on the effect of cooling conditions and variation of … s. seifeddine_1767934537.pdf1 / 200 on the...
TRANSCRIPT

1 / 200
On the Effect of Cooling Conditions and Variation of Alloying Elements on the Microstructural and Mechanical Properties of Al-7%Si Cast Alloys Salem Seifeddine and Ingvar L Svensson Jönköping University, School of Engineering,Component technology S-551 11 Jönköping - Sweden Abstract In order to study the isolated influence of microstructure and alloying elemets on the mechanical properties of Al-7%Si based alloys, the level of defects arising from the melt handling and cast process needs to be minimized. Therefore, gradient solidification technology has been applied, providing tensile test samples with a low content of defects and a well-fed homogenous microstructure. In the present work, the influence of cooling rate and Mg, Cu, Fe and Mn on the as-cast microstructure formations and mechanical properties such as ultimate tensile strength, yield strength, elongation to fracture etc. has been elucidated. While Cu and Mg strengthen the material, Fe deteriorates mostly the elongation. The length of Al5FeSi-needles appears to be a function of the cooling rate and not of the content of iron in the melt. Key words Al-Si alloys, Tensile properties, Microstructure, β -phase, Gradient solidification.
2 / 200
Introduction The demands for lighter, more durable, energy efficient and recyclable goods are intensified. In the last few years, significant efforts have been performed to examine and assess the influence of alloying elements on the microstructure and on the mechanical properties of aluminium cast alloys. In order to obtain the required quality and soundness, the mechanical properties of aluminium cast alloys can be tailored by controlling the amount of eutectic in the microstructure, solidification rate as described by the secondary arm spacing (SDAS), adding modifiers or grain refiners or, after manufacturing, applying some kind of thermal treatment etc. Since aluminium is a very soft and ductile metal, aluminium cast alloys are alloyed with a wide variation of elements, and the major ones are silicon, magnesium and copper. The morphology and distribution of the silicon particles controls to some extent the ductility and strength. Increasing the silicon content hardness, ultimate tensile strength and yield strength will be enhanced. Unfortunately, the ductility will then be lowered [1, 2] . Adding a slight amount of magnesium, 0,3-0,7 %, the mechanical properties such as yield strength and ultimate tensile strength will gain an appreciable increase. This improvement of strength will be ascribed the compound Mg2Si that gradually precipitates in the matrix upon aging [2-3]. The main purpose of adding copper to aluminium cast alloys is to achieve higher strength. The mechanical properties, ultimate tensile strength and ductility, depend on whether the copper is present in solid solution as evenly distributed spheroidised particles or as networks at the grain boundaries. Having the copper dissolved in the Al-matrix, the strength will then increase. On the other hand, if the copper is found as continuous network at grain boundaries a loss of ductility will be expected [4]. The presence of iron in aluminium cast alloys is unavoidable. In secondary alloys, the iron content is higher due to the iron containing scrap. Iron can be added intentionally in order to avoid die soldering or unintentionally through for instance, the use of cast equipment made by steel. The intermetallic phases that are formed might be several; but the one that is of vital importance is the iron rich Al5FeSi. In aluminium cast alloys, iron tends to impair the ductility and ultimate tensile strength due to brittleness of the formed intermetallic compounds. The purpose of this paper is not to study the influence of oxide films on the mechanical properties, which may act as cracks in liquid metals and castings. But it is appropriate to mention that the iron rich β-phase, Al5FeSi, may nucleate and grow on the surfaces of the oxide films. Sometimes, if the β-phase is precipitated on both sides of the oxide film, the β-phase may exhibit a crack along the centre line or if it is precipitated on only one side, it will lead to an apparent decohesion from the matrix [5]. In order to compensate for the harmful effect of the iron, manganese in Al-Si alloys may act as Fe-corrector by favouring the
formation of α- Al15(Fe,Mn)3Si2 in the shape of Chinese script [6, 7].

