materials and design - umexpert · husk ash (rha) and palm oil fuel ash (pofa) are available in...
TRANSCRIPT

Materials and Design 59 (2014) 532–539
Contents lists available at ScienceDirect
Materials and Design
journal homepage: www.elsevier .com/locate /matdes
Compressive strength and microstructural analysis of fly ash/palm oilfuel ash based geopolymer mortar
http://dx.doi.org/10.1016/j.matdes.2014.03.0370261-3069/� 2014 Elsevier Ltd. All rights reserved.
⇑ Corresponding authors. Tel.: +60 107014250 (N. Ranjbar). Tel.: +60 379677632(U. Johnson Alengaram).
E-mail addresses: [email protected] (N. Ranjbar), [email protected](U.J. Alengaram).
Navid Ranjbar a,⇑, Mehdi Mehrali b, Arash Behnia a, U. Johnson Alengaram a,⇑,Mohd Zamin Jumaat a
a Department of Civil Engineering, Faculty of Engineering, University of Malaya, 50603 Kuala Lumpur, Malaysiab Department of Mechanical Engineering and Centre of advanced Material, University of Malaya, 50603 Kuala Lumpur, Malaysia
a r t i c l e i n f o
Article history:Received 1 November 2013Accepted 15 March 2014Available online 27 March 2014
Keywords:GeopolymerFly ashCompressive strengthPalm oil fuel ashMicrostructure
a b s t r a c t
This paper presents the effects and adaptability of palm oil fuel ash (POFA) as a replacement material infly ash (FA) based geopolymer mortar from the aspect of microstructural and compressive strength. Thegeopolymers developed were synthesized with a combination of sodium hydroxide and sodium silicateas activator and POFA and FA as high silica–alumina resources. The development of compressive strengthof POFA/FA based geopolymers was investigated using X-ray florescence (XRF), X-ray diffraction (XRD),Fourier transform infrared (FTIR), and field emission scanning electron microscopy (FESEM). It wasobserved that the particle shapes and surface area of POFA and FA as well as chemical composition affectsthe density and compressive strength of the mortars. The increment in the percentages of POFA increasedthe silica/alumina (SiO2/Al2O3) ratio and that resulted in reduction of the early compressive strength ofthe geopolymer and delayed the geopolymerization process.
� 2014 Elsevier Ltd. All rights reserved.
1. Introduction
The contribution of carbon dioxide (CO2) to global warmingby the cement industry is well established. CO2 emission is about0.7–1.1 tonnes per ton of cement produced and about 50% of thiscan be attributed to limestone calcination, 40% to fuel combustionin the kiln, and the remaining 10% to manufacturing processes andproduct transportation [1]. After aluminium and steel, Portlandcement is among the most intense energy constructional materialused [2]. CO2 reduction by minimizing the use of Portland cementhas recently realized; the use of cementitious materials such as flyash (FA), silica fume (SF), ground granulated blast furnaceslag (GGBS) and metakaolin as partial replacements for cementwere efforts taken seriously by the cement industry to decreasecement consumption. Agro-industrial by-products such as ricehusk ash (RHA) and palm oil fuel ash (POFA) are available inabundance in the South-East Asia; countries like Indonesia,Thailand, Vietnam, Philippines and Malaysia produce these wasteby-products and many researchers focus on utilizing the above
products as cement replacement material. Waste from the palmoil industry is not limited to POFA, but includes empty fruitbunches (EFB), oil palm shells (OPS) and oil palm clinker [3–5].OPS has been used as lightweight coarse aggregate in the develop-ment of structural grade concrete [6,7]. POFA is produced by thepalm oil industry due to the burning of EFB, fibre and OPS as fuelto generate electricity and the waste, collected as ash, becomesPOFA. About 3 million tons of POFA was produced in Malaysia in2007 and 100,000 tons of POFA is produced annually in Thailand,and this production rate is likely to increase due to increasedplantation of palm oil trees [3,8,9]. POFA disposal problems causeenvironmental pollution and recent research on the use of silicarich POFA as cementitious material paves the way for the develop-ment of sustainable material. Global annual ash production isabout 500 million tons, consisting mainly, about 75–80%, of FA;environmental issues are due to disposal problems associated withFA which has led researchers to utilize it in the production ofPortland cement. Further, many researchers have focused theirattention on the use of FA as a source material for the developmentof cementless concrete, widely known as geopolymer concrete[10–12].
Fly ash is the most common source material for geopolymer be-cause it is available in abundance throughout the world. It alsocontains amorphous alumina silica. Malaysia uses coal for power

Fig. 1. Cumulative particle size distribution of POFA and Fly ash.
