mmoloki dms presentation
TRANSCRIPT

Progress PresentationMmoloki Makoba Mine #: IN00033

Outline
Introduction
SHEQ
Process flow diagram
Challenges
Recommendations
2

Introduction
Due to ore depletion at the Phoenix pit, the DMS plant was commissioned in
2008 to upgrade very low grade ore to meet milling feed requirements.
DMS head feed grade cut-off is 0.10 Ni% & this is upgraded to 0.20 Ni%.
Heavy liquids have density measured in between that of the valuable material
and gangue so that the minerals lighter that the suspension floats and those
heavier would sink.
DMS plant is fed from a 14000 ton silo, it has four modules running parallel to
each other.3
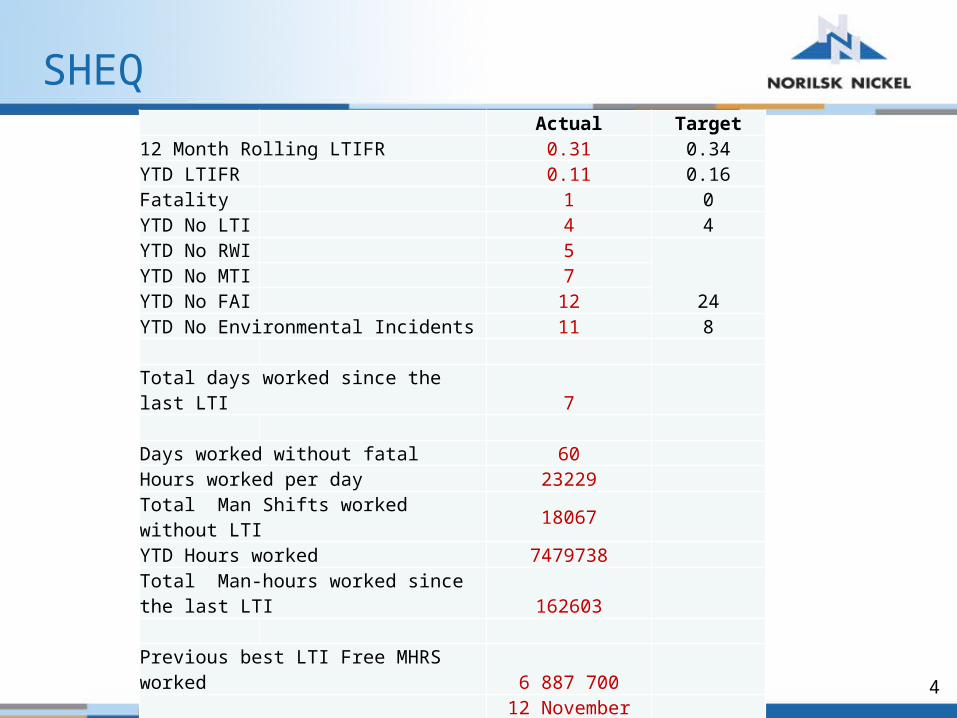
SHEQ Actual Target12 Month Rolling LTIFR 0.31 0.34YTD LTIFR 0.11 0.16Fatality 1 0YTD No LTI 4 4YTD No RWI 5
24YTD No MTI 7YTD No FAI 12YTD No Environmental Incidents 11 8
Total days worked since the last LTI 7 Days worked without fatal 60 Hours worked per day 23229 Total Man Shifts worked without LTI 18067 YTD Hours worked 7479738 Total Man-hours worked since the last LTI 162603 Previous best LTI Free MHRS worked 6 887 700 Date of previous LTI 12 November 2014 Date of previous Fatal 20 September 2014 Total Man Shifts worked without Fatal 154860 Employee strength(TNMC & Contractors) 2581 4
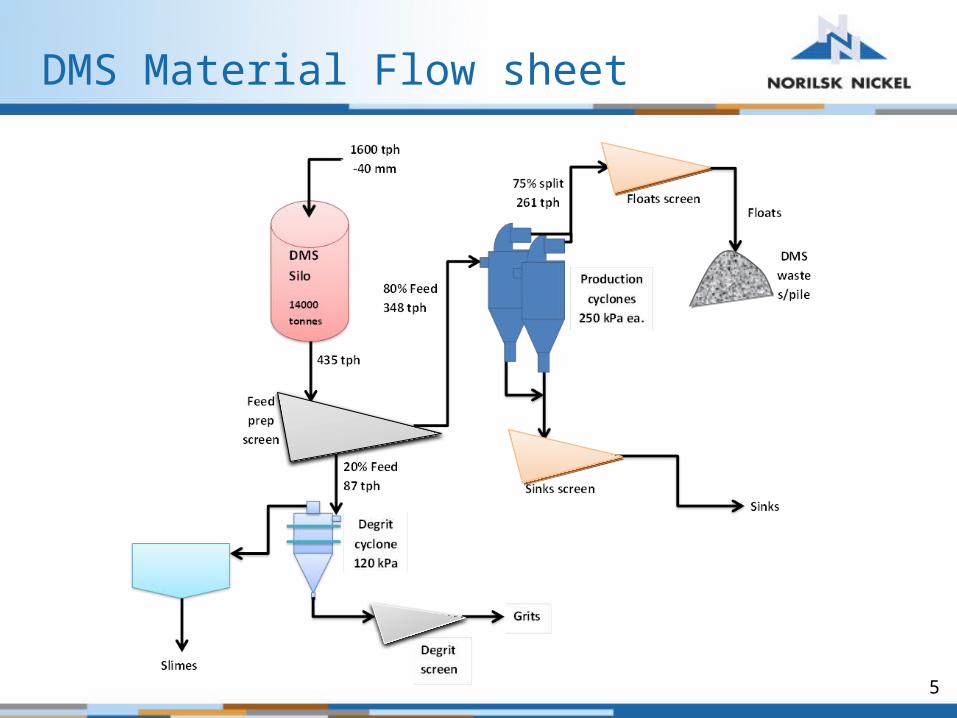
DMS Material Flow sheet
5
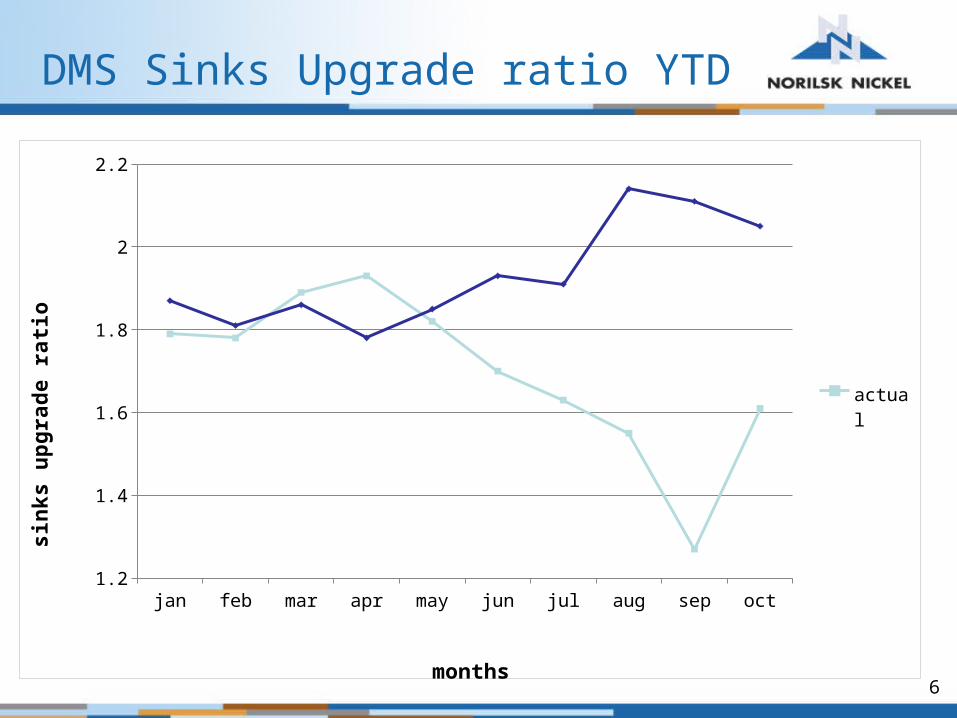
DMS Sinks Upgrade ratio YTD
6
jan feb mar apr may jun jul aug sep oct1.2
1.4
1.6
1.8
2
2.2
actual
target
months
sin
ks
up
gra
de
ra
tio

