national award for excellence in energy management - 2017...
TRANSCRIPT

National Award for Excellence in Energy Management - 2017
Sterlite Copper, Tuticorin, Tamilnadu
1
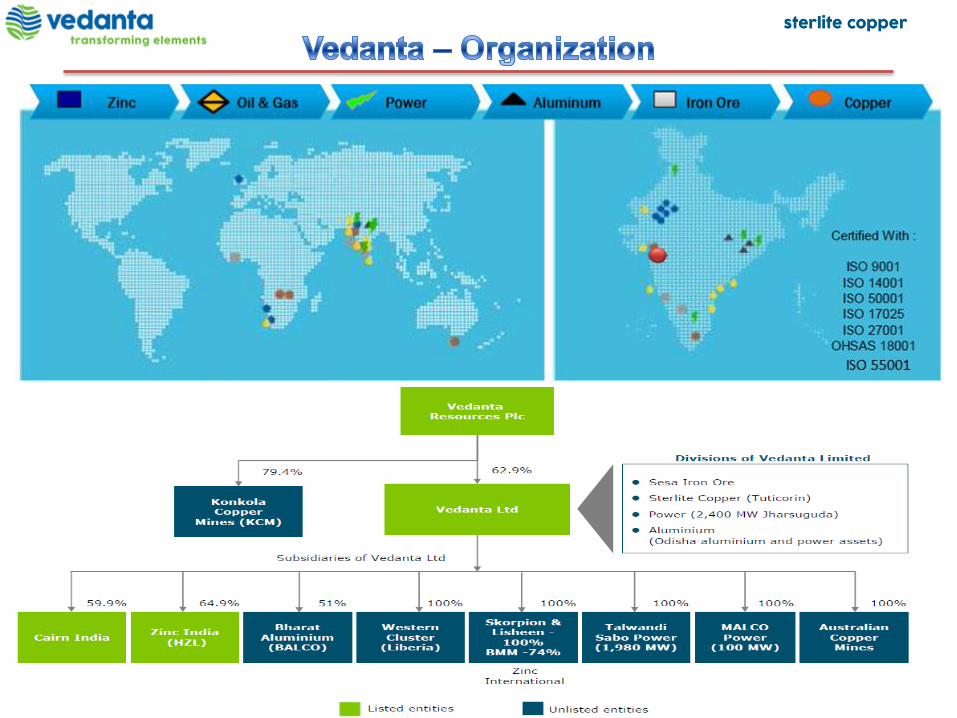

First private sector Copper Smelter in India with
integrated operations extending from mines in Australia
to smelter, refinery and rod plants in India
Sterlite Copper produces approx. 2% of world copper
production and holds 36% of market share in India
Revenue in excess of Rs. 19,000Cr & 3rd largest
company in Tamil Nadu contributing to 3% of TN GSDP.
World first custom copper smelter with Zero liquid
discharge system since the inception of plant.
An ISO 9001:2008, ISO 14001:2004, OHSAS
18001:2007, ISO 17025:2005,ISO 50001:2011 and ISO
27001:2005 accredited organization.
World first certified mining & metal company in
Asset management System ISO 55001:2014
Employment to 2800 directly and 2,0000 indirectly
Largest private sector user of port; contributes to 8% of
port’s revenue.3
Marching Ahead with Pride

CAPACITY SUMMARY
THOOTHUKUDI COMPLEX
SILVASSA COMPLEX
Product Capacity (TPA)
Copper Anode 4,00,000
Copper Cathode 4,00,000
Copper Rod 2,50,000
Power 160 MWParticularsCapacity
(TPA)
Refinery 1,95,000
Rod Mill 1,60,000
Thoothukudi
SilvassaParticulars Capacity (TPA)
Smelter 4,00,000
Refinery 2,05,000
Rod Mill 90,000
Sulphuric Acid 13,00,000
Phosphoric Acid 2,30,000
Power 160 MW
Gypsum 12,00,000
Ferro Sand 8,00,000

