materials and design - download.xuebalib.comdownload.xuebalib.com/xuebalib.com.39647.pdf ·...
TRANSCRIPT

Materials and Design 30 (2009) 2685–2692
Contents lists available at ScienceDirect
Materials and Design
journal homepage: www.elsevier .com/locate /matdes
Technical Report
Evolution of precipitation during different homogenization treatmentsin a 3003 aluminum alloy
Hsin-Wen Huang *, Bin-Lung OuDepartment of Mechanical Engineering, National Central University, Chung-Li 320, Taiwan, ROC
a r t i c l e i n f o a b s t r a c t
Article history:Received 28 March 2008Accepted 8 October 2008Available online 1 November 2008
0261-3069/$ - see front matter � 2008 Elsevier Ltd. Adoi:10.1016/j.matdes.2008.10.012
* Corresponding author. Tel.: +886 2 86852310; m+886 2 86852312.
E-mail address: [email protected] (H.-W. H
The evolution of the precipitation of second phase particles dispersed in a DC cast 3003 aluminum alloyduring different homogenization treatments was investigated. Eight kinds of homogenization conditionswere designed. We conclude that the evolution of precipitated dispersed particles during homogenizationis controlled by nucleation, growth, Ostwald ripening process and hetero-precipitation. Nucleation of theparticles would occur first during the initial phase of homogenization. They would then undergo a processof growth, dissolution and coarsening, before reaching the final state of precipitation. Two-color particlesusually appear at step-homogenization, which has a lower later temperature, 600 �C � 9 h ? 460 �C � 3 h,due to a hetero-precipitation behavior.
� 2008 Elsevier Ltd. All rights reserved.
1. Introduction
The 3003 aluminum alloy which contains Mn, Fe and Si as alloy-ing elements is widely used in the container, packaging, and auto-mobile industry, because of its excellent specific strength,corrosion resistance and formability. During solidification, mostof the Mn atoms can be solid-dissolved in the aluminum matrix,which results in a supersaturated solid solution. This supersatu-rated solid solution decomposes via the precipitation of dispersedparticles during the homogenization treatment prior to hot rollingor extrusion. Therefore, controlling the size, density and distribu-tion of the precipitated particles, as well as quantity of Mn atomsin the solid solution during homogenization are very important.
The influence of dispersed particles on recrystallization, and thetexture and mechanical properties of wrought aluminum have of-ten been investigated [1–5]. It has been found that gray Al6(Mn,Fe)particles tend to precipitate during low-temperature homogeniza-tion, while black a-Al12(Mn,Fe)3Si particles tend to precipitate athigh temperature. Increasing the temperature or extending theduration of the homogenization treatment causes some of thegray Al6(Mn,Fe) particles to redissolve and transform into a-Al12(Mn,Fe)3Si particles. Many studies detailing such homogeniza-tion treatments have already been published [6–8]. The extent andnature of the transformation behavior have also been examinedclosely [9–12]. Most of the published research has focused on therolling of the 3000-series aluminum alloy, a process widely usedto make beverage containers [13–16]. Some studies have also dis-cussed the feasibility of precipitation hardening by heat treatment
ll rights reserved.
obile: +886 988102580; fax:
uang).
[17,18]. Some studies about the crystal structure or phase proper-ties of the dispersed particles have also been published [19–21].Cubic a-Al12(Mn,Fe)3Si, which is considered to be incoherent withthe matrix, is a very important phase in 3000-series aluminum al-loys [19]. The heating of a 3003 aluminum alloy at 300 �C for 1week causes the precipitation of coherent, while 350 �C for 16 hcauses the precipitation of semi-coherent metastable phases inthe alloy [20]. The decomposition of a supersaturated 3003 alumi-num alloy solid solution can be started by precipitation of dis-persed particles at about 300 �C. At this early stage some of thedispersed particles show icosahedral quasicrystal phases. Whenheated to a higher temperature, most of dispersed particles arefound to consist of the simple-cubic a-Al(Mn,Fe)Si phase and theyare coherent or semi-coherent with the aluminum matrix [21].
All of the investigations described above were done to improveproperties of the products which are manufactured via the thermo-mechanical treatment (TMT) process. Controlling the state of pre-cipitation after homogenization is very important. To find the bestalternative we devised eight kinds of homogenization treatmentconditions, then we investigated their influence on the evolutionof precipitated dispersed particles, and we examined the extrusionformability of the homogenized ingots.
