standard NRV 3410. "Ballast Bedding
dimensions" while the thickness of the ballast must be 30 cm in the lines with a speed higher than 120
km/h, should be 25‐30 centimetres in conventional lines with an equal or less speed than 120 Km/h,
depending on the section of track with or without a sub ballast layer according to the standard indicating
3401. The tolerances in the new track are both ‐2, +5 cm.
The inclination of the slopes is 3H: 2V.
FIGURE 37: BALLAST SECTIONS FOR IBERIAN GAUGE

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 70
FIGURE 38: BALLAST SECTIONS FOR INTERNATIONAL GAUGE
2.2.2.2 SUBBALLAST
Subballast is the platform top layer, which support the ballast. It is a waterproof layer which preserve the
platform from the rainwater, transmitting the train loads through the ballast in a uniformly way to the
platform.
CHARACTERISTICS OF THE MATERIALS
NORWAY :
FIGURE 39: NORWAY RAIL TRACK SECTION
Frost blanket course
The frost protection shall be built up of good friction materials, i.e. well graded, well drained and frost
ensured masses.
Subbase
The subbase shall have minimum thickness 700 mm. Excluded from this requirement is subbase in
tunnels, on bridges and in tracks that are not main lines. Top part of subbase may consist of a levelling

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 71
layer of gravel/crushed stone as underlay for the ballast. The subbase shall be drained. Materials used
in the subbase shall be according to [NS 3420 I54 "Reinforcement Stroke"].
Rockfill
Subbase made up of rockfill shall have maximal stone size of 300 mm, but not greater than half the
layer thickness which are layd out. The stone materials must be well graded, with grains gradation
figures Cu = d60/d10 ≥ 15th.
Crushed stone
Same requirements as for rockfill to grading and stone sizes also apply for subbase made up of
crushed stones as for rockfill.
Gravel
Reinforcement Stroke of gravel materials shall consist of well‐graded pulps from natural gravel
occurrences. Materials may include stone but maximum grain size shall not exceed 150 mm.
Lightweight aggregate and foam glass
Lightweight aggregate and foam glass utilized primarily as stabilizing measures for to reduce
tensions (shear tensions) in subsurface, and for load reduction.
Foamed polystyrene
Foamed polystyrene is used by same causes as Lightweight aggregate and foam glass. Foamed
polystyrene cannot be used if there is danger for buoyancy or large water pressure of
embankment.
Rockfill and crushed stone
The rock materials must be well graded, with grains gradation figures Cu = d60/d10 ≥ 15th. Maximum
permitted stone size is 500 mm, but not greater than 2/3 of layer thickness which is laid out.
Sand and gravel
Frost protection layer made up of gravel materials shall consist of well‐graded pulps from natural
gravel occurrences. Materials may include stone but maximum grain size shall not exceed 150 mm.
SWEDEN :
In Sweden, the sorting of subballast reaches diameter higher that in the rest of the countries and in fact
correspond with a size of embankment.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 72
SPAIN :
The 100% of the material must came from crash material retained by sieve 4 UNE.
The 100% retained by sieves 4 UNE must came from crushing.
The size of the material must be:
SIEVE 40 UNE 40 31,5 16 8 4 2 0,5 0,2 0,063
% PASS (WEIGH %) 100 90‐100 85‐95 65‐80 45‐65 30‐50 10‐40 5‐25 3‐9
The organic matter and the sulphates will be less than 0.2%.
The uniformity coefficient (D60/D10) will be equal or higher than 14 and the Cu (D30 2/D60xD10)
between 1 and 3 (by UNE EN 933‐1)
The Angeles coefficient must be lower than 28 and the micro deval coefficient lower than 22.
Waterproof index: ≤ 10‐6 cm/s
Sand equivalent test must be higher than 45 for the past material from sieve number 2.
CONSTRUCTION TECHNIQUES
NORWAY :
The subbase shall be build up in layers of approved materials. Thickness adapted to grain size.
Placement and compaction shall be in accordance with [NS 3420 I54 "subbase"].
Formation Plan (grade level)
The formation plan shall at no place have larger deviations than + 0 and ‐ 50 mm from the projected
height. The formation plan shall not have larger deviations than + 100 mm from the projected width.
SWEDEN :
If the subballast is made up with gain the thickness is more than 80, but if it’s built with rock it will be 50cm.
Frost insulation layers of different types do not mix. Every type, crushed rock material, soil or gravel crusher
materials provided an extent with less than 200 m in the track longitudinally. Shifting of frost insulation
layer is not permitted transversely. Transitions between types impaled out with slope of the track 1:20
longitudinally.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 73
SPAIN :
The unit includes the following operations:
Provision of material.
Extended wetting (if required) and compaction of each layer.
Refinement of the surface of the last layer.
The compacted layer present a dry density equal, at least, to one hundred per cent (100%) of that obtained
in the Modified Proctor test, the average of six test for each batch, there being no less than 98% value.
The Ev2 modulus obtained in the charging section of a plate bearing test (NLT‐357/98), plate of 30 cm will
be higher than 120 MPa, it being necessary also verify that Ev2 / Ev1 <2.2 where the value of EV1 would
have been less than 75 MPa.
Topographical marks are arranged along the axis and on both edges thereof, every twenty metres (20 m),
and levelled to millimetres (mm). Each mark shall not get down more than 15 mm from the theoretical, like
the surface between marks, no more than 10 mm in 3 m length.
GEOMETRIC DEFINITION
NORWAY :
The subbase shall have minimum thickness 700 mm. Excluded from this requirement is subbase in tunnels,
on bridges and in tracks that are not main lines.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 74
SWEDEN :
There are two different layers for the subballast:
One first layer with a view to increasing the lifting capacity (“Förstärkningslager”) with a minimum
thickness of 80 cm (except if the platform is of rock)
Other layer of subballast in order to protect to the platform of the ice “Frostisoleringslager” that can
oscillate between its absences until thicknesses of 140 cm (depending of the geographic position in
Sweden). In Malmbanan corridor the thickness is between 100 – 140 cm.
In fact one of the main exigencies with a view to protect the platform in front of the ice consists in dicing
the base of the layer from sub‐ballast.
POLAND :
The inclination of the slopes are 1:1.5, these layer have a 0.5% slope to prevent water accumulation, in
single tracks, these slope has a different geometric definition than, e.g., Spanish ones, see the figure below.
5% 5% 5% 5%
Poland Spain
SPAIN :
The thickness shall be determined by the work Project, although it will be higher than 25 cm in tracks with a
speed equal or higher than 160 km/h, currently, for high speed lines the thickness will be 30 cm, if the
speed is lower than 160 km/h the thickness will be 25 cm, when the ballast height below sleeper will be
lower than 30 cm, in other way, caused by construction conditions, the minimum thickness will be 15 cm.
The inclination of the slopes is 2H: 1V, this layer have a 0.5% slope to prevent water accumulation.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 75
2.2.3 ECONOMICAL ANALYSES
2.2.3.1 CONSTRUCTION VS MAINTENANCE VS RENEWAL
CONSTRUCTION OF THE HIGH SPEED RAILWAY INFRASTRUCTURE COSTS
The high‐speed railway projects must meet many requirements and constraints, mainly technical. That’s
why a comparative analysis of investment costs of a high speed railway infrastructure can be highly
subjective.
It will also depend on the level of aggregation of the study, being able to analyze from the total investment
cost in a line or section (i.e. €/km) or disaggregate to the level of the railway superstructure components
(i.e. type of track or sleeper).
The key investment budget is divided into three main sections according to UIC studies and previous
experience:
Planning and site preparation costs, including feasibility studies and land acquisition/expropriation.
Represents 5‐10% of the total investment costs.
Construction of railway platform costs. It varies depending on the span length and previous terrain’s
characteristic. Represents 10‐25% of the total investment, which may be up to 40‐50% of the total
project cost if unique performances (bridge, viaduct, tunnel…) are needed.
Investment in railway superstructure. Includes other items associated with the new line at a cost
generally proportional to the length. It accounts for 5‐10% of the total investment, including platforms,
stations and sidings.
Signaling elements (with a 10% approximate each) complete major investment chapters of high‐speed rail.
Traffic control facilities, security and communications are becoming a bigger part of the total budget.
Among the factors that may have a strong influence on saving investment costs we can include:
A closed design, i.e. a high speed line not suffering (or suffering the fewest possible) changes from the
study phase/project to construction.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 76
A unique operating model: a high‐speed line exclusively dedicated to passenger traffic allows higher
slopes in the layout (up to 3.5% instead of 1‐1.5%). It restricts the use of more expensive construction
solutions as tunnels and viaducts. This depends on topography and terrain type.
"Space economy": There are higher construction costs in environments of high population density.
Building a high‐speed line in urban or suburban, where a single corridor can attend various
infrastructures, leads overruns by establishing interim operating situations (affections, provisional
status and replacement of existing infrastructures), limited work periods (short and night) and
performance of existing signaling systems.
Environmental impact management and proposed integration measures.
"Economy of the experience". Although it seems to be no evidence regarding this. The specificity of
every project, diversity of construction methods and technological advances difficult making
homogeneous comparisons between countries with high experience in designing high‐speed line.
Ballasted track has been the historically more often used typology in conventional lines. Therefore, there is
an extensive experience in technical and economic management. Consequently, the design and
construction of the first high‐speed lines was done on ballast, which motivated the analysis and
implementation of the technical characteristics of the superstructure on ballast.
There is a lot of information about costs by type of infrastructure and superstructure, but its great
dispersion doesn’t offer a wide enough statistical sample. Nevertheless, several studies have established
ratios of costs of construction of a high speed line on track in ballast, ballasted‐ballastless transition and
crossing and switches.
COST (OF JUNE 2007)
BALLASTED TRACK HSR 445 €/m rail track
BALLASTED‐BALLASTLESS TRANSITION HSR 62.200 €/unit
CROSSING AND SWITCHES HSR 330.000 €/unit
On these ratios we can apply different coefficients to reflect the influence on the cost of the infrastructure
of different factors as tunnels, viaducts, embankments, benches or layout.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 77
Adding to the track the rest of budget chapters and taking into consideration the experience in countries
with high‐speed lines (10 countries and 45 projects considered), the average cost per kilometer, expressed
in € 2005, is between 6 and 45 million/km. The average value is 17.5 million/km.
MAINTENANCE, OPERATION AND INFRASTRUCTURE RENEWAL COSTS
After the construction of the infrastructure, the provision of rail services involves two main types of costs:
those associated with the provision of services and, bigger than this, maintenance cost of that
infrastructure.
A significant portion of maintenance costs are fixed costs, determined by periodic auscultation programs
and maintenance operations. These are more or less independent of factors such as traffic volume, in order
to maintain the set quality standards.
These costs include maintenance personnel labor cost, materials and replacement parts as well as the
energy consumed in these tasks. Despite considering scheduled maintenance (preventive or predictive) as
fixed costs, schedule type and frequency of maintenance will have influence on fixed costs composition, as
seen in different railway administrations.
Just a part of the maintenance costs are variable, and they are mainly concentrated in the rail elements.
There are a number of studies examining the influence on the maintenance and renewal costs of variables
such as the type of railway superstructure (ballasted or ballastless track), the speed or the intensity of
traffic.
INFLUENCE OF THE TYPE OF SUPERSTRUCTURE
After the analysis of maintenance costs unit values, it is estimated 15 € / m track and year as a reasonable
cost on ballasted track. In slab track, based on Japanese experience, a value of 4.5 € / m of track per year is
taken as the lower limit of the maintenance costs. This sets the relation between slab / ballast track
maintenance costs into 30%.
INFLUENCE OF TRAFFIC
The traffic running through a line appears as a determinant factor of the track degradation and therefore
the cost of maintenance. However it is unknown the exact function to elate maintenance costs and traffic
volume.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 78
From the set of studies we can conclude:
Traffic volume contributes positively to increased track maintenance costs.
According to references, traffic volume contribution to maintenance costs is between 0.210 and
0.327€/km of track per year per average daily TBK (calculated on an annual basis).
These variations have been obtained from 10,000 traffics over the daily average TBK. No references are
available for traffic below this threshold.
Paradoxically, the "Economy of the experience" in countries like Spain has meant that despite an increase
in traffic volume (+41%), maintenance costs have been reduced in the same period (11% nominal).
MAINTENANCE AND RENEWAL OPERATIONS
Given the limited experience available for renovation activities in high‐speed lines, most of the unit costs in
literature concerns to conventional network renovation activities.
Additionally, amounts provided by some railways infrastructure managers have relevant variations to each
other. The cause of this could be the differences in initial conditions of renewed lines and the different
nature of the operations carried out in each case.
Regarding to the French experience in renovation activities in the high‐speed lines, the cost of the ballast
renewal was 250 €/m of track, while switches and crossings renewal accounted 2.25 million euros per unit.
There are no quantitative values regarding to plates, sleepers or rails renewal in high‐speed lines.
Therefore, it is proposed taking as reference the construction and initial installation costs of these
elements. This hypothesis is probably underestimating the renovation costs, because it’s not taking into
account the removal of the materials on site.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 79
MAINTENANCE COSTS BY SYSTEM AND COUNTRY €/KM OF SINGLE TRACK
BELGIUM FRANCE ITALY SPAIN
% % % %
KM SINGLE TRACK (Nº) 142 2.638 492 949
TRACK MAINTENANCE 13.841 43,7 19.140 67,3 5.911 46,0 13.531 10,1
ELECTRIFICATION 2.576 8,1 4.210 14,8 2.455 19,0 2.986 8,9
SIGNLLING 3.248 10,3 5.070 17,8 4.522 35,0 8.654 25,9
COMUNICATIONS 1.197 3,8 ‐ ‐ ‐ ‐ 5.637 16,8
OTHER COSTS 10.821 34,2 ‐ ‐ ‐ ‐ 2.650 7,9
AGGREGATE MAINTENANCE 31.683 28.120 12.919 33.457
2.2.3.2 USEFUL LIFE: THEORETICAL VS REAL
Useful life is the estimated duration in which a given system can properly fulfill its function without
affecting the traffic safety. The lifetime can be estimated for each track component independently or for
the whole track.
Rail
Interaction between wheel and rail produces a progressive wear on the contact surfaces, altering
railhead geometry and reducing its resilient section. Due to cyclic loads over the rail, rail renewal can
be needed when a number of cycles has been reached. Specific studies quantified rail life in
approximately 40 to 60 years.
Sleepers
The life of the sleepers is conditioned by its shape and material they are made of, climatic conditions
and terms of use.
Specific studies set concrete sleepers life in 30‐40 years, or 500 million gross tons. This is conditioned
by the quality of the concrete used, the correct site work and its care and maintenance. (Puebla et al,
2000).
Ballast
Cyclic loads causes by the traffic and stone to stone contacts slowly crush the ballast over time. This
causes ballast contamination and, eventually, requires washing or ballast replacement.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 80
Silicon ballast useful life is quantified at 300 million gross tons, equivalent to 25 to 30 years. (Puebla et
al, 2000)
Infrastructure
The next table represents the useful life of different infrastructure components.
COMPONENT USEFUL
Tunnel 50‐100
Steel bridge 50‐80
Concrete bridge 50‐100
Overpasses and underpasses 50‐100
REFERENCE: BAUMGARTER (2001)
The useful life of the different railway system according to the Spanish Railways Infrastructure Manager
(ADIF) is shown in the next table.
USEFUL LIFE OF RAILWAY SYSTEMS (ADIF)
SYSTEM USEFUL LIFE
Plattform
Earthmoving works 100
Tunnels, bridges and engineering structures 100
Drainage 25
Line fencing 50
Track superstructure 30‐60
Electric instalations
Contact wire 20
Supporting posts 60
Power substations 60
Signalling, comunications and security 25

