no slide title - manisa celal bayar university deformation: forging, rolling, extrusion drawing...
TRANSCRIPT

Introduction to Mechanical Engineering
Manufacturing Technology
Introduction

What is manufacturing?
• Literal: Manufacture = Manus (hand) + Factus
(make) Made by hand
• Technological: Application of physical and chemical
processes to make parts or products,
including assembly of products.
• Economical: Transformation of materials into items
of greater value by means of proces-
sing and/or assembly operations.
• CIRP definition: Design + production + assembly
(CIRP = International Academy for Production Engineering=
Collège International pour la Recherche en Productique)

What is manufacturing?
Representation of ‘manufacturing’ in a technological way

What is manufacturing?
Representation of ‘manufacturing’ in a economical way

Importance of manufacturing
• Manufacturing is an important mean to create
material wealth!!!
• One job in a manufacturing plant generates about
four other jobs else!!! Question: How?
• Data from the USA:
- Manufacturing : ~ 20% of the GNP
- Agriculture, mining : < 5% of the GNP
- Construction, public utilities : ~ 5% of the GNP
- Service sector : ~ 70% of the GNP
(GNP = Gross National Product)
Question: What are the figures for Turkey?

Data from the Türkiye:
- Industry : ~ 12% of the GNP
- Agriculture : < 24% of the GNP
- Service : ~ 64% of the GNP

Historical perspective (1)
In broad outlines:
• Man’s discovery and invention of materials and
processes to make things, since 6000 years ago
• Principle of division of labour Adam Smith (~1750)
A.Smith'in Ulusların Zenginliği adlı kitabında en ünlü bölüm iş bölümüyle ilgili olan ilk bölümdür.18. yüzyılda yazılmış olmasına rağmen bugün için bile çok doğru gelmektedir. Smith bu bölümde iş bölümünün üretimi nasıl arttırdığını toplu iğne üretimiyle ilgili bir örnekle açıklar. Tek bir kişi, yapılması için on aşaması olan bir iğneden günde sadece on tane yapabilmektedir; fakat her aşamayı yalnızca bir kişi yapsa yani on kişi çalıştırsak bir günde üretilen iğne sayısı 4800'e çıkıyor; ama her biri her aşamayı yapsaydı sadece 100 iğne üretilecekti. Bu demek oluyor ki, iş bölümü iğne üretimini 48 kat arttırmış. Ayrıca işçinin belli bir aşamada uzmanlaşması o teknolojiyi kullanmanın yeni yolları bulunarak arttırılabilir, bu da daha hızlı üretime sebep olur.

• Industrial Revolution (1770 – 1850), steam engine,
machine tools, machinery for textile industry
Factory system, UK
• American system, interchangeable parts
Whitney (~1800), guns (muskets), USA
• Second Industrial revolution mass production,
scientific management, assembly lines, Ford
(~1915), cars, USA

Industries and products
Manufacturing industries
- Primary industries: natural resources as mining, fishing,
agriculture, petroleum
- Secondary industries: automotive, computers, electronics
- Tertiary industries (service): banking, tourism, education
Manufactured products
- Consumer goods: cars, TV’s, tires, tennis rackets
- Capital goods: aircraft, machine tools, machinery
- Discrete products: pumps, shavers, coffee makers
- Continuous produced products: sheet-metal coils

Manufacturing capability
• Technological Processing capability
- Available processes and machines
- Outsourcing of some operations (casting, heat
treatment, etc.)
• Physical product limitations
- Size, weight
- Machine dimensions, handling
• Production capacity (Plant capacity)
- Production quantity in a given time, output

Materials in Manufacturing
• Metals
- Ferrous: Steel (iron-carbon, 0,02% - 2,11% C)
Cast iron (iron + 2% - 4% C + silicon)
- Nonferrous: copper, aluminium, nickel, alloys
• Ceramics: clay, silica, carbides (Al, Si), nitrides (Ti)
• Polymers
- Thermoplastic polymers: PE, PP, PS, PVC
- Thermosetting polymers: phenolics, epoxies
- Elastomers: rubber, neoprene, silicone, PU
• Composites: more phases, particles/fibres + matrix
glass reinforced plastic, Kevlar, WC in cobalt