5
Energy Management
@ Sterlite Copper

6
Plant wise – Break up Energy wise – Break up
Power60%
FO17%
HSD0.1%
Petcoke17%
LPG3.8%
LNG0.1%
Steam2%SMLT
46%
SAP11%
PAP10%
Refinery21%
CCR10%
ACP2%

7
UOM: GJ/MT of Cathode
2009-10 2010-11 2011-12 2012-13 2013-14 2014-15 2015-16
Note: SEC Values are inclusive of all Units in Sterlite Copper Business
2016-17
0
2
4
6
8
10
12
2008-2009 2009-2010 2010-2011 2011-2012 2012-2013 2013-2014 2014-2015 2015-2016 2016-17 2017-18
11.88 11.69 11.24 10.93
8.42 8.84 8.3 8.2 7.96 7.5
2017-18 Projected
2008-09

8*(Source : Brook Hunt 2015)
0.00
2.00
4.00
6.00
8.00
10.00
12.00
14.00
16.00
Sagn
osa
ki
Toyo
Co
pp
er (
Flas
h)
Hu
elva
Co
pp
er(F
lash
)
Do
ngy
ing
Co
pp
er(R
eac
tors
)
Gu
ixi C
op
per
(Fl
ash
)
On
san
Co
pp
er(F
lash
& M
itu
bh
isi)
Ste
rlit
e C
op
per
(ISA
)
Au
rub
is-H
amb
urg
(Fla
sh)
Pir
do
p C
op
pe
r (F
lash
)
Dh
aej C
op
per
…
Cal
eto
nes
Co
pp
er(R
eve
rbs
& …
Ch
uq
uic
amat
a …
Ch
ifen
g-ji
nfe
ng(
Re
acto
rs)
Yu
nn
an C
op
pe
r(IS
A)
Ch
amb
ish
i(A
uss
me
lt)
Dia
s -D
-Avi
la(F
lash
)
Mu
fulr
ia C
op
pe
r(R
eac
tor
& E
lect
ric …
Mo
un
t IS
A
Co
pp
er
Clif
f(Fl
ash
)
Day
e C
op
per
(Re
verb
s &
Re
acto
rs)
Bo
r C
op
per
(Re
verb
s)
4.07 4.44 4.94 5.19
7.13
8.62 9.03 9.58
13.33
15.02
GJ/MT of Anode

9
GJ/
MT
of
An
od
e
Way forward
5.194.8 4.07
0.2 0.1 0.04 0.01 0.01 0.01 0.690.01 0.01 0.04
0
1
2
3
4
5
6A
ctu
al S
pec
ific
Hig
h T
ensi
on
dri
ves
for
SAP
blo
wer
s
Targ
et F
Y 2
01
7-1
8
Sin
gle
com
pre
sso
r o
per
atio
n f
or
Oxy
gen
…
Hig
h T
ensi
on
dri
ves
for
FGD
S fa
n
Co
nd
ensa
te W
ater
R
eco
very
in O
2 p
lan
t
Op
tim
izti
ng
the
ETP
-2
&3
op
erat
ion
Des
ign
Co
nst
rain
Up
grad
atio
n o
f PA
C-B
co
mp
ress
or
Up
grad
atio
n o
f M
AC
-A
Co
mp
ress
or
Op
tim
izin
g th
e Sc
rub
ber
op
eart
ion
Saga
no
seki
Co
nd
ensa
te r
eco
very
fr
om
Ref
iner
y h
eat
exch
ange
rs

10

11
6 6
9 108
11
5
108
454
17 89 5595
700
100
200
300
400
500
0
5
10
15
2011-2012 2012-2013 2013-2014 2014-2015 2015-2016 2016-2017 2017-2018
Energy Projects Implemented
No of Projects Total Savings
5
20 19
12 12
6 40
5052
0
10
20
30
40
50
60
0
5
10
15
20
25
Water & Environment Projects Implemented
No of Projects Total Savings
Total Savings Rs.1001 MillionsTotal Power Savings 212.6
Millions Units,Total Water Saving of 0.19
Million m319869MKCAL and Reduction of
0.19Millions tons of C02
Savings in Millions rupees
Totally 28 Projects were Zero fund investment projects

