method for determining the origin of surface defects in ...library.aimehq.org/library/books/metals...
TRANSCRIPT

AMERICAN INSTITUTE O F MINING AND METALLURGICAL ENGINEERS Technical Publication No. 2368 -
Class C, Metals Technology, June 1948 DISCUSSION OF THIS PAPER IS INVITED. Discussion in writing ( 2 copies) may be sent to the Secre-
tary. American Institute of Mining and Metallurgical Engineers 29 West 39th Street. New York 18, N. Y. Unless special arrangement is made, discussion of this paper will 'close August 1, 1948. Any discussion offered thereafter should preferably be in the form of a new paper.
A Method for Determining the Origin of Surface Defects in Rolled Steel Products
R Y C'. I,. ~ ~ E Y E T T I : , * MEMBEK ;\IME .\Nu V. 15. ~I.T.IOTT*
( S e a Yc~rk Meeting. February. 1948)
THE conditioning of semifinished steel products such as billets, blooms, and slabs to remove surface defects before further processing to finished products is a neces- sary accompaniment to steel mill rolling operations. A knowledge of the kinds of defects which occur and of the conditions in melting, teeming, and rolling that may lead to their occurrence is favorable to the protluction of quality products.
Surface defects may be classed as either of mechanical origin such as those that occur in the heating and rolling operations and include breaks, tears, guide marks, me- chanical laps and the like, or they may have been in the ingot before heating and rolling. Examples of the latter are ingot cracks, l~low-holes, scabs, ant1 inclusions which lead to the numerous known types of seams and surface flaws. Most of the common types of surface defects and methods for their identification by visual examination or by the aid of macro-etch tests are well known. The conditions which caused their formation are also appreciably understood and this knowledge has been instrumental in the establishment of methods for metal- lurgical control.
There are, however, defects of doubtful origin. In any endeavor to trace the causes for their occurrence, the question of first concern is:
I . Whether they were formed in the rolling procedure. 2 . Whether they existed in the ingot prior to rolling. In the case of semifinished products which are rerolled to finished products there is also the question of whether they were formed in the primary or in the secondary rolling.
In inetallurgical laboratories where nu- merous or routine examinations of the quality of rolled products are made over the course of time, there will doubtless be many puzzling cases of defect origin. Microscopic examination of the defects may, however, reveal a characterizing condition that can be used to classify them broadly with respect to their origin. Such a condition has been observed and, after detailed investigation, is described here with the thought that it may offer a useable and relatively simple solution to a bother- some problem.
In this discussion the term "mechanical type defects" will be used to designate those that have occurred as a result of the rolling operations such as in rolling from the ingot to billets, blooms, or slabs or in rerolling to finished products. The term "steel type defects" will be used to designate those that were present in the ingot prior to primary rolling or that were in the semifinished product prior to
. secondary rolling to finished product.
Approved b y t h e Publ icat ions Commi t t ee of The basis for distinguishing between the t h e Carnegie-Illinois Steel Corporat ion. Pi t t s - burgh. Pennsylvania . November 24, 1 9 4 7 two types of defects lies in the relative Manuscript received at the the degree of subscale formation surrounding Ins t i t u t e December 8, 1947.
* S u ~ e r v i s o r of Research a n d Meta l lo~raoh i s t . them. Subscale is defined1 as a zone of respeciively. ~arnegie-1l l inois Steelkorporat ion; Gary. Indiana. 1 References a re a t t h e e n d of t h e paper .
Copyright, 1948. by the American Institute of Mining and Metallurgical Engineers. Inc. Printed in USA