Materials in Manufacturing
Venn diagram

Historical perspective (2)
Manufacturing materials and processes:
• Neolithic period (~8000 - 3000 B.C.) in Mesopotamia
Mediterranean, Asia; hammering, gold
• Bronze age (3500 - 1500 B.C.), extracting copper
from ores, casting, hammering.
• Iron age (since 1000 B.C.), heating, quenching
• Industrial Revolution (1770 - 1850), machining like
boring, turning, drilling, milling, shaping.
• Assembly methods (since ancient cultures), ships,
weapons, tools, farming equipment
• Fusion welding (around 1900)
• Rubber and polymer shaping, vulcanization (1939)

Master Engineering & Management
Manufacturing processesClassification of
Manufacturing processes

Üretim sürecinin sonunda ortaya konan ürün; toplu
iğne de olabilir bir uzay aracı da.
Bir toplumun refahı için en başta gelen konu üretim
olup, bu durum, ekonomisi gelişmiş toplumlarda
açıkça görülmektedir. Üretim konusunda da en
büyük görev biz mühendislere düşmektedir.

The benefit of a product is profit when it is considered in terms of a
business, the benefit of a product is total added-value when it is considered
in terms of a society.
Ürünün faydası bir işletme açısından bakıldığında kâr, bir toplum açısından
bakıldığında da toplam katma-değer olarak değerlendirilir.
Productivity;
Benefit created by the product
Energy consumption for the manufacturing
The ratio of natural and financial
resources

Günümüzde rekabet koşulları, mümkün olduğunca
düşük fiyata ve istenilen zamanda ürünü pazara
sürme zorunluluğunu doğurmaktadır.

In summary: the expections from a recent
production
-High effciency,
-Quality production,
-Low total cost,
- Environmentally friendly production process

Processing operations
1) Shaping operations
- Solidification processes casting of metals,
moulding of plastics
- Particulate processing powder metallurgy
- Deformation processes forging, extrusion
- Material removal processes machining, non-
traditional, grinding
2) Property enhancing processes
- Heat treatments, sintering
3) Surface processing
- Cleaning, coating, deposition

CASTING
Casting - Process of Producing Metallic
Parts by Pouring Molten Metal in to a
Mould having a Cavity of the Part to be
Cast and then Allowing the Molten Metal
to Solidify.
Moulding – Process of Making a Mould
Using a Pattern.
Pattern – A Model or Replica of the Part
to be Cast.

CASTING
Sand Mould Casting – Molten Metal
is Poured in to the Cavity of the
Mould without Applying External
Pressure (Gravity Feed).
Permanent Mould Casting -
Gravity Die Casting
Die Casting – Molten Metal is
Forced under very high Pressure in
to the Die (Metallic Mould).
Hot Chamber Die Casting
Cold Chamber Die Casting

Master Engineering & Management
Casting and moulding processes
Pouring of the
liquid or meltSolidification

Kum Kalıba Döküm
Kalıp boşluğu, bir model vasıtasıyla kumda
oluşturulur. Bu boşluk daha sonra erimiş metalle
doldurulur.

CASTING

CASTING


Advantages of casting
*Complex part geometries can be easily created.
*Both inside (hollow) and external shapes can be created.
*Final parts can be obtained by some casting processes.
*Very large and very small particles can be produced.
*Some casting methods are suitable for mass production.
*Casting is a commonly used method in the industryand generally cost effective.



Particulate processing
PowderSintering
Pressing

Powder metallurgy (PM)
Metal processing technology in which parts are produced
from metallic powders
In the usual PM production sequence, the powders are
compressed (pressed) into the desired shape and then
heated (sintered) to bond the particles into a hard, rigid
mass
Pressing is accomplished in a press-type machine using
punch-and-die tooling designed specifically for the part to be
manufactured.
Sintering is performed at a temperature below the melting
point of the metal

PM processes can avoid, or greatly reduce, the
need to use metal removal processes, thereby
drastically reducing yield losses in manufacture
and often resulting in lower costs

Powder
metallurgy
products:
gears


Toz metalurjisi küçük, karmaşık ve boyutsal
hassasiyeti yüksek parçaların seri imalatına son
derece uygundur. Malzeme kaybı çok azdır, belirli
derecede porozite ( gözenek ) ve geçirgenlik elde
edilir.
Dezavantajları:
- Kalıntı iç boşlukların çentik etkisi yaparak düşük
dayanıma sebep olabilmesi,
- Toz üretiminin ek bir maliyet gerektirmesidir.