3 / 200
Experimental In order to determine the composition of the alloys that have been produced, see table 1, optical emission spectrometry analysis of one cast coin at the start and another at the end of the casting process was performed. As it is appeared in table1, the alloys are divided into three different groups depending on the elements that are of concern to study. Each alloy was cast into rods for further solidification studies in the gradient solidification equipment. The gradient solidification techniques give possibilities to achieve a material, with low content of oxide films, shrinkage- and gas porosities and a homogenous and well-fed microstructure all over the length of the sample. In this work a resistance - heated furnace with an electrically driven elevator was used. Three different growth velocities, v, 0.03 mm/s, 0.3 mm/s and 3 mm/s which correspond, generally, to an SDAS of about 60, 20 and 7 µm respectively, were used. The average tensile properties of three samples for each alloy and condition have been evaluated. Furthermore the samples have been metallographically prepared (mounted, grinded and polished) in order to study the microstructure. Results It has been well established in this investigation that the tensile properties are influenced by the amount of the alloyed elements and by the cooling rate. The alloy chemistry plays an important role in determining the quality of the casting due to the intermetallic compounds that may form. The fineness of the microstructure is mostly influenced by the local solidification rate, see figure 1a and b. The microstructure is defined as distance between the secondary dendrite arms, SDAS, the size and shape of the silicon particles and the intermetallics compounds that may precipitate out during the solidification process. By increasing the cooling rate, the morphology of the β-needles, Al5FeSi, is refined and a large fraction of β-needles appears to be replaced with Chinese script when manganese is present, figure 2. At higher iron levels and cooling rates, most of the Fe-phases are altered to become more polyhedral and star like. At slow cooling rates, the β-needles are likely to grow and coarsen leading to a remarkable reduction in the overall properties of the casting. Smaller SDAS results in smaller silicon particles, and also in smaller intermetallic phases such as the iron-bearing platelets, see figure 3. As declared in the bar charts in figure 4, an improvement in ultimate tensile strength and yield strength due to the formation of the precipitated phases such as Mg2Si and Al2Cu is obvious. These precipitates block and obstruct the mobility of dislocations; which on the other hand lead to a reduction in ductility of the matrix. The ductility suffers a loss due to the
4 / 200
increase of the rate of load shedding onto the Si particles. The high Mg level enhances the potential to form the Mg-containing Fe-rich intermetallics and also increase the occurrence of a peritectic reaction, which alters the previously formed needles with liquid into Al9Mg3FeSi5. The highest tensile and yield strength are obtained when adding both Mg and Cu, alloy 10 and 11 in figure 4a, and alloy 9 in figure 4c. Since the tensile strength and ductility are sensitive to defects, the formation of the iron bearing intermetallics seems to adversely affect these properties. Instead, iron impact positively on the yield strength; see alloys 5-8 and 9-12 in the graph in figure 4. It seems that iron acts as reinforcement in the matrix. Comparing the influence of Cu and Mg on the cast material, figure 5, the addition of Cu seems to have improved the ultimate tensile strength mostly while Mg exhibits an appreciable effect on the yield strength. As observed, the enhancement in strength has occurred on the expense of ductility. Having Fe in aluminium cast alloys, the overall mechanical properties appear to get severely damaged. Discussion Considerable studies have been reported regarding the formation of Fe-bearing phases in relation to the iron content and cooling rate. It is reported that at 0,05%<Fe<0,7% a small needle-like phase is believed to form after the eutectic Si along with Si in a ternary eutectic reaction. At Fe>0,7% most of Al5FeSi -needles seems to be precipitated prior to the eutectic Si as a binary eutectic reaction. In his article, Lu et al. [8] concluded that higher iron levels not only did enhance the total amount of Al5FeSi -needles but also shifts to precipitation sequences of this phase to higher temperatures. These phases precipitated at higher temperatures are likely to grow during the solidification process resulting in extremely coarse needle-shapes. At high cooling rates, as in the case of high pressure die casting, the occurrence of primary Al5FeSi-needles is shifted towards higher iron levels, Fe>1%. The length and thickness of the needles, no matter if they precipitate as primary, binary are ternary reactions, depends to a large extent on the cooling rate and an increase in iron content leads to an increased fraction of iron precipitates which is in accordance to what have been elucidated in this study. From figure 3, it can be revealed that it is the cooling rate that has the largest impact on the growth of the β-needles and that the iron level controls the fraction of β-needles and other Fe-phases that are formed in the casting. Regarding the copper, an increase in solidification rate may help the formation of elongated Cu bearing phases along the interdendritic regions. Otherwise, as it also has been revealed in this investigation, the Cu will instead form as clusters of lumpy Cu bearing particles being adjacent to the Al5FeSi- needles and within the Al-Si eutectic [2]. Another phase that Cu may form when Fe is present is the needle like Al7FeCu2-phase.

