nalco at orp™ sensor to measure and control corrosion...
TRANSCRIPT

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
Essential Expertise for Water, Energy and Air SM
Presented by: Philip Dixon
October 2011
Nalco AT ORP™ Sensor to Measure and
Control Corrosion Stress and Corrosivity of
Boilers Feed water Systems

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
DETECT DETERMINE DELIVER
CONTROL OF CORROSION AND CORROSION PRODUCT TRANSPORT IN BOILERS CONDENSATE AND FEED-WATER SYSTEMS IS CRITICAL TO MAINTAINING RELIABLE, EFFICIENT OPERATIONS.
HIGH CORROSION RATES CAN LEAD TO A VARIETY OF SYSTEM PROBLEMS, WHICH INCLUDE LOCALIZED CORROSION AND FAILURE OF FEED-WATER HEATER TUBES, BOILER TUBE CORROSION AND FAILURES, BOILER DEPOSITS AND FREQUENT CLEANING

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
DETECT DETERMINE DELIVER
• Control of the corrosive environment through the use of passivator is a widely accepted practice and a part of the EPRI recommendation is to utilize oxidation-reduction potential (ORP) for passivator control in AVT-R programs.
• However, the use of low-temperature ORP for monitoring and control of redox stress in the feed-water system has been quite problematic for most users as the low-temperature ORP systems cannot detect the true reduction/oxidation stress that is found under operating temperatures in feed-water systems.

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
DETECT DETERMINE DELIVER
• There have been new developments in automation technology for boiler feed water treatment monitoring and control to help meet these challenges.
• This paper discusses Nalco’s best practice for boiler feed water treatment automation technology using AT ORP probe, with the 3DTrasar boiler technology.

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
DETECT DETERMINE DELIVER
• Traditional FW REDOX stress management philosophy is to:
• Feed an oxygen scavenger/reductent at a constant feed rate to the FW.
• Analyze FW or boiler for residual levels of scavenger perhaps once per shift
• Scavenger feed rate is adjusted accordingly to maintain a desired residual amount in the water.

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
DETECT DETERMINE DELIVER
• The drawback to these REDOX stress management control scenarios is that they are incapable of true system REDOX stress control, because REDOX stress is not being measured and systems themselves rarely operate at steady state.
• To address the need for improved monitoring and control of boiler FW REDOX stress events, Nalco Company in 2000 began a research effort to develop a technology that could measure the actual FW REDOX stress at the temperatures and pressures of the operating boiler systems.

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
DETECT DETERMINE DELIVER
• After 10 years extensive R&D effort we developed an
innovative @T ORP sensor technology that measures the
net oxidation-reduction potential (ORP) of the water at
actual FW system temperatures and pressures
• The @T ORP provides a quantum improvement in FW
REDOX stress management greatly improving preboiler
corrosion control with continuous, real-time monitoring
and diagnostics
• Measuring and reacting to the changing corrosivity of the
system at actual operating conditions. The @T ORP
technology automatically feeds chemicals on demand
based on true at-temperature and pressure REDOX
changes.

