navsea documents - society for protective · pdf filenavsea basic paint inspector training:...
TRANSCRIPT

NAVSEA Basic Paint Inspector Training: NAVSEA Documents
4−1!
NAVSEA Documents
NAVSEA Basic Paint Inspector Training!
Topics
l NAVSEA documents related to preservation of ships
l Practical exercise on use of these document
Scope
l Gets students acquainted with guidance documents for the preservation of ships
Learning Outcome
l Students will be able to identify the major NAVSEA guidance documents concerning the preservation of ships and describe how to use them in their work
NAVSEA Documents Concerned with Ship Coatings
l NSTM Chapter 631 l NSTM Chapter 634 l NAVSEA Standard Item 009-32 l NAVSEA Standard Item 009-04 l NAVSEA Coating Performance
Specifications and their QPDs and NAVSEA-Reviewed ASTM F718 Data Sheets
Relevant Documents
l NSTM Chapter 631 and 634 – Naval Shipyards, IMAs, Ships’ Force
l NAVSEA Standard Item 009-32 – Naval contractors (ships in service)
l Preservation Process Instructions (PPIs) – Invoked by both NSTM 631 and 009-32
l SUBMEPP Preservation Standard – Submarine community
l Ship Specifications – New construction

NAVSEA Basic Paint Inspector Training: NAVSEA Documents
4−2!
NSTM Chapter 631 NSTM Chapter 631
– Section 1 – Introduction – Section 2 – Safety – Section 3 – Paint Equipment – Section 4 – Reconditioning of
Flooded and Smoke-Contaminated Equipment
– Section 5 – Surface Preparation – Section 6 – Paint Application
Guidance and Requirements – Section 7 – Paint Application
Procedures
– Section 8 – Shipboard Paint Application
– Section 9 – Boats and Small Craft
– Section 10 – Naval Ships’ Marking and Awards
– Section 11 – Quality Assurance for Critical Coated Areas
– Section 12 – Preservation Process Instructions
NSTM Chapter 631
l Preservation Process Instructions (PPIs), now Section 12 of NSTM 631, are available at:
www.nstcenter.biz
Table 631-1-2 Summary of Coating Requirements!
NAVSEA Standard Item 009-32
l Defined critical coated areas and definitions of technical terms
l Blast cleaning, including profile l General and special applications l Use of specialized coatings l Eight tables of systems for different areas l QA Inspection forms
NAVSEA Standard Item 009-32 (cont’d.)
l Will soon be used by both contractors and the Government
l Applies to submarines l 009-32 contains new tables and notes pertaining to
submarines l QA forms now reside at www.nstcenter.com. The
forms are still part of 009-32, but are no longer physically included in the document
NAVSEA Basic Paint Inspector Training: NAVSEA Documents
4−3!
NAVSEA Standard Item 009-04
l Corrective and preventive action programs (CA/PA)
l A test and inspection plan l Documentation procedures
NAVSEA Coating Performance Specifications
l NAVSEA is responsible for many performance specifications for coatings for ships (e.g., MIL-PRF-23236 and MIL-DTL-24441 for tanks. MIL-PRF-24647 for anti-corrosive and antifouling systems)
l These specifications usually have QPDs and NAVSEA-Reviewed ASTM F718 Data Sheets
NAVSEA-Reviewed ASTM F718 Data Sheets
l Generic type and description l Manufacturer’s data l Properties l Surface preparation minimum requirements l Mixing procedures l Application
Team Exercises
l Complete the following two exercises using the appropriate NAVSEA documents.
Summary
l Describe and know how to use the NAVSEA guidance documents for the preservation of ships
l The different documents relate to different aspects of shipboard corrosion control by coatings
NAVSEA Basic Paint Inspector Training: Non-Mechanical (Chemical or Detergent) Cleaning Methods
5−1!
Non-Mechanical (Chemical or Detergent) Cleaning Methods
NAVSEA Basic Paint Inspector Training!