2. Experimental procedure
A JIS A 3003 alloy was used. The composition of the studied in-gots was presented in Table 1. The eight ingot homogenizationconditions were: condition (A) 400 �C � 18 h; condition (B)460 �C � 9 h; condition (C) 600 �C � 9 h; condition (D)630 �C � 9 h; condition (E) 600 �C � 9 h + Step460 �C � 3 h; condi-tion (F) 460 �C � 1 h + Step600 �C � 9 h; condition (G) 400 �C �18 h + Step600 �C � 3 h; condition (H) 400 �C � 18 h +
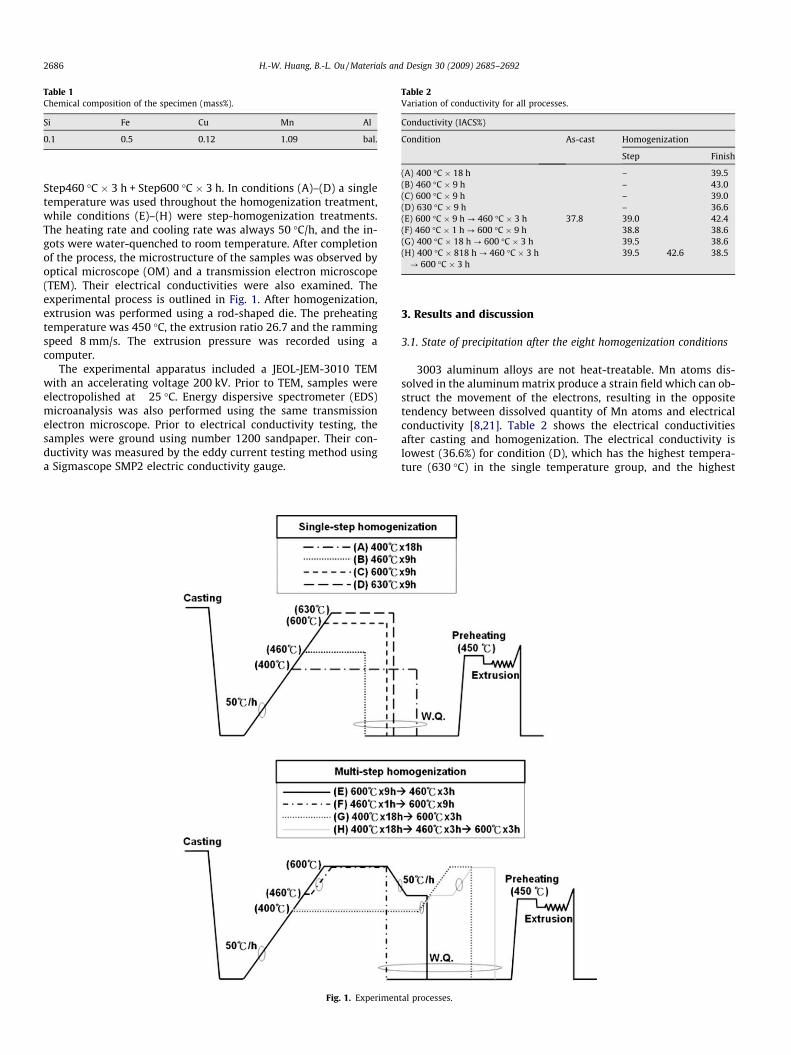
Table 2Variation of conductivity for all processes.
Conductivity (IACS%)
Condition As-cast Homogenization
Step Finish
(A) 400 �C � 18 h – 39.5(B) 460 �C � 9 h – 43.0(C) 600 �C � 9 h – 39.0(D) 630 �C � 9 h – 36.6(E) 600 �C � 9 h ? 460 �C � 3 h 37.8 39.0 42.4(F) 460 �C � 1 h ? 600 �C � 9 h 38.8 38.6(G) 400 �C � 18 h ? 600 �C � 3 h 39.5 38.6(H) 400 �C � 818 h ? 460 �C � 3 h 39.5 42.6 38.5? 600 �C � 3 h
Table 1Chemical composition of the specimen (mass%).
Si Fe Cu Mn Al
0.1 0.5 0.12 1.09 bal.