12
3.33.5
2.9
3.63.8
4.0
4.6
1.89 1.93
1.30
2.00 2.05 2.09 1.94
11.2
18.0
23.8
41.16
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
0.0
5.0
10.0
15.0
20.0
25.0
30.0
35.0
40.0
45.0
50.0
2011-12 2012-13 2013-14 2014-15 2015-16 2016-17 FY 2020
Cathode in Lacs Mt GHG per MTProduction increase in % (Baseline FY12) GHG increase in %
In line with COP21 meet in Dec 2015 Sterlite copper has taken an Co2 Emission reduction initiative to achieve 20% reduction by 2020 from the year 2012.

13
Innovative Projects

1. Oxygen Plant TSA Power Optimization
2. Optimization of Pet coke Consumption.
3.Refinery Current Efficiency (CE) Improvement from 97.92% to 98.5%
4. Electric FO Pre-heaters modification to Steam based Heaters
5. Reducing the over all anode rejection rate from 4% to 2%
6. Increasing Cast wheel operation MTBF
14

15
SCF - 2 Units
Conveying System
GranulationTo Discard
OXYGENPLANT
Converters
4 Units
RHF-2 Units
Ware House
Anode Furnace
3 Units
Twin CasterAnode Stacking
6 Concentrate Bins
7 Flux Bins
Lance
ESPWHRB
SAP
Loader
Anodes to Refinery
Granulation
To Discard
Project Area
Copper Concentrate
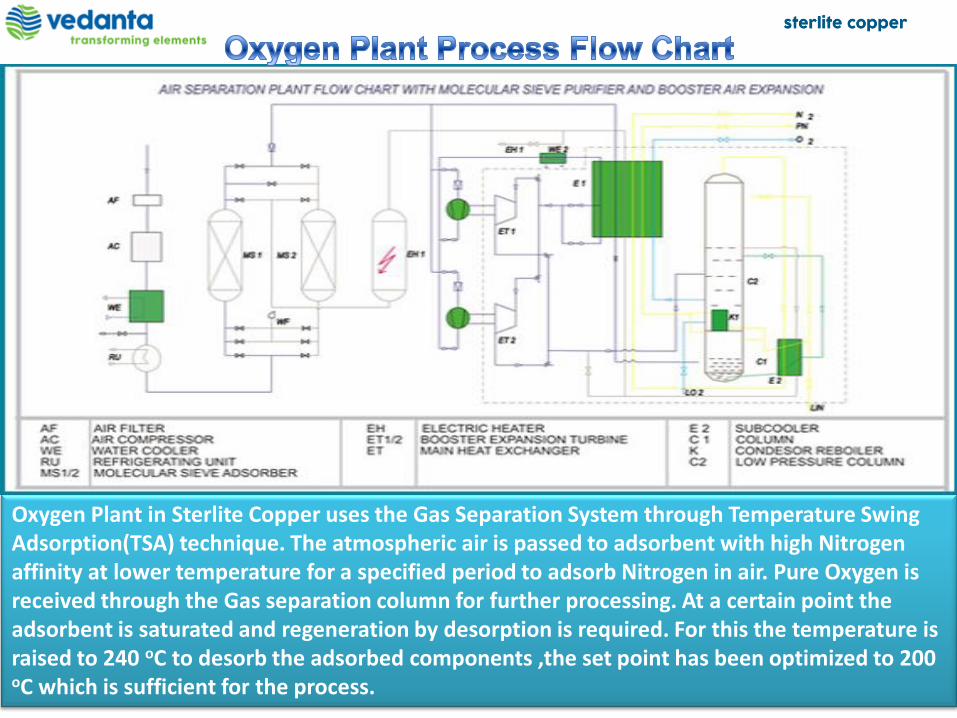
Oxygen Plant in Sterlite Copper uses the Gas Separation System through Temperature Swing Adsorption(TSA) technique. The atmospheric air is passed to adsorbent with high Nitrogen affinity at lower temperature for a specified period to adsorb Nitrogen in air. Pure Oxygen is received through the Gas separation column for further processing. At a certain point the adsorbent is saturated and regeneration by desorption is required. For this the temperature is raised to 240 oC to desorb the adsorbed components ,the set point has been optimized to 200oC which is sufficient for the process.