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 81
2.3 TRAFFIC THERESHOLD
2.3.1 QUALITY INDEX, EVALUATION VALUES, DECISIONS MAKING, ALONG THE CORRIDORS
NORWAY :
The quality number (K‐number) indicates for which portion of a line all values are within the limits. It is
used to monitor track quality on longer sections of line. The K‐number is calculated using the following
formula:
∑l= the sum of all track lengths where standard deviation is within the quality limits.
L = the monitored track length.
σ‐values gives the limit for good track quality, expressed as standard deviation of faults in the track
geometry.
TABLE 6: QUALITY LIMITS
QUALITY CLASS SPEED
(KM/H)
QUALITY LIMITS (MM)
VERTICAL GEOMETRY
ΣH
SUPER ELEVATION
ΣR
HORISONTAL
GEOMETRY ΣP
CONSCIENCE
ΣS K0 145 ‐ 1,1 0,9 1,1 1,6
K1 125 ‐ 140 1,3 1,0 1,2 1,7
K2 105 ‐ 120 1,5 1,2 1,3 1,9
K3 75 ‐ 100 1,9 1,4 1,7 2,4
K4 45 ‐ 70 2,4 1,8 2,0 3,1
K5 ‐ 40 2,9 2,2 2,4 3,6
The size of conscience is a vector sum of horizontal geometry and super‐elevation, in order to
accommodate the cases where this is greater than the two parameters separately. Size is only relevant
when measuring carriage driving.
The quality number should be as high as possible. Low quality number will also accelerate the degradation
of the track.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 82
TABLE 7: REQUIREMENTS FOR QUALITY NUMBER
QUALITY CLASS SPEED(KM/H) QUALITY NUMBER
NEWLY ADJUSTED MAINTENANCE LIMIT ACTION LIMIT
K0 145 ‐ 90 90 50
K1 125 ‐ 140 90 85 40
K2 105 ‐ 120 90 80 30
K3 75 ‐ 100 90 75 20
K4 45 ‐ 70 90 70 20
K5 ‐ 40 ‐ ‐ ‐
SWEDEN :
Track quality measurements and improvements is one of the prime issues in railroads in terms of planning
time and related cost. Making decision concerning measurements interval and how to allocate limited
resources for maintenance execution has an enormous influence on maintenance efficiency. Applying the
efficient and optimal tamping strategy helps reduce maintenance costs, making operations more cost
effective and leading to increased safety and passenger comfort.
Track geometry maintenance (tamping) is a maintenance action used to compact ballast and correct track
geometry faults such as incorrect alignment (lateral deviation) or incorrect longitudinal level (vertical
deviation). In Sweden, the annual tamping cost is about 100‐120 MSEK, and the total amount of tamped
track is approximately 1700 km, about 14% of the total track length.
TRACK QUALITY MONITORING AND MAINTENANCE:
To monitor track quality, Traffikverket regularly (every 1‐2 months from April to October) uses an
inspection car to measure the deviation of the track with an inertia measurement system and an optical
system. An accelerometer measures the acceleration of the vehicle; based on the recorded accelerations,
the vertical and lateral deviation of the track is calculated for consecutive 25‐centimeter intervals.
Based on these 25‐centimeter interval measurements, the standard deviation, ıS, of the monitored cant
error (C) and the average monitored lateral position error of the high rail (SHigh) (see Figure 40 and next
equation) are calculated for 200‐meter sections. The standard deviation of the average monitored vertical
error for the left and right rail, σ H is also calculated for 200‐ meter sections.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 83
The standard deviations for lateral and vertical errors (σ S and σ H) are calculated from short wavelength
signals. Since the recorded signals from the measuring car are the combination of long and short
wavelengths, filtering is required. This can be done by selecting only signals in the range of 1 to 25 meters.
Traffikverket uses several condition indices to describe the condition of the track, the most important of
which are the Q‐value and K‐value. These are calculated based on the standard deviation of the vertical and
lateral displacements, σ S and σ H, and the comfort limits that define the acceptable standard deviation of
the longitudinal level for 200‐meter track sections.
The formula for calculating the Q‐value is:
Where:
σS lim = The comfort limit for the σ S value, defined for different track classes (see Table 8)
σH lim = The comfort limit for the σ H value, defined for different track classes (see Table 8).
FIGURE 40: SCHEME

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 84
The other index, the K‐value, is the ratio between (∑l), the total length of the track with standard
deviations below the comfort limits, and the total length of track (L). This index is used to obtain an overall
picture of the track condition over a long distance and is calculated by the equation:
In addition to the Q‐value and the K‐value, two fault limits are defined for 25‐cm track sections, “B‐faults”
and “C‐faults”. C‐faults, which are safety‐related limits, identify the maximum allowable deviation from the
design position (see Figure 40), while B‐faults identify the limits for the execution of preventive
maintenance. Although these limits are defined for “point failure” (25 cm), the fault normally occurs over a
length of at least 1 to 5 meters due to rail stiffness.
The track of the iron ore line consists of two quality classes, K2 and K3, each with a different allowable
speed, dissimilar fault thresholds and comfort limits for local trains (see Table 8).
TABLE 8: COMPARISON OF THE ALLOWABLE LIMITS BETWEEN K2 AND K3
Traffikverket outsources the tamping of each line to different contractors, mostly using performance
contracts. In this type of outsourcing, it is up to contractors to select appropriate methods and plan for the
work. They are responsible for both regular measurements of track geometry and tamping, and they base
their execution of tamping on the calculated Q‐values and C‐fault limits.
Tamping is executed as either preventive maintenance or corrective maintenance. Execution of tamping
due to the C‐fault is considered corrective maintenance; tamping due to the Q value is considered
preventive maintenance. This means that if the Q value of the track section falls below the contractual limit

