metal transfer
TRANSCRIPT

Mode of metal transfer in welding
Presented By
Vishal Sharma (14memtc003)

History
Introduction
Forces that affect the metal transfer
Classification of mode of metal transfer
Parameter that affect the metal transfer
Defects
General points

After Bronze Age and the Iron Age Sir Humphry Davy in 1800 discovered Short pulsed electric arc welding.
Around 1900, all automatic arc welding worked on alternating current (A.C) discovered.

The transfer of molten metal from the tip of electrode to base metal.
Arc welding and Consumable electrode

Gravity Force
Surface Tension force
Electromagnetic Pinch Effect
Drag Force

Detaching Force - electrode pointed downward
Retaining Force – electrode pointed upward

F(g) = mg
= б V g
where,
б= density of electron
material
V= volume of molten droplet
g=acc. Due to gravity (~9.81)

Retain droplet on the tip of electrode.

F(s) = 2 γ r f(r/c)
γ = surface tension
r = radius of electrode
C =(2γ)/ (mgб)
f(r/c)=complex function varies
from 0.6-1.0
c =constant of capillarity of
electrode material
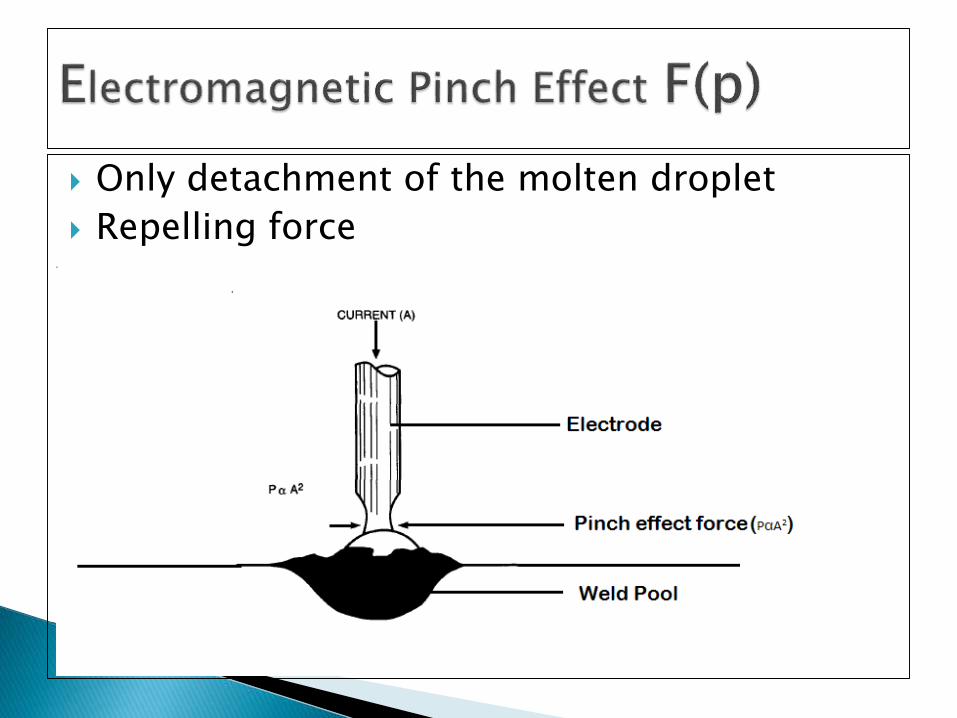
Only detachment of the molten droplet
Repelling force
F(p)= 100 (I2) × µ × (2R2 –r2) ÷ (8 2R4)
where,
I=current in conductor
µ=magnetic permeability
R=conductor radius
r=small diameter where pinching
happens
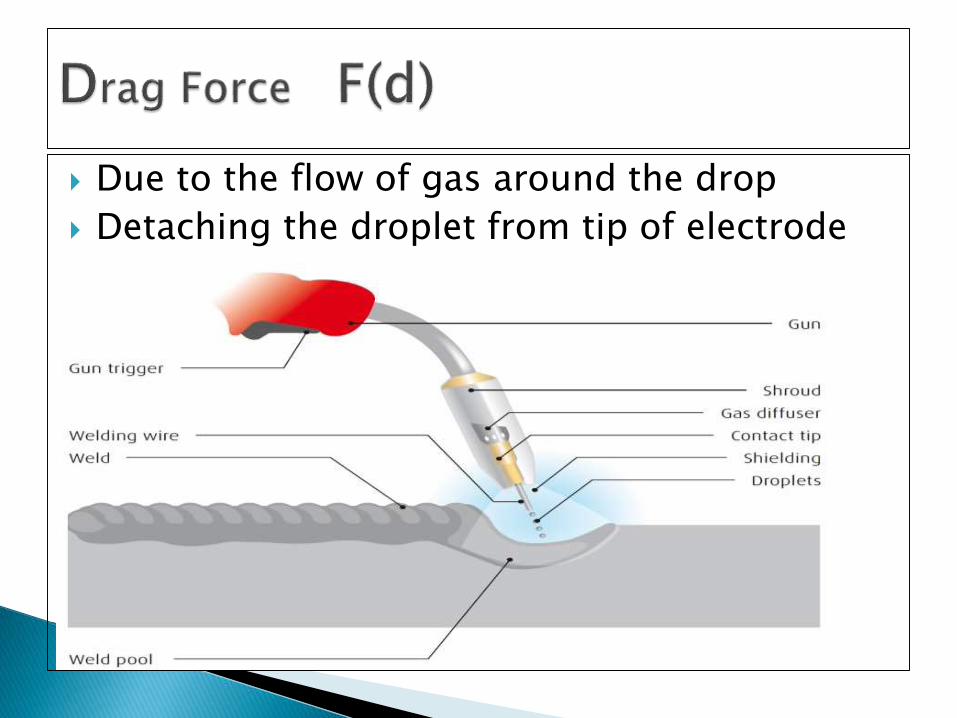
Due to the flow of gas around the drop
Detaching the droplet from tip of electrode