Topics
l Solvent cleaning l Chemical cleaning l Steam cleaning l Detergent/water cleaning
Scope
l Get students acquainted with the use of liquid products used in cleaning surfaces of ships prior to coating
Learning Outcome
l Students will be able to describe these cleaning methods and identify their typical uses, advantages, and limitations
Solvent Cleaning
l SSPC-SP1 l Substrate Types
– All Metals l Typical Uses
– Oily or greasy parts or surfaces
– Initial wipe down – Final wipe down
l Advantages – Penetrates small crevices – Simple to Accomplish
l Disadvantages – Air pollution regulations – HAZMAT storage, disposal – Health hazard – Effects on non-metals
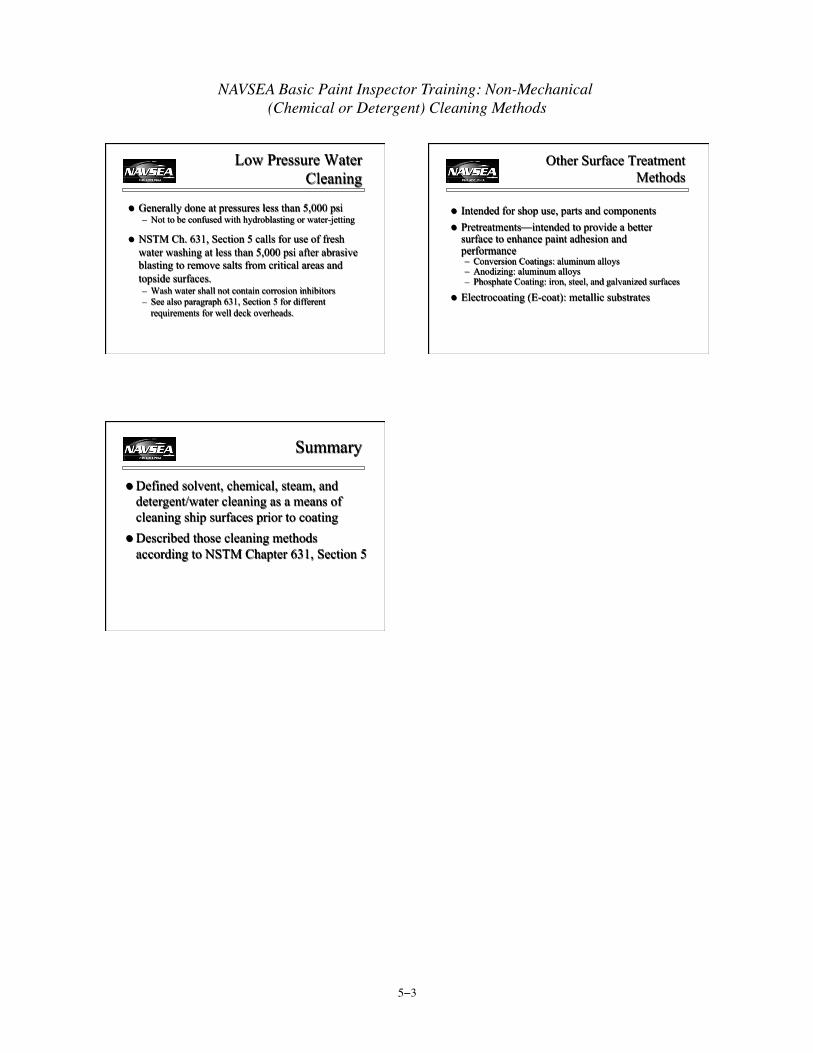
Ultraviolet Light Test
l U/V light can be used after solvent and other cleaning methods to verify oil & grease removal
l When hydrocarbons are present, the hydrocarbons will fluoresce as bright green, lime green, or blue/violet on the surface
l A “water break-free” test is sometimes specified for this purpose

NAVSEA Basic Paint Inspector Training: Non-Mechanical (Chemical or Detergent) Cleaning Methods
5−2!