2 A METHOD FOR DETERMINING THE ORIGIN OF SURFACE DEFECTS
oxide particles precipitated and dispersed within a metallic matrix which has oc- curred by diffusion of oxygen inward from the metallic surface. In the routine examination by means of the microscope of a large number of cases, it has been ob- served that the diffusion of oxygen from the. scale formed within the defect during heating and rolling varies in degree, de- pending upon the time of contact between scale and metal. Where the defects were present prior to a heating operation, as in the case of steel type defects, the time of contact will be long depending upon the
drilled in various samples of carbon, alloy, and stainless steels.
2. To observe the extent of oxide diffu- sion adjacent to two kinds of defects which were produced artificially in the laboratory and which may be called synthetic, me- chanical type and steel type defects.
3. To apply the method of examination to actual defects as observed on samples of rolled product processed in the mills.
D i j u s i u n uf Oxide f rom Scale-packed Holes
Samples from ten commercial grades of steel were obtained for this study. Eight
'I'ART.E I-Stpels Tested
AISI Grade
* Electric Furnace steel.
Eillet Size i n Inches
(Section)
time required to bring the steel to rolling temperature, and the opportunity for oxide diffusion will be correspondingly great. Where the defects were formed during the rolling operation, as in the case of mechanical type defects, the time of contact between the metal and the scale formed within the defect will be short, depending only upon the time needed to roll and cool the steel. Since the average temperature is lower during rolling than during heating, the opportunity for oxide diffusion will be correspondingly small.
I t will be convenient to illustrate the application of these effects to the determi- nation of defect origin by dividing the subject into three parts:
I. To demonstrate the diffusion of oxide from scale-packed holes which were
Chemical Composition .. --- - -- - - -- -- -
C M n P S Si I Cr N i M r j C u
of the grades were basic open hearth furnace steels chosen to represent rather wide variations in carbon, sulphur, silicon, nickel, chromium, and molybdenum. The other two were electric furnace, stainless steels. Samples of each grade were ob- tained in hot rolled billet form. Billet sizes and compositions are shown in Table I .
Using billet samples %-in. in length, a )4-in. diam hole was drilled in each sample perpendicular to the billet surface. The hole was drilled to a depth of one inch and packed with scale which had been obtained by heating representative samples of the respective grades a t 2 I 50°F, removing the scale and grinding it to pass an 80-mesh sieve. The holes were then plugged with a steel rod and welded to exclude air during the subsequent heating operation. All

prepared samples were then heated in a n tion. No etchants were used since oxide electrically operated and controlled furnace penetration was clearly revealed after the for one hour a t 2150°F and air cooled, after polishing operation.
Fig I Fig z
Fig 3 Fig 4 FIG I-C-1 I1 2 STEEL. FIG 2-C-1015 STEEL. RG 3-C-1045 STEEL. FIG 4-C-1095 STEEL.
Micrographs showing the penetration of iron oxide from scale t o metal in four AISI grades of carbon steel. Samples heated for I h r a t 2150°F. Oxide-metal interface a t top. Samples unetched. X 500. Reduced one-fourth.
which a cross section was cut through the The micrographs, Fig I to 10, illustrate scale packed portion of each hole. The sec- the amount and type of oxide diffusion in tion was mounted in bakelite, and polished the various grades of steel. I t may be by usual methods for microscopic examina- observed that considerable diffusion had

4 A METHOD FOR DETERMINING THE ORIGIN OF SURFACE DEFECTS
occurred in all of the grades with the random and extended to a greater depth exception of. the 18-8 grade of stainless in the plain carbon and AISI A-4068 steel, Fig 10, in which there is only a small grades than in the other alloy grades where
Fig 5 Fig 6
A - . - . . . . , . , . . - . . . . & . .1 . , . . - . i . 2 .< . . , $. . . . . t . . ' t.., . . - a
. , i ' , , . (,;.,. , 'I. '
g t . , . . ,
5 . . ,. \ A
r. 8 ? ' '
i
g. . .A
ad ' j .
Fig 7 Fig 8 FIG 5-A-2335 STEEL. FIG 6-A-4068 STEEL. FIG 7-A-4140 STEEL. FIG &A-9260 STEEL.
Micrographs showing the penetration of iron oxide from scale to metal in four AISI grades of alloy steel. Samples heated for I hr a t ZISO'F. Oxide-metal interface a t top. Samples unetched X 500. Reduced one-fourth.
amount of oxide penetration. With this the penetration was more compact and exception, the oxide appeared as a band showed evidence of outlining the grain of fine precipitate parallel to the edge of the boundaries. Variations in depth or char- exposed surface. The penetration was more acter of the penetration are, however, of