5 / 200
Besides forming Mg2Si, magnesium promotes also the formation of Al8Mg3FeSi6 when iron is present in Al-Si alloys and Al5Mg8Cu2Si6 when Cu is added. These intermetallics can as well be harmful to the mechanical properties since the particle cracking of these phases reduce the ductility and their formations reduce the Mg and Cu available for the age hardening [9]. The primary and secondary dendrites, the eutectic silicon, the iron-bearing intermetallics and copper-bearing phases are all refined with an increasing solidification rate providing improved quality and soundness of the casting. By comparing the performance of the alloys in figure 4 and 5, it is assessed what role the solidification rate plays in determining the tensile behaviour of cast metals. Alloying elements are also added to change the morphology of the iron rich beta-phase to a more compact, less harmful intermetallic compounds. Among the modifiers that are frequently used for that purpose are Mn, Cr, Co, Sr, Be and Ca. Shabestari et al. [7], has reported that alloying with 0,9% Mn, resulted in apparent fragmentation of the β- Al5FeSi -needles. In the absence of Mn, the increase in cooling rate and decrease in iron content results in a reduction in the size and volume fraction of Al5FeSi-needles and a finer dispersion of these particles is appeared. Worth to be mentioned that even if Manganese is present in the alloy, Al5FeSi-needles and Al15(Fe,Mn)3Si2 are likely to coexist, see figure 2, and the fraction of each of them, depends on the cooling rate and the ratio Fe:Mn, which is usually recommended to 2:1. Iron is supposed to facilitates the formation of porosity which seems to be associated with the formation and occurrence of iron intermetallics. The iron intermetallics are expected to cause severe feeding difficulties during solidification. The morphology of the β-phase blocks the interdendritic flow channels, why it is proposed that higher iron contents in the alloy is associated with higher levels of porosity. It has also been suggested that the β- Al5FeSi -needles are very active sites for pore nucleation and that addition of Mn, which inhibits the formation of these needles, also neutralizers the pore nucleation. Neither of these suggestions has been detected, instead, a relation between pore size and the cooling rate seems to exist. The higher the cooling rate the smaller the pore size. At very slow cooling rates the pores seem to grow some millimetres independent on the iron levels. In this sense, it seems reasonable to assume that the cooling rate and the unfurling process of the oxide films could be responsible for the nucleation and growth process of the porosity [5]. The strain hardening exponent is related to the true flow stress and true plastic strain by equation 1, [2]
σ = Kεn (1)

6 / 200
Rewriting equation (1) as
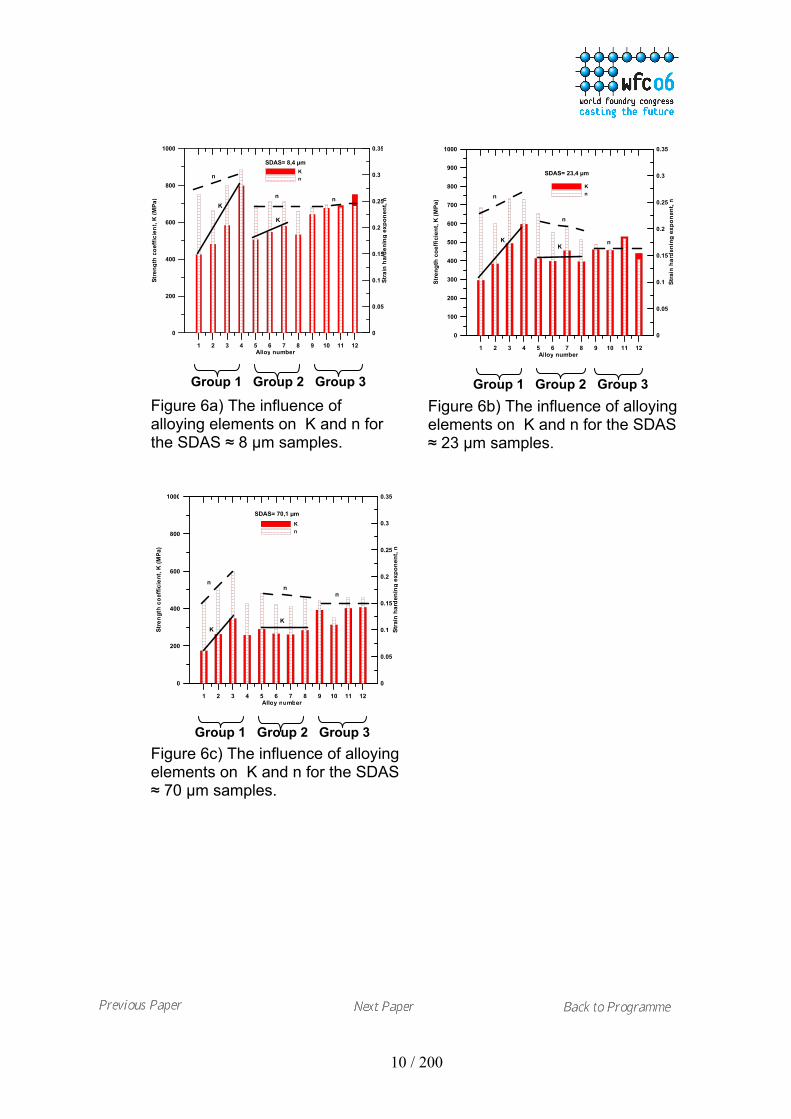