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 85
and/or there is deviation in the track greater than the C‐fault limits (safety limits), tamping should be
performed. Tamping is obligatory (i.e. required by regulation) if the C‐fault value exceeds the C‐fault limit.
In the performance contracts, two limits are specified for the Q value, a goal limit and a contractual limit. If
the actual Q value of the track is higher than the goal limit, contractors will receive a bonus, while if it is
below the contractual limit, they must pay a penalty.
POLAND :
The state of the railway track is evaluated by:
Measuring the basic parameters which characterize the situation of the tracks, the gauge, the
differences between the height of the rails, the twist, the horizontal and vertical differences of the
rails.
The value of the state of the track index "J"
J = Sz + Sy + Sw + 0.5 Se / 3.5
Measurement of additional parameters like:
the situation of the track in horizontal and vertical to the alignment of the center of the track,
In continuous welded rail track, the values of the displacements of the rails regarding to fixed
points.
In unwelded rail track the values of the displacements of the expansion joints.
There are other index which shows the superstructure degradation according to the degradation of the rails
(Gs), sleepers (Gp) and ballast (Gt).
PORTUGAL :
Quality Indexes
The geometric quality of the track is evaluated based on the standard deviation for the alignment and
longitudinal level, calculated for each 200 meters track section. The worst value (alignment or level)
dictates the quality level.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 86
GEOMETRIC ANALYSIS FOR 200 METERS SECTION
INDEX LIMITS ACTION
QN1 ≤ Warning Limit Track section in good status.
QN2 > Warning Limit ≤ 1.3 times Warning Limit Track section with maintenance needs for medium term.
Actions should be planned in line with the annual planning
accordingly with the desired geometric quality and the
degradation trend known.
QN3 > 1.3 times Warning Limit Track section with strong evidence of maintenance needs in
a very short term. Actions to be included on the annual
maintenance planning.
SPAIN :
The methodology used for evaluating the geometric quality of the track depends on if it is conventional or
high speed.
On conventional lines, is expressed by the value of a “Q” index. This indicator is calculated appreciating,
ponderously, all the flaws in the various parameters that determine the geometric quality of the track. The
quality index Q is obtained from the following expression:
S0= Qualification of parameter P0, longitudinal levelling of left rail.
S1= Qualification of parameter P1, longitudinal levelling of right rail.
S3= Qualification of parameter P3, track gauge.
S4= Qualification of parameter P4, track warping.
S5= Qualification of parameter P5, cross levelling.
S6= Qualification of parameter P6, alignment on left rail.
S7= Qualification of parameter P7, alignment on right rail.
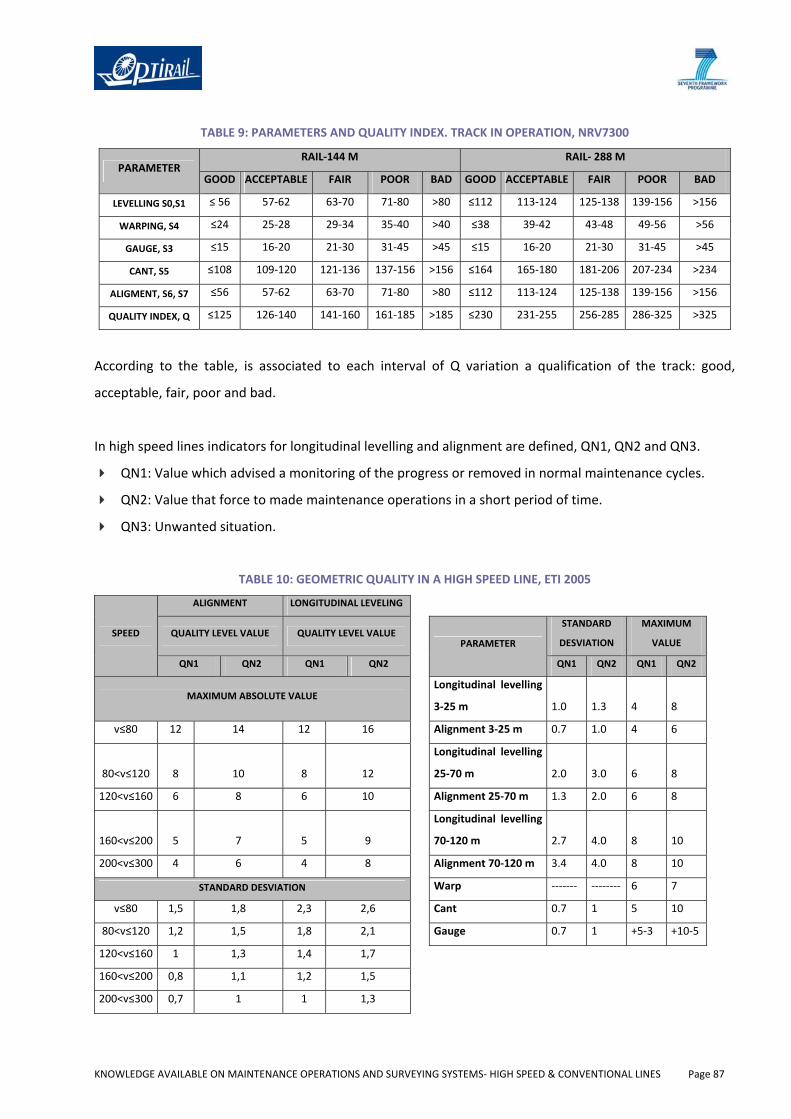
KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 87
TABLE 9: PARAMETERS AND QUALITY INDEX. TRACK IN OPERATION, NRV7300
PARAMETER RAIL‐144 M RAIL‐ 288 M
GOOD ACCEPTABLE FAIR POOR BAD GOOD ACCEPTABLE FAIR POOR BAD
LEVELLING S0,S1 ≤ 56 57‐62 63‐70 71‐80 >80 ≤112 113‐124 125‐138 139‐156 >156
WARPING, S4 ≤24 25‐28 29‐34 35‐40 >40 ≤38 39‐42 43‐48 49‐56 >56
GAUGE, S3 ≤15 16‐20 21‐30 31‐45 >45 ≤15 16‐20 21‐30 31‐45 >45
CANT, S5 ≤108 109‐120 121‐136 137‐156 >156 ≤164 165‐180 181‐206 207‐234 >234
ALIGMENT, S6, S7 ≤56 57‐62 63‐70 71‐80 >80 ≤112 113‐124 125‐138 139‐156 >156
QUALITY INDEX, Q ≤125 126‐140 141‐160 161‐185 >185 ≤230 231‐255 256‐285 286‐325 >325
According to the table, is associated to each interval of Q variation a qualification of the track: good,
acceptable, fair, poor and bad.
In high speed lines indicators for longitudinal levelling and alignment are defined, QN1, QN2 and QN3.
QN1: Value which advised a monitoring of the progress or removed in normal maintenance cycles.
QN2: Value that force to made maintenance operations in a short period of time.
QN3: Unwanted situation.
TABLE 10: GEOMETRIC QUALITY IN A HIGH SPEED LINE, ETI 2005
SPEED
ALIGNMENT LONGITUDINAL LEVELING
QUALITY LEVEL VALUE QUALITY LEVEL VALUE PARAMETER
STANDARD
DESVIATION
MAXIMUM
VALUE
QN1 QN2 QN1 QN2 QN1 QN2 QN1 QN2
MAXIMUM ABSOLUTE VALUE Longitudinal levelling
3‐25 m 1.0 1.3 4 8
v≤80 12 14 12 16 Alignment 3‐25 m 0.7 1.0 4 6
80<v≤120 8 10 8 12
Longitudinal levelling
25‐70 m 2.0 3.0 6 8
120<v≤160 6 8 6 10 Alignment 25‐70 m 1.3 2.0 6 8
160<v≤200 5 7 5 9
Longitudinal levelling
70‐120 m 2.7 4.0 8 10
200<v≤300 4 6 4 8 Alignment 70‐120 m 3.4 4.0 8 10
STANDARD DESVIATION Warp ‐‐‐‐‐‐‐ ‐‐‐‐‐‐‐‐ 6 7
v≤80 1,5 1,8 2,3 2,6 Cant 0.7 1 5 10
80<v≤120 1,2 1,5 1,8 2,1 Gauge 0.7 1 +5‐3 +10‐5
120<v≤160 1 1,3 1,4 1,7
160<v≤200 0,8 1,1 1,2 1,5
200<v≤300 0,7 1 1 1,3

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 88
We can see that the geometric quality requirements are higher in high speed lines than in conventional
ones.
Is mandatory to remark that both methodologies are useful, being their objectives quite different. “Q” is a
global quality indicator, it try to show, in one value, the quality of the track giving more or less importance
to each parameter.
Otherwise, the QN index, tried to evaluate the railtrack quality from other view, each of these indicators
indicates a situation, trying to control the evolution of the rail track faults, recommending several
preventive performance to each limit value, these method looks more suitable.
2.3.2 LEVELING, ALIGMENT, CAMBER, WARP
NORWAY :
From JD590: The track geometry is periodically monitored using a Track Recording Vehicle (ROGER 1000).
The test frequency is dependent on the quality class of the track. Based on these recordings the standard
deviation and quality number of the track is calculated.
The standard deviation is as a rule calculated on the bases of 200 m or 1000 m length of line. Standard
deviation is calculated for these lengths and with accuracy as shown in the next table.
PARAMETRES WAVELENGTH MEASURING ACCURACY BASIS OF CALCULATION
Standard deviation of
vertical alignment
3 – 25 m
25 – 70 m
70 – 150 m
± 0.2 mm
± 0.5 mm
± 1.5 mm
200 m
1000 m
1500 m
Standard deviation of
horizontal alignment
3 – 25 m
25 – 70 m
70 – 150 m
± 0.2 mm
± 0.5 mm
± 1.5 mm
200 m
1000 m
1500 m
Standard deviation of
super‐elevation(cant)
3 – 25 m
25 – 70 m
± 0.2 mm
± 0.5 mm
200 m
1000 m
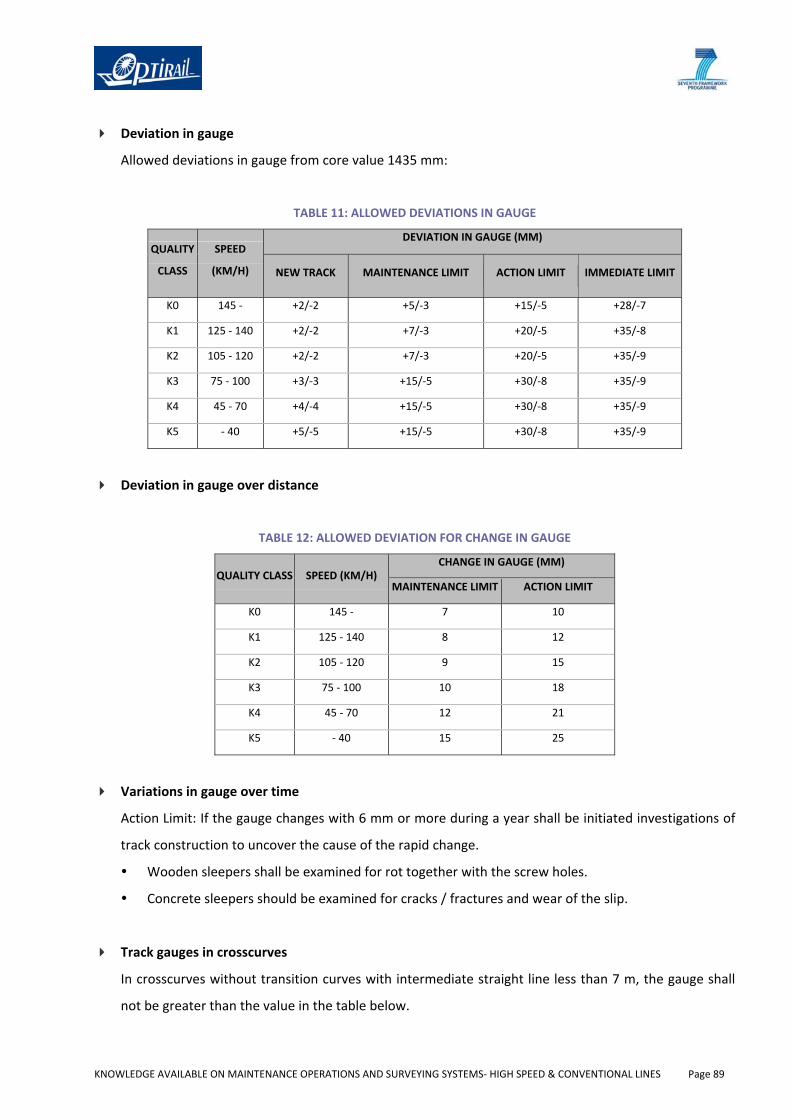
KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 89
Deviation in gauge
Allowed deviations in gauge from core value 1435 mm:
TABLE 11: ALLOWED DEVIATIONS IN GAUGE
QUALITY
CLASS
SPEED
(KM/H)
DEVIATION IN GAUGE (MM)
NEW TRACK MAINTENANCE LIMIT ACTION LIMIT IMMEDIATE LIMIT
K0 145 ‐ +2/‐2 +5/‐3 +15/‐5 +28/‐7
K1 125 ‐ 140 +2/‐2 +7/‐3 +20/‐5 +35/‐8
K2 105 ‐ 120 +2/‐2 +7/‐3 +20/‐5 +35/‐9
K3 75 ‐ 100 +3/‐3 +15/‐5 +30/‐8 +35/‐9
K4 45 ‐ 70 +4/‐4 +15/‐5 +30/‐8 +35/‐9
K5 ‐ 40 +5/‐5 +15/‐5 +30/‐8 +35/‐9
Deviation in gauge over distance
TABLE 12: ALLOWED DEVIATION FOR CHANGE IN GAUGE
QUALITY CLASS SPEED (KM/H) CHANGE IN GAUGE (MM)
MAINTENANCE LIMIT ACTION LIMIT
K0 145 ‐ 7 10
K1 125 ‐ 140 8 12
K2 105 ‐ 120 9 15
K3 75 ‐ 100 10 18
K4 45 ‐ 70 12 21
K5 ‐ 40 15 25
Variations in gauge over time
Action Limit: If the gauge changes with 6 mm or more during a year shall be initiated investigations of
track construction to uncover the cause of the rapid change.
Wooden sleepers shall be examined for rot together with the screw holes.
Concrete sleepers should be examined for cracks / fractures and wear of the slip.
Track gauges in crosscurves
In crosscurves without transition curves with intermediate straight line less than 7 m, the gauge shall
not be greater than the value in the table below.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 90
FIGURE 41: TRANSITION CURVES WITH INTERMEDIATE STRAIGHT LINE LESS THAN 7 M
TABLE 13: MAXIMUM GAUGE
R1 (M) R2 (M) MAX. GAUGE (MM)
140 ‐ 200 140 ‐ 200 1440
140 ‐ 200 200 ‐ 300 1450
200 ‐ 300 200 ‐ 300 1460
If one of the curve radiuses is greater than 300 m, the gauge must not exceed 1465 mm.
Vertical geometry
TABLE 14: ALLOWED UNEVENNESS IN HEIGHT
QUALITY CLASS SPEED (KM/H) UNEVENNESS IN HEIGHT OF EACH RAIL (+/‐ MM)
NEWLY ADJUSTED MAINTENANCE LIMIT ACTION LIMIT
K0 145 ‐ 2 6 9
K1 125 ‐ 140 2 6 10
K2 105 ‐ 120 2 7 12
K3 75 ‐ 100 4 10 16
K4 45 ‐ 70 5 13 21
K5 ‐ 40 6 17 27
TABLE 15: ALLOWED UNEVENNESS IN SUPERELEVATION
QUALITY CLASS SPEED (KM/H) UNEVENNESS IN SUPERELEVATION (+/‐ MM)
NEWLY ADJUSTED MAINTENANCE LIMIT ACTION LIMIT
K0 145 ‐ 2 4 6
K1 125 ‐ 140 2 4 7
K2 105 ‐ 120 2 5 8
K3 75 ‐ 100 3 7 10
K4 45 ‐ 70 4 10 13
K5 ‐ 40 5 12 16