N. Ranjbar et al. / Materials and Design 59 (2014) 532–539 533
generation and that process consumes about 8 million tonnes ofcoal annually. However, in 2010, the Government of Malaysiadecided to increase the percentage of coal powered electricity byabout 40% from 28%, raising FA production [13]. The use of FA inthe development of geopolymer concrete could lead to sustainableconcrete. The introduction of geopolymer in 1978 by JosephDavidovits generated interest in the development of sustainablematerial through geopolymeric reaction of alkali activated solutionsuch as appropriate combinations of sodium hydroxide and so-dium silicate with rich sources of silica and alumina. A new inor-ganic environmentally friendly geopolymer binder, which is freeof Portland cement, has enhanced properties such as high earlystrength, durability against chemical attack, high surface hardness,and higher fire resistance [10,14,15].
Geopolymer synthesis requires an aluminosilicate source, alkalimetal hydroxide and/or alkali silicate material plus water to in-crease workability and to mediate the reaction. The accepted se-quence of geopolymerization shows it can partitioned intoapproximately two periods: I dissolution–hydrolysis, II hydroly-sis–polycondensation. However, these two steps probably occursimultaneously once the aluminosilicate material is mixed withthe activator solution. The first step in the reaction is the releaseof aluminate and silicate monomers by alkali attack on the solidaluminosilicate sources; this step is required for the conversionof solid particles to geopolymer gel. Hydrolysis reaction occurson the shell of the solid particles, exposing the smaller particleswhich are trapped inside the larger ones. This is followed by theformation of dissolved species that cross-link to form oligomers,which in turn produce sodium silicoaluminate [16]. The secondstage is reaction of the remaining particles and gel generation coin-cide with setting and hardening which is attributed to polyconden-sation and the formation of a three dimensional aluminosilicatenetwork [17]. In this stage, the silicon/aluminium (Si/Al) ratio ofthe main reaction product is increased [16]; the hardened alkali-activated aluminosilicate gels contain SiAOASi and SiAOAAlbonds in a highly cross-linked amorphous network [17]. Geopoly-mer structures can be defined in three types: poly (sialate)(ASiAOAAlAOA), poly (sialate–siloxo) (SiAOAAlAAOASiAO) andpoly (sialate–disiloxo) (SiAOAAlAOASiAOASiAO) based on thevalues of 2,4 and 6 of silica/alumina (SiO2/Al2O3) molar ratios,respectively [18]. Geopolymer setting (hardening) is believed tobe the result of hydrolysed aluminate and silicate specie polycon-densation. The composition of a typical geopolymer is generallyexpressed as nM2O�Al2O3�xSiO2�yH2O, where M is an alkali metal[19].
The availability of silica rich POFA and silica–alumina rich FApaves way for the use of these materials as geopolymer binders.Some research work has been done on the use of POFA and FA inconventional concrete to replace Portland cement [3,20–22]. Thereis very few literature available on the utilization of low aluminapozzolanic materials such as RHA and POFA in geopolymer con-crete or as a replacement in FA geopolymer concrete [23,24]. Re-cently, another by-product of oil palm industry, OPS, has beenused as lightweight coarse aggregate in the development of FAbased geopolymer concrete [25–27].
Research on the development of sustainable geopolymer bind-ers using local waste such as POFA, FA, RHA, and GGBS. is on therise. However, there is no literature available on the compressivestrength of POFA/FA using micro-structural analyses. In this inves-tigation, different contents of POFA were introduced into the FAbased geopolymer mortar. The variable, POFA content, varied from0% to 100% and its effect on the FA based geopolymer mortar wasstudied using X-ray diffraction (XRD), Fourier transform infrared(FTIR) and field emission scanning electron microscopy (FESEM).In addition, the bulk density of the mortar using Archimedes meth-od was also investigated and reported.
2. Specimen preparation and testing methods
2.1. Materials characterization
Raw POFA was obtained from the local palm oil industry andoven dried for 24 h; the POFA was then sieved in 300 lm sieveand the material which passed through the sieve was ground usingLos Angeles abrasion machine for 30,000 cycles.
Low calcium FA (class F) used in this research was supplied byLafarge Malayan Cement Bhd, Malaysia. The particle size distribu-tion test was performed by Mastersizers Malvern Instruments andthe result is shown in Fig. 1. The physical properties of both FA andPOFA are given in Table 1. The oxide composition of the materialsas determined by XRF using PANalytical Axios mAX instrument isprovided in Table 2. The Si to Al molar ratios for FA and POFA wererecorded as 4.07 and 34.03, respectively. FA and POFA morphologywas studied by means of FESEM (CARL ZEISS-AURIGA 60) and theimages of both source materials used in the preparation of geo-polymer mortar are shown in Fig. 2. Mining sand with a maximumparticle size of 1.19 mm was used as fine aggregate.
Sodium hydroxide (NaOH) and sodium silicate (Na2SiO3) solu-tion are widely recommended alkali activators. NaOH in a pelletform with a specific gravity and purity of 2.13 g/cm3 and 99%,respectively was used. The Na2SiO3 in liquid form with a densityof about 1.5 g/ml at 20 �C, a modulus ratio of 2.5 (SiO2/Na2O,SiO2 = 30% and Na2O = 12%) and specific gravity of 1.5 was usedalong with NaOH as alkali activator.