Ultraviolet Light Test
l The CORE PPI 63101-000 requires a U/V light test as a pre-surface preparation checkpoint, to prevent embedding contaminants.
l Inspect surface using a UV light to detect hydrocarbons on the surface. The UV light will not allow the proper detection of hydrocarbons on the surface if the surface being inspected is exposed to day or artificial light. For proper UV light hydrocarbon detection, lights must be off for interior spaces, and the inspection must be conducted during darkness for surfaces exposed to sunlight.
Acid Cleaning
l Substrate Types – Iron and Steel Only
l Typical Uses – Cleaning of small parts – Rust removal – Removes mill scale and rust
l Advantages – Surface etching promotes
adhesion – Penetrates crevices and pits
l Disadvantages – Can’t use for aluminum – Multi-step process – Environmental precautions
Steam Cleaning
l Substrate Types – Iron Alloys – Steel Alloys – Copper Alloys – Some Al Alloys
l Typical Uses – Tanks and Voids – Piping Systems – Removing Preservatives
l Advantages – Can soften/loosen old paint – Residual salt removed – No chemicals involved – Penetrates pits – Quick removal of deposits
on large areas
l Disadvantages – Limited shipboard uses – Need source of steam
Pickling (SSPC-SP 8)
l Substrate Types – Iron Alloys – Steel Alloys
l Typical Uses – Shop use for mill scale
removal on large steel plate shapes
l Advantages – Complete mill scale and
rust removal
l Disadvantages – Shipyard/industrial use only – Environmental and health
precautions – Not effective for oil and
grease removal – Can’t use on Al or stainless
steel
Alkaline Cleaning
l Substrate Types – Iron Alloys – Steel Alloys
l Typical Uses – Bilge cleaning – Tank cleaning
l Advantages – More efficient/less costly
than solvents – Removes grease and oil – Penetrates pits
l Disadvantages – Handling/disposal of
solutions – Complicated procedure – Cannot use in submarine
bilges – Cannot use on aluminum
Detergent and Water Cleaning
l Substrate Types – Any Metal – Most non-metals
l Typical Uses – Light soil and oil removal
l Advantages – Most are environmentally
friendly – Simple process
l Disadvantages – Oily water separators not
effective – Not effective for heavy oil
or grease
NAVSEA Basic Paint Inspector Training: Non-Mechanical (Chemical or Detergent) Cleaning Methods
5−3!
Low Pressure Water Cleaning
l Generally done at pressures less than 5,000 psi – Not to be confused with hydroblasting or water-jetting
l NSTM Ch. 631, Section 5 calls for use of fresh water washing at less than 5,000 psi after abrasive blasting to remove salts from critical areas and topside surfaces. – Wash water shall not contain corrosion inhibitors – See also paragraph 631, Section 5 for different
requirements for well deck overheads.
Other Surface Treatment Methods
l Intended for shop use, parts and components l Pretreatments—intended to provide a better
surface to enhance paint adhesion and performance – Conversion Coatings: aluminum alloys – Anodizing: aluminum alloys – Phosphate Coating: iron, steel, and galvanized surfaces
l Electrocoating (E-coat): metallic substrates
Summary
l Defined solvent, chemical, steam, and detergent/water cleaning as a means of cleaning ship surfaces prior to coating
l Described those cleaning methods according to NSTM Chapter 631, Section 5

NAVSEA Basic Paint Inspector Training: Mechanical Cleaning Methods
6−1!
Mechanical Cleaning Methods
NAVSEA Basic Paint Inspector Training!
Surface Preparation
Topics
l Hand and power tool cleaning l Power tool cleaning to bare metal l Factors affecting surface preparation
Scope
l Gets students acquainted with methods of mechanical cleaning and when they are most commonly used on ships
Learning Outcome
l Students will be able to discuss the operational and safety aspects of mechanical cleaning tools and identify the specifications for mechanical cleaning methods
Hand Tool Cleaning
l Typical Hand Tools – Paint scraper – Chipping hammer – Putty knife – Wire brushes – Abrasive cloth or
sand paper – Greenie pads
NAVSEA Basic Paint Inspector Training: Mechanical Cleaning Methods
6−2!
