minimization of off-grade production in multi-site multi-product plants by solving multiple...
DESCRIPTION
Minimization of off-grade production in multi-site multi-product plants by solvingmultiple traveling salesman problemTRANSCRIPT

7/17/2019 Minimization of off-grade production in multi-site multi-product plants by solving multiple traveling salesman probl…
http://slidepdf.com/reader/full/minimization-of-off-grade-production-in-multi-site-multi-product-plants-by 1/19
Minimization of off-grade production in multi-site
multi-product plants by solving multiple travelingsalesman problem
Andras Kiralya,∗, Maria Christidoub, Tibor Chovana, Evangelos Karlopoulosb,Janos Abonyia
a University of Pannonia, Department of Process Engineering, P.O. Box 158. Veszprem
H-8200, Hungary bCentre for Research and Technology Hellas, Chemical Process & Energy Resources
Institute, P.O. Box 95, 502 00 Ptolemaida, Greece
Abstract
Continuous multi-product plants allow the production of several products (prod-
uct grades). During grade transitions off-spec products are produced. The eco-
nomic losses and the environmental impact of these transitions are sequence
dependent, so the amount of off-grade products can be minimized by scheduling
the sequence of the production of different products. Applying parallel produc-
tion sites (m) increases the flexibility of multi-product plants. Since market de-
mands are changing, the production cycles of these sites should be re-scheduled
in certain intervals. Therefore, our task is to design m production cycles that
contains all required products by minimizing the total length of grade transi-
tions. Most production scheduling problems such as the one considered in this
paper are NP-hard. Our goal is to solve realistic problem instances in no more
than a couple of minutes. We show that this problem can be considered as
a multiple traveling salesmen problem (mTSP), where the distances between
the products are based on the time or costs of the grade transitions. The re-
sulted mTSP has been solved by multi-chromosome based genetic algorithm.
The proposed algorithm was implemented in MATLAB and is available at thewebsite of the authors (www.abonyilab.com). For demonstration purposes, we
∗Corresponding authorEmail address: [email protected] (Andras Kiraly)
Prep rin t submitted to Journal of Clean er Productio n January 3, 2 015
7/17/2019 Minimization of off-grade production in multi-site multi-product plants by solving multiple traveling salesman probl…
http://slidepdf.com/reader/full/minimization-of-off-grade-production-in-multi-site-multi-product-plants-by 2/19
present an illustrative example. The results show that multi-product multi-site
scheduling problems can be effectively handled as mTSPs, and the proposedproblem-specific representation based genetic algorithm can be used in wide
range of optimization problems.
Keywords: optimizatio, off-grade production, mTSP
1. Introduction
Thanks to the increasing need for flexible processing facilities to produce
more than one product, the planning problem of multiproduct plants is becom-
ing more and more important. The planning of process systems involves theprocedures and processes of allocating the available resources and equipment5
over a period of time to perform a series of tasks required to manufacture one
or more products. Typical example for such problem is the optimization of
the transformation of biomass to energy. Biomass is usually locally available,
which defines it as a distributed resource, and requires extensive infrastructure
networks for harvesting, transportation, storage, and processing. The design10
and management of biomass supply chains should account for the local condi-
tions and constrains, such as the existing infrastructure, geographical features
of the studied region and the competition among several consumers. Biomass
are wood and forestry residues, energy crops, various kinds of straw, as well
as biowaste from food production, wood processing and use. Primary biomass15
resources are distributed over the area in a region and often available in remote
locations. Building the infrastructure to transfer biomass energy over longer
distances would tend to increase its cost. On the other hand, biomass offers
the potential to reduce the environmental impact of energy supply and poten-
tially saving costs for reacting to natural disasters in the future. An important20
factor to be considered is the security of energy supply, which has significantimportance [1, 2] . Energy generation from domestic sources helps reducing the
dependence on foreign imports of crude oil and natural gas. It increases the
economic stability and can improve significantly the foreign trade balances of
2

7/17/2019 Minimization of off-grade production in multi-site multi-product plants by solving multiple traveling salesman probl…
http://slidepdf.com/reader/full/minimization-of-off-grade-production-in-multi-site-multi-product-plants-by 3/19
the respective regions and countries. The relatively low energy density (energy25
per unit volume) of most raw biomass feedstocks tends to increase the cost,emissions and complexity of supply chain. Therefore, the developments of com-
plete procedure for regional energy supply optimization become an important
task [3].
The goal of this paper is the development of a production planning and30
scheduling algorithm for parallel (multi-site) continuous processes in the pres-
ence of sequence-dependent switchover times. A similar problem is already
studied in [4]. TSP is already a widely applied technique for scheduling of parts
in a flowshop, for lot of streaming and scheduling problems, and for optimiza-
tion of robot movements in automated production cells. According to [5], most35
of real-life problems can be defined as a flowshop, where each machine per-
forms a single operation, and the sequence of the procedures is fixed. Bagchi
et al. give a novel classification of these problems, the most important for us is
the so-called ”group-scheduling”, where products belong to different groups and
optimization is performed in a two-stage method. The approach is similar to40
the ”manufacturing cell” problem, where similarity coefficients to group similar
parts into families. The problem is almost identical to the one we will discuss
in the next sections, however, our method is capable to optimize the productionprocess in one step and considers not only the characteristics of manufacturing.