2.2. Specimen preparation and tests
The molarity of the NaOH and the ratio of Na2SiO3 to NaOHwere 16 and 2.5, respectively. The alkali activator solution was pre-pared by dissolving NaOH pellets in water and then adding theNa2SiO3 solution. The activator to binder ratio was kept at 0.5 forall the mixes. The mixture proportions of eight mixes are givenin Table 3. The variable studied in this investigation is the replace-ment of POFA by FA in increments ranging from 0% to 100%. Dry FA,POFA and mining sand were mixed in a cake mixer for about 2 minat a low rates of speed to blend the source materials and the sanduniformly. The alkali activator solution was then gradually addedinto the mix for about 7 min [11]. Additional water was added tothe mix simultaneously with the alkali activator to increase theworkability as well as homogeneity of the mortar. The mortarspecimens were cast in 50 mm cube steel moulds in three layersof equal height and compacted. The samples were vibrated to re-move entrained air and bubbles. Immediately after vibration, allsamples were covered and kept in the oven for hot curing for24 h at a temperature of 65 �C; the specimens were then takenout of the oven and kept in ambient condition with an average

Table 1Physical properties of POFA and Fly ash.
Materials Median particle size (lm) Specific gravity (g/cm3) BET (m2/g)
POFA 22.78 1.897 12.92FA 16.23 2.180 2.96
Table 2Chemical composition of POFA and Fly ash.
Composition POFA% FA%
SiO2 64.169 54.715K2O 8.250 1.003Fe2O3 6.333 5.149CaO 5.800 5.306P2O5 5.182 1.115MgO 4.874 1.103Al2O3 3.734 27.280SO3 0.719 1.008TiO2 0.187 1.817Na2O 0.184 0.434MnO 0.180 0.099CuO 0.078 0.010Rb2O 0.059 0.007ZnO 0.030 0.031Cr2O3 0.025 0.042SrO 0.020 0.361NiO 0.016 0.022ZrO2 0.009 0.162Y2O3 0.003 0.017LOI 16.3 6.8
534 N. Ranjbar et al. / Materials and Design 59 (2014) 532–539
temperature and humidity of 28 �C and 70%, respectively until test-ing day.
Based on other reports, the optimum geopolymer oven curingtemperature is between 60 and 65 �C in order to gain high earlystrength of fly ash geopolymers with acceptable physical andmechanical properties [28–31]. The selection of 65 �C is justifiedas the 50 mm cube with high surface to volume ratio is more sus-ceptible to curing heat and to moisture loss compared to that of
Fig. 2. FESEM images of (a) fly a
Table 3Mix proportion of specimens.
Mix order POFA:FA (%) SiO2/Al2O3 Na2O/SiO2
ET1 0:100 4.07 0.19ET2 5:95 4.28 0.19ET3 10:90 4.52 0.18ET4 15:85 4.78 0.18ET5 25:75 5.38 0.18ET6 50:50 7.68 0.17ET7 75:25 12.79 0.17ET8 100:0 34.03 0.17
larger specimens. This could result in the reduction in strengthfor curing at high temperature [28]. It has been reported previouslythat the temperature at which geopolymer samples are curedgreatly affects its final compressive strength [31,32].
A compressive strength test was done using ELE Auto Compres-sive Testing Machine at the rate of 0.9 kN/s in accordance withASTM: C109. The compressive strength of the specimens was testedafter 3, 7, 14, 21, 28 and 56 days. The bulk density of the mortarspecimens was measured using the Archimedes method at 28 days.Similarly, microstructure analysis using XRD, FESEM and FTIR(Perkin–Elmer System 2000 series spectrophotometer (U.S.A.))were conducted on the 28-day specimen.
3. Result and discussion
3.1. Pozzolanic particles
The XRF results as presented in Table 2 show that the majorpozzolanic components of SiO2 + Al2O3 + ferric oxide (Fe2O3) forPOFA and FA are 74.24% and 87.14%, respectively, hence satisfyingthe requirements of ASTM: C618-12a. Fig. 2 shows the micrographof the pristine POFA and FA; it can be seen that the FA consists of aseries of spherical vitreous particles of different sizes. While usu-ally hollow, some of these spheres might be almost intact or appearwithin other small size spheres in their interior [16,33]. The FESEMmorphology of the POFA powder suggests that the sample consistsof both agglomerated and angular particles. As shown in Table 1,the specific gravity of POFA is about 87% that of FA. TheBrunauer–Emmett–Teller (BET) surface area of the POFA and FAare 12.92 and 2.96 m2/g, respectively. The higher BET of POFA wouldlead to the requirement for additional water to achieve the samedegree of workability as that of FA based geopolymer mortar.
3.2. XRD analysis
Fig. 3 shows the XRD patterns of different compositions of FAand POFA based geopolymer mortars which were oven cured at
sh, and (b) POFA particles.