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 91
TABLE 16: ALLOWED TWIST WITH 2 METER MEASURING BASIS
QUALITY CLASS SPEED (KM/H)
TWIST (+/‐ MM)
NEWLY
ADJUSTED
MAINTENANCE
LIMIT ACTION LIMIT
IMMIDIATE LIMITR ≥ 400 M 1) R < 400 M 1)
K0 145 ‐ 2 7 10 14 12
K1 125 ‐ 140 2 7 10 14 12
K2 105 ‐ 120 2 7 10 14 12
K3 75 ‐ 100 3 7 10 14 12
K4 45 ‐ 70 4 7 10 14 12
K5 ‐ 40 5 7 10 14 12
TABLE 17: ALLOWED TWIST WITH 9 METER MEASURING BASIS
QUALITY CLASS SPEED (KM/H)
TWIST (+/‐ MM)
NEWLY
ADJUSTED
MAINTENANCE
LIMIT ACTION LIMIT
IMMIDIATE LIMIT
R ≥ 400 M 1) R < 400 M 1)
K0 145 ‐ 6 20 31 43 34
K1 125 ‐ 140 6 20 31 43 34
K2 105 ‐ 120 6 20 31 43 34
K3 75 ‐ 100 9 20 31 43 34
K4 45 ‐ 70 12 20 31 43 34
K5 ‐ 40 15 20 31 43 34
Horisontal geometry
QUALITY
CLASS
SPEED
(KM/H)
DEVIATIONS IN RISING HEIGHT (+/‐MM)
NEWLY
ADJUSTED
MAINTENANCE
LIMIT
ACTION
LIMIT
IMMIDIATE
LIMIT
K0 145 ‐ 2 3 5 10
K1 125 ‐ 140 2 4 6 14
K2 105 ‐ 120 2 5 7 17
K3 75 ‐ 100 3 6 10 17
K4 45 ‐ 70 3 10 13 22
K5 ‐ 40 4 13 16 22

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 92
Adjustment
Where the gauge exceeds the immediate limits, the adjustment must be executed immediately.
Speed restrictions until the fault is corrected.
When exceeding the action limit, it shall be repaired and monitored so that the limit of a) isn't
exceeded before the next measurement.
Exceeding the maintenance limits, maintenance planned so that the error is corrected at the latest
before the action level is exceeded can be expected.
SWEDEN :
LEVELING, ALIGNMENT, CAMBER, WARP
To measure track positions, Traffikverket has a central measurement carriage STRIX (Litt Qih238). Vehicle
what is recording is the BVF 541.60.
Track Mode Control
Track mode control is performed to check the unevenness of track and allocate in relation to the
landscaped geometry. Small track irregularities can result uncomfortable disruption to passengers and
larger track irregularities may involve risk of derailment.
Different kinds of track position control:
Track Mode Control with recording vehicle: The track will be loaded and the measurement result is
recorded continuously. The measurement carriage STRIX also makes a track position that provides
objective quality for short and long distances.
Manual track position control. It is used when derailment is not recording vehicle.
Control of the absolute position in the track. It is used in track measure geodetic and whose
position is consolidated. Intended mode can always be restored and rail voltages can be
controlled. Limits are in BVF 541.60.
Quality Classes for track position
Quality Class for track position is determined on the basis of applied sth for locomotive category A and
the sth‐speed in Table 19. Sth for train category B with 20% higher than category A does not affect the
quality class.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 93
TABLE 18: QUALITY CLASSES FOR TRACK POSITION
QUALITY CLASS STH LOCOMOTIVE
KAT A (KM/H) STH SPEED
K0 145 ‐ 185 ‐
K1 125 ‐ 140 160 ‐ 180
K2 105 ‐ 120 135 – 155
K3 75 ‐ 100 95 ‐ 130
K4 40 ‐ 70 ‐ 90
K5 ‐ 40
K0‐K4 refers railroad tracks and K5 intends side and industrial sidings.
Quality
Quality standards relate to both the requirements for good passenger comfort and for optimum
safety against derailment.
Point failures
For single‐point failures, the geometry arranged in the following respects:
Altitude Mode 1‐25m (short‐wave), left and right rails
Height Location 25‐60/80/100m (longwave), mean left and right rails
Skew the measurement base 6 m and 3 m
Cant
Lateral alignment 1‐25m (short‐wave), left and right rails
Lateral alignment 25‐60/80/100m (long wavelength), mean right and left rails
Track
Quality standards for single‐point failures are given in Tables 19 and 20. The values in Table 19 and
20 relate deviations from the default value of lines of track position chart. For skew, cant and
gauge is the default value equal to the rash to appear with regard to arranged track geometry. The
table columns A, B and C with the following meanings:
Column A
Specifies the size allowed on the residual error in new adjustment of the track. Occasional
larger error can be accepted. The newly built seamlessly track with new track equipment
always applied class K0 independent of applied sth.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 94
Column B
Specifies values for maintenance. Track Location errors should be corrected in most cases
before they reach this size. Table values can be exceeded in individual points that are kept
under surveillance until they resolved.
Column C
Errors that exceed this limit must be addressed urgently. Until the fault is rectified
contemplated, the rate reduction depend on the magnitude of the error, track position in
general and other conditions.
TABLE 19: QUALITY STANDARDS FOR SINGLE‐POINT FAILURES, HEIGHT
DEVIATION FROM DEFAULT (MM)
QUALITY
CLASS
STH
LOCOMOTIVE
KM/TIM
STH SPEED
KM/TIM
UPPER REGISTER CANT
SHORT WAVY
WRONG 1‐25 M
WAVELENGTH
LONG ROW
ERROR
(BENCHMARK)
DEVIATION
SKEW
MEASUREMENT
BASE 6 M
SKEW
MEASUREMENT
BASE 3 M
A B C A B A B C A B C A B C
K0 145 ‐ 185 ‐ 2 6 9 7 15 2 4 6 4 9 13 3 6 9
K1 125 ‐ 140 160 ‐ 180 2 6 10 7 15 2 4 7 4 10 15 3 7 10
K2 105 ‐ 120 135 – 155 2 7 12 7 15 2 5 8 4 11 17 3 8 11
K3 75 ‐ 100 95 ‐ 130 4 10 16 ‐ ‐ 3 7 10 6 13 19 4 9 13
K4 40 ‐ 70 60 ‐ 90 5 13 21 ‐ ‐ 4 10 13 8 16 23 5 10 15
K5 ‐ 40 6 17 27 ‐ ‐ 5 12 16 10 19 27 7 12 15
Line in the graph 2 and 3 4 6 5 ‐

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 95
TABLE 20: QUALITY STANDARDS FOR SINGLE‐POINT FAILURES, LATERAL POSITION
DEVIATION FROM DEFAULT (MM)
QUALITY
CLASS
STH
LOCOMOTIVE
KM/TIM
STH SPEED
KM/TIM
LATERAL ALIGNMENT GAUGE
SHORT WAVY
WRONG 1‐25 M
WAVELENGTH
LONG WAVY
ERROR
(BENCHMARKS
DEVIATION FROM
NOMINAL VALUE 1435
MM
MODIFICATI
ON IN 10 M
TRACK
A B C A B A B C B C
K0 145 ‐ 185 ‐ 2 3 5 5 10 ±2 ±5 +15,‐5 7 10
K1 125 ‐ 140 160 ‐ 180 2 4 6 5 10 ±2 +7,‐5 +20,‐5 8 12
K2 105 ‐ 120 135 – 155 2 5 7 5 10 ±2 +10,‐5 +25,‐5 9 15
K3 75 ‐ 100 95 ‐ 130 3 6 10 ‐ ‐ ±3 +15,‐5 +30,‐5 10 18
K4 40 ‐ 70 60 ‐ 90 3 10 13 ‐ ‐ ±4 +20,‐5 +35,‐5 12 21
K5 ‐ 40 4 13 16 ‐ ‐ ±5 +20,‐5 +35,‐5 15 25
Line in the graph 8 and 9 10 11
Track Location Stats
The measurements in the trailer analysis system calculate the standard deviation (σ) for track
location parameters height, cant, position and interaction. Standard deviations are calculated
sliding over a track length of 200 m in Table 21 below shows the thresholds (benchmarks) for
comfort.
TABLE 21: COMFORT LIMITS FOR STANDARD DEVIATIONS
QUALITY
CLASS
STH
LOCOMOTIVE
KM/TIM
STH FAST
TRAIN
KM/TIM
COMFORT LIMIT
UPPER
REGISTER ΣH
RATIO RAIL
ΣR
LATERAL
ALIGNMENT ΣP
COLLABORATION
ΣS
MM MM MM MM
K0 145 ‐ 185 ‐ 1,1 0,9 1,1 1,6
K1 125 ‐ 140 160 ‐ 180 1,0 1,2 1,7
K2 105 ‐ 120 135 – 155 1,3 1,2 1,3 1,9
K3 75 ‐ 100 95 ‐ 130 1,4 1,7 2,4
K4 40 ‐ 70 60 ‐ 90 1 1,8 2,0 3,1
K5 ‐ 40 2,2 2,4 3,6
The values of the table are used i.e. for the calculation of quality factor Q and K, which among
other things report in the valuation charts and valuation lists.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 96
A high quality value means that track position average is good, but there still may have a few large
isolated defects.
Q ratio is a measure of the average σ‐values relative to the comfort limits in Table 21. It can be
used as a basis for maintenance planning and monitoring of track sections with a length of about
one kilometre and up.
Cost ratio indicates how much of a stretch where all σ‐values below the comfort limits. K's are
primarily used for Traffikverket comprehensive monitoring of trace mode for longer distances
(track pieces and string) and is unsuitable as a basis for maintenance planning in shorter sections.
K and Q‐factor > 80 means that the track position on the route largely complies with the limits in
Table 21.
Derailment Hazardous wrong
If the irregularities in the track are detected, and can present a risk of derailment, should be
considered:
If traffic must be immediately stopped; or
If traffic may be driven at reduced speed and under any coverage by checking the track before
each train until the fault is rectified.
The following track irregularities should be given special consideration with regard to the risk
of derailment:
- Track width greater than 1470 mm. Vulnerable sections are curved track with small radio
(side wear on surface), especially itineraries in and adjacent to the crossing where the
sleepers and rail fasteners are in poor condition.
- Skew (even a cant change):
POINTED RUSH [MM]
RAMPTAL I PARENTES
POINTED RUSH [MM]
RAMPTAL I PARENTES Base measurements 6 m > 30
(< 200)
> 25
(< 240) Base measurements 3 m > 18
(< 167)
> 15
(< 200)
(Ramptal = 1000 * measurement base / rash)

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 97
Super elevation errors are calculated from the zero line of the cant ramp (total skew will be taken
into account).
Skewed error the curve should be considered more serious than in the straight track. Pointed rash
in track mode diagram means short‐faults, such as low joint in one rail.
Blunt ruling means that the fault is long and that the real change of cant terms with longer
measurement base is larger than the angle of the track position chart.
POLAND :
These tables show the Permissible deviations of the measured parameters to ensure the comfort of the
travel depending on the measures made by work test car and electronics surveys systems and manually
ones.
The permissible values of the main parameters of the railway track situation (for continuous measurements
made with a Dresina and electronic survey system) are:
SPEED
[KM/H]
INEQUALITIES TWIST
5 M [MM]
RAILWAY GAUGE DIFFERENCESCANT
[MM]
INDEX
J [MM] HORIZONTAL
[MM]
VERTICAL
[MM]
WIDER
[MM]
REDUCTIONS
[MM]
GRADIENT
[MM/M]
200 4 3 5 4 3 1 5 1,3
180 5 4 6 5 3 1 6 1,6
160 6 6 8 6 4 1 8 2,1
140 7 8 10 8 5 1 12 2,7
120 9 10 12 9 7 1 12 3,3
100 13 14 14 10 7 2 15 4,3
80 17 18 16 10 8 2 20 5,3
70 20 21 18 12 8 2 20 6,1
60 24 25 19 15 8 2 25 7,0
50 29 30 21 17 8 3 25 8,2
40 35 35 23 20 9 3 25 9,6
30 44 40 25 25 9 3 25 11,2
20 53 50 30 32 10 4 25 14,5