Log σ = logK + n logε (2) the slope n is known as the strain hardening exponent and K is known as the strength coefficient. Generally, n and K are much influenced of the coarseness of the microstructure and less on the alloying element. As observed, the values of n and K are varying from one alloy to another and will also depend on the solidification conditions of the material, see figure 6. Relying on the collected data, Cu seems to influence the n and K mostly. The n and K reaches peak values when alloying with iron together with the copper, alloy 4, in combination with higher solidification rates group 1 in figure 6 a and b. Besides that iron at higher levels weakens the tensile properties such as ultimate tensile strength and ductility of Al-Si cast alloys, its impact on strength coefficient and strain hardening exponent is negligible, see figure 6 group 2 and 3. Another interesting notice, the fracture path of a fine microstructure is mostly intergranular in contrast to the coarser structure where the fracture path is largely transgranular. In coarser structures, the cell boundaries forms effective obstacles to slip and the cracked particles are located in the cell and the grain boundaries. Concerning the finer structure, the cracked particles are preferentially located in the grain boundaries. So, as the applied strain increases, damage and final fracture are localized to the grain boundaries [10]. Conclusions Thus, an understanding of the effect of the cooling rate and intermetallic phases on the monotonic tensile strength of aluminium cast alloys is of significance and as an outcome of this investigation: • With a high solidification velocity a finer silicon eutectic and
precipitates are achieved, with small SDAS and finely dispersed β-needles resulting in improved ultimate tensile strength, yield strength and ductility.
• Adding Mg and Cu to Al-Si alloys, the ultimate tensile strength and yield strength are improved at the expense of elongation.
• One of the main reasons for the low values of mechanical properties is proposed to be due to the presence of the β-phase. The higher the solidification rate the shorter the length of the needle.
– Higher iron content resulted in higher amounts of iron-rich β-
phase, but on an average, the length of the needle seems to be more dependent on the solidification rate.
– At relatively low iron levels, Fe<0,2%, and high solidification rate, SDAS ≈ 8 µm, only few needles could be detected.

7 / 200
– The iron content adversely affects properties such as ultimate tensile strength and elongation, since they are sensitive to defects. But the yield strength seems to be positively influenced by the increased level of iron.
– Higher iron levels seem neither to damage the strength coefficient nor the strain hardening rate.
• The SDAS and the shape of the eutectic silicon seem to have a
larger impact on the strain hardening exponent and fracture behaviour.