Kullanım amaçları;
- Yüksek dayanım gerektiren parçaların imalinde,
- Talaşlı imalatı zor olan geometrideki parçaların
imalinde,
-Pahalı malzemelerde parça imalinde,
-Çok sert parçaların imalinde kullanılır


Permanent (plastic) deformation of a
material under tension, compression, pression,
shear or a combination of loads
Metal parçaların plastik deformasyona maruz
kalması ile şekillendirildiği yöntemler grubudur. Bu
şekillendirme yöntemi için metalin akma dayanımını
aşan gerilmeler uygulanır. İş parçası üzerinde
bunun sonucu olarak kalıcı şekil değiştirmeler
oluşur.
Deformation processes
Types of Deformation Processes:
-Bulk deformation: Forging, rolling, extrusion
drawing (wire, bar, tube),
-Sheet Metal work: Shearing, bending, deep
drawing and metal spinning.

FORGING
Hot Forging – Changing the Shape of
Metals, when it is in high temperature, by
Applying Compressive Force.
Cold Forging - Changing the Shape of
Metals, when it is at Room Temperature,
by Applying Large Compressive Force.
Hand Forging
Drop Forging (Closed Die Forging)
Press Forging (Open Die Forging)
Machine Forging

Forging


ROLLING
Forming Metals into Desired Shapes
by Passing the Metal in between a
Pair of Rolls.
Two High Mill
Three High Mill
Four High Mill
Cluster Mill

Rolling
Haddeleme işlemi prensibi

Master Engineering & Management



Rolling products

Extrusion
A plastic deformation process in which metal is
forces under pressure to flow through a single, or
series of dies until the desired shape is produced.

Ekstrüzyon (Extrusion)
Bir metal bloğun bir kovan içinde büyük kuvvet uygulayan
pistonla sıkıştırılıp, belirli profil kesitini taşıyan matristen
püskürtülerek şekillendirilmesi işlemidir.
Pratikte daha çok sıcak uygulanır ancak yumuşak
malzemelere soğuk ekstrüzyon da yapılabilir.
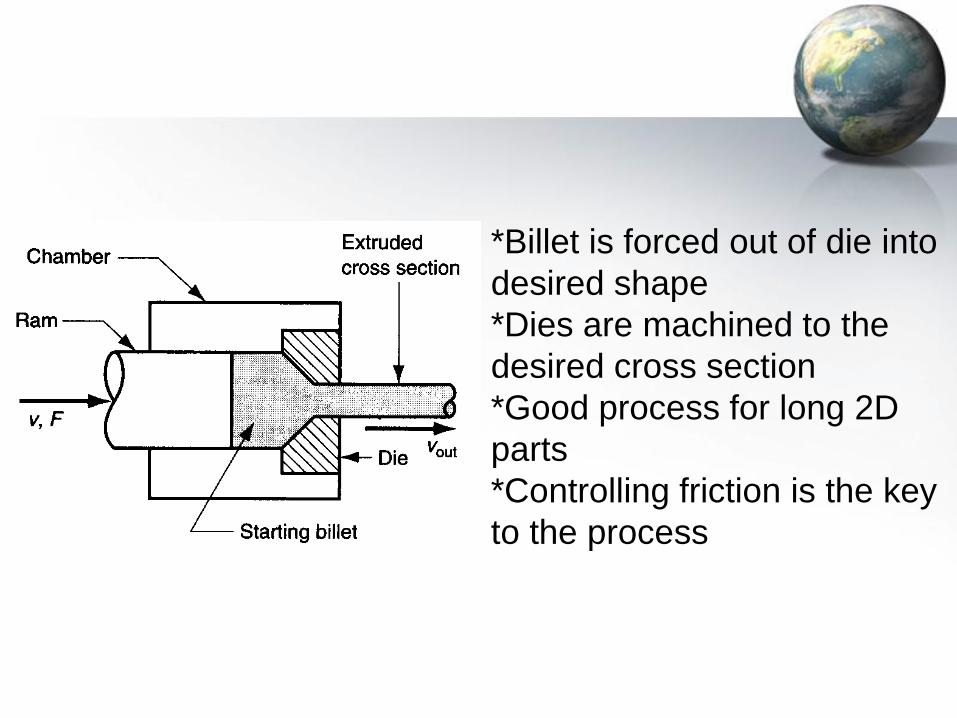
*Billet is forced out of die into
desired shape
*Dies are machined to the
desired cross section
*Good process for long 2D
parts
*Controlling friction is the key
to the process