Na2O/Al2O3 POFA content (kg/m3) Additional water (g)
0.76 0 660.80 36 690.83 73 710.88 109 730.97 181 781.33 363 892.13 544 1005.47 725 111

Fig. 3. XRD patterns of different composition of FA–POFA based geopolymermortar.
N. Ranjbar et al. / Materials and Design 59 (2014) 532–539 535
65 �C for 24 h and kept in ambient condition until tested on day 28.The patterns show that FA based geopolymer mortar consists ofmain crystalline phases of quartz, mullite and goethite which orig-inated from FA as well as trace levels of albite which has been con-firmed and discussed by FTIR later on. However, thegeopolymerization of POFA with alkali activators produced quartz,albite and sodalite. The amorphous to partial crystalline phases areattributed to the reaction of the POFA, FA and alkali activators. Theincrease in the percentages of POFA in the FA based geopolymermortar and the resulting geopolymerization show the presence ofN–A–S–H phase, albite (NaAlSi3O8). This might be the result of Alspice deficiency in POFA which causes the replacement of mullitephase as seen in the FA based geopolymer mortar into albite phase.Comparison of the XRD patterns of the thermal and the ambientcured specimens of POFA and FA based geopolymer mortars atthe 28 day mark are shown in Figs. 4 and 5, respectively. It is seenfrom these figures that the thermal and ambient cured specimenpeaks show similar peak trend. Further, the chemical compositionof the specimens cured at 65 �C and ambient condition in differentcuring environments had no effect on the geopolymerization.
3.3. Density
Fig. 6 shows the 28-day density of the specimens measuredusing Archimedes’ method. The specimen density with POFAreplacement of 0%, 25%, 50%, 75% and 100% were measured and re-ported. Specimen density varies between 1671 and 1772 kg/m3,and specimen ET8 with 100% POFA produced the lowest density.
Fig. 4. XRD patterns of different ambient and the
The reduction in density of about 13.4% of ET8 compared to ET1which had no POFA content might be attributed to specific gravity,particle shape & size and water demand. In the case of POFA, par-ticles cannot easily roll over one another due its agglomerated andcrushed shape, increasing inter-particle friction. Thus, this illumi-nates the need for more evaporable water in mixes with high POFAcontent in order to obtain a workable mix. However, this additionalwater leads to more pores, which reduces density. As seen inTable 3, the additional water required by mix ET8 to achieve aworkable mix was higher than other mixes. Similar findings onthe requirement for more water to achieve workable mixes withPOFA as replacement material for OPC have been reported[34,35]. In contrast, the spherical shaped FA particles reduce thefriction between the binder and fine aggregate resulting in an in-crease in workability of fresh mortar [36]. The spherical shape alsominimizes the particle’s surface to volume ratio, resulting in lowfluid demand. The most common reason for poor workability isthat the addition of a fine powder increases demand for water asthe surface area has increased [37]. A higher packing density wasobtained with spherical particles compared to crushed particlesin a wet state, resulting in lower water retention in the sphericalcase and a subsequently lower water demand for specific workabil-ity’s [38]. The specific gravity of POFA is about 94% that of FA andhence the use of a higher dosage of POFA decreases specimen den-sity. In addition, the relatively smaller size of spherical FA particlesfills the voids and makes for denser packing. In the cases of speci-mens containing POFA and FA, increase in POFA content shows anapproximately linear decrease in the specimen density.
3.4. Field emission scanning electron microscopic analysis
FESEM micrographs of specimens ET1, ET5, ET7 and ET8 curedat a temperature of 65 �C for 24 h and kept in ambient conditionfor 28 days are shown in Fig. 7a–h. Two different magnificationsof FESEM micrographs are shown for each specimen. Fig. 7a showsthe micrograph of a specimen with 100% fly ash mortar (ET1). Themicrograph indicates that there is a strong bond between the unre-acted or partially reacted fly ash and polymerized binder with nocracks detected along the interface. Some small fly ash particleswhich have reacted with the alkali activator solution are observedto co-exist with part of the remaining unreacted spheres and evenwith some other particles partially covered with reaction products;the Si content in the binder particles are substantially higher thanthat of the geopolymer gel [16] and these unreacted/partially re-acted particles will react slower. The micrographs of mortar spec-imens ET5 and ET7, which consist of 25% and 75% POFA,respectively, show bonding similarities. Mortar specimens ET1and ET5 which consist predominantly of FA show the presence of
rmal cured POFA based geopolymer mortar.

Fig. 5. XRD patterns of different ambient and thermal cured FA based geopolymer mortar.
Fig. 6. Density of the geopolymer mortars.