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 98
The permissible values of the main parameters of the tracks for manually measures are:
SPEED[KM/H] GAUGE [MM]
HEIGHT
DIFFERENCE OF
RAIL LOCATION
[MM]
ARROW
DIFERRENCE IN
10 M ROPE
[MM]
LEVEL
DIFFERENCE OF
ALIGMNET
MARKS [MM]
DIFFERENCES
IN HEIGHT OF
ALIGMNET
MARKS [MM]
EXPANSIÓN
DIFFERENCES IN
THE SAME UNION
JOINTS:
MAX/MIN. [MM]
200 No measures are done.
180 No measures are done.
160 +4, ‐6 8 8 10 10 ‐
140 +8, ‐5 12 9 10 10 ‐
120 +9, ‐7 12 10 10 10 ‐
100 +10, ‐7 15 12 15 15 4
80 +10, ‐8 20 14 15 15 4
70 +12, ‐8 20 15 15 15 5
60 +15, ‐8 25 16 15 15 5
50 +17, ‐8 25 17 15 15 5
40 +20, ‐9 25 18 20 20 5
30 +25, ‐9 25 20 30 30 5
20 +35, ‐10 25 25 35 35 5
Below are the differences evaluation criteria of the state of the rail way superstructure.
Rails
CLASS
NUMBER OF
ADMISSIBLE RAIL
BREAKING PER 1 KM
VERTICAL ADMISIBLE
WEARING OF THE RAIL [MM]
LATERAL ADMISIBLE
WEARING OF THE RAIL [MM]
DECLINATION
ANGLE OF
LATERAL
SURFACE OF RAIL
HEAD α
ALL
DNPC
ORIGINALS
DNPP UIC60 (60E1) OTHERS UIC60 (60E1) OTHERS
0 6 2 12 14 65º
1 7 4 14 8 18 12
2 8 5 16 10 20 14 60º
3 9 6 16 14 20 17 55º
4 Y 5 10 7 20 16 22 19 55º
LATERAL TRACKS ‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐ 28 25 to the lower edge of the head 55º
Comment: 1) When there are simultaneous vertical and lateral wear should be reduced by half the effective lateral wear. 2) In class 0 tracks, after reaching the allowable lateral wear is forbidden to change (swap) rails of different sides. 3) On changed rails, the vertically wear have to be reduced by half of the sum of the actual wear of both lateral sides.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 99
Sleepers
SLEEPERS CLASIFICATION CRITERIA DEGRADATION
LEVEL
WOOD SLEEPERS
LOW WEAR Incision of the plate to the depth of 6 mm. Open longitudinal cracks no greater than 10 mm. Obliquity not exceeding 50 mm. 0 ‐ 0,2
MEDIUM WEAR Incision of the plate 6 ‐ 12 mm. Open longitudinal cracks greater than 15 mm. Dents and scratches from the surface up to 20 mm. Obliquity to 130 mm (with absence of cracks and incisions to 160 mm).
0,2 ‐ 0,7
HIGH WEAR Incisions of the plates and the total depth. Longitudinal cracks open more than 15 mm. More surface defects of 20 mm. Traces of rot. Obliquity as in the previous section. 0,7 ‐ 0,9
VERY HIGH
WEAR
You can take the bolts finger. Open cracks 30 mm and more. Transverse cracks (cracks) visible. Decayed sleepers. 0,9 ‐ 1,0
CONCRETE SLEEPERS.
LOW WEAR No cracks and breaks in the rail below. Unique hairline cracks in the central portion in the amount of up to 5 per rail sleepers 30 m (4 to 25 sleepers per lane m). 0 ‐ 0,2
MÉDIUM WEAR No cracks and breaks in the rail below. Sloughing hairline cracks in the concrete in the central part up to 10 sleepers for rail 30 m (8 sleepers for rail to 25 m). 0,2 ‐ 0,7
HIGH WEAR Cracks in the underside of the rail without sloughing of concrete sleepers to 5 per lane of 30 m (up to 4 sleepers per rail 25 m) or shredding up 2 runners per lane of 30 m and 25 m. Hairline cracks in the central part of concrete crumbling until sleepers for rail 15 (30 m to 12 sleepers for rail 25 m). Cracks in the central part of concrete crumbling sleepers for rail to 3 30 m and 25 m. Breaks up 2 runners per lane of 30 and 25 m.
0,7 ‐ 0,9
VERY HIGH
WEAR.
Cracks in the underside of the rail without breaking up the concrete in the amount of up to 5 per rail sleepers 30 m (up to 4 sleepers for rail 25 m) or crumbling of concrete sleepers over 2 per lane of 25 to 30 m. Cracks in the central part of the concrete without chipping in over 15 sleepers per lane of 30 m (over 12 sleepers per rail 25 m) or crushing of concrete sleepers for over 3 lanes of 30 m and 25 m. 3 and more breaks by rail sleepers 30 and 25 m.
0,9 ‐ 1,0
Ballast
BALLAST CLASIFICATION CRITERIA WEAR LEVEL
GOOD No clog‐. Small amount of herbs. Complete filling of the bottom faces of the sleepers. No detachment of the ballast is in the bottom faces of the sleepers. Sleepers’ spaces filled. The ballast compacted and stabilized. No symptoms of voids beneath the sleepers.
0 ‐ 0,2
REGULAR Clog‐singular, no more than two consecutive sleepers in the amount not exceeding 15% of sleepers. Lots of herbs. Sleepers unique lower face discovered until 2/3 height.
0,2 ‐ 0,6
BAD Clog‐in 3 to 5 consecutive sleepers, have overall in an amount of up to 30% of sleepers. Lots of herbs. Deficiencies of ballast spaces between sleepers to 2/3 of the height of the ties.
0,6 ‐ 0,8
WORST Clog‐over 5 consecutive sleepers, in total in an amount exceeding 30% of sleepers. Empty spaces between the sleepers. The undersides of the sleepers completely uncovered over a length of 4 m.
> 0,8

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 100
PORTUGAL :
Here are presented the tolerances and standard deviations of the geometric parameters for the track
gauges 1668 mm, 1435 mm and 1000 mm. The following situations are considered:
Works acceptance (distinguished between new/renewed tracks and maintenance works)
Maintenance decisions actions
The track quality evaluation for the maintenance decisions is performed taking the following tolerance
concepts:
Warning (work planning)
Intervention (short term actions)
Immediate action
The tolerances for works acceptance and immediate action are mandatory, the other ones are established
as reference values and managed accordingly the REFER maintenance policy taking as input the quality
level desired for the track, anomaly corrections timings and monitoring and inspections frequencies
affected to the major anomalies.
TOLERANCES DEFINITIONS
Warning tolerance
The value of the geometric parameter that when overpassed originates an input on the programmatic
maintenance works. The timeline for the works scheduling will be defined by infra‐structure
maintenance responsible organization relying on the defined limits and resource available.
Intervention tolerance
The value of the geometric parameter that when overpassed originates a short term maintenance
actions in order that the degradation doesn’t reach the worst tolerance classification and the need of
an immediate action.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 101
Immediate action tolerance
The value of geometric parameter that should not be reached, otherwise an immediate maintenance
correction action shall take place or the respective track submitted to a speed constrain or circulation
interdiction.
GEOMETRIC TOLERANCES FOR MAINTENANCE WORKS ACCEPTANCE
TABLE 22: GEOMETRIC PARAMETERS TOLERANCES FOR TRACK GAUGES 1668MM AND 1435MM FOR MAINTENANCE
WORKS
QUALITY
CLASS
SPEED
(KM/H)
GEOMETRIC PARAMETERS (MM)
GAU
GE
TRAN
SVER
SAL
LEVE
L
LONGITUDINAL
LEVE
L
ALIGNMEN
T WRT
PROJECT
EFERE
NCE
WAR
P
(3 M
ETER
S)
LONGITUDINAL
LEVE
L
1M – 25M
LO
NGITUDINAL
LEVE
L
25M – 70M
ALIGNMEN
T
1M – 25M
ALIGNMEN
T
25M – 70M
I V>230 ‐2/+4 3 4 4 3 3 3 3 3
II 160<V≤230 ‐2/+5 + 4 4 3 3 4 3 4
III 120<V≤160 ‐2/+5 3 5 5 4.5 3 n.a 4 n.a
IV 80<V≤120 ‐3/+5 4 5 5 4.5 4 n.a 4 n.a
V 40<V≤80 ‐3/+7 5 7 7 4.5 5 n.a 5 n.a
VI V≤40 ‐3/+8 6 7 8 6 5 n.a 6 n.a
TABLE 23: GEOMETRIC PARAMETERS TOLERANCES FOR TRACK GAUGE 1000 MM FOR MAINTENANCE WORKS
QUALITY
CLASS
SPEED
(KM/H)
GEOMETRIC PARAMETERS (MM)
GAU
GE
TRAN
SVER
SAL
LEVE
L
LONGITUDINAL
LEVE
L
ALIGNMEN
T WRT
PROJECT
REFER
ENCE
WAR
P
(3 M
ETER
S)
LONGITUDINAL
LEVE
L
1M – 25M
ALIGNMEN
T
1M – 25M
IV 80<V≤120 ‐3/+5 4 6 5 3 4 4
V 40<V≤80 ‐3/+7 5 7 7 3 5 5
VI V≤40 ‐3/+8 6 7 8 6 5 6
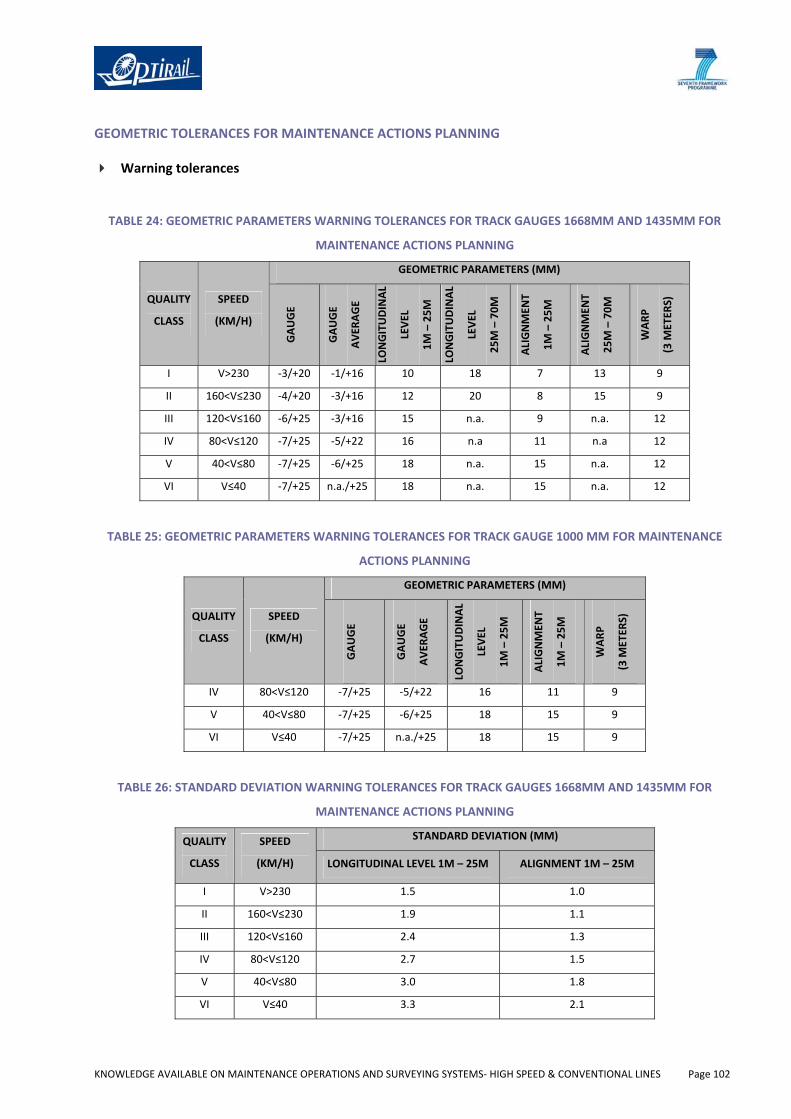
KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 102
GEOMETRIC TOLERANCES FOR MAINTENANCE ACTIONS PLANNING
Warning tolerances
TABLE 24: GEOMETRIC PARAMETERS WARNING TOLERANCES FOR TRACK GAUGES 1668MM AND 1435MM FOR
MAINTENANCE ACTIONS PLANNING
QUALITY
CLASS
SPEED
(KM/H)
GEOMETRIC PARAMETERS (MM)
GAU
GE
GAU
GE
AVER
AGE
LONGITUDINAL
LEVE
L
1M – 25M
LONGITUDINAL
LEVE
L
25M – 70M
ALIGNMEN
T
1M – 25M
ALIGNMEN
T
25M – 70M
WAR
P
(3 M
ETER
S)
I V>230 ‐3/+20 ‐1/+16 10 18 7 13 9
II 160<V≤230 ‐4/+20 ‐3/+16 12 20 8 15 9
III 120<V≤160 ‐6/+25 ‐3/+16 15 n.a. 9 n.a. 12
IV 80<V≤120 ‐7/+25 ‐5/+22 16 n.a 11 n.a 12
V 40<V≤80 ‐7/+25 ‐6/+25 18 n.a. 15 n.a. 12
VI V≤40 ‐7/+25 n.a./+25 18 n.a. 15 n.a. 12
TABLE 25: GEOMETRIC PARAMETERS WARNING TOLERANCES FOR TRACK GAUGE 1000 MM FOR MAINTENANCE
ACTIONS PLANNING
QUALITY
CLASS
SPEED
(KM/H)
GEOMETRIC PARAMETERS (MM)
GAU
GE
GAU
GE
AVER
AGE
LONGITUDINAL
LEVE
L
1M – 25M
ALIGNMEN
T
1M – 25M
WAR
P
(3 M
ETER
S)
IV 80<V≤120 ‐7/+25 ‐5/+22 16 11 9
V 40<V≤80 ‐7/+25 ‐6/+25 18 15 9
VI V≤40 ‐7/+25 n.a./+25 18 15 9
TABLE 26: STANDARD DEVIATION WARNING TOLERANCES FOR TRACK GAUGES 1668MM AND 1435MM FOR
MAINTENANCE ACTIONS PLANNING
QUALITY
CLASS
SPEED
(KM/H)
STANDARD DEVIATION (MM)
LONGITUDINAL LEVEL 1M – 25M ALIGNMENT 1M – 25M
I V>230 1.5 1.0
II 160<V≤230 1.9 1.1
III 120<V≤160 2.4 1.3
IV 80<V≤120 2.7 1.5
V 40<V≤80 3.0 1.8
VI V≤40 3.3 2.1