less concern than evidence of penetration laboratory rolling mill. A photograph of or lack of it in the various grades of steel the mill, a single pass hand mill of the ' selected for illustration. I t may now be screw-down type designed for experimental shown that evidence of oxide penetration use, is shown in Fig 11. The samples were
Fig 9 Fig 10
FIG 9-AISI 403 STEEL. FIG IG-AISI 321 STEEL.
Micrographs showing the penetration of iron oxide from scale to metal in two grades of stain- less steel. Samples heated for I h r a t 21 50°F. Oxide-metal interface a t top. Samples unetched. x 500. Reduced one-fourth.
from scale to sirrounding metal is either air cooled from the rolling temperature, lacking or is present in the metal adjacent with the exception that the high hardena- to defects, depending upon whether they bility alloy grades were slow cooled. Sec- originated during or prior to the rolling tions for microscopic examination were process. Evidence will be shown first for taken in a manner to include a cross sec- flaws that were synthetically produced to tion of the notch. simulate both mechanical type and steel T O produce steel type defects essentially type defects. the same procedure was followed, except
that the samples were notched before in- D i j u s i o n of Scale From Sy la tk t ic stead of after heating a t zoo0 or ar50°F for
Flaws periods of I or 3 hr. More explicitly, the To produce mechanical type defects, samples were first preheated for a short
billet samples 3-in. in length from each of time, removed from the furnace and a t the grades of steel shown in Table I were once notched in the same manner as above, used. The samples were heated a t either returned to the furnace and heated a t 2000
2000 or 2150°F for periods of I or 3 hr, or 215o"F for periods of I or 3 hr and finally after which they were removed from the rolled'and prepared for examination as be- furnace and a t once notched J4-in. deep fore described. on one surface along the center line in the I t will be well to illustrate here the direction of rolling, using a V shaped cutter characteristic difference in oxide penetra- and a sledge hammer. The billets were tion observed for the two kinds of synthetic reduced 50 to 80 pct in section on a 6-in. flaws, after which some illustrations will be

6 A METHOD FOR DETERMINING THE ORIGIN OF SURFACE DEFECTS
given to show the effects of temperature all cases examined as will be shown in the and time of heating. For example, micro- succeeding representative illustrations. graphs showing the difference in iron oxide To observe the effect of temperature, penetration around the two types of -the above four illustrations, which are for
synthetic defects produced in AISI C-1015 steel are shown in Fig 12, 13, 14, and IS. Fig 12 illustrates a characteristic mechani- cal type synthetic defect photographed a t low magnification. Fig 13 shows the lowest portion of the same defect photographed a t high magnification. In both illustra- tions there is essentially no evidence of oxide penetration.
Fig 14 illustrates a characteristic steel type synthetic defect photographed a t low magnification and Fig 15 again shows the lowest portion of the same defect photographed a t high magnification. I n both illustrations, the penetration of oxide is in evidence, and the pronounced difference in the two types of defects be- comes quite apparent upon comparison of the two photographs a t high magnification. This characteristic difference has applied to
samples prepared by heating a t ZI~OOF, may be compared with Fig 16, 17, 18, and 19, representing samples of the same grade of steel heated a t a lower tempera- ture, 2ooo°F. The latter figures are for steel type defects only and some penetration of oxide may be observed but the degree of penetration is noticeably less a t the lower temperature. Similarly the degree of penetration is less for a shorter heating period, I h r as compared to 3 hr. This is best shown by a comparison of Fig 16 and and 18. A similar comparison of the effects of temperature and time was made for all of the grades of steel examined and the ob- served differences were quite the same in each case where there was any evidence of oxide penetration. Further illustrations need not be given to show these effects and all remaining illustrations will be for

C. L. MBYETTE AND V. E. ELLIOTT-TP 2368 'I
samples heated a t z15oOF for 3 hr, the the characteristic difference in oxide pene- conditions that more nearly approach tration around the two types of defects, normal mill operating practices. - it is only necessary to show a few repre-
Although a complete study of synthetic sentative cases. For example, Fig 20, 21,
Fig 1 2 Fig 13
Fig 14 Fig 15 FIG 12-70 X. FIG 13-400 X. MECHANICAL TYPE SYNTHETIC DEFECT. f i ~ 14-7 j X. RG 15-400 X. STEEL TYPE SYXTHETIC DEFECT.
Micrographs showing the difference in degree of iron oxide penetration within mechanical type and steel type synthetic surface defects in AISI C-1015 steel. Samples heated for 3 hr a t 2 I 50°F Etched in nital. Reduced one-fourth.
defects of each type was m'ade a t different 2 2 , ancl 2 3 illustrate the two types of temperatures and heating times on the four defects in a high carbon grade of plain carbon grades, four alloy grades, and two carbon steel, the AISI 1095 grade. Figures stainless grades of steel listed in Table I and are shown a t low and high magnification. many micrographs were made to illustrate Pentration of oxide is quite evident in the