536 N. Ranjbar et al. / Materials and Design 59 (2014) 532–539
a congested bulk of nanofibers produced on the surface of unre-acted fly ash particles as seen in Fig. 7a, b and d. Previous studyshowed that hydrolysis reactions occur on the surface of the solidparticles [17]. Fly ash is known to contain a significant proportionof particles with hollow spheres. When these hollow spherical par-ticles are partially dissolved they create porosity in the matrix con-taining highly dispersed small sized pores. These un-reactedparticles were found in hollow cavities as seen in Fig. 7a–d [33].Increasing percentages of POFA change the microstructure ofPOFA/FA based geopolymer mortar. The FESEM results of sampleET7 shows unreacted fly ash particles appeared in the porous form(Fig. 7f). The microstructure of mortar ET8 which contains onlyPOFA (Fig. 7g and h) illustrate the porous structure of POFA parti-cles as well as increased dispersion of unreacted or partially re-acted particles. The unreacted POFA particles have ability to trapair because of its inherent crumbled shape as can be clearly ob-served in Fig. 3b. The density results also confirm the effect of por-ous POFA as it produced lower density compared to the compactimage of FA based specimen ET1.
3.5. Fourier transform infrared spectra analysis
Fig. 8 shows the Fourier transform infrared spectra with the ma-jor bands at approximately 2300, 2110, 1450, 990, 845, 670 cm�1
and 445 for geopolymer specimen with 100% POFA (ET8) and1450, 990, 670 and 445 cm�1 for the fly ash based one (ET1). Thedistinct intensity band at 445 cm�1 is associated with the SiAOASibending vibration and another intense band at 990 cm�1 is associ-ated with the SiAOASi and SiAOAAl asymmetric stretching vibra-tion for all of the materials [39,40]. It is notable that with increasesin the POFA/FA ratio, the band at the bond around 990 cm cm�1 de-creased. The intensity variation of this band is indicative of the var-iation of a mean chain length of aluminosilicate polymers. A weakband at about 845 cm cm�1 was observed for POFA/FA based
geopolymer mortar; its growth has been observed as the POFA con-tent is increased (ET5, ET7 & ET8) and for the mortar without POFA,the FTIR graph shows no evidence of this weak band. This band isassigned to the bending vibration of the SiAOH [41]. According toprevious literature, the presence of SiAOH will decrease the degreeof matrix condensation and is responsible for low mechanicalproperties. The band at about 760–770 cm�1 is characterized asthe crystalline phase of quartz in all the samples. Consequently,other spectra bands at about 1450 cm�1 appear in all the geopoly-mer specimens. This band is assigned to carbonate asymmetricstretching, which suggests the presence of sodium carbonate dueto the atmospheric carbonation of alkaline activation media. InNaOH rich geopolymer, common atmospheric carbonation is re-vealed for OACAO stretching vibration [40]. The small band ataround 670 cm�1 represents the functional group of AlO2 [42].The bands at 560 cm�1 indicate the presence of Al in octahedralcoordination [13,43]. The band 2100 cm�1 is attributed to physi-cally absorbed CO and H bonded CO. The band at approximately2300 cm�1 is assigned to C„N [44]. The intensity bands 2100and 2300 cm�1 are increased by increments in the POFA/FA ratioand these bands are observable in zeolite structures.
3.6. Compressive strength
Fig. 9 shows the compressive strength of the hardened geopoly-mer specimens. As can be seen the FA based geopolymer mortargains about 70% and 98% of its 28-day compressive strength atthe 3 and 7 days, respectively. After 7 days, there is no tangiblestrength gain in the ET1 mix. The high initial strength might beattributed to low SiO2/Al2O3 in this geopolymeric system. The exis-tence of relatively lower Si component in ET1 to ET5 mixes withSiO2/Al2O3 = 4.07–5.38, make it possible that more ALðOHÞ�4
4 spe-cies were available for condensation in these materials at earlystages. Further, the Al component tends to dissolve easier thanthe silicon components, and this enables a higher rate of condensa-tion between silicate and aluminate species than the condensationbetween just silicate species [45], resulting in high initial compres-sive strength. However, initial SiO2/Al2O3 ratio will not be constantthroughout the geopolymerization process. The SiO2/Al2O3 in-creases during different stages of geopolymerization [16]. Changesin the Si/Al ratio in the original particles, the reactive ones, and thereacted product during the reaction process affects the trend ofcompressive strength development [46]. Fig. 9 shows that geopoly-merization was almost complete after 7 days and the strength gainbeyond this period was found insignificant.