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
DETECT DETERMINE DELIVER
• Nalco @T ORP provides a quantum improvement (and paradigm shift) in FW REDOX stress management by:
greatly improving preboiler corrosion control
with continuous, real-time monitoring and diagnostics
by measuring and reacting to the changing corrosivity of the system at actual operating conditions.
The @T ORP technology automatically feeds chemicals on demand based on true at-temperature and pressure REDOX changes.
Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
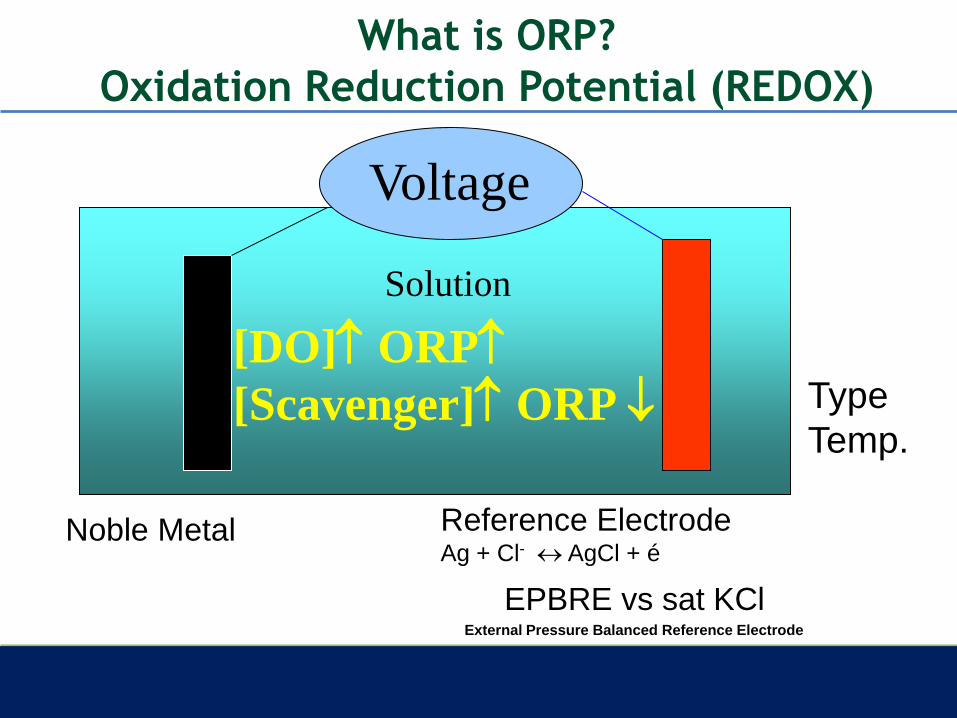
What is ORP?
Oxidation Reduction Potential (REDOX)
[DO] ORP
[Scavenger] ORP
Solution
Voltage
Noble Metal Reference ElectrodeAg + Cl- AgCl + é
EPBRE vs sat KClExternal Pressure Balanced Reference Electrode
Type
Temp.

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
10
WHAT DOES AT ORP DO?
• The AT ORP program feeds reductant to maintain the system in an AT ORP control zone
• It responds to AT ORP stress, which correlates with system corrosion events
• The AT ORP probe responds quickly and with the appropriate magnitude / sensitivity to the actual redox stress event
• Action is taken immediately 24/7 to resolve the issue within the MOC constraints of the plant
• Chemistry is fed on demand
NCSM with AT ORP technology: Provides a paradigm shift in corrosion stress measurement, understanding and control
ORP Cell Internal Configuration
Active PlatinumElectrode
Reference ElectrodeCeramicJunction
3/8” Stainless Steel ORP Cellwith 1/4” Reducers
Water In
Water Out
ORP Cell Internal Configuration
Active PlatinumElectrode
Reference ElectrodeCeramicJunction
3/8” Stainless Steel ORP Cellwith 1/4” Reducers
Water In
Water Out
DETECT DETERMINE DELIVER
Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
NCSM – A Custom-Built ORP
Analyzer
• ORP Oxidation Reduction Potential
• Considerations:
– Corrosion is linked to REDOX potential
– REDOX potential is indicated by ORP voltage (mV)
– ORP voltage can be used to assess bulk FW
corrosivity
• FACT: Reducing conditions, as indicated by more negative ORP values, tend to result in
lower corrosion. Oxidizing conditions,
similarly, tend to be more corrosive.
11
DETECT DETERMINE DELIVER

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM12
NCSM: How does it work?
External Pressure Balanced
Reference Electrode
(EPBRE)
Inert Metal (Pt)
Bulk
Water
Voltage
External Pressure Balanced
Reference Electrode
(EPBRE)
Inert Metal (Pt)
Bulk
Water
Voltage
Inert Metal (Pt)
Bulk
Water
Voltage
The NCSM compares a reference electrode
(EPBRE) to an inert, platinum electrode.
The inert electrode does not participate in any
corrosion reactions , unlike a corrator probe.
DETECT DETERMINE DELIVER