Similar problems appear also in shop-floor logistics systems, which influences45
not only the production control’s performance, but the order management and
production system also [6]. A TSP-based model for medium-term planning
of a single-stage plant with a single continuous processing unit producing sev-
eral products with sequence-dependent changeovers has been already studied in
[7]. There a MILP model is defined for a single-stage plant with a single con-50
tinuous processing unit producing several products with sequence-dependent
changeovers. Though we deal with a multi-site, multi-product processing pro-
cedure, our objective is very similar, to maximize the profit, i.e. to minimize
product changeover cost which occur when switching from one product to an-
other. We will give a linear programming formulation also in the next sections,55
3
7/17/2019 Minimization of off-grade production in multi-site multi-product plants by solving multiple traveling salesman probl…
http://slidepdf.com/reader/full/minimization-of-off-grade-production-in-multi-site-multi-product-plants-by 4/19
and our representative example is also derived from the work of Liu et al. Based
on this classic formulation of travelling salesman problem (TSP), an improvedmodel is developed, where the objective function considers the profit, inventory
deviations from the desired trajectories and price changes simultaneously. As
Liu et al. discussed in [8], if the production changeovers are dependent on the60
production sequence, and product groups are involved, the production sequence
may affect the capacity of the factory, as well as the efficiency of the whole
supply chain. Therefore, handling the sequence-dependent changeovers is an
important issue. The problem becomes more complex when a multisite produc-
tion system is needed to be optimized. Such productiondistribution network is65
made up of several production sites distributing to different markets. The plan-
ning and scheduling model has to include spatial scales that go from a single
production unit within a site to a geographically distributed network [9].
Since economic competition is growing rapidly, companies are greatly inter-
ested in reducing overall costs, including manufacturing, inventory, changeover70
expenses, as well as minimizing ecological footprint and waste production. There-
fore, the Enterprise-wide Optimization (OWE) has become a major objective
not only in the chemical industry. As Grossmann describes in [10], EWO is
concerned with the coordinated of the operations in supply chain, and the mainobjective is to maximize profits, responsiveness and asset utilization and to75
minimize costs and ecological footprint. Therefore, a complex cost function is
needed, while complexity should remain as low as possible. We will discuss
a compound objective function derived from the utility theory. Recently, very
good reviews has been published, dealing with the environmental impacts of em-
placement and allocation as well as the optimization according to the available80
resources and raw materials [11]. Lin et al. in [12] discuss the increasing and
close attention of green logistics, since the recent production and distribution
strategies are not sustainable in the long term. These processes are sensitive
environmentally, ecologically and socially, and therefore, it is particularly im-
portant to optimize them cautiously.85
In this paper we propose multiple-Traveling Salesman Problem based repre-
4

7/17/2019 Minimization of off-grade production in multi-site multi-product plants by solving multiple traveling salesman probl…
http://slidepdf.com/reader/full/minimization-of-off-grade-production-in-multi-site-multi-product-plants-by 5/19
sentation for the optimization of multiproduct and multisite production systems,
where the distances between the products are based on the time or costs of thegrade transitions. The resulted mTSP has been solved by multi-chromosome
based genetic algorithm. The chromosome representation and especially the90
applied operators make our modified genetic algorithm especially effective in
the optimization of mTSP problems [13]. Furthermore, taking additional con-
straints into consideration, like the maximum number of salesmen or the maxi-
mal time a salesperson can travel makes it capable to solve complex structures
and in production planning to prevent a single site from overloading. The pro-95
posed algorithm was implemented in MATLAB and available at the website
of the authors (www.abonyilab.com). For demonstration purposes, we present
an illustrative example from the literature, which is from a real world poly-
mer processing plant and discussed by [7]. In this simple example we present
the optimization of the production of 10 products by 3 sites, using our genetic100
algorithm based mTSP solver.
2. Problem formulation
As we discussed in the introduction, production scheduling problem usually
handled by integer programming methods, like MIP or MILP. For mathematical
formulation we can’t find any better approaches than these articles present,105
therefore we follow the conventions of these formulations. The problem can be
illustrated by a schematic diagram, like the one in Fig. 1.
As the figure demonstrates, we have several (m p = 3) parallel production
sites in the plant which produce several (n = 15) products to fulfill the market’s
demand. Raw materials come from various deposits (there are mr = 4 deposits),
and each market (mm = 4) has a unique combination of products they require.
Within a site, during the transition of production from one product to another,many waste or off-grade products are producing. Our main task is to minimize
the amount of these waste items and the ecological impact of their production,
fulfilling the restrictions of raw materials needed for certain products, and the
5

7/17/2019 Minimization of off-grade production in multi-site multi-product plants by solving multiple traveling salesman probl…
http://slidepdf.com/reader/full/minimization-of-off-grade-production-in-multi-site-multi-product-plants-by 6/19
Figure 1: Concept
distribution of products to the different markets. The problem can be defined
by a simple MIP formulation as follows.