The strength development of the POFA based mortars can beseen from the ET6–ET8 curves. In contrast to the FA based mortars,
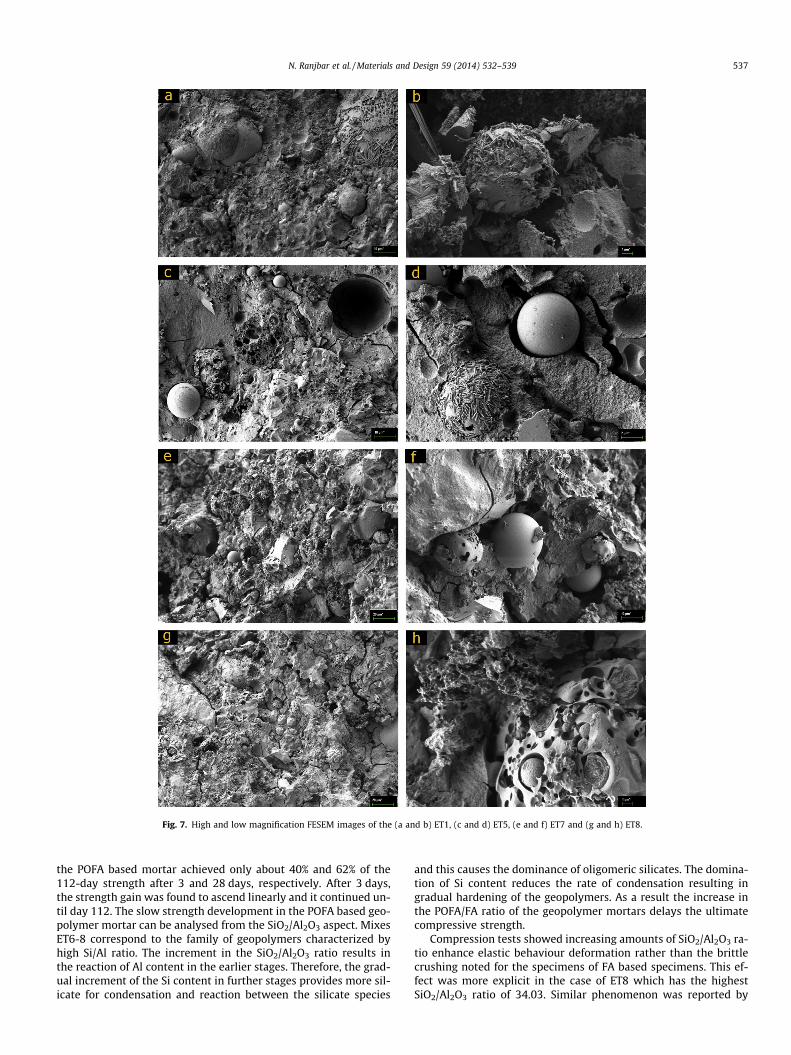
Fig. 7. High and low magnification FESEM images of the (a and b) ET1, (c and d) ET5, (e and f) ET7 and (g and h) ET8.
N. Ranjbar et al. / Materials and Design 59 (2014) 532–539 537
the POFA based mortar achieved only about 40% and 62% of the112-day strength after 3 and 28 days, respectively. After 3 days,the strength gain was found to ascend linearly and it continued un-til day 112. The slow strength development in the POFA based geo-polymer mortar can be analysed from the SiO2/Al2O3 aspect. MixesET6-8 correspond to the family of geopolymers characterized byhigh Si/Al ratio. The increment in the SiO2/Al2O3 ratio results inthe reaction of Al content in the earlier stages. Therefore, the grad-ual increment of the Si content in further stages provides more sil-icate for condensation and reaction between the silicate species
and this causes the dominance of oligomeric silicates. The domina-tion of Si content reduces the rate of condensation resulting ingradual hardening of the geopolymers. As a result the increase inthe POFA/FA ratio of the geopolymer mortars delays the ultimatecompressive strength.
Compression tests showed increasing amounts of SiO2/Al2O3 ra-tio enhance elastic behaviour deformation rather than the brittlecrushing noted for the specimens of FA based specimens. This ef-fect was more explicit in the case of ET8 which has the highestSiO2/Al2O3 ratio of 34.03. Similar phenomenon was reported by

Fig. 8. Fourier transform infrared spectra of POFA–FA base geopolymer.
Fig. 9. Compressive strength of the geopolymer samples.
538 N. Ranjbar et al. / Materials and Design 59 (2014) 532–539
Fletcher et al. [47] where they found that the high silica content inthe aluminosilicate geopolymers increased the elasticity [47].
4. Conclusions
In this investigation, eight geopolymer mortars mixtures incor-porating sustainable binders such as FA and POFA were prepared.The tests included microstructural analysis of XRF, XRD, FESEMand FTIR to study the feasibility of replacement of POFA in FAbased geopolymer mortar. The compressive strength of the mor-tars was investigated for a period of 112 days. Based on the testsconducted, the following conclusions were drawn:
The shape, particle size and surface area of POFA and FAparticles affect the hardened mechanical properties of geopolymermortar. The POFA particles with higher BET and crumpled shapeincreased the water demand to produce a workable geopolymer,while spherical FA particles enable workable mix with reducedamounts of water. Consequently, the increase in the evaporablewater in POFA based geopolymer resulted in slightly more porousmaterial. The low specific gravity of the POFA along with its inher-ent raw material density and shape are capable of trapping air,resulting in a porous geopolymer mortar with about 6% lessdensity compared to FA based mortar.