All forces acting in metal transfer process

A) With Electrode
1. Short Circuit
1.1 Dip Transfer
2. Globular
2.1 Repelled Transfer
3. Spray
3.1 Explosive Transfer
4. Slag Enveloped
B) With Rod1. Short Circuit1.1 Dip Transfer
2. Globular2.1 Repelled Transfer

Periodic bridging of gap between the electrode and work piece.
Heavy current flow occurs
Decrease - surface tension, viscosity.
Increase - electro motive, hydro dynamic force.



Short circuit mode of metal transfer.
Electrode is fed into weld pool
Fast pace

Molten metal droplets is detached in globular form.
Action of gravity
Arc length is medium to long

Mode of globular transfer
After detachment droplet not travelled into weld pool
Force -reverse plasma jet,
Cause poor weld transfer and Excessive spatters.

High current density that tends to high temp.
Increase pinch effect
Depending upon the current density spray mode have three stages:-
1. Projected transfer (high)
2. Streaming transfer (medium)
3. Rotary transfer (low)

Droplet spattered (on the tip after detachment)
Formation of gas bubbles


It is used in some application or according to job.
wet welding, under water welding etc
Not used generally.

Weld power source
Electrode polarity
Shielding gas
Emissive flow rate
Welding Position

In spray metal transfer mode
1. Large Heat Affected Zone(HAZ).
2. Creaks appearance.

In short circuit metal transfer mode
1. More spatters.
2. Low speed.
3. Solid particle inclusion.
4. Sometime porosity.

In globular metal transfer mode
1. Rough weld bead.
2. Blow holes
3. Pin holes.

In slag enveloped mode of metal transfer
1. Slag inclusion causes creaks
2. Porosity
3. Under cuts photomicrograph


Spray metal transfer – costly , high current and voltage, skill required.
Generally used globular and pulsed short circuit metal transfer in industry.
According to efficiency:-
Spray
transfer
Short
circuit Globular
slag
enveloped