minmp
i,j∈J m
C ij , ∀i, j ∈ I , m p ≥ 1 (1)
where I is the set of items, and J m is the mth production site. C i j represents
the compound cost for the production of product j after i. This cost incorpo-
rates expenses of off-grade products and ecological impacts (carbon footprint)110
as well as the total cost of changeover from product i to j. In our case, in-
stead of incorporating tons of additional parameters and costs into our MIP
model, we decided to handle uncertainties by the help of utility theory. Our
approach is similar to the fuzzy model presented in [14], however, we define a
6
7/17/2019 Minimization of off-grade production in multi-site multi-product plants by solving multiple traveling salesman probl…
http://slidepdf.com/reader/full/minimization-of-off-grade-production-in-multi-site-multi-product-plants-by 7/19
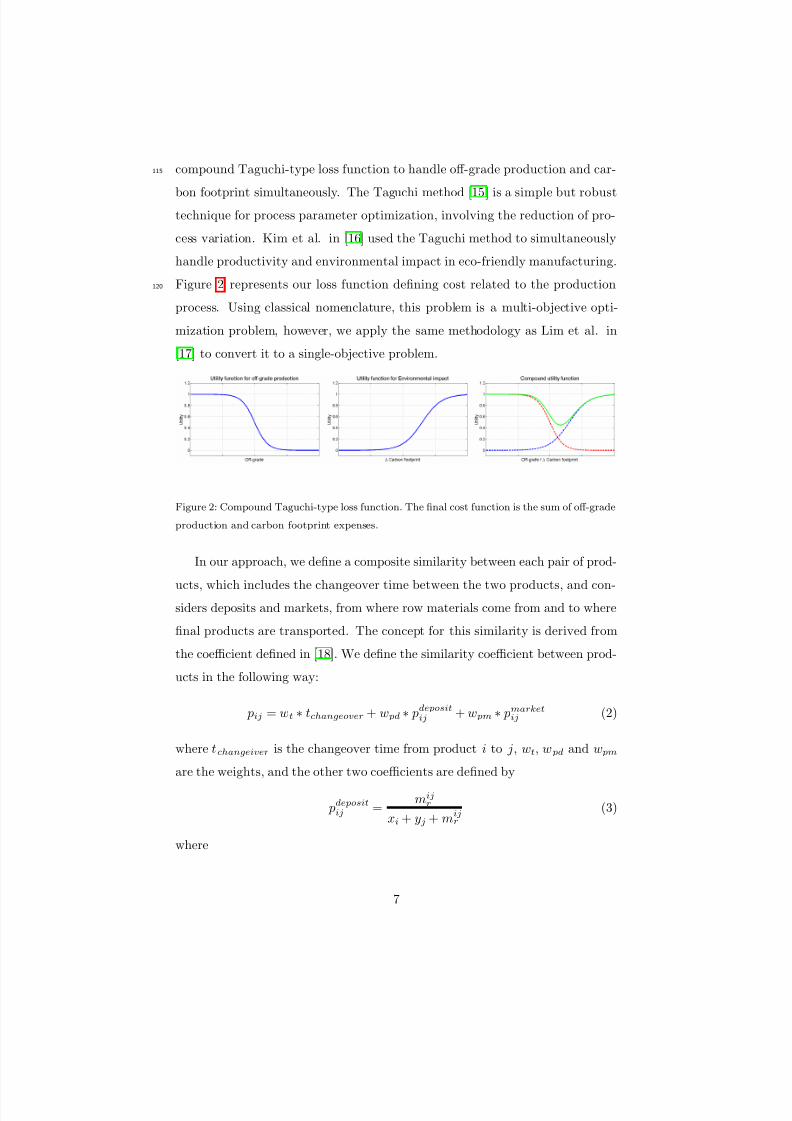
compound Taguchi-type loss function to handle off-grade production and car-115
bon footprint simultaneously. The Taguchi method [15] is a simple but robusttechnique for process parameter optimization, involving the reduction of pro-
cess variation. Kim et al. in [16] used the Taguchi method to simultaneously
handle productivity and environmental impact in eco-friendly manufacturing.
Figure 2 represents our loss function defining cost related to the production120
process. Using classical nomenclature, this problem is a multi-objective opti-
mization problem, however, we apply the same methodology as Lim et al. in
[17] to convert it to a single-objective problem.
Figure 2: Compound Taguchi-type loss function. The final cost function is the sum of off-grade
production and carbon footprint expenses.
In our approach, we define a composite similarity between each pair of prod-
ucts, which includes the changeover time between the two products, and con-siders deposits and markets, from where row materials come from and to where
final products are transported. The concept for this similarity is derived from
the coefficient defined in [18]. We define the similarity coefficient between prod-
ucts in the following way:
pij = wt ∗ tchangeover + w pd ∗ pdepositij + w pm ∗ pmarket
ij (2)
where tchangeiver is the changeover time from product i to j, wt, w pd and w pm
are the weights, and the other two coefficients are defined by
pdepositij =
mijr
xi + yj + mijr
(3)
where
7

7/17/2019 Minimization of off-grade production in multi-site multi-product plants by solving multiple traveling salesman probl…
http://slidepdf.com/reader/full/minimization-of-off-grade-production-in-multi-site-multi-product-plants-by 8/19
• pdepositij : Similarity coefficient between products i and j according to de-125
posits
• mijr : Number of raw materials come from deposits serving the manufacture
of products i and j
• xi: Number of raw materials come from deposits serving the manufacture
of products i but not of j130
• xj : Number of raw materials come from deposits serving the manufacture
of products j but not of i.
pmarketkl =
mklm
xk + yl + mklm
(4)
where
• pmarketkl : Similarity coefficient between products i and j according to mar-
kets135
• mklm: Number of products transported to markets, which turn products i
and j to account
• xk: Number of products transported to markets, which turn products i
but not j to account
• xl: Number of products transported to markets, which turn products j140
but not i to account.
Thus, our compound cost metric is defined by the following formula, where
T ij is the Taguchi function showed in Fig. 2 for the production of product j
after i:
C ij = T ij + pij (5)
Finally, to prevent the sites from overloading, we need to define additional
constraints about the minimum number of product types:
|J m| > r, ∀m ≥ 1 (6)
8

7/17/2019 Minimization of off-grade production in multi-site multi-product plants by solving multiple traveling salesman probl…
http://slidepdf.com/reader/full/minimization-of-off-grade-production-in-multi-site-multi-product-plants-by 9/19
Using this formulation, we can define a distance matrix containing distances
between each pair of products. In this way, the problem presented in Fig. 1 canbe transformed into a special case of multiple traveling salesmen problem, where
the start and end locations are not fixed. We are explaining this approach in145
the next section.