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 103
TABLE 27: STANDARD DEVIATION WARNING TOLERANCES FOR TRACK GAUGE 1000MM FOR MAINTENANCE
ACTIONS PLANNING
QUALITY
CLASS
SPEED
(KM/H)
STANDARD DEVIATION (MM)
LONGITUDINAL
LEVEL
1M – 25M
ALIGNMENT
1M – 25M
IV 80<V≤120 2.7 1.5
V 40<V≤80 3.0 1.8
VI V≤40 3.3 2.1
Intervention tolerances for track gauges 1668 mm and 1435 mm
TABLE 28: GEOMETRIC PARAMETERS INTERVENTION TOLERANCES FOR TRACK GAUGES 1668MM AND 1435MM FOR
MAINTENANCE
QUALITY
CLASS
SPEED
(KM/H)
GEOMETRIC PARAMETERS (MM)
GAU
GE
GAU
GE AV
ERAG
E
LONGITUDINAL
LEVE
L
1M – 25M
LONGITUDINAL
LEVE
L
25M – 70M
ALIGNMEN
T
1M – 25M
ALIGNMEN
T
25M – 70M
WAR
P
(3 M
ETER
S)
I V>230 ‐4/+23 ‐2/+18 12 20 8 14 12
II 160<V≤230 ‐5/+23 ‐4/+18 14 23 9 17 12
III 120<V≤160 ‐8/+30 ‐4/+18 17 n.a. 10 n.a. 15
IV 80<V≤120 ‐9/+30 ‐6/+25 19 n.a. 13 n.a 15
V 40<V≤80 ‐9/+30 ‐7/+28 21 n.a. 17 n.a. 15
VI V≤40 ‐9/+30 n.a./+28 21 n.a. 17 n.a. 15
TABLE 29: GEOMETRIC PARAMETERS INTERVENTION TOLERANCES FOR TRACK GAUGE 1000 MM FOR
MAINTENANCE ACTIONS PLANNING
QUALITY
CLASS
SPEED
(KM/H)
GEOMETRIC PARAMETERS (MM)
GAU
GE
GAU
GE AV
ERAG
E
LONGITUDINAL
LEVE
L
1M – 25M
ALIGNMEN
T
1M – 25M
WAR
P
(3 M
ETER
S)
IV 80<V≤120 ‐9/+30 ‐6/+25 19 13 11
V 40<V≤80 ‐9/+30 ‐7/+28 21 17 11
VI V≤40 ‐9/+30 n.a./+28 21 17 11

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 104
Immediate action tolerances for track gauges 1668 mm and 1435 mm
TABLE 30: GEOMETRIC PARAMETERS IMMEDIATE ACTION TOLERANCES FOR TRACK GAUGES 1668MM AND
1435MM FOR MAINTENANCE
QUALITY
CLASS
SPEED
(KM/H)
GEOMETRIC PARAMETERS (MM) GAU
GE
GAU
GE AV
ERAG
E
LONGITUDINAL
LEVE
L
1M – 25M
LONGITUDINAL
LEVE
L
25M – 70M
ALIGNMEN
T
1M – 25M
ALIGNMEN
T
25M – 70M
WAR
P
(3 M
ETER
S)
I V>230 ‐5/+28 ‐4/+20 16 28 10 20 15
II 160<V≤230 ‐7/+28 ‐6/+20 20 33 12 24 15
III 120<V≤160 ‐10/+35 ‐6/+20 23 n.a. 14 n.a. 21
IV 80<V≤120 ‐11/+35 ‐8/+27 26 n.a. 17 n.a. 21
V 40<V≤80 ‐11/+35 ‐9/+32 28 n.a. 22 n.a. 21
VI V≤40 ‐11/+35 n.a./+32 31 n.a. 25 n.a. 21
TABLE 31: GEOMETRIC PARAMETERS IMMEDIATE ACTION TOLERANCES FOR TRACK GAUGE 1000 MM FOR
MAINTENANCE ACTIONS PLANNING
QUALITY
CLASS
SPEED
(KM/H)
GEOMETRIC PARAMETERS (MM)
GAU
GE
GAU
GE AV
ERAG
E
LONGITUDINAL
LEVE
L
1M – 25M
ALIGNMEN
T
1M – 25M
WAR
P
(3 M
ETER
S)
IV 80<V≤120 ‐11/+35 ‐8/+27 26 17 15
V 40<V≤80 ‐11/+35 ‐9/+32 28 22 15
VI V≤40 ‐11/+35 n.a./+32 31 25 15
SPAIN :
Railways must have geometric quality requirements to operate the circulations in conditions of comfort
and safety. The quality of the railways can be defined as a set of inherent properties that allow
characterizing the path and value.
The tables below show the parameters measured in the geometric auscultations made in the Spanish high‐
speed tracks.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 105
TRACK
PARAMETERS
FILTERING
PARAMETERS TRACK GEOMETRY DYNAMICS EFECTS
AXLE BOX
ACCELERATIONS
0.03 ‐ 0.10 m. Short wave corrugation
Rail‐wheel dynamic overloads: Rolling contact fatigue
Vibrations: Lack of comfort
Noise: Lack of comfort
0.10 ‐ 0.30 m. Medium wave corrugation
0.30 ‐ 1.00 m. Long wave corrugation
Levelling defects in welds and joints
LONGITUDINAL
LEVELLING
1 ‐ 3 m. Long wave corrugation
3 ‐ 25 m. Short wave levelling defects
Rail‐wheel dynamic overloads :
‐ Rolling contact fatigue
‐ Insecurity
25 ‐ 70 m. Medium wave levelling defects Carbody accelerations medium speed: Lack of
comfort 70 ‐ 120 m. Long wave levelling defects
TRANSVERSAL
LEVELLING
3 ‐ 25 m. Short wave transversal level defects
Rail‐wheel dynamic overloads :
‐ Rolling contact fatigue
‐ Insecurity
25 ‐ 70 m. Medium wave transversal level
defects Carbody accelerations medium speed:
Lack of comfort 70 ‐ 120 m. Long wave transversal level defects
WARPING
base 3 m. Warping defects short distance
between pivots Bogie derailment
base 5 m. Warping defects medium distance
between pivots Short axle wagon derailment
base 9 m. Warping defects long distance
between pivots Long axle wagon derailment
ALIGNMENT
3 ‐ 25 m. Short wave alignment defects
Rail‐wheel dynamic overloads :
‐ Rolling contact fatigue
‐ Insecurity
25 ‐ 70 m. Medium wave alignment defects Carbody accelerations medium speed: Lack of
comfort 70 ‐ 120 m. Long wave alignment defects
TRACK GAUGE 3 ‐ 25 m. Track gauge variation
Rail‐wheel dynamic overloads:
‐ Rolling contact fatigue
‐ Insecurity
70 ‐ ∞ m. Medium track gauge Ride stability: insecurity
HEAD RAIL
TRANSVERSE
SECTION
Vertical wear in rail
Ride stability: insecurity Lateral wear in rail
Total wear
CURVATURE 70 ‐ ∞ m. Track ground layout
SUPERELEVATION 70 ‐ ∞ m. Track ground layout Determination maximum circulation speed
TRACK PROFILE 200 ‐ ∞ m. Track elevation layout Determination of minimum braking distances

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 106
The thresholds depend on the speed of the trains and they are more restricted as higher is the speed.
When a measure is exceeded, the path is included in the maintenance schedule.
TABLE 32: SHORT WAVE ACTION
CORRECTIVE ACTION FOR PUNCTUAL DEFECTS
TRESHOLDS (WAVELENGTH 3‐25 M)
CORRECTIVE ACTION FOR QUALITY TRACK
TRESHOLDS (WAVELENGTH 3‐25 M)
SPEED (KM/H) LONGITUDINAL
LEVEL (MM)
TRANSVERSAL
LEVEL (MM)
ALIGMENT
(MM)
WIDE
VARIATION
(MM)
LONGITUDINAL
LEVEL (MM)
TRANSVERSAL
LEVEL (MM)
ALIGMENT
(MM)
WIDE
VARIATION
(MM)
V ≤ 80 +/‐ 16 +/‐ 10 +/‐ 14 +/‐ 9 2,5 2,4 1,8 2
80 < V ≤ 120 +/‐ 12 +/‐ 8 +/‐ 10 +/‐ 8 2,1 1,9 1,5 1,7
120 < V ≤ 160 +/‐ 10 +/‐ 7 +/‐ 8 +/‐ 7 1,8 1,5 1,3 1,5
160 < V ≤ 200 +/‐ 9 +/‐6 +/‐7 +/‐6 1,5 1,2 1,1 1,3
200 < V ≤ 240 +/‐ 8 +/‐ 5 +/‐ 6 +/‐ 5 1,3 1,0 1,0 1,1
240 < V ≤ 280 +/‐ 7 +/‐ 4 +/‐ 5 +/‐ 4 1,1 0,8 0,8 1,0
280 < V ≤ 320 +/‐ 6 +/‐ 3 +/‐ 4 +/‐ 3 1,0 0,7 0,7 0,9
V > 320 +/‐ 5 +/‐ 2 +/‐ 3 +/‐ 2 0,9 0,6 0,6 0,8
Other corrective intervention thresholds to evaluate the quality of the tracks are made with different long
wave, 25‐70, 70‐120.
Other kind of thresholds can be finding into dynamic auscultations, they are a great source to plan
maintenance tasks. Next, the accepted ranges of values of lateral bogie acceleration alb, vertical axle box
acceleration avc, and vertical and lateral carbody acceleration, alv;avv, and the recommended actions if these
values are exceeded can be seen in the table below.
ACCELERATION AUSCULTATIONS, AVE S‐100 (M/S2) ACCELERATION LEVEL AND RECOMENDED
ACTION alb avc alv avv
2,5(1) 4 30 50 1(2) 2 1 2 Surveillance level
4,0 6,0 50,0 70,0 2,0 2,5 2,0 2,5 Checkout and programmed actions
> 6,0 > 70 > 2,5 > 2,5 Checkout and immediate actions

