moisture content measurement case study · moisture content measurement case study ... wet...
TRANSCRIPT

MOISTURE CONTENT
MEASUREMENT
CASE STUDY This case study is based on a large research-focused health
care company with a long tradition in pharmaceutical production
and diagnostics.
The company was founded by people intricately involved in
spectroscopy and process analytical technologies, long before the
FDA published PAT guideline in 2004. The experts of the company
paved the path for PAT in different companies, overcoming different
process issues like window fouling, integration and system prices.
The two companies came together accelerating the implementation
of this advanced technology in the industry.
1

THE CHALLENGE
DETERMINING THE MOISTURE CONTENT OF GRANULES IN A FLUID BED DRYER
In tablet production, a drying process is needed to ensure
moisture levels are reached after granulation. Granulation is
either done in a Fluidized bed or high shear granulator to
guarantee particle size uniformity and equal distribution of Ingredients. This process can cause significant delays in tablet
manufacturing with room for errors and potential product loss.
The challenge lies in accurately and consistently determining
the moisture content of granules in a fluid bed dryer, the most
common granulation process. The wrong drying conditions can
result in damaged particles, uneven product uniformity such as
distribution of APIs, and breakable tablets.
Wet granulation is typically done in batch process, requiring
the drying phase to standstill many times for offline analysis.
Alternatively, the process continues blindly based on an
operator’s experience. Both of these methods extend
production time and increase risk that granules are not at
optimum moisture content.
The best results come from Near-Infrared, NIR, reflectance
spectroscopy application for in-line, contact measurement of
moisture content in a fluidized bed.
The pictures to the left show typical window fouling: the first
demonstrates a heated probe tip in a high shear granulator
freshly installed. The second picture shows the location probe
in between sediments on a fluidized bed wall. The ingredients
dried on the lens and later required cleaning at the end of
granulation.
2

THE CHALLENGE
WINDOW FOULING
When the US Food and Drug Administration launched the PAT Initiative in 2004, the company
investigated a number of in-process measurement systems. Almost without fail, the single most
common factor that interfered with the process and prevented operators from obtaining accurate data
was window fouling.
The Lighthouse Probe™ can be used to monitor chemical and pharmaceutical processes in real-time,
providing a clear view inside the production vessel, even in difficult conditions. Offering in-process
window cleaning and recalibration, the device is fully clean-in-place (CIP) compatible and available in
both manual and automated versions.
Offering standalone to fully integrated and multivariate functionality, the Lighthouse Probe™ optimizes
production by minimizing variation, reduces waste, provides valuable data, saves money and offers a
constantly clear view into the process vessel.
The graphs represent data from a 10 minute
granulation run on a high shear granulator. It is
clear from the graphs that the probe missed an
important part of the process due to window
fouling. This caused inaccurate readings of
moisture until the process was stopped, the
probe was cleaned and measurements could
resume.
The first graph emphasizes when the powder
sticks to the probe. The heat from the probe
window quickly dries the powder thus moisture Level decreases, demonstrating a trough in the graph. This creates a false moisture reading caused
by window fouling.
Thanks to the cleaning steps and calibration, the spectra used for modelling can be trusted not to
suffer from any bias caused by window fouling. This will generate a very accurate model.
3

THE SOLUTION LIGHTHOUSE PROBE™
The quest for a better method ended with Lighthouse Probe™ moisture sensor
NIR measurements of moisture in-line and In-process recalibration at any time
in real-time
Eliminates inaccurate calibrations caused
In-process window cleaning at any time by window fouling
In-process control of window cleanliness at Full CIP of wash and housing seal
any time.
Always a clear view inside with The
Lighthouse Probe™
4