2686 H.-W. Huang, B.-L. Ou / Materials and Design 30 (2009) 2685–2692
Step460 �C � 3 h + Step600 �C � 3 h. In conditions (A)–(D) a singletemperature was used throughout the homogenization treatment,while conditions (E)–(H) were step-homogenization treatments.The heating rate and cooling rate was always 50 �C/h, and the in-gots were water-quenched to room temperature. After completionof the process, the microstructure of the samples was observed byoptical microscope (OM) and a transmission electron microscope(TEM). Their electrical conductivities were also examined. Theexperimental process is outlined in Fig. 1. After homogenization,extrusion was performed using a rod-shaped die. The preheatingtemperature was 450 �C, the extrusion ratio 26.7 and the rammingspeed 8 mm/s. The extrusion pressure was recorded using acomputer.
The experimental apparatus included a JEOL-JEM-3010 TEMwith an accelerating voltage 200 kV. Prior to TEM, samples wereelectropolished at �25 �C. Energy dispersive spectrometer (EDS)microanalysis was also performed using the same transmissionelectron microscope. Prior to electrical conductivity testing, thesamples were ground using number 1200 sandpaper. Their con-ductivity was measured by the eddy current testing method usinga Sigmascope SMP2 electric conductivity gauge.
Fig. 1. Experimen
3. Results and discussion
3.1. State of precipitation after the eight homogenization conditions
3003 aluminum alloys are not heat-treatable. Mn atoms dis-solved in the aluminum matrix produce a strain field which can ob-struct the movement of the electrons, resulting in the oppositetendency between dissolved quantity of Mn atoms and electricalconductivity [8,21]. Table 2 shows the electrical conductivitiesafter casting and homogenization. The electrical conductivity islowest (36.6%) for condition (D), which has the highest tempera-ture (630 �C) in the single temperature group, and the highest
tal processes.

Fig. 2. Optical images of the microstructure of the precipitates after the various homogenization treatments: (a) 400 �C � 18 h; (b) 460 �C � 9 h; (c) 600 �C � 9 h; (d)630 �C � 9 h.
H.-W. Huang, B.-L. Ou / Materials and Design 30 (2009) 2685–2692 2687
quantity of solution. This is even lower than the observation(37.8%) after casting. That is caused by the redissolution of dis-persed particles precipitated during the cooling process of DC cast-ing. The highest electrical conductivity (43.0%) appears forcondition (B) rather than for the lowest temperature condition(A). This phenomenon occurs because at 400 �C the diffusion rateof the Mn atoms is too slow to allow satisfying precipitation. Evenafter a treatment time of 18 h, the quantity of solution for condi-tion (A) is still higher than that under condition (B) (460 �C �9 h). Consequently, the quantity of precipitation is larger for a low-er homogenization temperature with sufficiently long homogeni-zation duration. In step-homogenization, regardless of whetherthe quantity of precipitation during the preceding step is large ornot, the solution quantity is determined by the temperature ofthe last step. When this temperature is lower than the precedingone, as for condition (E), precipitation recurs in the last step; onthe other hand, for conditions (F) and (G), redissolution may occurin the last step. However, for condition (H), which is a three-stephomogenization treatment, although the temperature of the sec-ond step (460 �C) is higher than that of the first step (400 �C), pre-cipitation still occurs during the second step (460 �C � 3 h)(conductivity: 39.5% ? 42.6%). This is due to the incomplete pre-cipitation during the first step caused by the extremely slow diffu-sion rate of the Mn atoms.