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
ORP indicates the potential for
water to corrode
Corrosion = REDOX Reactions
REDOX Reactions = Electron Flow
Electron Flow = ORP (mV) (Oxidation
Reduction Potential)
ORP = bulk FW corrosivity
DETECT DETERMINE DELIVER

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
Reducing conditions
minimize corrosion
(more negative ORP)
-600
-400
-200
0
200
400
0.1 1 10 100 1000
OR
P (
mV
) 400F
, 204C
Dissolved Oxygen (ppb)
Oxidizing
Reducing
Mo
re R
ed
ucin
g
-600
-400
-200
0
200
400
0.1 1 10 100 1000
OR
P (
mV
) 400F
, 204C
Dissolved Oxygen (ppb)
Oxidizing
Reducing
Mo
re R
ed
ucin
g
DETECT DETERMINE DELIVER

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
How does NCSM
control corrosion
stress?
• Detects REDOX stress in a boiler feed water
system (ORP at operating T & P)
• Determines correct response to REDOX stress
• Delivers the correct amount of scavenger to
minimize the corrosivity of boiler feed water
DETECT DETERMINE DELIVER

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
Oxygen Corrosion Control
• Mechanical Deaeration
primary means of O2 removal
• Chemical Oxygen Scavenging
removal of trace amounts of O2 remaining
after deaeration
• Maintain Reduced Conditions
minimize corrosivity
promote passivation
DETECT DETERMINE DELIVER

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM17
MU water flow variations and
their effect on REDOX stress
-400
-300
-200
-100
0
0
100
200
300
400
8/2
3/2
00
7
8/2
4/2
00
7
8/2
5/2
00
7
8/2
6/2
00
7
8/2
7/2
00
7
BF
W M
U to
V-9
73 (k
lbs/h
r)
AT
OR
P v
s E
BP
RE
(m
V)
DETECT DETERMINE DELIVER

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
18
-600
-500
-400
-300
-200
-100
0
100
0 100 200 300 400 500 600 700 800
AT
OR
P v
s E
PB
RE
(2
44F
) -
mV
Oxygen Scavenging Equivalents Fed (ppb)
AT ORP on Scavenger addition(Deaerated DIW: DO
i = 6 ppb)
Plot 2 AT ORP_1.qpc
Scavengers AT ORP performance
is a function of DO scavenging and
specific reductant type within all
PBS variables

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
Example of NCSM operating ranges for
sulfite & carbon steel system (400F)
NCSM (mV)
+300
+200
+100
0
-100
-200
-300
-400
-500
-600
Good
Deaerator
4-7
30-50
Dissolved Oxygen (ppb DO)
>100
0.8 mpy
0.2 mpy
0.5 mpy
2500
Sulfite residual(ppb DO scavenging
equivalents)
0
60
30
Pitting Attack
Confidence Line

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
Current Oxygen Corrosion
Monitoring
• Check mechanical deaeration
Plume
Dome & Storage Section Temperature Differential
• Monitor & Control product residual in BW
• Oxygen Testing
Online DO Analyzer
Chemets
• Total Fe & Fe+2 Testing
DETECT DETERMINE DELIVER

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
Corrosion & @T ORP
Correlations
• Corrosion
Higher, more positive @T ORP
Soluble species such as Fe2O3
• Lower Corrosion
Lower @T ORP
Soluble species such as Fe2O3 minimized
Low oxygen, reduced state
• Lowest Corrosion - Passivation
Lower @T ORP with higher pH
Solid phases such as Fe3O4
Solid, protective oxide film inhibits further metal dissolution
Corrosion will be minimized
DETECT DETERMINE DELIVER