2.1. mTSP-based formulation
Since we use a compound objective function, and a complex distance metric,
our production allocation problem including the minimization of waste items
and changeover times can be handled as a multiple traveling salesmen problem150
or mTSP. With the following reconciliation we can handle and solve the problem
as a route planning task and use an mTSP solver as we will see in the next
section:
• compound distance metric ←→ traveling distances
• products ←→ locations155
• production sites ←→ salesmen
• compound utility function −→ fitness function
In this way, the problem is transformed into an mTSP, thus, the following
formulation can be used. Let us define the following binary variable xijk :
xijk =
1 if arc (i, j) is used on the tour of the kth salesman
0 otherwise(7)
9
7/17/2019 Minimization of off-grade production in multi-site multi-product plants by solving multiple traveling salesman probl…
http://slidepdf.com/reader/full/minimization-of-off-grade-production-in-multi-site-multi-product-plants-by 10/19
Using this binary variable, our objective function can be expressed as follows:
minimizen
i=0
nj=0
ctij ·mk=1
xijk (8)
so thatn
j=1
mk=1
x1jk = m, (9)
nj=1
mk=1
xj1k = m, (10)
ni=0
mk=1
xijk = 1, i = 2, . . . , n , (11)
nj=0
mk=1
xijk = 1, j = 2, . . . , n , (12)
ni=0
nj=0
ctij · xijk ≥ r, k = 1, . . . m , (13)
xijk ∈ {0, 1}, ∀(i, j) ∈ A, 1 ≤ k ≤ m, 1 ≤ m ≤ M
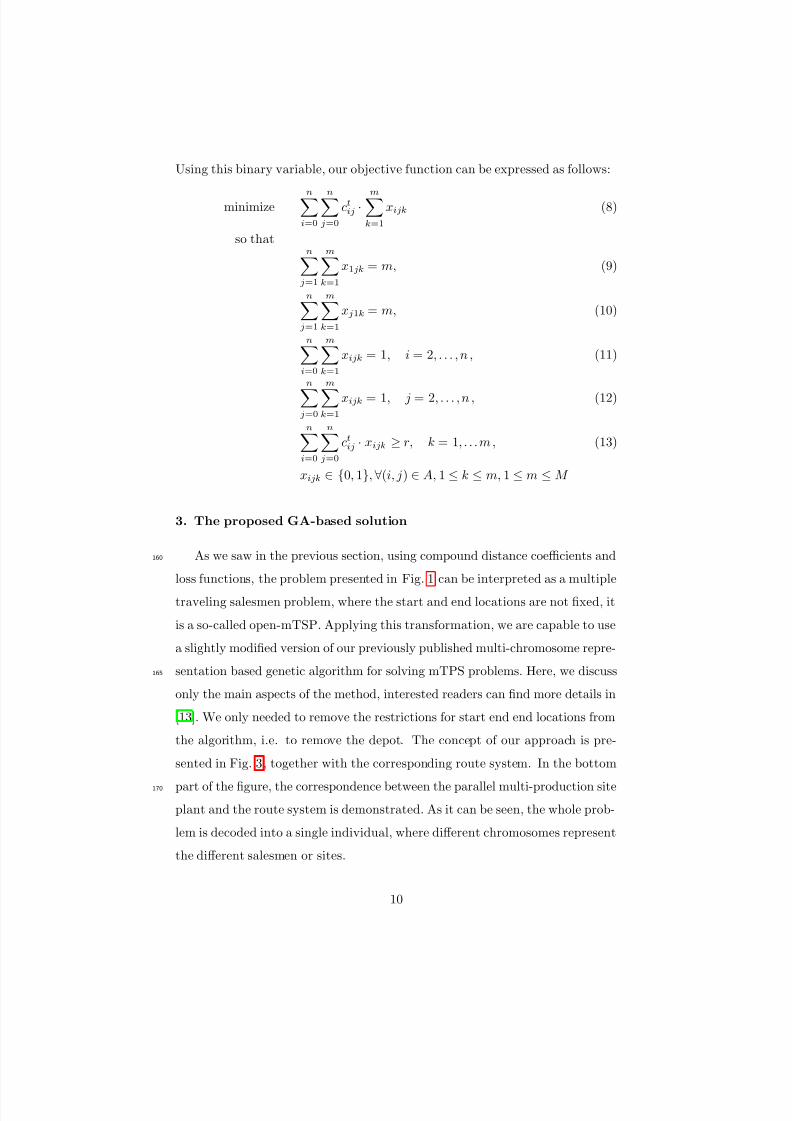
3. The proposed GA-based solution
As we saw in the previous section, using compound distance coefficients and160
loss functions, the problem presented in Fig. 1 can be interpreted as a multiple
traveling salesmen problem, where the start and end locations are not fixed, it
is a so-called open-mTSP. Applying this transformation, we are capable to use
a slightly modified version of our previously published multi-chromosome repre-
sentation based genetic algorithm for solving mTPS problems. Here, we discuss165
only the main aspects of the method, interested readers can find more details in
[13]. We only needed to remove the restrictions for start end end locations from
the algorithm, i.e. to remove the depot. The concept of our approach is pre-
sented in Fig. 3, together with the corresponding route system. In the bottom
part of the figure, the correspondence between the parallel multi-production site170
plant and the route system is demonstrated. As it can be seen, the whole prob-
lem is decoded into a single individual, where different chromosomes represent
the different salesmen or sites.
10

7/17/2019 Minimization of off-grade production in multi-site multi-product plants by solving multiple traveling salesman probl…
http://slidepdf.com/reader/full/minimization-of-off-grade-production-in-multi-site-multi-product-plants-by 11/19
Figure 3: Concept of the multi-chromosome representation based genetic algorithm for the
production site scheduling problem. On the left side, a single individual is presented, con-
taining three chromosomes, corresponding to the three salesmen in the upper right corner
depicting a route plan, or to the three production sites of the production scheduling in the
bottom right corner.
As all GA, our algorithm starts from a random population, where each prod-
uct is produced by a random site, in a random order. The algorithm uses the175
evolutionary strategy to select, recombine and mutate the individuals with best
fitness value to produce the new population. The fitness function is defined
in equation 8 and in equations 2-5, as a compound measure including distance
metrics and loss functions, therefore the smallest the fitness the better the in-
dividual. After predefined iteration steps, the procedure stops and the best180
individual will represent the optimal solution of the problem.