OM images of the precipitation after various homogenizationtreatments are presented in Fig. 2. The density is approximatelythe same for conditions with the 600 �C step, such as (C) and(E)–(H), so to save space, only one OM image is shown in Fig. 2c.In the single temperature group, the density of the dispersed par-ticles becomes finer with decreasing temperature. The finest pre-cipitation appears for condition (A) (400 �C) and the largestquantity of precipitation with the highest conductivity appearsfor condition (B). The most nuclei are produced and the insuffi-ciency of the diffusion rate of the dissolved atoms is verified.Fig. 3 shows TEM images of precipitates in the samples for allhomogenization conditions. The lower temperature conditions,such as 400 �C and 460 �C, are characterized by the precipitationof black and gray dispersed particles of various sizes and complexshapes. The finest precipitation of abundant gray particles can be
seen in Fig. 3A, for 400 �C � 18 h. For the condition (C), with thehigher temperature (600 �C), black dispersed particles of similarsize and spheroidal in shape tend to be precipitated. The fact thatalmost no precipitation occurs for condition (D) also correspondswith its highest quantity of solution. Step-homogenization tendsto yield dispersed particles having all of the characteristics ob-served for both the high and low-temperature homogenizationconditions. The lower last temperature of condition (E) causesthe heterogeneous precipitation on dispersed particles precipitatedat the higher initial temperature 600 �C. As a consequence, the pre-cipitation density is approximately the same as for condition (C).For conditions where the last temperature is higher, the densityis slightly higher than for conditions (C) and (E). This is especiallytrue for conditions (G) and (H) which both have an initial step of400 �C � 18 h. However, the slight difference in density betweenconditions (C) and (E)–(H) could not be observed by OM. The re-sults of conductivity testing also indicate that a redissolutionbehavior may make the density decrease to the degree of 600 �Cduring the last 600 �C step. Fig. 4 presents the EDS analysis of dis-persed particles. The results may refer to gray precipitates, consist-ing of relatively unstable Al6(Mn,Fe) particles and relatively stableblack a-Al12(Mn,Fe)3Si particles. These are consistent with the re-sults in the literature [6–9]. The unstable gray Al6(Mn,Fe) particlesmay redissolve into the aluminum matrix via an Ostwald ripeningmechanism [22,23], to advance the growth and the spheroidizationof the stable black a-Al12(Mn,Fe)3Si particles.
3.2. Evolution of dispersed particles during homogenization treatment
Figs. 5–7 show TEM images of the evolution of the precipitateddispersed particles. The shapes of particles can be categorizedroughly as circular, long bars and deformed. The evolution of pre-cipitated dispersed particles under conditions (G) and (H) (whichhave the same first step of 400 �C � 18 h) is shown in Fig. 5. The firststep is characterized by the precipitation of abundant grayAl6(Mn,Fe) particles and a few black a-phases. Their shapes includeall of the particle categorizations. The length of the larger gray orblack particles is over 500 nm. The decrease in particle densityand conductivity during the subsequent step (600 �C � 3 h) of con-
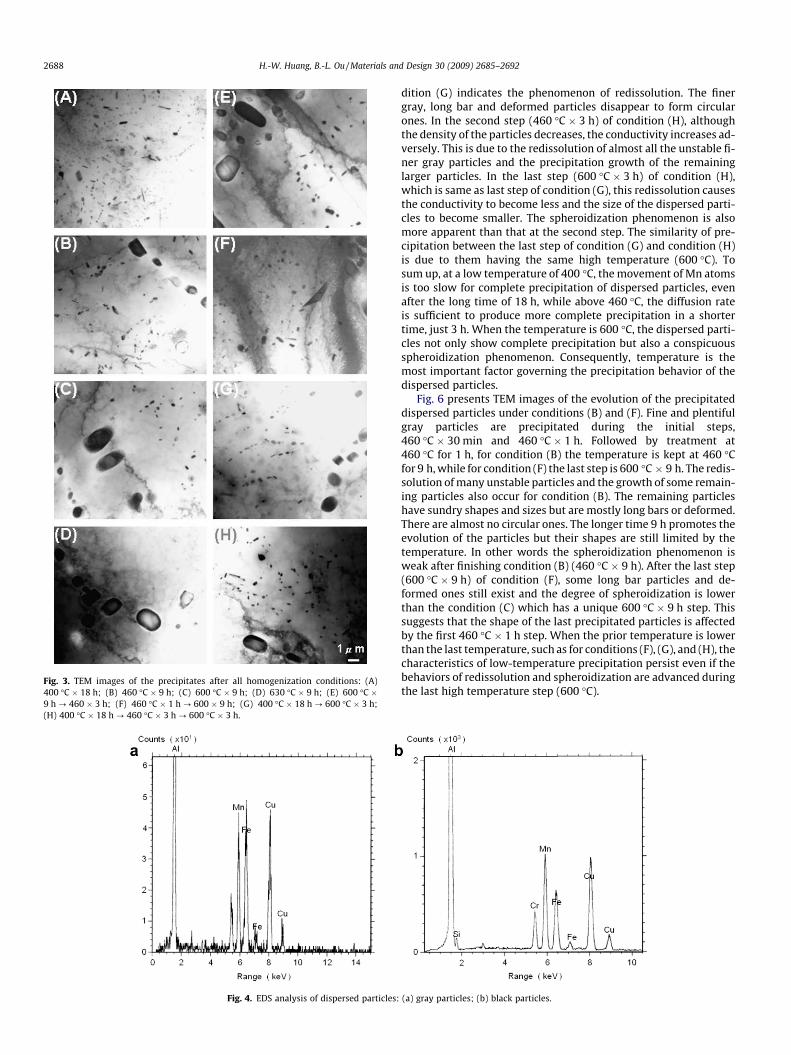
Fig. 3. TEM images of the precipitates after all homogenization conditions: (A)400 �C � 18 h; (B) 460 �C � 9 h; (C) 600 �C � 9 h; (D) 630 �C � 9 h; (E) 600 �C �9 h ? 460 � 3 h; (F) 460 �C � 1 h ? 600 � 9 h; (G) 400 �C � 18 h ? 600 �C � 3 h;(H) 400 �C � 18 h ? 460 �C � 3 h ? 600 �C � 3 h.