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
Example: Engineering Alloys and
Corrosion Potentials
0
2
4
6
8
10
12
14
16
-0.7
-0.6
-0.5
-0.4
-0.3
-700 -600 -500 -400 -300 -200 -100 0
Dis
solv
ed O
xy
gen
(p
pb
)
EC
orr C
arb
on
Steel v
s EP
BR
E(T
) - V
High T ORP vs EPBRE(400oF) - mV
In this case notice how the corrosion potential of carbon steel declines as oxygen is removed from the system with the oxygen scavenger erythorbic acid. The data is plotted with the @T ORP data at 400F.
DETECT DETERMINE DELIVER

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
Case Study #1
Gulf Coast Refinery
• Utilities Unit
NaZ MU
600# Boilers

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
3D TRASAR Pre-Boiler Corrosion Control
with the NCSM (AT ORPTM)
Begin Control Mode
Optimized Control
Excursions still happen

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
Dissolved Oxygen
Before & After Automatic Control
Begin Control Mode Optimized Control
Excursions still happen

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
Dissolved Oxygen
Before & After Automatic Control

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
Summary
• Poor operating Graver unit results in excessively high FW DO levels which cause severe corrosion stress conditions
• NCSM AT ORP detects & responds immediately to changes in BFW REDOX/corrosion stress conditions caused by poor operating DA
• Manual feed of scavenger provides poor BFW corrosion stress control
• The use of AT ORP to automatically control feed of EliminOx significantly reduces the DO & corrosion stresses
• Feeding EliminOx instead of sulfite reduces the overall solids loading on the boiler
• Opex Reduction: chemical oxygen scavenger spend ~ $75K
• Net Result – Improved Reliability Decreased potential for pitting corrosion
Decreased potential for super heater tube fouling

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
Case Study #3
West Coast Refinery
#600 WHBs at Isomerization Unit
RO & Condensate MU

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
System Layout

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
Results
-400
-300
-200
-100
0
100
0
5
10
15
20
25
30
AT ORP and DO for Monitoring and Control TestsA
T O
RP
vs
EP
BR
E (
mV
)
LP
BF
W D
O (p
pb
)
70 Days
Monitoring
Mode
Control Tests
10, 12, 13
Control
Tests
3, 4, 8
Unit Series AT ORP and DO_1.qpc
Control Tests –Tuning PID
Control Mode
Monitoring Mode