Sabit kompleks şekilli parçalar üretilebilir.
Ekstrüzyon ürünü daha sonra küçük
parçalara kesilebilir.
Ekstrüzyonla üretilmiş bir ısı gidericinin
kompleks kesiti (alüminyum)


Shaping (Machining) processes
*A material removal process in which a sharp cutting tool is used to mechanically cut away material so that the desired part geometry remains
*Most common application: to shape metal parts
*Machining is the most versatile and accurate of all manufacturing processes in its capability to produce a diversity of part geometries and geometric features
*Casting can also produce a variety of shapes, but it lacks the precision and accuracy of machining

Shaping (Machining)
processes
General aim: Minimize waste and scrap!!!
- Net shape processes no subsequent machining
- Near net shape processes minimum machining
Turning Drilling Milling

Figure 22.5 - Turning operation

FacingTool is fed
radially inward

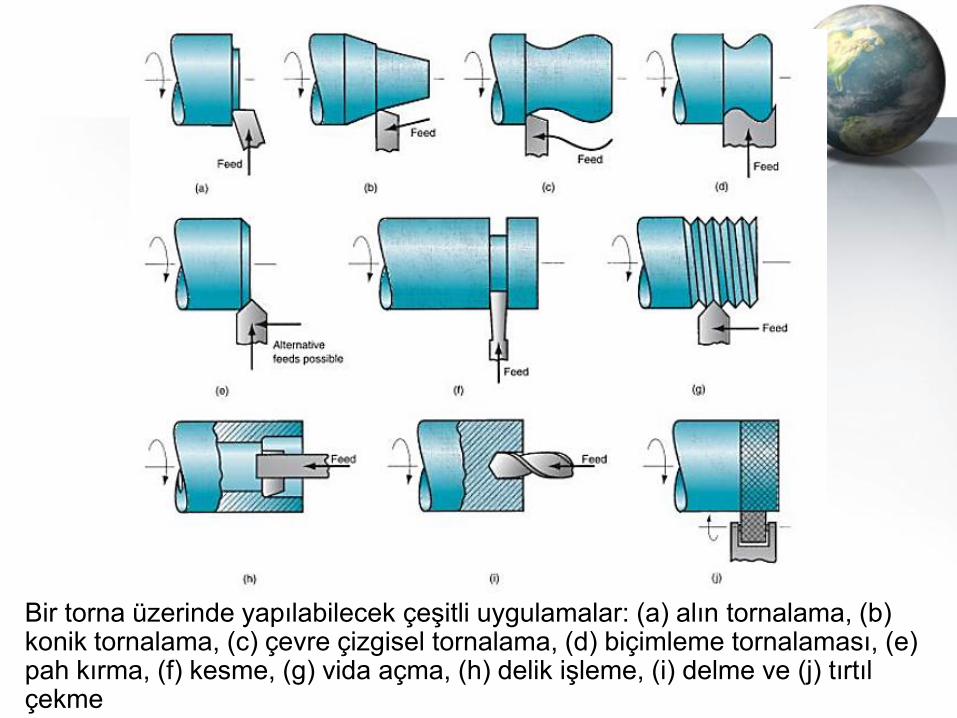
Bir torna üzerinde yapılabilecek çeşitli uygulamalar: (a) alın tornalama, (b) konik tornalama, (c) çevre çizgisel tornalama, (d) biçimleme tornalaması, (e) pah kırma, (f) kesme, (g) vida açma, (h) delik işleme, (i) delme ve (j) tırtıl çekme