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 107
2.4 DIFFERENCES BETWEEN DIFERENTS KINDS OF TRAFFIC, PASSANGERS, FREIGHT
In this chapter we can see and overview of the different kind of traffic that exists along the corridors whit a
short description of the main characteristics of the nets and what resources are used for maintenance
measures.
NORWAY :
Norwegian railway network is formed by 4087 kilometres, 242 kilometres of double track, 2622 kilometres
electrified, which 64 are of high speed.
The table gives an overview of valid and different superstructure classes and corresponding passengers and
freight trains Axle Load and speed.
Superstructure class
Nominal axle load (ton)
Max speed (km/h)
Nominal axle load (ton)
Max speed (km/h)
Nominal axle load (ton)
Max speed (km/h)
22,5 3016,5 7022,5 3020,5 7018 80
20,5 130 22,5 8018 160 20,5 90
18 10024 50
22,5 9018 110
20,5 160 25 7020 200 22,5 10018 250 18 11017 300
30 5022,5 70
Ofotbanen 18 130 20,5 130
C+ 18 160 20,5 160
D 18 230
B 18 100 18 100
C 18 160
Wagons in passenger trains Passenger train sets Freight trains/working machines
A 16 90 16 90
The table is transformed into three schematic maps:
Wagons in passengers trains
Passengers train sets
Freight trains
Visualizing the geographical coverage of lines, the values for axle Load and corresponding Speed are
optimal values and are limited by specific sign post along the lines. The colour of the lines in the map
reflects the classification colour in table.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 108
Contact line voltage: The voltage in the contact line is nominal 15 kV ‐20/+15 % (12 kV – 17,25 kV).
Nominal track gauge: Nominal track gauge is 1435 mm.
SWEDEN :
Swedish Railnet is confirmed by a total of 12,821 km divided into:
1152 double track kilometres
7918 electrified kilometres
221 km are of narrow gauge
LOAD CAPACITY OF THE TRACK
Two parameters define the load capacity of a track: maximum permitted axle load (STAX, unit: tonnes) and
maximum permitted vehicle weight per metre (STVM, unit: tonnes/m).
Every track has a STAX value which indicates the amount of load that each axle is allowed to exert on the
track. STAX 30 tonnes are only allowed with four‐axle bogie wagons on specially upgraded routes of track.
Every track has an STVM rating which indicates the highest permitted vehicle weight per metre. In Sweden,
the most common figure is STVM 6.4 tonnes/metre.
On the Malmbanan and on the Boden central–Luleå section the permitted vehicle weight is
12.0tonnes/metre.
POWER SUPPLY
Trains obtain their power supply from an overhead contact wire which delivers a nominal voltage of 15.000
volts at 16 2/3 Hz.
The resources used for maintenance and their frequencies are:

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 109
There are two types of track geometry cars:
there are three older IMV100s (100 km/h); and
a newer STRIX (160 km/h).
The following, with their respective annual frequency according to inspection class, are measured by the
track geometry cars:
Geometric position of rail, 1 ‐ 6 times per year
Rail profile, ≤ 2 times per year
Long‐ and short‐pitch corrugation, ≤ 1 times per year
Video recording of track and surroundings, 1 ‐ 2 times per year
Ballast profile, ¼ ‐ 1 times per year
Overhead contact wire, ≤ 3 times per year
POLAND :
The lengths of Polish railway tracks are 23.429 km; the main railway traffic is over 14.800 km in first class
lines, corresponding to 90 % of the traffic operations. 11.938 km are power supply lines, 3 Kv, 7.929 km
over double tracks, and 4.009 over single ones
NO CATEGORY OF
RAILWAY LINE
TECHNICAL‐EXPLOTATIVE PARAMETERS
LOAD BY TRAIN
PER YEAR
(TG/YEAR)
SPEED OF PASSENGER‐
TRAIN (KM/H)
SPEED OF GOOD‐
TRAIN (KM/H)
MAX. LOAD PER
AXIS (KN)
1 Main lines (0) T≥25 120<V max≤ 200 80<V max≤ 120 P≤221
2 Primary Lines (1) 10≤T<25 80<V max≤ 120 60<V max≤ 80 210≤P<221
3 Secondary lines (2) 3≤T<10 60<V max≤ 80 50<V max≤ 60 200≤P<210
4 Loal lines (3) T<3 V max≤ 60 V max≤ 50 P<200

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 110
Where:
International gauge UIC (1435mm), 20.171 km
Wide gauge (600, 750 y 1000mm), 189 km.
Soviet gauge (1520mm), con 3.069 km.
PORTUGAL :
Portuguese railway network is formed by 2794
kilometres, 610 kilometers of double track, and
2184 kilometres of single track
Where 2602 km are of Broad gauge track (1668
mm) and 192 km are Narrow gauge track (1000
mm) 1629 km are power supply lines, 1604 km‐ 25
Kv/50 Hz, 25 km – 1500 V.
The faster lines allow speed between 160 km/h and
220 km/h, while the slowest allow speeds of 50
km/h.
SPAIN :
The high speed lines are mostly built with the International gauge, 1435 mm. there are 84 Km in Iberian
gauge 1668‐, doble track, the voltage is nominal 25 kV‐ 50 Hz following the European ETI.
The conventional net is spread through
Spain and is the supporter of different kind
of transport services, passengers, freight
and medium distances not covered by the
high speed ones, the conventional nets
administrated by ADIF has 11628 km with
Iberian gauge‐ there are 120 km with three
rails for two gauges‐, one track, most of the
70% of the net, and 54% of it is power
supply.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 111
The conventional line is classificated in sub
networks:
“Cercanias” Net (A1, A2, B y C)
Net A1 y A2 (principle corridors )
Net B (stretches with low traffic )
Net C (little traffic)
There are another kind of network, the metric gauge
one, with 1192 km, 28 by power supply and a 7% of
double track.
The high speed lines allow speed of 300 km/h or higher, the conventional ones, Iberian gauge, reach speeds
between 160 and 220 km/h, with nominal load exe from 16tn to 22,5 tn.
RESOURCES:
GEOMETRIC TRACK TEST:
Lab car (200 km/h):
Conventional lines (A1, A2 yB): 1 time
per year
High Speed Lines: 2 times per year
Test motor vehicle (120 km/h).
Conventional lines (A1, A2 yB): 2 times
per year
High Speed Lines: 3 times per year
ULTRASONIC TEST:
Track car (80 Km/h)
Conventional lines (A1, A2 yB): 2 times
per year
High Speed Lines: 2 times per year
VISUAL INSPECTIONS:
Lab car 200Km/h
Conventional lines (A1, A2 yB): 2 times
per year
High Speed Lines: 2 times per year.
DYNAMIC TEST:
Train Speed: 300 km/h
Conventional lines (A1, A2 yB): 2 times
per year
High Speed Lines: 12 times per year

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 112
2.5 INFLUENCE OF INFRASTRUCTURE OVER SUPERSTUCTURE
2.5.1 EXTERNAL AGENTS
There are many factors which influence the degradation process. These factors have been identified during
the study of rails and flow‐lines and are briefly described in this chapter. The concept of the virtual failure
state is also highlighted in this task.
IDENTIFICATION OF THE FACTORS INFLUENCING RAIL DEGRADATION
In order to identify the factors influencing the rail degradation process, various sources of information have
been examined. These included a literature survey, inputs from various railway‐related conferences
attended, and discussions and consultations with rail maintenance experts from Trafikverket and JVTC. The
identified factors responsible for rail degradation are illustrated using a cause and effect diagram in Figure
42 and are briefly described below.
FIGURE 42: CAUSE AND EFFECT DIAGRAM FOR THE FACTORS INFLUENCING RAIL DEGRADATION

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 113
The identified factors are:
Condition of Assets
Assets in a poor condition (for example sleepers, fastenings, ballast, etc.) accelerate the rail
degradation rate. Fishplates having a degraded condition or loose fishbolts will cause the rail joint gap
to close or fully open, even at minor temperature changes. This may result in rail buckling or rail end
degradation.
Age of Rails
Sometimes rail replacement becomes essential due to degradation in the rail’s material properties over
a period of time and usage. This is known as ageing in rails and replacement is required, as aged rails
may degrade the wheel material during rail‐wheel interaction or vice versa.
Axle load
This is a measure of the deterioration of track quality and as such provides an indication of when
maintenance and renewal are necessary. A heavy axle load causes static and dynamic stress at the rail‐
wheel contact patch, which may accelerate rail degradation.
Speed
Vehicle speed can adversely influence the curving performance of the vehicle and, in turn, lead to wear
and stress in the rail and wheel. The running speed has a certain influence on the dynamic interaction
between the vehicle and the track, because the point of application of the load moves with the running
speed.
Tamping
This is a process whereby the ballast under the ties (sleepers) is compacted to provide proper load
bearing. Ties are the portion of the track structure generally placed perpendicular to the rail to
maintain the track gauge, distribute the weight of the rails and rolling stock, and keep the track
properly aligned. The majority of ties are made of wood. Other materials used to manufacture ties
include concrete and steel.
KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 114
Ballast Cleaning
Despite an identical track structure, the same year of construction and the same traffic load, the rates
of deterioration may differ widely even between adjacent sections. One of the reasons is the non‐
homogeneity of the ballast beds. Infrequent ballast cleaning may result in undesirable changes in the
track position, which may cause more stress generation and more wear.
Traffic Density
The more frequently trains pass over a rail section, the more rail‐wheel interaction takes place leading
to more wear and RCF generation.
Traffic Type
The type of traffic passing over the rail (passenger or freight traffic) defines the axle load and thus
influences the rail degradation rate.
Characteristics of the Bogie Type
In Sweden, railway operators and maintenance contractors have been deregulated, which has led to a
tendency for operators to introduce low‐cost rolling stock. This may increase track degradation.
Therefore, the characteristics of the bogie type influence rail degradation.
Grinding Frequency
Preventive grinding leads to a significant increase in the service life of the rails, delay in the occurrence
of rail corrugation and a decrease in traffic noise levels. An optimal grinding frequency helps to
increase the rail life.
Rail‐Wheel Interaction
Rail‐wheel interaction is a very complex phenomenon. Repetitive wheel loads on the rail result in
rolling contact fatigue (RCF). Rail wear occurs due to rail‐ wheel interaction and is more common on
curves where maximum rail wheel shearing occurs.
Million Gross Tonnes (MGT)
All types of track degradation features, such as an increase in geometrical deviations and an increase in
rail fractures and rail wear, can be expressed as a function of the tonnage, which is often expressed as

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 115
Million Gross Tonnes (MGT). It is used to express the intensity or capacity of rail traffic on a specific
line.
Track Curvature
The optimal wear rate depends on the differences in the traffic type and density, axle load, rail
metallurgy, and track curvature. (For example, the rail degradation rate on a curve with a curve radius
of 500 meters will be different from that on a curve with a 1200‐meter curve radius).
Track Elevation
More traction force is required to overcome gravitational force when vehicles travel in an uphill
direction. Limited lubrication is required to avoid slippage on uphill tracks causing more wear on this
section of track.
Inspection Interval
More frequent ultrasonic inspection is required to manage/reduce the risk of internal defects.
Superelevation
This is the difference in elevation between the two edges of the track; it allows vehicles traveling
through the turn to go at higher speeds than would normally be possible. Superelevation helps to
prevent overturning of the vehicle. It is provided to overcome the centrifugal force of the vehicle at the
curves. Degradation on either the high rail or low rail lying in the same curve radius depends on the
speed of the vehicle. If the vehicle speed is higher than the designated speed limit of the curved track,
considering the superelevation, more degradation will take place on the high rail. This is because the
wheel flange is more in contact with the inner surface of the high rail than the inner surface of the low
rail due to centrifugal force acting on the vehicle (see Paper II). If the vehicle speed is lower than the
designated speed limit of the curved track, considering the superelevation, more degradation will take
place on the low rail.
Operational Environment:
Wear is highly dependent on third‐body properties, which are strongly influenced by lubrication,
environmental conditions (humidity, rain and snow), and the presence of sand. During winter in North
America and Russia, there is more wheel shelling damage than in the summer time; this is evident
because of an increase in track stiffness and thus the impact of track distortions on forces between the