17
Power 800units/day
GHG Emission 238MT / Annum
CostImpact
Rs.12.88Lacs/Annum
PARAMETERS SAVINGS
Zero fund Investment

18
1. Oxygen Plant TSA Power Optimization
2. Optimization of Pet coke Consumption.
3.Refinery Current Efficiency (CE) Improvement from 97.92% to 98.5%
4. Electric FO Pre-heaters modification to Steam based Heaters
5. Reducing the over all anode rejection rate from 4% to 2%
6. Increasing Cast wheel operation MTBF

19
SCF - 2 Units
Conveying System
GranulationTo Discard
OXYGENPLANT
Converters
4 Units
RHF-2 Units
Ware House
Anode Furnace
3 Units
Twin CasterAnode Stacking
6 Concentrate Bins
7 Flux Bins
Lance
ESPWHRB
SAP
Loader
Anodes to Refinery
Granulation
To Discard
Project Area
Copper Concentrate

20
LA
NC
E ISA furnace
Pet coke is used in ISA smelting furnace in order to increase the energy level in the furnace.
Pet coke is consumed due to two different reasons, primarily to increase the energy level in the blend and also consumed when the high volume of reverts treated in furnace.
Revert is a material, formed due to
solidification of liquid Matte/Blister
during its transfer.
Before this project revert generation was
280MT/day after implementation it
reduced to 180MT/day.

21
Net Saving Rs
10.33 Millions
P.A
Zero fund Investment
41450:Unit of Power Saving
41450
1394 Tons of Pet coke consumption
reduction
1394
Co2e: Reduction of 3832.80T
3832.8

22
1. Oxygen Plant TSA Power Optimization
2. Optimization of Pet coke Consumption.
3.Refinery Current Efficiency (CE) Improvement from 97.92% to 98.5%
4. Electric FO Pre-heaters modification to Steam based Heaters
5. Reducing the over all anode rejection rate from 4% to 2%
6. Increasing Cast wheel operation MTBF

23
HeatExchangers
Polishing Filter
Circulation Pump
Circulation Tank Decant Tank
Head Tank Reagent
Dosing
Tank
Electro refining Cell
Cu Anodes + SS Plate Cathodes +
Electro-refining : Cu Deposit
Glue Addition
Smooth Deposit
Current 35kA
Less Resistance!! Lesser Power!!!!
Optimized glue(11080gpl)

24
Refinery Process and Importance of Current Efficiency
Electro-refining of Copper(Cu) from 99.7% Cu anode to 99.99% Cu cathode is driven through Electrolysis reaction by using DC power through rectifiers. The ratio of actual copper deposit obtained as product to the theoretical deposit calculated as per Faraday’ law is measured as a Key indicator of process called Current Efficiency (CE%). Physical characteristics of electrode and chemical characteristics of anode and circulation electrolyte temperature & impurities(soluble & insoluble) are factors affecting CE.Continuous Improvement project taken by Refinery team to increase the CE from current level of 97.92% to 98.5% and achieved by correction of verticality of SS Cathode plates, Anode verticality control through anode lug mill angle correction, introduction of verticality measurement tools and electrolyte insoluble impurity control by 100% decant volume filtration in circulation

25
Power cost
• Reduction in power due to reduction in Power consumption (60000units/Year) - Rs 2.8 lacs/annum
Extra cathode production
• Due to increase in Current efficiency by 0.4% 600 MT of cathode will be produced per annum - Rs 38.56 lacs/annum
Overall savings
•Overall savings – Rs 41.36 Lakhs/annum Zero fund Investment