Fig. 4. EDS analysis of dispersed particles:
2688 H.-W. Huang, B.-L. Ou / Materials and Design 30 (2009) 2685–2692
dition (G) indicates the phenomenon of redissolution. The finergray, long bar and deformed particles disappear to form circularones. In the second step (460 �C � 3 h) of condition (H), althoughthe density of the particles decreases, the conductivity increases ad-versely. This is due to the redissolution of almost all the unstable fi-ner gray particles and the precipitation growth of the remaininglarger particles. In the last step (600 �C � 3 h) of condition (H),which is same as last step of condition (G), this redissolution causesthe conductivity to become less and the size of the dispersed parti-cles to become smaller. The spheroidization phenomenon is alsomore apparent than that at the second step. The similarity of pre-cipitation between the last step of condition (G) and condition (H)is due to them having the same high temperature (600 �C). Tosum up, at a low temperature of 400 �C, the movement of Mn atomsis too slow for complete precipitation of dispersed particles, evenafter the long time of 18 h, while above 460 �C, the diffusion rateis sufficient to produce more complete precipitation in a shortertime, just 3 h. When the temperature is 600 �C, the dispersed parti-cles not only show complete precipitation but also a conspicuousspheroidization phenomenon. Consequently, temperature is themost important factor governing the precipitation behavior of thedispersed particles.
Fig. 6 presents TEM images of the evolution of the precipitateddispersed particles under conditions (B) and (F). Fine and plentifulgray particles are precipitated during the initial steps,460 �C � 30 min and 460 �C � 1 h. Followed by treatment at460 �C for 1 h, for condition (B) the temperature is kept at 460 �Cfor 9 h, while for condition (F) the last step is 600 �C � 9 h. The redis-solution of many unstable particles and the growth of some remain-ing particles also occur for condition (B). The remaining particleshave sundry shapes and sizes but are mostly long bars or deformed.There are almost no circular ones. The longer time 9 h promotes theevolution of the particles but their shapes are still limited by thetemperature. In other words the spheroidization phenomenon isweak after finishing condition (B) (460 �C � 9 h). After the last step(600 �C � 9 h) of condition (F), some long bar particles and de-formed ones still exist and the degree of spheroidization is lowerthan the condition (C) which has a unique 600 �C � 9 h step. Thissuggests that the shape of the last precipitated particles is affectedby the first 460 �C � 1 h step. When the prior temperature is lowerthan the last temperature, such as for conditions (F), (G), and (H), thecharacteristics of low-temperature precipitation persist even if thebehaviors of redissolution and spheroidization are advanced duringthe last high temperature step (600 �C).
(a) gray particles; (b) black particles.

Fig. 5. TEM images of the evolution of the precipitated dispersed particles under condition (G) and condition (H).
H.-W. Huang, B.-L. Ou / Materials and Design 30 (2009) 2685–2692 2689
TEM images of the evolution of precipitated dispersed particlesunder conditions (C) and (E) are presented in Fig. 7. During the ini-tial period (30 min or 1 h) of 600 �C � 9 h, the density of the dis-persed particles is similar but slightly more than the finaldensity, but much lower than that of the initial 460 �C � 9 h period.The shapes of the precipitates include more stable black particlesand fewer unstable gray particles. Most are circular or long barshapes with two arced sides. After 600 �C for 9 h, there are veryfew unstable gray particles, and the spheroidization phenomenonbecomes more apparent than to the initial state. For condition(C) the particles show the highest degree of spheroidization, be-cause no prior lower temperature step treatment was used. Duringthe last step (460 �C � 3 h) of condition (E) there is a significant in-crease in conductivity which indicates that the quantity of precip-itation is abundant. However, the density is still similar to that
Fig. 6. TEM images of the evolution of the precipitated dis
under 600 �C � 9 h. Heterogeneous precipitation that is precipita-tion of the solid–solute Mn atoms on the prime particles, is themain reason for these results. Thus, the particles grow larger andsome of the unstable gray portion is also precipitated, formingtwo-color particles.