8 A METHOD FOR DETERMINING THE ORIGIN OF SURFACE DEFECTS
metal adjacent to the steel type defect as representing a high silicon grade, AISI compared to little or no evidence of pene- A-9260 steel. Again, in both grades of steel, tration adjacent to the mechanical type there is well defined evidence of oxide defect. penetration adjacent to the steel type de-
Fig 16 Fig I 7
Fig 18 Fig 19 FIG I~-THREE HOURS. 100 X . . FIG I 7-THREE HOURS. 400 X . FIG 18-OAT HOUR. 75 X . FIG 19-ONE HOUR. 400 X.
Micrographs showing the difference in degree of iron oxide penetration within steel type synthetic surface defects in AISI C-1015 steel. Samples heated For 3 h r and I h r a t 2ooo°F. Etched in nital. Reduced one-fourth.
Similarly two alloy grades are illustrated fects. I n the silicon .grade, A-9260, the in Fig 24, 2 5 , 26, and 27 which represent a penetrated oxide has assumed the form of a chromium-molybdenum grade, AISI A- definite band surrounding the flaw. This is, 4140 steel, and in Fig 28, i9 , 30, and 31 perhaps, a true.case of sub-scale formation

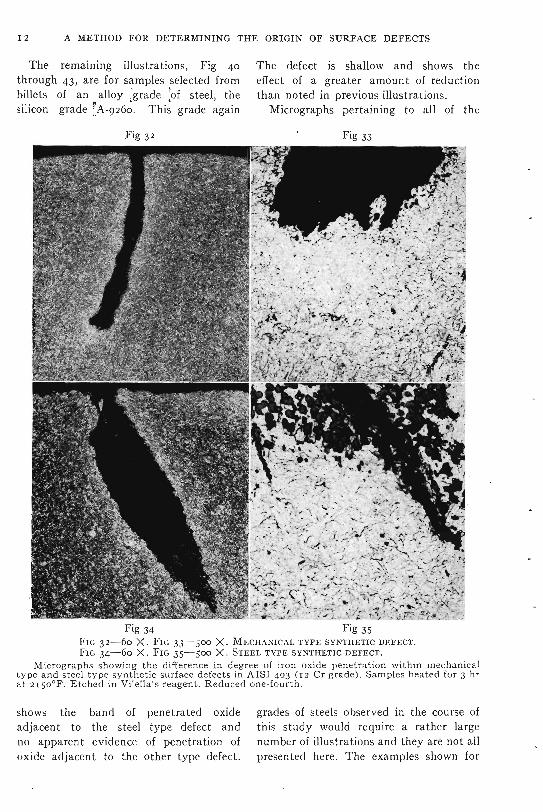
if, as suggested by Ward,2 sub-scales are for sub-scale formation to steels containing limited to the condition that there is a a maximum of 3.25 pct silicon. band of dispersed oxide separated from the One grade of stainless steel, the 1 2 pct outer scale by a layer of metal relatively chromium grade, is illustrated in Fig 3 2 , 3 3 ,
Fig 2 0 Fig 21
Fig 2 2 Fig 23 FIG 2-75 X . FIG 2 1-500 X . MECHANICAL TYPE SYNTHETIC DEFECT. FIG 22-100 X . FIG 23-400 X . STEEL TYPE SYNTHETIC DEFECT.
Micrographs showing the difference in degree of iron oxide penetration within rnechan~cal type and steel type synthetic surface defects in AISI C-1095 steel. Samples heated for 3 hr a t 21 50°F. Etched in picral. Reduced one-fourth.
free of oxides. He suggests further, that 34, and 35 which show penetration of oxide sub-scale formation of this nature is limited adjacent to the steel type defect. This is to steels containing 1.5 to 2.5 pct silicon, in contrast to the 18-8 grade of stainless although Darken1 limits the conditions steel which, like the previous illustration