Our method uses the special chromosome representation discussed above,
and therefore requires special operators to recombine the individuals inside a
11
7/17/2019 Minimization of off-grade production in multi-site multi-product plants by solving multiple traveling salesman probl…
http://slidepdf.com/reader/full/minimization-of-off-grade-production-in-multi-site-multi-product-plants-by 12/19
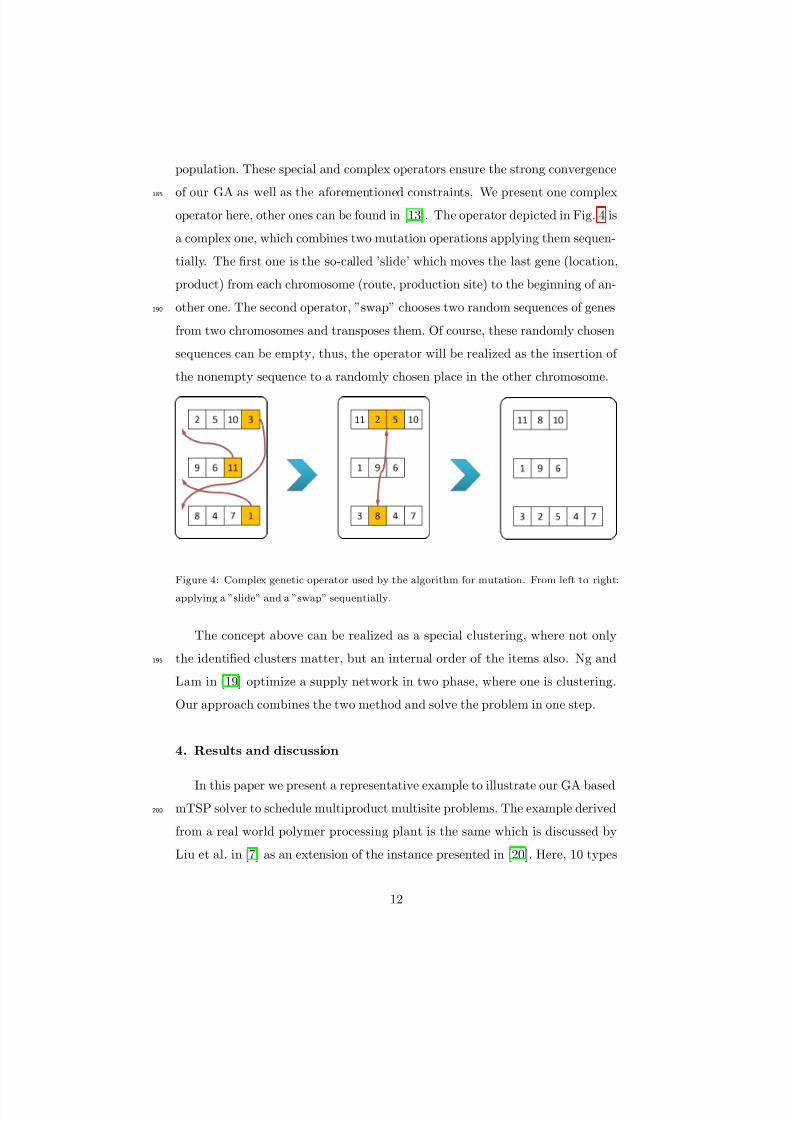
population. These special and complex operators ensure the strong convergence
of our GA as well as the aforementioned constraints. We present one complex185
operator here, other ones can be found in [13]. The operator depicted in Fig. 4 is
a complex one, which combines two mutation operations applying them sequen-
tially. The first one is the so-called ’slide’ which moves the last gene (location,
product) from each chromosome (route, production site) to the beginning of an-
other one. The second operator, ”swap” chooses two random sequences of genes190
from two chromosomes and transposes them. Of course, these randomly chosen
sequences can be empty, thus, the operator will be realized as the insertion of
the nonempty sequence to a randomly chosen place in the other chromosome.
Figure 4: Complex genetic operator used by the algorithm for mutation. From left to right:
applying a ”slide” and a ”swap” sequentially.
The concept above can be realized as a special clustering, where not only
the identified clusters matter, but an internal order of the items also. Ng and195
Lam in [19] optimize a supply network in two phase, where one is clustering.
Our approach combines the two method and solve the problem in one step.
4. Results and discussion
In this paper we present a representative example to illustrate our GA based
mTSP solver to schedule multiproduct multisite problems. The example derived200
from a real world polymer processing plant is the same which is discussed by
Liu et al. in [7] as an extension of the instance presented in [20]. Here, 10 types
12
7/17/2019 Minimization of off-grade production in multi-site multi-product plants by solving multiple traveling salesman probl…
http://slidepdf.com/reader/full/minimization-of-off-grade-production-in-multi-site-multi-product-plants-by 13/19
From/To A B C D E F G H I J
A 45 45 45 60 80 30 25 70 55
B 55 55 40 60 80 80 30 30 55
C 60 100 100 75 60 80 80 75 75
D 60 100 30 45 45 45 60 80 100
E 60 60 55 30 35 30 35 60 90
F 75 75 60 100 75 100 75 100 60
G 80 100 30 60 100 85 60 100 65
H 60 60 60 60 60 60 60 60 60
I 80 80 30 30 60 70 55 85 100
J 100 100 60 80 80 30 45 100 100
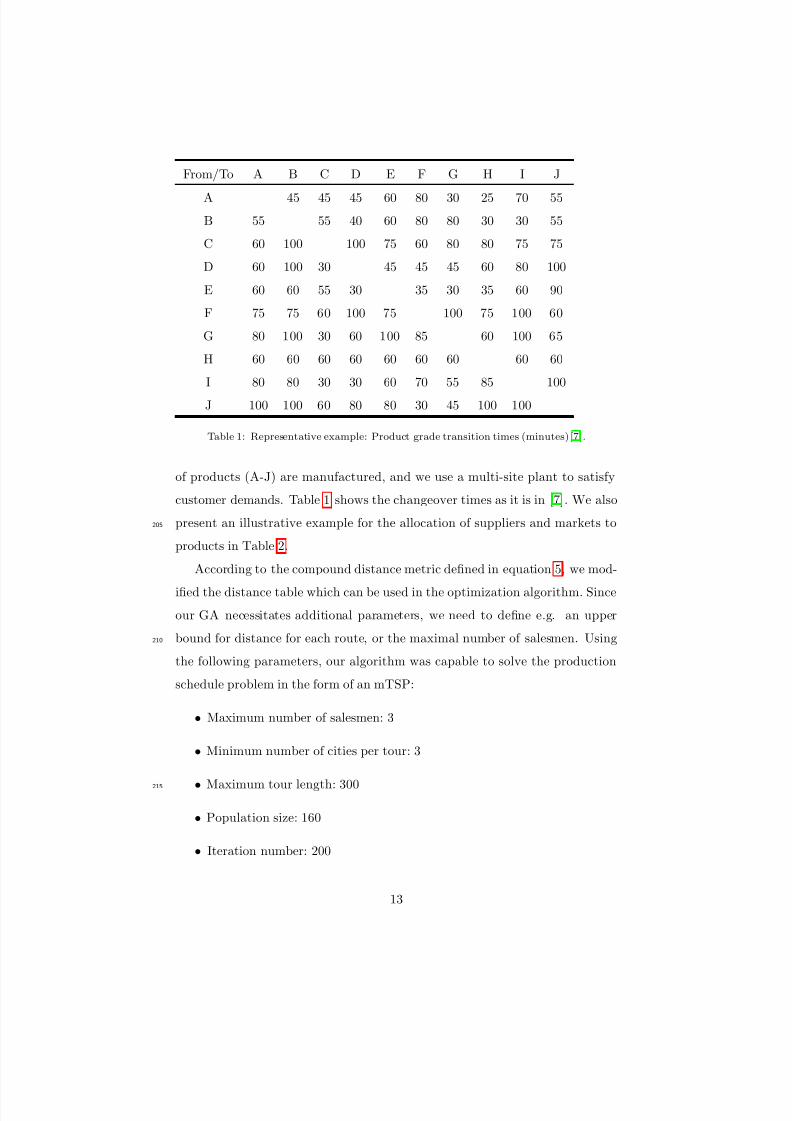
Table 1: Representative example: Product grade transition times (minutes) [7].