3.3. Extrusion formability and analysis of the evolution of the dispersedparticles
The effect of each homogenization condition on material extru-sion formability was analyzed. Fig. 8 shows the formability of thesample for each homogenization condition compared to the extru-sion breakout pressure. In the single step condition group, theextrusion pressure is highest for condition (D) (92.3 kgf/cm2). Thisis also the maximum value found in our data. Even with almost no
persed particles under condition (B) and condition (F).

Fig. 7. TEM images of the evolution of the precipitated dispersed particles under condition (C) and condition (E). The circled portions indicate the two-color particles.
Fig. 8. Comparison of formability for each homogenization condition as shown by extrusion breakout pressure.
2690 H.-W. Huang, B.-L. Ou / Materials and Design 30 (2009) 2685–2692
precipitation which would produce precipitation hardening, thesolution quantity is the highest (at 630 �C) leading to the greatestsolid–solution strengthening and making formation during manu-facturing more difficult. Decreasing the temperature to 600 �C or460 �C causes a lowering of the extrusion breakout pressures to83.6 or 81.9 kgf/cm2, respectively. The precipitation behavior low-ers the degree of solid–solution strengthening, which also in-creases the formability. However, when the temperature islowered to 460 �C and precipitation becomes abundant, the extru-sion breakout pressure decreases slightly (83.6 ? 81.9 kgf/cm2).This is due to the effective precipitation hardening which comesfrom the abundant precipitation at this temperature. For this rea-son, although the conductivity of condition (A) is close to that ofcondition (C), the extrusion breakout pressure of condition (A),which has the finest precipitation, is much higher than that of con-dition (C). Consequently, the quantity of solution after homogeni-zation is most important for material formability, unless theprecipitated particles are fine and plentiful enough. For the step-homogenization group, the sequence of the temperatures has thegreatest impact on the formability. The lower prior temperatures(400 �C, 460 �C) of conditions (F)–(H) cause fine and plentiful priorprecipitation, which could be difficult to redissolve completely
during the last high temperature 600 �C step, making the extrusionpressure larger than that needed for the single high temperaturecondition (C). In the case of condition (E) which has a high priortemperature (600 �C), coarse and sparse precipitates are formedfirst. These particles act as nucleation sites, resulting in heteroge-neous precipitation during the last low-temperature step(460 �C). The consequent low quantity of solution and the low den-sity of precipitation cause the weak solid solution strengtheningand precipitation hardening, making the extrusion pressure be-come the lowest.
Figs. 9 and 10 show schematic models of the evolution of pre-cipitation during the single-step homogenization and multi-stephomogenization treatments used in this study. The abundance ofprecipitable Mn atoms at a low temperature (400 �C or 460 �C)can be clearly seen. These act as dense nucleation sites for precip-itation. This is contrary to the situation for a high temperature(600 �C in this study). The low-temperature condition tends to becharacterized by the precipitation of the nuclei of unstable grayAl6(Mn,Fe) particles, because the speed of movement of the Mnatoms is too slow for aggregation. Moreover, although at a hightemperature these precipitable Mn atoms are sparse, their rapidmovement leads to the formation of the nucleation sites for stable