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
0
10
20
30
40
50
60
70
7/3
0/2
00
7
8/3
0/2
00
7
9/3
0/2
00
7
10
/30
/20
07
11
/30
/20
07
12
/30
/20
07
1/3
0/2
00
8
3/1
/20
08
3/3
0/2
00
8
4/3
0/2
00
8
5/3
0/2
00
8
6/3
0/2
00
8
7/3
0/2
00
8
8/3
0/2
00
8
9/3
0/2
00
8
10
/30
/20
08
11
/30
/20
08
12
/30
/20
08
Scav
en
ger
pro
du
ct
use
d,
GP
D (
V-9
73
)
Scavenger ActivesNalco ChemistryDate RangePhase
CarbohydrazideELIMIN-OX8/21/07 - 1/3/081
Catalyzed bisulfiteN17201/3/08 - 2/12/082
Diethylhydroxylamine and hydroquinoneCNQR34752/12/08 - 3/30/083
CarbohydrazideELIMIN-OX3/30/08 - 6/10/081
Catalyzed bisulfiteN17206/10/08 - 7/31/082
Catalyzed bisulfiteN17207/31/08 - present4
O2 Scavenger Usage
0
10
20
30
40
50
60
70
7/3
0/2
007
8/3
0/2
007
9/3
0/2
007
10
/30
/20
07
11
/30
/20
07
12
/30
/20
07
1/3
0/2
008
3/1
/20
08
3/3
0/2
008
4/3
0/2
008
5/3
0/2
008
6/3
0/2
008
7/3
0/2
008
8/3
0/2
008
9/3
0/2
008
10
/30
/20
08
11
/30
/20
08
12
/30
/20
08
Dis
solv
ed O
xy
gen
- C
hem
ets
(pp
b) (
V-9
73)
Scavenger ActivesNalco ChemistryDate RangePhase
CarbohydrazideELIMIN-OX8/21/07 - 1/3/081
Catalyzed bisulfiteN17201/3/08 - 2/12/082
Diethylhydroxylamine and hydroquinoneCNQR34752/12/08 - 3/30/083
CarbohydrazideELIMIN-OX3/30/08 - 6/10/081
Catalyzed bisulfiteN17206/10/08 - 7/31/082
Catalyzed bisulfiteN17207/31/08 - present4
Dissolved Oxygen
Results- Grab Samples
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
7/3
0/2
00
7
8/3
0/2
00
7
9/3
0/2
00
7
10
/30
/20
07
11
/30
/20
07
12
/30
/20
07
1/3
0/2
00
8
3/1
/20
08
3/3
0/2
00
8
4/3
0/2
00
8
5/3
0/2
00
8
6/3
0/2
00
8
7/3
0/2
00
8
8/3
0/2
00
8
9/3
0/2
00
8
10
/30
/20
08
11
/30
/20
08
12
/30
/20
08
Total IronFe (II) Low Level
Iro
n -
pp
m (
V-9
73
)Scavenger ActivesNalco ChemistryDate RangePhase
CarbohydrazideELIMIN-OX8/21/07 - 1/3/081
Catalyzed bisulfiteN17201/3/08 - 2/12/082
Diethylhydroxylamine and hydroquinoneCNQR34752/12/08 - 3/30/083
CarbohydrazideELIMIN-OX3/30/08 - 6/10/081
Catalyzed bisulfiteN17206/10/08 - 7/31/082
Catalyzed bisulfiteN17207/31/08 - present4
Iron

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
Results
-400
-300
-200
-100
0
100
Statistical Data for Sulfite Scavenger
Median
Min.
All Percentile Plots.qpc
AT
OR
P v
s E
PB
RE
(m
V)
MedianMedian
Min.Min.
Max.
Max.
Max.
Monitoring
Mode
Control Tests
10, 12, 13
Control Tests
3, 4, 8Monitoring
ModeControl Tests –
Tuning PIDControl Mode
Best System Specific Scavenger found & utilized
Determined Optimum AT ORP Zone
Ability to Stay in Optimum ORP Zone
Minimize Pre-Boiler Corrosion

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
3D TRASAR Corrosion Control
3D TRASAR Boiler Automation with AT ORPhelped the refinery:
• Understand the system stresses
• Diagnose & troubleshoot during upset conditions
• Determine the optimum REDOX operating zone to minimize pre-boiler corrosion potential
• Pro-actively feed the optimum amount of chemical regardless of system stresses
Improve Boiler System Reliability!

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
Traditional feed/controlbefore NCSM After NCSM control
ORP measurements made with the NCSM correlate tightly with measurements made with a particle counter.
NCSM-based control of scavenger feed delivers less variability and less corrosion product generation.
Less corrosion, less corrosion product
Particle Counter
ORP

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
Understanding the benefits of
AT-ORP™ - We Expect:
• The deferral of feed water heater replacements
• Cleaner boilers, less tube damage and lowered cleaning costs
• Cleaner superheaters, reheaters and turbines with reduced
repairs
• Better plant availability (e.g. thermal loading limited on startup)
and longer plant life
• Better recognition of and response to feed water system
mechanical and chemistry problems
• Reduced treatment chemical wastage
• Continued growth in the understanding of our systems
• Potential savings of millions of dollars each year and millions
more in unit life extension
•
DETECT DETERMINE DELIVER

Essential Expertise for Water, Energy and AirSMEssential Expertise for Water, Energy and Air
SM
DETECT DETERMINE DELIVER