of products (A-J) are manufactured, and we use a multi-site plant to satisfy
customer demands. Table 1 shows the changeover times as it is in [7]. We also
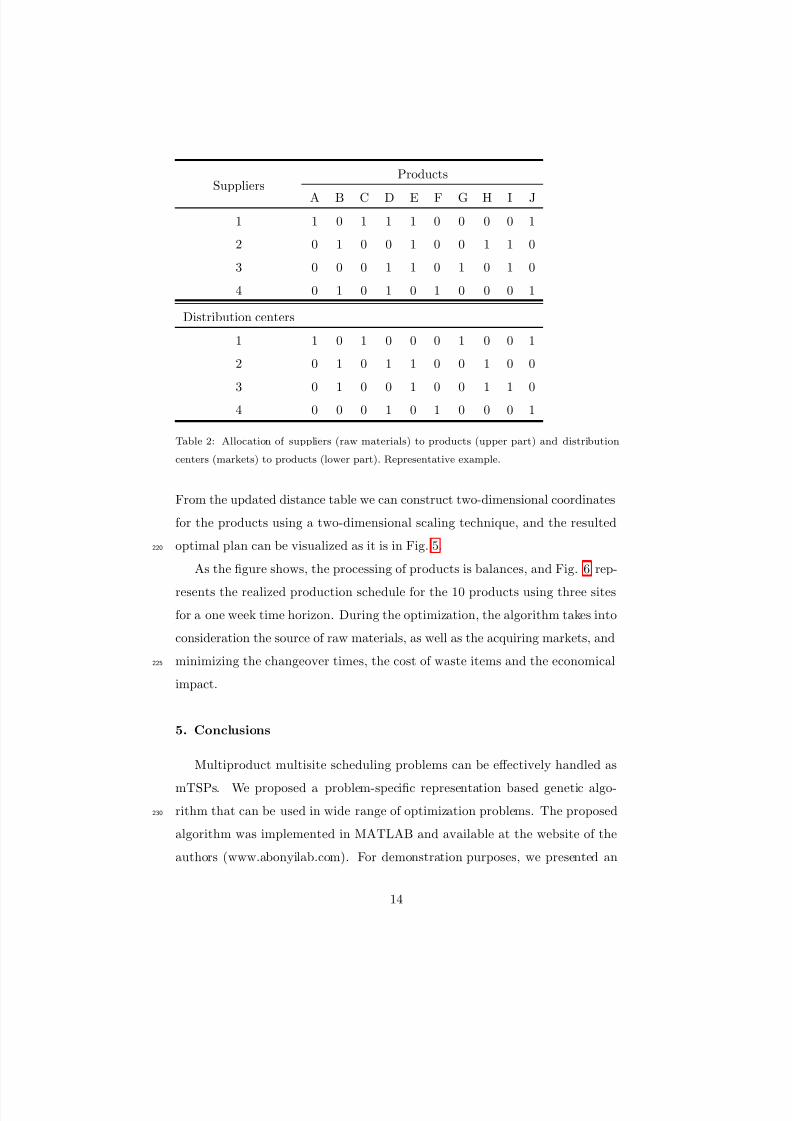
present an illustrative example for the allocation of suppliers and markets to205
products in Table 2.
According to the compound distance metric defined in equation 5, we mod-
ified the distance table which can be used in the optimization algorithm. Since
our GA necessitates additional parameters, we need to define e.g. an upper
bound for distance for each route, or the maximal number of salesmen. Using210
the following parameters, our algorithm was capable to solve the production
schedule problem in the form of an mTSP:
• Maximum number of salesmen: 3
• Minimum number of cities per tour: 3
• Maximum tour length: 300215
• Population size: 160
• Iteration number: 200
13
7/17/2019 Minimization of off-grade production in multi-site multi-product plants by solving multiple traveling salesman probl…
http://slidepdf.com/reader/full/minimization-of-off-grade-production-in-multi-site-multi-product-plants-by 14/19
SuppliersProducts
A B C D E F G H I J
1 1 0 1 1 1 0 0 0 0 1
2 0 1 0 0 1 0 0 1 1 0
3 0 0 0 1 1 0 1 0 1 0
4 0 1 0 1 0 1 0 0 0 1
Distribution centers
1 1 0 1 0 0 0 1 0 0 1
2 0 1 0 1 1 0 0 1 0 0
3 0 1 0 0 1 0 0 1 1 04 0 0 0 1 0 1 0 0 0 1
Table 2: Allocation of suppliers (raw materials) to products (upper part) and distribution
centers (markets) to products (lower part). Representative example.