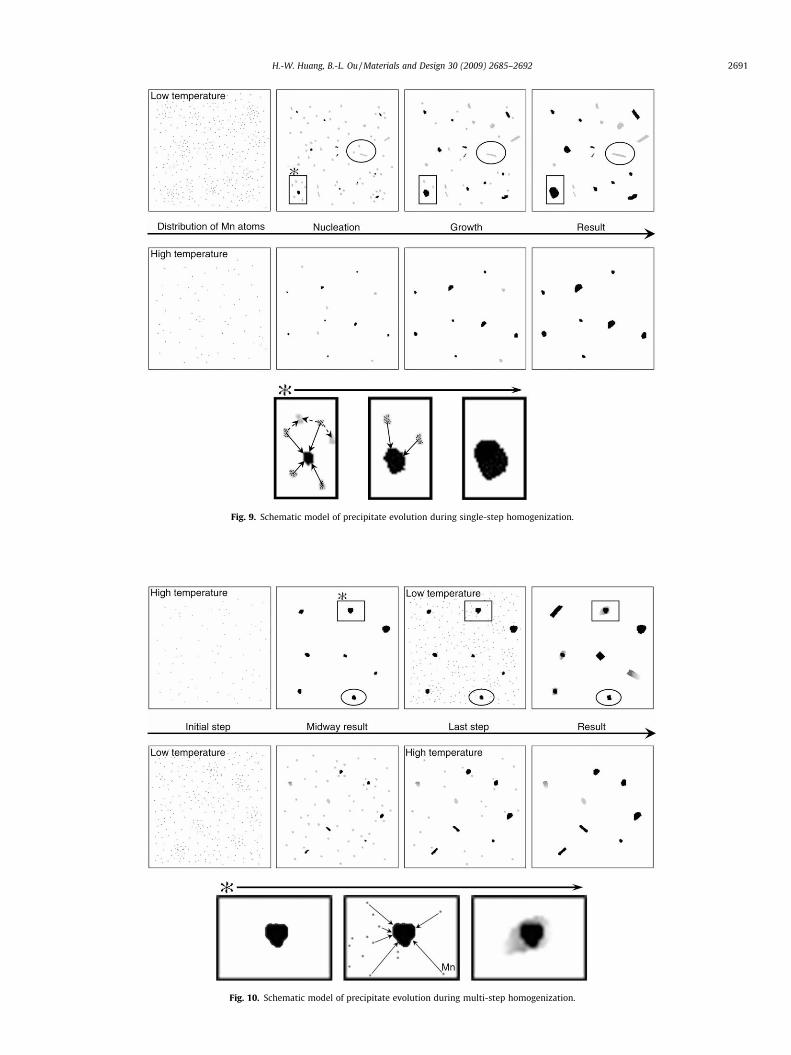
Fig. 9. Schematic model of precipitate evolution during single-step homogenization.
Fig. 10. Schematic model of precipitate evolution during multi-step homogenization.
H.-W. Huang, B.-L. Ou / Materials and Design 30 (2009) 2685–2692 2691

2692 H.-W. Huang, B.-L. Ou / Materials and Design 30 (2009) 2685–2692
black a-Al12(Mn,Fe)3Si particles. After nucleating, the particles be-gin to grow and become rearranged. Whether at low or high tem-perature, the particles evolve through a process of redissolutionand growth called Ostwald ripening, until reaching their final pre-cipitated state. Fig. 9 shows Mn atoms which have been ob-tained by the redissolution of smaller unstable gray particles candiffuse to the larger gray particles or more stable black particles,and put them to grow. Subsequently, the grown larger gray parti-cles near the black particle redissolve, making the black particlesbecome larger again. The ellipsoid in Fig. 9 shows the gray particleswith no black particles in the same region. Also in this case an Ost-wald ripening process runs. At last, in the low-temperature condi-tion, the abundant finer gray particles dissolve and some largergray particles as well as some black particles grow into a varietyof forms which include circular ones, long bar ones and deformedones. In addition, for the high temperature, most of the few precip-itated gray particles redissolve causing the growth of black parti-cles and finally spheroidization.
In the step-homogenization process, the midway result can af-fect the final result, as shown in Fig. 10. In the initial high temper-ature step, circular black particles are precipitated first. In thesubsequent low-temperature step, abundant precipitable Mnatoms appear and diffuse to the prime black particles, formingthe hetero-precipitation. Finally, black circular particles grow outof the gray portion to form two-color particles, or grow with theblack portion to form irregularly-shaped particles. In the casewhere there is a low temperature in the prior step, many gray par-ticles and some irregularly-shaped black particles precipitate mid-way. These particles go through the processes of Ostwald ripeningand spheroidization in the last high temperature step. However,some gray particles still exist and some bar particles acquirerounded sides because the midway precipitation makes the redis-solution and spheroidization more incomplete.
4. Conclusions
The results obtained are summarized below:
1. Precipitated dispersed particles evolve via the Ostwald ripeningprocess and spheroidization to form the last state. Temperatureis the most important factor for the evolution of precipitation.Precipitation is difficult at the low temperature of 400 �C, butbecomes easier above 460 �C.
2. In the step-homogenization process, the final result is affectedby the midway result. The particles characteristic of the low-midway temperature will also appear in the final high temper-ature step, and when the final temperature is lower than themidway one, two-color particles will be formed by hetero-precipitation.