DMS % Recovery YTD
7

DMS challenges
Low upgrade ratio & recovery mainly due to high nickel losses to the floats.
8

Probable Causes of Ni losses to floats
Premature failure of the vortex finder causing short circuiting of material to the floats
Nickel locked in the coarser particles 13.2- 37 mm
9
Worn out vortex finder causing short circuiting of material to the floats. The supplier has
been engaged to address this
quality problem

Recommendations
Liberation of Nickel
10
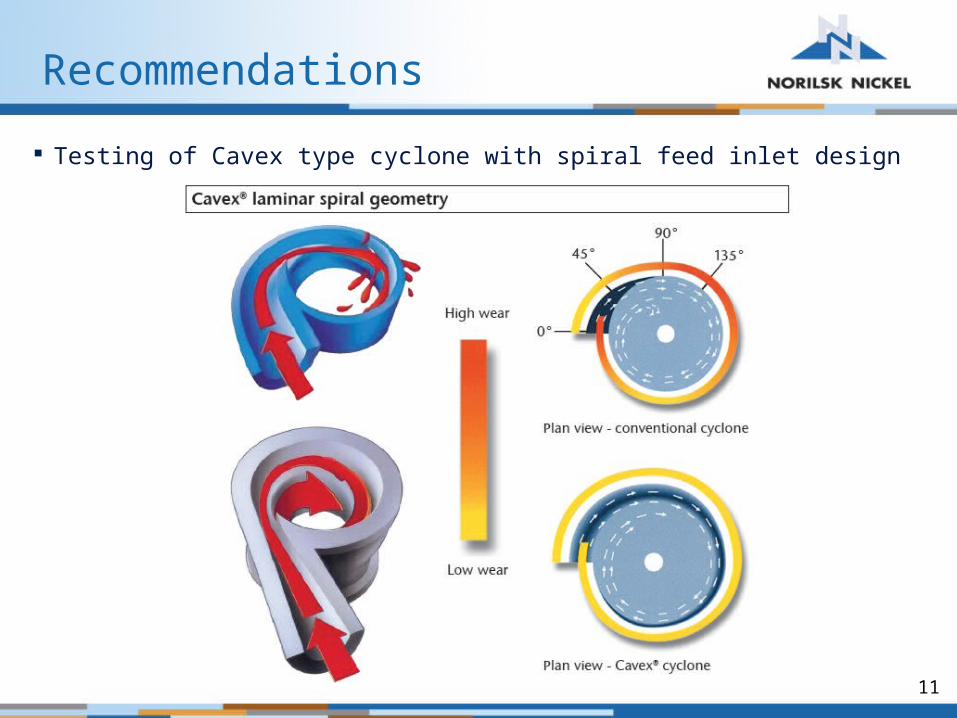
Recommendations
Testing of Cavex type cyclone with spiral feed inlet design
11

Any Questions?