Master Engineering & Management

Drilling
Creates a round hole in a workpart
Contrasts with boring which can only enlarge an existing hole
Cutting tool called a drill or drill bit
Customarily performed on a drill press Figure 21.3 (b) drilling

Through Holes vs. Blind HolesThrough-holes - drill exits the opposite side of work
Blind-holes – drill does not exit work on opposite side
Figure 22.13 - Two hole types: (a) through-hole, and (b) blind hole

Milling
Machining operation in which work is fed past
a rotating tool with multiple cutting edges
Creates a planar surface; other geometries
possible either by cutter path or shape
Other factors and terms:Milling is an interrupted cutting operation
Cutting tool called a milling cutter, cutting edges called "teeth"
Machine tool called a milling machine

Figure 21.3 - Two forms of milling:
(a) peripheral milling, and (b) face milling

Peripheral Milling vs. Face
Milling
Peripheral millingCutter axis is parallel to surface being machined
Cutting edges on outside periphery of cutter
Face millingCutter axis is perpendicular to surface being milled
Cutting edges on both the end and outside periphery of the cutter

Profile Milling
Form of end
milling in which
the outside
periphery of a
flat part is cut
Figure 22.20 (d) profile milling

Pocket Milling
Another form of
end milling
used to mill
shallow pockets
into flat parts
Figure 22.20 (e) pocket milling



Figure 22.28 - Operation of a mill-turn center: (a) example part
with turned, milled, and drilled surfaces; and (b) sequence of
operations on a mill-turn center: (1) turn second diameter,
(2) mill flat with part in programmed angular position, (3) drill hole
with part in same programmed position, and (4) cutoff

BroachingMoves a multiple tooth cutting tool linearly relative to work in direction of tool axis
Figure 22.33 - The broaching operation

Broaching
Advantages:
Good surface finish
Close tolerances
Variety of work shapes possible
Cutting tool called a broach
Owing to complicated and often custom-shaped
geometry, tooling is expensive

Internal Broaching
Performed on internal surface of a hole
A starting hole must be present in the part to insert broach at beginning of stroke
Figure 22.34 - Work shapes that can be cut by internal broaching;
cross-hatching indicates the surfaces broached

Sawing
Cuts narrow slit in work by a tool consisting of a
series of narrowly spaced teeth
Tool called a saw blade
Typical functions:Separate a workpart into two pieces
Cut off unwanted portions of part

Figure 22.35 (a) power hacksaw –linear reciprocating motion
of hacksaw blade against work

Figure 22.35 (b) bandsaw
(vertical) – linear
continuous motion of
bandsaw blade, which is in
the form of an endless
flexible loop with teeth on
one edge

Figure 22.35 (c) circular saw – rotating saw blade provides
continuous motion of tool past workpart


Mutual relationships
Function
Shape
Process
Material

Product attributes
• Mechanical properties, e.g. tensile strength
• Physical properties, e.g. thermal expansion
• Dimensions, e.g. mm
• Tolerances: bilateral, unilateral tolerances
limit dimensions
• Geometric attributes: angularity, circularity,
concentricity, cylindricity, flatness, parallellism,
perpendicularity, roundness, squareness and
straightness (See table 5.1)
• Surface quality, e.g. roughness

Specification of tolerances
Bilateral tolerance
Unilateral tolerance
Limit dimensions