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 116
wheel and the rail. Another cause of this phenomenon is the influence of liquid. Water in the form of
rain or melted snow considerably enhances the crack propagation rate due to the hydrostatic effect of
liquid trapped in the crack. The worst conditions occur when a dry period (when cracks are initiating) is
followed by a wet period, when water enhances crack propagation. Dust and a corrosive environment
accelerate rail wear. A high ambient temperature (greater than 25˚C) may cause the longitudinal
expansion of rails, which may result in track buckling. This poses a serious risk of derailment.
Rail‐Wheel Material Type
The rail‐wheel material plays a very important role in rail degradation. The mechanical properties of a
pearlitic rail steel structure are governed by the distance between the cementite (Fe3C) layers and the
grain size. These are controlled by the cooling rate of the steel. The yield point and tensile strength are
inversely proportional to the distance between the cementite layers and grain size. There are different
types of heat‐treated, alloyed or plain carbon steel rails being used around the world. Apart from the
usual manufacturing process of the rails, the tensile strength and toughness are increased by heat
treatment. Heat treatment is usually carried out on the rail head, turnouts and at the ends of non‐
welded rails to address the issue of maximum stress concentration.
Rail Hardening
Rail hardening aims to reduce wear and to increase the resistance to RCF of rails in operation,
particularly in tight and medium curves. A head‐ hardened rail is a rail where only the rail head has
been heat‐treated to provide harder steel for locations of extreme service, such as curves.
Inclusion of Residual Stress
Residual stresses can be built up in rails during the rail manufacturing process, during the rail welding
process or as a result of contact stresses generated by the wheels rolling on the rails. The maximum
longitudinal and tensile residual stress in the rail foot, formed during rail manufacturing, should be less
than 250 MPa. Residual stress formation can accelerate rail defect initiation and propagation.
Formation of Blowholes
Blowholes are possible defects formed during rail manufacturing. The presence of blowholes weakens
the rail section causing further development of other types of defects. Today, new rails have to pass
through several quality checks, including ultrasonic inspection, before their commissioning. Therefore,
it is very rare to find blowholes or other manufacturing defects in rails.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 117
Rail Size
The weight of the rail in kilograms per meter denotes the rail size. Rails of different sizes will have
different degradation rates.
Rail Profile
Many different rail profiles are in use. Different rail infrastructure owners use different standards for
rail profiles. Different rail profiles are designed according to their operational requirements.
Track Construction
A track is constructed according to the requirements of the axle load, speed, and required service
lifetime, amount of maintenance to be done, operating conditions and availability of basic material. For
example, the condition of the sub‐grade and soil properties should be analysed during track
construction.
Lubrication Frequency
Applying lubricant at the wheel/rail interface significantly reduces the wheel and rail wear, as well as
dramatically decreasing the locomotive fuel consumption. Lubrication can be optimized for rails to
effect a reduction in the flange wear so that maintenance resources are minimized and the rail/wheel
life maximized.
Rail Welding
Rail welding results in residual stresses that are distributed in a very complex manner with respect to
their magnitude and direction. In many cases, these stresses are the cause of rail web failure. The use
of improved welding technology and post‐weld heat treatment considerably decreases the extent of
weld‐initiated residual stresses (IHHA, 2001).
Track Accessibility
Poor track accessibility leads to delayed maintenance, which causes more degradation.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 118
2.5.2 COMPARISON BETWEEN TWO EMBANKMENTS BUILD WITH DIFFERENT MATERIALS OVER DIFFERENT
FUNDATIONS
Generally, in embankments of important height, appear higher firm downs, although it depends on many
other factors like: the kind of soil, compactation, construction methods, etc.
Furthermore, another important problem for the high speed rails, regarding to the embankments is the
“Critical Train´s speed”: at soft soil with higher train´s speed there is a "ripple" of the embankment terrain,
a phenomenon that involves the amplification of the vertical movements of soil particles under train.
This research is carried out on an embankment of about 15m high and 200 m of longitude of the high speed
line north ‐ northwest of Spain, its construction was completed in 2005, the goal is to see how it has
behaved this embankment along the time checking the maintenance operations, to know if there are
actions which bring manifest the influence of infrastructure on the behaviour of the superstructure.
Part of this embankment is built on an area with unsuitable material it had to be replaced by rocks. That
will allow us to see how it behaves an embankment build on different nature foundations.
The material used for its construction came from the excavation of the work with the following
characteristics, in each of the layers the compaction reached were of the 95% of the modified proctor.
% FINES ATTEMBERG LIMITS MODIFY PROCTOR C.B.R ORG MATTER SULFH
8,2 No plastic 2,12 7,6 17,4 0,46 0,02

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 119
Once the filling is finished it has been monitored by three sections.
The measures were progressive from May 2004 to May 2005 while the embankment was built until it
stabilized after completion, with the following results.
FIGURE 43: SECTION 1. PK 302+920
FIGURE 44: SECTION 2. PK 302+940

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 120
FIGURE 45: SECTION 3. PK 302+980
The embankment took a year to stabilize with values lower or very close to the level of accuracy of reading
equipment.
The next spet was the the assembly of the new track and their placing in service. According to the historical
file of maintenance interventions made over these embankment we can see that up to 2008 there are no
movements or operations registered, from these year to actually there are, at least, one tamping or
alignment operation per year, more common over left hand, where the rock fill was made replacing the
inappropriate material, so the behavior was better over the side where the foundation was no replaced.
Regarding to these we can analyze the below figures, where we can see the firm down of high speed line
embankments over 15 m high, over the time and particularly the behavior of one filling.
The firm downs reached in the embankment was about 300mm in ten years.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 121
To sum up, these simple research demonstrate that the subgrade have a lot of influence over the track
condition, i.e. loss of vertical alignment, so a deep development of the fullest understanding of these
influence is mandatory to optimize the degradation of rail tracks, developing a model that will link the
effects of the sub‐base, ballast and track system, to vehicle ride quality and dynamic loading or designing
new construction techniques to ensure the stability of the filling.

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 122
3. REFERENCES
NRV: 7‐5‐0.1. Conservación de la vía , criterios básicos sobre el mantenimiento de la vía.
PKP POLKIE LINIE KOLEJOWE S.A. Id‐1(D‐1)‐ WARUNKI TECHNICZNE, utrzymania nawierzchni na liniach
kolejowych.
Pliego de Prescripciones Técnicas ADIF.
Revista obras Publicas/Junio 2004 nº3445
Proyecto de construcción de plataforma Línea de alta velocidad Vitoria – Bilbao‐San Sebastián, Tramo:
Durango Amorebieta/Etxano
Proyecto: Variante de Alpera.
Proyecto de construcción de plataforma línea de alta velocidad Madrid‐ Galicia Tramo ponte Ambia –
Taboadela.
Experiencia en la Construcción de Túneles de Alta Velocidad, Tesina Final de Carrera‐ Daniel Zuferri
Arqué Nov 2010.
N.R.V. 3‐1‐0.0. Traviesas y cachas de madera.
N.R.V. 3‐1‐1.0. Traviesas de hormigón armado.
http://www.arcelormittal.com/rails+specialsections/es/tipos.html, Tipos de carril.
Curso de Mantenimiento Ferroviario‐ Vias y Construcciones S.A.
N.R.V. 3‐6‐0.0. Descripción general‐ La vía y su material‐ Desvíos
N.R.V. 3‐6‐0.1.Caracteristicas de los tipos y desvíos ‐ ‐ La vía y su material‐ Desvíos
N.R.V. 3‐4‐0.0. La vía y su material ‐ Balasto y Subbase – Balasto – Características determinativas de la
calidad.
N.R.V. 7‐3‐0.0. Trabajos en la vía‐ Calificación de la vía – Geometría de la vía.
ETI 2005‐ Calidad Geométrica de la vía en una línea de alta velocidad.
Archivo de Calidad Vias y Construcciones S.A.
Archivo Base de Mantenimiento de Olmedo – Alta Velocidad.
Trafikverket:Spårväxel, Standardsortiment BVS 1523.002
Trafikverket:Spårväxel, Sortiment förvaltning och avveckling BVS 1523.003
Trafikverket: Spårväxel, Definitioner och förkortningar BVS 1523.005
Trafikverket:Spårväxel , Standardutförande anläggningsdel, komponent BVS 1523.015
Trafikverket,Materialservice Slipers
Banverket:Tekniska bestämmelser för sliprar av betong BVS 522.30
Trafikverket:Banöverbyggnad – Spårgeometri BVS 1586.41

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 123
Trafikverket:Spårkomponenter, DEF‐sliprar, Besiktning BVS 1522.37
Trafikverket:Förvaltningsdata järnväg, Banunderbyggnad, banöverbyggnad BVH 1584.303
Trafikverket: Tillståndsbeskrivning av banöverbyggnaden BVH 824.10
Trafikverket: Underhållsbesiktning av banöverbyggnad BVH 807.30
Abetong Concrete Sleepers – The Long Line Method Success
Trafikverket: Typsektioner för banan med hänvisningar till BVH 581.16 BVH 585.31
Trafikverket: Batmanhandbok
Trafikverket:Broprojektering BVH 583.20
Trafikverket: Trummor och ledningar Geoteknik BVS 585.18
Trafikverket: Bärighetsberäkning av järnvägsbroar Utgåva 5 BVS 583.11
Trafikverket:TRVAMA Anläggning 10 Rev 2 Trafikverkets ändringar och tillägg till AMA Anläggning 10
TRV 2012:219
JehAMA Heidelberg Cement Group
Trafikverket: Handledning ‐ Att använda Ofelia för Analytiker2011‐01‐19
Trafikverket: Bakgrund‐Vad är Optram2012‐10‐18
Transportstyrelsen: Swedish national rules for open points in the HS TSI INF2008‐398, 2008‐07‐17
Banverket: Ballastprofil i spår med sth högre än 160 km/h BVF 540.15
Banverket: Registrering av uppgifter i SAFEBRO Handbok BVH 583.30
Trafikverket: Typsektioner för banan BVS 1585.005
Banverket: Tillståndsbeskrivning av banöverbyggnaden BVH 824.10
http://jarnvagsinfo.se/banteknik/teorin/
Trafikverket: FÖRSTUDIE Malmbanan bangårdsförlängning Lakaträsk, Koskivaara, Ripats och Lappberg
TRV2010/33470
Banverket: Malmbanan Abisko bangårdsförlängning Förstudie F07‐530/SA20 BRNT 2007:08
http://jarnvagsinfo.se/banteknik/banoverbyggnad/
Research towards Perfected Rail Maintenance at Malmbanan, W. Schoech1, A. Frick2, P. Gustafsson2
1Speno International SA, Geneva, Switzerland; 2Trafikverket, Borlänge, Sweden
Railway Sleeper Modelling with Deterministic and Non‐deterministic Support ConditionsMaster Degree
Project Shan Li Division of Highway and Railway Engineering Department of Transport Science School
of Architecture and the Built Environment Royal Institute of Technology SE‐100 44 Stockholm TSC‐MT
12‐001 Stockholm
Alternativa system för tågstyrning på Malmbanan2006:01, Kristina Nilsson Luleå tekniska universitet
JvtC ‐ Järnvägstekniskt Centrum Avdelningen för industriell logistik

KNOWLEDGE AVAILABLE ON MAINTENANCE OPERATIONS AND SURVEYING SYSTEMS‐ HIGH SPEED & CONVENTIONAL LINES Page 124
Översiktsbild/Karta Hela Sverige samt Driftledningsområde Boden Trafikverket 2012‐02‐13
Banverket: Banverkets Anläggningsstruktur BVS 811
Proyecto CENIT: ESTUDIO DEL COMPORTAMIENTO A MEDIO Y LARGO PLAZO DE LAS ESTRUCTURAS
FERROVIARIAS DE BALASTO Y PLACA. SP 5 – 5.2. Evolución de los costes de conservación de los
diferentes sistemas de vía. Junio 2008.
Proyecto CENIT: ESTUDIO DEL COMPORTAMIENTO A MEDIO Y LARGO PLAZO DE LAS ESTRUCTURAS
FERROVIARIAS DE BALASTO Y PLACA.SP 5 – 5.1. Análisis de los costes de inversión asociados a cada
sistema de vía. Mayo 2008.
El transporte ferroviario de alta velocidad. Una visión económica. Fundación BBVA. Javier Campos
Méndez. Ginés de Rus Mendoza. Ignacio Barrón de Angoiti.
High‐speed line costs internalized in the infrastructure manager’s accounts. Francisco Javier Fernández
Arévalo1, Jesús Vázquez Atienza.
Track compendium. Eurail press.Dr. Bernhard Lichtberger.
“Jernbaneverket technical rules” from https://trv.jbv.no/wiki/Hovedside