26

27
DAILY
•Separate report on energyand water consumption.•Utility portal to track theenergy & water information
•Monitoring energy & waterconsumption on daily basisin WAR Rooms and Trackingin MII
• Reporting the major variancesto the management
•Review of concerns raisedby energy manager in dailymorning meetings
Utility
Energy Manager
EnergyManager
Head Production
FREQUENCY REPORTS/SYSTEM RESPONSIBILITY
Monthly
EnergyManager
CEO
EnergyManager
CEO, EXCO,
Corp HSE
MIS reporting (Area wise) forenergy & water consumption forthe whole plant
Review on projects related toreduction in specific energy &water consumption
Variance analysis with respect tobudgeted quantity
Monthly review on specific energy& Water consumption
Effective monitoring of pipe lineassets through SAP R/3 Linearasset management.

28
ENERGY TRACKING
POWER TRACKING

29
WATER TRACKING
UTILITES TRACKING
30
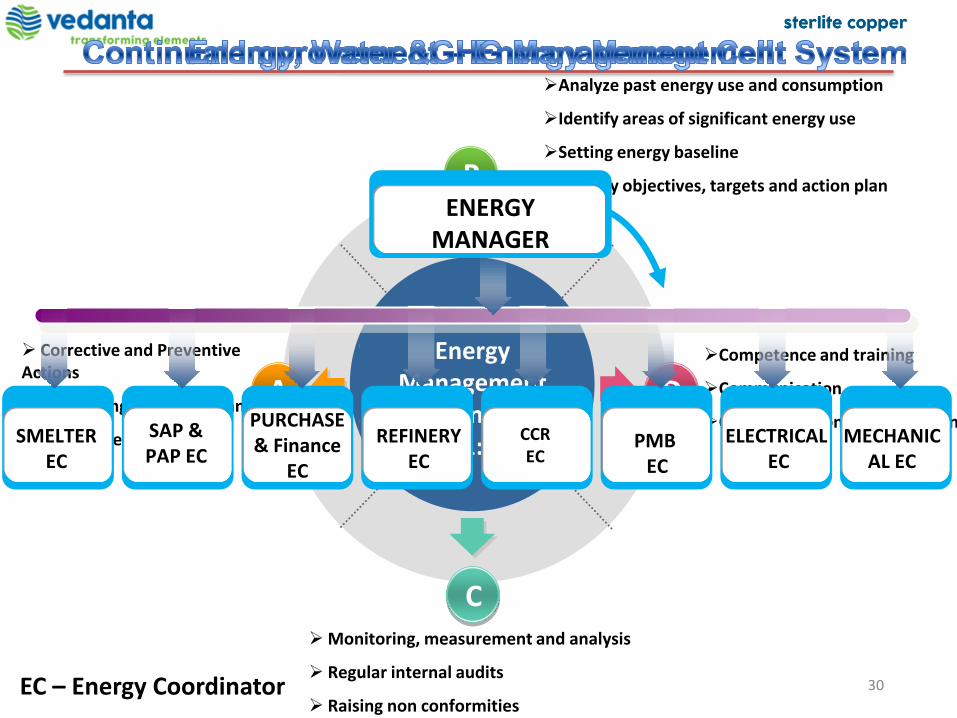
Energy Management
System ISO 50001:2011
P
A D
C
Analyze past energy use and consumption
Identify areas of significant energy use
Setting energy baseline
Identify objectives, targets and action plan
Competence and training
Communication
Operational control and design
Monitoring, measurement and analysis
Regular internal audits
Raising non conformities
Corrective and Preventive Actions
Monitoring the performance
Parallel deployment
ENERGY MANAGER
SMELTER EC
SAP & PAP EC
PURCHASE & Finance
EC
REFINERY EC
CCREC
PMBEC
ELECTRICALEC
MECHANICAL EC
EC – Energy Coordinator
31