Hand/Power Tool Cleaning
l Covered by SSPC-SP 2 and SSPC-SP 3 – SSPC-SP 2 “Hand Tool Cleaning” – SSPC-SP 3 “Power Tool Cleaning” – Requires that only loosely adhered material be removed – NO surface profile specified or required – Best for tight areas and areas where corrosion is not
serious (touch-up)
l Note: difficult to remove weld spatter by specifying SP 2 & 3
Hand/Power Tool Cleaning
l SSPC-SP 2 and SP 3 may be called out in NSTM Chapter 631 for “Minimum Spot Repair Surface Preparation”
Hand/Power Tool Cleaning
l General Procedure: – clean area with solvent or detergent prior to hand tool
cleaning (SSPC-SP 1) – use vacuum or other method to clean up dust and debris – use clean tools constructed of materials which will not
contaminate the surface being cleaned – consult SSPC-VIS 3 for comparative visual references
for hand and power tool cleaned steel surfaces
SSPC-VIS 3
l Visual reference l Used as an aid for
determining if the specified cleanliness level has been attained
l VIS 3 covers SSPC-SP 2, SP 3, SP 15 and SP 11
SSPC-VIS 3
l There are starting conditions based on new steel and there are three grades for previously painted surfaces
l For SP 3 Power Tool Cleaned surfaces, there are different photos for surfaces treated by: – Power Wire Brush (PWB) – Sanding Disk (SD) – Needle Guns (NG)
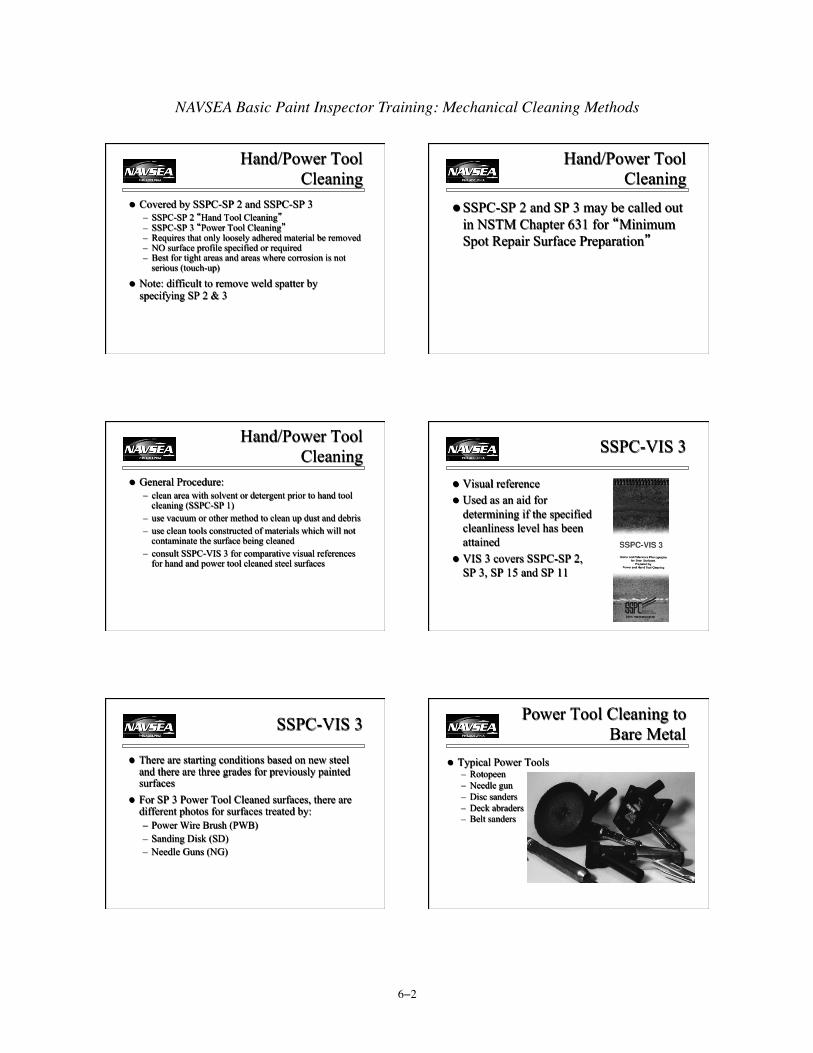
Power Tool Cleaning to Bare Metal
l Typical Power Tools – Rotopeen – Needle gun – Disc sanders – Deck abraders – Belt sanders

NAVSEA Basic Paint Inspector Training: Mechanical Cleaning Methods
6−3!