3. The extrusion formability of material is determined by thestates of precipitation and the solid–solution. Both high solu-tion quantity and fine precipitates can make manufacturingbecome more difficult. Moreover, during step-homogenizationwhich has a lower last temperature, hetero-precipitation willlead to better formability, due to the both weaker solid–solu-tion strengthening and precipitation hardening.
References
[1] Nes E. Effect of a fine particle dispersion on heterogeneous recrystallization.Acta Metall 1976;24:391–8.
[2] Humphreys FJ. Nucleation of recrystallization at second phase particles indeformed aluminium. Acta Metall 1977;25:1323–44.
[3] Hausch G, Furrer P, Warlimont H. Recrystallization and precipitation in Al–Mn–Si-alloys. Z Metallkd 1978;69:174–81.
[4] Kwag Y, Morris JG. The effect of structure on the mechanical behavior andstretch formability of constitutionally dynamic 3000 series aluminum alloys.Mater Sci Eng 1986;77:59–74.
[5] Hutchinson WB, Oscarsson A, Karlsson A. Control of microstructure and earingbehaviour in aluminium alloy AA 3004 hot bands. Mater Sci Technol1989;5:1118–27.
[6] Watanabe H, Ohori K, Takeuchi Y. Phase change in 3004 base alloys at elevatedtemperatures. JJILM 1982;33:149–56.
[7] Bolingbroke RK, Marshall GJ, Ricks RA. Microstructural development duringpreheating of AA3004. In: The 3rd international conference on aluminumalloys; 1992. p. 285–90.
[8] Li YJ, Arnberg L. Evolution of eutectic intermetallic particles in DC-cast AA3003alloy during heating and homogenization. Mater Sci Eng A 2003;347:130–5.
[9] Dons AL. Variations in the composition of AlMnFeSi-particles in aluminum.Scand J Metall 1984;13:137–48.
[10] Furrer P, Hausch G. Recrystallization behavior of commercial Al–1%Mn alloy.Met Sci 1979;13:155–62.
[11] Sanders J, Lege DJ, Hartman TL. Aluminum rigid container for the packagingindustry. Aluminum 1989;65:941–50.
[12] Kamat RG. AA3014 can-body stock ingot: characterization andhomogenization. JOM 1996;48:34–45.
[13] Doko T, Asami S, Yagi K. Effects of precipitate particles on structure evolutionduring hot rolling of 3003 aluminum alloy. JJILM 1988;38:386–93.
[14] Asami S, Doko T, Yagi K. Recrystallization behavior during hot rolling of 3004aluminum alloy. JJILM 1989;39:94–100.
[15] Li Z, Morris JG, Ding SX, Li CX. Effect of homogenization on recrystallizationbehavior of AA 3004 aluminum. In: The 3rd international conference onaluminum alloys; 1992. p. 373–8.
[16] Kaneko J, Sugamata M, Takeshima M. Effects of tempering on the formability of3003 and 3004 aluminum sheets. JJILM 1985;35:12–20.
[17] Inaba T, Usui E, Shinano N. Age-hardening behavior of Al–1%Mn–1%Mg alloy.JJILM 1989;39:3–7.
[18] Inaba T, Usui E. Effects of heat treatment on Formability of 3004 alloy sheets.R-D Kobe Steel Eng 1991;41:77–81.
[19] Nes E, Naess SE, Hoier R. Decomposition of an aluminum–manganese alloy. ZMetallkd 1972;63:248–56.
[20] Furrer P. Structural changes in the heat treatment of continuously cast Al–Mningots. Z Metallkd 1979;70:699–708.
[21] Li YJ, Arnberg L. Quantitative study on the precipitation behavior ofdispersoids in DC-cast AA3003 alloy during heating and homogenization.Acta Mater 2003;51:3415–28.
[22] Lameiras FS. Ostwald ripening: an approach with dynamical system. Mater Res1999;2:139–43.
[23] Despa F, Apostol M. On the Ostwald ripening process. J Theor Phys1999;40:1–5.
本文献由“学霸图书馆-文献云下载”收集自网络,仅供学习交流使用。
学霸图书馆(www.xuebalib.com)是一个“整合众多图书馆数据库资源,
提供一站式文献检索和下载服务”的24 小时在线不限IP
图书馆。
图书馆致力于便利、促进学习与科研,提供最强文献下载服务。
图书馆导航:
图书馆首页 文献云下载 图书馆入口 外文数据库大全 疑难文献辅助工具