32
33
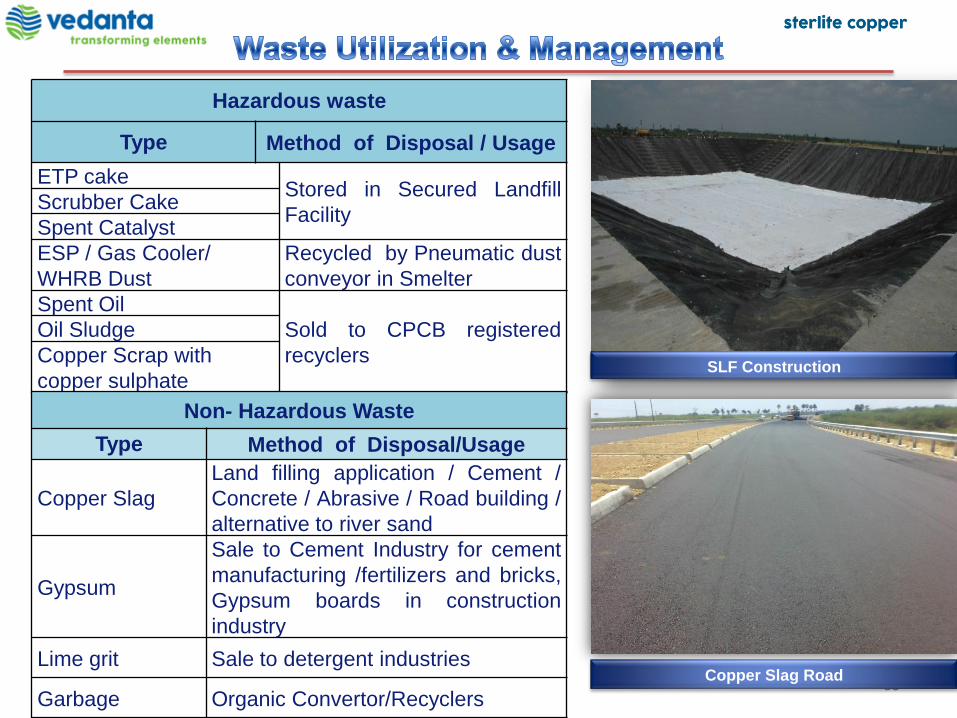
Hazardous waste
Type Method of Disposal / Usage
ETP cakeStored in Secured Landfill
FacilityScrubber Cake
Spent Catalyst
ESP / Gas Cooler/
WHRB Dust
Recycled by Pneumatic dust
conveyor in Smelter
Spent Oil
Sold to CPCB registered
recyclers
Oil Sludge
Copper Scrap with
copper sulphate SLF Construction
Copper Slag Road
Non- Hazardous Waste
Type Method of Disposal/Usage
Copper Slag
Land filling application / Cement /
Concrete / Abrasive / Road building /
alternative to river sand
Gypsum
Sale to Cement Industry for cement
manufacturing /fertilizers and bricks,
Gypsum boards in construction
industry
Lime grit Sale to detergent industries
Garbage Organic Convertor/Recyclers

34
Sterlite Copper is using the Solar PV for Lighting systems of 4000units/Year
Planned to Set up a Floating Solar Power Plant on the water reservoir capacity of 1 MW in this current year & 40MWp Solar plant in the 300 acres
within the year of 2020.
Waste Heat generated out of process has been recovered with WHRB to generate steam which has been utilized for process heating & to generate
power. Last four years 531.76 lacs units has been generated.
Sterlite Copper Purchased 13092 Solar & 30486 non Solar REC certificates as per RPO/SPO purchase obligation

35

Socio-Economic
Eco-efficiency
SUSTAINABILITYEnvironment
Economic
SocialSocio-Environment
Safety & HealthEnvironmental RegulationsGlobal Climate ChangeAccess to potable waterCrisis ManagementEnvironmental Justice
Clean Air, Water & LandEmissions ReductionZero WasteBiodiversity
Resource EfficiencyProduct StewardshipLife cycle managementReduced carbon/Environmental foot print
InnovationCapital Efficiency, Risk ManagementMargin Management, Growth EnhancementShare holder returns
Jobs CreationSkills EnhancementSocial investmentsSecurityBusiness Ethics
DiversityHuman RightsCommunity RelationsIndigenous peopleCultural heritageLabor Relations