I 0 A METHOD FOR DETERMINING T H E ORIGIN OF SURFACE DEFECTS
in Fig 10, showed no evidence of oxide synthetically produced steel type defects. penetration. To illustrate the application of the method
Fig 25
Fig 26 Fig 27 FIG 24-100 X . FIG 25-500 X . MECHANICAL TYPE SYNTHETIC DEFECT. FIG 26-100 X . FIG 27-500 X. STEEL TYPE SYNTHETIC DEFECT.
Micrographs showing t h e difference in degree of iron oxide penetration within mechanical type and steel type synthetic surface defects in AISI A-4140 steel. Samples heated for 3 hr a t zr50°F. Etched in picral. Reduced one-fourth.
Dejects in Rolled Steel Prodzccls of examination to actual cases, a number of The preceding illustrations have all billet samples representing seireral grades
applied to laboratory examples in which of steel were obtained from material that oxide penetration was shown to occur had been set aside for surface conditioning. adjacent to scale packed holes or to Where surface defects were found, sections

containing them were cut from the billets show an observed defect in AISI C-1060 and, without further treatment, the sec- steel that, in the absence of penetrated
Fig 28 Fig 29
Fig 30 Fig 31 FIG 28-100 X . FIG 29- 500 X . MECHANICAL TYPE SYNTHETIC DEFECT. FIG 30--IOO X. PIG 31-500 X. STEEL TYPE SYNTHETIC DEFECT.
Micrographs showing the difference in degree of iron oxide penetration within mechanical type and steel type synthetic surface defects in AISI A-9260 steel. Samples heated for 3 hr at z15oOF. Etched in picral. Reduced one-fourth.
tions were polished, etched, and examined oxide, may be classed as a mechanical type under the microscope. Several examples of defect. The latter two show a defect in a these are shown. grade of similar composition, AISI C-1055
For example, tcvo carbon grades are steel in which the pronounced evidence of shown in Fig 36, 37, 38, and 39. The first penetrated oxide places this in the class of a two of these a t low and high magnification steel type defect.
I 2 A METHOD FOR DETERMINING TRE ORIGIN OF SURFACE DEFECTS
The remaining illustrations, Fig 40 The defect is shallow and shows the through 43, are for samples selected from effect of a greater amount of reduction billets of an alloy :grade :of steel, the than noted in previous illustrations. silicon grade f l~-gz60. This grade again Micrographs pertaining to all of the
Fig 32 Fig 33
Fig 34 Fig 35 E'lti 32-60 X . FIG 33-500 X . MECHANICAL TYPE SYNTHETIC DEFECT. FIG 34-60 X . FIG 35- ~ O O X . STEEL TYPE SYNTHETIC DEFECT.
Micrographs showing the difference in degree of iron oxide penetration within mechanical type and steel type synthetic surface defects in AISI 403 (12 Cr grade). Samples heated for 3 hr a t zr50°F. Etched in Vilella's reagent. Reduced one-fourth.
shows the band of penetrated oxide grades of steels observed in the course of adjacent to the steel type defect and this study would require a rather large no apparent evidence of penetration of number of illustrations and they are not all oxide adjacent to the other type defect. presented here. The examples shown for

rolled products are illustrations of flaws secondary rolled products, although it will found in billet samples. The method should be well to consider a limitation of the be readily applicable to the examination of method in this respect. In rerolled products defects in almost all grades of primary surface defects which have occurred solely
Fig 36 Fig 37
Fig 38 Fig 39 FIG 36-60 X. FIG 37-500 X. MECHANICAL TYPE ACTUAL DEFECT IN ROLLED C-1060 STEEL. FIG 38-100 X . FIG 39-500 X . STEEI. TYPE ACTUAL DEFECT I N ROLLED C-1055 STEEI..
Micrographs showing the difference in degree of iron oxide penetration within mechanical type and steel type actual surface defects in two A I S I grades of carbon steel. Samples etched in picral. Reduced one-fourth.
rolled steel products, although there may as a result of the secondary rolling opera- be some grades like the 18-8 stainless steel tion may be called mechanical type de- that do not respond. fects. Those which existed prior to the
The method can be applied also to secondary rolling, whether they occurred as