• Regarding the defects as the source of the premature failure might be the inclusions that forms during solidification and the entrainment of oxide films folded over and tangled acting as cracks resulting in poor mechanical properties.
References
1. T. Takaai, M. Koga and Y. Nakayama: Heat treatment and mechanical properties of A356 aluminium casting alloys, Light Metals Processing and Applications.
2. C.H. Cáceres, I.L. Svensson and J.A. Taylor: Strength –Ductility behaviour of Al-Si-Cu-Mg casting alloys in T6 Temper, International Journal of Cast metals Research, 2002.
3. S. Shivkumar, C. Keller, M. Trazzera and D. Apelian: Precipitation hardening in A356 alloys, Production, Fabrication and Recycling of Light Metals.
4. Z. Li, A.M. Samuel, F.H. Samuel, C. Ravindran, S. Valtierra, H. W. Doty: Parameters controlling the performance of AA319-type alloys, Part I. Tensile properties, Materials Science and Engineering, September 2003.
5. Campbell J, Castings, 2nd Ed, Butterworth-Heinemann Ltd, Oxford 2003, ISBN 0 7506 4790 6.
6. T.O. Mbuya, B.O. Odera and S.P. Ng´ang´a: Influence of Iron on castability and properties of aluminium silicon alloys, Literature study, International Journal of cast metals Research, 2003 Vol. 16, No.5.
7. S.G. Shabestari, M. Mahmudi, M. Emamy, J. Campbell: Effect of Mn and Sr on intermetallics in Fe-rich eutectic Al-Si alloy, International Journal of Cast metals Research, 2002, 15, pp17-24.
8. L. Lu and A.K. Dahle: Iron-rich intermetallic phases and their role in casting defect formation in hypoeutectic Al-Si alloys, Metallurgical and Materials Transactions A, Volume 36A, March 2005, 819-835.
9. C.H. Cáceres, C.J. Davidson, J.R. Griffiths and Q.G. Wang: The effect of Mg on the microstructure and mechanical properties of Al-Si-Mg casting alloys, Metallurgical and Materials Transaction A, October 1999.
10. C.H. Cáceres, C.J. Davidson and J.R. Griffiths: The deformation and fracture behaviour of an Al-Si-Mg casting alloy, Materials Science and Engineering A197 (1995).

8 / 200
Acknowledgements The work has been performed within the IDEAL project supported by the European Commission (5th Framework Programme), which is gratefully acknowledged. Tables Table 1. The composition of the investigated alloys is presented.
Chemical composition (%) Groups Al Si Mg Cu Fe Mn Sr
1 Bal. 7,04 0,03 0,00 0,06 0,00 0,0171
2 Bal. 6,87 0,35 0,00 0,06 0,00 0,0167
3 Bal. 7,21 0,02 3,49 0,06 0,00 0,0200
4 Bal. 7,42 0,01 3,07 1,37 0,38 0,0180
Group 1
5 Bal. 7,09 0,35 0,21 0,14 0,00 0,0125
6 Bal. 7,04 0,36 0,21 0,71 0,08 0,0150
7 Bal. 7,04 0,32 0,20 1,04 0,12 0,0170
8 Bal. 7,45 0,32 0,22 1,10 0,41 0,0150
Group 2
9 Bal. 7,02 0,40 3,26 0,09 0,00 0,0260
10 Bal. 6,96 0,36 3,06 0,63 0,09 0,0240
11 Bal. 6,77 0,31 2,79 0,88 0,19 0,0100
12 Bal. 6,90 0,33 3,08 1,27 0,40 0,0200
Group 3
Figures
(a) (b) Figure1. Illustration of microstructure of Al-7%Si where a) is exhibiting an SDAS of 8,4 µm and b) having an SDAS of 70,1 µm.
Figure 2. The coexistence of Al5FeSi- needles and Al15(Fe,Mn)3Si2 -Chinese script is shown.
0 0.4 0.8 1.2 1.6
Iron content (%)
0
100
200
300
400
Al5F
eS
i-N
ee
dle
le
ng
th µ
m
SDAS= 8,4 µm
SDAS= 23,4 µm
SDAS= 70,1 µm
Figure 3. Illustration of the cooling rate impact on the length of the iron bearing Al5FeSi needles. Alloys in group 3 considered.