AUTOMATIC CLEANING MECHANISM
Product sticking to the observation window is no
longer an obstacle with contact measurements.
As the sides and windows of a dryer become
fouled The Lighthouse ProbeTM can use its in-line
window scrape and/or wash functionality to keep a
clear view at all times. Calibration measurements
are also taken without the bias of window fowling
resulting in an accurate, automatic calibration.
Cleaning
The advantage of the window
cleaning capabilities in
combination with the easy
calibration method of the
moisture sensor makes this a
fast and very reliable tool for
online moisture determination.
5
THE RESULTS
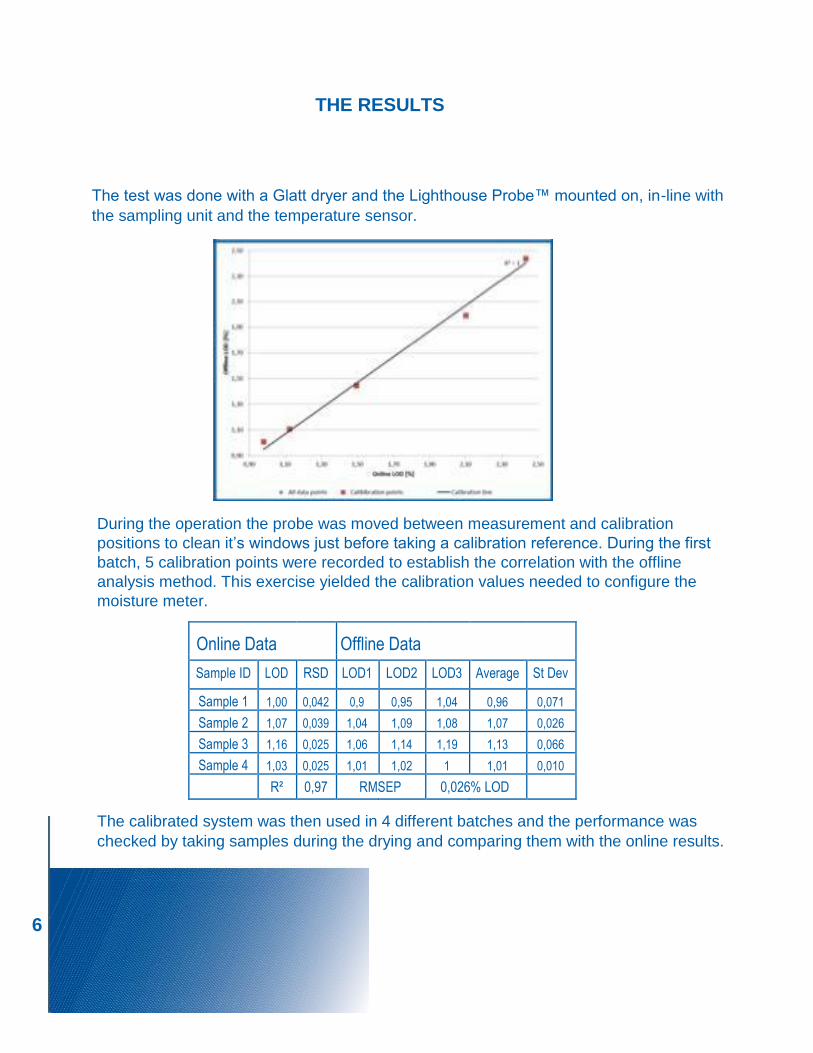
The test was done with a Glatt dryer and the Lighthouse Probe™ mounted on, in-line with
the sampling unit and the temperature sensor.
During the operation the probe was moved between measurement and calibration
positions to clean it’s windows just before taking a calibration reference. During the first
batch, 5 calibration points were recorded to establish the correlation with the offline
analysis method. This exercise yielded the calibration values needed to configure the
moisture meter.
Online Data Offline Data
Sample ID LOD RSD LOD1 LOD2 LOD3 Average St Dev
Sample 1 1,00 0,042 0,9 0,95 1,04 0,96 0,071
Sample 2 1,07 0,039 1,04 1,09 1,08 1,07 0,026
Sample 3 1,16 0,025 1,06 1,14 1,19 1,13 0,066
Sample 4 1,03 0,025 1,01 1,02 1 1,01 0,010
R² 0,97 RMSEP 0,026% LOD
The calibrated system was then used in 4 different batches and the performance was
checked by taking samples during the drying and comparing them with the online results.
6

COMMERCIAL BENEFITS
The initial benefit comes from the reduction in product waste as line moisture
determination always involves the risk of batch failures. Each rejected batch is an
enormous financial investment and wastes resources. The use of the Lighthouse Probe™
eliminates this risk.
Longer term, the Lighthouse Probe™ enables monitoring the moisture content of the
granules more carefully thereby helping to produce granules that are easier to handle in
the following tableting process and produce a more clinically effective product. These
benefits are more difficult to calculate objectively but are potentially much greater.
The Lighthouse Probe™ is a practical solution to the problem of assessing moisture
content during the granulation process. It requires the company to take fewer
measurements, reduces costs and produces a more effective and consistent product.
For further information: [email protected]
7