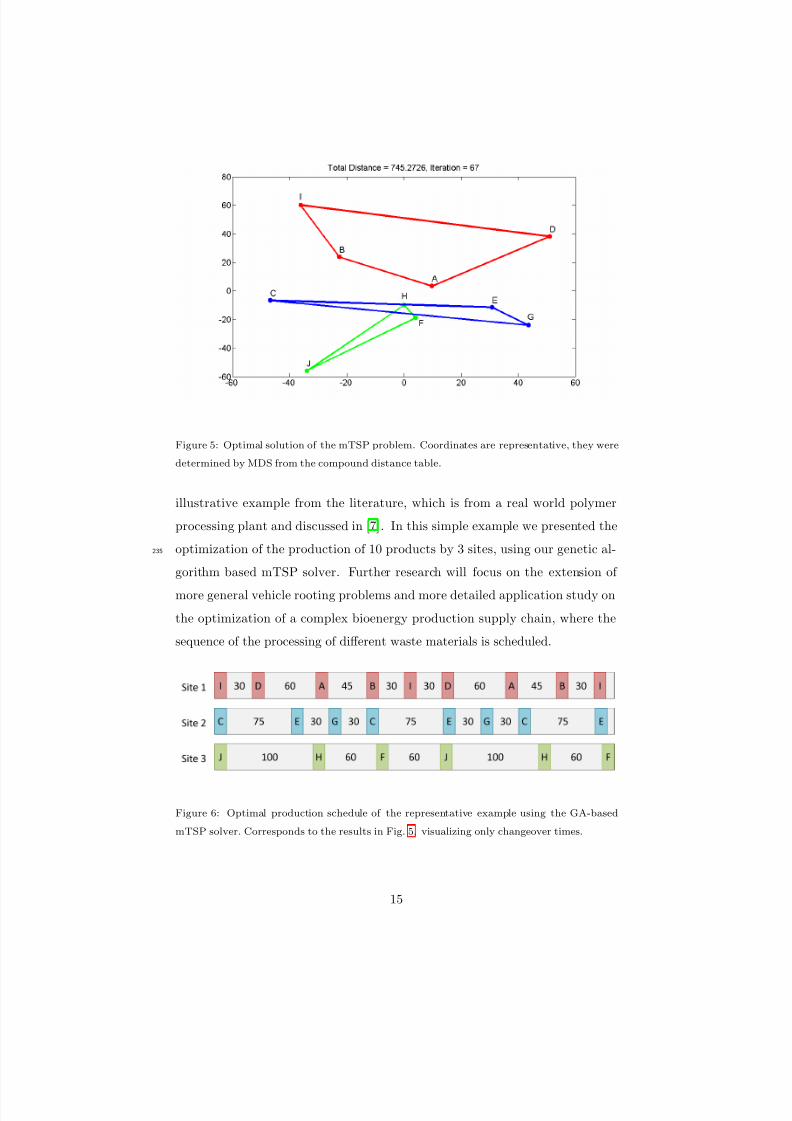
From the updated distance table we can construct two-dimensional coordinates
for the products using a two-dimensional scaling technique, and the resulted
optimal plan can be visualized as it is in Fig. 5.220
As the figure shows, the processing of products is balances, and Fig. 6 rep-
resents the realized production schedule for the 10 products using three sites
for a one week time horizon. During the optimization, the algorithm takes into
consideration the source of raw materials, as well as the acquiring markets, and
minimizing the changeover times, the cost of waste items and the economical225
impact.
5. Conclusions
Multiproduct multisite scheduling problems can be effectively handled as
mTSPs. We proposed a problem-specific representation based genetic algo-
rithm that can be used in wide range of optimization problems. The proposed230
algorithm was implemented in MATLAB and available at the website of the
authors (www.abonyilab.com). For demonstration purposes, we presented an
14
7/17/2019 Minimization of off-grade production in multi-site multi-product plants by solving multiple traveling salesman probl…
http://slidepdf.com/reader/full/minimization-of-off-grade-production-in-multi-site-multi-product-plants-by 15/19
Figure 5: Optimal solution of the mTSP problem. Coordinates are representative, they were
determined by MDS from the compound distance table.
illustrative example from the literature, which is from a real world polymer
processing plant and discussed in [7]. In this simple example we presented the
optimization of the production of 10 products by 3 sites, using our genetic al-235
gorithm based mTSP solver. Further research will focus on the extension of
more general vehicle rooting problems and more detailed application study on
the optimization of a complex bioenergy production supply chain, where the
sequence of the processing of different waste materials is scheduled.
Figure 6: Optimal production schedule of the representative example using the GA-based
mTSP solver. Corresponds to the results in Fig. 5, visualizing only changeover times.
15
7/17/2019 Minimization of off-grade production in multi-site multi-product plants by solving multiple traveling salesman probl…
http://slidepdf.com/reader/full/minimization-of-off-grade-production-in-multi-site-multi-product-plants-by 16/19
Acknowledgements240
This work was supported by the Greek-Hungarian Bilateral Program under
project Greek General Secretariat for Research and Technology (GSRT) / Eu-
ropean Regional Development Fund (ERDF) no.HUN88 / TET 10-1-2011-0539.
The contribution of Janos Abonyi was supported by the European Union and
the State of Hungary, co-financed by the European Social Fund in the framework245
of TAMOP 4.2.4. A/2-11-1-2012-0001, ’National Excellence Program’.
References
[1] K. Nagy, The additional benefits of setting up an energy security centre,
Energy 34 (10) (2009) 1715–1720. doi:http://dx.doi.org/10.1016/j.
energy.2009.07.038.250
[2] J. J. Klemes, H. L. Lam, Heat integration, energy efficiency, saving and
security, Energy 34 (10) (2009) 1669–1673. doi:http://dx.doi.org/10.