Chinese script
Iron-needle

9 / 200
1 2 3 4 5 6 7 8 9 10 11 12Alloy number
0
100
200
300
400
Str
en
gth
(M
Pa
)
0
4
8
12
16
20
Elo
ng
ati
on
to
fra
ctu
re (
%)
Ultimate tensile strength
Yield strength
Elongation to fracture
SDAS = 8,4 µm
Figure 4a): Tensile strength of the SDAS ≈ 8 µm samples.
1 2 3 4 5 6 7 8 9 10 11 12Alloy number
0
100
200
300
400
Str
en
gth
(M
Pa)
0
4
8
12
16
20
Elo
ng
ati
on
to
fra
ctu
re (
%)
Ultimate tensile strength
Yield strength
Elongation to fracture
SDAS = 23,4 µm
Figure 4b): Tensile strength of the SDAS ≈ 23 µm samples.
1 2 3 4 5 6 7 8 9 10 11 12Alloy number
0
100
200
300
400
Str
en
gth
(M
Pa
)
0
4
8
12
16
20
Elo
ng
ati
on
to
fra
ctu
re (
%)
Ultimate tensile strength
Yield strength
Elongation to fracture
SDAS = 70,1 µm
Figure 4c): Tensile strength of the SDAS ≈ 70 µm samples.
0 4 8 12 16 20
Elongation to fracture (%)
0
100
200
300U
ltim
ate
te
ns
ile
str
en
gth
(M
Pa
)
Alloy1= Al-7%Si
Alloy1 +0,35 %Mg
Alloy1 +3,5%CuAlloy4
SDAS = 8,4 �m
Figure 5a): The effect of Cu, Mg and Fe on SDAS ≈ 8 µm samples.
0 4 8 12 16 20
Elongation to fracture (%)
0
100
200
300
Ult
ima
te t
en
sil
e s
tre
ng
th (
MP
a)
Alloy1= Al-7%Si
Alloy1 +0,35 %Mg
Alloy1 +3,5%Cu
Alloy4
SDAS = 23,4 �m
Figure 5b) The effect of Cu, Mg and Fe on SDAS ≈ 23 µm samples.
0 4 8 12 16 20
Elongation to fracture (%)
0
100
200
300
Ult
ima
te t
en
sil
e s
tre
ng
th (
MP
a)
Alloy1= Al-7%Si
Alloy1 +0,35 %Mg
Alloy1 +3,5%CuAlloy4
SDAS = 70,1 �m
Figure 5c) The effect of Cu, Mg and Fe on SDAS ≈ 70 µm samples.
10 / 200
1 2 3 4 5 6 7 8 9 10 11 12Alloy number
0
200
400
600
800
1000S
tre
ng
th c
oe
ffic
ien
t, K
(M
Pa
)
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
Str
ain
ha
rde
nin
g e
xp
on
en
t, n
K
n
SDAS= 8,4 µm
n
K
nn
K
Group 1 Group 2 Group 3
Figure 6a) The influence of alloying elements on K and n for the SDAS ≈ 8 µm samples.
1 2 3 4 5 6 7 8 9 10 11 12Alloy number
0
100
200
300
400
500
600
700
800
900
1000
Str
en
gth
co
eff
icie
nt,
K (
MP
a)
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
Str
ain
ha
rde
nin
g e
xp
on
en
t, n
K
n
SDAS= 23,4 µm
n
K
n
Kn
Group 1 Group 2 Group 3
Figure 6b) The influence of alloying elements on K and n for the SDAS ≈ 23 µm samples.
1 2 3 4 5 6 7 8 9 10 11 12Alloy number
0
200
400
600
800
1000
Str
en
gth
co
eff
icie
nt,
K (
MP
a)
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
Str
ain
ha
rde
nin
g e
xp
on
en
t, n
K
n
SDAS= 70,1 µm
K
K
nn
n
Group 1 Group 2 Group 3
Figure 6c) The influence of alloying elements on K and n for the SDAS ≈ 70 µm samples.