Master Engineering & Management
Surfaces
• Importance of surface quality
- Aesthetic reasons
- Safety aspects
- Influence on friction and wear
- Influence on mechanical and physical properties
- Important for assembly
- Better electrical contact
• Surface technology is concerned with
- Surface texture
- Surface integrity
- Relationship with manufacturing processes
Master Engineering & Management
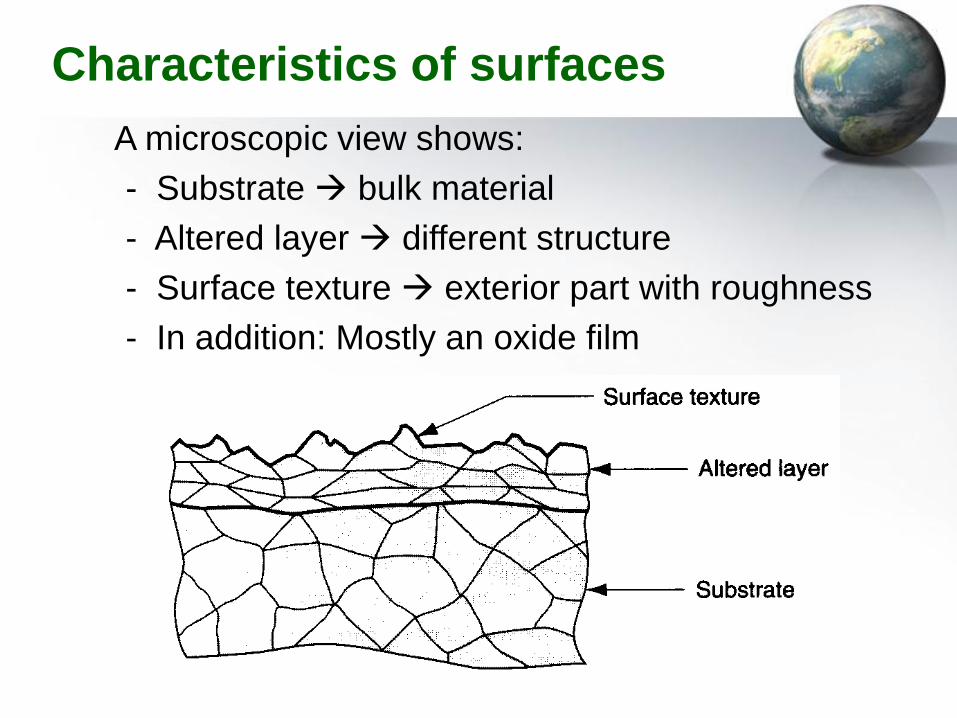
Characteristics of surfaces
A microscopic view shows:
- Substrate bulk material
- Altered layer different structure
- Surface texture exterior part with roughness
- In addition: Mostly an oxide film
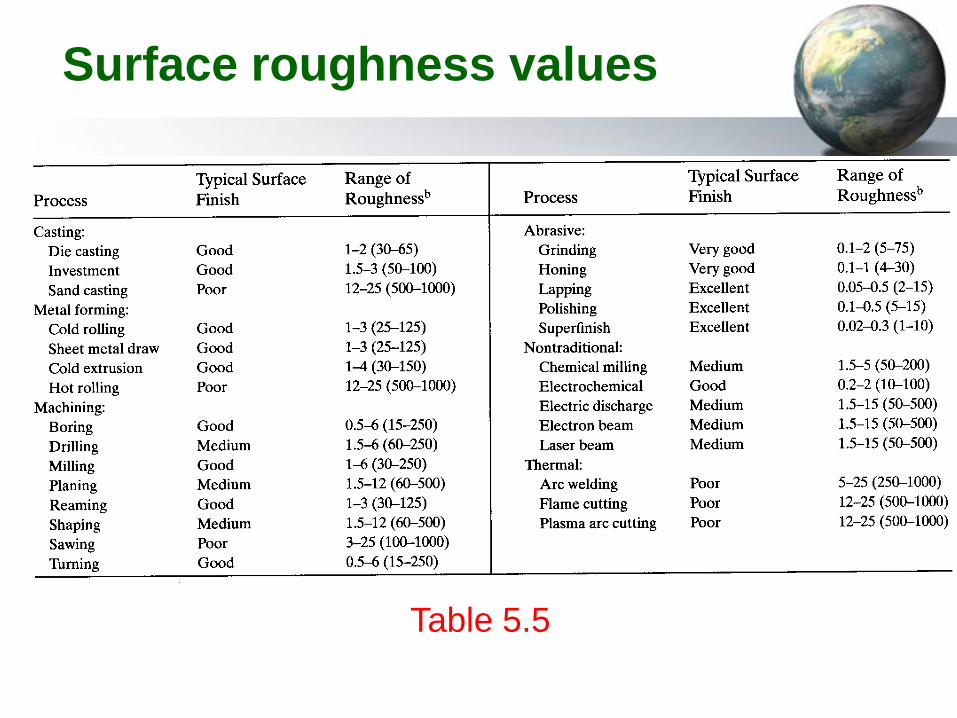
Surface roughness values
Table 5.5