14 A METHOD FOR DETERMINING THE ORIGIN OF SURFACE DEFECTS
mechanical type defects from the primary existed prior to the heating operation for rolling or whether they carried through as either kind of rolling, except that it may existing defects from the ingot or from the usually be inferred that defects of the heating operations for primary or second- nature of those being considered generally
Fig 40 Fig 41
Fig 42 Fig 43 F I G i-100 X. FIG 41-400 X. ~ ' ~ E C H A M C A L TYPE ACTUAL DEFECT I N ROLLED A-9260 STEEL. FIG 42-100 X . FIG 43-500 X . STEEL TYPE ACTUAL DEFECT I N ROLLED A-9260 STEEL.
Micrographs showing the difference in degree of iron oxide penetration within mechanical type and steel type actual surface defects in samples of AISI A-9260 steel. Samples etched in picral. Reduced one-fourth.
ary rolling, may be referred to as steel do not occur from the heating operations. type defects. This means that 'the method is Where, for example, the steel has been not useable for tracing the origin of the "burned " in the process of heating for roll- defects in either finished or semifinished ing, such cases may be determined by visual products to conditions that may have inspection or other usual means.

C. L. MEYETTF. AND V. E. ELLIOTT-TP 2368 '5
Consideration has been given to the possibility that subscale formed on the surface metal as a normal result of scaling during the heating operation may become entrapped within a mechanical defect such as a lap and, as a result, the flaw may be misjudged as a steel type defect. This condition was not observed in the work on synthetic mechanical type defects, except in the case of the high silicon, A-9260 grade, where entrapped oxide was noted on the samples which had been notched prior to rolling. However, when the mechanical type defects were formed after the billets of A-9260 had been given two light passes through the rolls, no oxide penetration was found around the defects. This fact considered with the oxide pene- tration observed around steel type defects indicates that the action of the rolls in breaking and removing the scale on the surface will also remove the evidence of penetrated oxide unless it has occurred within an already existing flaw.
On the basis of the above observation it is conceivable in the case of rolled prod- ucts of silicon steel, that if a mechanical defect were to occur early in the rolling process, such as in the initial passes of primary rolling, surface sub-scale might become entrapped and upon examination the flaw might have the aspects of a steel type defect. Judgment of origin would then be more a matter of degree of oxide penetration.
In studying the micrographs, attention is directed to the occurrence of metal de- carburization adjacent to both types of defects. Generally the decarburization is less in the cases of mechanical type defects because of lower temperature and shorter time a t temperature during rolling than during heating. Since, however, degree of decarburization is itself a function of temperature and is variable for the different grades of steel, i t will be a less reliable guide to a determination of defect origin than will the occurrence of oxide penetration.
Although variations in operating condi-
tions such as time, temperature, furnace atmosphere, and amount of reduction in rolling must necessarily influence the degree of oxide penetration, it has not been the purpose here to explore these effects fully but rather to present a relatively simple method that may be applied as an aid in determining the origin of surface defects
A method for determining the origin of surface defects in rolled steel products is described and illustrated. Defects which existed in the ingot prior to rolling are characterized by the penetration of oxide surrounding the flaw. These are classed as steel type defects. Defects which were formed in either the primary or secondary rolling operations do not show any appreci- able penetration of oxide adjacent to the flaw. These are classed as mechanical type defects.
The method was applied to ten grades of steel and representative illustrations are presented to show diffusion of oxide from scale-packed holes in billet samples, from the two kinds of defects as produced artificially in the laboratory, and from actual defects as observed on samples of rolled billet product. The method was found applicable to all but one of the grades, the 18-8 grade of stainless steel. Certain limitations of the method are considered with respect to rerolled products and to silicon steels.
The authors are indebted to Mr. A. N. Swanson, who contributed much to the early work on this problem, and to Mr. C. J. Hunter for his helpful suggestions in the preparation of this paper.
I . L. S. Darken: Diffusion in Metal Accom- ~ a n i e d by Phase Chanae. Trans. AIME 150, I52 11942). . -
2 . R. Ward: Oxlde-Metal Layers Formed on Commercial Iron-Silicon Alloys Exposed to High Temperatures. Trans. AIME.