Power Tool Cleaning to Bare Metal
l Covered by SSPC-SP 11 – Removes all rust and paint to bare metal – Provides a surface profile (1.0 mil minimum) – 009-32 requires a minimum 2 mil profile for critical
coated areas and a 1 mil minimum for others – Vacuum shrouded equipment available to contain
dust and debris – For heavily corroded areas, can be very expensive
Commercial Grade Power Tool Cleaning
l Covered by SSPC-SP 15 – Intermediate between SP 3 and SP 11 – Removes all oil, grease, dirt, rust, mill scale, coating,
etc. – Random staining on no more than 33% of each 9 square
inch of surface – 1 mil minimum profile required – 009-32 requires a minimum 2 mil profile for critical
coated areas and a 1 mil minimum for others – Not normally applicable to critical coated areas unless
approved by the RMC
Power Tool Cleaning
l Covered by SSPC-SP 3 – Removes “loosely adherent” material only (loosely adherent
= can be removed with a dull putty knife) – No minimum profile requirements as in SP 11 and SP 15 – Burnishing of the surface is not permitted
Power Tool Cleaning
l General Procedure: – clean area with solvent or detergent (SSPC-SP 1)
prior to power tool cleaning – use vacuum or other method to clean up dust and
debris – consult SSPC-VIS 3 for comparative visual
references for power tool cleaned steel surfaces – ensure proper PPE is used
Feathering
Feathering prevents premature failure of coatings applied over existing coatings.
New Paint!Old Paint!
Surface Preparation
l Sharp corners can present a severe coating problem: – surface tension causes coatings to pull away from sharp
edges – resultant paint film is too thin, easily broken
l These problems can be prevented by: – rounding the corners with a 2-3 mm radius (a time
consuming and expensive process) – applying edge retentive coatings

NAVSEA Basic Paint Inspector Training: Mechanical Cleaning Methods
6−4!
Edge Failure of Coating
The coating on the edge of this deck support has failed and corrosion has begun
Weld Joints
l Welds can be porous, weakly bonded, or have sharp projections
l Weld spatter is most difficult to remove l Welds should be ground smooth for optimum
coating performance, often not permitted – Weld crown may be part of joint design – NDE may be required after weld grinding
l Contouring/dressing of weld should be done, if weld is not ground flat
Weld Joints
l NSTM Chapter 631 required welds to be ground within 1/16” of surface of the surrounding metal
l This requirement will be edited to address different situations, with corresponding guidance in Navy welding policy document
l NACE visual comparator "Surface Finishing of Welds", a cast plastic model with varying weld joints and finishes, may be invoked. This standard accompanies NACE RP 0178
Poor Weld Preparation
The weld seam on this ventilation ducting was not properly prepared and the coating soon failed!
Summary
l Described using hand and power tool cleaning as a surface preparation method
l Hand tools (SSPC-SP 2) are best used in areas where corrosion is not serious
l Power tool cleaning (SSPC-SP 11) is used for spot repair and touch-up of disturbed coatings in small areas.
l Commercial grade power tool cleaning (SSPC-SP 15) may be used if approved by NAVSEA technical authority on the bottoms of pad eyes prior to waterjetting
l Feathering, rounding sharp corners, smoothing irregular weld seams and removing slag, and sanding intact paint can all assist in better surface preparation