1016/j.energy.2009.08.001.
[3] L. Cucek, H. Lam, J. J. Klemes, P. S. Varbanov, Z. Kravanja, Syn-
thesis of regional networks for the supply of energy and bioproducts,255
Clean Technologies and Environmental Policy 12 (6) (2010) 635–645.
doi:10.1007/s10098-010-0312-6.
[4] G. M. Kopanos, L. Puigjaner, C. T. Maravelias, Production planning and
scheduling of parallel continuous processes with product families, Industrial
& Engineering Chemistry Research 50 (3) (2011) 1369–1378. doi:10.1021/260
ie100790t.
[5] T. P. Bagchi, J. N. Gupta, C. Sriskandarajah, A review of tsp based ap-
proaches for flowshop scheduling, European Journal of Operational Re-
search 169 (3) (2006) 816–854. doi:http://dx.doi.org/10.1016/j.
ejor.2004.06.040.265
16
7/17/2019 Minimization of off-grade production in multi-site multi-product plants by solving multiple traveling salesman probl…
http://slidepdf.com/reader/full/minimization-of-off-grade-production-in-multi-site-multi-product-plants-by 17/19
[6] D. Gyulai, A. Pfeiffer, T. Sobottka, J. Vncza, Milkrun vehicle rout-
ing approach for shop-floor logistics, Procedia CIRP 7 (2013) 127–132.doi:http://dx.doi.org/10.1016/j.procir.2013.05.022.
[7] S. Liu, J. M. Pinto, L. G. Papageorgiou, A tsp-based milp model for
medium-term planning of single-stage continuous multiproduct plants, In-270
dustrial & Engineering Chemistry Research 47 (20) (2008) 7733–7743.
doi:10.1021/ie800646q .
[8] S. Liu, N. Shah, L. G. Papageorgiou, Multiechelon supply chain planning
with sequence-dependent changeovers and price elasticity of demand under
uncertainty, AIChE Journal 58 (11) (2012) 3390–3403. doi:10.1002/aic.275
13732.
[9] S. Terrazas-Moreno, I. E. Grossmann, A multiscale decomposition method
for the optimal planning and scheduling of multi-site continuous multi-
product plants, Chemical Engineering Science 66 (19) (2011) 4307–4318.
doi:http://dx.doi.org/10.1016/j.ces.2011.03.017.280
[10] I. E. Grossmann, Advances in mathematical programming models for
enterprise-wide optimization, Computers & Chemical Engineering 47
(2012) 2–18. doi:http://dx.doi.org/10.1016/j.compchemeng.2012.
06.038.
[11] M. Boix, L. Montastruc, C. Azzaro-Pantel, S. Domenech, Optimization285
methods applied to the design of eco-industrial parks: a literature review,
Journal of Cleaner Production 87 (2014) 303–317. doi:http://dx.doi.
org/10.1016/j.jclepro.2014.09.032.
[12] C. Lin, K. Choy, G. Ho, S. Chung, H. Lam, Survey of green vehicle routing
problem: Past and future trends, Expert Systems with Applications 41 (4)290
(2014) 1118–1138. doi:http://dx.doi.org/10.1016/j.eswa.2013.07.
107.
17
7/17/2019 Minimization of off-grade production in multi-site multi-product plants by solving multiple traveling salesman probl…
http://slidepdf.com/reader/full/minimization-of-off-grade-production-in-multi-site-multi-product-plants-by 18/19
[13] A. Kiraly, J. Abonyi, Redesign of the supply of mobile mechanics based on
a novel genetic optimization algorithm using google maps api, EngineeringApplications of Artificial Intelligence 38 (0) (2015) 122–130. doi:http:295
//dx.doi.org/10.1016/j.engappai.2014.10.015.
[14] V. zkir, H. Baligil, Multi-objective optimization of closed-loop supply
chains in uncertain environment, Journal of Cleaner Production 41 (2013)
114–125. doi:http://dx.doi.org/10.1016/j.jclepro.2012.10.013.
[15] G. Taguchi, E. A. Elsayed, T. C. Hsiang, Quality engineering in production300
systems, McGraw-Hill College, New York, 1989.
[16] J.-Y. Kim, S.-J. Jeong, Y.-J. Cho, K.-S. Kim, Eco-friendly manufacturing
strategies for simultaneous consideration between productivity and envi-
ronmental performances: a case study on a printed circuit board manu-
facturing, Journal of Cleaner Production 67 (2014) 249–257. doi:http:305
//dx.doi.org/10.1016/j.jclepro.2013.12.043.
[17] S.-R. Lim, Y. R. Kim, S. H. Woo, D. Park, J. M. Park, System opti-
mization for eco-design by using monetization of environmental impacts:
a strategy to convert bi-objective to single-objective problems, Journal
of Cleaner Production 39 (2013) 303–311. doi:http://dx.doi.org/10.310
1016/j.jclepro.2012.07.040.
[18] J. Balakrishnan, P. Jog, Manufacturing cell formation using similarity
coefficients and a parallel genetic tsp algorithm: Formulation and com-
parison, Mathematical and Computer Modelling 21 (12) (1995) 61–73.
doi:http://dx.doi.org/10.1016/0895-7177(95)00092-G.315
[19] W. P. Q. Ng, H. L. Lam, A supply network optimisation with functional
clustering of industrial resources, Journal of Cleaner Production 71 (2014)87–97. doi:http://dx.doi.org/10.1016/j.jclepro.2013.11.052.
[20] P. Chen, L. G. Papageorgiou, J. M. Pinto, Medium-term planning of single-
stage single-unit multiproduct plants using a hybrid discrete/continuous-320
18
7/17/2019 Minimization of off-grade production in multi-site multi-product plants by solving multiple traveling salesman probl…
http://slidepdf.com/reader/full/minimization-of-off-grade-production-in-multi-site-multi-product-plants-by 19/19
time milp model, Industrial & Engineering Chemistry Research 47 (6)
(2008) 1925–1934. doi:10.1021/ie070835j.
19