The increase in the POFA/FA percentage ratios result in in-creases in the SiO2/Al2O3 ratios. High SiO2/Al2O3 cause the reactionof aluminate species in the early stages and there is a scarcity of Alspecies for further reactions at later stages. Hence it can be con-cluded that geopolymerization is dominated by the reaction andcondensation of silicate species leading to gradual strength gainsat later stages. In addition, continuous development of the com-pressive strength of POFA based geopolymer mortar between 28and 112 days is about 38%, which contrasts with the FA based mor-tars which gained 97% of their ultimate compressive strength byday 7. The increase of POFA content which resulted in high SiO2/Al2O3 up to about 34 and the elastic behaviour of compression fail-ure was observed to be elastic in the POFA based cube specimenscompared to brittle failure of FA based geopolymer specimens.
However, due to high silica content of POFA, it is worth investi-gating the properties of POFA based geopolymer as a high temper-ature resistant material. Hence, an independent study has beenconducted to address POFA based geopolymer properties at ele-vated temperatures.
Acknowledgement
This research work is funded by University of Malaya under theresearch fund: High Impact Research Grant (HIRG) No. UM.C/625/1/HIR/093 (Synthesis of novel geopolymer oil palm shell light-weight concrete).
References
[1] Bosoaga A, Masek O, Oakey JE. CO2 capture technologies for cement industry.Energy Procedia 2009;1:133–40.
[2] Temuujin J, Van Riessen A. Effect of fly ash preliminary calcination on theproperties of geopolymer. J Hazard Mater 2009;164:634–9.
[3] Tangchirapat W, Saeting T, Jaturapitakkul C, Kiattikomol K, Siripanichgorn A.Use of waste ash from palm oil industry in concrete. Waste Manage2007;27:81–8.
[4] Jumaat MZ, Johnson Alengaram U, Mahmud H. Shear strength of oil palm shellfoamed concrete beams. Mater Des 2009;30:2227–36.
[5] Mannan M, Ganapathy C. Concrete from an agricultural waste-oil palm shell(OPS). Build Environ 2004;39:441–8.
[6] Yap SP, Johnson Alengaram U, Jumaat MZ. Enhancement of mechanicalproperties in polypropylene-and nylon-fibre reinforced oil palm shellconcrete. Mater Des 2013.
[7] Alengaram UJ, Muhit BAA, Jumaat MZb. Utilization of oil palm kernel shell aslightweight aggregate in concrete – a review. Constr Build Mater2013;38:161–72.
[8] Chindaprasirt P, Homwuttiwong S, Jaturapitakkul C. Strength and waterpermeability of concrete containing palm oil fuel ash and rice husk–barkash. Constr Build Mater 2007;21:1492–9.
[9] Johari M, Zeyad A, Muhamad Bunnori N, Ariffin K. Engineering and transportproperties of high-strength green concrete containing high volume of ultrafinepalm oil fuel ash. Constr Build Mater 2012;30:281–8.
[10] Bakharev T. Geopolymeric materials prepared using Class F fly ash andelevated temperature curing. Cem Concr Res 2005;35:1224–32.
[11] Benny Joseph GM. Influence of aggregate content on the behavior of fly ashbased geopolymer concrete. Sci Iran 2012.
[12] Ahmaruzzaman M. A review on the utilization of fly ash. Prog Energy CombustSci 2010;36:327–63.
[13] Palomo A, Grutzeck M, Blanco M. Alkali-activated fly ashes: a cement for thefuture. Cem Concr Res 1999;29:1323–9.
[14] Davidovits J. Geopolymer chemistry and applications. Saint-Quentin,France: Institut Geopolymere; 2008.
[15] Sakulich AR. Reinforced geopolymer composites for enhanced materialgreenness and durability. Sustainable Cities Soc 2011;1:195–210.
[16] Fernández-Jiménez A, Palomo A, Criado M. Microstructure development ofalkali-activated fly ash cement: a descriptive model. Cem Concr Res2005;35:1204–9.
[17] Ailar Hajimohammadi JLPaJSJvD. Effect of alumina release rate on themechanism of geopolymer gel formation. J Am Chem Soc 2010;22.
[18] Muzek MN, Zelic J, Jozic D. Microstructural characteristics of geopolymersbased on alkali-activated fly ash. Chem Biochem Eng Q 2012;26:89–95.
[19] Davidovits J. Properties of geopolymer cements. In: First internationalconference on alkaline cements and concretes; 1994. p. 131–149.
[20] Proske T, Hainer S, Rezvani M, Graubner C-A. Eco-friendly concretes withreduced water and cement contents—mix design principles and laboratorytests. Cem Concr Res 2013;51:38–46.

N. Ranjbar et al. / Materials and Design 59 (2014) 532–539 539
[21] Aldahdooh M, Muhamad Bunnori N, Megat Johari M. Influence of palm oil fuelash on ultimate flexural and uniaxial tensile strength of green ultra-highperformance fiber reinforced cementitious composites. Mater Des 2013.
[22] Tangchirapat W, Khamklai S, Jaturapitakkul C. Use of ground palm oil fuel ashto improve strength, sulfate resistance, and water permeability of concretecontaining high amount of recycled concrete aggregates. Mater Des2012;41:150–7.