Material risks identification & management
Stakeholder engagement & Grievance management
Incident investigation & Corrective, Preventive Action Management
Code of Conduct, Anti-Bribery and Human Rights
Contractors Safety Management
Environmental Management
Safety Management
Management of Change
Community Relations
Supplier & Vendor Management
Transportation & Logistics Management

0
2
4
6
8
10
12
14
Yes No Yes No Yes No Yes No Yes No Yes No
ISO 9001 ISO 14001 OSHAS 18001 Renewable Energy
Consumption
Plans to replace ozone
depleting susbstances
Plans to reduce GHG
emissions
7 6 5
8
5
8
5
8
3
14
7
10
Category: Raw Materials
012345678
Yes No Yes No Yes No Yes No NA Yes No Yes No
ISO 9001 ISO 14001 OSHAS 18001
Renewable Energy Consumption
Plans to replace ozone
depleting susbstances
Plans to reduce GHG
emissions
7
24 5 4 5
3 42 1
8
3
6
Category: Spares and Consumables
Opportunities:
• Can initiate Vendor/Supplier certification systems
• Carry out energy audits for energy efficiency & conservation
• Partnership with vendors for energy service contracts.
• Training and development

39
Business Partners
Implementing Project
PurchasePolicy
Vendor Data Base
Reward& Recognition
Training & Awareness
Sustainable Development
Implementing Projects:
organizing Projects on Energy & water
Resourcing skills and numbers
Result Tracking and Sustain the KPIsReward& Recognition
Building Business case and ownership
Measurement, baseline and KPIs
Cost tracking
Benefits tracking and rewarding
Training & Awareness:
Regular Training and Awareness on Sustainable Energy & water Conservation
Progress monitoring, reporting & Help to Improve
Policy:
Making Policy for Energy Efficiency Product purchase
Priority to the Energy Efficient Products in the negotiations
Monitoring and reporting deviation
Vendor Data Base:
Clear and agreed scope on Energy Policy during vendor registration Process
Dependency Energy management
Sustainable Development: Stake Holders are
Encouraged toward Green Energy
Auditing the vendors & suppliers on sustainable front(>20 vendors Audited)
Total 21 Major Projects
implemented by Business
partners Which Resulted
in saving of Rs 145 Lacs

40
41
Planned to set up 10MLD sewage treatment plant by using the sewage from the tuticorin township by 2018.
Exploring the market for selling the Hazardous waste generated from ETP instead of dumping in SLF
Setting up desalination plant with 10MLD capacity for plant process purpose as well as for local communities by 2020.
10% reduction of absolute power & water consumption from current level by this financial year .
20% GHG emission reduction by 2020.

42

43
Employees & Business Partners
National Energy Conservation week celebration with
pledges and awareness program for contract and
company staffs.
Circulating energy conservation related article across
the plant through mail
Displaying energy conservation posters in desktops.
Distributed LED lights to employees and local
communities
Cross word puzzle on energy conservation for the
employees
Distributed the energy awareness pen to all the
employees & contractors
Creating awareness through using the common
vehicle for transportation.
ENERGY DAY CELEBRATION
LED Distribution
Energy Awareness Pen

44
Best Energy Conservation ideas competition
Employee’s innovative ideas are posted on line in
Kaizen@sterlite database
Energy Awareness stickers across the plant area
Energy Awareness Wall painting in the plant
premises
Community
National Energy Conservation day has been celebrated
in the nearby villages and awareness session has been
given to community people regarding energy
conservation.
Conducted painting competition related to energy
conservation for school children in the local community.
Energy Awareness @ Schools
Energy Awareness Sticker
Energy Awareness Wall painting

45
LETS GO GREEN