[23] Nazari A, Bagheri A, Riahi S. Properties of geopolymer with seeded fly ash andrice husk bark ash. Mater Sci Eng A – Struct Mater Prop Microstruct Process2011;528:7395–401.
[24] He J, Jie Y, Zhang J, Yu Y, Zhang G. Synthesis and characterization of redmud and rice husk ash-based geopolymer composites. Cem Concr Compos2012.
[25] Kupaei RH, Alengaram UJ, Jumaat MZB, Nikraz H. Mix design for fly ash basedoil palm shell geopolymer lightweight concrete. Constr Build Mater2013;43:490–6.
[26] Ariffin M, Bhutta M, Hussin M, Mohd Tahir M, Aziah N. Sulfuric acid resistanceof blended ash geopolymer concrete. Constr Build Mater 2013;43:80–6.
[27] Yusuf MO, Johari MAM, Ahmad ZA, Maslehuddin M. Evolution of alkalineactivated ground blast furnace–ultrafine palm oil fuel ash based concrete.Mater Des 2013.
[28] Chindaprasirt P, Chareerat T, Sirivivatnanon V. Workability and strength ofcoarse high calcium fly ash geopolymer. Cem Concr Res 2007;29:224–9.
[29] Chindaprasirt P, Rattanasak U, Taebuanhuad S. Role of microwave radiation incuring the fly ash geopolymer. Adv Powder Technol 2013;24:703–7.
[30] Swanepoel J, Strydom C. Utilisation of fly ash in a geopolymeric material. ApplGeochem 2002;17:1143–8.
[31] Hardjito D, Wallah SE, Sumajouw DM, Rangan BV. On the development of flyash-based geopolymer concrete. ACI Mater J 2004;101:467–72.
[32] van Jaarsveld JGS, van Deventer JSJ, Lukey GC. The effect of composition andtemperature on the properties of fly ash- and kaolinite-based geopolymers.Chem Eng J 2002;89:63–73.
[33] Kong DL, Sanjayan JG, Sagoe-Crentsil K. Comparative performance ofgeopolymers made with metakaolin and fly ash after exposure to elevatedtemperatures. Cem Concr Res 2007;37:1583–9.
[34] Awal A, Shehu I. Evaluation of heat of hydration of concrete containing highvolume palm oil fuel ash. Fuel 2012.
[35] Safiuddin M, Abdus Salam M, Jumaat MZ. Utilization of palm oil fuel ash inconcrete: a review. J Civ Eng Manage 2011;17:234–47.
[36] Sata V, Jaturapitakkul C, Kiattikomol K. Influence of pozzolan from various by-product materials on mechanical properties of high-strength concrete. ConstrBuild Mater 2007;21:1589–98.
[37] Ferraris CF, Obla KH, Hill R. The influence of mineral admixtures on therheology of cement paste and concrete. Cem Concr Res 2001;31:245–55.
[38] Sakai E, Hoshino S, Ohba Y, Daimon M. The fluidity of cement paste withvarious types of inorganic powders. In: Proc of the 10th int’l cong. on thechemistry of cement, vol. 2. Gothenburg, Sweden; 1997.
[39] Somna K, Jaturapitakkul C, Kajitvichyanukul P, Chindaprasirt P. NaOH-activated ground fly ash geopolymer cured at ambient temperature. Fuel2011;90:2118–24.
[40] Lee W, Van Deventer J. The effects of inorganic salt contamination on thestrength and durability of geopolymers. Colloid Surf A – Physicochem Eng Asp2002;211:115–26.
[41] Yunsheng Z, Wei S, Zongjin L. Composition design and microstructuralcharacterization of calcined kaolin-based geopolymer cement. Appl Clay Sci2010;47:271–5.
[42] Komnitsas K, Zaharaki D, Perdikatsis V. Geopolymerisation of low calciumferronickel slags. J Mater Sci 2007;42:3073–82.
[43] Li Q, Xu H, Li F, Li P, Shen L, Zhai J. Synthesis of geopolymer composites fromblends of CFBC fly and bottom ashes. Fuel 2012;97:366–72.
[44] Chakarova K, Hadjiivanov K. Problems in the IR measuring the acidity ofzeolite bridging hydroxyls by low-temperature CO adsorption. Chem Commun2011;47:1878–80.
[45] Silva PD, Sagoe-Crenstil K, Sirivivatnanon V. Kinetics of geopolymerization:role of Al2O3 and SiO2. Cem Concr Res 2007;37:512–8.
[46] Guo X, Shi H, Dick WA. Compressive strength and microstructuralcharacteristics of class C fly ash geopolymer. Cem Concr Compos 2010;32:142–7.
[47] Fletcher RA, MacKenzie KJ, Nicholson CL, Shimada S. The composition range ofaluminosilicate geopolymers. J Eur Ceram Soc 2005;25:1471–7.